PLC绘图仪
PLC的组成与工作原理
5.
编程器
编程器是PLC很重要的外部设备,它主要由键盘、显
示器组成。编程器分简易型和智能型两类。小型PLC常用
简易编程器,大、中型PLC多用智能编程器。编程器的作
用是编制用户程序并送入PLC程序存储器。利用编程器可 检查、修改、调试用户程序和在线监视PLC工作状况。现 在许多PLC采用和计算机联接,并利用专用的工具软件进 行编程或监控。
4. 电源单元
• PLC配有开关式稳压电源,以提供内部电路使用。 • 与普通电源相比,PLC电源的稳定性好、抗干扰能力强。因
此,对于电网提供的电源稳定度要求不高,一般允许电源电
压在其额定值±15%的范围内波动。 • 许多PLC还向外提供直流24V稳压电源,用于对外部传感器供 电。 • 为防止在外部电源发生故障的情况下,PLC内部程序和数据 等重要信息的丢失,PLC还带有锂电池作为后备电源。
编程器一般分为简易编程器和图形编程器两类。 简易编程器功能较少,一般只能用语句表形式进 行编程,通常需要联机工作。简易编程器直接与PLC的 专用插座相连接,由PLC提供电源。它体积小,重量轻, 便于携带,适合小型PLC使用。 图形编程器既可以用指令语句进行编程,又可以 用梯形图编程;既可联机编程,又可脱机编程,操作 方便,功能强,有液晶显示的便携式和阴极射线式两 种。图形编程器还可与打印机、绘图仪等设备连接, 但价格相对较高。通常大中型PLC多采用图形编程器。
两种梯形图的继电器符号图对照
物理继电器
线 圈 常开 常闭
PLC继电器
触 点
• (4) 利用梯形图编制控制程序
注意: 这些接点或线圈并不是真实的物理继电器 接点或线圈,而是在软件编程中使用的编程元件,每 个编程元件与存储器中的一个存储单元相对应,该存 储单元为 “1” 则表示梯形图中常开闭合 , 常闭断 开,线圈通电。
基于PLC的运动平台(PLC程序)
基于PLC的运动平台(PLC程序)摘要基于三菱FX1N可编程控制器(PLC),接受人机界面(MHI)的不同操作。
利用PLC的高速计数器的计数功能实时记录运动位置信息;利用PLC的相关指令和功能,通过其高速脉冲输出端输出高速脉冲,控制两轴运动平台,通过对PLC的相关端口发送数据,实现对电机不同运动状态的控制,使运动平台具有点动、增量、正反转、回零、定位、状态检测等功能。
本系统可用触摸屏输入轨迹,再进行简单的按钮操作就能实现不同的运动轨迹,有两种操作模式,即自动模式和手动模式。
系统可靠性高、稳定性强,使用触摸屏作为控制界面,更加人性化,使人机对话更加快捷,实现了轨迹的控制功能。
除此之外,本系统还符合成本低、效率高、结构简单、工作安全可靠、使用和维修方便等一些公认的普遍设计原则。
关键词:PLC;人机界面;运动平台;伺服电机MOTION PLATFORM BASED ON PLC(PLCPROGRAM)ABSTRACTMitsubishi FX1N-based Programmable Logic Controller (PLC), human-machine interface (MHI) to accept for different operations. Counting function real-time recording location information using PLC's movement speed counters; use of relevant commands and functions of PLC, through its high-speed pulse output speed pulse output, two-axis motion control platform, through the relevant port to send data to the PLC, the realization of the motor control of different state of motion, the motion platform with a jog, incremental, positive, back to zero, location, status detection.The system can track the touch screen input, then a simple button operation can be achieved in different trajectories, there are two modes of operation, namely automatic mode and manual mode. System reliability, stability, using the touch screen as the control interface, more humane, more efficient machine dialogue people realize the control trajectory. In addition, the system also meets the low cost, high efficiency, simple structure, reliable, easy to use and maintenance of a number of recognized universal design principles.KEY WORDS:PLC,Human-machine Interface,Motion Platform , Servo motor目录前言 (1)第一章运动控制系统概述 (2)§1.1运动平台概述 (2)§1.2 PLC技术的研究成果 (3)§1.3 人机界面(MHI)的研究与发展 (4)§1.4 运动控制器的发展与应用 (5)第二章PLC运动平台的控制系统方案设计 (6)§2.1 PLC运动平台的控制系统要求 (6)§2.2 控制系统设计方案 (6)§2.3 控制系统硬件总体结构 (7)第三章PLC运动平台的控制系统的硬件设计 (9)§3.1 PLC (9)§3.1.1 PLC的硬件组成 (9)§3.1.2 PLC的工作原理 (9)§3.2 显控SK102AE触摸屏 (11)§3.2.1 显控SK102AE触摸屏的通信与端口 (11)§3.2.2 显控SK102AE触摸屏的作用与操作 (12)第四章PLC的程序设计 (15)§4.1 FX1N PLC性能规格 (15)§4.2 软件系统整体流程设计 (15)§4.3 PLC控制程序设计 (18)§4.3.1 PLC程序设计要点 (18)§4.3.2 PLC程序具体设计 (19)第五章系统调试 (26)第六章结论 (28)参考文献 (29)致谢 (31)前言X-Y工作台是许多机电一体化产品的基本组成部分,如卧式镗床、坐标镗床、数控机床等数控设备。
绘图仪的工作原理及应用
绘图仪的工作原理及应用1. 绘图仪的概述绘图仪是一种用于绘制图形和图表的设备。
它被广泛应用于各个行业,包括工程、设计、教育等领域。
绘图仪通过将数据转换为可视化图形来帮助人们更好地理解和分析信息。
本文将介绍绘图仪的工作原理及应用。
2. 绘图仪的工作原理绘图仪通过控制绘图笔的运动,将数据转换为图形。
它主要由以下几个部分组成:2.1 输入设备绘图仪通常与计算机或其他设备连接,以接收绘图命令和数据。
输入设备可以是鼠标、键盘、或是其他传感器。
2.2 控制电路控制电路接收来自输入设备的指令和数据,并将其转化为绘图仪能够理解的格式。
控制电路通常由微处理器、存储器和接口电路组成。
2.3 绘图笔绘图笔是绘图仪的核心部件,它可以在绘图表面上绘制图形。
绘图笔的工作原理有多种,常见的有喷墨、针式和热敏等。
2.4 传动系统传动系统负责控制绘图笔的运动。
它通常由电机、驱动轮和传动带组成。
传动系统可以根据输入的坐标信息,将绘图笔定位到指定的位置。
3. 绘图仪的应用绘图仪在很多领域都有广泛的应用,下面列举了一些常见的应用场景:3.1 工程设计绘图仪在工程设计中起到了至关重要的作用。
它可以将设计数据转换为图形,帮助工程师更直观地理解和分析设计方案。
工程设计中常用的绘图仪有CAD绘图仪和绘图仪软件。
3.2 制图绘图仪也被广泛应用于制图领域。
制图师可以利用绘图仪将手绘图转化为数码图形,提高图纸的质量和可读性。
3.3 教育绘图仪在教育领域也有很大的应用潜力。
它可以帮助教师更好地向学生解释抽象的概念,提供更生动、直观的教学材料。
3.4 艺术创作绘图仪的应用不仅仅局限于工程和设计领域,它也被广泛应用于艺术创作中。
艺术家可以利用绘图仪将自己的创意转化为精美的图形作品。
4. 绘图仪的优势和局限性绘图仪具有以下优势:•高精度:绘图仪可以实现较高的绘图精度,绘制出准确的图形和图表。
•高效性:绘图仪可以快速地将数据转换为图形,节省了人们的时间和精力。
富怡绘图仪操作说明
RICHPEACE 喷墨绘图仪说明书
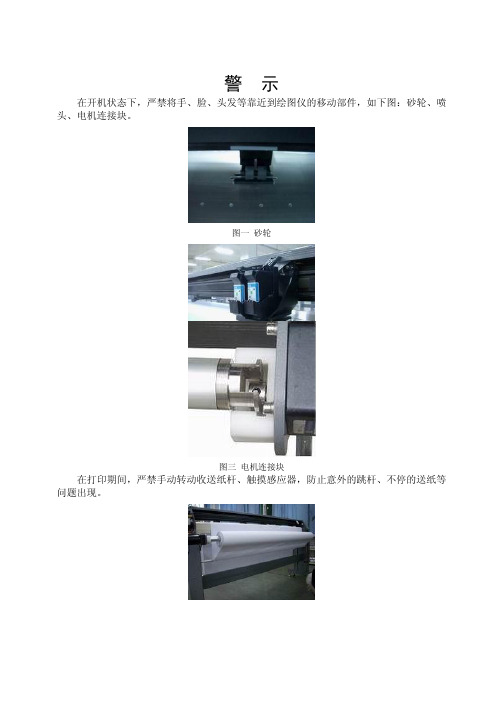
确保安全及正确使用
Ÿ 为了保证安全正确地使用该机器,使用之前请仔细阅读该手册。 Ÿ 阅读完后,应将其放在随手可拿到的地方,以便需要时能快速查阅。 Ÿ 不要让儿童触摸机器。 Ÿ 以下是安全操作的重点说明,请严格遵守。
本手册的使用常规
要安全准确地使用机器,以及防止人体受伤和财产损害,本手册规定以下三种安全注意事 项。请理解其差异。
不要在有水、雨或雪的地方使用机器。
该等地方可能会因漏电而引起电击或火灾。
避水
小心电击
确保机器接地安装。 如果没有接地,操作人员可能会因漏电而受到电击。 接地装置
3
RICHPEACE 喷墨绘图仪说明书
不要将机器连接到非额定电源。
使用不同的电源可能会因漏电而引起电击或火灾
禁止
不要使用破损的电线。 使用破损的电线可能会因漏电而引起电击或火灾。 更换成新的电源线。
地方
符号表示应禁止的动作。所禁止的 内或靠近该符号的文本说明表明。
动作是以图示或该符号
符号表示必须执行的动作。其表示方法一般以 号内或靠近该符号的文本来表明。
图示或该符
2
RICHPEACE 喷墨绘图仪说明书
安全注意事项
警告
如果机器冒烟,太热发出异味,或其他原因造成仪器不能正常工作,请不要继续使用。关 掉电源,并从电源插座拔出电源线。
4.4.1线宽设置 ......................................................42 4.4.2打印模式设置 ..................................................43 4.4.3喷头选择 ......................................................44 4.4.4打印误差设置 ..................................................45 4.4.5喷头间误差设置 ................................................47 4.5绘图精度的调整 ......................................................49 4.5.1图形文件误差修正 ..............................................49 4.5.2绘图仪误差修正 ................................................50 4.5.3修改软件输出精度 ..............................................51 4.6文件绘图顺序 ........................................................52 4.7文件绘制完成后的操作 ................................................53 第五章 故障处理...........................................................54 5.1错误提示 ............................................................55 5.2注意事项 ............................................................56
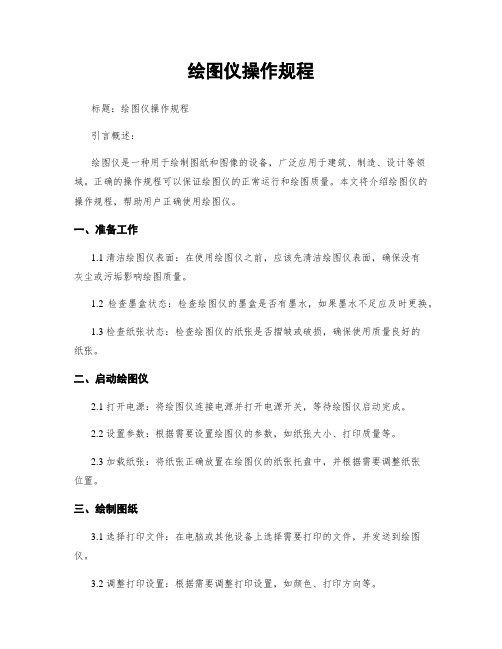
绘图仪操作规程

绘图仪操作规程一、引言绘图仪是一种用于绘制图表、图形和曲线的设备,广泛应用于科学研究、工程设计、生产创造等领域。
为了保证绘图仪的正常运行和正确操作,制定本操作规程。
二、绘图仪概述绘图仪是一种电子设备,通常由绘图仪主机、电源线、通信线和绘图仪笔等组成。
绘图仪主机通过通信线与计算机连接,通过接收计算机发送的指令来绘制图形。
三、绘图仪操作步骤1. 准备工作a. 确保绘图仪主机和计算机处于正常工作状态,并连接正常。
b. 检查绘图仪笔的状况,确保笔尖完好。
c. 打开绘图仪主机电源,待绘图仪主机启动完成。
2. 连接计算机a. 将绘图仪主机与计算机通过通信线连接,确保连接坚固。
b. 打开计算机,确保计算机系统正常运行。
3. 打开绘图软件a. 在计算机上打开绘图软件,如AutoCAD、CorelDRAW等。
b. 创建一个新的绘图文件,或者打开一个已有的绘图文件。
4. 设置绘图参数a. 在绘图软件中,选择绘图仪作为输出设备。
b. 设置绘图仪的绘图范围和纸张大小。
c. 根据需要设置绘图仪的绘图速度和精度。
5. 编辑图形a. 使用绘图软件提供的绘图工具,创建所需的图形。
b. 根据需要进行图形的编辑、缩放、旋转等操作。
c. 确保图形的准确性和美观性。
6. 发送绘图指令a. 在绘图软件中,选择发送绘图指令的功能。
b. 确认绘图仪主机已连接并处于待机状态。
c. 发送绘图指令,等待绘图仪主机接收并开始绘制。
7. 监控绘图过程a. 在绘图软件中,监控绘图仪主机的状态。
b. 如有需要,可随时住手绘图或者调整绘图参数。
8. 完成绘图a. 等待绘图仪主机完成绘图任务。
b. 关闭绘图软件,并保存绘图文件。
c. 关闭绘图仪主机电源,断开与计算机的连接。
四、绘图仪操作注意事项1. 绘图仪主机应放置在通风良好、干燥清洁的环境中,避免灰尘和湿气对设备的影响。
2. 绘图仪笔尖应定期更换,以保证绘图的质量和准确性。
3. 在操作绘图仪时,应避免蓦地断电或者断开通信线,以免影响绘图仪的正常运行。
绘图仪参数
LFP Remote Panel 2
保修信息
保修政策
全国联保,享受三包服务
质保时间
1年
质保备注
1年免费上门服务
客服电话
400-622-2666
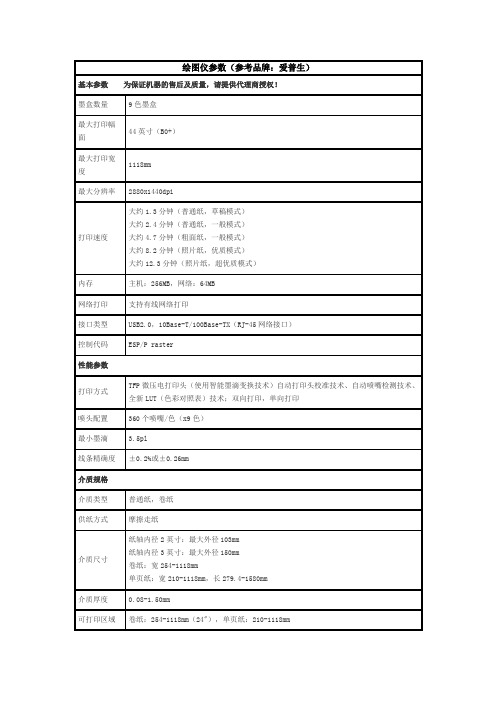
绘图仪参数(参考品牌:爱普生)
基本参数为保证机器的售后及质量,请提供代理商授权!
墨盒数量
9色墨盒
最大打印幅面
44英寸(B0+)
最大打印宽度
1118mm
最大分辨率
2880x1440dpi
打印速度
大约1.3分钟(普通纸,草稿模式)
大约2.4分钟(普通纸,一般模式)
大约4.7分钟(粗面纸,一般模式)
大约8.2分钟(照片纸,优质模式)
噪音水平
小于45dB(A)
环境参数
工作温度:10-35℃,工作湿度:20-80%
存储温度:-20-40℃,存储湿度:5-85%
大幅面打印机附件
包装清单
主机x1
9色110ml颜料墨水x1
电源线x1
USB链接线x1
卷纸适配件x1
驱动光盘x1
首先阅读手册x1
可选附件
自动收纸装置x1
卷纸适配件x1
随机软件
EpsonNet Config
大约12.3分钟(照片纸,超优质模式)
内存
主机:256MB,网络:64MB
网络打印
支持有线网络打印
接口类型
USB2.0,10Base-T/100Base-TX(RJ-45网络接口)
控制代码
ESP/P raster
性能参数
打印方式
TFP微压电打印头(使用智能墨滴变换技术)自动打印头校准技术、自动喷嘴检测技术、全新LUT(色彩对照表)技术;双向打印,单向打印
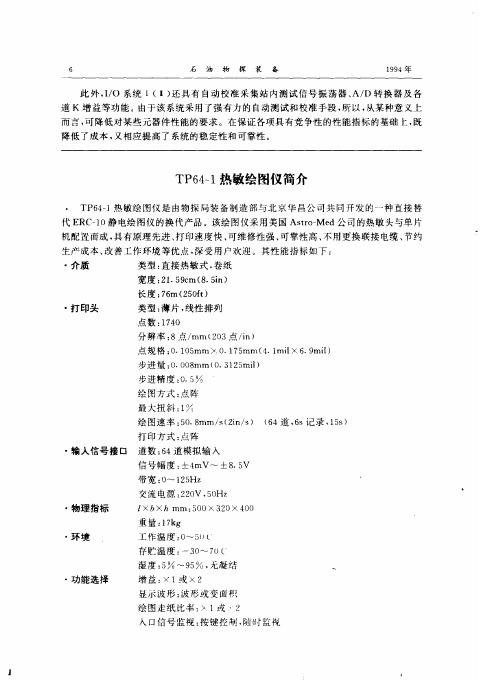
TP64-1热敏绘图仪简介
l os mm 丫 0
.
l m il 火 6
.
gn r il )
:
oos mm (0 。 5%
.
.
3 1 2 5 m il )
步进精 度
:
绘 图方 式 点 阵 最 大扭 斜
:
:
1% 50
.
绘 图速 率
输 人 信号 接 口
:
:
smm
/
s
( Zin
/
S
)
( 64
道
,
65
记录
,
1 55 )
打 印方 式 点 阵 道数 6 4 道 模拟 输 入
、
其性 能指标 如下
:
介质
类 型 直接 热敏 式 卷 纸 宽度
长度
:
:
,
21
.
5 9e m ( 8
.
s in )
:
76n r ( 2 5 Of t )
,
打印头
类 型 薄 片 线性 排 列 点数
:
:
1740
:
分 辨率 点规格 步进量
8 0 0
.
点/m m
( 20 3
.
点 八n )
175mm ( 4
.
:
石
油
物
探
装
备
9 9 1
4 年
/ 此外 1
,
,
0
系统
。
l
(
l
)还 具 有
自动 校 准 采 集 站 内测 试 信 号 振 荡 器
, 。
、
A / D 转换 器 及各
,
道 K 增 益 等 功能
基于PLC的双轴伺服随动绘图系统
基于PLC的双轴伺服随动绘图系统董靖川;闫传滨;陆钢庆;李晓奇;余山宏;谢旭东;黄伟豪【摘要】针对机电一体化实验教学,开发了一种双轴伺服随动绘图系统.该系统跟踪一个可变转速的转盘,通过x-y伺服运动机构控制画笔并在转盘上绘制图形.控制部分由模块化PLC实现,配置了CPU模块、定位模块,数字量输入/输出模块、模拟量输出模块、高速计数模块、人机界面模块.开发了含有转盘位置跟踪、轨迹插补及坐标变换算法的PLC控制程序,可实现高速随动绘图功能.基于PLC的双轴伺服随动绘图系统综合运用了机电控制类各课程的基础理论和工程知识,使学生掌握复杂运动控制系统的设计与实现方法,满足相关课程实验教学和工程创新能力培养的需求.【期刊名称】《实验技术与管理》【年(卷),期】2019(036)006【总页数】5页(P100-103,107)【关键词】绘图系统;伺服控制;PLC;轨迹插补【作者】董靖川;闫传滨;陆钢庆;李晓奇;余山宏;谢旭东;黄伟豪【作者单位】天津大学机械工程学院,天津 300354;天津大学机械工程学院,天津300354;天津大学机械工程学院,天津 300354;天津大学机械工程学院,天津300354;天津大学机械工程学院,天津 300354;天津大学机械工程学院,天津300354;天津大学机械工程学院,天津 300354【正文语种】中文【中图分类】TP275伺服随动控制系统在包装印刷、数控机床、智能制造、过程控制等领域应用广泛,是一种重要的机电一体化技术[1-3]。
采用伺服电机的随动运动控制系统能够在跟随运动物体的同时实现精确的轨迹控制,同时具有轨迹修改方便、速度可调、控制精度高等优点。
本文基于PLC的双轴伺服随动绘图系统是集x-y运动机构、交流伺服拖动、变频调速、可编程控制、传感器等技术的新型机电一体化实验装置。
该实验装置适合作为机电一体化、电气自动化等相关专业高年级本科生的综合实验内容,符合以项目为中心的学习模式,学生可以从零开始设计,并亲自动手实现伺服随动绘图系统。
plc电气符号图形大全plc图标大全

控制电路(b)
控制电路(c)
星--三角变换减压起动控制电路(2):KM1、KM2、KT
➢KM2断电时,电动机绕组由 KM2的动断辅助触点连接成星 形起动。 ➢KM2通电后,电动机绕组由 KM2动合主触点连接成三角形 正常运行。 ➢辅助触点容量较小,4~ 13kW 的电动机可采用该控制电路。
➢考虑KM1的主触点承担分断时 的大电流,KM2的辅助动断触 点只在空载或小电流的情况下断 开,避免电弧的烧蚀缩短辅助触 点寿命。
电器元件布置图:表明电气设备上所有电器和用电设备的实际位置,是
电气控制设备制造、装配、调试和维护必不可少的技术文件。 ➢电气控制柜与操作台(箱)内部布置图 ➢电气控制柜与操作台(箱)面板布置图
➢控制柜与操作台(箱)外形轮廓用细实线绘出 ➢电器元件及设备,用粗实线绘出外形轮廓,标明实际的安装位置 ➢电器元件及设备代号与有关电路图和设备清单上所用的代号一致
第三节 三相异步电动机基本控制电路
直接起动控制电路
(a)开关直接控制 ➢熔断器FU:短路保护 ➢开关Q:闸刀开关、铁壳开关等。 Q选电动机保护用断路器,可实现过 载保护,可不用熔断器FU。 ➢适用于不频繁起动的小容量电动机, 不能远距离、自动控制。
(b)按钮、接触器控制 ➢熔断器FU:短路保护 ➢开关Q:分断电源(同上)。 ➢热继电器FR:过载保护 ➢合Q,按下SB2,KM线圈得电,主触点闭合,电动机通电起动;自锁触点KM 闭合,松开SB2,KM线圈继续得电,保证电动机工作。 ➢按SB1,KM线圈断电,主触点断开,电动机停止,辅助触点断开解除自锁。 ➢失压、欠压保护:意外断电或电源电压跌落太大时,接触器释放,自锁解除。
KI
线圈
常开触点
常闭触点 线圈
常开触点
绘图仪操作规程
绘图仪操作规程标题:绘图仪操作规程引言概述:绘图仪是一种用于绘制图纸和图像的设备,广泛应用于建筑、制造、设计等领域。
正确的操作规程可以保证绘图仪的正常运行和绘图质量。
本文将介绍绘图仪的操作规程,帮助用户正确使用绘图仪。
一、准备工作1.1 清洁绘图仪表面:在使用绘图仪之前,应该先清洁绘图仪表面,确保没有灰尘或污垢影响绘图质量。
1.2 检查墨盒状态:检查绘图仪的墨盒是否有墨水,如果墨水不足应及时更换。
1.3 检查纸张状态:检查绘图仪的纸张是否摺皱或破损,确保使用质量良好的纸张。
二、启动绘图仪2.1 打开电源:将绘图仪连接电源并打开电源开关,等待绘图仪启动完成。
2.2 设置参数:根据需要设置绘图仪的参数,如纸张大小、打印质量等。
2.3 加载纸张:将纸张正确放置在绘图仪的纸张托盘中,并根据需要调整纸张位置。
三、绘制图纸3.1 选择打印文件:在电脑或其他设备上选择需要打印的文件,并发送到绘图仪。
3.2 调整打印设置:根据需要调整打印设置,如颜色、打印方向等。
3.3 开始打印:点击打印按钮,等待绘图仪完成打印过程。
四、维护绘图仪4.1 定期清洁:定期清洁绘图仪的表面和内部,防止灰尘积累影响绘图质量。
4.2 更换墨盒:墨盒用尽时及时更换,确保绘图仪正常使用。
4.3 维护打印头:定期维护绘图仪的打印头,保持打印质量。
五、关机5.1 结束使用:在使用完绘图仪后,及时关闭绘图仪的电源。
5.2 清理工作台:清理绘图仪周围的工作台,确保工作环境整洁。
5.3 整理文件:整理打印的文件,妥善保存或丢弃不需要的文件。
结语:正确的操作规程可以延长绘图仪的使用寿命,提高绘图质量。
通过遵循上述操作规程,用户可以更好地使用绘图仪,为工作和生活带来便利。
绘图仪操作规程

绘图仪操作规程引言概述:绘图仪是一种常用的绘图设备,广泛应用于工程设计、制图等领域。
正确操作绘图仪对于保证绘图质量和提高工作效率至关重要。
本文将详细介绍绘图仪的操作规程,包括准备工作、绘图操作、常见问题及解决方法等内容。
一、准备工作:1.1 确认绘图仪的工作状态:- 检查绘图仪的电源是否正常连接,并确认电源开关处于关闭状态。
- 检查绘图仪的墨盒和纸张是否充足,并及时更换或者补充。
1.2 设置绘图仪参数:- 打开绘图仪的控制面板,根据绘图需求设置绘图尺寸、纸张类型等参数。
- 确认绘图仪与计算机的连接方式,如通过USB接口或者网络连接。
1.3 准备绘图文件:- 将待绘制的CAD文件或者其他绘图文件保存到计算机中。
- 打开绘图软件,加载绘图文件,并根据需要进行调整和编辑。
二、绘图操作:2.1 打开绘图软件:- 双击绘图软件的图标,或者通过开始菜单中的快捷方式打开绘图软件。
2.2 导入绘图文件:- 在绘图软件中选择“文件”菜单,点击“打开”选项,选择待绘制的文件并导入。
2.3 设置绘图参数:- 根据绘图需求,在绘图软件中设置线型、线宽、字体等参数。
- 确认绘图区域和比例尺的设置,保证绘图的准确性和合理性。
三、绘图质量控制:3.1 检查绘图文件:- 在绘图软件中查看绘图文件的完整性和准确性,确保没有缺失或者错误。
3.2 预览绘图效果:- 在绘图软件中点击“预览”按钮,查看绘图的效果。
- 根据需要进行调整和修改,确保绘图效果符合要求。
3.3 打印绘图文件:- 在绘图软件中选择“文件”菜单,点击“打印”选项。
- 根据绘图要求选择打印机和纸张类型,并进行打印设置。
- 点击“打印”按钮,开始打印绘图文件。
四、常见问题及解决方法:4.1 打印机无法正常工作:- 检查打印机的电源和连接线是否正常。
- 检查打印机驱动程序是否正确安装,如有需要,重新安装驱动程序。
4.2 绘图文件打印效果不理想:- 检查绘图文件的分辨率和图层设置,调整为合适的数值。
基于PLC的自动送料控制系统设计
摘要自动供料系统是常见的工业生产环境,因为步进电动机的各种优点所以自动供料机的马达常选用步进电动机。
步进电动机突出的优点是它可以在宽广的频率范围内通过改变脉冲频率来实现调速,快速起停、正反转控制及制动等,并且用其组成的开环系统既简单、廉价,又非常可靠。
步进电机最大的应用是在数控机床的制造中,因为步进电机不需要A/D转换,能够直接将数字脉冲信号转化成为角位移,所以被认为是理想的数控机床的执行元件。
随着步进电动机技术的发展,步进电动机已经能够单独在系统上进行使用,成为了不可替代的执行元件。
除了在数控机床上的应用,步进电机也可以并用在其他的机械上,比如作为通用的软盘驱动器的马达,也可以应用在打印机和绘图仪中。
伴随着不同的数字化技术的发展以及步进电机本身技术的提高,步进电机将会在更多的领域得到应用。
本课题用PLC控制步进电机使步进电机动作的抗干扰能力强,它的工作的可靠性高,同时,由于实现了模块化结构,使系统构成十分灵活,便于在线修改,产品的适应性强。
关键字:可编程控制器PLC;步进电机;脉冲频率;控制目录1.绪论 (2)1.1本课题设计的背景 (2)1.2 本课题设计的内容 (4)1.3本课题设计的目的和意义 (4)2.系统控制方案的确定 (5)2.1自动供料系统步进控制的概述 (5)2.2采用PLC的自动供料系统步进控制的优点 (6)2.3系统设计的基本步骤 (6)2.5控制要求的确定 (9)2.6控制参数的确定 (10)3.系统硬件设计 (10)3.1系统硬件选型的原则 (10)3.2硬件的选型 (11)3.2.1步进电机的选型 (11)3.2.2步进电机驱动器的选型 (11)3.2.3传感器的选型 (12)3.2.4 PLC的选型 (14)3.3 PLC输入输出地址分配 (15)3.4 硬件连接图的绘制 (16)4系统控制软件设计 (17)4.1PLC梯形图概述 (17)4.2系统流程图设计 (17)4.4梯形图的设计 (18)5.系统调试及结论 (20)5.1程序运行过程记录............................................................................. 错误!未定义书签。
基于松下电工FP1型PLC的直线插补程序设计(精)
Equipment Manufactring Technology No.10,2007收稿日期:2007-08-05作者简介:张铁异(1963—,男,广西荔浦人,广西大学机械工程学院讲师,硕士,主要研究方向:机电一体化技术。
基于松下电工F P1型PLC 的直线插补程序设计张铁异,黄炳琼,卢福宁,黎毓鹏,曹晓中(广西大学机械工程学院,广西南宁530004摘要:PLC 在机械设备自动控制中有着广泛的应用,在PLC 上开发直线及圆弧插补功能将拓展PLC 在数控机床等领域的应用范围。
介绍了在松下电工FP1型PLC 上开发直线插补程序实现对二维数控平台控制的方法。
关键词:PLC ;直线插补;松下电工中图分类号:TP273文献标识码:A文章编号:1672-545X(200710-0068-03可编程序控制器(PLC 在工业控制中有着广泛的应用,FP1是日本松下电工生产的小型PLC 系列产品,性能价格比高,适合在我国中小企业应用。
FP1的硬件配置较全,除主机外还可加I/O 扩展模块、A/D 、D/A 模块。
机内有高速计数器,可同时输入两路频率高达10kHz 的脉冲,还可以输出频率可调的脉冲信号(晶体管输出型。
该机配有RS-422接口,通过和RS-232的接口适配器,可实现PC 机与PLC 之间的通信,并可直接在PC 机上用梯形图进行编程调试。
但该机型没有直线插补和圆弧插补功能,需要自行开发,而直线插补和圆弧插补功能则是在数控机床等领域必须使用的功能,可利用该机型所具有的基本指令和高级指令来设计,本文介绍该机型直线插补功能的实现方法,圆弧插补功能的实现可参照直线插补来进行。
设计采用由步进电机驱动的BDH-1型X-Y 绘图仪来模拟二维数控平台,作为用PLC 实现直线插补程序功能的执行机构,通过绘图仪能否绘出所要求的直线来验证插补程序的设计是否正确,最终实现PLC 对二维数控平台的控制。
系统所用PLC 型号为松下电工FP1-C40,步进电机的型号为45BF005-Ⅱ,步进电机的工作方式为三相六拍,用PLC 的输出Y1、Y2、Y3控制X 轴方向步进电机的A 、B 、C 三相,用PLC 的输出Y4、Y5、Y6控制Y 轴方向步进电机的A 、B 、C 三相,X0为启动按钮(无自锁。
绘图仪原理
绘图仪原理
绘图仪是一种用于绘制图形的设备,它可以将计算机中的图形数据通过打印或
绘制的方式呈现出来。
绘图仪的原理主要包括输入、处理和输出三个方面,下面我们来详细了解一下。
首先,绘图仪的输入部分。
输入部分主要是指计算机将图形数据传输给绘图仪
的过程。
计算机会将图形数据转换成绘图仪可以识别的指令,然后通过接口传输给绘图仪。
这些指令包括绘制的图形形状、颜色、线条粗细等信息。
绘图仪接收到这些指令后,就可以开始绘制图形了。
其次,绘图仪的处理部分。
在接收到计算机传来的图形数据后,绘图仪会根据
这些数据进行处理,包括计算绘制的路径、颜色填充、线条粗细等参数。
同时,绘图仪还会根据打印纸张的大小和方向等信息进行调整,以保证图形可以准确地呈现在纸张上。
最后,绘图仪的输出部分。
输出部分是指绘图仪将处理好的图形数据呈现在纸
张上的过程。
绘图仪会根据处理好的数据控制打印头或绘图笔进行移动,从而在纸张上绘制出图形。
同时,绘图仪还会根据需要进行颜色填充、线条加粗等操作,以呈现出与计算机中图形数据一致的效果。
绘图仪的原理主要包括输入、处理和输出三个部分,通过这些部分的协调工作,绘图仪可以将计算机中的图形数据准确地呈现在纸张上。
在实际应用中,不同类型的绘图仪可能会采用不同的原理,但无论如何,它们的基本工作原理都是类似的。
总的来说,绘图仪的原理是通过接收计算机传来的图形数据,经过处理后将图
形准确地呈现在纸张上。
它在工程设计、地图绘制、图形艺术等领域都有着广泛的应用,是现代社会不可或缺的重要设备之一。
极坐标多连杆绘图仪
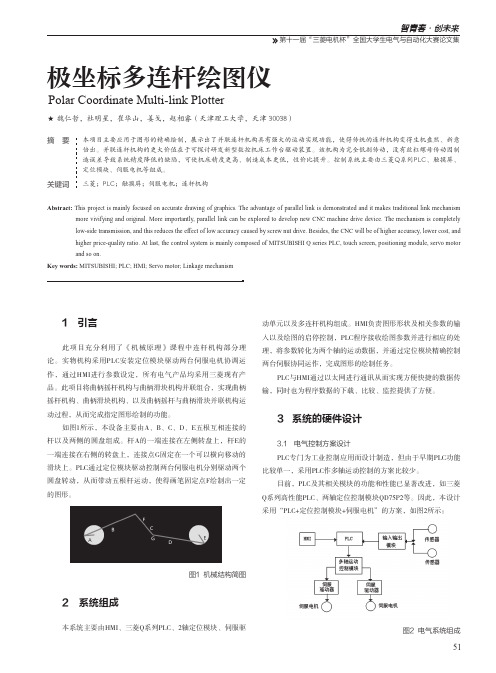
51智青春·创未来动单元以及多连杆机构组成。
HMI负责图形形状及相关参数的输入以及绘图的启停控制,PLC程序接收绘图参数并进行相应的处理,将参数转化为两个轴的运动数据,并通过定位模块精确控制两台伺服协同运作,完成图形的绘制任务。
PLC与HMI通过以太网进行通讯从而实现方便快捷的数据传输,同时也为程序数据的下载、比较、监控提供了方便。
3 系统的硬件设计3.1 电气控制方案设计PLC专门为工业控制应用而设计制造,但由于早期PLC功能比较单一,采用PLC作多轴运动控制的方案比较少。
目前,PLC及其相关模块的功能和性能已显著改进,如三菱Q系列高性能PLC、两轴定位控制模块QD75P2等。
因此,本设计采用“PLC+定位控制模块+伺服电机”的方案,如图2所示:图2 电气系统组成★ 魏仁哲,杜明星,崔华山,姜戈,赵相睿(天津理工大学,天津 30038)极坐标多连杆绘图仪Abstract: This project is mainly focused on accurate drawing of graphics. The advantage of parallel link is demonstrated and it makes traditional link mechanismmore vivifying and original. More importantly, parallel link can be explored to develop new CNC machine drive device. The mechanism is completely low-side transmission, and this reduces the effect of low accuracy caused by screw nut drive. Besides, the CNC will be of higher accuracy, lower cost, and higher price-quality ratio. At last, the control system is mainly composed of MITSUBISHI Q series PLC, touch screen, positioning module, servo motor and so on.Key words: MITSUBISHI; PLC; HMI; Servo motor; Linkage mechanism1 引言此项目充分利用了《机械原理》课程中连杆机构部分理论。
绘图仪技术参数
11、标配X-Rite i1分光光度计;配有光学进纸传感器(OMAS)
12、EPS绘图软件一套
13、质保期一年,使用之日起一年内,出现故障供方免费上门维修或更换。"
1
绘图仪技术参数
产品名称
型号
技术参数
数量
单价பைடு நூலகம்
绘图仪
惠普Z6800PS
1、最快打印速度:采用涂料纸时,140平方米/小时(1500平方英尺/小时)
2、墨水类型为颜料型,热喷墨技术,墨盒分为:绚丽红、品红色、黄色、淡青色、淡灰色、淡品红色、磨砂黑、照片黑
3、最小线条宽度0.02毫米(0.0008英寸)(HP-GL/2可寻址)
4、介质处理:卷筒进纸、自动裁切、收纸轴
5、打印幅面:279至1524毫米(11至60英寸)卷筒
6、厚度:最大0. 56毫米
7、存储64 GB(虚拟)16,320 GB硬盘
8、接口界面(标准)千兆以太网(1000Base-T)、EIO Jetdirect可选件插槽
9、打印语言(标配) HP-GL/2、HP-RTL、CALS G4打印语言(选配) Adobe PostScript 3、Adobe PDF 1.7、TIFF、JPEG
画plc接线图用什么软件最好

画plc接线图用什么软件最好
电气主接线图用什么软件常用的有天正电气、浩辰电气等软件。
直接用CAD也能画电气图,只是图库要自己建立。
另外,电气软件一般还有一下附加功能,比如自动生成某些图纸,自动统计等。
电脑/网络 > 软件 - 2个回答 - 提问时间: 2013.09.04
这个电气接线图是用什么软件画的 CAD画的.可以到网上下载类似的图库.毕竟很多东西都是标准化的,一个一个画会很麻烦.
教育/科学 > 理工学科 - 1个回答 - 提问时间: 2013.07.25
请问各位师傅,这个电路接线图是用什么软件画出来的ps,flash,coreldraw 等软件都可以做,导入图片,画上线条,加上文字就可以了。
其他 - 1个回答 - 提问时间: 2014.01.26
画PLC硬件接线图用什么软件要是只是毕业论文就随便找个制图软件就可以了~ 要是是标准点的就用CAD
其他 - 1个回答 - 提问时间: 2013.07.06
那个电气接线图软件最好能解决主电路和PLC的电路布局和...PCschematic ELautomation 这个软件可以,但是与别人沟通的话不太方便毕竟使用这款软件的人不多
教育/科学 > 理工学科 - 1个回答 - 提问时间: 2013.07.05
画plc接线图用什么软件最好用CAD就行了,因为plc的接线图没有尺寸要求只需要水平和竖直的线就行。
其他 - 1个回答 - 提问时间: 2014.01.10。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Y433~Y435控制Y轴的输出,输出3相交流电,控制Y轴的步进电机。
六.分析与总结
这次的PLC学习,首先让我们第一次认识到了流程图的重要性,只有通过先画流程图,然后才能发现自己的总体的设计下的具体的小的问题,才能跟全面的考虑整个设计项目,是站在全局的角度来设计实现一个工程,在设计刚开始的时候,我们没有注意到这一点,这让我们走了很多的弯路。通过画流程图,最后我们又得到了系统运行的状态流图,在此基础上,我们进行了程序的设计,通过一步一步的调试,最后终于完成了自己的设计项目。
(1)设计目的:
掌握PLC原理,练习使用梯形图对PLC编程。
(2)设计指标:
利用PLC控制绘图仪作图。
二、原理设计(或基本原理)
编程驱动步进电机,利用绘图仪画出如下SEU标志:
考虑到绘图仪的特性,采用分笔画画出,故可以按照如下顺序画出:
三、方案论证(架构设计)
1.确定电机启停、正反转的控制方式
(1)X轴由M106、M110的开通、关断来控制:
附1、梯形图
附2.代码
001LDX401
002OUTM200
003LDM200
004OUTT450
005K20
006OUTY530
007LDT450
008RM200
009SM201
010LDM201
011OUTT451
012K10
013OUTY531
014LDT451
015RM201
016SM202
071RM241
072SM242
073LDM242
074OUTT552
075K30
076OUTY542
077LDT552
078RM242
079SM243
080LDM243
081OUTT553
082K20
083OUTY543
084LDT553
085RM243
086SM244
087LDM244
088OUTT554
Y431、Y433、Y543、Y546四个状态需要输出M106高电平,从而组合出电机的转动,于是我们将四个状态相并,并的结果输出入M106,从而控制步进电机。
进给方向控制即步进电机的转向控制。步进电机的转向可以通过改变步进电机各绕组的通电顺序来改变其转向;如三相步进电机通电顺序为A-B-C-A…时步进电机正转;当绕组按A-C-B-A…顺序通电时步进电机反转。因此可以通过PLC输出的方向控制信号改变硬件环行分配器的输出顺序来实现,或经编程改变输出脉冲的顺序来改变步进电机绕组的通电顺序实现。M110、M106的组合是控制Y轴的正反转,M111、M107控制X轴的正反转。
控制写第15笔时间
11
M205
辅助继电器
触发第6笔
45
T650
计时器
输出方波
12
M206
辅助继电器
触发第7笔
46
T651
计时器
输出脉冲
13
M207
辅助继电器
触发第8笔
47
Y430
输出继电器
X轴三相输出
14
M210
辅助继电器
控制电机的三相输出
48
Y431
输出继电器
X轴三相输出
15
M211
辅助继电器
控制电机的三相输出
53
Y530
输出继电器
输出第1笔
20
M223
辅助继电器
移位信号产生三相输出
54
Y531
输出继电器
输出第2笔
21
M224
辅助继电器
移位信号产生三相输出
55
Y532
输出继电器
输出第3笔
22
M225
辅助继电器
移位信号产生三相输出
56
Y533
输出继电器
输出第4笔
23
M240
辅助继电器
触发第8笔
57
Y534
输出继电器
017LDM202
018OUTT452
019K20
020OUTY532
021LDT452
022RM202
023SM203
பைடு நூலகம்024LDM203
025OUTT453
026K10
027OUTY533
028LDT453
029RM203
030SM204
031LDM204
032OUTT454
033K50
034OUTY534
053OUTT457
054K20
055OUTY537
056LDT457
057RM207
058SM240
059LDM240
060OUTT550
061K20
062OUTY540
063LDT550
064RM240
065SM241
066LDM241
067OUTT551
068K10
069OUTY541
070LDT551
输出第5笔
24
M241
辅助继电器
触发第9笔
58
Y535
输出继电器
输出第6笔
25
M242
辅助继电器
触发第10笔
59
Y536
输出继电器
输出第7笔
26
M243
辅助继电器
触发第11笔
60
Y537
输出继电器
输出第8笔
27
M244
辅助继电器
触发第12笔
61
Y540
输出继电器
输出第9笔
28
M245
辅助继电器
触发第13笔
通过这次共同完成一个课程设计,我了解到了做类似的课程设计的具体过程,将一个复杂的模块分离成几个独立的模块进行编程,当把这些独立的模块解决后,然后将其整合起来进行调试,这样可以很好的将一个大的项目分解为几个简单的独立的项目来处理,最后能更加方便的完成项目。同时我学会了当出现问题时如何进行错误的检查。
这次课程设计又让我们学到了一中新的控制器的使用方法,以及一种新的编程语言----梯形图。收获很大,很感谢老师细心的指导。
Y530~Y537,Y540~Y546作为每个笔画的输出,决定步进电机的转向。
当X401持续导通时,M200输出高电平,使M200导通,此时Y530输出,同时T450开始计时,计时初值为20秒,当计时结束时,由T450控制的常开开关关闭,此时RESET状态200,SET201,从而结束上一个状态,步进入下一个状态201,此后依次执行。
107SM247
108LDY531
109ORY533
110ORY543
111ORY546
112OUTM106
113LDY532
114ORY535
115ORY536
116ORY540
117ORY541
118ORY544
119OUTM107
120LDY531
121ORY533
122ORY536
123ORY541
110置0
110置1
106置0
X轴不转
X轴正转
106置1
X轴反转
(2)Y轴由M107、M111的开通、关断来控制:
111置0
111置1
107置0
Y轴不转
Y轴正转
107置1
Y轴反转
四.程序状态流程图
五、方案实现与测试(或调试)
名称
性质
作用
34
T454
计时器
控制写第5笔时间
1
M071
辅助继电器
初始化脉冲
035LDT454
036RM204
037SM205
038LDM205
039OUTT455
040K20
041OUTY535
042LDT455
043RM205
044SM206
045LDM206
046OUTT456
047K10
048OUTY536
049LDT456
050RM206
051SM207
052LDM207
49
Y432
输出继电器
X轴三相输出
16
M212
辅助继电器
控制电机的三相输出
50
Y433
输出继电器
Y轴三相输出
17
M220
辅助继电器
移位信号产生三相输出
51
Y434
输出继电器
Y轴三相输出
18
M221
辅助继电器
移位信号产生三相输出
52
Y435
输出继电器
Y轴三相输出
19
M222
辅助继电器
移位信号产生三相输出
35
T455
计时器
控制写第6笔时间
2
M106
辅助继电器
X轴反转
36
T456
计时器
控制写第7笔时间
3
M107
辅助继电器
Y轴反转
37
T457
计时器
控制写第8笔时间
4
M110
辅助继电器
X轴启动暂停
38
T550
计时器
控制写第9笔时间
5
M111
辅助继电器
Y轴启动暂停
39
T551
计时器
控制写第10笔时间
6
M200
62
Y541
输出继电器
输出第10笔
29
M246
辅助继电器
触发第14笔
63
Y542