电厂凝结水精处理混床氨化运行
超临界机组凝结水精处理系统高速混床氨化运行的危害及相关标准探讨

超临界机组凝结水精处理系统高速混床氨化运行的危害及相关标准探讨摘要河北大唐国际唐山北郊热电有限责任公司,自2020年初1号机组投产已运行至今,其中超临界直流锅炉机组和凝结水精处理系统这两项,对于来自陡河发电厂的人员来说都是新鲜事物,在这一年多的调试和生产期间,发生过很多情况,本文特别针对超临界机组高速混床氨化运行的问题和部分运行案例进行分析探讨,重点论述超临界乃至超超临界机组,为何严禁高速混床氨化运行的问题。
关键词:超临界机组;凝结水精处理;高速混床;氨化运行;水质标准1.凝结水精处理系统简介1.部分基本概念根据《DL/T 333.1》定义,对汽轮机排气凝结成的水进行纯化处理的过程,称为凝结水精处理(本文之后的内容将简称为“精处理”)。
根据标准要求,直流锅炉必须配置精处理系统,部分亚临界汽包锅炉根据生产需要,也设计有精处理。
设置精处理的目的,是去除凝结水中的机械杂质和离子,以获得更为纯净的锅炉给水。
根据《GB/T 12145》可知,超临界直流锅炉对给水水质的要求相对亚临界、汽包锅炉的更高,通常的除盐水补水已不能满足需要,同时也禁止引入盐类杂质,使得炉水不能进行加药处理,更无法对炉水进行排污,所以必须采用精处理。
1.部分精处理设备介绍常见的精处理设备包括但不限于:前置氢离子交换器,前置除铁过滤器,阴/阳单床串联系统,混合床等。
混合床因为工作环境相对于通常的除盐混床,其温度、压力、流量都高出很多,所以对精处理混合床通常称为“高速混床”。
本厂机组采用的是最常见的前置除铁过滤器+混合床的设计(本文之后的内容将分别简称为“前置过滤器”和“高混”)。
精处理工艺推广的早期阶段,个别厂的精处理不设计前置过滤器,只有单独的高混,称为“裸混床”工艺。
高混按运行状态又可分为“氢型混床”和“铵型混床”。
氢型混床是指高混内装填的阳树脂为氢型,阴树脂为氢氧型时的运行状态,通常树脂新再生好后投运的高混就是氢型混床;氢型高混运行一段时间,经过初期的氢型运行、中期逐渐转型阶段,高混内的氢型阳树脂吸附铵离子转换为铵型树脂达到一定的比例,这种以铵型阳树脂和氢氧型阴树脂混合继续运行的高混,即为铵型混床,这种运行方式称为“氨化运行”。
电厂凝结水精处理系统对炉水品质的影响与控制
河南科技2011.10上工业技术INDUSTRY TECHNOLOGY河南中孚电力有限公司4、5号机组为300MW 机组,凝结水处理采用中压系统、全容量除盐精处理的方式。
2008年10月投运后运行正常,出水水质稳定,机组水汽品质长期保持优良。
2010年3月将精处理系统由“氢型”运行方式调整为“胺型”运行方式以延长混床运行周期,但2010年5月份以来,4、5号机组炉水指标随精处理运行存在明显的波动。
混床投运初期炉水指标正常且控制平稳,运行至后期炉水逐步出现pH 值下降、电导率上升等异常指标,有时需大量加药进行调整,存在水质恶化的倾向。
这对于锅炉的防腐、防垢,以及整个水汽系统的控制有严重的影响,对系统的安全运行存在极大的隐患。
一、原因分析针对此情况,对4、5号机炉水、精处理再生用碱送往西安热工院进行了痕量阴离子检测,检测结果表明,4、5号炉水氯离子含量均超标,碱杂质含量超标。
通过检验数据、运行分析,认为造成炉水氯离子超标的主要原因可能是以下几点。
1.精处理树脂再生程度低,或树脂再生过程中引入氯离子,混床运行期间特别是运行后期(进入氨化),氯离子漏出进入系统导致炉水氯离子升高。
2.精处理用碱达不到要求用离子膜碱纯度要求(NaCl 含量≤0.007%),此次送检样品NaCl 含量为0.24%,超出标准34倍之多,是造成树脂再生度低,混床后期漏氯的主要原因。
3.树脂再生时冲洗不彻底,再生后残留酸液进入混床以致进入水汽系统。
精处理系统的再生为程序化控制、再生人员现场监控的操作方式。
对树脂的冲洗标准:一是时间,二是出水电导。
要求的控制电导比设计要求低一级,且目前再生人员固定,此问题必须引以重视。
4.树脂再生时交叉污染,阳树脂内混入阴树脂,阳脂再生时混入的阴树脂转化为R-Cl 型,混床运行Cl 被置换释放出。
该公司采用的树脂分离法为高塔分离法,树脂分离后中间留一部分混合层,树脂的分离程度较高,能有效防止树脂的交叉污染。
凝结水精处理混床铵化运行条件的分析探讨
凝结水精处理混床铵化运行条件的分析探讨集团企业公司编码:(LL3698-KKI1269-TM2483-LUI12689-ITT289-凝结水精处理混床铵化运行条件的分析探讨随着电力技术和电力工业的不断发展,我国发电机组不断地向高参数、大容量方向发展,因此锅炉对给水品质的要求也越来越高。
为了保证机组安全运行,我国在亚临界及以上参数的机组基本采用凝结水精处理系统,以除去凝结水中各种杂质,确保给水品质符合要求。
目前我国凝结水精处理装置基本上采用H-OH型方式运行,它是用来处理凝结水的一种较好的工艺。
采用H-OH型混床处理凝结水,可以使出水的电导率在0.1μS/cm以下,通常可达0.06~0.08μS/cm。
但它同时把NH4+通过离子交换也除去了(此种NH4+是为了减轻热力设备的腐蚀而加入的)。
由于凝结水中NH4OH的量往往比其他杂质含量大得多,所以H-OH混床的阳树脂交换容量90%以上都被NH4+消耗掉了,这是很不利的,而且随后在给水系统中又需补充NH3,很不经济。
因此,为了不除去凝结水中的NH4+,提高运行经济性,凝结水高速混床采用NH4-OH型方式运行是非常必要的。
1 混床铵化运行条件的理论分析根据离子交换选择性系数可以估算出铵化运行所要求的条件,计算公式如下:......将上述数据代入(1)、(2)、(3)、(4)式可计算出当混床出水要求Na+C5μg/L,Cl-C5μg/L时树脂需满足的条件,见表1。
从表1可以看出,阳树脂要求的纯度(即再生度)很高,一般要求在99.5%以上,这要求树脂在分离时阴中阳(指阴树脂中混有的阳树脂)低于0.5%;而对阴树脂只要求95%以上再生度,也就是阳中阴(指阳树脂中混有的阴树脂)低于5%即可。
因此,对铵化混床而言,混合树脂在分离时保证阴树脂的纯度要重要的多。
2 实际交换过程中RNa的摩尔分数在实际应用中,当树脂的再生度满足了上述表1的要求时,还需考虑到当混床运行到漏NH4+时,由于树脂离子交换反应而产生的钠型阳树脂和NH4型阳树脂之比,下面对此进行估算,公式如下:将上述数据代入(5)式可以推算出当入水平均Na+质量浓度为1~5μg/L,入水平均pH8.8~9.6时,混床出水开始漏NH4+时由于离子交换而产生的钠型阳树脂占总阳树脂之摩尔分数,见表2。
凝结水精处理高速混床氨化运行
胜利发电厂
凝结水精处理高速混床氨化运行
凝
结
氨化运行的过程
水
高速混床
第一阶段:H-OH型运行阶段 出水PH:7.0
离子交换反应产物:H2O
胜利发电厂
凝结水精处理高速混床氨化运行
凝
结
氨化运行的过程
水
高速混床
第二阶段:氨穿透阶段
出水DDS超标,而DDS(H)合格。 PH开始升高
离子交换反应产物:H2O、NH4OH
胜利发电厂
汇报完毕,请领导批评指正!
胜利发电厂
凝结水精处理高速混床氨化运行
2
创新点及内容
2.1创新点 氨化运行分为三个阶段:H-OH运行阶段、氨穿透阶段、NH4-OH运行阶段。 当氨穿透时,出水DDS超标、而DDS(H)合格、PH开始升高,高混继续运 行,直至DDS(H)=0.15us/cm 时再生。其优点是比氢型混床运行周期长, 运行周期从15天提高到30~50天;再生操作少,节约大量再生操作费用; 氨穿透以后,混床继续运行,可以节约大量用于提高给水PH而加的氨水; 减少排放再生废水。
1
成果背景介绍
胜利发电厂二期工程安装2台300 MW发电机组,每台机组均设有3台中 压凝结水精处理高速混床,2台混床同时H-OH运行,1台混床备用,并对凝 结水进行百分之百回收处理。由于高混H-OH型运行时,其交换容量大部分 被水汽中的NH4+消耗,而机组在实施停加联氨除氧后,又必须把给水PH提 高到:9.0~9.3,氨水加药量大,从而缩短了高混H-OH型运行时间,使树 脂再生操作频繁,造成酸、碱、除盐水的浪费,排放大量的再生酸碱废水。
投资回报情况(加装炉水H电导率) 136万
74万 68万
投入低,但需丰富的运行经验。
凝结水精处理混床氨化运行技术探讨

凝结水精处理混床氨化运行技术探讨引言:混床氨化是一种广泛应用于工业领域的生产工艺,常见于化工、石化、冶金等行业。
氨化过程中产生的废水,需要进行处理以满足环境排放标准。
本文将探讨使用凝结水精处理混床氨化废水的运行技术,以提高废水的处理效果。
一、凝结水精处理原理凝结水精是一种多功能的水处理药剂,主要由聚合氯化铝、聚丙烯胺和硫酸铝组成。
凝结水精处理废水的原理是通过与废水中的污染物发生化学反应,形成絮状或凝结物,从而使废水中的悬浮物、胶体物质得以凝聚,方便后续的固液分离处理。
二、凝结水精处理混床氨化废水的优势1.凝结水精可以有效地降低废水中的悬浮物和胶体物质浓度,使其满足环保排放要求。
2.凝结水精具有良好的稳定性和适应性,可以适用于不同类型的废水处理。
3.凝结水精的投加量较少,处理成本低,且操作简单,容易控制。
三、凝结水精处理混床氨化废水的技术要点1.预处理工艺:混床氨化废水通常含有一定量的油脂、胶体物质等难以处理的物质,因此在凝结水精处理前,需要进行预处理。
常见的预处理方法包括沉淀、过滤和调节pH值等步骤。
2.凝结水精投加:根据实际情况,确定凝结水精的投加量,一般情况下投加量为废水总体积的1-5%。
凝结水精的投加方式可以是连续投加或分批投加,在投加过程中要保持搅拌以确保药剂的充分混合。
3.凝结沉淀:凝结水精与废水中的污染物发生反应后,会形成絮状物或凝聚物。
为了方便后续的固液分离,可以采用沉淀池进行凝结沉淀。
沉淀池的设计应考虑到废水的流速、停留时间等因素,以确保沉淀效果。
4.固液分离:凝结沉淀后的废水需要进行固液分离,可以通过离心机、压滤机、螺旋压榨机等设备进行。
分离后的固体物质可以进一步进行处理或处置,而液相则需要经过后续的处理再次投入生产或排放。
结论:凝结水精处理废水是一种有效且经济的方法,对于混床氨化废水的处理来说具有很大的潜力。
通过合理的预处理、准确的药剂投加和适当的固液分离,可以达到对废水的高效处理和资源回收的目的。
影响凝结水精处理氨化运行时间探讨

影响凝结水精处理氨化运行时间探讨摘要:本文对影响凝结水处理混床氨化运行时间进行了探讨,以及凝结水处理运行、再生方面的一些经验。
关键词:凝结水精处理;混床;氨化1.系统介绍深圳妈湾电力有限公司#1、#2、#3、#4机为4×300MW亚临界机组,锅炉为强制循环汽包炉,凝汽器为全钛材质,采用海水一次直流冷却。
各机组均配备了一台中压凝结水精处理混床,四台机组混床共用一套体外再生装置,#3、#4机组混床及体外再生装置由美国U.S.FILTER/PERMTEK公司引进。
每台机组设置一台能处理100%凝结水的高速球形混床。
没有设备用混床。
四台机组共同备用一套树脂,正常时该套树脂已再生好储放于阳树脂再生罐/树脂储存罐CRT内。
当混床运行失效后,将失效树脂从混床送入树脂分离罐SPT,将备用树脂送入混床后重新投运混床。
整个过程历时约90分钟。
树脂的分离采用美国PERMTEK公司的高塔分离技术,失效树脂在分离塔中分层后首先将阴树脂由分离塔中部输入至阴再生罐ART,剩余树脂在分离塔内二次分离后由分离塔底部将阳树脂输入至阳再生罐/树脂储存罐CRT中;阴阳树脂交界的树脂留在分离罐中。
在阴树脂再生罐ART、阳树脂再生罐CRT分别进行冲洗与再生,将阴树脂再生罐ART内再生合格的阴树脂送入阳再生罐/树脂储存罐CRT混合,冲洗合格后备用。
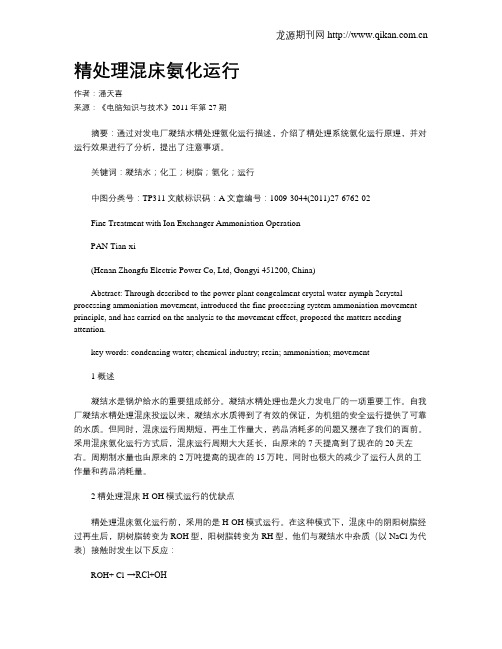
见图1。
图1:精处理再生系统图#1、#2、#3、#4机混床达到氨化运行,且运行周期一般在两个月,最长时间达到了三个月。
2.工作原理当采用H—OH混合床时,离子交换反应可表示为:RH+ROH+NaCL== RNa+RCL+H2O反应产物中有很弱的电解质H2O,这种相当于中和反应的反应非常易于进行,且强酸H型的阳树脂对水中的Na+、NH4+有较大的吸着力,也有利于反应,所以反应能进行的很完全。
当采用NH4—OH混合床时,此时阳树脂已转化成NH4型,离子交换反应可表示为:RNH4+ROH+NaCL==RNa+RCL+NH4OH----------(1)3.混床运行的三个阶段3.1:为H-OH模式(氢型运行)。
凝结水精处理混床氨化运行分析
二 .氨化运 行的原 理
我 厂给 水 、凝结 水 采用 的是 加 氨处 理 ,水 中绝 大 部分 阳离 子为 N 4。氨 化运 行 就是 阳树 脂 ( H形 态) 在 运行 H R 段 时间后 ,NH 4 交换 了阳树 脂 中的 H ,树 脂 逐渐 由 RH 形态 转型 成为 R NH4形态 ,直至 阳树 脂 全 部转 变 成 R NH4 形态 后 ,此 时 水 中的杂 质 比 如 Na 仍 可 以被 RNH 形 态 的 + 阳树脂所 除去 ,NH4 又被 交换 到混床 出水 中。在混床 不断 + 运 行 的情 况 下 ,R H 形 态 的 阳 树 脂 逐 渐 转 变 成 N 型 树 N a 脂 ,直到 R 脂 的交换 容量被 耗尽 ,出水 中含 有 Na NH 树 离 子 ,氢 电导率 超标 ,也就 是 阳树 脂 完全 失去 交换 杂 质 的能 力 ,树脂 失效 ,停 运再生 。 这种 运行 模式 能 很好 的 说明 一个 问题 ,混床 中的 阳树 脂 是 为 了 除 去 NH4 +以外 的 其 他 杂 质 阳 离 子 而 不 是 除 去 N 4 H +的 。 因此 ,不 但 减少 了 再生 时 使 用 的药 品 浪 费 ,而 且减少 了凝 结水的 加氨量 ,可 以说 是一举 两得 。 为 了实现 混 床的 氨化 运 行 ,我 们在 混 床 出 口 电导表 前 最佳状态。
自我厂凝结 水精处理 混床投运 以来 ,# 、5凝 结水水质 4
都得 到 了有效 的 保证 ,为机 组 的安 全运 行提 供 了可 靠 的 水 质 。但 同时 ,混 床运 行 周期 短 ,再 生工 作 量大 ,药 品 消耗 多 的问题 又 摆在 了我 们 的面 前 。近 期 ,车 间对 精处 理 系统 进行 研 究后 ,采 取 了混 床氮 化运 行 的方 式 。采 用这 种 方式 后 ,取得 了 很好 的效 果 。混 床运 行 周期 大 大延 长 ,由原来 的 7天提高 到了现在 的 3 0天左 右 。周期制 水量 也 由原 来 的 2万 吨提高 的现 在的 l 5万 吨 ,同时 也极 大 的减少 了运 行人 员的工作 量和药 品消耗 量 。 精处 理混床 H— OH模 式运行 的优 缺点 : 精 处理 混 床 氨化 运 行 前 ,采用 的 是 H— OH模 式 运 行 。 在这 种模式 下 ,混床 中 的阴 阳树脂 经 过再 生 后 ,阴 树脂 转 变为 ROH型 ,阳树脂 转变 为 RH型 ,他 们 与凝结 水 中杂质 ( Na 1 代表)接 触时发 生 以下反应 : 以 C为
凝结水精处理混床氨化运行技术探讨
方式来说对系统的要求较低 , 但对于 目前广泛采用 的系 统加 氨 调 整 p H 的给水处理 工艺 , H / O H一 方
式 在 运行 时 主要 是 和凝 结 水 中 的氨 离 子 进 行 反 应 ,
质, 而将 凝 结水 中 的氨过 滤 出来 的作用 , 这对 整个 系
统 的 行是极 有 利 的 。
存在着运行周期短 、 再生频繁 , 给水加氨量、 p H值难
以控制 、 再 生剂 用 量大 、 运行 成本 高 等 缺点 。N H / O H一 方式 运 行 周 期 长 , 再生 次数少 , 运 行 人 员 劳 动 强 度 降低 , 酸碱 耗 少 , 具 有 明显 的经 济 效 益 , 避 免 氨
值, g / L 。
被 混床 去 除造 成 的浪费 。
3 精处理氨化运行方式对系统水汽质量要求
氨化混床一般分 为预先氨化混 床和运行氨化 混 床 两 种 。① 预 先 氨 化 混 床 : 即 在 阳树 脂 在 再 生 过程中 , 通过氨水淋 洗的方式使 阳树脂转 为氨型。 ②运 行 氨化 混 床 , 即 混 床 以氢 型 方 式 投 运 , 利 用 凝 结水 中 的氨 对 阳树 脂 进 行 转 型 。盘 南 电厂 氨 化 混
树脂都可以和其它阳离子杂质反应直至系统达到各 种离子及树脂的反应平衡状态 , 交换反应达到平衡 , 高混 出水 中各种 的离 子 的含量 达到 与高 速混 床底 层
树脂 的平衡 状态 。
凝结 水 高速 混床 底层 树脂 中其 它杂 质类 型 的树
脂含 量 极少 , 则 出水 中 的平衡 杂质 含量 也必 然很 少 , 高速 混 床 实 际 起 到 了 吸 收凝 结 水 中 的绝 大部 分 杂
精处理混床氨化运行
精处理混床氨化运行作者:潘天喜来源:《电脑知识与技术》2011年第27期摘要:通过对发电厂凝结水精处理氨化运行描述,介绍了精处理系统氨化运行原理,并对运行效果进行了分析,提出了注意事项。
关键词:凝结水;化工;树脂;氨化;运行中图分类号:TP311文献标识码:A文章编号:1009-3044(2011)27-6762-02Fine Treatment with Ion Exchanger Ammoniation OperationPAN Tian-xi(Henan Zhongfu Electric Power Co, Ltd, Gongyi 451200, China)Abstract: Through described to the power plant congealment crystal water-nymph 2crystal processing ammoniation movement, introduced the fine processing system ammoniation movement principle, and has carried on the analysis to the movement effect, proposed the matters needing attention.key words: condensing water; chemical industry; resin; ammoniation; movement1 概述凝结水是锅炉给水的重要组成部分。
凝结水精处理也是火力发电厂的一项重要工作。
自我厂凝结水精处理混床投运以来,凝结水水质得到了有效的保证,为机组的安全运行提供了可靠的水质。
但同时,混床运行周期短,再生工作量大,药品消耗多的问题又摆在了我们的面前。
采用混床氨化运行方式后,混床运行周期大大延长,由原来的7天提高到了现在的20天左右。
氨化运行

凝结水精处理氨化运行的理论条件与实践摘要本文从理论角度探讨凝结水精处理氨化运行的主要条件,对影响氨化运行的失效树脂分离度、再生度、再生计纯度、转型过程中混床的进水水质等因素进行论述,同时以大唐徐州电厂为例(南京中电联集团供货),对氨化运行的现场实践进行分析与总结。
关键词:凝结水精处理;氨化运行;理论条件;凝结水精处理系统的氨化运行相对氢型运行有较为重要的意义。
首先是氨型混床比氢型混床的运行周期长,再生操作少,药品消耗量少。
例如,氢型混床的运行周期在10天左右,制水量约10万吨,而铵型混床的运行周期长达40天以上,大唐徐州电厂有过75天仍未失效,最后从混床差压偏高保护树脂角度考虑强制树脂再生。
再者,氢型混床在除去水质杂质的同时,还吸收了大量的氨,降低了阳树脂的交换容量。
本文着重对实现精处理氨化运行的主要技术条件进行探讨,并以大唐徐州电厂为例,对精处理混床氨化运行的现场实践经验进行分析与总结。
1 氨化运行的理论条件在讨论混床实现氨化运行的理论条件之前,把氢型混床与铵型混床的工作特性进行对比分析。
⑴当混床以H-OH模式运行时,离子交换反应为:RH+ROH+Na++Cl-=RNa+RCl+H2O(K H2O=10-14,25℃时)。
反应的最终产物是电离度非常小的H2O,反应非常易于进行。
⑵当混床以NH4-OH模式运行时,离子交换反应为:RNH4+ROH+Na++Cl-=RNa+RCl+NH4OH(K NH4OH =1.8×10-5,25℃时)。
由于反应的最终产物NH4OH的电离度比H2O大得多,逆反应的倾向较大。
因此,Na+型和Cl-型树脂在树脂相中的残留率将直接影响氨化混床的出水水质。
1.1主要技术条件失效树脂的分离度、再生度、再生剂纯度、再生后树脂的混合效果、混床的进水水质、再生设备结构及树脂本身的颗粒度、湿真密度等因素均会影响到混床是否能够实现氨化运行。
下面,从理论上重点讨论失效树脂的分离度、再生度、再生剂纯度、混床的进水水质等因素对氨化运行的影响。
来宾电厂凝结水精处理氨化运行探讨

的酸的形 式 存 在 , 终 影 响 凝 结 水 甚 至 锅 炉 水 质 。 最
为使树脂混合均匀 , 我们重点控制混脂树脂层上水 量 及混脂 时 间 , 目前 我 们 调 整 树 脂 层 上 2 0 30 0 ~ 0
I n水层 , 气混脂 1 n空 气混合 并排 水 3mi。 Y f 空 0mi, n
20 0 8年 第 6 期
广西 电 力
来宾 电厂凝结水精处理氨化运行探讨
Dic s i n o s u so n Am m o a e e a i n Te hn l g fCo e a e ni td Op r to c o o y o nd ns t
Fi e Tr a m e n La b n Po r Pl n n e t nti i i we a t
从表 1 我们可 以看出 , H R H运行阶段水质 R /O
正常 ; i 穿透阶段电导率 、 Nl 3 钠和硅含量略有增加 , 但在合格 范 围 内; N 4R H运行 阶段 电导率 下 R H/O 降、 和硅 含量 在 正 常范 围 内增加 ; 床 R 钠 混 NH4 / R H型运行与 R H / O O N 4R H型运行水 质指标未 有
1 来宾 电厂凝结水精处理混床运行状况
凝结水精处理系统 在投运初期 采用 的是 R H/
R H型 运行 , 行 中发 现 周 期 制水 量少 、 行 时 间 O 运 运
短、 再生 频 繁 , 耗 、 酸 碱耗 也较 大 , 不仅 运行 处理 费 用 增 加 , 水 处理 量也 大 。 废 针 对 系 统 R R H 型 运 行 的问 题 , 们 考 虑 H/ O 我 引入氨 化运 行 的方 式 , 并根 据 出水 的电导 , 将混 床运 行 分 为 3个 阶段 : H/ O 运 行 阶 段 、 { 透 阶 R R H N} 3穿 段 、 NH4RO 运行 阶段 。并 测试 了各运 行 阶段 的 R / H 水质 , 质指标 见 表 1 水 。表 2为 20 0 8年 上半 年周 期 运行 水质 的统 计结 果 。
凝结水精处理混床铵化运行条件的分析

The shortest way to do many things is to only one thing at a time.勤学乐施天天向上(页眉可删)凝结水精处理混床铵化运行条件的分析随着电力技术和电力工业的不断发展,我国发电机组不断地向高参数、大容量方向发展,因此锅炉对给水品质的要求也越来越高。
为了保证机组安全运行,我国在亚临界及以上参数的机组基本采用凝结水精处理系统,以除去凝结水中各种杂质,确保给水品质符合要求。
目前我国凝结水精处理装置基本上采用H-OH型方式运行,它是用来处理凝结水的一种较好的工艺。
采用H-OH型混床处理凝结水,可以使出水的电导率在0.1S/cm以下,通常可达0.06~0.08S/cm。
但它同时把NH4+通过离子交换也除去了(此种NH4+是为了减轻热力设备的腐蚀而加入的)。
由于凝结水中NH4OH的量往往比其他杂质含量大得多,所以H-OH混床的阳树脂交换容量90%以上都被NH4+消耗掉了,这是很不利的,而且随后在给水系统中又需补充NH3,很不经济。
因此,为了不除去凝结水中的NH4+ ,提高运行经济性,凝结水高速混床采用NH4-OH型方式运行是非常必要的。
1混床铵化运行条件的理论分析根据离子交换选择性系数可以估算出铵化运行所要求的条件,计算公式如下:......将上述数据代入(1)、(2)、(3)、(4)式可计算出当混床出水要求Na+C5g/L,Cl-C5g/L时树脂需满足的条件,见表1。
从表1可以看出,阳树脂要求的纯度(即再生度)很高,一般要求在99.5%以上,这要求树脂在分离时阴中阳(指阴树脂中混有的阳树脂)低于0.5%;而对阴树脂只要求95%以上再生度,也就是阳中阴(指阳树脂中混有的阴树脂)低于5%即可。
因此,对铵化混床而言,混合树脂在分离时保证阴树脂的纯度要重要的多。
2实际交换过程中RNa的摩尔分数在实际应用中,当树脂的再生度满足了上述表1的要求时,还需考虑到当混床运行到漏NH4+时,由于树脂离子交换反应而产生的钠型阳树脂和NH4型阳树脂之比,下面对此进行估算,公式如下:将上述数据代入(5)式可以推算出当入水平均Na+质量浓度为1~5g/L,入水平均pH8.8~9.6时,混床出水开始漏NH4+时由于离子交换而产生的钠型阳树脂占总阳树脂之摩尔分数,见表2。
凝结水精处理混床氨化运行的过程控制
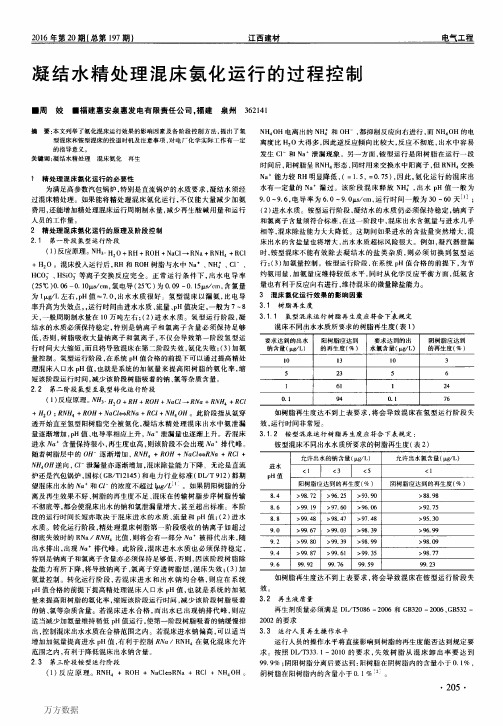
混床不同出水水质所要求的树脂再生度(表1)
要求达到的出水 钠含量(肛g/L)
10
5
阳树脂应达到 的再生度(%)
13
23
要求达到的出 水氯含量(%)
3
凝结水精处理混床氨化运行原理及应用
凝结水精处理混床氨化运行原理及应用摘要:为提高混床运行周期、减少运行成本,国外大部分电厂大机组凝结水精处理混床都采用氨化运行,而国内电厂由于设备选型、树脂、酸碱再生剂选择没有达到氨化运行要求、运行人员没有进行严格培训,使得凝结水精处理混床多数采用氢型运行。
本文着重论述氨化混床运行原理及本厂实际应用。
关键词:原理优点应用正文:1 氨化混床运行原理凝结水的pH值一般在9.0~9.4之间,水中绝大部分离子为NH4+,其NH4+是由给水、凝结水为调节锅炉给水pH值而加入一定的氨形成。
只有给水、炉水保持较高pH值,才不至于使热力系统设备及管道腐蚀。
凝结水精处理混床运行方式分为氢型运行(H+/OH-)和氨化运行(NH4+/OH-)。
H+/OH-型混床反应的产物为H2O,其反应式如下:RSO3H+R≡NOH+NaCl=RSO3Na+R≡NCl+H2O至于NH4+/OH-型混床,离子交换反应产物为NH4OH,反应式如下:RSO3NH4+R≡NOH+NaCl=RSO3Na+R≡NCl+NH4OH因NH4OH的电离度比H2O大得多,因此逆反应倾向比较大,出水中容易发生Na+和Cl-漏过现象。
氨化运行是阳树脂在运行一段时间后,阳树脂呈RSO3NH4形态,同时用来转换水中阳离子,但转换Na+能力明显降低,水中NH4+又保留下来。
氨化混床运行三个阶段:第一阶段为H+/OH-运行方式,混床投入运行后,吸收凝结水中的阳、阴离子,出水质量与氢型混床相同。
运行时间根据进水pH值决定,一般为7~8d。
有些电厂在氢运行时,运行周期达到11 d。
第二阶段为氨化阶段。
此阶段指从氨穿透开始直至阳树脂完全被氨化。
在此阶段,净化混床出水中氨泄漏量逐渐上升,pH值、电导率也随之上升,Na+泄漏也逐渐上升,但不超过1 μg/L。
如果混合树脂的分离及再生不好,残留的Na+没全部除去,这些残留钠将在此阶段释放出,而使净化混床出水的钠泄漏增大,甚至超出标准,本阶段的运行时间长短与第一阶段相似。
精处理高速混床氨化运行探讨

精处理高速混床氨化运行探讨Discussion on the operation of high-speed mixed bed ammoniationXIAO tong-gang / Qingdao Huafeng Weiye Electric Power TechnologyEngineering CO.,LTD.【摘要】结合某电厂实际情况,探讨凝结水精处理系统氨化运行情况。
对比氢型树脂与氨化树脂的运行状态,对影响氨化运行的树脂分离度、再生度、氨化运行时高混进水水质、机组负荷调整、系统补充水水质等因素进行论述,并对氨化运行的整个过程进行说明。
【关键词】凝结水精处理;氢型运行;氨化运行;树脂分离度;树脂再生度Abstract:Combined with the actual situation of a power plant, the operation of ammoniating condensate polishing system waspare the operating status of hydrogen resin and ammoniated resin, discuss the resin separation degree, regeneration degree, high-mixed influent water quality during ammoniated operation, unit load adjustment, system supplementary water quality and other factors that affect the ammoniated operation.The whole process of ammoniating operation is explained.Key words:Condensate polishing; hydrogen type operation; ammoniating operation; resin separation degree; resin regeneration degree1引言某电厂为1×350MW燃煤机组,凝结水冷却系统采用直接空冷方式,凝结水精处理系统为2台高速阳床+3台高速混床(两运一备)对凝结水进行100%的净化处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电厂凝结水精处理混床氨化运行
1 概述
嘉兴发电厂一期工程安装2台300 MW发电机组,每台机组设有3台中压凝结水精处理混床,2台混床同时运行,1台混床备用,汽机凝结水进行100%处理。
混床树脂设计为H-OH型运行。
水汽系统采用加氨处理以提高pH值。
机组正常运行时,控制锅炉给水pH值为9.2~9.4,氨量为0.80~0.85 mg/L。
当发电机组正常运行条件下,汽轮机凝结水是比较纯净的,其主要杂质是人为加入的氨,绝大部分氨被精处理混床树脂除去。
因此,精处理混床树脂的工作交换容量
主要消耗于除去水中方面,结果使混床中的H型阳树脂的工作交换能力很快被NH4所耗尽,并转化为型树脂。
此时混床将发生穿透现象,混床出水中的Na+和Cl-也会增加,产水导电率升高,导致混床失效。
因此,H-OH型混床运行制水周期较短,再生次数频繁,酸、碱耗也大。
此外,H-OH型混床除去了水中不应除去的,不利于热力设备的防腐,而且增加了水汽系统中氨的
补充量,也是不经济的。
为了克服H-OH型混床的上述缺点,采用NH4-OH型混床运行工艺取代H-OH型混床是必要的。
凝结水精处理混床实行氨化运行,可以大大延长混床运行制水周期,提高制水量,节约酸、碱耗,节约氨的用量,减少化学废水的排放,有利于环境保护,有较好的经济和社会效益。
2 系统设备配置与改造
凝结水精处理系统主要由以下设备组成:
(1)混床。
数量6台,直径2200 mm,树脂层高1000 mm,阳树脂体积∶阴树脂体积之比为3∶2,运行流速100~120 m/h;运行出力380~450 m3/h;工作压力<3.4 MPa;工作温度<50℃。
(2)阳树脂再生塔(兼分离塔)。
数量1台,直径1800 mm。
(3)阴树脂再生塔。
数量1台,直径1250 mm。
(4)树脂贮存塔。
数量1台,直径1600 mm。
主要改造项目有:
(1)安装Φ100 mm稀氨溶液再循环管道,将树脂再生塔出水管与再生自用水泵进口相连接。
(2)安装加氨系统。
3 精处理混床氨化运行条件
NH4-OH型混床中阳树脂为氨型,阴树脂为OH型,运行原理为:
RNH4+ROH+NaCl=RNa+RCl+NH4OH
由于交换反应生成的是NH4OH属弱电解质,稳定性较差,所以上述反应的逆反应倾向较大。
根据离子交换的选择性顺序,NH4型阳树脂对Na+的交换能力要弱于H型阳树脂。
因此,NH4-OH混床若不采取有效措施,运行中容易发生Na+和Cl-等离子的泄漏。
根据离子交换平衡计划,如果要求混床出水Na+<1μg/L,Cl-<1.5μg/L,在不同出水pH值时,阳、阴树脂的再生度要求如表1。
表1两种混术型式的阳,阴树脂再生度要求
如此高的再生度,对设备的合理性及再生工艺提出了很高的要求,必须确保阴阳树脂的有效分离,防止交叉污染。
同时再生剂的质量应符合要求。
4 氨化混床运行情况
4.1再生工艺
(1)失效树脂从混床输至阳再生塔进行空气擦洗;
(2)移混脂至阳再生塔;
(3)在阳再生塔中进行树脂分层;
(4)移阴树脂至阴再生塔;
(5)阴树脂用NaOH再生并进行氨循环;
(6)阳树脂用HCl再生;
(7)阳阴树脂冲洗合格后输至贮存塔备用。
4.2 氨型混床运行情况
混床运行中就地实行氨化,正常运行周期为40~60天,最高达104天。
整个制水周期内出水水质能达到氢电导率<0.15 μs/cm、钠<5 μg/L、二氧化硅<10 μg/L,周期制水量可达30~40万m3,最高达62万m3。
以1号机A混床为例,运行制水周期为1999年3月15日至4月29日,共计运行46天,制水422272 m3。
(1)混床进水水质
pH 9.07~9.25
Na+ 1.1~27.0 μg/L
导电率0.11~0.39 μs/cm
SiO2 4.2~6.7 μg/L
Fe 3.0~9.5 μg/L
Cu 0 μg/L
0.80~0.85 mg/L
(2)混床出水控制指标
Na+<5.0 μg/L
导电率<0.15 μs/cm
SiO2<15 μg/L
Fe <8 μg/L
Cu <3μg/L
压差<0.3 MPa
4.3氨化混床实际运行出水水质
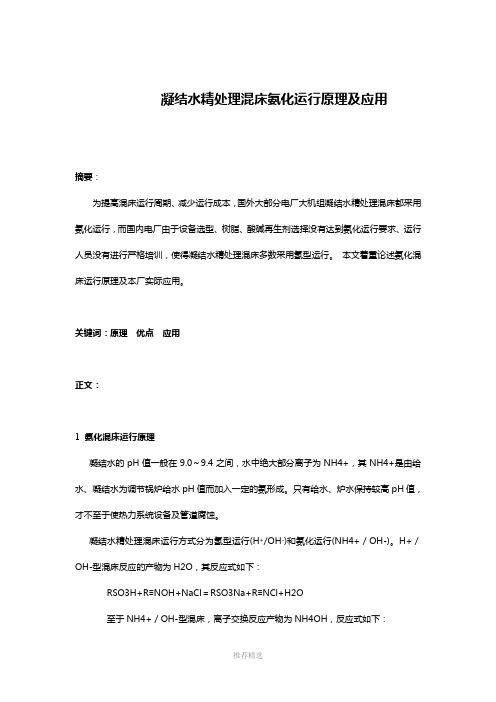
实际运行出水水质和混床出水钠离子分布分别见表2和图1。
图1 混床出水钠离子分布图
表2 氨化混床实际运行出水水质
5结语
(1)氨化混床制水周期长,达90天以上,最高可达178天。
而原来H-OH 型混床制水周期仅5天左右,氨型混床制水量比氢型混床增加10倍。
再生次数减少,能有效地节约酸、碱耗,减少再生工作量。
(2)氨化混床出水水质合格,即使在凝汽器泄漏时也能保持其出水合格。
但为了避免引起给水pH过高,建议当凝汽器发生泄漏时,应投入备用的H-OH混床。
(3)氨化混床运行对设备和再生工艺要求很高,阳、阴树脂分离应较彻底,并使用高纯度的再生剂。