钳工评分标准
机修钳工技能考试评分标准

1、工种项目:机修钳工
2、时间:1小时
三、裁判长:彭俊杰
副裁判长:李彦辉孙进伟李国军
裁判员:张荣举徐犇汪洪洋谢靖波胡鑫
四、评分标准(满分100分):
姓名
工件编号
年月日
序号
项目
内容
扣分
得分
1
实
际
操
作
10分
规定用时:1小时
开始时间:
结束时间:
实际用时:
每超3分钟扣1分。
80分
8、粗糙度,每一处,每降低一个等级扣1分。
2
安全生产
5分
1、使用锤头松动的手锤扣5分。
。
2、工作结束后,未清理工位扣3分。
4
总得分:
五、如果现场出现突发状况,例如:工件原材料不符合加工要求、机器设备出现故障等,请在第一时间联系裁判员,由裁判员处理突发状况。参加考试人员必须在本考试机床旁边等候,时间顺延。
1、20mm尺寸,每超差0.01mm,扣1分。
2、10mm尺寸,每超差0.01mm,扣1分。
3、30mm尺寸,每超差0.01mm,扣1分。
4、40mm尺寸,每超差0.01mm,扣1分。
5、70mm尺寸,每超差0.01mm,扣1分。
6、90°±10′角度,每超差1′扣1分。
7、平行度,每超差0.01mm,扣1分。
钳工评分标准
外径千分尺
75-100
0.01
1
5
杠杆百分表
0-0.8
0.01
1
6
万能角度尺
0-320
2′
1
7
R规
15-25
1
8
刀口尺
125
1级
1
9
刀口角尺
自定
1级
1
10
塞尺
0.02-1
1
11
芯棒
φ10×15H7
1
12
磁性表座
1
13
划线工具
1套
14
钳工锉
自定
15
什锦锉
自定
1套
16
直柄麻花钻
自定
17
绞刀
φ10
手用或机用
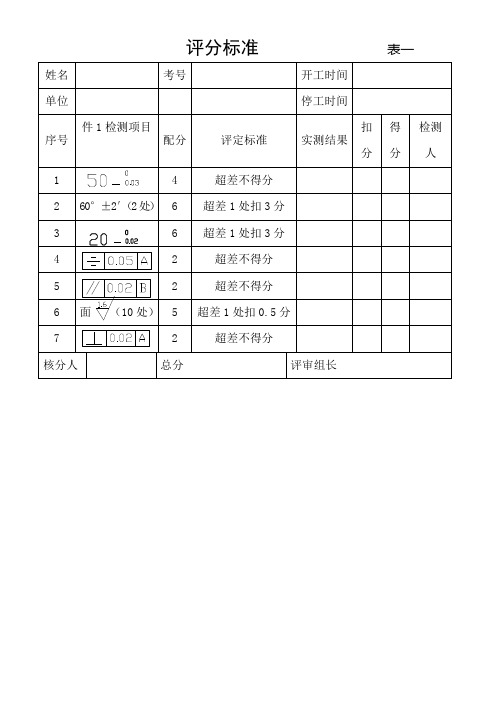
评分标准表一
姓名
考号
开工时间
单位
停工时间
序号
件1检测项目
配分
评定标准
实测结果
扣分
得分
检测人
1
4
超差不得分
2
60°±2′(2处)
6
超差1处扣3分
3
6
超差1处扣3分
4
2
超差不得分
5
2
超差不得分
6
面(10处)
5
超差1处扣0.5分
7
2
超差不得分
核分人
总分
评审组长
评分标准表二
姓名
考号
开工时间
单位
停工时间
序号
件2检测项目
配分
评定标准
实测结果
扣分
得分
检测人
1
2
超差不得分
钳工技术比武燕尾配制作实作评分标准
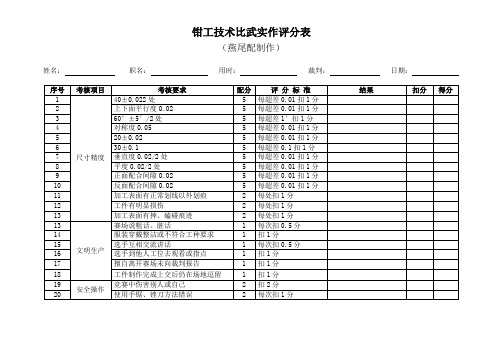
(燕尾配制作)
姓名:职名:用时:裁判:日期:
序号
考核项目
考核要求
配分
评 分 标 准
结果
扣分
得分
1
尺寸精度
40±0.022处
5
每超差0.01扣1分
2
上下面平行度0.02
5
每超差0.01扣1分
3
60°±5′/2处
5
每超差1′扣1分
4
对称度0.05
5
每超差0.01扣1分
5
20±0.02
13
加工表面有摔、磕碰痕迹
2
每处扣1分
13
文明生产
赛场说粗话、脏话
1
每次扣0.5分
14
服装穿戴整洁或不符合工种要求
1
扣1分
15
选手互相交流讲话
1
每次扣0.5分
16
选手到他人工位去观看或指点
1
扣1分
17
擅自离开赛场未向裁判报告
1
扣1分
18
工件制作完成上交后仍在场地逗留
1
扣1分
19
安全操作
竞赛中伤害别人或自己
5
每超差0.01扣1分
6
30±0.1
5
每超差0.1扣1分
7
垂直度0.02/2处
5
每超差0.01扣1分
8
平度0.02/2处
5
每超差0.01扣1分
9
正面配合间隙0.02
5
每超差0.01扣1分
10
反面配合间隙0.02
5
每超差0.01扣1分
11
加工表面有正常划线以外划痕
2
车工、钳工评分标准

要求40分钟内完成,满分100分
1.加工过程满分30分;
要求一边用钢锯加工、一边用扁铲加工、一边用锉刀加工,有一条边未按要求加工的扣10分。
2.三条边尺寸满分30分;
三条边每条边的尺寸误差在±0.5内得满分,有一条边超差的扣10分。
3.加工表面粗糙度满分30分;
三条加工面的表面粗造度,锉刀加工面粗糙度要求达到3.2 、扁铲加工面粗糙度要求达到6.3、钢锯加工面粗糙度要求达到12.5,有一面未达到表面粗糙度扣10分。
4.工具使用满分10分;
在加工过程中能够做到正确使用工具的得满分,有一样工具受到损坏扣5分。
要求30分钟内完成,满分100分
1.有公差要求的尺寸满分20分;
即¢24±0.02、¢20±0.02,有一个未达到要求的扣10分。
2.加工的螺纹满分20分;
如果螺纹与正常M20螺母用手能正常旋入得满分,过松或过紧、扣5分,如果M20螺母用手不能旋入扣10分。
3.表面粗糙度要求满分20分;
即有表面粗糙度要求的表面,圆柱面或锥形面有一面未达到粗糙度要求的扣10分。
4.没有尺寸公差要求的尺寸能保证误差在±1内得满分20分;
即要求锥面长度20,和螺纹长度25,如有一项未误差未在±1内的扣10分。
5.要求加工倒角满分10分;
有一个倒角未加工的扣5分。
6.在加工过程中有损坏刀具的扣10分。
车间等级工评定办法

车间等级工评定办法五、等级工评定办法车间员工评定依据以下四方面内容:1.员工综合考核2.岗位重要度3.岗位胜任能力4.质量控制能力(无固定工时考核员工采用工作协同能力作为考评项目)权重分配表六、员工综合考核细则及评分表按每月员工综合考核评定前12个月平均值七、岗位重要度员工岗位重要度评定标准:车间员工岗位重要度分为五个级别,考核分数占总评分数的20%,考评依据为该岗位的技术复杂度、人员培养的难易度、岗位对于车间的重要性等。
以下进行详细说明。
6级(1到3分):岗位对人员技能要求不高,工作主动。
5级(4到6分):岗位对人员技能有要求,新进员工有一定基础。
4级(6到9分):岗位对人员技能有要求,可自行处理工作中碰到的一般问题,新进人员经培训后方可胜任。
3级(9到12分):该岗位对员工技能有较高要求,有解决工作中遇到的复杂问题的能力,但不是不可替代。
2级(12到16分):该岗位员工除具备4级员工的能力外,,同时还能在工作中经常提出合理化建议,短期内无人能够代替。
1级(16到20分):该岗位对员工有很高的技能要求和质量控制能力,同时具备发现和解决生产中问题的能力,同时还需具有三级员工具备的一切要求。
长期无人可代替岗位重要度打分表八、岗位胜任能力车间共计7个工种,冷作、电焊、电气岗位胜任能力共分六级,权重30%,起重、行车、铲车、辅助分为三个等级,权重同样为30%具体内容如下:(1)冷作7级(1到4分):掌握气割操作;有一定的气体保护焊基础。
6级(4到8分):具备7级标准能力,能读懂简单图纸和工艺,在师傅指导下可进行简单拼搭5级(8到12分):具备6级标准能力,掌握一般图纸和工艺的独立拼搭、焊接,可独立拼搭简单零件4级(12到16分):掌握气割操作;有一定的气体保护焊基础,在师傅的指导下完成简单零件的拼搭3级(16到20分):具备5级标准能力,熟练掌握较复杂图纸的冷作技术和难度较高的整形技术(无缝管和钢板),同时根据公司产品特性,提出合理化意见,有带初级徒弟的能力2级(20到25分):具备3级标准的全部能力,同时根据公司产品特性,能提出合理化建议改进产品冷作工艺。
钳工大赛评分标准

山西省第六届中等职业学校“信凯减速器杯”钳工技能大赛(教师组)工件质量评分表(一)
山西省第六届中等职业学校“信凯减速器杯”钳工技能大赛(教师组)工件质量评分表(二)
山西省第六届中等职业学校“信凯减速器杯”
钳工技能大赛(教师组)工件质量评分表(三)
评分人:年月日核分人:年月日
山西省第六届中等职业学校“信凯减速器杯”钳工技能大赛(学生组)工件质量评分表(一)
山西省第六届中等职业学校“信凯减速器杯”钳工技能大赛(学生组)工件质量评分表(二)
山西省第六届中等职业学校“信凯减速器杯”
钳工技能大赛(学生组)工件质量评分表(三)
工位号工件号码
评分人:年月日核分人:年月日。
职业技能操作考试机械类-钳工操作考试评分标准
职业技能操作考试机械类-钳工操作考试评分标准机械类-钳工操作考试是对钳工技能的评估和测验,以确定其在实践中的实际能力。
评分标准是根据考试内容和要求制定的。
下面是一份钳工操作考试评分标准的示例:1. 安全操作 (20分)- 严格遵守安全操作规程和要求- 戴好个人防护装备,例如安全眼镜和手套- 检查并确保工作区域安全和整洁- 遵守机械设备的操作规程和安全要求2. 工具使用 (20分)- 正确选择和使用钳工工具- 熟练掌握常见钳工工具,例如锤子、钳子、扳手等- 使用正确的动作和力度,避免工具的损坏或者安全事故- 维护好工具,保持其良好的工作状态3. 测量和检验 (20分)- 准确进行尺寸测量,使用正确的测量工具- 判断零件相对位置和对称性- 进行必要的检验,例如角度、平行度和垂直度等- 辨别和记录不合格件,提出改进建议4. 钣金加工 (20分)- 熟练使用钣金工具进行加工,例如剪切和弯曲- 根据图纸或要求正确进行布局和测量- 能够准确地按照要求制作各种形状的钣金件- 工艺齐全,操作流畅,且无误操作5. 组装和拆卸 (20分)- 熟练掌握组装和拆卸工具和技术- 按照要求和指示正确组装和拆卸零件- 注意原件的保护,避免磨损或损坏- 组装和拆卸作业流程顺利,无故障和错误根据以上评分标准,考生的每个操作都会根据其正确性、效率性、安全性和技术性进行评分。
评分标准可以根据需要进行调整和修改,以确保评分体系的公正性和准确性。
最终评分将根据考生在每个评分指标上的综合表现来确定其钳工技能的水平。
钳工是一项需要一定技能和经验的职业,钳工操作考试评分标准的设计对于判断钳工的实际能力是至关重要的。
以下是钳工操作考试评分标准的详细解释,以及为什么这些指标是重要的。
1. 安全操作:作为一名钳工,安全是最重要的。
在考试中,评分标准会关注考生是否遵守安全操作规程和要求。
这包括佩戴个人防护装备,如安全眼镜和手套,并确保工作区域的安全和整洁。
钳工中级技能鉴定工量具及配分表

3
螺纹
6
一
般
尺
寸
4
长度尺寸
20
超差不得分
5
¢4的位置
4
6
尺寸25
4
7
M10
4
8
六边长均等
4
平行度
4
平面度
14
表面粗糙度
10
M10孔的位置度
4
安全文明生产
依据国家安全文明生产和企业文明生产的有关规定作为考核项目
8
其它
考试时间每超0.5h扣5分,超过2h不合格
钳工中级技能鉴定工量具及配分表
1:毛坯:¢25×20mm
2:工具、量具、刃具、夹具为:
序号
名称
数量
备注
序号
名称
数量
备注
1
锯弓
1
6
划线盘
1
2
锯条
1
7
90角尺
1
3
平锉
1
8
钢直尺
1
4
台钻
2
9
万能角尺
1
5
方锉
1
10
台虎钳
1
3:考核配分及评分标准
项目
编号
考核项目
配分
检测记录
评分标准
得分
主
要
项
目பைடு நூலகம்
1
六个面
24
2
斜孔
钳工实践考试评分标准
钳工实践考试评分标准
一、劳动保护及安全检查(12分)
1、正确穿戴劳动保护用品(6分)
①、没穿工装扣3分
②、没穿防护鞋扣3分
2、作业前安全检查(6分)
①、正确选择场地扣3分
②、正确检查工器具及夹具扣3分
二、减速机的拆装流程(84分)
1、减速机的拆卸步骤
①、拧下上下箱体的联接螺栓扣10分
②、拆卸上箱体扣10分
③、拔除减速器箱体上的定位销扣8分
④、拧下轴承端盖上的螺栓,取下轴承端盖和垫片
扣6分
⑤、取下上箱体扣10分
⑥、轴承与箱体内壁间的距离扣10分
⑦、逐级拆卸轴上的轴承扣10分
⑧、测量轴承内径和外径扣20分
外径:
内径:
三、维修现场清理(4分)
1、清理维修现场杂物(2分)
2、整理工器具、清理现场卫生(2分)。
钳工中级实操考核工件及评分表

9
∥
B
4
超差不得分
10
⊥
B
4
超差不得分
11
∥
A
4
超差不得分
12
表面粗糙度2处
4
升高一级不得分
13
表面粗糙度4处
8
升高一级不得分
14
配合间隙≤
12
超差不得分
安全文明生产
10
违者不得分
合 计
100
现场记录:
评分人: 年 月 ห้องสมุดไป่ตู้ 核分人: 年 月 日
工量具清单
序号
名 称
规 格/mm
数 量
备 注
1
手锯、锯条
300
各1套
高度游卡尺
0~200
1把
2
游标卡尺
0~150
1把
3
万能角度尺
0°~320°
1把
4
千分尺
50~75、75~100
各1把
5
塞尺
~
1把
6
锤子
~
1把
7
划规、样冲、划针
自选
各1件
8
钢板尺
0~150
1把
9
刀口角尺
10063
1把
10
软钳口
2~4
1把
11
锉刀
扁锉、三角锉、整形锉
各1套
12
锉刀刷
中号
1把
13
扁錾
1把
14
职业技能鉴定题库统一试卷
钳工中级技能操作考核试卷
考件编号:考生姓名:考生单位:
考核要求:
1.本题分值:100分
工具钳工实操考核方案和评分标准
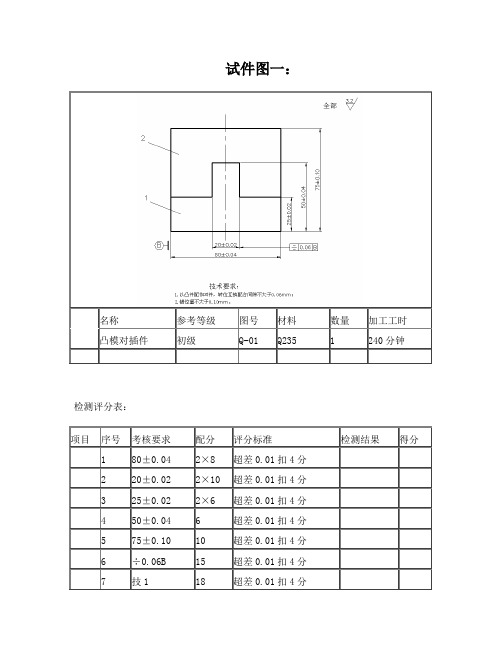
试件图一:名称参考等级图号材料数量加工工时凸模对插件初级Q-01 Q235 1 240分钟检测评分表:项目序号考核要求配分评分标准检测结果得分1 80±0.042×8超差0.01扣4分2 20±0.022×10超差0.01扣4分3 25±0.022×6超差0.01扣4分4 50±0.04 6 超差0.01扣4分5 75±0.1010 超差0.01扣4分6 ÷0.06B15 超差0.01扣4分7 技1 18 超差0.01扣4分试件图二:名称参考等级图号材料数量加工工时燕尾配合件初级Q-02 Q235 1 270分钟检测评分表:项目序号考核要求配分评分标准检测结果得分1 20±0.048 超差0.01扣2分2 40±0.048 超差0.01扣2分3 18±0.210 超差0.01扣2分4 60°±4′8 超差1′扣2分5 60±0.048 超差0.01扣2分6 ÷0.10A10 超差0.01扣4分7 技1 20 超差0.01扣4分试件图三:名称参考等级图号材料数量加工工时直角斜边配合副初级Q-03 Q235 1 300分钟检测评分表:项目序号考核要求配分评分标准检测结果得分凸件1 42±0.02 6 超差全扣2 230-0.052 6 超差全扣3 58±0.023 6 超差全扣4 12±0.0356 超差全扣5 18±0.14 3 超差全扣6 135°±6′ 5 超差全扣试件图四:名称参考等级图号材料数量加工工时单燕尾凸形镶配初级Q-04 Q235 1 300分钟检测评分表:项目序号考核要求配分评分标准检测结果得分凸件1 260-0.033 8 超差全扣2 200-0.033 8 超差1处扣4分3 440-0.039 5 超差全扣4 18±0.0556 超差全扣5 60°±4′ 4 超差全扣6 ÷0.05A 5 超差全扣7 Ra≦3.2um(7处) 3.5 超差1处扣0.5分试件图五:名称参考等级图号材料数量加工工时单斜配合副初级Q-05 Q235 1 300分钟检测评分表:项目序号考核要求配分评分标准检测结果得分凸件1 40±0.0317 超差全扣2 250-0.052 4 超差全扣3 150-0.0434 超差全扣4 150+0.0435 超差全扣5 120°±6′ 4 超差全扣6 Ra≦3.2um(6处) 6 超差1处扣1分7 M10 (2处) 4 超差全扣8 22±0.28 超差全扣试件图六:名称参考等级图号材料数量加工工时R对配初级Q-06 Q235 1 360分钟检测评分表:项目序号考核要求配分评分标准检测结果得分件1 1 63±0.02310 超差1处扣5分2 150-0.027 10 超差1处扣5分3 200-0.052 5 超差全扣4 ⌒0.067.5 超差全扣5 45°±4′(2处)6 超差1处扣3分6Ra≦1.6um面(9处)4.5 超差1处扣0.5分7 15±0.1(2处) 4 超差1处扣2分试件图七:名称参考等级图号材料数量加工工时三件镶配中级Q-07 Q235 1 330分钟检测评分表:项目序号考核要求配分评分标准检测结果得分件1 1 360-0.037 5 超差全扣2 27±0.1 4 超差全扣3 120°±5′4 超差全扣4 Ra≦3.2um(5处) 2.5 超差1处扣0.5分5 ¢8H7 2 超差全扣6 12±0.15 4 超差全扣7 ÷0.15A 5 超差全扣8 Ra≦1.6um 2 超差全扣件9 360-0.037 5 超差全扣2 10 Ra≦3.2um(5处) 2.5 超差1处扣0.5分11 ¢8H7 2 超差全扣12 Ra≦1.6um 2 超差全扣件3 13 77±0.023 4 超差全扣14 ⊥0.03B 3 超差全扣15 Ra≦3.2um(6处) 3 超差1处扣0.5分配合16 25±0.2 (2处) 10 超差1处扣5分17 48±0.08 (2处) 8 超差1处扣4分18间隙≦0.04(16处)32 超差1处扣2分其他19 安全文明生产违者酌情扣1-10分备注姓名工号日期教师总分试件图八:检测评分表:备注姓名工号日期教师总分试件图九:名称参考等级图号材料数量加工工时角度样板中级Q-09 60x40x10mm 2 600分钟检测评分表:项目序号考核要求配分评分标准检测结果得分试件图十:名称参考等级图号材料数量加工工时鸭嘴锤头中级Q-10 Q235 1 960分钟检测评分表:项目序号考核要求配分评分标准检测结果得分1 20±0.05 (2处) 8 不合格1处扣4分2 ∥0.05 (2处) 6 不合格1处扣3分3 ⊥0.03 (4处) 8 不合格1处扣2分4 C3.5倒角正确8 不合格1处扣2分5 R3.5圆弧连接圆滑(4处)8 不合格1处扣2分6 R12和R8圆弧连接圆滑12 酌情扣分7 斜面平直度0.03 10 超差全扣8 腰孔长20±0.210 超差全扣9 腰形孔对称度0.2mm 8 酌情扣分继续阅读。
钳工实操评分表
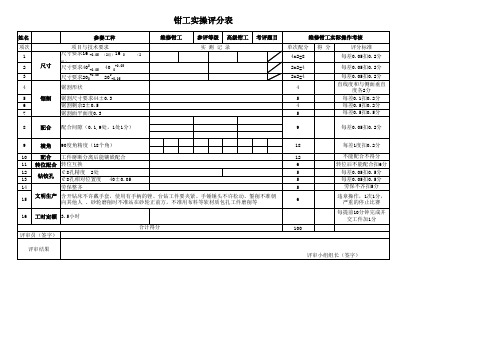
钳工实操评分表
维修钳工
参评等级 高级钳工 实测记录
考评题目
维修钳工实际操作考核
单次配分 得 分 4x2=8
评分标准 每差0.05扣0.2分
2x差0.05扣0.2分
每差0.05扣0.2分 直线度和与侧面垂直
度各2分 每差0.1扣0.2分 每差0.5扣0.2分 每差0.5扣0.5分
9
每差0.05扣0.2分
9
棱角 90度角精度(18个角)
10 配合 工件掰断分离后能镶嵌配合
11 转位配合 转位互换
12 13
钻铰孔
¢8孔精度 2处 ¢8孔相对位置度
40±0.05
14
劳保整齐
15
文明生产 含开钻床不许戴手套,使用有手柄的锉、台钻工件要夹紧、手锤锤头不许松动、錾削不准朝 向其他人 、砂轮磨削时不准站在砂轮正前方,不准用布料等软材质包扎工件磨削等
姓名 项次
1
2 3
4
5 6 7
尺寸 锯割
参赛工种
项目与技术要求
尺寸要求160-0.05
(2组)16
+0.05
0
(2
组)
尺寸要求400-0.05 尺寸要求200+0.05
40
+0.05 0
200-0.05
锯割形状
锯割尺寸要求44±0.3 锯割剩余2±0.5 锯割面平面度0.3
8
配合 配合间隙(0.1,9处,1处1分)
16 工时定额 3.5小时 评审员(签字)
合计得分
评审结果
18
每差1度扣0.2分
12
不能配合不得分
6
转位后不能配合扣6分
5
每差0.05扣0.5分
煤矿井下电钳工考核操作标准及评分标准
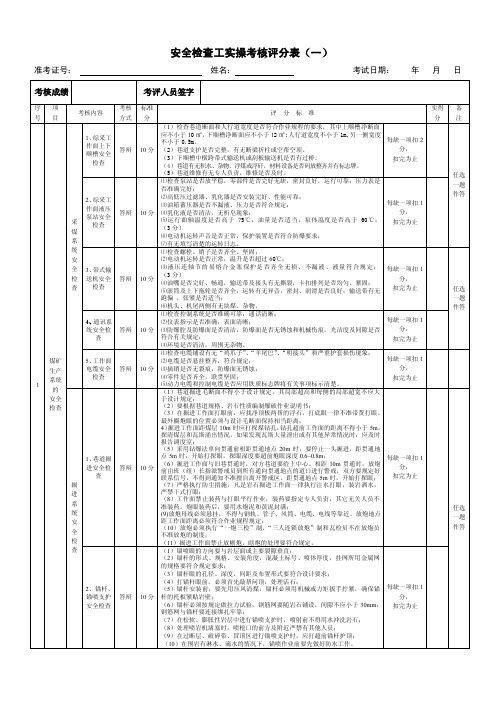
(10)在围岩有淋水、滴水的情况下,锚喷作业前要先做好防水工作。
(1)砌碹用的 碹胎,使用 前要进行检 查挑选,每 架碹胎组立 完后,至少 要打三 个压顶梆子;
3、掘进巷 道砌碹支 护安全检
查
答辩
10 分
(2)跨度超过 5m 的巷道砌碹拱时,碹内必须打上顶子,防止碹胎变形或塌落;
(3)碹体和顶帮之间必须用不燃物充满、充实; (4)砌碹翻棚 应先检查施 工地点前后 巷道的顶板 压力情况和 棚子质量情 况,并 将翻棚附近的棚子进行加固;
每缺一项扣 0.5 分
处理
(7)施工质量不合格仍继续施工。
(8)交叉点施工措施不当或质量不合格。
(9)巷道维修无专门安全措施,或违章施工。
(10)各类施工人员无证上岗
1.佩戴位置正确 1 分
自救
器 的 化学氧自救器
4 使用
的使用
实操
10 分
2. 开启扳手 2 分 3. 去掉上外壳, 1 分 4. 套上挎带 1 分 5. 拔出启动针,拔出口具塞,咬住口具 2 分
(5)倾斜巷道上、下山掘进,要搭好牢固的溜子口和溜子道,并经常进行检查,
人员上下要取得联系,超过 37°的倾斜巷道、溜子口和溜子道要搭盖板。使用绞
车提升时,要用铁楔子固定好导向轮。
(6)上、下山 掘进使用电 耙子,一定 要搭好牢固 的平台和溜 子口,电耙 子开动
时禁止人员上下;需要通过人员时,必须用信号取得联系,待电耙子停止后方可 通过。
准考证号:
安全检查工实操考核评分表(一)
姓名:
考试日期: 年 月 日
考核成绩
考评人员签字
序项 号目
考核内容
考核 标准 方式 分
评 分标准
普通钳工考核评分标准

普通钳工考核评分标准一、技术操作能力评分在对普通钳工进行考核时,技术操作能力是评分的关键因素之一。
钳工的操作技能包括但不限于:使用各种钳工工具的熟练程度、加工零件的精度和质量、修理设备的能力等。
对技术操作能力的评分应综合考虑以上方面,并分为以下等级:1.优秀:操作熟练、快速且准确,能独立完成各种工作任务,质量高,无需他人纠正。
2.良好:操作熟练,能够准确完成大部分工作任务,偶尔需要他人的指导或纠正。
3.一般:操作基本熟练,能够完成一般性工作任务,但需要他人经常指导或纠正。
4.不合格:操作不熟练,无法独立完成工作任务,需要他人经常指导和纠正。
二、工作态度评分除了技术操作能力外,钳工的工作态度也是考核的重要指标之一。
良好的工作态度能够提高工作效率,促进团队合作,提升工作质量。
主要考核工作态度方面包括但不限于:工作积极性、团队合作精神、对工作的负责程度等。
对工作态度的评分应综合考虑以上方面,并分为以下等级:1.优秀:工作态度积极,乐于协助他人,对工作负责,能够独立完成任务并超出预期。
2.良好:工作态度良好,愿意与他人合作,对工作负责,能够按时完成任务。
3.一般:工作态度一般,能够与他人合作,对工作负责程度较一般。
4.不合格:工作态度消极,不愿与他人合作,对工作不负责任。
三、安全意识评分钳工在工作中需要时刻保持安全意识,遵守安全规定,确保自身和他人的安全。
安全意识包括但不限于:正确使用安全防护装备、对危险行为的认识和规避、遵守工作流程等。
对安全意识的评分应综合考虑以上方面,并分为以下等级:1.优秀:时刻注意安全,严格按照安全规定操作,有效地预防事故发生。
2.良好:注意安全,按照安全规定操作,能够有效地规避潜在的危险。
3.一般:一般关注安全,操作时较为随意,需要提高安全意识。
4.不合格:不注意安全,对安全规定毫不在意,容易造成事故发生。
四、综合评分与建议综合考虑技术操作能力、工作态度和安全意识等因素,对普通钳工进行综合评分,并提出个人改进建议或培训需求。
中级采掘电钳工技能考试评分表

开始时间
结束时间
考评员ቤተ መጻሕፍቲ ባይዱ字
总得分
2013年煤炭工种职业技能鉴定 中级采掘电钳工技能考试评分标准
单位
考核 时 标准 项目 间 分
姓名
考核内容
1.打开界线盒;
准备 工作
5分 钟
25分 2.检查防暴面;
考核要求
1.使用工具熟练正 确;
2.熟悉防暴标准;
3.改接线方式。 3.改接线正确。
准考证号
评分标准
1.不熟练工具扣5分; 2.对防暴知识不熟练扣10 分; 3.改接线方式错误扣10分
扣分 得分
接线 工作
15
1.制作电缆接线
分 65分 头;2.接线;3.盖
钟
接线盒。
1.正确使用工具; 2.符合接线标准; 3.压线松紧适宜。
1.工具使用不正确选成工具 损坏扣5分;2.造成电机损坏 扣30分;3.出现失爆扣30分 。
安全
与文 明生
5分 钟
10分
工作完毕清理工作 场地,整理工具。
产
出现工伤取消考试成绩;不 清理工作现场、工具不擦洗 、码放、不整齐扣10分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检测项目
考核要求
配分
评分标准
检测结果
得分
得分
件一
1
XX±0.05
X
超0.05扣1分
2
XX±0.15
X
超0.05扣1分
3
XX±0.1
X
超0.05扣1分
XX±0.15
X
超0.05扣1分
X
X
超0.02扣0.5分
4
XX±0.04
X
超0.05扣1分
5
XX±0.04
X
超0.05扣1分
6
XX±0.1
X
超0.05扣1分
7
孔表面粗糙度:Ra1.6
X
降一级不得分
8
垂直度0.03
X
超0.05扣1分
9
表面粗糙度:Ra3.2
X
降一级不得分
10
φX消气孔(两处)
X
歪斜不正不得分
11
XX±5’
X
超0.05扣1分
件二
15
XX±0.04
X
超0.05扣1分
XX±0.04
X
超0.05扣1分
X
X
超0.02扣1分
16
孔表面粗糙度:Ra1.6um
2014年绵阳市中等职业学校技能大赛
(钳工专业)评分标准
考号:工位:开赛时间:
工件编号:停赛时间:
序号
考核内容
考核要求
配分
评分标准
1
安全文明生产
1)正确执行国家有关安全技术操作规程。
2)正确执行企业有关文明生产规定。
4
造成设备严重损坏及人员重伤以上事故,考核全程否定,即按0分处理;其余违规,扣4分。
26
错位量≤0.05(正面2处,翻面2处)
X
超0.05扣1分
核分人
总分
评分人
X
降一级不得分
17
垂直度0.03
X
超0.02扣1分Βιβλιοθήκη 18xx±0.15
X
超0.05扣1分
19
xx±0.15
X
超0.05扣1分
20
xx±0.05
X
超0.05扣1分
21
表面粗糙度:Ra3.2um
(两处)
X
降一级不得分
24
φx消气孔
X
歪斜不正不得分
配合
25
配合间隙≤0.08(正面5处,翻面5处)
X
超0.02扣1分(塞尺插入件尾1/3按通过)
2
设备使用
各种相关及辅助设备的使用符合设备使用有关规定
3
违规扣3分
3
工、量具使用
各种工具、量具的使用符合有关规定。
3
违规扣3分
合计
10
备注
(1)钳工操作考试应严格遵守《钳工安全操作规程》。(2)钳工装配操作考试,除遵守《钳工安全操作规程》外,还应严格遵守《装配钳工安全操作规程》(3)以上《规程》参见机械电子工业部质量安全司《机械工人安全技术操作规程》