PLC-外文文献+翻译
自动化制造系统与PLC论文中英文资料外文翻译文献

中英文资料外文翻译文献外文原文Automating Manufacturing Systems with PLCs2.1 INTRODUCTIONControl engineering has evolved over time. In the past humans were the main method for controlling a system. More recently electricity has been used for control and early electrical control was based on relays. These relays allow power to be switched on and off without a mechanical switch. It is common to use relays to make simple logical control decisions. The development of low cost computer has brought the most recent revolution,the Programmable Logic Controller (PLC). The advent of the PLC began in the1970s, and has become the most common choice for manufacturing controls.PLCs have been gaining popularity on the factory floor and will probably remain predominant for some time to come. Most of this is because of the advantages they offer. • Cost effective for controlling complex systems.• Flexible and can be reapplied to control other systems quickly and easily.• Computational abilities allow more sophisticated control.• Tr ouble shooting aids make programming easier and reduce downtime.• Reliable components make these likely to operate for years before failure.2.1.1 Ladder logicLadder logic is the main programming method used for PLCs. As mentioned before, ladder logic has been developed to mimic relay logic. logic diagrams was a strategic one. By selecting ladder logic as the main programming method, the amount of retraining needed forengineers and trades people was greatly reduced.Modern control systems still include relays, but these are rarely used for logic. A relay is a simple device that uses a magnetic field to control a switch, as pictured in Figure 2.1. When a voltage is applied to the input coil, the resulting current creates a magnetic field. The magnetic field pulls a metal switch (or reed) towards it and the contacts touch, closing the switch. The contact that closes when the coil is energized is called normally open. The normally closed contacts touch when the input coil is not energized. Relays are normally drawn in schematic form using a circle to represent the input coil. The output contacts are shown with two parallel lines. Normally open contacts are shown as two lines, and will be open (non-conducting) when the input is not energized. Normally closed contacts are shown with two lines with a diagonal line through them. When the input coil is not energized the normally closed contacts will be closed (conducting).Figure 2.1 Simple Relay Layouts and SchematicsRelays are used to let one power source close a switch for another (often high current) power source, while keeping them isolated. An example of a relay in a simple control application is shown in Figure 2.2. In this system the first relay on the left is used as normally closed, and will allow current to flow until a voltage is applied to the input A. The second relay is normally open and will not allow current to flow until a voltage is applied to the input B. If current is flowing through the first two relays then current will flow through the coil in the third relay, and close the switch for output C. This circuit would normally be drawn in the ladder logic form. This can be read logically as C will be on if A is off and B is on.Figure 2.2 A Simple Relay ControllerThe example in Figure 2.2 does not show the entire control system, but only the logic. When we consider a PLC there are inputs, outputs, and the logic. Figure 2.3 shows a more complete representation of the PLC. Here there are two inputs from push buttons.We can imagine the inputs as activating 24V DC relay coils in the PLC. This in turn drives an output relay that switches 115V AC, that will turn on a light. Note, in actual PLCs inputs are never relays, but outputs are often relays. The ladder logic in the PLC is actually a computer program that the user can enter and change. Notice that both of the input push buttons are normally open, but the ladder logic inside the PLC has one normally open contact, and one normally closed contact. Do not think that the ladder logic in the PLC need so match the inputs or outputs. Many beginners will get caught trying to make the ladder logic match the input types.Figure 2.3 A PLC Illustrated With RelaysMany relays also have multiple outputs (throws) and this allows an output relay to also be an input simultaneously. The circuit shown in Figure 1.4 is an example of this, it is called a seal in circuit. In this circuit the current can flow through either branch of the circuit, through the contacts labelled A or B. The input B will only be on when the output B is on. If B is off, and A is energized, then B will turn on. If B turns on then the input B will turn on, and keep output B on even if input A goes off. After B is turned on the output B will not turn off.Figure 2.4 A Seal-in Circuit2.1.2 ProgrammingThe first PLCs were programmed with a technique that was based on relay logic wiring schematics. This eliminated the need to teach the electricians, technicians and engineers how to program a computer - but, this method has stuck and it is the most common technique for programming PLCs today. An example of ladder logic can be seen in Figure 2.5. To interpret this diagram imagine that the power is on the vertical line on the left hand side, we call this the hot rail. On the right hand side is the neutral rail. In the figure there are two rungs, and on each rung there are combinations of inputs (two vertical lines) and outputs (circles). If the inputs are opened or closed in the right combination the power can flow from the hot rail, through the inputs, to power the outputs, and finally to the neutral rail. An input can come from a sensor, switch, or any other type of sensor. An output will be some device outside the PLC that is switched on or off, such as lights or motors. In the top rung the contacts are normally open and normally closed. Which means if input A is on and input B is off, then power will flow through the output and activate it. Any other combination of input values will result in the output X being off.Figure 2.5 A Simple Ladder Logic DiagramThe second rung of Figure 2.5 is more complex, there are actually multiple combinations of inputs that will result in the output Y turning on. On the left most part of the rung, power could flow through the top if C is off and D is on. Power could also (and simultaneously) flow through the bottom if both E and F are true. This would get power half way across the rung, and then if G or H is true the power will be delivered to output Y. In later chapters we will examine how to interpret and construct these diagrams.There are other methods for programming PLCs. One of the earliest techniques involved mnemonic instructions. These instructions can be derived directly from the ladderlogic diagrams and entered into the PLC through a simple programming terminal. An example of mnemonics is shown in Figure 2.6. In this example the instructions are read one line at a time from top to bottom. The first line 00000 has the instruction LDN (input load and not) for input A. . This will examine the input to the PLC and if it is off it will remember a 1 (or true), if it is on it will remember a 0 (or false). The next line uses an LD (input load) statement to look at the input. If the input is off it remembers a 0, if the input is on it remembers a 1 (note: this is the reverse of the LD). The AND statement recalls the last two numbers remembered and if the are both true the result is a 1, otherwise the result is a 0. This result now replaces the two numbers that were recalled, and there is only one number remembered. The process is repeated for lines 00003 and 00004, but when these are done there are now three numbers remembered. The oldest number is from the AND, the newer numbers are from the two LD instructions. The AND in line 00005 combines the results from the last LD instructions and now there are two numbers remembered. The OR instruction takes the two numbers now remaining and if either one is a 1 the result is a 1, otherwise the result is a 0. This result replaces the two numbers, and there is now a single number there. The last instruction is the ST (store output) that will look at the last value stored and if it is 1, the output will be turned on, if it is 0 the output will be turned off.Figure 2.6 An Example of a Mnemonic Program and Equivalent Ladder LogicThe ladder logic program in Figure 2.6, is equivalent to the mnemonic program. Even ifyou have programmed a PLC with ladder logic, it will be converted to mnemonic form before being used by the PLC. In the past mnemonic programming was the most common, but now it is uncommon for users to even see mnemonic programs.Sequential Function Charts (SFCs) have been developed to accommodate the programming of more advanced systems. These are similar to flowcharts, but much more powerful. The example seen in Figure 2.7 is doing two different things. To read the chart, start at the top where is says start. Below this there is the double horizontal line that says follow both paths. As a result the PLC will start to follow the branch on the left and right hand sides separately and simultaneously. On the left there are two functions the first one is the power up function. This function will run until it decides it is done, and the power down function will come after. On the right hand side is the flash function, this will run until it is done. These functions look unexplained, but each function, such as power up will be a small ladder logic program. This method is much different from flowcharts because it does not have to follow a single path through the flowchart..Figure 2.7 An Example of a Sequential Function CharStructured Text programming has been developed as a more modern programming language. It is quite similar to languages such as BASIC. A simple example is shown in Figure 2.8. This example uses a PLC memory location i. This memory location is for an integer, as will be explained later in the book. The first line of the program sets the value to 0. The next line begins a loop, and will be where the loop returns to. The next line recalls thevalue in location i, adds 1 to it and returns it to the same location. The next line checks to see if the loop should quit. If i is greater than or equal to 10, then the loop will quit, otherwise the computer will go back up to the REPEAT statement continue from there. Each time the program goes through this loop i will increase by 1 until the value reaches 10.Figure 2.8 An Example of a Structured Text Program2.1.3 PLC ConnectionsWhen a process is controlled by a PLC it uses inputs from sensors to make decisions and update outputs to drive actuators, as shown in Figure 2.9. The process is a real process that will change over time. Actuators will drive the system to new states (or modes of operation). This means that the controller is limited by the sensors available, if an input is not available, the controller will have no way to detect a condition.Figure 2.9 The Separation of Controller and ProcessThe control loop is a continuous cycle of the PLC reading inputs, solving the ladder logic, and then changing the outputs. Like any computer this does not happen instantly. Figure 2.10 shows the basic operation cycle of a PLC. When power is turned on initially the PLC does a quick sanity check to ensure that the hardware is working properly.If there is a problem the PLC will halt and indicate there is an error. For example, if the PLC power is dropping andabout to go off this will result in one type of fault. If the PLC passes the sanity check it will then scan (read) all the inputs. After the inputs values are stored in memory the ladder logic will be scanned (solved) using the stored values not the current values. This is done to prevent logic problems when inputs change during the ladder logic scan. When the ladder logic scan is complete the outputs will be scanned (the output values will be changed). After this the system goes back to do a sanity check, and the loop continues indefinitely. Unlike normal computers, the entire program will be run every scan. Typical times for each of the stages is in the order of milliseconds.Figure 2.10 The Scan Cycle of a PLC2.1.4 Ladder Logic InputsPLC inputs are easily represented in ladder logic. In Figure 2.11 there are three types of inputs shown. The first two are normally open and normally closed inputs, discussed previously. The IIT (Immediate InpuT) function allows inputs to be read after the input scan, while the ladder logic is being scanned. This allows ladder logic to examine input values more often than once every cycle.Figure 2.11 Ladder Logic Inputs2.1.5 Ladder Logic OutputsIn ladder logic there are multiple types of outputs, but these are not consistently available on all PLCs. Some of the outputs will be externally connected to devices outside the PLC, but it is also possible to use internal memory locations in the PLC. Six types of outputs are shown in Figure 2.12. The first is a normal output, when energized the output will turn on, and energize an output. The circle with a diagonal line through is a normally on output. When energized the output will turn off. This type of output is not available on all PLC types. When initially energized the OSR (One Shot Relay) instruction will turn on for one scan, but then be off for all scans after, until it is turned off. The L (latch) and U (unlatch) instructions can be used to lock outputs on. When an L output is energized the output will turn on indefinitely, even when the output coil is deenergized. The output can only be turned off using a U output. The last instruction is the IOT (Immediate OutpuT) The last instruction is the IOT (Immediate OutpuT)that will allow outputs to be updated without having to wait for the ladder logic scan to be completed.3.1 INPUTS AND OUTPUTSInputs to, and outputs from, a PLC are necessary to monitor and control a process. Both inputs and outputs can be categorized into two basic types: logical or continuous. Considerthe example of a light bulb. If it can only be turned on or off, it is logical control. If the light can be dimmed to different levels, it is continuous. Continuous values seem more intuitive, but logical values are preferred because they allow more certainty, and simplify control. As a result most controls applications (and PLCs) use logical inputs and outputs for most applications. Hence, we will discuss logical I/O and leave continuous I/O for later.Outputs to actuators allow a PLC to cause something to happen in a process. A short list of popular actuators is given below in order of relative popularity.Solenoid Valves - logical outputs that can switch a hydraulic or pneumatic flow. Lights - logical outputs that can often be powered directly from PLC output boards.Motor Starters - motors often draw a large amount of current when started, so they require motor starters, which are basically large relays.Servo Motors - a continuous output from the PLC can command a variable speed or position.Outputs from PLCs are often relays, but they can also be solid state electronics such as transistors for DC outputs or Triacs for AC outputs. Continuous outputs require special output cards with digital to analog converters.Inputs come from sensors that translate physical phenomena into electrical signals. Typical examples of sensors are listed below in relative order of popularity.Proximity Switches - use inductance, capacitance or light to detect an object logically. Switches - mechanical mechanisms will open or close electrical contacts for a logical signal. Potentiometer - measures angular positions continuously, using resistance.LVDT (linear variable differential transformer) - measures linear displacement continuously using magnetic coupling.Inputs for a PLC come in a few basic varieties, the simplest are AC and DC inputs. Sourcing and sinking inputs are also popular. This output method dictates that a device does not supply any power. Instead, the device only switches current on or off, like a simple switch. Sinking - When active the output allows current to flow to a common ground. This is best selected when different voltages are supplied. Sourcing - When active, current flows from asupply, through the output device and to ground. This method is best used when all devices use a single supply voltage. This is also referred to as NPN (sinking) and PNP (sourcing). PNP is more popular. This will be covered in detail in the chapter on sensors.3.1.1 InputsIn smaller PLCs the inputs are normally built in and are specified when purchasing the PLC. For larger PLCs the inputs are purchased as modules, or cards, with 8 or 16 inputs of the same type on each card. For discussion purposes we will discuss all inputs as if they have been purchased as cards. The list below shows typical ranges for input voltages, and is roughly in order of popularity. PLC input cards rarely supply power, this means that an external power supply is needed to supply power for the inputs and sensors. The example in Figure 3.1 shows how to connect an AC input card.Figure 3.1 An AC Input Card and Ladder LogicIn the example there are two inputs, one is a normally open push button, and the second is a temperature switch, or thermal relay. (NOTE: These symbols are standard and will be discussed later in this chapter.) Both of the switches are powered by the positive/ hot output ofthe 24Vac power supply - this is like the positive terminal on a DC supply. Power is supplied to the left side of both of the switches. When the switches are open there is no voltage passed to the input card. If either of the switches are closed power will be supplied to the input card. In this case inputs 1 and 3 are used - notice that the inputs start at 0. The input card compares these voltages to the common. If the input voltage is within a given tolerance range the inputs will switch on. Ladder logic is shown in the figure for the inputs. Here it uses Allen Bradley notation for PLC-5 racks. At the top is the location of the input card I:013 which indicates that the card is an Input card in rack 01 in slot 3. The input number on the card is shown below the contact as 01 and 03.Many beginners become confused about where connections are needed in the circuit above. The key word to remember is circuit, which means that there is a full loop that the voltage must be able to follow. In Figure 3.1 we can start following the circuit (loop) at the power supply. The path goes through the switches, through the input card, and back to the power supply where it flows back through to the start. In a full PLC implementation there will be many circuits that must each be complete. A second important concept is the common. Here the neutral on the power supply is the common, or reference voltage. In effect we have chosen this to be our 0V reference, and all other voltages are measured relative to it. If we had a second power supply, we would also need to connect the neutral so that both neutrals would be connected to the same common. Often common and ground will be confused. The common is a reference, or datum voltage that is used for 0V, but the ground is used to prevent shocks and damage to equipment. The ground is connected under a building to a metal pipe or grid in the ground. This is connected to the electrical system of a building, to the power outlets, where the metal cases of electrical equipment are connected. When power flows through the ground it is bad. Unfortunately many engineers, and manufacturers mix up ground and common. It is very common to find a power supply with the ground and common mislabeled.One final concept that tends to trap beginners is that each input card is isolated. This means that if you have connected a common to only one card, then the other cards are not connected. When this happens the other cards will not work properly. You must connect acommon for each of the output cards.3.1.2.Output ModulesAs with input modules, output modules rarely supply any power, but instead act as switches. External power supplies are connected to the output card and the card will switch the power on or off for each output. Typical output voltages are listed below, and roughly ordered by popularity.120 Vac24 Vdc12-48 Vac12-48 Vdc5Vdc (TTL)230 VacThese cards typically have 8 to 16 outputs of the same type and can be purchased with different current ratings. A common choice when purchasing output cards is relays, transistors or triacs. Relays are the most flexible output devices. They are capable of switching both AC and DC outputs. But, they are slower (about 10ms switching is typical), they are bulkier, they cost more, and they will wear out after millions of cycles. Relay outputs are often called dry contacts. Transistors are limited to DC outputs, and Triacs are limited to AC outputs. Transistor and triac outputs are called switched outputs. Dry contacts - a separate relay is dedicated to each output.This allows mixed voltages (AC or DC and voltage levels up to the maximum), as well as isolated outputs to protect other outputs and the PLC. Response times are often greater than 10ms. This method is the least sensitive to voltage variations and spikes. Switched outputs - a voltage is supplied to the PLC card, and the card switches it to different outputs using solid state circuitry (transistors, triacs, etc.) Triacs are well suited to AC devices requiring less than 1A. Transistor outputs use NPN or PNP transistors up to 1A typically. Their response time is well under 1ms.中文翻译自动化制造系统与PLC2.1介绍控制工程随着时间的推移在不断发展。
关于PLC外文文献翻译
关于PLC外文文献翻译外文文献翻译2014年6月designate a person responsible for periodically repaired, if significant quality problems, whether it's design or construction reasons, are required at the first meeting to study and propose solutions; 5) post through re-examination on the basis to resolve all remaining issues, well prepared for formal acceptance. 9, officially accepted: 1) the letter of acceptance issued by the Chief Engineer, project manager, and submitted it to the construction completion data; 2) by the employer organization design, supervision and quality supervision stations, construction and other construction units work together to check the quality and acceptance of views put forward, assessed quality rating; 3) Unit checked and confirmed after the completion of works comply with the standards and requirements, issue a certificate of completion to the construction unit, construction and design, quality supervision station, the engineer, civil engineering and other units to sign the certificates of completion; 4) signed a final acceptance certificate and construction unit, and according to the contract provisions of settlement procedures, unless indicated in the contract by the contractor of the warranty work, economic and legal responsibilities of each party are able to remove; 5) get the files transfer and project procedures. 10 quality tracking, maintenance plan is an important partof our quality assurance system, the company sold products and installation works are carried out by the after-sales service obligations. In particular, we developed a departmental duties and quality guarantee measures, as follows: 1) visited customers and product usage information. 2) collect customer feedback, product information, customer reports, complaints. 3) based on customer comments and respond promptly to complaints, to the site to identify the cause analysis, engineering quality problems and fill in the data form. 4) record type, the location, cause, and complete solutions. 5) identify reasons to propose solutions and,Understanding the Basics of S7-200 Network Communications Selecting the Communication Interface for Your NetworkThe S7-200 is designed to solve your communications and networking needs by supporting not only the simplest of networks but also supporting more complex networks. The S7-200 also provides tools that allow you to communicate with other devices, such as printers and weigh scales which use their owncommunications protocols.The S7-200 supports many different types of communication networks. The selection of a network isperformed within the Set PG/PC Interface property dialog. A selected network is referred to as an Interface. The different types of interfaces available to access these communication networks are:1. PPI Multi-Master cables2. CP communication cards3. Ethernet communication cardsTo select the communication interface for STEP 7--Micro/WIN, you perform the following steps. See Figure 7-1.1. Double-click the icon in the Communications Setup window.2. Select the interface parameter fo12Figure 7-1 STEP 7--Micro/WINCommunications Interface第 0 页共 2 页PPI Multi-Master CablesThe S7-200 supports communication through two different types of PPI Multi-Master cables. These cable types permit communication through either an RS-232 or a USB interface.As shown in Figure 7-2, selecting the PPI Multi-Master cable type is simple. You perform the following steps:1. Click the Properties button on the Set PG/PC Interface property page.2. Click the Local Connection tab on the Properties page.3. Select the USB or the desired COM port123Figure 7-2 PPI Multi-Master Cable SelectionTipPlease note that only one USB cable can be used at a time.TipExamples in this manual use the RS-232/PPI Multi-Master cable. TheRS-232/PPI Multi-Master cable replaces the previous PC/PPI cable. AUSB/PPI Multi-Master cable is also available. Refer to Appendix E for order numbers. Using Master and Slave Devices on a PROFIBUS Network The S7-200 supports a master-slave network and can function aseither a master or a slave in a PROFIBUS network, while STEP 7--Micro/WIN is always a master.第 1 页共 3 页MastersA device that is a master on a network can initiate a request to another device on the network. A master can also respond to requestsfrom other masters on the network. Typical master devices include STEP7--Micro/WIN, human-machine interface devices such as a TD 200, and S7-300 or S7-400 PLCs. The S7-200 functions as a master when it isrequesting information from another S7-200 (peer-to-peer communications).TipA TP070 will not work on a network with another master device.SlavesA device that is configured as a slave can only respond to requests from a master device; a slave never initiates a request. For most networks, the S7-200 functions as a slave. As a slave device, the S7-200responds to requests from a network master device, such as an operator panel or STEP 7--Micro/WIN.Setting the Baud Rate and Network AddressThe speed that data is transmitted across the network is the baud rate, which is typically measured in units of kilobaud (kbaud) or megabaud (Mbaud). The baud rate measures how much data can betransmitted within a given amount of time. For example, a baud rate of 19.2 kbaud describes a transmission rate of 19,200 bits per second.Every device that communicates over a given network must beconfigured to transmit data at the same baud rate. Therefore, thefastest baud rate for the network is determined by the slowest device connected to the network.Table 7-1 lists the baud rates supported by the S7-200.Table 7-1 Baud Rates Supported by the S7-200Network Baud RateStandard Network 9.6 kbaud to 187.5 kbauddesignate a person responsible for periodically repaired, if significant quality problems, whether it's design or construction reasons, are required at the first meeting to study and propose solutions; 5) post through re-examination on the basis to resolve all remaining issues, well prepared for formal acceptance. 9, officially accepted: 1) the letter of acceptance issued by the Chief Engineer, project manager, and submitted it to the construction completion data; 2) by the employer organization design, supervision and quality supervisionstations, construction and other construction units work together to check the quality and acceptance of views put forward, assessed quality rating; 3) Unit checked and confirmed after the completion of works comply with the standards and requirements, issue a certificate of completion to the construction unit, construction and design, quality supervision station, the engineer, civil engineering and other units to sign the certificates of completion; 4) signed a final acceptance certificate and construction unit, and according to the contract provisions of settlement procedures, unless indicated in the contract by the contractor of the warranty work, economic and legal responsibilities of each party are able to remove; 5) get the files transfer and project procedures. 10 quality tracking, maintenance plan is an important part of our quality assurance system, the company sold products and installation works are carried out by the after-sales service obligations. In particular, we developed a departmental duties and quality guarantee measures, as follows: 1) visited customers and product usage information. 2) collect customer feedback, product information, customer reports, complaints. 3) based on customer comments and respond promptly to complaints, to the site to identify the cause analysis, engineering quality problems and fill in the data form. 4) record type, the location, cause, and complete solutions. 5) identify reasons to propose solutions and,Using an EM 277 9.6 kbaud to 12 MbaudFreeport Mode 1200 baud to 115.2 kbaudThe network address is a unique number that you assign to each device on the network. The unique network address ensures that the data is transferred to or retrieved from the correct device. The S7-200 supports network addresses from 0 to 126. For an S7-200 with two ports, each port has a network address. Table 7-2 lists the default (factory) settings for the S7-200 devices.Table 7-2 Default Addresses for S7-200 DevicesS7-200 Device Default AddressSTEP 7--Micro/WIN 0HMI (TD 200, TP, or OP) 1S7-200 CPU 2Setting the Baud Rate and Network Address for STEP7--Micro/WINYou must configure the baud rate and network address for STEP 7--Micro/WIN. The baud rate must be the same as the other devices on the network, and the network address must be unique.Typically, you do not change the network address (0) for STEP 7--Micro/WIN. If your network includes another programming package, you might need to change the network address for STEP 7--Micro/WIN.As shown in Figure 7-3, configuring the baud rate and network address for STEP 7--Micro/WIN is simple. After you click the Communications icon in the Navigation bar, you perform the following steps:第 3 页共 5 页\ 1234Figure 7-3 Configuring STEP 7--Micro/WINFigure 7-3 Configuring STEP 7--Micro/WIN1. Double-click the icon in the Communications Setup window.2. Click the Properties button on the Set PG/PC Interface dialog box.3. Select the network address for STEP 7--Micro/WIN.4. Select the baud rate for STEP 7--Micro/WIN.Setting the Baud Rate and Network Address for the S7-200You must also configure the baud rate and network address for theS7-200. The system block of the S7-200 stores the baud rate and network address. After you select the parameters for the S7-200, you must download the system block to the S7-200.The default baud rate for each S7-200 port is 9.6 kbaud, and thedefault network address is 2.As shown in Figure 7-4, use STEP 7--Micro/WIN to set the baud rateand network address for the S7-200. After you select the System Blockicon in the Navigation bar or select the View > Component > System Block menu command, you perform the following steps:1. Select the network address for the S7-200.2. Select the baud rate for the S7-200.designate a person responsible for periodically repaired, ifsignificant quality problems, whether it's design or construction reasons, are required at the first meeting to study and proposesolutions; 5) post through re-examination on the basis to resolve all remaining issues, well prepared for formal acceptance. 9, officiallyaccepted: 1) the letter of acceptance issued by the Chief Engineer, project manager, and submitted it to the construction completion data; 2) by the employer organization design, supervision and quality supervision stations, construction and other construction units work together to check the quality and acceptance of views put forward, assessed quality rating; 3) Unit checked and confirmed after the completion of works comply with the standards and requirements, issue a certificate of completion to the construction unit, construction and design, quality supervision station, the engineer, civil engineering and other units to sign the certificates of completion; 4) signed a final acceptance certificate and construction unit, and according to the contract provisions of settlement procedures, unless indicated in the contract by the contractor of the warranty work, economic and legal responsibilities of each party are able to remove; 5) get the files transfer and project procedures. 10 quality tracking, maintenance plan is an important partof our quality assurance system, the company sold products andinstallation works are carried out by the after-sales service obligations. In particular, we developed a departmental duties andquality guarantee measures, as follows: 1) visited customers and product usage information. 2) collect customer feedback, product information, customer reports, complaints. 3) based on customer comments and respond promptly to complaints, to the site to identify the cause analysis, engineering quality problems and fill in the data form. 4) record type,the location, cause, and complete solutions. 5) identify reasons to propose solutions and,3. Download the system block to the S7-200.12Figure 7-4 Configuring the S7-200 CPUTipSelection of all baud rate options is permitted. STEP 7--Micro/WIN validates this selection during the download of the System Block. Baud rate selections that would prevent STEP 7--Micro/WIN from communicating with the S7-200 are prevented from being downloaded.Setting the Remote AddressBefore you can download the updated settings to the S7-200, you must set both the communications (COM) port of STEP 7--Micro/WIN (local) and the address of the S7-200 (remote) to match the current setting of the remote S7-200. See Figure 7-5.After you download the updated settings, you may need to reconfigure the PG/PC Interface baud rate setting (if different from the setting used when downloading to the remote S7-200). Refer to Figure 7-3 to configure the baud rate.第 5 页共 7 页Figure 7-5 Configuring STEP 7--Micro/WINSearching for the S7-200 CPUs on a NetworkYou can search for and identify the S7-200 CPUs that are attached to your network. You can also search the network at a specific baud rate or at all baud rates when looking for S7-200s.Only PPI Multi-Master cables permit searching of all baud rates.This feature is not available if communicating through a CP card. The search starts at the baud rate that is currently selected.1. Open the Communications dialog box and double-click the Refresh icon to start the search.2. To search all baud rates, select the Search All Baud Rates check box. 2.Selecting the Communications Protocol for Your NetworkThe following information is an overview of the protocols supportedby the S7-200 CPUs.1. Point-to-Point Interface (PPI)2. Multi-Point Interface (MPI)3. PROFIBUSFigure 7-6 Searching for CPUs on a Networkdesignate a person responsible for periodically repaired, if significant quality problems, whether it's design or construction reasons, are required at the first meeting to study and propose solutions; 5) post through re-examination on the basis to resolve all remaining issues, well prepared for formal acceptance. 9, officially accepted: 1) the letter of acceptance issued by the Chief Engineer, project manager, and submitted it to the construction completion data; 2) by the employer organization design, supervision and quality supervision stations, construction and other construction units work together to check the quality and acceptance of views put forward, assessed qualityrating; 3) Unit checked and confirmed after the completion of works comply with the standards and requirements, issue a certificate of completion to the construction unit, construction and design, quality supervision station, the engineer, civil engineering and other units to sign the certificates of completion; 4) signed a final acceptance certificate and construction unit, and according to the contract provisions of settlement procedures, unless indicated in the contract by the contractor of the warranty work, economic and legal responsibilities of each party are able to remove; 5) get the files transfer and project procedures. 10 quality tracking, maintenance plan is an important part of our quality assurance system, the company sold products and installation works are carried out by the after-sales service obligations. In particular, we developed a departmental duties and quality guarantee measures, as follows: 1) visited customers and product usage information. 2) collect customer feedback, product information, customer reports, complaints. 3) based on customer comments and respond promptly to complaints, to the site to identify the cause analysis, engineering quality problems and fill in the data form. 4) record type, the location, cause, and complete solutions. 5) identify reasons to propose solutions and,Based on the Open System Interconnection (OSI) seven-layer model of communications architecture, these protocols are implemented on a token ring network which conforms to the PROFIBUS standard as defined in the European Standard EN 50170. These protocols are asynchronous, character-based protocols with one start bit, eight data bits, even parity, and one stop bit. Communications frames depend upon special start and stop characters, source and destination station addresses, frame length, and a checksum for data integrity. The protocols can run on a network simultaneously without interfering with each other, as long as the baud rate is the same for each protocol.Ethernet is also available for the S7-200 CPU with expansion modules CP243--1 and CP243--1 IT.PPI ProtocolPPI is a master-slave protocol: the master devices send requests to the slave devices, and the slave devices respond. See Figure 7-7. Slave devices do not initiate messages, but wait until a master sends them a request or polls them for a response.Masters communicate to slaves by means of a shared connection which is managed by the PPI protocol. PPI does not limit the number of masters that can communicate with any one slave; however, you cannot install more than 32 masters on the network.Figure 7-7 PPI NetworkS7-200 CPUs can act as master devices while they are in RUN mode, if you enable PPI master mode in the user program. (See the description of SMB30 in Appendix D.) After enabling PPI master mode, you can use the Network Read or the Network Write instructions to read from or write to other S7-200s.While the S7-200 is acting as a PPI master, it still responds as a slave to requests from other masters.第 7 页共 9 页PPI Advanced allows network devices to establish a logical connection between the devices. With PPI Advanced, there are a limited number of connections supplied by each device. See Table 7-3 for the number of connections supported by the S7-200.All S7-200 CPUs support both PPI and PPI Advanced protocols, while PPI Advanced is the only PPI protocol supported by the EM 277 module.Table 7-3 Number of Connections for the S7-200 CPU and EM 277 ModulesModule Baud Rate ConnectionsS7-200 CPU Port 0 9.6 kbaud, 19.2 kbaud, or 187.5 kbaud 4Port 1 9.6 kbaud, 19.2 kbaud, or 187.5 kbaud 4EM 277 Module 9.6 kbaud to 12 Mbaud 6 per moduleMPI ProtocolMPI allows both master-master and master-slave communications. See Figure 7-8. To communicate with an S7-200 CPU, STEP 7--Micro/WINestablishes a master--slave connection. MPI protocol does not communicate with an S7-200 CPU operating as a master.Network devices communicate by means of separate connections (managed by the MPI protocol) between any two devices. Communication between devices is limited to the number of connections supported by the S7-200 CPU or EM 277 modules. See Table 7-3 for the number of connections supported by the S7-200.For MPI protocol, the S7-300 and S7-400 PLCs use the XGET and XPUT instructions to read and write data to the S7-200 CPU. For information about these instructions, refer to your S7-300 or S7-400 programming manual.Figure 7-8 MPI Networkdesignate a person responsible for periodically repaired, if significant quality problems, whether it's design or construction reasons, are required at the first meeting to study and propose solutions; 5) post through re-examination on the basis to resolve all remaining issues, well prepared for formal acceptance. 9, officiallyaccepted: 1) the letter of acceptance issued by the Chief Engineer, project manager, and submitted it to the construction completion data; 2) by the employer organization design, supervision and quality supervision stations, construction and other construction units work together to check the quality and acceptance of views put forward, assessed quality rating; 3) Unit checked and confirmed after the completion of works comply with the standards and requirements, issue a certificate of completion to the construction unit, construction and design, quality supervision station, the engineer, civil engineering and other units to sign the certificates of completion; 4) signed a final acceptance certificate and construction unit, and according to the contract provisions of settlement procedures, unless indicated in the contract by the contractor of the warranty work, economic and legal responsibilities of each party are able to remove; 5) get the files transfer and project procedures. 10 quality tracking, maintenance plan is an important partof our quality assurance system, the company sold products andinstallation works are carried out by the after-sales service obligations. In particular, we developed a departmental duties andquality guarantee measures, as follows: 1) visited customers and product usage information. 2) collect customer feedback, product information, customer reports, complaints. 3) based on customer comments and respond promptly to complaints, to the site to identify the cause analysis, engineering quality problems and fill in the data form. 4) record type,the location, cause, and complete solutions. 5) identify reasons to propose solutions and,PROFIBUS ProtocolThe PROFIBUS protocol is designed for high-speed communications with distributed I/O devices (remote I/O). There are many PROFIBUS devices available from a variety of manufacturers. These devices range from simple input or output modules to motor controllers and PLCs.PROFIBUS networks typically have one master and several slave I/O devices. See Figure 7-9. The master device is configured to know what types of I/O slaves are connected and at what addresses. The master initializes the network and verifies that the slave devices on the network match the configuration. The master continuously writes output data to the slaves and reads input data from them.Figure 7-9 PROFIBUS NetworkWhen a DP master configures a slave device successfully, it then owns that slave device. If there is a second master device on thenetwork, it has very limited access to the slaves owned by the first master.TCP/IP ProtocolThe S7-200 can support TCP/IP Ethernet communication through the use of an Ethernet (CP 243--1) orInternet (CP 243--1 IT) expansion module. Table 7-4 shows the baud rate and number of connections supported by these modules. Table 7-4 Number of Connections for the Ethernet (CP 243--1) and the Internet (CP 243--1 IT)ModulesModule Baud Rate ConnectionsEthernet (CP 243--1) Module 10 to 100 Mbaud 8 general purpose connections第 9 页共 11 页1 STEP 7--Micro/WINInternet (CP 243--1 IT) ModuleconnectionRefer to the CP 243--1 Communications Processor for Industrial EthernetManual or the CP 243--1 IT Communications Processor for Industrial Ethernet andInformation Technology Manual for additional information.designate a person responsible for periodically repaired, if significant quality problems, whether it's design or construction reasons, are required at the first meeting to study and proposesolutions; 5) post through re-examination on the basis to resolve all remaining issues, well prepared for formal acceptance. 9, officially accepted: 1) the letter of acceptance issued by the Chief Engineer, project manager, and submitted it to the construction completion data; 2) by the employer organization design, supervision and quality supervision stations, construction and other construction units work together to check the quality and acceptance of views put forward, assessed quality rating; 3) Unit checked and confirmed after the completion of works comply with the standards and requirements, issue a certificate of completion to the construction unit, construction and design, quality supervision station, the engineer, civil engineering and other units to sign the certificates of completion; 4) signed a final acceptance certificate and construction unit, and according to the contract provisions of settlement procedures, unless indicated in the contract by the contractor of the warranty work, economic and legal responsibilities of each party are able to remove; 5) get the files transfer and project procedures. 10 quality tracking, maintenance plan is an important partof our quality assurance system, the company sold products andinstallation works are carried out by the after-sales service obligations. In particular, we developed a departmental duties andquality guarantee measures, as follows: 1) visited customers and product usage information. 2) collect customer feedback, product information, customer reports, complaints. 3) based on customer comments and respond promptly to complaints, to the site to identify the cause analysis,engineering quality problems and fill in the data form. 4) record type, the location, cause, and complete solutions. 5) identify reasons to propose solutions and,中文翻译理解S7--200网络通讯的基本概念为网络选择通讯接口S7--200可以满足您的通讯和网络需求,它不仅支持简单的网络,而且支持比较复杂的网络。
PLC-外文文献+翻译

Programmable logic controllerA programmable logic controller(PLC)or programmable controller is a digital computer used for automation of electromechanical processes,such as control of machinery on factory assembly lines,amusement rides,or lighting fixtures.PLCs are used in many industries and machines.Unlike general-purpose computers,the PLC is designed for multiple inputs and output arrangements,extended temperature ranges, immunity to electrical noise,and resistance to vibration and impact.Programs to control machine operation are typically stored in battery-backed or non-volatile memory.A PLC is an example of a real time system since output results must be produced in response to input conditions within a bounded time,otherwise unintended operation will result.1.HistoryThe PLC was invented in response to the needs of the American automotive manufacturing industry.Programmable logic controllers were initially adopted by the automotive industry where software revision replaced the re-wiring of hard-wired control panels when production models changed.Before the PLC,control,sequencing,and safety interlock logic for manufacturing automobiles was accomplished using hundreds or thousands of relays,cam timers, and drum sequencers and dedicated closed-loop controllers.The process for updating such facilities for the yearly model change-over was very time consuming and expensive,as electricians needed to individually rewire each and every relay.In1968GM Hydramatic(the automatic transmission division of General Motors) issued a request for proposal for an electronic replacement for hard-wired relay systems.The winning proposal came from Bedford Associates of Bedford, Massachusetts.The first PLC,designated the084because it was Bedford Associates' eighty-fourth project,was the result.Bedford Associates started a new company dedicated to developing,manufacturing,selling,and servicing this new product: Modicon,which stood for MOdular DIgital CONtroller.One of the people who worked on that project was Dick Morley,who is considered to be the"father"of the PLC.The Modicon brand was sold in1977to Gould Electronics,and later acquired by German Company AEG and then by French Schneider Electric,the current owner. One of the very first084models built is now on display at Modicon's headquarters in North Andover,Massachusetts.It was presented to Modicon by GM,when the unit was retired after nearly twenty years of uninterrupted service.Modicon used the84moniker at the end of its product range until the984made its appearance.The automotive industry is still one of the largest users of PLCs.2.DevelopmentEarly PLCs were designed to replace relay logic systems.These PLCs were programmed in"ladder logic",which strongly resembles a schematic diagram of relay logic.This program notation was chosen to reduce training demands for the existing technicians.Other early PLCs used a form of instruction list programming,based on a stack-based logic solver.Modern PLCs can be programmed in a variety of ways,from ladder logic to more traditional programming languages such as BASIC and C.Another method is State Logic,a very high-level programming language designed to program PLCs based on state transition diagrams.Many early PLCs did not have accompanying programming terminals that were capable of graphical representation of the logic,and so the logic was instead represented as a series of logic expressions in some version of Boolean format,similar to Boolean algebra.As programming terminals evolved,it became more common for ladder logic to be used,for the aforementioned reasons.Newer formats such as State Logic and Function Block(which is similar to the way logic is depicted when using digital integrated logic circuits)exist,but they are still not as popular as ladder logic.A primary reason for this is that PLCs solve the logic in a predictable and repeating sequence,and ladder logic allows the programmer(the person writing the logic)to see any issues with the timing of the logic sequence more easily than would be possible in other formats.2.1ProgrammingEarly PLCs,up to the mid-1980s,were programmed using proprietary programming panels or special-purpose programming terminals,which often had dedicated function keys representing the various logical elements of PLC programs. Programs were stored on cassette tape cartridges.Facilities for printing and documentation were very minimal due to lack of memory capacity.The very oldest PLCs used non-volatile magnetic core memory.More recently,PLCs are programmed using application software on personal computers.The computer is connected to the PLC through Ethernet,RS-232,RS-485 or RS-422cabling.The programming software allows entry and editing of the ladder-style logic.Generally the software provides functions for debugging andtroubleshooting the PLC software,for example,by highlighting portions of the logic to show current status during operation or via simulation.The software will upload and download the PLC program,for backup and restoration purposes.In some models of programmable controller,the program is transferred from a personal computer to the PLC though a programming board which writes the program into a removable chip such as an EEPROM or EPROM.3.FunctionalityThe functionality of the PLC has evolved over the years to include sequential relay control,motion control,process control,distributed control systems and networking. The data handling,storage,processing power and communication capabilities of some modern PLCs are approximately equivalent to desktop computers.PLC-like programming combined with remote I/O hardware,allow a general-purpose desktop computer to overlap some PLCs in certain applications.Regarding the practicality of these desktop computer based logic controllers,it is important to note that they have not been generally accepted in heavy industry because the desktop computers run on less stable operating systems than do PLCs,and because the desktop computer hardware is typically not designed to the same levels of tolerance to temperature, humidity,vibration,and longevity as the processors used in PLCs.In addition to the hardware limitations of desktop based logic,operating systems such as Windows do not lend themselves to deterministic logic execution,with the result that the logic may not always respond to changes in logic state or input status with the extreme consistency in timing as is expected from PLCs.Still,such desktop logic applications find use in less critical situations,such as laboratory automation and use in small facilities where the application is less demanding and critical,because they are generally much less expensive than PLCs.In more recent years,small products called PLRs(programmable logic relays),and also by similar names,have become more common and accepted.These are very much like PLCs,and are used in light industry where only a few points of I/O(i.e.a few signals coming in from the real world and a few going out)are involved,and low cost is desired.These small devices are typically made in a common physical size and shape by several manufacturers,and branded by the makers of larger PLCs to fill out their low end product range.Popular names include PICO Controller,NANO PLC, and other names implying very small controllers.Most of these have between8and 12digital inputs,4and8digital outputs,and up to2analog inputs.Size is usuallyabout4"wide,3"high,and3"deep.Most such devices include a tiny postage stamp sized LCD screen for viewing simplified ladder logic(only a very small portion of the program being visible at a given time)and status of I/O points,and typically these screens are accompanied by a4-way rocker push-button plus four more separate push-buttons,similar to the key buttons on a VCR remote control,and used to navigate and edit the logic.Most have a small plug for connecting via RS-232or RS-485to a personal computer so that programmers can use simple Windows applications for programming instead of being forced to use the tiny LCD and push-button set for this purpose.Unlike regular PLCs that are usually modular and greatly expandable,the PLRs are usually not modular or expandable,but their price can be two orders of magnitude less than a PLC and they still offer robust design and deterministic execution of the logic.4.PLC Topics4.1.FeaturesThe main difference from other computers is that PLCs are armored for severe conditions(such as dust,moisture,heat,cold)and have the facility for extensive input/output(I/O)arrangements.These connect the PLC to sensors and actuators. PLCs read limit switches,analog process variables(such as temperature and pressure), and the positions of complex positioning systems.Some use machine vision.On the actuator side,PLCs operate electric motors,pneumatic or hydraulic cylinders, magnetic relays,solenoids,or analog outputs.The input/output arrangements may be built into a simple PLC,or the PLC may have external I/O modules attached to a computer network that plugs into the PLC.4.2System scaleA small PLC will have a fixed number of connections built in for inputs and outputs. Typically,expansions are available if the base model has insufficient I/O.Modular PLCs have a chassis(also called a rack)into which are placed modules with different functions.The processor and selection of I/O modules is customised for the particular application.Several racks can be administered by a single processor,and may have thousands of inputs and outputs.A special high speed serial I/O link is used so that racks can be distributed away from the processor,reducing the wiring costs for large plants.4.3User interfacePLCs may need to interact with people for the purpose of configuration,alarmreporting or everyday control.A simple system may use buttons and lights to interact with the user.Text displays are available as well as graphical touch screens.More complex systems use a programming and monitoring software installed on a computer,with the PLC connected via a communication interface.4.4CommunicationsPLCs have built in communications ports,usually9-pin RS-232,but optionally EIA-485or Ethernet.Modbus,BACnet or DF1is usually included as one of the communications protocols.Other options include various fieldbuses such as DeviceNet or Profibus.Other communications protocols that may be used are listed in the List of automation protocols.Most modern PLCs can communicate over a network to some other system,such as a computer running a SCADA(Supervisory Control And Data Acquisition)system or web browser.PLCs used in larger I/O systems may have peer-to-peer(P2P)communication between processors.This allows separate parts of a complex process to have individual control while allowing the subsystems to co-ordinate over the communication link.These communication links are also often used for HMI devices such as keypads or PC-type workstations.4.5ProgrammingPLC programs are typically written in a special application on a personal computer, then downloaded by a direct-connection cable or over a network to the PLC.The program is stored in the PLC either in battery-backed-up RAM or some other non-volatile flash memory.Often,a single PLC can be programmed to replace thousands of relays.Under the IEC61131-3standard,PLCs can be programmed using standards-based programming languages.A graphical programming notation called Sequential Function Charts is available on certain programmable controllers.Initially most PLCs utilized Ladder Logic Diagram Programming,a model which emulated electromechanical control panel devices(such as the contact and coils of relays) which PLCs replaced.This model remains common today.IEC61131-3currently defines five programming languages for programmable control systems:FBD(Function block diagram),LD(Ladder diagram),ST (Structured text,similar to the Pascal programming language),IL(Instruction list,similar to assembly language)and SFC(Sequential function chart).These techniques emphasize logical organization of operations.While the fundamental concepts of PLC programming are common to all manufacturers,differences in I/O addressing,memory organization and instruction sets mean that PLC programs are never perfectly interchangeable between different makers.Even within the same product line of a single manufacturer,different models may not be directly compatible.5.PLC compared with other control systemsPLCs are well-adapted to a range of automation tasks.These are typically industrial processes in manufacturing where the cost of developing and maintaining the automation system is high relative to the total cost of the automation,and where changes to the system would be expected during its operational life.PLCs contain input and output devices compatible with industrial pilot devices and controls;little electrical design is required,and the design problem centers on expressing the desired sequence of operations.PLC applications are typically highly customized systems so the cost of a packaged PLC is low compared to the cost of a specific custom-built controller design.On the other hand,in the case of mass-produced goods,customized control systems are economic due to the lower cost of the components,which can be optimally chosen instead of a"generic"solution,and where the non-recurring engineering charges are spread over thousands or millions of units.For high volume or very simple fixed automation tasks,different techniques are used.For example,a consumer dishwasher would be controlled by an electromechanical cam timer costing only a few dollars in production quantities.A microcontroller-based design would be appropriate where hundreds or thousands of units will be produced and so the development cost(design of power supplies, input/output hardware and necessary testing and certification)can be spread over many sales,and where the end-user would not need to alter the control.Automotive applications are an example;millions of units are built each year,and very few end-users alter the programming of these controllers.However,some specialty vehicles such as transit busses economically use PLCs instead of custom-designed controls, because the volumes are low and the development cost would be uneconomic.Very complex process control,such as used in the chemical industry,may require algorithms and performance beyond the capability of even high-performance PLCs. Very high-speed or precision controls may also require customized solutions;forexample,aircraft flight controls.Programmable controllers are widely used in motion control,positioning control and torque control.Some manufacturers produce motion control units to be integrated with PLC so that G-code(involving a CNC machine)can be used to instruct machine movements.PLCs may include logic for single-variable feedback analog control loop,a "proportional,integral,derivative"or"PID controller".A PID loop could be used to control the temperature of a manufacturing process,for example.Historically PLCs were usually configured with only a few analog control loops;where processes required hundreds or thousands of loops,a distributed control system(DCS)would instead be used.As PLCs have become more powerful,the boundary between DCS and PLC applications has become less distinct.PLCs have similar functionality as Remote Terminal Units.An RTU,however, usually does not support control algorithms or control loops.As hardware rapidly becomes more powerful and cheaper,RTUs,PLCs and DCSs are increasingly beginning to overlap in responsibilities,and many vendors sell RTUs with PLC-like features and vice versa.The industry has standardized on the IEC61131-3functional block language for creating programs to run on RTUs and PLCs,although nearly all vendors also offer proprietary alternatives and associated development environments.6.Digital and analog signalsDigital or discrete signals behave as binary switches,yielding simply an On or Off signal(1or0,True or False,respectively).Push buttons,limit switches,and photoelectric sensors are examples of devices providing a discrete signal.Discrete signals are sent using either voltage or current,where a specific range is designated as On and another as Off.For example,a PLC might use24V DC I/O,with values above22V DC representing On,values below2VDC representing Off,and intermediate values undefined.Initially,PLCs had only discrete I/O.Analog signals are like volume controls,with a range of values between zero and full-scale.These are typically interpreted as integer values(counts)by the PLC,with various ranges of accuracy depending on the device and the number of bits available to store the data.As PLCs typically use16-bit signed binary processors,the integer values are limited between-32,768and+32,767.Pressure,temperature,flow,and weight are often represented by analog signals.Analog signals can use voltage or current with a magnitude proportional to the value of the process signal.For example,an analog0-10V input or4-20mA would be converted into an integer value of0-32767.可编程序逻辑控制器可编程序逻辑控制器(PLC)或可编程控制器是一种数字计算机用于机电自动化流程,控制机械工厂生产线等游乐项目,或照明灯具。
电气工程及其自动化专业_外文文献_英文文献_外文翻译_plc方面.
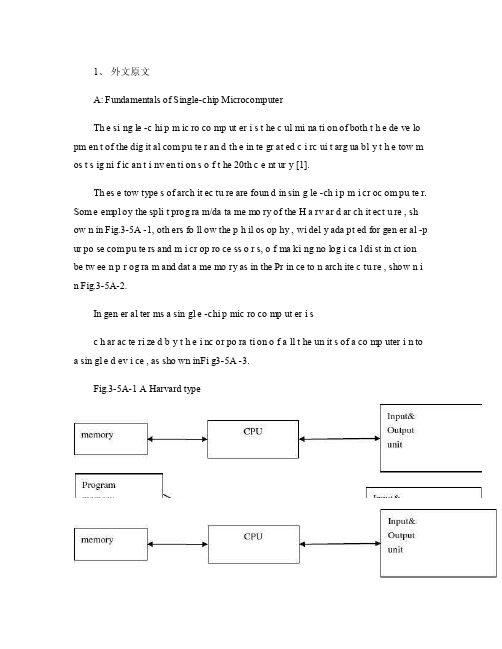
1、外文原文A: Fundamentals of Single-chip MicrocomputerTh e si ng le -c hi p m ic ro co mp ut er i s t he c ul mi na ti on of both t h e de ve lo pm en t of the dig it al com pu te r an d th e in te gr at ed c i rc ui t arg ua bl y t h e tow m os t s ig ni f ic an t i nv en ti on s o f t he 20th c e nt ur y [1].Th es e tow type s of arch it ec tu re are foun d in sin g le -ch i p m i cr oc om pu te r. Som e empl oy the spli t prog ra m/da ta me mo ry of the H a rv ar d ar ch it ect u re , sh ow n in Fig.3-5A -1, oth ers fo ll ow the p h il os op hy , wi del y ada pt ed for gen er al -p ur po se com pu te rs and m i cr op ro ce ss o r s, o f ma ki ng no log i ca l di st in ct ion be tw ee n p r og ra m and dat a me mo ry as in the Pr in ce to n arch ite c tu re , show n i n Fig.3-5A-2.In gen er al ter ms a sin gl e -chi p mic ro co mp ut er i sc h ar ac te ri zed b y t he i nc or po ra ti on of a ll t he un it s of a co mp uter i n to a sin gl e d ev i ce , as sho wn inFi g3-5A -3.Fig.3-5A-1 A Harvard typeFig.3-5A-2. A conventional Princeton computerFig3-5A-3. Principal features of a microcomputerRead only memory (ROM.R OM is usua ll y for the pe rm an ent,n o n-vo la ti le stor a ge of an app lic a ti on s pr og ra m .M an ym i cr oc om pu te rs and m are inte nd e d for high -v ol um e ap pl ic at ions a n d he nc e t h e eco n om ic al man uf act u re of th e de vic e s re qu ir es t h at t he cont en t s o f t he prog ra m me m or y be co mm it t ed perm a ne ntly d u ri ng the man ufa c tu re of ch ip s .Cl ea rl y, thi s im pl ie s a r i go ro us app ro ach to ROM cod e deve l op me nt sin ce cha ng es can not b e mad e afte r manu f a c tu re .Th is dev e lo pm en t proc ess may invo lv e e m ul at io n us in g aso ph is ti ca te d de ve lo pm en t sy ste m wit h a h a rd wa re emu la tio n cap ab il it y as w el l as the use o f po we rf ul s o ft wa re too ls.So me man uf act u re rs pro vi de add it io na l RO M opt i on s by i n cl ud in g in their ra n ge dev ic es wit h (or int en de d fo r use wit h u s er pro gr am ma ble me mo ry. Th e sim p le st of th es e is usu al ly d e vi ce whi ch can op er at e in a micro p ro ce ssor mod e by usi ng som e o f the inp ut /outp u t li ne s as an ad dr es s an d da ta b us fora c ce ss in g ex te rna l mem or y. Thi s t y pe of de vi ce can beh av ef u nc ti on al ly as th e sing le chip mi cr oc om pu te r from whi ch it is d e ri ve d al be it wit h re st ri ct ed I/O and a mod if ied ex te rn al c i rc ui t. The use of thes e d ev ic es is com mo n eve n in prod uc ti on c i rc ui ts wher e t he vo lu me does no tj us ti f y t h e d ev el o pm en t c osts o f c us to m o n -ch i p R OM [2];t he re c a n s ti ll bea s ignif i ca nt saving i n I /O and o th er c h ip s com pa re d to a conv en ti on al mi c ro pr oc es sor b a se d ci rc ui t. Mor e ex ac t re pl ace m en t fo r RO M dev i ce s ca n be o b ta in ed in th e fo rm of va ri an ts w it h 'p ig gy -b ack 'E P RO M(Er as ab le pro gr am ma bl e ROM s oc ke ts or dev ic e s with EPROM i n st ea d o f RO M 。
关于plc的外文文献翻译中英文翻译外文翻译

外文资料译文PLC technique discussion and future developmentAlong with the development of the ages, the technique that is nowadays is also gradually perfect, the competition plays more strong; the operation that list depends the artificial has already can't satisfied with the current manufacturing industry foreground, also can't guarantee the request of the higher quantity and high new the image of the technique business enterprise.The people see in produce practice, automate brought the tremendous convenience and the product quantities for people up of assurance, also eased the personnel's labor strength, reduce the establishment on the personnel. The target control of the hard realization in many complicated production lines, whole and excellent turn, the best decision etc., well-trained operation work, technical personnel or expert, governor but can judge and operate easily, can acquire the satisfied result. The research target of the artificial intelligence makes use of the calculator exactly to carry out, imitate these intelligences behavior, moderating the work through person's brain and calculators, with the mode that person's machine combine, for resolve the very complicated problem to look for the best pathPLC language is not we imagine of edit collected materials the language or language of Cs to carry on weaving the distance, but the trapezoid diagram that the adoption is original after the electric appliances to control, make the electrical engineering teacher while weaving to write the procedure very easy comprehended the PLC language, and a lot of non- electricity professional also very quickly know and go deep into to the PLC.Is PLC one of the advantage above and only, this is also one part that the people comprehend more and easily, in a lot of equipments, the people havealready no longer hoped to see too many control buttons, they damage not only and easily and produce the artificial error easiest, small is not a main error perhaps you can still accept; But lead even is a fatal error greatly is what we can't is tolerant of. New technique always for bringing more safe and convenient operation for us, make we a lot of problems for face on sweep but light, do you understand the HMI? Says the HMI here you basically not clear what it is, also have no interest understanding, change one inside text explains it into the touch to hold or man-machine interface you knew, and it combines with the PLC to our larger space.When we are work a work piece, giving the PLC a signal, counting PLC inner part the machine add 1 to compute us for a day of workload, a count the machine and can solve problem in brief, certainly they also can keep the data under the condition of dropping the electricity, urging the data not to throw to lose, this is also what we hope earnestly.The PLC still has the function that the high class counts the machine, being us while accept some dates of high speed, the high speed that here say is the data of the in all aspects tiny second class, for example the bar code scanner is scanning the data continuously, calculating high-speed signal of the data processor DSP etc., we will adopt the high class to count the machine to help we carry on count. It at the PLC carries out the procedure once discover that the high class counts the machine to should of interruption, will let go of the work on the hand immediately. The trapezoid diagram procedure that passes by to weave the distance again explains the high class for us to carry out procedure to count machine would automatic performance to should of work, thus rise the Class that the high class counts the machine to high one Class.You heard too many this phrases perhaps:" crash", the meaning that is mostly is a workload of CPU to lead greatly, the internal resources shortage etc. the circumstance can't result in procedure circulate. The PLC also has the similar circumstance, there is a watchdog WDT in the inner part of PLC, wecan establish time that a procedure of WDT circulate, being to appear the procedure to jump to turn the mistake in the procedure movement process or the procedure is busy, movement time of the procedure exceeds WDT constitution time, the CPU turn but the WDT reset the appearance. The procedure restarts the movement, but will not carry on the breakage to the interruption.The PLC development has already entered for network ages of correspondence from the mode of the one, and together other works control the net plank and I/ O card planks to carry on the share easily. A state software can pass all se hardwires link, more animation picture of keep the view to carries on the control, and cans pass the Internet to carry on the control in the foreign land, the blast-off that is like the absolute being boat is to adopt this kind of way to make airship go up the sky.The development of the higher layer needs our continuous effort to obtain. The PLC emergence has already affected a few persons fully, we also obtained more knowledge and precepts from the top one experience of the generation, coming to the continuous development PLC technique, push it toward higher wave tide.Knowing the available PLC network options and their best applications will ensure an efficient and flexible control system design.The programmable logic controller's (PLC's) ability to support a range of communication methods makes it an ideal control and data acquisition device for a wide variety of industrial automation and facility control applications. However, there is some confusion because so many possibilities exist. To help eliminate this confusion, let's list what communications are available and when they would be best applied.To understand the PLC's communications versatility, let's first define the terms used in describing the various systems.ASCII: This stands for "American Standard Code for Information Interchange." As shown in Fig. 1, when the letter "A" is transmitted, forinstance, it's automatically coded as "65" by the sending equipment. The receiving equipment translates the "65" back to the letter "A." Thus, different devices can communicate with each other as long as both use ASCII code.ASCII module: This intelligent PLC module is used for connecting PLCs to other devices also capable of communicating using ASCII code as a vehicle.Bus topology: This is a linear local area network (LAN) arrangement, as shown in Fig. 2A, in which individual nodes are tapped into a main communications cable at a single point and broadcast messages. These messages travel in both directions on the bus from the point of connection until they are dissipated by terminators at each end of the bus.CPU: This stands for "central processing unit," which actually is that part of a computer, PLC, or other intelligent device where arithmetic and logical operations are performed and instructions are decoded and executed.Daisy chain: This is a description of the connection of individual devices in a PLC network, where, as shown in Fig. 3, each device is connected to the next and communications signals pass from one unit to the next in a sequential fashion.Distributed control: This is an automation concept in which portions of an automated system are controlled by separate controllers, which are located in close proximity to their area of direct control (control is decentralized and spread out over the system).Host computer: This is a computer that's used to transfer data to, or receive data from, a PLC in a PLC/computer network.Intelligent device: This term describes any device equipped with its own CPU.I/O: This stands for "inputs and outputs," which are modules that handle data to the PLC (inputs) or signals from the PLC (outputs) to an external device.Kbps: This stands for "thousand bits per second," which is a rate of measure for electronic data transfer.Mbps: This stands for "million bits per second."Node: This term is applied to any one of the positions or stations in a network. Each node incorporates a device that can communicate with all other devices on the network.Protocol: The definition of how data is arranged and coded for transmission on a network.Ring topology. This is a LAN arrangement, as shown in Fig. 2C, in which each node is connected to two other nodes, resulting in a continuous, closed, circular path or loop for messages to circulate, usually in one direction. Some ring topologies have a special "loop back" feature that allows them to continue functioning even if the main cable is severed.RS232. This is an IEEE standard for serial communications that describes specific wiring connections, voltage levels, and other operating parameters for electronic data communications. There also are several other RS standards defined.Serial: This is an electronic data transfer scheme in which information is transmitted one bit at a time.Serial port: This the communications access point on a device that is set up for serial communications.Star topology. This is a LAN arrangement in which, as shown in Fig. 2B, nodes are connected to one another through a central hub, which can be active or passive. An active hub performs network duties such as message routing and maintenance. A passive central hub simply passes the message along to all the nodes connected to it.Topology: This relates to a specific arrangement of nodes in a LAN in relation to one another.Transparent: This term describes automatic events or processes built into a system that require no special programming or prompting from an operator.Now that we're familiar with these terms, let's see how they are used in describing the available PLC network options.PLC network optionsPLC networks provide you with a variety of networking options to meet specific control and communications requirements. Typical options include remote I/O, peer-to-peer, and host computer communications, as well as LANs. These networks can provide reliable and cost-effective communications between as few as two or as many as several hundred PLCs, computers, and other intelligent devices.Many PLC vendors offer proprietary networking systems that are unique and will not communicate with another make of PLC. This is because of the different communications protocols, command sequences, error-checking schemes, and communications media used by each manufacturer.However, it is possible to make different PLCs "talk" to one another; what's required is an ASCII interface for the connection(s), along with considerable work with software.Remote I/0 systemsA remote I/O configuration, as shown in Fig. 4A, has the actual inputs and outputs at some distance from the controller and CPU. This type of system, which can be described as a "master-and-slave" configuration, allows many distant digital and analog points to be controlled by a single PLC. Typically, remote I/Os are connected to the CPU via twisted pair or fiber optic cables.Remote I/O configurations can be extremely cost-effective control solutions where only a few I/O points are needed in widely separated areas. In this situation, it's not always necessary, or practical for that matter, to have a controller at each site. Nor is it practical to individually hard wire each I/O point over long distances back to the CPU. For example, remote I/O systems can be used in acquiring data from remote plant or facility locations. Information such as cycle times, counts, duration or events, etc. then can be sent back to the PLC for maintenance and management reporting.In a remote I/O configuration, the master controller polls the slaved I/O for its current I/O status. The remote I/O system responds, and the master PLCthen signals the remote I/O to change the state of outputs as dictated by the control program in the PLC's memory. This entire cycle occurs hundreds of times per second.Peer-to-peer networksPeer-to-peer networks, as shown in Fig. 4B, enhance reliability by decentralizing the control functions without sacrificing coordinated control. In this type of network, numerous PLCs are connected to one another in a daisy-chain fashion, and a common memory table is duplicated in the memory of each. In this way, when any PLC writes data to this memory area, the information is automatically transferred to all other PLCs in the network. They then can use this information in their own operating programs.With peer-to-peer networks, each PLC in the network is responsible for its own control site and only needs to be programmed for its own area of responsibility. This aspect of the network significantly reduces programming and debugging complexity; because all communications occur transparently to the user, communications programming is reduced to simple read-and-write statements.In a peer-to-peer system, there's no master PLC. However, it's possible to designate one of the PLCs as a master for use as a type of group controller. This PLC then can be used to accept input information from an operator input terminal, for example, sending all the necessary parameters to other PLCs and coordinating the sequencing of various events.Host computer linksPLCs also can be connected with computers or other intelligent devices. In fact, most PLCs, from the small to the very large, can be directly connected to a computer or part of a multi drop host computer network via RS232C or RS422 ports. This combination of computer and controller maximizes the capabilities of the PLC, for control and data acquisition, as well as the computer, for data processing, documentation, and operator interface.In a PLC/computer network, as shown in Fig. 4C, all communications areinitiated by the host computer, which is connected to all the PLCs in a daisy-chain fashion. This computer individually addresses each of its networked PLCs and asks for specific information. The addressed PLC then sends this information to the computer for storage and further analysis. This cycle occurs hundreds of times per second.Host computers also can aid in programming PLCs; powerful programming and documentation software is available for program development. Programs then can be written on the computer in relay ladder logic and downloaded into the PLC. In this way, you can create, modify, debug, and monitor PLC programs via a computer terminal.In addition to host computers, PLCs often must interface with other devices, such as operator interface terminals for large security and building management systems. Although many intelligent devices can communicate directly with PLCs via conventional RS232C ports and serial ASCII code, some don't have the software ability to interface with individual PLC models. Instead, they typically send and receive data in fixed formats. It's the PLC programmer's responsibility to provide the necessary software interface.The easiest way to provide such an interface to fixed-format intelligent devices is to use an ASCII/BASIC module on the PLC. This module is essentially a small computer that plugs into the bus of the PLC. Equipped with RS232 ports and programmed in BASIC, the module easily can handle ASCII communications with peripheral devices, data acquisition functions, programming sequences, "number crunching," report and display generation, and other requirements.Access, protocol, and modulation functions of LANsBy using standard interfaces and protocols, LANs allow a mix of devices (PLCs, PCs, mainframe computers, operator interface terminals, etc.) from many different vendors to communicate with others on the network.Access: A LAN's access method prevents the occurrence of more than one message on the network at a time. There are two common access methods.Collision detection is where the nodes "listen" to the network and transmit only if there are no other messages on the network. If two nodes transmit simultaneously, the collision is detected and both nodes retransmit until their messages get through properly.Token passing allows each node to transmit only if it's in possession of a special electronic message called a token. The token is passed from node to node, allowing each an opportunity to transmit without interference. Tokens usually have a time limit to prevent a single node from tying up the token for a long period of time.Protocol: Network protocols define the way messages are arranged and coded for transmission on the LAN. The following are two common types.Proprietary protocols are unique message arrangements and coding developed by a specific vendor for use with that vendor's product only.Open protocols are based on industry standards such as TCP/IP or ISO/OSI models and are openly published.Modulation: Network modulation refers to the way messages are encoded for transmission over a cable. The two most common types are broadband and baseband.Network transmission interfacesThe vast majority of PLC communications is done via RS232C and twisted pair cables. Most PLCs have an RS232 port and are capable of handling communications with host computers, printers, terminals, and other devices. Maximum transmission speed is Kbps.The distance and data transmission rates are standards for the various interfaces. Their actual performance is a function of the driving devices and varies significantly between manufacturers. As such, you should consult the manufacturer's specifications for actual distance and data transmission rate capabilities.The only real limitation on RS232C is the 50-ft recommended distance between devices. While RS232C installations often can achieve cablingdistances greater than this, the "unbalanced" design of the interface results in a greater susceptibility to surrounding electrical noise and reduced data integrity. This is particularly true where electromagnetic interference (EMI) and radio-frequency interference (RFI) are known to exist.When longer transmission distances are needed, RS422 is a better choice. Unlike the RS232C interface, RS422 is "balanced." Each of its primary signals consists of two wires that are always at opposite logic levels, with respect to signal ground. As a result, the interface can achieve longer transmission distance (4000 ft) and higher data transmission rates (up to 90 Kbps). In shorter runs (less than 50 ft), data transfer can reach 10 Mbps.Fiber optic communications are gaining greater acceptance and are being used in more and more installations. Fiber optic cable is virtually impervious to harsh environmental conditions and electrical noise. Also, these links can span extremely long distances and transmit data at very high speeds. For example, in some LAN systems, these links can transmit at relatively high speeds and span long distances before requiring a repeater. When repeaters are used, virtually unlimited distances can be achieved.可编程操纵器技术讨论与以后进展随着时期的进展,现今的技术也日趋完善、竞争愈演愈烈;单靠人工的操作已不能知足于目前的制造业前景,也无法保证更高质量的要求和高新技术企业的形象.人们在生产实践中看到,自动化给人们带来了极大的便利和产品质量上的保证,同时也减轻了人员的劳动强度,减少了人员上的编制.在许多复杂的生产进程中难以实现的目标操纵、整体优化、最正确决策等,熟练的操作工、技术人员或专家、治理者却能够容易判定和操作,能够取得中意的成效.人工智能的研究目标正是利用运算机来实现、模拟这些智能行为,通过人脑与运算机和谐工作,以人机结合的模式,为解决十分复杂的问题寻觅最正确的途径PLC的语言并非是咱们所想象的汇编语言或C语言来进行编程,而是采纳原有的继电器操纵的梯形图,使得电气工程师在编写程序时很容易就明白得了PLC的语言,而且很多的非电气专业人士也对PLC专门快熟悉并深切。
可编程控制器外文翻译、中英文翻译、外文文献翻译
毕业设计中英文翻译院系专业班级姓名学号指导教师20**年 4 月Programmable Logic Controllers (PLC)1、MotivationProgrammable Logic Controllers (PLC), a computing device invented by Richard E. Morley in 1968, have been widely used in industry including manufacturing systems, transportation systems, chemical process facilities, and many others. At that time, the PLC replaced the hardwired logic with soft-wired logic or so-called relay ladder logic (RLL), a programming language visually resembling the hardwired logic, and reduced thereby the configuration time from 6 months down to 6 days [Moody and Morley, 1999].Although PC based control has started to come into place, PLC based control will remain the technique to which the majority of industrial applications will adhere due to its higher performance, lower price, and superior reliability in harsh environments. Moreover, according to a study on the PLC market of Frost and Sullivan [1995], an increase of the annual sales volume to 15 million PLCs per year with the hardware value of more than 8 billion US dollars has been predicted, though the prices of computing hardware is steadily dropping. The inventor of the PLC, Richard E Morley, fairly considers the PLC market as a 5-billion industry at the present time.Though PLCs are widely used in industrial practice, the programming of PLC based control systems is still very much relying on trial-and-error. Alike software engineering, PLC software design is facing the software dilemma or crisis in a similar way. Morley himself emphasized this aspect most forcefully by indicating [Moody and Morley, 1999, p. 110]:`If houses were built like software projects, a single woodpecker could destroy civilization.”Particularly, practical problems in PLC programming are to eliminate software bugs and to reduce the maintenance costs of old ladder logic programs. Though the hardware costs of PLCs are dropping continuously, reducing the scan time of the ladder logic is still an issue in industry so that low-cost PLCs can be used.In general, the productivity in generating PLC is far behind compared to other domains, for instance, VLSI design, where efficient computer aided design tools are in practice. Existent software engineering methodologies are not necessarily applicable to the PLC basedsoftware design because PLC-programming requires a simultaneous consideration of hardware and software. The software design becomes, thereby, more and more the major cost driver. In many industrial design projects, more than SO0/a of the manpower allocated for the control system design and installation is scheduled for testing and debugging PLC programs [Rockwell, 1999].In addition, current PLC based control systems are not properly designed to support the growing demand for flexibility and reconfigurability of manufacturing systems. A further problem, impelling the need for a systematic design methodology, is the increasing software complexity in large-scale projects.PLCs (programmable logic controllers) are the control hubs for a wide variety of automated systems and processes. They contain multiple inputs and outputs that use transistors and other circuitry to simulate switches and relays to control equipment. They are programmable via software interfaced via standard computer interfaces and proprietary languages and network options.Programmable logic controllers I/O channel specifications include total number of points, number of inputs and outputs, ability to expand, and maximum number of channels. Number of points is the sum of the inputs and the outputs. PLCs may be specified by any possible combination of these values. Expandable units may be stacked or linked together to increase total control capacity. Maximum number of channels refers to the maximum total number of input and output channels in an expanded system. PLC system specifications to consider include scan time, number of instructions, data memory, and program memory. Scan time is the time required by the PLC to check the states of its inputs and outputs. Instructions are standard operations (such as math functions) available to PLC software. Data memory is the capacity for data storage. Program memory is the capacity for control software.Available inputs for programmable logic controllers include DC, AC, analog, thermocouple, RTD, frequency or pulse, transistor, and interrupt inputs. Outputs for PLCs include DC, AC, relay, analog, frequency or pulse, transistor, and triac. Programming options for PLCs include front panel, hand held, and computer.Programmable logic controllers use a variety of software programming languages for control. These include IEC 61131-3, sequential function chart (SFC), function block diagram (FBD), ladder diagram (LD), structured text (ST), instruction list (IL), relay ladder logic (RLL), flow chart, C, and Basic. The IEC 61131-3 programming environment provides support for five languages specified by the global standard: Sequential Function Chart,Function Block Diagram, Ladder Diagram, Structured Text, and Instruction List. This allows for multi-vendor compatibility and multi-language programming. SFC is a graphical language that provides coordination of program sequences, supporting alternative sequence selections and parallel sequences. FBD uses a broad function library to build complex procedures in a graphical format. Standard math and logic functions may be coordinated with customizable communication and interface functions. LD is a graphic language for discrete control and interlocking logic. It is completely compatible with FBD for discrete function control. ST is a text language used for complex mathematical procedures and calculations less well suited to graphical languages. IL is a low-level language similar to assembly code. It is used in relatively simple logic instructions. Relay Ladder Logic (RLL), or ladder diagrams, is the primary programming language for programmable logic controllers (PLCs). Ladder logic programming is a graphical representation of the program designed to look like relay logic. Flow Chart is a graphical language that describes sequential operations in a controller sequence or application. It is used to build modular, reusable function libraries. C is a high level programming language suited to handle the most complex computation, sequential, and data logging tasks. It is typically developed and debugged on a PC. BASIC is a high level language used to handle mathematical, sequential, data capturing and interface functions.Programmable logic controllers can also be specified with a number of computer interface options, network specifications and features. PLC power options, mounting options and environmental operating conditions are all also important to consider.2、ResumeA PLC (programmable Logic Controller) is a device that was invented to replace the necessary sequential relay circuits for control.The PLC works by looking at its input and depending upon their state, turning on/off its outputs. The user enters a program, usually via software or programmer, which gives the desired results.PLC is used in many "real world" applications. If there is industry present, chance are good that there is a PLC present. If you are involved in machining, packing, material handling, automated assembly or countless other industries, you are probably already using them. If you are not, you are wasting money and time. Almost any application that needs some type of electrical control has a need for a PLC.For example, let's assume that when a switch turns on we want to turn a solenoid on for 5second and then turn it off regardless of how long the switch is on for. We can do this with a simple external timer. But what if the process included 10 switches and solenoids? We should need 10 external times. What if the process also needed to count how many times the switch individually turned on? We need a lot of external counters.As you can see the bigger the process the more of a need we have for a PLC. We can simply program the PLC to count its input and turn the solenoids on for the specified time.We will take a look at what is considered to be the "top 20" PLC instructions. It can be safely estimated that with a firm understanding of these instructions one can solve more than 80% of the applications in existence.Of course we will learn more than just these instruction to help you solve almost ALL potential PLC applications.The PLC mainly consists of a CPU, memory areas, and appropriate circuits to receive input/output data. We can actually consider the PLC to be a box full of hundreds or thousands of separate relay, counters, times and data storage locations,Do these counters,timers, etc. really exist? No,they don't "physically" exist but rather they simulated and be considered software counters, timers, etc. . These internal relays are simulated through bit locations in registers.What does each part do? Let me tell you.Input RelaysThese are connected to the outside world.They physically exsit and receive signals from switches,sensors,ect..Typically they are not relays but rather they are transistors.Internal Utility RelaysThese do not receive signals from the outside world nor do they physically exist.they are simulated relays and are what enables a PLC to eliminate external relays.There are also some special relays that are dedicated to performing only one task.Some are always on while some are always off.Some are on only once during power-on and are typically used for initializing data that was stored.CountersThese again do not physically exist. They are simulated counters and they can be programmed to count pulses.Typically these counters can count up,down or both up anddown.Since they are simulated,they are limited in their counting speed.Some manufacturers also include high-speed counters that are hardware based.We think of these as physically existing.Most times these counters can count up,down or up and down.TimersThese also do not physically exist.They come in many varieties and increments.The most common type is an on-delay type.Others include off-delays and both retentive and non-retentive types.Increments vary from 1ms through 1s.Output RelaysThere are connected to the outside world.They physically exist and send on/off signals to solenoids,lights,etc..They can be transistors,relays,or triacs depending upon the model chosen Data StorageTypically there are registers assigned to simply store data.They are usually used as temporary storage for math or data manipulation.They can also typically be used to store data when power is removed form the PLC.Upon power-up they will still have the same contents as before power was moved.Very convenient and necessary!A PLC works by continually scanning a program.We can think of this scan cycle as consisting of 3 important steps.There are typically more than 3 but we can focus on the important parts and not worry about the others,Typically the others are checking the system and updating the current internal counter and timer values,Step 1 is to check input status,First the PLC takes a look at each input to determine if it is on off.In other words,is the sensor connected to the first input on?How about the third...It records this data into its memory to be used during the next step.Step 2 is to execute program.Next the PLC executes your program one instruction at a time.Maybe your program said that if the first input was on then it should turn on the first output.Since it already knows which inputs are on/off from the previous step,it will be able to decide whether the first output should be turned on based on the state of the first input.It will store the execution results for use later during the next step.Step 3 is to update output status.Finally the PLC updates the status the outputs.It updates the outputs based on which inputs were on during the first step and the results executing your program during the second step.Based on the example in step 2 it would now turn on the firstoutput because the first input was on and your program said to turn on the first output when this condition is true.After the third step the PLC goes back to step one repeats the steps continuously.One scan time is defined as the time it takes to execute the 3 steps continuously.One scan time is defined as the time it takes to execute the 3 steps listed above.Thus a practical system is controlled to perform specified operations as desired.3、PLC StatusThe lack of keyboard, and other input-output devices is very noticeable on a PLC. On the front of the PLC there are normally limited status lights. Common lights indicate;power on - this will be on whenever the PLC has powerprogram running - this will often indicate if a program is running, or if no program is runningfault - this will indicate when the PLC has experienced a major hardware or software problemThese lights are normally used for debugging. Limited buttons will also be provided for PLC hardware. The most common will be a run/program switch that will be switched to program when maintenance is being conducted, and back to run when in production. This switch normally requires a key to keep unauthorized personnel from altering the PLC program or stopping execution. A PLC will almost never have an on-off switch or reset button on the front. This needs to be designed into the remainder of the system.The status of the PLC can be detected by ladder logic also. It is common for programs to check to see if they are being executed for the first time, as shown in Figure 1. The ’first scan’ input will be true on the very first time the ladder logic is scanned, but false on every other scan. In this case the address for ’first scan’ in a PLC-5 is ’S2:1/14’. With the logic in the example the first scan will seal on ’light’, until ’clear’ is turned on. So the light will turn on after the PLC has been turned on, but it will turn off and stay off after ’clear’ is turned on. The ’first scan’ bit is also referred to at the ’first pass’ bit.Figure 1 An program that checks for the first scan of the PLC4、Memory TypesThere are a few basic types of computer memory that are in use today.RAM (Random Access Memory) - this memory is fast, but it will lose its contents when power is lost, this is known as volatile memory. Every PLC uses this memory for the central CPU when running the PLC.ROM (Read Only Memory) - this memory is permanent and cannot be erased. It is often used for storing the operating system for the PLC.EPROM (Erasable Programmable Read Only Memory) - this is memory that can be programmed to behave like ROM, but it can be erased with ultraviolet light and reprogrammed.EEPROM (Electronically Erasable Programmable Read Only Memory) – This memory can store programs like ROM. It can be programmed and erased using a voltage, so it is becoming more popular than EPROMs.All PLCs use RAM for the CPU and ROM to store the basic operating system for the PLC. When the power is on the contents of the RAM will be kept, but the issue is what happens when power to the memory is lost. Originally PLC vendors used RAM with a battery so that the memory contents would not be lost if the power was lost. This method is still in use, but is losing favor. EPROMs have also been a popular choice for programming PLCs. The EPROM is programmed out of the PLC, and then placed in the PLC. When the PLC is turned on the ladder logic program on the EPROM is loaded into the PLC and run. This method can be very reliable, but the erasing and programming technique can be time consuming. EEPROM memories are a permanent part of the PLC, and programs can be stored in them like EPROM. Memory costs continue to drop, and newer types (such as flash memory) are becoming available, and these changes will continue to impact PLCs.5、Objective and Significance of the ThesisThe objective of this thesis is to develop a systematic software design methodology for PLC operated automation systems. The design methodology involves high-level description based on state transition models that treat automation control systems as discrete event systems, a stepwise design process, and set of design rules providing guidance and measurements to achieve a successful design. The tangible outcome of this research is to find a way to reduce the uncertainty in managing the control software development process, that is, reducing programming and debugging time and their variation, increasing flexibility of theautomation systems, and enabling software reusability through modularity. The goal is to overcome shortcomings of current programming strategies that are based on the experience of the individual software developer.A systematic approach to designing PLC software can overcome deficiencies in the traditional way of programming manufacturing control systems, and can have wide ramifications in several industrial applications. Automation control systems are modeled by formal languages or, equivalently, by state machines. Formal representations provide a high-level description of the behavior of the system to be controlled. State machines can be analytically evaluated as to whether or not they meet the desired goals. Secondly, a state machine description provides a structured representation to convey the logical requirements and constraints such as detailed safety rules. Thirdly, well-defined control systems design outcomes are conducive to automatic code generation- An ability to produce control software executable on commercial distinct logic controllers can reduce programming lead-time and labor cost. In particular, the thesis is relevant with respect to the following aspect Customer-Driven ManufacturingIn modern manufacturing, systems are characterized by product and process innovation, become customer-driven and thus have to respond quickly to changing system requirements.A major challenge is therefore to provide enabling technologies that can economically reconfigure automation control systems in response to changing needs and new opportunities. Design and operational knowledge can be reused in real-time, therefore, giving a significant competitive edge in industrial practice.Higher Degree of Design Automation and Software QualityStudies have shown that programming methodologies in automation systems have not been able to match rapid increase in use of computing resources. For instance, the programming of PLCs still relies on a conventional programming style with ladder logic diagrams. As a result, the delays and resources in programming are a major stumbling stone for the progress of manufacturing industry. Testing and debugging may consume over 50% of the manpower allocated for the PLC program design. Standards [IEC 60848, 1999; IEC-61131-3, 1993; IEC 61499, 1998; ISO 15745-1, 1999] have been formed to fix and disseminate state-of-the-art design methods, but they normally cannot participate in advancingthe knowledge of efficient program and system design.A systematic approach will increase the level of design automation through reusing existing software components, and will provide methods to make large-scale system design manageable. Likewise, it will improve software quality and reliability and will be relevant to systems high security standards, especially those having hazardous impact on the environment such as airport control, and public railroads.System ComplexityThe software industry is regarded as a performance destructor and complexity generator. Steadily shrinking hardware prices spoils the need for software performance in terms of code optimization and efficiency. The result is that massive and less efficient software code on one hand outpaces the gains in hardware performance on the other hand. Secondly, software proliferates into complexity of unmanageable dimensions; software redesign and maintenance-essential in modern automation systems-becomes nearly impossible. Particularly, PLC programs have evolved from a couple lines of code 25 years ago to thousands of lines of code with a similar number of 1/O points. Increased safety, for instance new policies on fire protection, and the flexibility of modern automation systems add complexity to the program design process. Consequently, the life-cycle cost of software is a permanently growing fraction of the total cost. 80-90% of these costs are going into software maintenance, debugging, adaptation and expansion to meet changing needs [Simmons et al., 1998].Design Theory DevelopmentToday, the primary focus of most design research is based on mechanical or electrical products. One of the by-products of this proposed research is to enhance our fundamental understanding of design theory and methodology by extending it to the field of engineering systems design. A system design theory for large-scale and complex system is not yet fully developed. Particularly, the question of how to simplify a complicated or complex design task has not been tackled in a scientific way. Furthermore, building a bridge between design theory and the latest epistemological outcomes of formal representations in computer sciences and operations research, such as discrete event system modeling, can advance future development in engineering design.Application in Logical Hardware DesignFrom a logical perspective, PLC software design is similar to the hardware design of integrated circuits. Modern VLSI designs are extremely complex with several million parts and a product development time of 3 years [Whitney, 1996]. The design process is normally separated into a component design and a system design stage. At component design stage, single functions are designed and verified. At system design stage, components are aggregated and the whole system behavior and functionality is tested through simulation. In general, a complete verification is impossible. Hence, a systematic approach as exemplified for the PLC program design may impact the logical hardware design.可编程控制器1、前言可编程序的逻辑控制器(PLC),是由Richard E.Morley 于1968年发明的,如今已经被广泛的应用于生产、运输、化学等工业中。
电气工程及其自动化专业 外文文献 英文文献 外文翻译 plc方面
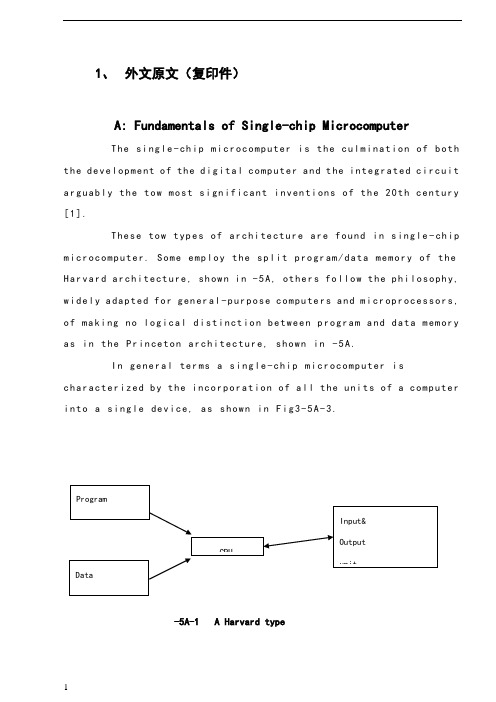
1、外文原文(复印件)A: Fundamentals of Single-chip MicrocomputerTh e si ng le-ch i p mi cr oc om pu ter is t he c ul mi nat i on o f bo th t h e d ev el op me nt o f th e d ig it al com p ut er an d t he int e gr at ed ci rc ui ta r gu ab ly th e t ow m os t s i gn if ic ant i nv en ti on s o f t h e 20t h c en tu ry[1].Th es e to w typ e s of a rc hi te ctu r e ar e fo un d i n s in gl e-ch ip m i cr oc om pu te r. So m e em pl oy t he sp l it p ro gr am/d ata me mo ry o f th e H a rv ar d ar ch it ect u re, sh ow n i n -5A, ot he rs fo ll ow th e ph i lo so ph y, w i de ly a da pt ed fo r g en er al-p ur pos e c om pu te rs an d m i cr op ro ce ss or s, o f m a ki ng no lo gi c al di st in ct io n b e tw ee n p ro gr am a n d da t a m em ory a s i n th e Pr in cet o n ar ch it ec tu re,sh ow n in-5A.In g en er al te r ms a s in gl e-chi p m ic ro co mp ut er i sc h ar ac te ri zed b y the i nc or po ra tio n of al l t he uni t s o f a co mp ut er i n to a s in gl e dev i ce, as s ho wn in Fi g3-5A-3.-5A-1 A Harvard type-5A. A conventional Princeton computerFig3-5A-3. Principal features of a microcomputerRead only memory (ROM).R OM i s u su al ly f or th e p er ma ne nt, n o n-vo la ti le s tor a ge o f an a pp lic a ti on s pr og ra m .M an ym i cr oc om pu te rs an d mi cr oc on tr ol le r s a re in t en de d fo r h ig h-v ol ume a p pl ic at io ns a nd h en ce t he e co nom i ca l ma nu fa ct ure of t he d ev ic es r e qu ir es t ha t the co nt en ts o f the pr og ra m me mo ry b e co mm it te dp e rm an en tl y d ur in g th e m an uf ac tu re o f c hi ps . Cl ear l y, th is im pl ie sa ri g or ou s a pp roa c h t o R OM co de d e ve lo pm en t s in ce c ha ng es ca nn otb e m ad e af te r man u fa ct ur e .T hi s d e ve lo pm en t pr oce s s ma y in vo lv e e m ul at io n us in g a s op hi st ic at ed deve lo pm en t sy st em w i th a ha rd wa re e m ul at io n ca pa bil i ty a s we ll a s th e u se of po we rf ul so ft wa re t oo ls.So me m an uf act u re rs p ro vi de ad d it io na l RO M opt i on s byi n cl ud in g i n th ei r ra ng e de vi ce s wi th (or i nt en de d fo r us e wi th) u s er pr og ra mm ab le m em or y. Th e s im p le st of th es e i s us ua ll y d ev ice w h ic h ca n op er ate in a m ic ro pr oce s so r mo de b y usi n g so me o f th e i n pu t/ou tp ut li ne s as a n ad dr es s an d da ta b us f or acc e ss in g e xt er na l m e mo ry. T hi s t ype o f d ev ic e c an b e ha ve fu nc ti on al l y a s t he si ng le c h ip mi cr oc om pu te r fr om wh ic h i t i s de ri ve d a lb eit w it h r es tr ic ted I/O an d a mo di fie d e xt er na l ci rcu i t. T he u se o f t h es e RO Ml es sd e vi ce s is c om mo n e ve n in p ro du ct io n c ir cu it s wh er e t he v ol um e do es n o t ju st if y th e d e ve lo pm en t co sts of c us to m on-ch i p RO M[2];t he re c a n st il l b e a si g ni fi ca nt s a vi ng in I/O a nd ot he r c hi ps co mp ar ed t o a c on ve nt io nal mi cr op ro ce ss or b as ed c ir cu it. M o re e xa ctr e pl ac em en t fo r RO M d ev ic es c an b e o bt ai ne d in t he f o rm o f va ri an ts w i th 'pi gg y-ba ck'EP RO M(Er as ab le p ro gr am ma bl e ROM)s oc ke ts o rd e vi ce s w it h EP ROM i ns te ad o f R OM 。
(完整版)PLC英文文献+翻译

自动化专业本科毕业设计英文翻译学院(部):专业班级:学生姓名:指导教师:年月日Programmable Logic ControllerONE:PLC overviewProgrammable controller is the first in the late 1960s in the United States, then called PLC programmable logic controller (Programmable Logic Controller) is used to replace relays. For the implementation of the logical judgment, timing, sequence number, and other control functions. The concept is presented PLC General Motors Corporation. PLC and the basic design is the computer functional improvements, flexible, generic and other advantages and relay control system simple and easy to operate, such as the advantages of cheap prices combined controller hardware is standard and overall. According to the practical application of target software in order to control the content of the user procedures memory controller, the controller and connecting the accused convenient target.In the mid-1970s, the PLC has been widely used as a central processing unit microprocessor, import export module and the external circuits are used, large-scale integrated circuits even when the Plc is no longer the only logical (IC) judgment functions also have data processing, PID conditioning and data communications functions. International Electro technical Commission (IEC) standards promulgated programmable controller for programmable controller draft made the following definition : programmable controller is a digital electronic computers operating system, specifically for applications in the industrial design environment. It used programmable memory, used to implement logic in their internal storage operations, sequence control, timing, counting and arithmetic operations, such as operating instructions, and through digital and analog input and output, the control of various types of machinery or production processes. Programmable controller and related peripherals, and industrial control systems easily linked to form a whole, to expand its functional design. Programmable controller for the user, is a non-contact equipment, the procedures can be changed to change production processes. The programmable controller has become a powerful tool for factory automation, widely popular replication.Programmable controller is user-oriented industries dedicated control computer, with many distinctive features.First, high reliability, anti-interference capability;Second,programming visual, simple;Third, adaptability good;Fourth functional improvements, strong functional interface. TWO:History of PLCProgrammable Logic Controllers (PLC), a computing device invented by Richard E. Morley in 1968, have been widely used in industry including manufacturing systems, transportation systems, chemical process facilities, and many others. At that time, the PLC replaced the hardwired logic with soft-wired logic or so-called relay ladder logic (RLL), a programming language visually resembling the hardwired logic, and reduced thereby the configuration time from 6 months down to 6 days [Moody and Morley, 1999].Although PC based control has started to come into place, PLC based control will remain the technique to which the majority of industrial applications will adhere due to its higher performance, lower price, and superior reliability in harsh environments. Moreover, according to a study on the PLC market of Frost and Sullivan [1995], an increase of the annual sales volume to 15 million PLC per year with the hardware value of more than 8 billion US dollars has been predicted, though the prices of computing hardware is steadily dropping. The inventor of the PLC, Richard E Morley, fairly considers the PLC market as a 5-billion industry at the present time.Though PLCs are widely used in industrial practice, the programming of PLC based control systems is still very much relying on trial-and-error. Alike software engineering, PLC software design is facing the software dilemma or crisis in a similar way. Morley himself emphasized this aspect most forcefully by indicatingIf houses were built like software projects, a single woodpecker could d estroy civilization.”Particularly, practical problems in PLC programming are to eliminate software bugs and to reduce the maintenance costs of old ladderlogic programs. Though the hardware costs of PLC are dropping continuously, reducing the scan time of the ladder logic is still an issue in industry so that low-cost PLC can be used.In general, the productivity in generating PLC is far behind compared to other domains, for instance, VLSI design, where efficient computer aided design tools are in practice. Existent software engineering methodologies are not necessarily applicable to the PLC based software design because PLC-programming requires a simultaneous consideration of hardware and software. The software design becomes, thereby, more and more the major cost driver. In many industrial design projects, more than of the manpower allocated for the control system design and installation is scheduled for testing and debugging PLC programs.In addition, current PLC based control systems are not properly designed to support the growing demand for flexibility and reconfigurability of manufacturing systems. A further problem, impelling the need for a systematic design methodology, is the increasing software complexity in large-scale projects.The objective of this thesis is to develop a systematic software design methodology for PLC operated automation systems. The design methodology involves high-level description based on state transition models that treat automation control systems as discrete event systems, a stepwise design process, and set of design rules providing guidance and measurements to achieve a successful design. The tangible outcome of this research is to find a way to reduce the uncertainty in managing the control software development process, that is, reducing programming and debugging time and their variation, increasing flexibility of the automation systems, and enabling software reusability through modularity. The goal is to overcome shortcomings of current programming strategies that are based on the experience of the individual software developer. Three:now of PLCFrom the structure is divided into fixed PLC and Module PLC, the two kinds of PLC including CPU board, I/O board, display panel, memory block, power, these elements into a do not remove overall. Module type PLC including CPU module, I/O modules, memory, thepower modules, bottom or a frame, these modules can be according to certain rules combination configuration.In the user view, a detailed analysis of the CPU's internal unnecessary, but working mechanism of every part of the circuit. The CPU control works, by it reads CPU instruction, interprets the instruction and executes instructions. But the pace of work by shock signal control.Unit work under the controller command used in a digital or logic operations.In computing and storage register of computation result, it is also among the controller command and work. CPU speed and memory capacity is the important parameters fot PLC . its determines the PLC speed of work, IO PLC number and software capacity, so limits to control size.Central Processing Unit (CPU) is the brain of a PLC controller. CPU itself is usually one of the microcontrollers. Aforetime these were 8-bit microcontrollers such as 8051, and now these are 16-and 32-bit microcontrollers. Unspoken rule is that you’ll find mostly Hitachi and Fujicu microcontrollers in PLC controllers by Japanese makers, Siemens in European controllers, and Motorola microcontrollers in American ones. CPU also takes care of communication, interconnectedness among other parts of PLC controllers, program execution, memory operation, overseeing input and setting up of an output.System memory (today mostly implemented in FLASH technology) is used by a PLC for a process control system. Aside form. this operating system it also contains a user program translated foram ladder diagram to a binary form. FLASH memory contents can be changed only in case where user program is being changed. PLC controllers were used earlier instead of PLASH memory and have had EPROM memory instead of FLASH memory which had to be erased with UV lamp and programmed on programmers. With the use of FLASH technology this process was greatly shortened. Reprogramming a program memory is done through a serial cable in a program for application development.User memory is divided into blocks having special functions. Some parts of a memory are used for storing input and output status. The real status of an input is stored either as “1”or as “0”in a specific memory bit/each input or output has one corresponding bit in memory. Other parts of memory are used to store variable contents for variables used in used program. For example, time value, or counter value would be stored in this part of the memory.PLC controller can be reprogrammed through a computer (usual way), but also through manual programmers (consoles). This practically means that each PLC controller can programmed through a computer if you have the software needed for programming. Today’s transmission computers are ideal for reprogramming a PLC controller in factory itself. This is of great importance to industry. Once the system is corrected, it is also important to read the right program into a PLC again. It is also good to check from time to time whether program in a PLC has not changed. This helps to avoid hazardous situations in factory rooms (some automakers have established communication networks which regularly check programs in PLC controllers to ensure execution only of good programs).Almost every program for programming a PLC controller possesses various useful options such as: forced switching on and off of the system input/outputs (I/O lines), program follow up in real time as well as documenting a diagram. This documenting is necessary to understand and define failures and malfunctions. Programmer can add remarks, names of input or output devices, and comments that can be useful when finding errors, or with system maintenance. Adding comments and remarks enables any technician (and not just a person who developed the system) to understand a ladder diagram right away. Comments and remarks can even quote precisely part numbers if replacements would be needed. This would speed up a repair of any problems that come up due to bad parts. The old way was such that a person who developed a system had protection on the program, so nobody aside from this person could understand how it was done. Correctly documented ladder diagram allows any technician to understand thoroughly how system functions.Electrical supply is used in bringing electrical energy to central processing unit. Most PLC controllers work either at 24 VDC or 220V AC. On some PLC controllers you’ll find electrical supply as a separatemodule. Those are usually bigger PLC controllers, while small and medium series already contain the supply module. User has to determine how much current to take from I/O module to ensure that electrical supply provides appropriate amount of current. Different types of modules use different amounts of electrical current.This electrical supply is usually not used to start external input or output. User has to provide separate supplies in starting PLC controller inputs because then you can ensure so called “pure” supply for the PLC controller. With pure supply we mean supply where industrial environment can not affect it damagingly. Some of the smaller PLC controllers supply their inputs with voltage from a small supply source already incorporated into a PLC.Four:PLC design criteriaA systematic approach to designing PLC software can overcome deficiencies in the traditional way of programming manufacturing control systems, and can have wide ramifications in several industrial applications. Automation control systems are modeled by formal languages or, equivalently, by state machines. Formal representations provide a high-level description of the behavior of the system to be controlled. State machines can be analytically evaluated as to whether or not they meet the desired goals. Secondly, a state machine description provides a structured representation to convey the logical requirements and constraints such as detailed safety rules. Thirdly, well-defined control systems design outcomes are conducive to automatic code generation- An ability to produce control software executable on commercial distinct logic controllers can reduce programming lead-time and labor cost. In particular, the thesis is relevant with respect to the following aspects.In modern manufacturing, systems are characterized by product and process innovation, become customer-driven and thus have to respond quickly to changing system requirements. A major challenge is therefore to provide enabling technologies that can economically reconfigure automation control systems in response to changing needs and new opportunities. Design and operational knowledge can be reused inreal-time, therefore, giving a significant competitive edge in industrial practice.Studies have shown that programming methodologies in automation systems have not been able to match rapid increase in use of computing resources. For instance, the programming of PLC still relies on a conventional programming style with ladder logic diagrams. As a result, the delays and resources in programming are a major stumbling stone for the progress of manufacturing industry. Testing and debugging may consume over 50% of the manpower allocated for the PLC program design. Standards [IEC 60848, 1999; IEC-61131-3, 1993; IEC 61499, 1998; ISO 15745-1, 1999] have been formed to fix and disseminate state-of-the-art design methods, but they normally cannot participate in advancing the knowledge of efficient program and system design.A systematic approach will increase the level of design automation through reusing existing software components, and will provide methods to make large-scale system design manageable. Likewise, it will improve software quality and reliability and will be relevant to systems high security standards, especially those having hazardous impact on the environment such as airport control, and public railroads.The software industry is regarded as a performance destructor and complexity generator. Steadily shrinking hardware prices spoils the need for software performance in terms of code optimization and efficiency. The result is that massive and less efficient software code on one hand outpaces the gains in hardware performance on the other hand. Secondly, software proliferates into complexity of unmanageable dimensions; software redesign and maintenance-essential in modern automation systems-becomes nearly impossible. Particularly, PLC programs have evolved from a couple lines of code 25 years ago to thousands of lines of code with a similar number of 1/O points. Increased safety, for instance new policies on fire protection, and the flexibility of modern automation systems add complexity to the program design process. Consequently, the life-cycle cost of software is a permanently growing fraction of the total cost. 80-90% of these costs are going into software maintenance, debugging, adaptation and expansion to meet changing needs.Today, the primary focus of most design research is based on mechanical or electrical products. One of the by-products of this proposed research is to enhance our fundamental understanding of design theory and methodology by extending it to the field of engineering systems design. A system design theory for large-scale and complex system is not yet fully developed. Particularly, the question of how to simplify a complicated or complex design task has not been tackled in a scientific way. Furthermore, building a bridge between design theory and the latest epistemological outcomes of formal representations in computer sciences and operations research, such as discrete event system modeling, can advance future development in engineering design.From a logical perspective, PLC software design is similar to the hardware design of integrated circuits. Modern VLSI designs are extremely complex with several million parts and a product development time of 3 years [Whitney, 1996]. The design process is normally separated into a component design and a system design stage. At component design stage, single functions are designed and verified. At system design stage, components are aggregated and the whole system behavior and functionality is tested through simulation. In general, a complete verification is impossible. Hence, a systematic approach as exemplified for the PLC program design may impact the logical hardware design.可编程控制器一、PLC概述可编程控制器是60年代末在美国首先出现的,当时叫可编程逻辑控制器PLC(Programmable Logic Controller),目的是用来取代继电器。
自动化专业-外文文献-英文文献-外文翻译-plc方面

1、外文原文(复印件)A: Fundamentals of Single-chip MicrocomputerTh e si ng le-ch i p mi cr oc om pu ter is t he c ul mi nat i on o f bo th t h e d ev el op me nt o f th e d ig it al com p ut er an d t he int e gr at ed ci rc ui ta r gu ab ly th e t ow m os t s i gn if ic ant i nv en ti on s o f t h e 20t h c en tu ry[1].Th es e to w t ype s o f a rc hi te ct ur e a re fo un d i n s i ng le—ch ip m i cr oc om pu te r。
S o me em pl oy th e s p li t p ro gr am/d at a me mo ry of t he H a rv ar d ar ch it ect u re, sh ow n in Fi g.3-5A—1,ot he r s fo ll ow t hep h il os op hy, wi del y a da pt ed f or ge n er al—pu rp os e c o mp ut er s an dm i cr op ro ce ss or s, of ma ki ng no lo gi c al di st in ct io n be tw ee n p ro gr am a n d da ta m em or y a s i n th e Pr in cet o n ar ch it ec tu re,sh ow n in F ig。
3-5A-2.In g en er al te r ms a s in gl e—ch i p mi cr oc om pu ter isc h ar ac te ri zed b y the i nc or po ra tio n of al l t he uni t s o f a co mp ut er i n to a s in gl e de v i ce,as s ho wn i n F ig3—5A—3。
(完整版)PLC毕业设计的外文文献(及翻译)
PLC technique discussion and future developmentT.J.byersElectronic Test Equipment-principles and ApplicationsPrinceton University .AmericaAlong with the development of the ages, the technique that is nowadays is also gradually perfect, the competition plays more strong; the operation that list depends the artificial has already can't satisfied with the current manufacturing industry foreground, also can't guarantee the request of the higher quantity and high new the image of the technique business enterprise.The people see in produce practice, automate brought the tremendous convenience and the product quantities for people up of assurance, also eased the personnel's labor strength, reduce the establishment on the personnel. The target control of the hard realization in many complicated production lines, whole and excellent turn, the best decision etc, well-trained operation work, technical personnel or expert, governor but can judge and operate easily, can acquire the satisfied result. The research target of the artificial intelligence makes use of the calculator exactly to carry out, imitate these intelligences behavior, moderating the work through person's brain and calculators, with the mode that person's machine combine, for resolve the very complicated problem to look for the best path.We come in sight of the control that links after the electric appliances in various situation, that is already the that time generation past, now of after use in the mold a perhaps simple equipments of grass-roots control that the electric appliances can do for the low level only; And the PLC emergence also became the epoch-making topic, adding the vivid software control through a very and stable hardware, making the automation head for the new high tide.The PLC biggest characteristics lie in: The electrical engineering teacher already no longer electric hardware up too many calculations of cost, as long as order the importation that the button switch or the importation of the sensors order to link the PLC up can solve problem, pass to output to order the conjunction contact machine or control the start equipments of the big power after the electric appliances, but the exportation equipmentsdirect conjunction of the small power can.PLC internal containment have the CPU of the CPU, and take to have an I/ O for expand of exterior to connect a people's address and saving machine three big pieces to constitute, CPU core is from an or many is tired to add the machine to constitute, mathematics that they have the logic operation ability, and can read the procedure save the contents of the machine to drive the homologous saving machine and I/ Os to connect after pass the calculation; The I/ O add inner part is tired the input and output system of the machine and exterior link, and deposit the related data into the procedure saving machine or data saving machine; The saving machine can deposit the data that the I/ O input in the saving machine, and in work adjusting to become tired to add the machine and I/ Os to connect, saving machine separately saving machine RAM of the procedure saving machine ROM and dates, the ROM can do deposit of the data permanence in the saving machine, but RAM only for the CPU computes the temporary calculation usage of hour of buffer space.The PLC anti- interference is very and excellent, our root need not concern its service life and the work situation bad, these all problems have already no longer become the topic that we fail, but stay to our is a concern to come to internal resources of make use of the PLC to strengthen the control ability of the equipments for us, make our equipments more gentle.PLC language is not we imagine of edit collected materials the language or language of Cs to carry on weaving the distance, but the trapezoid diagram that the adoption is original after the electric appliances to control, make the electrical engineering teacher while weaving to write the procedure very easy comprehended the PLC language, and a lot of non- electricity professional also very quickly know and go deep into to the PLC.Is PLC one of the advantage above and only, this is also one part that the people comprehend more and easily, in a lot of equipments, the people have already no longer hoped to see too many control buttons, they damage not only and easily and produce the artificial error easiest, small is not a main error perhaps you can still accept; But lead even is a fatal error greatly is what we can't is tolerant of. New technique always for bringing more safe and convenient operation for us, make we a lot of problems for face on sweep but light, do you understand the HMI? Says the HMI here you basically not clear what it is, also have no interest understanding, change one inside text explains it into the touch to hold orman-machine interface you knew, it combines with the PLC to our larger space.HMI the control not only is reduced the control press button, increase the vivid of the control, more main of it is can sequence of, and at can the change data input to output the feedback with data, control in the temperature curve of imitate but also can keep the manifestation of view to come out. And can write the function help procedure through a plait to provide the help of various what lies in one's power, the one who make operate reduces the otiose error. Currently the HMI factory is also more and more, the function is also more and more strong, the price is also more and more low, and the noodles of the usage are wide more and more. The HMI foreground can say that think to be good.At a lot of situations, the list is a smooth movement that can't guarantee the equipments by the control of the single machine, but pass the information exchanges of the equipments and equipments to attain the result that we want. For example fore pack and the examination of the empress work preface, we will arrive wrapping information feedback to examine the place, and examine the information of the place to also want the feedback to packing. Pass the information share thus to make both the chain connect, becoming a total body, the match of your that thus make is more close, at each other attain to reflect the result that mutually flick.The PLC correspondence has already come more body now its value, at the PLC and correspondence between Places, can pass the communication of the information and the share of the data’s to guarantee that of the equipments moderates mutually, the result that arrive already to repair with each other. Data conversion the adoption RS232 between PLC connect to come to the transmission data, but the RS232 pick up a people and can guarantee 10 meters only of deliver the distance, if in the distance of 1000 meters we can pass the RS485 to carry on the correspondence, the longer distance can pass the MODEL only to carry on deliver.The PLC data transmission is just to be called a form to it in a piece of and continuous address that the data of the inner part delivers the other party, we, the PLC of the other party passes to read data in the watch to carry on the operation. If the data that data in the watch is a to establish generally, that is just the general data transmission, for example today of oil price rise, I want to deliver the price of the oil price to lose the oil ally on board, that is the share of the data; But take data in the watch for an instruction procedure that controls the PLC, that had the difficulty very much, for example you have to control one pedestal robot to pressthe action work that you imagine, you will draw up for it the form that a procedure combine with the data sends out to pass by.The form that information transport contain single work, the half a work and the difference of a workers .The meaning of the single work also is to say both, a can send out only, but a can receive only, for example a spy he can receive the designation of the superior only, but can't give the superior reply; A work of half is also 2 and can send out similar to accept the data, but can't send out and accept at the same time, for example when you make a phone call is to can't answer the phone, the other party also; But whole pair works is both can send out and accept the data, and can send out and accept at the same time. Be like the Internet is a typical example.The process that information transport also has synchronous and different step cent: The data line and the clock lines are synchronous when synchronous meaning lie in sending out the data, is also the data signal and the clock signals to be carry on by the CPU to send out at the same time, this needs to all want the specialized clock signal each other to carry on the transmission and connect to send, and is constrained, the characteristics of this kind of method lies in its speed very quick, but correspond work time of take up the CPU and also want to be long oppositely, at the same time the technique difficulty also very big. Its request lies in canting have an error margins in a dates deliver, otherwise the whole piece according to compare the occurrence mistake, this on the hardware is a bigger difficulty. Applied more and more extensive in some appropriative equipments, be like the appropriative medical treatment equipments, the numerical signal equipments...etc., in compare the one data deliver, its result is very good.And the different step is an application the most extensive, this receive benefit in it of technique difficulty is opposite and want to be small, at the same time not need to prepare the specialized clock signal, its characteristics to lie in, its data is partition, the long-lost send out and accept, be the CPU is too busy of time can grind to a stop sex to work, also reduced the difficulty on the hardware, the data throw to lose at the same time opposite want to be little, we can pass the examination of the data to observe whether the data that we send out has the mistake or not, be like strange accidentally the method, tired addition and eight efficacies method etc, can use to helps whether the data that we examine to send out have or not themistake occurrence, pass the feedback to carry on the discriminator.A line of transmission of the information contains a string of and combines the cent of: The usual PLC is 8 machines, certainly also having 16 machines. We can be at the time of sending out the data a send out to the other party, also can be 88 send out the data to the other party, and 8 differentiations are also the as that we say to send out the data and combine sends out the data. A speed is more and slowly, but as long as 2 or three lines can solve problem, and can use the telephone line to carry on the long range control. But combine the ocular transmission speed is very quick of, it is a string of ocular of 25600%, occupy the advantage in the short distance, the in view of the fact TTL electricity is even, being limited by the scope of one meter generally, it combine unwell used for the data transmission of the long pull, thus the cost is too expensive.Under a lot of circumstances we are total to like to adopt the string to combine the conversion chip to carry on deliver, under this kind of circumstance not need us to carry on to deposited the machine to establish too and complicatedly, but carry on the data exchanges through the data transmission instruction directly, but is not a very viable way in the correspondence, because the PLC of the other party must has been wait for your data exportation at the time of sending out the data, it can't do other works.When you are reading the book, you hear someone knock on door, you stop to start up of affair, open the door and combine to continue with the one who knock on door a dialogue, the telephone of this time rang, you signal hint to connect a telephone, after connecting the telephone through, return overdo come together knock on door to have a conversation, after dialogue complete, you continue again to see your book, this kind of circumstance we are called the interruption to it, it has the authority, also having sex of have the initiative, the PLC had such function .Its characteristics lie in us and may meet the urgently abrupt affairs in the operation process of the equipments, we want to stop to start immediately up of work, the whereabouts manages the more important affair, this kind of circumstance is we usually meet of, PLC while carry out urgent mission, total will keep the current appearance first, for example the address of the procedure, CPU of tired add the machine data etc., be like to stick down which the book that we see is when we open the door the page or simply make a mark, because we treat and would still need to continue immediately after book of see the behind.The CPU always does the affair that should do according to our will, but your mistake of give it an affair, it also would be same to do, this we must notice.The interruption is not only a, sometimes existing jointly with the hour several inside break, break off to have the preferred Class, they will carry out the interruption of the higher Class according to person's request. This kind of breaks off the medium interruption to also became to break off the set. The Class that certainly breaks off is relevant according to various resources of CPU with internal PLC; also following a heap of capacity size of also relevant fasten.The contents that break off has a lot of kinds, for example the exterior break off, correspondence in of send out and accept the interruption and settle and the clock that count break off, still have the WDT to reset the interruption etc., they enriched the CPU to respond to the category while handle various business. Speak thus perhaps you can't comprehend the internal structure and operation orders of the interruption completely also, we do a very small example to explain.Each equipment always will not forget a button, it also is at we meet the urgent circumstance use of that is nasty to stop the button. When we meet the Human body trouble and surprised circumstances we as long as press it, the machine stops all operations immediately, and wait for processing the over surprised empress recover the operation again. Nasty stop the internal I/ O of the internal CPU of the button conjunction PLC to connect up, be to press button an exterior to trigger signal for CPU, the CPU carries on to the I/ O to examine again, being to confirm to have the exterior to trigger the signal, CPU protection the spot breaks off procedure counts the machine turn the homologous exterior I/ O automatically in the procedure to go to also, be exterior interruption procedure processing complete, the procedure counts the machine to return the main procedure to continue to work. Have 1:00 can what to explain is we generally would nasty stop the button of exterior break off to rise to the tallest Class, thus guarantee the safety.When we are work a work piece, giving the PLC a signal, counting PLC inner part the machine add 1 to compute us for a day of workload, a count the machine and can solve problem in brief, certainly they also can keep the data under the condition of dropping the electricity, urging the data not to throw to lose, this is also what we hope earnestly.The PLC still has the function that the high class counts the machine, being us while accept some dates of high speed, the high speed that here say is the data of the in all aspects tiny second class, for example the bar code scanner is scanning the data continuously, calculating high-speed signal of the data processor DSP etc., we will adopt the high class to count the machine to help we carry on count. It at the PLC carries out the procedure once discover that the high class counts the machine to should of interruption, will let go of the work on the hand immediately. The trapezoid diagram procedure that passes by to weave the distance again explains the high class for us to carry out procedure to count machine would automatic performance to should of work, thus rise the Class that the high class counts the machine to high one Class.You heard too many this phrases perhaps:" crash", the meaning that is mostly is a workload of CPU to lead greatly, the internal resources shortage etc. the circumstance can't result in procedure circulate. The PLC also has the similar circumstance, there is a watchdog WDT in the inner part of PLC, we can establish time that a procedure of WDT circulate, being to appear the procedure to jump to turn the mistake in the procedure movement process or the procedure is busy, movement time of the procedure exceeds WDT constitution time, the CPU turn but the WDT reset the appearance. The procedure restarts the movement, but will not carry on the breakage to the interruption.The PLC development has already entered for network ages of correspondence from the mode of the one, and together other works control the net plank and I/ O card planks to carry on the share easily. A state software can pass all se hardwires link, more animation picture of keep the view to carries on the control, and cans pass the Internet to carry on the control in the foreign land, the blast-off that is like the absolute being boat No.5 is to adopt this kind of way to make airship go up the sky.The development of the higher layer needs our continuous effort to obtain. The PLC emergence has already affected a few persons fully, we also obtained more knowledge and precepts from the top one experience of the generation, coming to the continuous development PLC technique, push it toward higher wave tide.可编程控制器技术讨论与未来发展T.J.拜尔斯(电子测试设备原理及应用普林斯顿大学)随着时代的发展,当今的技术也日趋完善、竞争愈演愈烈;单靠人工的操作已不能满足于目前的制造业前景,也无法保证更高质量的要求和高新技术企业的形象。
外文翻译--PLC简介

外文翻译PLC introductionPLC is mainly index word arithmetic operations electrical system programmable logic controller, used to control the production process of mechanical. But a public limited company, the name of the power supply cord vehicles abbreviation. 1 the basic concept, the PLCEarly Programmable Controller called Programmable Logic Controller (PLC Programmable Controller, questions), it is mainly used to replace relay realize Logic control. With the development of technology, this kind of using microcomputer technology, industrial control device functionality is greatly exceed the logic control the scope, therefore, today this device called the programmable controller, or PC. But in order to avoid Personal Computer (Personal Computer), so will the abbreviation of confusion as PLC programmable controller, since 1966 PLC us data equipment company (DEC), and the current U.S. research appears, Japan, Germany's programmable controller quality is fine, the function is strong.1, the basic structure of PLCPLC is essentially a special in industrial control computer, its hardware structure with microcomputer is same, basically, basic structure for:A, powerPLC in the system of power plays a very important role. If have no a good and reliable power supply system is not work properly, so the manufacturers of the power of PLC design and manufacturing has paid much attention to. In general ac voltage fluctuation + 10% (+ 15%) range, can not take other measures and will PLC is connected directly to the exchange network upB. the central processing unit (CPU)The central processing unit (CPU) is the PLC control central. It according to the function of PLC system program gives receives and storage from programmer type of user programs and data; Check the power, storage, I/O and cordoned-off timer state,and can the syntax error diagnosis user programs. When PLC is put into operation, it first to scan all the way of receiving site condition and data input device, and separately deposited in the I/O image area, and then from the user program memory read the user program, through detailed explanation according to instructions commands after regulations logic or count operation results into the I/O image area or data register inside. All the user program execution after completion, the I/O image of each output state or output registers transfer data to the corresponding within the output device, so circulates run, until it stops running.In order to further improve the reliability of PLC in recent years, for large PLC also adopt double CPU constitute a redundant system, or adopt three CPU voting type system. So, even if a CPU malfunction, the whole system can still normal operation.C, memoryStorage system software of memory called system program memory.Storage application software of memory called the user program memory.D, input/output interface circuit1, field input interface circuit by optical coupling circuit and the input interface circuit, microcomputer PLC and on-the-spot control function is the UI input.2, field output interface circuit output data registers, chosen by electricity road and interrupt request circuit integration, the function of PLC output interface circuit through the site to site perform component of output corresponding control signals.E, function moduleSuch as counting, positioning, and other function modules.F, communication moduleAs Ethernet, RS485, profibus-dp communication module, etc.2, PLC principle of workA, scanning technologyWhen PLC investment after the operation, its working process generally divided into three stages, namely input sampling, the user program execution and output refresh three stages. Complete the above three stages as a scan cycle. In the whole operation period, PLC CPU with certain scanning speed repeating the above three stages.(a) input sampling stage in input sampling stage with scanning mode in turn, PLC read into all input states and data, and will they deposited in the I/O image area within the relevant units. Input sampling ended, turn to the user program execution and output refresh stage. In these two stages, even if the input status and data changes, I/O image area of state and the relevant unit data also won't change. Therefore, if the input is the pulse signal, the pulse signal widths must be bigger than a scan cycle, can ensure that in any case, this input all can be read.(2) the user program execution stageIn the user program performance stage, PLC always press down the order of sequence scanning the user program (ladder diagram). In a scanning each a ladder diagram, and always first scan ladder-diagram left by all the contacts constitute control circuits, and press first left, after the first under the order of the control by contacts constitute the lines logic operations, and then based on the arithmetic logic result, refresh this logic coil in system RAM storage area in corresponding a state; Or refresh the output coil in the I/O image area in corresponding position state; Or to determine whether to enforce the ladder-diagram prescribed by the special function instructions.Namely, the user program execution process, only input points in the I/O image zone state and data will not change, and other output points and soft equipment in the I/O image area or system RAM storage area of state and data is likely to change, and row at top of the ladder diagram, its program to implement results of row who will the next with these coils or data ladder diagram matters; Instead, row below the ladder diagram, the logic of the coil set state or data only to the next in line to scan cycle it plays a role in the program.In the process of program execution if used immediately I/O instructions can be direct access I/O points. Namely, use I/O instructions of words, input process image registers value is not update, program directly from the I/O modules, output value will be immediately image registers with renewals this input some difference immediately.(3) output refresh stageWhen scanning the user program ended, PLC came into output refresh stage. During this period, the CPU according to the I/O image area of state and the corresponding data refresh all the output latch circuit, then after output circuit driver corresponding peripherals. At this moment, is the real output of PLC.Three, PLC internal operation modeAlthough the use of ladder diagram of PLC program is usually used to many relays, timer and counter, but such names on internal not entity with PLC, but these hardware in the memory and program program mode, and doing logic control editing by output elements are connected by external mechanical devices do entity control. So can greatly decrease the controller required hardware space. In fact PLC executive ladder diagram program mode of operation is will ladder diagram works by first code scanning mode read in the execution of the CPU control operation. In whole the scanning process includes three steps, "input state examination", "the program execution", "the output state update" that is as follows:Step one "input states check" : PLC first check the input devices connected to each point switch or sensor state (1 or 0 (on or off), and its status in the memory of the corresponding position write Xn. Step 2 "code-execution" : will ladder diagram programs perform take into the CPU, if the program execution in operation need input contact state, direct from the memory inquires CPU removed. The operation result is output coil deposit in corresponding position, memory does not react to the output transient Yn. Step 3 "output status update" : will the output state step 2 update to the PLC output department contact, and back to step 1. Of the three steps called PLC, and completed scanning cycle the time needed for the reaction time, called PLC PLC input signal if less than this time reaction time, are misreading of possibility. After the program execution with the next time before the program execution, output and inputstate will be updated once, so say such works as output input "renewable" ended the program.4, PLC current main brandAmerican AB, ABB, panasonic, Siemens, HuiChuan, mitsubishi, omron, Taiwan), Fuji, schneider, believe the mitsubishi PLC asMitsubishi PLC English name say again: Mitsubishi Power Line Communication, is in dalian Mitsubishi electric production of main products. Mitsubishi PLC in the Chinese market common have the following models: FR - FX1N FR - FX1S FR -FX2N FR - FX3U FR - FX2NC FR - A FR - Q5, rhombohedrons PLC products seriesFX1S series: mitsubishi PLC is a kind of collect molding small cellular PLC. And with complete performance and communication function etc extensibility. If considering installing space and cost is a kind of ideal choice.Mitsubishi motors FX1N series: is launched powerful auv PLC. Has expanded input/output, analogue control and communication, link function etc extensibility. Is in a widely used in general sequence control mitsubishi PLC.FX2N series: mitsubishi PLC is the family is the most advanced in FX series. A high-speed processing and extensible large meet the special function module individual needs characteristics, such as factory automation application provides maximum flexibility and control ability.FX3U: mitsubishi electric company recently introduced into is the newthird-generation mitsubishi PLC, may be called small supreme products. Basic performance increases, the basic unit output type transistor built-in 3 axis positioning function of independent supreme 100 KHZ, and increased new positioning instruction, thus make the positioning control function more powerful, use more convenient.FX1NC FX2NCFX3UC mitsubishi PLC: in kept the original based on the strong function realized the extremely considerable scaled-down I/O type wiring interface reduced wiring costs, and save time.Q series of mitsubishi PLC: mitsubishi machine company launched large-scale PLC, CPU type has the basic CPU, high-performance type CPU, process control CPU, motion control CPU, redundancy CPU, etc. Can meet various complicated control requirements. Mitsubishi motors China business of rapid development, in order to better satisfy the users for mitsubishi PLC, Q series products high performance and low cost requirements, mitsubishi electric automation promote economic QUTESET type, i.e. a paragraph of mitsubishi PLC to bring 64 points of high-density mixing unit 5 slot Q00JCOUSET; Another kind of bringing the two pieces of 16 point switch input and the two pieces of 16 point switching output Q00JCPU - 8 slot S8SET, its performance index Q00J fully compatible with GX - and fully support Developer software, it has excellent ratio.A series of mitsubishi PLC: use the mitsubishi special sequence control chip (MSP), speed/commands comparable with large mitsubishi PLC; A2ASCPU support 32 PID circuits. And the number of QnASCPU unrestricted and with the loop size of memory capacity change; Program 124K by 8K steps to capacity step, such as the use of memory card, while QnASCPU 2M is extended to the stock in bytes); A variety of special module can be options, including network, positioning control, high-speed count, the temperature control module.5, mitsubishi PLC main characteristics(1) structure flexibleDo not suffer environmental restrictions, have electricity can form network, but can be flexible expand access port number, make resources keep higher utilization, in mobility and wireless local-area network (WLAN in comparable.(2) transmission quality, speed and bandwidth is stableCan very smooth online watch a DVD of the film, and it can be provided for many applications 14Mbps bandwidth platform provides guarantee. HomePlug AV latest powerline standard transmission rate has reached 200Mbps; In order to ensure HomePlug AV adopted, QoS at road access (TDMA) and the carrier of collisiondetection function with protected reliably against detective multiple access (CSMA) agreement, both union, perfectly transmission flow media.(3) rangeUbiquitous electric network is the advantage of this technology. Although the wireless network can do not break it, but for high-rise building, the necessary to satisfy layont N several AP demand, and also cannot avoid blind face the existence of signal. And power lines is the most fundamental of the network, it's scale, is any other network and incomparable. Thus, operators can easily put the Internet access service to infiltrate every place has the power of place. This technology once completely into the commercialization phase, will give the popularization of the Internet brings the enormous development space. End user just need to plug in electric cats, can realize the Internet access, the TV channel, receiving programs or video phone call(4) low costMake full use of the existing low voltage distribution network infrastructure, no wiring, economize resources. No dug trenches and wear wall make hole, avoids to buildings, public facilities, and the family decoration destruction, while also save manpower. Relative to traditional networking technology, PLC cheaper, short construction period, scalability and manageability stronger. At present domestic has opened the electric power broadband Internet access, the month where for 50 - general use cost around $80 / month, so that price and many places of ADSL month phase flat.Will5 widely applicablePLC as a power line networking using technology that provides broadband access network "last mile" solutions, widely used in residential area, hotel, office, monitoring security, etc. It is to use power lines as the communication carrier, makes great convenience of PLC in the room, if any, where power sockets immediately without dial-up, can enjoy 4.5 ~ 45Mbps high-speed Internet access, come to browse the web, call, and watch online movies, so as to realize the set data, voice, video, and power in one of the "four nets oneness.PLC program encryptionEach application PLC manufacturers will protect their own programs are not others copy, and equipment manufacturers in order to control the use and recycling payment within. In some parameters set program control. Each manufacturer has its own encryption method: mitsubishi PLC decryption the simplest, among them with Siemens S7-200CN encryption the most complex, only removed from chipcode-breaking machine.Electric communication technology (PLC)6 and the concept of electric communication PLCUsually, we typically have: the way the Internet using telephone line of dial-up, xDSL mode; Through the CABLE TV line CABLE MODEM way, or use twisted-pair CABLE Ethernet way. Now, we again many a more convenient, more economic choice: using wires, this is PLC! PLC English full name is the Power Line Communication, namely the Power lines of Communication. By using the transmission of the electric current carrier, as the communication with great convenience makes PLC in the room, if any, where power sockets immediately without dial-up, can enjoy 4.5 ~ 45Mbps high-speed Internet access, come to browse the web, call, and watch online movies, so as to achieve the collection data, video, voice, and power in one of the "four nets with nature"! In addition, can be in the house phone, TV, acoustics, refrigerators home appliance connecting using PLC control, to concentrate and achieve "intelligent family" dream. At present, the PLC is mainly as a kind of access technology, provide broadband network "last mile" solutions, suitable for dweller, schools, hotels, office buildings, etc.Now say normally PLC is refers to the use of low voltage distribution circuit transmission high-speed data, voice, images and other multimedia business signal a communication mode, mainly used in home Internet "broadband" access and home appliance intelligent network control, namely the high-speed data PLC.7, PLC technology principlePLC using 1.6m to transmit signals. As band range When sending, using GMSK or OFDM modulation technology will user data on power line, then modulated transmitting, in the receiver, to go through the filter will modulation signal filtered out, again after demodulation, can get the original communication signals. At present the communication can be achieved in accordance with specific equipment different rate of 4.5 M ~ 45M in between. PLC equipment sub-bureau terminal and modems, innings with the internal PLC for modem communication and external network connection. In communications, the data from users into modem modulation by users, after the distribution circuit transmission to the equipment, the bureau will signal demodulation out bureau, turn again to external Internet.8, PLC advantages1. Realize low cost because can directly use the existing distribution network as a transmission line, so no need for additional wiring, thereby greatly reduce network investment, reduce the costs.2. Power is wide range of coverage is the most extensive network, its size is unmatched by any other network. PLC can easily permeate every family, for the development of the Internet to create great space.3. The high rate PLC can provide high-speed transmission. At present, the transmission rate in accordance with different equipment manufacturer between4.5 M ~ 45Mbps. Far outclass dial-up Internet and ISDN, than ADSL quickly! Enough to support the existing network of applications. The higher rate of products are developing PLC.4. Never online PLC belong to "plug and play", need not troublesome dial-up process, access to power is tantamount to access network!5. Convenient either at home every corner of the room, just connect to any outlet, can instantly bring high-speed network with PLC joy!PLC on the function in many than recorder strong, but in the simple control and record above, the simple and may recorder appear, and economical type PLC and theneed to programming, need computers or touch screen, etc. But recorder as a finished product, stability is good. The comparison seemsPLC development new trendPLC is a specialized in industrial environment application and design of digital computing operations electronic devices. It USES can build programs used in its internal memory, storage to perform the logic operation, order operation, timing, counting and arithmetic operation instruction, and can through digital or analog input and output, the control various types of machinery or production process. PLC has been used widely steel, petroleum, chemical industry, electric power, building materials, machinery manufacturing, automotive, textile, transportation, environmental protection, and cultural and entertainment industries, it has high reliability and anti-interference ability strong, powerful, flexible, learn, easy to use, small volume, light weight, price cheap characteristics.9, PLC technology development present new trends:1: product scale to large and small two direction big: I/O points of 14336 point, 32-bit cpus for microprocessor, much work, high capacity memory in parallel, scanning speed fast pace. Small: by the overall structure to the small modular structure development, increased the configuration of the flexibility, reduced cost. 2: process control of PLC in closed loop has been used increasingly 3: constantly strengthen communication function 4:. New devices and module continuously introduce high-grade PLC besides mainly USES the CPU to increase processing speed with the processor, besides or RAM, an EPROM intelligent I/O modules,high-speed counting module, remote I/O modules etc specialty module. 5: programming tools rich variety, function unceasing enhancement, programming language tends to have various simple or complex standardization of programmer and programming software, a ladder diagram, functional diagram, sentence form etc, also have high programming language of PLC instruction system 6: development fault-tolerant techniques using the hot standby or parallel work, majority voting way of working. 7: the pursuit of software and hardware standardization.10PLC development historyOrigin: 1968 gm proposed replacing relay control device requirements. In 1969, the United States digital equipment companies developed the first Programmable controller PDP - 14, in gm's line probation success, for the first time, using a procedural means applied to electrical control, this is the first generation of Programmable controller, says Programmable, is the world recognized the first PLC.In 1969, the United States developed world the first PDP - 14In 1971, Japan developed the first DCS - 8In 1973, Germany developed the first PLCIn 1974, China developed the first PLCDevelopment: in the early 20th century 70 appeared microprocessors. People will soon introduce into the programmable controller, make PLC increased computation, data transmission and processing, and other functions, completed really have the industrial control computer features device. At this time of PLC for microcomputer technology and relay conventional control the combination of the concept. Personal computer development after get up, in order to facilitate and reflect the functions and characteristics of the Programmable Controller, PLC Programmable Controller name (PLC) questions.In the 1970s, programmable controller ZhongMoQi development stage, to the practical application of computer technology has been introducing programmable controller, make its function happened leap. Higher speed, ultra-small size, more reliable industrial anti-interference design, an analog computing, PID function and high ratio of lay it up on the status of modern industry.In the 1980s, the programmable controller in advanced industrial countries has gained widespread application. World production programmable controller, yield increasing the country is increasing day by day. This marks a programmable controller has stepped into mature stage.In the 1980s to the middle 1990's, is the fastest growing period of PLC, annual growth rate remained is 30 ~ 40%. In this period, PLC in dealing with analogue ability,digital operation ability, man-machine interface ability and network capacity increased greatly, PLC gradually into the process control field, in some applications replaced in a process control field in the dominance of DCS system.The late 20th century, programmable controller is the development characteristic of more adapted to the needs of modern industry. This period developed mainframes and super minicomputer, born a variety of special function units, production all sorts of man-machine interface unit, communication units, make application programmable controller industrial control equipment supporting easier.PLC简介PLC主要是指数字运算操作电子系统的可编程逻辑控制器,用于控制机械的生产过程。
电气工程与其自动化专业_外文文献_英文文献_外文翻译_plc方面

1、外文原文A: Fundamentals of Single-chip MicrocomputerTh e si ng le -c hi p mic ro co mput er i s t he c ul mi na ti on of both t h e de ve lo pmen t o f t he d ig it al co m pu te r an d th e i n te gr at ed c i rc ui t a rg ua bl y t h e to w mos t s ig ni f ic an t i nv en ti on s of t he 20th c e nt ur y [1].Th es e t ow ty pe s of ar ch it ec tu re a re fo un d i n s in gle -ch i p m i cr oc ompu te r. So me em pl oy t he spl i t pr og ra m/da ta memory o f th e Ha rv ar d ar ch it ect ure , sh own in Fi g.3-5A-1, o th ers fo ll ow t he ph il os op hy , wi del y a da pt ed f or ge ner al -pur po se co m pu te rs a nd m i cr op ro ce ss or s, o f maki ng n o log i ca l di st in ct ion be tw ee n pr og ra m an d d at a memory a s i n t he P r in ce to n ar ch ite c tu re , sh own i n F ig.3-5A-2.In g en er al te r ms a s in gl e -chi p m ic ro co mput er i sc h ar ac te ri zed by t he i nc or po ra ti on of a ll t he un it s of a co mputer i n to a s in gl e d ev i ce , as s ho wn in Fi g3-5A-3.Fig.3-5A-1 A Harvard typeProgrammemory DatamemoryCPU Input&Outputunitmemory CPU Input&OutputunitFig.3-5A-2. A conventional Princeton computerReset Interrupts PowerFig3-5A-3. Principal features of a microcomputerRead only memory (ROM).R OM i s us ua ll y f or th e p erm an ent, no n-vo la ti le s tor age o f an a pp lic ati on s pr og ra m .Man ym i cr oc ompu te rs an d m ar e in te nd e d f or hi gh -v ol ume a ppl ic at ions an d he nc e t he eco nomic al m an uf act ure o f th e de vic es re qu ir es t h at t he co nt en t s of t he pr og ra m mem or y b e co mm it t ed pe rm ane ntly du ri ng t he m an ufa c tu re o f ch ip s .Cl ea rl y, t hi s i mpl ie s a r i go ro us a pp ro ach to R OM c od e de ve l op ment s in ce ch ang es c an not be mad e af te r manu f ac tu re .Th is d ev elo pmen t pr oc ess ma y in vo lv e emul at io n us in g a so ph is ti ca te d d eve lo pmen t sy ste m w it h a ha rd ware e mula tio n c ap ab il it y as wel l as t he u se o f po werf ul s o ft ware t oo ls.Some m an uf act ure rs p ro vi de ad d it io na l ROM opt i on s byi n cl ud in g i n th eir r ange d ev ic es wi t h (or i nt en de d f or u se wit h)us er p ro gr ammable memory. Th e sim ple st o f th es e i s u su al lyde vi ce w hi ch c an o per at e in a mi cro pro ce ss or mod e b y u si ng s ome of t he i np ut /o utp ut li ne s as a n a ddr es s an d da ta b us f or ac ce ss in g ex te rna l m emor y. T hi s t y pe o f de vi ce ca n b eh av eExternalTimingcomponents System clock Timer/ CounterSerial I/OPrarallelI/ORAMROMCPUf u nc ti on al ly a s t he si ng le ch ip mi cr oc ompu te r fro m w hi ch it is de ri ve d al be it wi t h re st ri ct ed I/O a nd a m od if ied ex te rn alc i rc ui t. Th e u se o f th es e dev ic es i s c ommon e ve n i n pr od uc ti on c i rc ui ts wh ere t he vo lu me do es no t j us tif y t h e dev el opmen t costsof c us to m o n-ch i p ROM[2];t he re c a n s ti ll be a s ig nif i ca nt sa vingi n I/O an d o th er c hip s c ompa re d t o a co nv en ti on al mi c ro pr oc es sor ba se d ci rc ui t. Mo r e ex ac t re pl ace m en t fo r RO M dev i ce s ca n be ob ta in ed i n th e f orm o f va ri an ts wit h 'p ig gy-b ack'EPRO M(Er as ab le pr o gr ammabl e RO M )s oc ke ts o r d ev ic e s wi th EP ROM i n st ea d of ROM 。
PLC控制系统外文文献翻译、中英文翻译、外文翻译
PLC控制系统一、PLC概述可编程控制器是60年代末在美国首先出现的,当时叫可编程逻辑控制器PLC (Programmable Logic Controller),目的是用来取代继电器。
以执行逻辑判断、计时、计数等顺序控制功能。
提出PLC概念的是美国通用汽车公司。
PLC的基本设计思想是把计算机功能完善、灵活、通用等优点和继电器控制系统的简单易懂、操作方便、价格便宜等优点结合起来,控制器的硬件是标准的、通用的。
根据实际应用对象,将控制内容编成软件写入控制器的用户程序存储器内,使控制器和被控对象连接方便。
70年代中期以后,PLC已广泛地使用微处理器作为中央处理器,输入输出模块和外围电路也都采用了中、大规模甚至超大规模的集成电路,这时的PLC已不再是仅有逻辑(Logic)判断功能,还同时具有数据处理、PID调节和数据通信功能。
国际电工委员会(IEC)颁布的可编程控制器标准草案中对可编程控制器作了如下的定义:可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用了可编程序的存储器,用来在其内部存储执行逻辑运算,顺序控制、定时、计数和算术运算等操作的指令,并通过数字式和模拟式的输入和输出,控制各种类型的机械或生产过程。
可编程控制器及其有关外围设备,易于与工业控制系统联成一个整体,易于扩充其功能的设计。
可编程控制器对用户来说,是一种无触点设备,改变程序即可改变生产工艺。
目前,可编程控制器已成为工厂自动化的强有力工具,得到了广泛的普及推广应用。
可编程控制器是面向用户的专用工业控制计算机,具有许多明显的特点。
①可靠性高,抗干扰能力强;②编程直观、简单;③适应性好;④功能完善,接口功能强二、PLC的历史1968年,Richard E. Morley创造出了新一代工业控制装置可编程逻辑控制器(PLC),现在,PLC已经被广泛应用于工业领域,包括机械制造也、运输系统、化学过程设备、等许多其他领域。
英文文献与翻译:产品生命周期理论

英文文献与翻译:产品生命周期理论外文翻译:产品生命周期理论原文来源:Raymond Vernon..《International investment and international trade in the product cycle》译文正文:产品生命周期(product life cycle),简称PLC,是产品的市场寿命,即一种新产品从开始进入市场到被市场淘汰的整个过程。
费农认为:产品生命是指市上的的营销生命,产中和人的生命一样,要经历形成、成长、成熟、衰退这样的周期。
就产品而言,也就是要经历一个开发、引进、成长、成熟、衰退的阶段。
而这个周期在不同的技术水平的国家里,发生的时间和过程是不一样的,期间存在一个较大的差距和时差,正是这一时差,表现为不同国家在技术上的差距,它反映了同一产品在不同国家市场上的竞争地位的差异,从而决定了国际贸易和国际投资的变化。
为了便于区分,费农把这些国家依次分成创新国(一般为最发达国家)、一般发达国家、发展中国家。
典型的产品生命周期一般可以分成四个阶段,即介绍期(或引入期)、成长期、成熟期和衰退期。
就像是人类,产品也有它自己的生命周期,从出生到死亡经过各种阶段。
新产品投入市场,便进入了介绍期。
此时产品品种少,顾客对产品还不了解,除少数追求新奇的顾客外,几乎无人实际购买该产品。
生产者为了扩大销路,不得不投入大量的促销费用,对产品进行宣传推广。
该阶段由于生产技术方面的限制,产品生产批量小,制造成本高,广告费用大,产品销售价格偏高,销售量极为有限,企业通常不能获利,反而可能亏损。
当产品进入引入期,销售取得成功之后,便进入了成长期。
成长期是指产品通过试销效果良好,购买者逐渐接受该产品,产品在市场上站住脚并且打开了销路。
这是需求增长阶段,需求量和销售额迅速上升。
生产成本大幅度下降,利润迅速增长。
与此同时,竞争者看到有利可图,将纷纷进入市场参与竞争,使同类产品供给量增加,价格随之下属,企业利润增长速度逐步减慢,最后达到生命周期利润的最高点。
PLC相关的外文英语文献及翻译

PLC有关的外文英语文件及翻译RelaysThe Programmable Logic ControllerEarly machines were controlled by mechanical means using cams, gears, levers andother basic mechanical devices. As the complexity grew, so did the need for a more sophisticated control system. This system contained wired relay and switch control elements. These elements were wired as required to provide the control logic necessary for the particular type of machine operation. This was acceptable for a machine that never needed to be changed or modified, but as manufacturing techniques improved and plant changeover to new products became more desirable and necessary,a more versatile means of controlling this equipment had to be developed. Hardwired relay and switch logic was cumbersome and time consuming to modify. Wiring had to be removed and replaced to provide for the new control scheme required. This modification was difficult and time consuming to design and install and any small "bug" in the design could be a major problem to correct since that also required rewiring of the system. A new means to modify control circuitry was needed. The development and testing ground for this new means was the U.S. auto industry. The time period was the late 1960's and early 1970's and the result was the programmable logic controller, or PLC. Automotive plants were confronted with a change in manufacturing techniques every time a model changed and, in some cases, for changes on the same model if improvements had to be made during the model year. The PLC provided an easy way to reprogram the wiring rather than actually rewiring the control system.The PLC that was developed during this time was not very easy to program. The language was cumbersome to write and required highly trained programmers. These early devices were merely relay replacements and could do very little else. The PLC has at first gradually, and in recent years rapidly developed into a sophisticated and highly versatile control system component. Units today are capable of performing complex math functions including numerical integration and differentiation and operate at the fast microprocessor speeds now available. Older PLCs were capable of only handling discrete inputs and outputs (that is, on-off type signals), while today's systems can accept and generate analog voltagesPLC有关的外文英语文件及翻译and currents as well as a wide range of voltage levels and pulsed signals. PLCs arealso designed to be rugged. Unlike their personal computer cousin, they can typicallywithstand vibration, shock, elevated temperatures, and electrical noise to whichmanufacturing equipment is exposed.As more manufacturers become involved in PLC production and development, and PLC capabilities expand, the programming language is also expanding. This is necessary to allow the programming of these advanced capabilities. Also, manufacturers tend to develop their own versions of ladder logic language (the language used to program PLCs). This complicates learning to program PLC's in general since one language cannot be learned that is applicable to all types. However, as with other computer languages, once the basics of PLC operation and programming in ladder logic are learned, adapting to the various manufacturers ’ devices is not a complicated process. Most system designers eventually settle on one particular manufacturer that produces a PLC that is personally comfortable to program and has the capabilities suited to his or her area of applications.It should be noted that in usage, a programmable logic controller is generally referred toas a “ PLC” or “ programmable controller ” . Although the term “ programmable contr generally accepted, it is not abbreviated “ PC”becausethe abbreviation “ PC” is usuallyused in reference to a personal computer. As we will see in this chapter, a PLC is by nomeans a personal computer.Programmable controllers (the shortened name used for programmable logic controllers) are much like personal computers in that the user can be overwhelmed by the vast array of options and configurations available. Also, like personal computers, the best teacher of which one to select is experience. As one gains experience with the various options and configurations available, it becomes less confusing to be able to select the unit that will best perform in a particular application.The typical system components for a modularized PLC are:1. Processor.The processor (sometimes call a CPU), as in the self contained units, is generally specified according to memory required for the program to be In the rmodularizeversions,capability can also be a factor. This includes features such as highe math functions, PID control loops and optional programming commands. The processor consists of the microprocessor, system memory, serial communication ports for printer, PLC LAN link and external programming device and, in some cases, the system power supply to power the processor and I/O modules.2. Mounting rack.This is usually a metal framework with a printed circuit board backplane which provides means for mounting the PLC input/output (I/O) modules and processor. Mounting racks are specified according to the number of modules required to implement the system. The mounting rack provides data and power connections to the processor and modules via the backplane. For CPUs that do not contain a power supply, the rack also holds the modular power supply. There are systems in which the processor is mounted separately and connected by cable to the rack. The mounting rack can be available to mount directly to a panel or can be installed in a standard 19" wide equipment cabinet. Mounting racks are cascadable so several may be interconnected to allow a system to accommodate a large number of I/O modules.3. Input and output modules.Input and output (I/O) modules are specified according to the input and output signals associated with the particular application. These modules fall into the categories of discrete, analog, high speed counter or register types.Discrete I/O modules are generally capable of handling 8 or 16 and, in some cases 32, on-off type inputs or outputs per module. Modules are specified as input or output but generally not both although some manufacturers now offer modules that can be configured with both input and output points in the same unit. The module can be specified as AC only, DC only or AC/DC along with the voltage values for which it is designed.Analog input and output modules are available and are specified according to the desired resolution and voltage or current range. As with discrete modules, these are generally input or output; however some manufacturers provide analog input and output in the same module. Analog modules are also available which can directly accept thermocouple inputsfor temperature measurement and monitoring by the PLC.Pulsed inputs to the PLC can be accepted using a high speed countermodule. This module can be capable of measuring the frequency of an inputsignal from a tachometer or other frequency generating device. These modules can also count the incoming pulses if desired. Generally, both frequency and count are available from the same module at the same time if both are required in the application.Register input and output modules transfer 8 or 16 bit words of information to and from the PLC. These words are generally numbers (BCD or Binary) which are generated from thumbwheel switches or encoder systems for input or data to be output to a display device by the PLC.Other types of modules may be available depending upon the manufacturer of thePLC and it's capabilities. These include specialized communication modules to allow for the transfer of information from one controller to another. One new development is an I/O Module which allows the serial transfer of information to remote I/O units that can be as far as 12,000 feet away.4. Power supply.The power supply specified depends upon the manufacturer's PLC being utilized in the application. As stated above, in some cases a power supply capable of delivering all required power for the system is furnished as part of the processor module. If the power supply is a separate module, it must be capable of delivering a current greater than the sum of all the currents needed by the other modules. For systems with the power supply inside the CPU module, there may be some modules in the system which require excessive power not available from the processor either because of voltage or current requirements that can only be achieved through the addition of a second power source. This is generally true if analog or external communication modules are present since these require DC supplies which,± in the case of analog modules, must be well regulated.5. Programming unit.The programming unit allows the engineer or technician to enter and edit the programto be executed. In it's simplest form it can be a hand held device with a keypad for programentry and a display device (LED or LCD) for viewing program steps or functions, as shown. More advanced systems employ a separate personal computer which allows the programmer to write, view, edit and download the program to the PLC. This is accomplished with proprietary software available from the PLC manufacturer. This software also allows the programmer or engineer to monitor the PLC as it is running the program. With this monitoring system, such things as internal coils, registers, timers and other items not visible externally can be monitored to determine proper operation. Also, internal register data can be altered if required to fine tune program operation. This can be advantageous when debugging the program. Communication with the programmable controller with this system is via a cable connected to a special programming port on the controller. Connection to the personal computer can be through a serial port or from a dedicated card installed in the computer.A Programmable Controller is a specialized computer. Since it is a computer, it has all the basic component parts that any other computer has; a Central Processing Unit,Memory, Input Interfacing and Output Interfacing.The Central Processing Unit (CPU) is the control portion of the PLC. It interprets the program commands retrieved from memory and acts on those commands. In present day PLC's this unit is a microprocessor based system. The CPU is housed in the processor module of modularized systems.Memory in the system is generally of two types; ROM and RAM. The ROM memory contains the program information that allows the CPU to interpret and act on the Ladder Logic program stored in the RAM memory. RAM memory is generally kept alive with an on-board battery so that ladder programming is not lost when the system power is removed. This battery can be a standard dry cell or rechargeablenickel-cadmium type. Newer PLC units are now available with Electrically Erasable Programmable Read Only Memory (EEPROM) which does not require a battery. Memory is also housed in the processor module in modular systems.Input units can be any of several different types depending on input signals expected as described above. The input section can accept discrete or analog signals of various voltage and current levels. Present day controllers offer discrete signal inputs of both AC and DCvoltages from TTL to 250 VDC and from 5 to 250 VAC. Analog input units can accept input levels such as ±10 VDC, ±5 VDC and 4-20 ma. current loop values. Discrete input units present each input to the CPU as a single 1 or 0 while analog input units contain analog to digital conversion circuitry and present the input voltage to the CPU as binary number normalized to the maximum count available from the unit. The number of bits representing the input voltage or current depends upon the resolution of the unit. This number generally contains a defined number of magnitude bits and a sign bit. Register input units present the word input to the CPU as it is received (Binary or BCD).Output units operate much the same as the input units with the exception that the unit is either sinking (supplying a ground) or sourcing (providing a voltage) discrete voltages or sourcing analog voltage or current. These output signals are presented as directed by the CPU. The output circuit of discrete units can be transistors for TTL and higher DC voltage or Triacs for AC voltage outputs. For higher current applications and situations where a physical contact closure is required, mechanical relay contacts are available. These higher currents, however, are generally limited to about 2-3 amperes. The analog output units have internal circuitry which performs the digital to analog conversion and generates the variable voltage or current output.The first thing the PLC does when it begins to function is update I/O. This means that all discrete input states are recorded from the input unit and all discrete states to be output are transferred to the output unit. Register data generally has specific addresses associated with it for both input and output data referred to as input and output registers. These registers are available to the input and output modules requiring them and are updated with the discrete data. Since this is input/output updating, it is referred to as I/O Update. The updating of discrete input and output information is accomplished with the use of input and output image registers set aside in the PLC memory. Each discrete input point has associated with it one bit of an input image register. Likewise, each discrete output point has one bit of an output image register associated with it. When I/O updating occurs, each input point that is ON at that time will cause a 1 to be set at the bit address associated with that particular input. If the input is off, a 0 will be set into the bit address. Memory in today's PLC's is generallyconfigured in 16 bit words. This means that one word of memory can store the states of 16 discrete input points. Therefore, there may be a number of words of memory set aside asthe input and output image registers. At I/O update, the status of the input image register isset according to the state of all discrete inputs and the status of the output image register is transferred to the output unit. This transfer of information typically only occurs at I/O update.It may be forced to occur at other times in PLC's which have an Immediate I/O Update command. This command will force the PLC to update the I/O at other times although this would be a special case.Before a study of PLC programming can begin, it is important to gain a fundamental understanding of the various types of PLCs available, the advantages and disadvantagesof each, and the way in which a PLC executes a program. The open frame, shoebox, and modular PLCs are each best suited to specific types of applications based on the environmental conditions, number of inputs and outputs, ease of expansion, and method of entering and monitoring the program. Additionally, programming requires a prior knowledgeof the manner in which a PLC receives input information, executes a program, and sends output information. With this information, we are now prepared to begin a study of PLC programming techniques.When writing programs for PLCs, it is beneficial to have a background in ladder diagramming for machine controls. This is basically the material that was covered in Chapter 1 of this text. The reason for this is that at a fundamental level, ladder logic programs for PLCs are very similar to electrical ladder diagrams. This is no coincidence.The engineers that developed the PLC programming language were sensitive to the fact that most engineers, technicians and electricians who work with electrical machines on a day-to-day basis will be familiar with this method of representing control logic. This would allow someone new to PLCs, but familiar with control diagrams, to be able to adapt very quickly to the programming language. It is likely that PLC programming language is one of the easiest programming languages to learn.可编程序控制器初期的机器用机械的方法采纳凸轮控制、齿轮、杠杆和其余基本机械设施。
PLC及变频器技术中英文对照外文翻译文献
(文档含英文原文和中文翻译)中英文资料对照外文翻译PLC and inverter technology trends1. The development trend of the programmable controller“PLC is one kind specially for the digital operation operation electronic installation which applies under the industry environment designs. It uses may the coding memory, uses for in its internal memory operation and so on actuating logic operation, sequence operation, time, counting and arithmetic operation instructions, and can through digital or the simulation-like input and the output, controls each type the machinery or the production process. PLC and the related auxiliary equipment should according to form a whole easy with the industrial control system, easy to expand its function the principle to design.”In the 21st century, PLC will have a bigger development. Technologically speaking, computer technology's new achievement more will apply in the programmable controller's design and the manufacture, will have the operating speed to be quicker, the storage capacity to be bigger, an intelligent stronger variety to appear; Looked from the product scale that further develops to subminiature and the ultra-large direction; Looked from the product overcoatability that the product variety will be richer, the specification to be more complete, the perfect man-machine contact surface, the complete communication facility will adapt eachindustrial control situation demand well; Looked from the market that various countries will produce the multi-variety product the situation to break respectively along with the international competition aggravating, will present the minority several brand monopoly international market the aspect, will present the international general programming language; Looking from the network state of play, the programmable controller and other industrial control computer network constitution large-scale control system is the programmable controller technology development direction. Present computer collection and distribution control system DCS (Distributed Control System) had the massive programmable controller application. Is following computer network's development, the programmable controller takes the automation directed net and the international universal network important component, outside industry and industry numerous domain display more and more major function.2. Inverter technology development trendsInverter into the practical phase of more than 1 / 4 century during this period, the frequency converter technology as the basis of power electronics technology and microelectronics technology manager of a leap in the development, as the new power electronic devices and high-performance microprocessor The application of control technologyand the development of increasingly high cost performance of the inverter, more and more small size, but manufacturers are still in constant frequency converter to achieve the further miniaturization and doing new efforts. From a technical point of view, with the frequency converter to further expand the market of the future, with the converter and inverter technology will be on the development of technologies in the following areas further development:(1) large capacity and small size;(2) high-performance and multi-function;(3) enhance the ease-of-use;(4) increase in life expectancy and reliability;(5) of pollution-free.Large capacity and small size of the power semiconductor devices will be with the development of continuous development. In recent years, driven by a voltage power semiconductor devices IGBT (Isolated Gate Bipolar Transistor, isolation gate bipolar transistors) has developed very rapidly and quickly into the traditional use of BJT (bipolar power transistor) and power MOSFET (FET) The various fields. In addition, the IGBT switching device for the IPM (Intelligent Power Module, IPM) and Monolithic Power IC chip will power switching devices and driving circuit,such as the protection of integrated circuits in the same package, with high performance and reliability The merits, with their high current and high pressure of the development of small and medium-sized converter will certainly be more widely used.With micro-electronics technology and semiconductor technology development, for Inverter CPU and semiconductor devices and a variety of sensors of getting higher and higher. With the frequency converter technology and the development of the growing maturity of the exchange governor, modern control theory are constantly new applications. These have further improved the performance of inverter provided the conditions. In addition, with the frequency converter to further promote the use and support are also constantly made new demands, the frequency converter manufacturers to continuously improve the performance and frequency converter functions in Inverter new efforts to meet user And the need for the fierce competition in the market in an invincible position.With the frequency converter market continues to expand, how to further enhance the ease-of-use inverter, so that the technical staff and even ordinary non-technical staff can quickly master the use of frequency converter technology has become manufacturers must consider the issue. Because only easy-to-use products can continue to acquire new customersand further expand the market, so the future of the new converter will be more easy to operate.With the development of semiconductor technology and the development of power electronics technology, the frequency converter used in the various components of the life and reliability are constantly improving, they will make their own life and the frequency converter to further increase reliability.In recent years, people have attached great importance to environmental issues, and thus a "green products" name. Therefore, the inverter, must also consider its impact on the surrounding environment.Promote the use of the frequency converter in the early stages of the noise problem was once a big problem. With the low-noise converter IGBT the emergence of this issue has basically been resolved. However, with the noise problem to solve, people's looks and a converter to the surrounding environment and the impact of other continuously explore new solutions. For example, the use of a diode-voltage converter and PWM inverter circuit converter, the frequency converter itself the high harmonics will bring supply voltage and current distortion, and at the same power to affect the other equipment. However, through the use of the frequency converter Rectifier circuit PWM, we can basically solve the problem. Althoughbecause of price and control technology and other aspects of the reasons for the current PWM converter has not been promoting the inverter, but, with the frequency converter technology development and the people of the importance of environmental issues.PLC及变频器技术的发展趋势1.可编程控制器的发展趋势可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
PLC控制系统 英文文献+翻译

Beer filling, Gland machine PLC control system1.IntorductionMalt beer production process is divided into manufacturing, manufacturing wort, before fermentation, after fermentation, filtration sterilization, packaging, and so few procedures. Beer filling, Gland part of a packaging machine processes. The membrane filtration of beer after the pipeline into the rotary Jiugang, then the valve into the bottle of wine, Gland, was bottled beer. Beer filling, Gland machine's efficiency and degree of automation direct impact on the level of beer production. China's beer industry to meet the increasing scale of production and the demand for beer modern high-speed filling machinery filling the requirements of domestic beer manufacturers are actively seeking to transform the unit or the filling of beer production equipment, making it a good use Performance, advanced technology and high production efficiency and operating a safe and secure, low maintenance costs of the modernization of beer filling machine.2. Filling beer, Gland principle and control aircraft partsLiquid filling machine by filling principle can be divided into atmospheric filler,filling machines and vacuum pressure on the filling machine. Beer filling,Gland-filling method used pressure is higher than the atmospheric pressure under the filling, storage of the cylinder pressure than the pressure of the bottle, beer bottle into the liquid on pressure.Technology at home and abroad to achieve the filling line is basically: The Rotary Jiugang the rotating movement, placed in Jiugang slots on the empty bottles through the machinery will be fixed at the upper Jiugang vacuum valve to open, closed Vacuum bottles for good treatment, Bozhuan stem from operating, open the valve of the bottle filling CO2 gases, vacuum convex .Round to open the vacuum valve, the bottle will air mixed with CO2 out of gas, open the valve again, the CO2 gas bottle filling, the filling valve on the pressure valve in the bottle close to back-pressure gas pressure at the open-Jiuye Pingbi into the bottle, through pneumatic or electrical control filling valve to achieve the filling of beer. Today's advanced international beer filling, Gland machine control system mainly by the photoelectric switch position detection part and take the bottles with, Jiugang speed part, dominated by the PLC, touch screen and other components. Filling, Gland of the mechanical structure and PLC programmable control devices, frequency stepless speed regulation, human-computer interface, and other modern means of complete automatic control technology, the combination of a mechanical and electrical integration.3. Controlled part of the programmeMany domestic beer manufacturers are now using the filling, Gland of the control system of uneven degree of automation; button and all the manual switch technology have set up operations in a box on the panel, PLC controller for the majority of Japanese companies or OMRON Mitsubishi's early products, equipment chain of control, less protection settings, plus the beer filling the scene poor environment, humidity, such as contact with the switch contacts serious corrosion, the system's signal detection of the high failure rate, resulting in equipment control system Operation of low reliability, the normal operation of equipment, such asshort-cycle phenomenon.To the actual transformation of the Dandong Yalu River Brewery Co., Ltd. of filling, Gland machine control system as an example, the transformation of methods to clarify the control of such equipment thinking and ideas, according to the scene of the actual process conditions, to prepare the operation of the PLC Procedures. For beer filling, Gland control system of the actual situation and in accordance with the actual process conditions at the scene, re-design of the equipment of the PLC control system. This transformation of the same methods and ideas can be applied to other liquids and the transformation of filling equipment.3.1 system hardware configurationJapan's Mitsubishi Corporation to use the FX2N128MRPLC use the system to replace the original 2-OMRON's C60P PLC, the original system of the PLC is due to old models, and computer on-line communications need to configure special converters, the system need to increase the external I / O input points , The extension of spare parts more difficult to find. FX2N128MRPLC is an integrated 128-point I / O controller of the box, a computing speed, command rich, high-cost performance, on-line programming simple and easy extension of the advantages of the Mitsubishi FX series, features the strongest small controller .(1) by the Mitsubishi 900 series of 970 GOT human-computer touch screen system to replace the original use of the button panel display equipment and monitor the operation of operating parameters. 970GOT HMI for the 16-color high-brightness significantly, through the convergence of connectivity and FX2N128MRPLC directly connected to the CPU, achieving rapid response. Has many maintenance features, such as the list-editing features, ladder monitoring (troubleshooting) function, the systemmonitoring functions to find fault and maintenance of PLC Systems. (2) filling, Gland of the frequency converter in the transformation of no replacement, on-site detection signal means-testing is still used switch, switch for detecting long-term work in the humidity of the great occasions, the choice of capacitive proximity switches, according to PLC I / O terminal of the connection mode, select the type of close PNP switch, the control system of Figure 1.3.2 Systems ProgrammingPLC controller programming focus and the core is around Jiugang the rotation speed control and Jiugang on 60 bottles of detecting the location of the displaced, broken bottles, empty bottles at the location of testing and related displacement filling Such as control valves. The bottles displacement of testing procedures, using a Mitsubishi PLC in the left command.Figure 1 control system structure diagram .Bottles displacement of detection, using the left-PLC command, which commands the whole of one of the core control procedures, the main electrical switch detection and bottles at the bottle simultaneously detect mobile, the main motor to every week, just to the corresponding Jiugang Have a bottle of, PLC unit within the internal correspondence that 60 bottles of the unit for the M500 ~ M559, the number of units by the first letter K is set to K60, with each change in a second letter K is set to K1, M50 Reaction of the empty bottles in the short position, and detect the location of the motor speed to go on the frequency shift in the corresponding unit within the built-in "1" or "0", control valves and the corresponding mixing caps The motor stopped and opened. Continuous detection system in place after the 90 empty bottles, stop stirring caps the motor running, testing the number of bottles in accordance with the user's requirements can be arbitrary.A bottle of detection. Rotary Jiugang through pressure to back pressure with the bottle of liquor in the process of empty bottles in the back-pressure, because the bottle itself may crack and other reasons leading to a sudden burst bottles, which need to detect the location of unexploded bottle bottle, in this bottle - The position opened purge solenoid valves, compressed air out, broken bottles at the bottle-blowing from the position in a row after the purge and several bottles of the electromagnetic valve open jet, a high-pressure spray Shuizhu, in the break Bottle position around a few bottles of spray bottles in a row. Detection of broken bottles and bottle-detection switch simultaneously detect movement of breaking bottles, to the main motor of each week, precisely corresponding Jiugang passed a bottle of, PLC unit within the internal correspondence that 20 broken bottles at the unit for the M600 ~ M619, unit With the number of the first letter K is set to K20, with each change in a second letter K is set to K1, M52 response to the location of the broken bottles and detected the location of the motor speed to the frequency shift continue, In the corresponding unit within the built-in "1" or "0", control and the corresponding jet purge solenoid valve opened and stopped. Continuous Spray and purge solenoid valve open to listen, time stopped in accordance with technological requirements can be arbitrary.System security is to control access to the caps simultaneously tracking, not only accurately detect the electrical switching speed detection, the broken bottles into the bottle and detection switch detection switch three conditions.970GOT human-computer touch-screen terminals operated by the software company's Mitsubishi GT WORKS package, which is a GT Designer with the entire GOT9000 series of graphics software packages. The package is simple, prior to a personal computer simulation on the configurationand debug, after the man-machine operators to download terminals. At the same time, because the man-machine interface and a touch-screen role, will set common switch on the screen to facilitate the operation. And also to increase the number of features, such as setting alarm information.4.After transformation control systemSystem at the normal operation of the machine for automatic control, in accordance with bottles into and out of the bottle for lack or slow pace set by running into the bottle stall bottles, no less than a bottle cap, automatic washing bottles burst, filling automatic back-pressure position , Covered under the system automatically lose covered a stop and safety protection, such as the coordination of action interlock. All the original button after the operation of the touch screen on.5.Detection of the state control system monitoringDetection switch into the bottle and break bottles detection switch bottles of pressure by testing each part of the small metal plates above the location of a photoelectric pulse output, a further PLC acquisition, as each bottle of the pressure above the small metal plates is the location of activities , In the machine running after some time, some pressure above the small bottles of iron tablets and detection switch in the location of displacement, resulting in detection switch mistaken judgement, if not for the judgement of bottles of bottles, bottle explosion Lou Jian, misuse, such as the seizure of output errors So that the PLC have mistaken action, such as a back-pressure, unexploded bottle blowing, washing, stirring cap control system malfunction, such as failure phenomenon.Before the transformation of the daily production process, encountered this phenomenon, the operatives could only switch to thevarious functional or manual control buttons reach the stall so that the equipment work in the absence of monitoring state, the machine lost control function. Caused a lot of production of raw materials such as gas, water, wine waste. Only in the production of intermittent, can be fitter and maintenance electrician in accordance with the detection of small switch on the light-emitting diodes and anti-displacement by adjusting the distance only 5 ~ 8 mm detection switch installation location, and switch to fix detection of small metal plates Gap. This means of detection is very backward, after adjustment reaction to the results, timely response can not be adjusted results.In view of this testing situation, after the transformation of the filling, Gland control system configuration, this part of a new detection and integration in human-computer touch screen, complete bottle of detection.In human-computer touch screen interface on the page display, respectively, at customs, such as electromagnetic motor mixing valve switch state are in different colors to show, very intuitive.Increase the system's functions is to ensure the irrigation of the machine-Gland normal operation of automated control system specifically designed to.6 Concluding remarksAfter the transformation of the control system will greatly simplify the complicated mechanical structure, the running and control of inspection, the degree of automation systems meet the design requirements, greatly reducing the operational strength of the labor so that the shrub-like beer output than in the past Raising more than 30 percent, greatly reduce the failure rate. Embodies the modern equipment of automatic control technology. In the digestion and absorption of today'sindustrial control on the basis of advanced technology innovation, development of domestic technology from the most advanced filling control system.啤酒灌装、压盖机PLC控制系统1. 引言啤酒生产过程分为麦芽制造、麦芽汁制造、前发酵、后发酵、过滤灭菌、包装等几道工序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Programmable logic controllerA programmable logic controller (PLC) or programmable controller is a digital computer used for automation of electromechanical processes, such as control of machinery on factory assembly lines, amusement rides, or lighting fixtures. PLCs are used in many industries and machines. Unlike general-purpose computers, the PLC is designed for multiple inputs and output arrangements, extended temperature ranges, immunity to electrical noise, and resistance to vibration and impact. Programs to control machine operation are typically stored in battery-backed or non-volatile memory. A PLC is an example of a real time system since output results must be produced in response to input conditions within a bounded time, otherwise unintended operation will result.1.HistoryThe PLC was invented in response to the needs of the American automotive manufacturing industry. Programmable logic controllers were initially adopted by the automotive industry where software revision replaced the re-wiring of hard-wired control panels when production models changed.Before the PLC, control, sequencing, and safety interlock logic for manufacturing automobiles was accomplished using hundreds or thousands of relays, cam timers, and drum sequencers and dedicated closed-loop controllers. The process for updating such facilities for the yearly model change-over was very time consuming and expensive, as electricians needed to individually rewire each and every relay.In 1968 GM Hydramatic (the automatic transmission division of General Motors) issued a request for proposal for an electronic replacement for hard-wired relay systems. The winning proposal came from Bedford Associates of Bedford, Massachusetts. The first PLC, designated the 084 because it was Bedford Associates' eighty-fourth project, was the result. Bedford Associates started a new company dedicated to developing, manufacturing, selling, and servicing this new product: Modicon, which stood for MOdular DIgital CONtroller. One of the people who worked on that project was Dick Morley, who is considered to be the "father" of the PLC. The Modicon brand was sold in 1977 to Gould Electronics, and later acquired by German Company AEG and then by French Schneider Electric, the current owner. One of the very first 084 models built is now on display at Modicon's headquarters in North Andover, Massachusetts. It was presented to Modicon by GM, when the unit was retired after nearly twenty years of uninterrupted service. Modicon used the 84moniker at the end of its product range until the 984 made its appearance.The automotive industry is still one of the largest users of PLCs.2.DevelopmentEarly PLCs were designed to replace relay logic systems. These PLCs were programmed in "ladder logic", which strongly resembles a schematic diagram of relay logic. This program notation was chosen to reduce training demands for the existing technicians. Other early PLCs used a form of instruction list programming, based on a stack-based logic solver.Modern PLCs can be programmed in a variety of ways, from ladder logic to more traditional programming languages such as BASIC and C. Another method is State Logic, a very high-level programming language designed to program PLCs based on state transition diagrams.Many early PLCs did not have accompanying programming terminals that were capable of graphical representation of the logic, and so the logic was instead represented as a series of logic expressions in some version of Boolean format, similar to Boolean algebra. As programming terminals evolved, it became more common for ladder logic to be used, for the aforementioned reasons. Newer formats such as State Logic and Function Block (which is similar to the way logic is depicted when using digital integrated logic circuits) exist, but they are still not as popular as ladder logic.A primary reason for this is that PLCs solve the logic in a predictable and repeating sequence, and ladder logic allows the programmer (the person writing the logic) to see any issues with the timing of the logic sequence more easily than would be possible in other formats.2.1ProgrammingEarly PLCs, up to the mid-1980s, were programmed using proprietary programming panels or special-purpose programming terminals, which often had dedicated function keys representing the various logical elements of PLC programs. Programs were stored on cassette tape cartridges. Facilities for printing and documentation were very minimal due to lack of memory capacity. The very oldest PLCs used non-volatile magnetic core memory.More recently, PLCs are programmed using application software on personal computers. The computer is connected to the PLC through Ethernet, RS-232, RS-485 or RS-422 cabling. The programming software allows entry and editing of the ladder-style logic. Generally the software provides functions for debugging andtroubleshooting the PLC software, for example, by highlighting portions of the logic to show current status during operation or via simulation. The software will upload and download the PLC program, for backup and restoration purposes. In some models of programmable controller, the program is transferred from a personal computer to the PLC though a programming board which writes the program into a removable chip such as an EEPROM or EPROM.3.FunctionalityThe functionality of the PLC has evolved over the years to include sequential relay control, motion control, process control, distributed control systems and networking. The data handling, storage, processing power and communication capabilities of some modern PLCs are approximately equivalent to desktop computers. PLC-like programming combined with remote I/O hardware, allow a general-purpose desktop computer to overlap some PLCs in certain applications. Regarding the practicality of these desktop computer based logic controllers, it is important to note that they have not been generally accepted in heavy industry because the desktop computers run on less stable operating systems than do PLCs, and because the desktop computer hardware is typically not designed to the same levels of tolerance to temperature, humidity, vibration, and longevity as the processors used in PLCs. In addition to the hardware limitations of desktop based logic, operating systems such as Windows do not lend themselves to deterministic logic execution, with the result that the logic may not always respond to changes in logic state or input status with the extreme consistency in timing as is expected from PLCs. Still, such desktop logic applications find use in less critical situations, such as laboratory automation and use in small facilities where the application is less demanding and critical, because they are generally much less expensive than PLCs.In more recent years, small products called PLRs (programmable logic relays), and also by similar names, have become more common and accepted. These are very much like PLCs, and are used in light industry where only a few points of I/O (i.e. a few signals coming in from the real world and a few going out) are involved, and low cost is desired. These small devices are typically made in a common physical size and shape by several manufacturers, and branded by the makers of larger PLCs to fill out their low end product range. Popular names include PICO Controller, NANO PLC, and other names implying very small controllers. Most of these have between 8 and 12 digital inputs, 4 and 8 digital outputs, and up to 2 analog inputs. Size is usuallyabout 4" wide, 3" high, and 3" deep. Most such devices include a tiny postage stamp sized LCD screen for viewing simplified ladder logic (only a very small portion of the program being visible at a given time) and status of I/O points, and typically these screens are accompanied by a 4-way rocker push-button plus four more separate push-buttons, similar to the key buttons on a VCR remote control, and used to navigate and edit the logic. Most have a small plug for connecting via RS-232 or RS-485 to a personal computer so that programmers can use simple Windows applications for programming instead of being forced to use the tiny LCD and push-button set for this purpose. Unlike regular PLCs that are usually modular and greatly expandable, the PLRs are usually not modular or expandable, but their price can be two orders of magnitude less than a PLC and they still offer robust design and deterministic execution of the logic.4.PLC Topics4.1.FeaturesThe main difference from other computers is that PLCs are armored for severe conditions (such as dust, moisture, heat, cold) and have the facility for extensive input/output (I/O) arrangements. These connect the PLC to sensors and actuators. PLCs read limit switches, analog process variables (such as temperature and pressure), and the positions of complex positioning systems. Some use machine vision. On the actuator side, PLCs operate electric motors, pneumatic or hydraulic cylinders, magnetic relays, solenoids, or analog outputs. The input/output arrangements may be built into a simple PLC, or the PLC may have external I/O modules attached to a computer network that plugs into the PLC.4.2System scaleA small PLC will have a fixed number of connections built in for inputs and outputs. Typically, expansions are available if the base model has insufficient I/O.Modular PLCs have a chassis (also called a rack) into which are placed modules with different functions. The processor and selection of I/O modules is customised for the particular application. Several racks can be administered by a single processor, and may have thousands of inputs and outputs. A special high speed serial I/O link is used so that racks can be distributed away from the processor, reducing the wiring costs for large plants.4.3User interfacePLCs may need to interact with people for the purpose of configuration, alarmreporting or everyday control.A simple system may use buttons and lights to interact with the user. Text displays are available as well as graphical touch screens. More complex systems use a programming and monitoring software installed on a computer, with the PLC connected via a communication interface.4.4CommunicationsPLCs have built in communications ports, usually 9-pin RS-232, but optionally EIA-485 or Ethernet. Modbus, BACnet or DF1 is usually included as one of the communications protocols. Other options include various fieldbuses such as DeviceNet or Profibus. Other communications protocols that may be used are listed in the List of automation protocols.Most modern PLCs can communicate over a network to some other system, such as a computer running a SCADA (Supervisory Control And Data Acquisition) system or web browser.PLCs used in larger I/O systems may have peer-to-peer (P2P) communication between processors. This allows separate parts of a complex process to have individual control while allowing the subsystems to co-ordinate over the communication link. These communication links are also often used for HMI devices such as keypads or PC-type workstations.4.5ProgrammingPLC programs are typically written in a special application on a personal computer, then downloaded by a direct-connection cable or over a network to the PLC. The program is stored in the PLC either in battery-backed-up RAM or some other non-volatile flash memory. Often, a single PLC can be programmed to replace thousands of relays.Under the IEC 61131-3 standard, PLCs can be programmed using standards-based programming languages. A graphical programming notation called Sequential Function Charts is available on certain programmable controllers. Initially most PLCs utilized Ladder Logic Diagram Programming, a model which emulated electromechanical control panel devices (such as the contact and coils of relays) which PLCs replaced. This model remains common today.IEC 61131-3 currently defines five programming languages for programmable control systems: FBD (Function block diagram), LD (Ladder diagram), ST (Structured text, similar to the Pascal programming language), IL (Instruction list,similar to assembly language) and SFC (Sequential function chart). These techniques emphasize logical organization of operations.While the fundamental concepts of PLC programming are common to all manufacturers, differences in I/O addressing, memory organization and instruction sets mean that PLC programs are never perfectly interchangeable between different makers. Even within the same product line of a single manufacturer, different models may not be directly compatible.5.PLC compared with other control systemsPLCs are well-adapted to a range of automation tasks. These are typically industrial processes in manufacturing where the cost of developing and maintaining the automation system is high relative to the total cost of the automation, and where changes to the system would be expected during its operational life. PLCs contain input and output devices compatible with industrial pilot devices and controls; little electrical design is required, and the design problem centers on expressing the desired sequence of operations. PLC applications are typically highly customized systems so the cost of a packaged PLC is low compared to the cost of a specific custom-built controller design. On the other hand, in the case of mass-produced goods, customized control systems are economic due to the lower cost of the components, which can be optimally chosen instead of a "generic" solution, and where the non-recurring engineering charges are spread over thousands or millions of units.For high volume or very simple fixed automation tasks, different techniques are used. For example, a consumer dishwasher would be controlled by an electromechanical cam timer costing only a few dollars in production quantities.A microcontroller-based design would be appropriate where hundreds or thousands of units will be produced and so the development cost (design of power supplies, input/output hardware and necessary testing and certification) can be spread over many sales, and where the end-user would not need to alter the control. Automotive applications are an example; millions of units are built each year, and very few end-users alter the programming of these controllers. However, some specialty vehicles such as transit busses economically use PLCs instead of custom-designed controls, because the volumes are low and the development cost would be uneconomic.Very complex process control, such as used in the chemical industry, may require algorithms and performance beyond the capability of even high-performance PLCs. Very high-speed or precision controls may also require customized solutions; forexample, aircraft flight controls.Programmable controllers are widely used in motion control, positioning control and torque control. Some manufacturers produce motion control units to be integrated with PLC so that G-code (involving a CNC machine) can be used to instruct machine movements.PLCs may include logic for single-variable feedback analog control loop, a "proportional, integral, derivative" or "PID controller". A PID loop could be used to control the temperature of a manufacturing process, for example. Historically PLCs were usually configured with only a few analog control loops; where processes required hundreds or thousands of loops, a distributed control system (DCS) would instead be used. As PLCs have become more powerful, the boundary between DCS and PLC applications has become less distinct.PLCs have similar functionality as Remote Terminal Units. An RTU, however, usually does not support control algorithms or control loops. As hardware rapidly becomes more powerful and cheaper, RTUs, PLCs and DCSs are increasingly beginning to overlap in responsibilities, and many vendors sell RTUs with PLC-like features and vice versa. The industry has standardized on the IEC 61131-3 functional block language for creating programs to run on RTUs and PLCs, although nearly all vendors also offer proprietary alternatives and associated development environments.6.Digital and analog signalsDigital or discrete signals behave as binary switches, yielding simply an On or Off signal (1 or 0, True or False, respectively). Push buttons, limit switches, and photoelectric sensors are examples of devices providing a discrete signal. Discrete signals are sent using either voltage or current, where a specific range is designated as On and another as Off. For example, a PLC might use 24 V DC I/O, with values above 22 VDC representing On, values below 2VDC representing Off, and intermediate values undefined. Initially, PLCs had only discrete I/O.Analog signals are like volume controls, with a range of values between zero and full-scale. These are typically interpreted as integer values (counts) by the PLC, with various ranges of accuracy depending on the device and the number of bits available to store the data. As PLCs typically use 16-bit signed binary processors, the integer values are limited between -32,768 and +32,767. Pressure, temperature, flow, and weight are often represented by analog signals. Analog signals can use voltage orcurrent with a magnitude proportional to the value of the process signal. For example, an analog 0 - 10 V input or 4-20 mA would be converted into an integer value of 0 - 32767.。