干熄焦技术发展
2023年干熄焦装置行业市场分析现状

2023年干熄焦装置行业市场分析现状干熄焦装置是煤气化过程中的一种关键设备,用于将煤气中的焦炭进行干熄并回收利用。
随着能源需求的增加和环境保护要求的提高,干熄焦装置行业市场也得到了快速发展。
首先,干熄焦装置行业市场的主要驱动力之一是能源需求的增加。
在目前全球能源紧缺的情况下,煤气化成为一种重要的能源开发和利用方式。
干熄焦装置作为煤气化过程中的关键设备,能够高效地回收煤气中的焦炭,提高煤气的利用效率,满足能源需求的增加。
其次,环境保护要求的提高也推动了干熄焦装置行业市场的发展。
煤气化过程中会产生大量的焦炭,如果不进行有效的处理和回收,不仅会造成资源浪费,还会对环境造成污染。
而干熄焦装置能够将煤气中的焦炭进行干熄并回收利用,有效减少焦炭的排放量,符合环境保护要求。
此外,干熄焦装置行业市场还受到煤化工产业快速发展的推动。
近年来,煤化工产业得到了国家政策的大力支持,越来越多的产业领域开始采用煤气化技术进行能源转换和化工生产。
干熄焦装置作为煤气化过程中的核心设备,其需求量也在增加。
在市场竞争方面,干熄焦装置行业市场存在一些挑战。
首先,行业竞争激烈,市场上存在着很多国内外的干熄焦装置制造商和供应商。
这些企业在技术和产品上存在差异,竞争非常激烈。
其次,干熄焦装置在设计和制造过程中需要考虑到煤种的不同、工况的变化等因素,技术难度较大。
因此,技术领先的企业在市场上具有竞争优势。
最后,干熄焦装置行业市场的发展前景较好。
随着能源紧缺问题的加剧和环境保护要求的提高,干熄焦装置的需求将进一步增加。
同时,随着煤化工产业的发展,干熄焦装置的市场规模也将逐步扩大。
另外,随着技术的不断创新和提高,干熄焦装置的效率和性能也将得到进一步提升,有望满足市场的需求。
总之,干熄焦装置行业市场在能源需求增加和环境保护要求提高的双重推动下呈现出良好的发展态势。
然而,市场竞争激烈且技术领先的企业具有竞争优势,需要不断创新和提高技术水平。
未来,干熄焦装置行业市场有望继续保持快速发展。
我国干熄焦余热发电市场现状与前景

我国干熄焦发电市场现状与前景一、干息焦技术现状我国干熄焦技术是 1986 年宝钢一期工程从日本引进开始应用的,随后上海浦东煤气厂、济钢、首钢等又引进了俄罗斯、乌克兰、日本的干熄焦技术。
在此基础上,原国家经贸委与原国家冶金局组织鞍山焦耐院等有关单位成立开发干熄焦技术一条龙协作组,对引进技术进行改进和创新,开发了具有我国自主知识产权的干熄焦技术。
2004年随着采用我国自主研发的干熄焦技术与设备的示范工程—马钢和通钢干熄焦装置的顺利投产,标志着我国实现了干熄焦技术与设备的国产化,以后又实现了设备的大型化和系列化。
目前,我国已能自主设计、制造和建设 50~200t/h 各种规模的干熄焦装置,干熄焦技术日趋成熟。
二、我国在干熄焦应用方面的相关政策2005 年《焦化行业准入条件》中规定新建或改扩建焦炉,原则上要同步配套建设干熄焦装置;2008 年新修订的《焦化行业准入条件》中规定钢铁企业新建焦炉要同步配套建设干熄焦装置并配套建设相应除尘装置;《产业结构调整指导目录》(2007 年)鼓励类目录中有干法熄焦技术应用;《国家钢铁产业发展政策》(2005 年)中规定焦炉必须同步配套干熄焦装置并匹配收尘装置。
2010年1月,工业和信息化部《关于印发钢铁企业炼焦煤调湿等4项技术推广实施方案的通知》(工信部节[2010]24号)其中之一是《钢铁企业和焦化企业干熄焦技术推广实施方案》,该方案计划用4 年时间(2010~2013 年),在条件成熟的大中型钢铁企业及大中型独立焦化企业中推广干熄焦技术,预期在大中型钢铁企业干熄焦率达90%以上,全焦化行业干熄焦率达40%以上。
三、我国干熄焦市场应用和前景据国家统计局统计,2010年我国规模以上焦化企业全年生产焦炭38757.1万吨,同比增长9.13%,其中钢铁联合企业焦化厂焦炭产量约13003.2万吨(纳入中焦协重点统计企业数),产量比重为33.55%。
干熄焦项目在独立焦化企业济效益不是十分明显,推广较为缓慢,只有大型焦化企业建有干熄焦装置。
2024年干熄焦装置市场前景分析

2024年干熄焦装置市场前景分析引言干熄焦装置是一种用于焦炭生产过程中将热焦炭迅速冷却、干燥并熄灭的设备。
随着全球能源需求的增长和环境保护要求的提高,干熄焦装置在焦炭生产行业中得到了广泛的应用。
本文将对干熄焦装置市场的前景进行分析,并探讨其发展趋势。
市场规模与增长趋势目前,全球焦炭生产市场规模庞大,预计在未来几年内仍将保持稳定增长。
据统计,2019年全球焦炭生产量约为4.2亿吨,其中中国占据了约60%的市场份额。
随着全球工业生产的发展和建筑、能源等行业的需求增加,焦炭市场将继续保持增长,从而推动干熄焦装置市场的发展。
干熄焦装置作为焦炭生产过程中必备的设备,其市场需求与焦炭产量密切相关。
随着焦炭市场的增长,干熄焦装置市场也将随之扩大。
另外,随着环境保护要求的提高,传统的湿熄焦方法因其对环境的污染而受到限制,而干熄焦装置具有绿色环保的特点,因此在环保压力下,干熄焦装置市场的需求将进一步增加。
市场竞争与趋势目前,全球干熄焦装置市场竞争激烈,主要的竞争企业有美国的Energy Recovery Inc.、日本的JFE Engineering Corporation、中国的山东锅炉集团等。
这些企业在技术研发、产品质量和售后服务等方面均有一定的优势,市场份额较大。
然而,随着干熄焦装置市场的进一步发展,新的竞争对手也将逐渐涌现。
未来,干熄焦装置市场的竞争趋势将主要体现在以下几个方面:1.技术创新:随着科技的不断进步,干熄焦装置的技术也将不断创新。
例如,采用先进的热回收技术,提高能效和节能效果,将成为市场发展的新方向。
2.产品质量和可靠性:随着用户对产品质量和可靠性的要求不断提高,干熄焦装置企业需要加大对产品质量的控制和研发投入,提高设备的稳定性和寿命,以满足用户需求。
3.售后服务:干熄焦装置的售后服务对用户而言非常重要,包括设备安装调试、维护保养、故障排除等。
在市场竞争中,售后服务的质量和效率将成为企业争夺客户的重要因素。
基于节能环保理念的我国干熄焦技术发展现状

为商 品焦 ,因干熄焦 炭的水分 较低 ,运 输过 程 中 的 粉 尘 转 移 污 染 问题 也 应 考 虑 。
4 .2 酚氰 废 水难 以 循环 利 用 , 有 外 排 可 能
发达 国家 开始研 究开发干熄焦 技术 ;6 O 年代 前 苏联取得 突破性进 展,多数焦 化厂采 用干
4 .3回收 能量的利用及经 济性 并非 采 用 干熄 焦 工 艺 就 能收 到 节 能效 果 ,关键是干 熄焦产 生的蒸汽有 使用价值 。 对于 焦化企业 来讲纯粹 的蒸汽并 无多少实用 价值 ,而必须将其发 电,才 能达到节能 目的, 并产 生一定 的经济价值 。而焦化 厂干熄焦发 电规 模偏小 ,上网 困难 ,且上 网价格偏低 , 因此 , 采 用 干 熄 焦 工 艺 带 来 的 经 济 效 益 ,远 不足 以提高企业推行干熄焦工艺 的积极性 。
过热蒸汽量计算如下:
5 、独立焦化企业节能减排 的途径分
析
干 熄 焦 技 术 是 焦 化 企 业 重 要 的节 能 减 排
压 缩空气 ,干熄焦水 消耗量虽 然低 ,但 其消
耗 的 是新 鲜 水 ,而 湿 熄 焦 消耗 的 是 生产 废 水 ,
一
措施 ,但不是唯一措施 。对于钢铁联合企业 , 可 以大 力 发 展 干 熄 焦 技 术 ;对 于 独 立 焦 化 厂 ,
2 、干熄焦工艺与湿熄焦工艺的分析
对 比 2 .1干熄焦节能效果分析 在干 熄焦系统 中 ,利用 惰性气体 与红焦 进行换 热,吸 收了红焦显热 后的惰性 气体再 将热量传 递给配 套的余热锅 炉 ,生产 蒸汽用 于 发 电 。 理 论 上 每 吨 红 焦 经 干 熄 焦 后 可 生 产
国内外干熄焦技术状况及发展趋势共23页word资料
国内外干熄焦技术状况及发展趋势1.国外干熄焦最新技术及发展趋势1.1干熄焦工艺的发展概况干法熄焦(Coke Dry Quenching)简称干熄焦(CDQ),是相对于湿熄焦而言的采用惰性气体熄灭赤热焦炭的一种熄焦方法。
干熄焦能回收利用红焦的显热,改善焦炭质量,减轻熄焦操作对环境的污染。
干熄焦起源于瑞士,最早的干熄焦装置是1917年瑞士舒尔查公司在丘里赫市炼焦制气厂采用的。
20世纪30年代起,前苏联、德国、日本、法国、比利时等许多国家,也相继采用了构造各异的干熄焦装置。
干熄焦装置经历了罐室式、多室式、地下槽式、地上槽式的发展过程,由于处理能力都比较小,发生蒸汽不稳定、投资大等因素,这一技术长期未得到发展。
到了20世纪60年代,前苏联在干熄焦技术工业化方面取得了突破性进展,在切列波维茨钢铁厂建造了带预存室的地上槽式干熄焦装置,处理能力达到52~56t/h。
这种带预存室地上槽式于熄焦工业装置解决了过去干熄焦装置发生蒸汽不稳定等问题,实现了连续稳定的热交换操作。
该装置的技术先进性得到了世界焦化界的公认,并陆续在焦化厂推广建设。
20世纪70年代,全球范围内的能源危机,进一步推动了干熄焦技术的发展。
日本首当其冲,在能源短缺、节能呼声高涨的背景下,从前苏联引进干熄焦技术和专利实施许可,经过消化移植,在大型化、自动化和环境保护措施等方面有所发展。
到了20世纪90年代,日本建成投产了单槽处理能力为56~200t/h 的多种规模的干熄焦装置39套,干熄焦率约占日本高炉焦用量的80%,是干熄焦装置应用最多的国家之一。
目前,日本新日铁、NKK、德国蒂森·斯梯尔·奥托公司在于熄焦技术上处于领先水平。
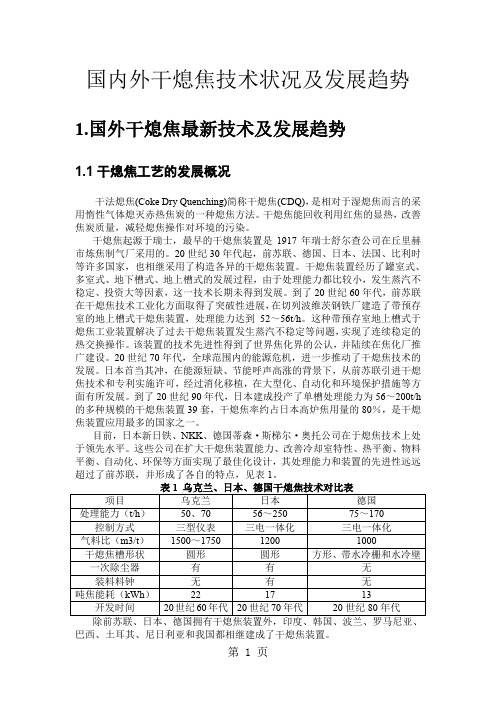
这些公司在扩大干熄焦装置能力、改善冷却室特性、热平衡、物料平衡、自动化、环保等方面实现了最佳化设计,其处理能力和装置的先进性远远超过了前苏联,并形成了各自的特点,见表1。
巴西、土耳其、尼日利亚和我国都相继建成了干熄焦装置。
(整理)国内外干熄焦技术状况及发展趋势
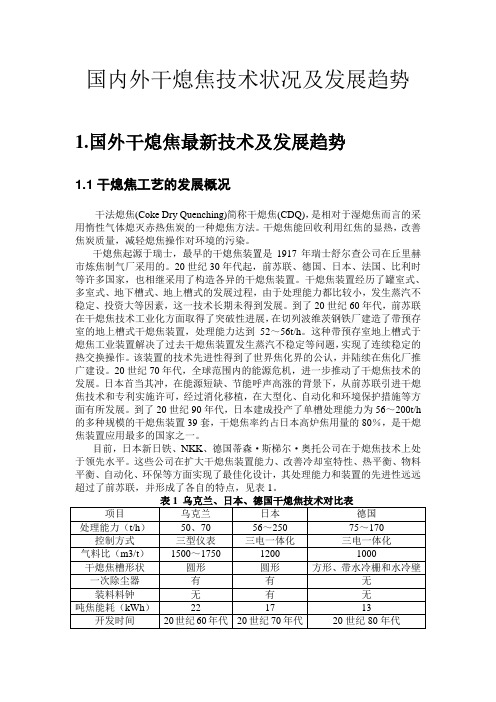
处理能力(t/h)
50、70
56~250
75~170
控制方式
三型仪表
三电一体化
三电一体化
气料比(m3/t)
1500~1750
1200
1000
干熄焦槽形状
圆形
圆形
方形、带水冷栅和水冷壁
一次除尘器
有
有
无
装料料钟
无
有
无
吨焦能耗(kWh)
22
17
13
开发时间
20世纪60年代
20世纪70年代
20世纪80年代
同时在保持原焦炭质量不变的条件下,采用干熄焦可扩大弱粘结性煤在炼焦用煤中的用量,降低炼焦成本。
两种熄焦方法焦炭质量指标对比见表2。
表2干熄焦工艺和湿熄焦工艺焦炭质量对比表
焦炭质量指标
湿熄焦
干熄焦
(干基)(%)
10.5
10.4
挥发分(%)
0.5
0.41
米库姆转M40(%)
2.
2.1
我国干熄焦技术的应用,始于上海宝钢建设。1985年,上海宝钢一期工程引进日本4×75t/h干熄焦装置正式投产运行,这是我国最早引进投产的干熄焦装置。同年,上海浦东煤气厂引进前苏联2×70t/h干熄焦装置,并于1994年投产。1991年和1997年宝钢二期、三期采用日本技术的两组4×75t/h干熄焦,1999年济钢采用乌克兰技术的2×70t/h干熄焦,2001年首钢采用日本技术的1×65t/h干熄焦装置相继建成投产,2003年马钢的干熄焦工程被列入“九五”国家重大引进技术消化吸收项目一干熄焦“一条龙”项目中的消化吸收创新工程,是国内第一条自行设计制造的,其国产化率达90%以上。此外,武钢、鞍钢、昆钢、通钢等许多国内钢铁企业也都在进行干熄焦工艺的建设。迄今为止,国内已有17套干熄焦装置投入运行。
干熄焦的发展进展、原理及应用

干熄焦的发展进展、原理及应用1、国内干熄焦使用概况干法熄焦简称干熄焦(CDQ),是相对于湿熄焦而言的采用惰性气体熄灭赤热焦炭的一种熄焦方法。
干熄焦能回收利用红焦的显热,改善焦炭质量,减轻熄焦操作对环境的污染。
(1)干熄焦的发展过程干熄焦起源于瑞士,20世纪40年代许多发达国家开始研究开发干熄焦技术,采取的方式各异,而且一般规模较小,生产不稳定。
进入60年代,前苏联在干熄焦技术方面取得了突破性进展,实现了连续稳定生产,获得专利发明权,并陆续在国内多数大型焦化厂建成干熄焦装置。
到目前为止,前苏联有40%的焦化厂采用了干熄焦技术,单套处理量在50-70t/h。
但前苏联干熄焦装置在自动控制和环境措施方面起点并不高。
20世纪70年代的全球能源危机促使干熄焦技术得到了长足发展,资源相对贫乏的日本,率先从苏联引进了干熄焦技术,并在装置的大型化、自动控制和环境保护方面进行了有效地改进。
到90年代中期,日本已建成干熄焦装置31套,其中单套处理能力100t/h以上的装置有17套,日本新日铁和NKK 等公司建成的干熄焦单套处理量可达到200t/h以上;装置方式采用了料钟布料,排焦采用了旋转密封阀连续排焦,接焦采用了旋转焦罐接焦等技术,使气料比大大降低极大地降低了干熄焦装置的建成投资和装置的运行费用;在控制方面实现了计算机控制,做到了全自动无人操作;在除尘方面,采用了除尘地面站方式,避免了干熄焦装置可能带来的二次污染。
日本的干熄焦技术不仅在其国内被普遍采用,同时它将干熄焦技术输出到德国、中国、韩国等国家,其干熄焦技术已达到国际领先。
20世纪80年代,德国又发明了水冷壁式干熄焦装置,使气体循环系统更加优化,并降低了运行成本。
德国帝森尔奥托(TSOA)公司成功地将水冷栅和水冷壁置入干熄炉,并将干熄炉断面由圆形改成方形,同时在排焦和干熄炉供气方式上进行了较大改进,干熄炉内焦炭下降及气流上升,实现了均匀分布,大大提高了换热效率,使气料比降到1000m3/t焦下,进一步降低了干熄焦装置的运行费用。
干熄焦发展现状及工艺优点分析
2 . Z a o z h u a n g Mi in n g G r o u p C o a l C h e m i c a l I n d u s t r y R e s e a r c h I n s t i t u t e, Z a o z h u a n g 2 7 7 0 0 0 ,C h i n a ) Ab s t r a c t : T h e d e v e l o p me n t o f t h e D r y C o k e Q u e n c h i n g t e c h n o l o g y i s s t a t e d .C o m p a r e d t o We t C o k e Q u e n c h i n g ,t h e
焦炭质量也 明显提高 。
干 熄焦技术 的发展符 合 国家 的能源政 策和企 业可持续
发展战略 的需要 。本文 阐述 了干熄 焦技术 的发展 现状 , 分析
了干熄焦相 比于湿熄 焦在 产 品质量 、 环境保 护 、 资源 利用 等 方 面的优势 。
熄焦装置投资较大 , 并且大多数焦化企 业资金 和技术实力 比
焦装置也建成投产 … 。此后 , 昆钢 、 鞍钢 、 通钢 等钢铁 企业都
对于熄焦装置进行 了建设 。整个 2 0 1 2年 , 我国就有 l 5套于
熄焦装置 建成投 产 , 使 国内干熄 焦装 置总数达 到 1 3 6套 J 。 由于干熄 焦在降低 企业 能耗 , 提 高焦 炭质 量方面优 势 明显 ,
焦化企业把 高温焦炭 冷却 到 常温 的主要 采用 湿熄 焦和
×6 5 t / h干熄焦装 置建成投产 J 。
干熄焦 两类熄焦方法 。湿熄焦技 术是 比较传统 的熄焦方法 ,
干法熄焦技术进展及应用前景

干法熄焦技术进展及应用前景关键词:能源;高质量;干熄焦技术;发展;前言干法熄焦(CDQ),简称干熄焦是相对于湿法熄焦而言的一种新型熄焦方法。
湿法熄焦在我国焦化厂普遍使用,但在湿法熄焦过程中产生大量的含污染物的湿蒸汽排人大气中,其中含有HCN、H2S、NH,、酚类、粉尘等有害物质。
湿法熄焦严重污染环境,浪费大量的热能,消耗大量的水,又影响焦炭质量。
干熄焦是以惰性冷气体氮气为载体,通入干熄炉内冷却炽热红焦炭,使红焦炭由1050℃冷却至200oc以下,循环的惰性热气体(氮气)热量经回收产生蒸汽和发电,氮气循环在密闭系统内完成,整个熄焦过程基本不对环境造成污染。
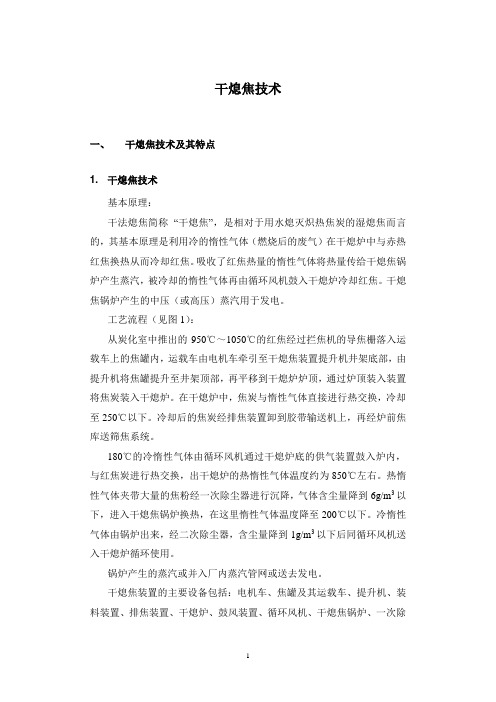
一、干法熄焦技术(1)流程推焦机将红焦从炭化室推出后,红焦由拦焦机导入圆形旋转焦罐或方形焦罐,焦罐台车由电机车牵引至干熄焦提升井架底部,由提升机将焦罐提升至提升井架顶部;提升机挂着焦罐向干熄炉中心平移的过程中,与装入装置连为一体的炉盖由电动缸自动打开,装焦漏斗自动放到干熄炉上部;提升机放下的焦罐由装入装置的焦罐台接受,在提升机下降的过程中,焦罐底闸门自动打开,开始装入红焦;红焦装完后,提升机自动提起,将焦罐送往提升井架底部的空焦罐台车上,在此期间装入装置自动运行将炉盖关闭。
装入干熄炉的红焦,在预存段预存一段时间后,随着排焦的进行逐渐下降到冷却段,在冷却段通过与循环气体进行热交换而冷却,再经振动给料器、旋转密封阀、双岔溜槽排出,然后由专用带式运输机运出。
冷却焦炭的循环气体,在干熄炉冷却段与红焦进行热交换后温度升高,并经环形烟道排出干熄炉;高温循环气体经过一次除尘器分离粗颗粒焦粉后进入干熄焦锅炉进行热交换,锅炉产生蒸汽,温度降至约160℃的低温循环气体由锅炉出来,经过二次除尘器进一步分离细颗粒焦粉后,由循环风机送入给水预热器冷却至约130℃,再进入干熄炉循环使用。
(2)工艺路线焦粉工艺路线∶一次除尘器及二次除尘器从循环氮气中分离出来的焦粉,收集在粉焦储槽内,经处理后由汽车运走。
2023年干熄焦装置行业市场前景分析

2023年干熄焦装置行业市场前景分析干熄焦装置是一种使用干熄焦技术的设备,主要用于热解焦炭产生的有害气体的净化和回收,具备节能环保,资源回收等诸多优点,因此得到了广泛的应用,特别是在钢铁、化工等行业中,市场前景非常广阔。
本文将就其行业市场前景进行分析。
一、国内干熄焦装置市场现状干熄焦技术在我国发展时间还较短,目前仍处于起步阶段。
虽然干熄焦技术已经被广泛应用于欧美等发达国家,但在我国钢铁工业中使用的还是以湿熄焦为主,干熄焦装置的应用仍然比较有限。
目前,国内干熄焦装置的市场主要由一些大型钢铁企业和化工企业主导,比如武钢、宝钢、沙钢等钢铁企业,华能、济南钢铁等化工企业。
这些企业大多数自研干熄焦技术,并采取自主生产或与国内外专业生产厂家合作生产。
二、干熄焦装置市场前景1、节能环保意识日益提高,市场需求逐渐扩大随着全球环境问题日益突出,各国政府和工业界都开始重视环保问题,追求可持续发展。
在我国,政府部门已经提出了很多环保政策,各行业也加强了环保意识,逐渐从传统高耗能、高污染的制造模式转向低耗能、低污染的清洁生产。
因此,对于干熄焦装置这样的节能环保设备的需求将会逐渐增加,市场前景广阔。
2、技术创新将进一步推动行业发展干熄焦技术作为一项新兴技术,仍有很大的发展空间。
未来,行业内的技术创新将加速推动行业的发展,并带来更多的市场机会。
随着科技的发展,未来的干熄焦设备将更加智能化,集成化程度也会越来越高,大幅提高设备的效率和生产效益。
3、推广、应用范围将会逐步扩大目前,干熄焦技术已经在钢铁、化工等行业的应用中取得了一定的成效,市场前景广阔。
随着干熄焦技术的不断完善和成熟,它将在钢铁、化工、矿山、冶金等领域逐步得到应用。
随着技术的进一步推广,干熄焦技术在未来市场的应用范围将会逐渐扩大。
综上所述,随着干熄焦技术的不断成熟和技术创新的不断推进,干熄焦装置市场前景广阔。
同时由于节能环保意识逐渐提高,市场需求将不断强劲。
因此,干熄焦装置作为一种高效、环保、节能的设备,在未来的市场前景将会越来越宽广。
解读大型干熄焦技术分析与应用实效
解读大型干熄焦技术分析与应用实效摘要:干熄焦技术是一项替代传统湿熄焦技术的新型技术,又被称为干法熄焦,相比于湿熄焦技术,其通过惰性气体来熄灭燃烧的焦炭。
该方法可以更好的回收焦炭热量,能显著提升焦炭质量,同时对环境造成的污染也低于湿熄焦技术。
本文主要分析了大型干熄焦技术的发展情况,同时介绍了该技术的具体技术原理与特点,根据目前的应用情况,对应用过程中存在的问题提出相应的解决策略,以供参考。
关键词:干熄焦技术;技术分析;应用引言:目前,干熄焦技术在我国的发展十分迅速,但是在应用过程中仍然会遇到一些技术难题。
为了更好的利用起干熄焦技术,让干熄焦技术发挥其更大的作用,我们必须结合以往的应用经验,通过计算机仿真模拟技术来对其进行多角度综合考虑,进而实现干熄焦技术的大型化、系列化以及长寿化发展。
1.干熄焦技术的发展情况干熄焦技术最早起源于20世纪10年代的瑞士,到了20世纪30年代,先后又给苏联、德国等多个国家应用,随着干熄焦技术的不断发展,干熄焦装置已经发展出了罐室式、多室式、地上槽式等多种形式,但是由于当时干熄焦技术仍然不够成熟,产生的蒸汽不够稳定、成本较大都是干熄焦技术应用中存在的问题。
直到20世纪60年代,前苏联在干熄焦技术工业化方面取得了突破性进展,某企业研制出的地上槽式干熄焦装置其处理能力可达到54~56th。
这种结构的干熄焦装置更加先进,为干熄焦技术有了更明确的发展方向。
到了20世纪90年代,日本干熄焦装置已经发展出了多种模式的型号,单槽处理能力均能达到60~200th,由干熄焦技术生产的焦炭占高炉焦用量的80%,这也是当时干熄焦技术应用最多国家之一。
由于我国工业的起步较晚,对干熄焦技术的应用也较晚,在20世纪80年代才有企业引入日本的干熄焦装置,当时引进的干熄焦装置单槽处理能力为75th。
随着后续的发展,我国多个炼钢厂都引入了乌克兰、日本等国家的干熄焦装置。
进入21世纪后,我国已拥有17套处理能力在70~75th之间的干熄焦装置,而一些处理能力在125~140th之间的干熄焦装置也正在建设之中。
干熄焦技术的难点、现状及发展方向
从前面的论述不难看出,降低干熄焦投资的关键,一是干熄焦装置系列化,使规模配置经济合理。二是干熄焦技术和设备全面国产化。
1.
宝钢一期引进投产以后,我国曾片面地追求100%干熄,即干熄焦的备用装置也必须是干熄,结果造成基建投资大大增加,尤其是在干熄焦装置大型化后,投资增加更加惊人。正如前面分析的,为100万吨焦化厂配套干熄焦装置,采用75t/h干熄焦装置,以干熄焦备用,需建3×75t/h干熄焦装置,能力将增大二分之一;采用126t/h干熄焦装置,以干熄焦备用,能力将增大一倍。其实,干熄焦完全可以用湿熄焦备用。因为,随着干熄焦装置用耐火材料的不断开发,装置的检修时间间隔也越来越长,日本已达到每1.5~2.0年检修一次,一次只有20天左右,所以以干熄焦为备用的意义越来越小。日本、德国等经济发达国家近些年在设计干熄焦装置时,也采用湿熄焦备用,以减少基建投资。92年底投产的德国凯泽斯图尔(Kaiserstuhl)焦化厂是世界最现代化,也是环保和装备水平最高的焦化厂。该厂配备了一套世界上最大的250t/h干熄焦装置,其备用也是采用湿熄焦。表-6是日本干熄焦装置的配置情况,从表-6可以看出世界上干熄焦技术发展最快的日本,85年以后所建干熄焦均以湿熄焦为备用。
新日铁
焦耐院
焦耐院
济钢设计院转化设计
焦耐院转化设计
气料比(m3/t焦)
1500
2023年干熄焦装置行业市场规模分析

2023年干熄焦装置行业市场规模分析
干熄焦装置是一种节能、环保的冶金设备,广泛应用于炼铁、炼钢等行业。
与传统的湿法熄焦设备相比,干熄焦装置具有节能环保、生产效率高等显著优势,被视为炼铁、炼钢等行业的重要装备之一。
本文将对干熄焦装置行业的市场规模进行分析。
一、干熄焦装置的发展概况
干熄焦技术在国外得到广泛应用并已经形成了相对成熟的产业链。
比较著名的干熄焦技术有Cooling Jigs、Tumbler Index、Fluid Temperature等。
国内干熄焦技术则是在20世纪90年代引入国内,并在近20年的发展中逐渐成熟。
目前国内干熄焦装置的制造商较多,主要有研究设计院所、钢铁设备制造企业、专业干熄焦设备制造企业等。
二、干熄焦装置的市场规模
干熄焦装置市场目前呈增长趋势,根据统计数据,2014年中国干熄焦设备市场规模
为66亿元,到2018年增长至109亿元,市场规模增长了65%。
从应用领域来看,炼钢行业对干熄焦装置的应用最为广泛。
此外,炼铁、耐火材料、石油化工等行业也有较大市场需求。
三、干熄焦装置市场前景
随着节能环保的意识不断加强,干熄焦技术将得到更多的应用和推广。
预计未来几年干熄焦装置市场将继续保持增长态势。
而且,在智能化、自动化的发展下,干熄焦装置厂家也将继续增强产品的竞争力,提高干熄焦技术的核心竞争力,加速销售拓展,不断提高市场份额。
总之,随着研发技术的进步和推广,干熄焦装置市场前景非常广阔,可以带来更多的发展机遇。
同时,各大厂家应该注重技术创新、质量提升,不断扩大市场规模,成为行业领导者。
干熄焦技术装备应用与发展#

干熄焦技术装备应用与发展干熄焦<CDQ)是相对湿法熄焦而言。
湿法熄焦在我国焦化厂普遍使用,但在湿法熄焦过程中大量含有HCN、H2S、NH3、酚类及粉尘等有害物质的蘑菇云湿蒸汽排入大气。
严重污染环境,不仅浪费大量热能,同时又消耗了大量熄焦水,影响焦炭质量。
干熄焦是以惰性冷气体氮气为载体,通入干熄焦炉内冷却炽热红焦炭,使火红焦炭由1100℃冷却至250℃以下。
氮气循环是在密闭系统内完成熄焦过程,基本消除了湿法熄焦排放的有害物质和湿蒸汽。
循环的惰性热气体热量经回收产生蒸汽并发电。
1、干熄焦装备迅速发展我国干熄焦装备技术始于20世纪80年代宝钢从日本引进75t/h CDQ装置,在宝钢共有12套处理焦炭75t/h CDQ装置,1996年济钢投产了处理焦炭70t/h 2套CDQ装置。
2000年前我国焦化企业仅有上述两家有CDQ装置。
随着我国钢铁工业迅速发展,导致焦化企业快速扩张和建设。
为严格控制污染加强环境治理,国家发展改革委员会于2004年发布了《焦化行业准入条件》公告76号文,规范了焦化厂的建设条件,使我国焦化厂配套建设CDQ装置得到迅猛发展。
截止2009年6月,仅四年时间,我国投产和在建CDQ装置增至123套。
其中已投产71套<产能达6000多万t),相应干熄焦年产能达11448万t,占焦碳总产能为35%,在钢铁企业干熄焦率高达50%。
就干熄焦的规模而言,我国居世界首位。
首钢京唐钢铁公司260t/h CDQ是目前世界最先进、最大规格的第二套装置。
2004年前我国还不具备干熄焦技术设计能力,马钢和通钢CDQ装置技术和设备国产化示范顺利投运,为我国自行设计CDQ装置技术奠定了基础。
目前我国CDQ装置从50~260t/h有16种规格。
我国部分企业CDQ装置见表1。
表1 我国部分企业CDQ装置分布情况——————————————————————————————————单位 CDQ装置规格投产时间单位 CDQ装置投产时间数量,t/h 规格数量——————————————————————————————————宝钢 12×75 1985 攀钢 1×145 2006.011×145 2008.5始建鞍钢 4×140 2005.10 涟钢 1×150 2007 2×160 杭钢 1×75 2006.05.19武钢 2×140 2003.12 鄂钢 1×140 2005.07 2×140 在建通钢 2×90 2004 首钢 1×65 2001 昆钢 1×140 2005.06韶钢迁焦 2×95 2009.6.20 南钢 2×140 2006.07 2×140 2007 三明 2009.02唐钢 1×150 2006.06 柳钢 1×150 2007.11.281×160 2009-7-201×180 2008.7建宁波 1×140 在建济钢 2×70 1996 太钢 2×150 2008.05.282×150 2006 本钢 2×150沙钢 3×140 2005 梅钢 1×140 2008.06莱钢 2×140 2005.12.28 包钢 3×125 2006-2007 马钢 3×125 2004.04 新余 2×90 2008 2×130 2007.6 1×155首钢京 1×260 2009.5.19唐公司 1×260 在建开滦中润 1×140 2009.6.30 安阳钢厂 1×75 2009-7-28山东石 1×95 沙钢 2×140 2008建横特钢——————————————————————————————————2、干熄焦技术特点以某厂干熄焦装置处理能力140t/h为例。
浅谈干熄焦技术的发展及应用
浅谈干熄焦技术的发展及应用介绍了干熄焦技术的原理和特点,国外干熄焦技术的起源、发展和国内干熄焦技术的引进和发展现状,对干熄焦技术在国内焦化行业发展的必要性进行阐述。
标签:干熄焦;技术发展及应用;必要性1 干熄焦技术简介干法熄焦(coke dry quenching)简称干熄焦(CDQ),是相对于湿熄焦而言,采用惰性气体熄灭炽热焦炭的一种熄焦方法。
干熄焦能回收利用红焦显热,改善焦炭质量,减轻对环境的污染。
干熄焦系统主要由干熄炉系统、锅炉系统、提升机系统、除尘系统、装焦、排焦及运焦系统组成。
1.1 干熄焦技术的发展过程干熄焦起源于瑞士,最早的干熄焦装置是1917年瑞士舒尔查公司采用的。
20世纪30年代起,前苏联、德国、日本等国家相继采用了构造各异的干熄焦装置。
20世纪60年代,苏联在干熄焦技术工业化方面取得了突破性进展,建造了第一套带预存室的地上槽式干熄焦装置。
20世纪70年代,日本在能源短缺的背景下引进苏联干熄焦技术和专利后经改进创新又有新的发展。
20世纪80年代,德国TSOA公司发明了水冷壁式干熄焦装置,将干熄炉断面改为方形,同时改进排焦和供气方式,使干熄焦技术进一步发展。
干熄焦技术经过90多年的发展已臻完善,当今日本和德国处于领先地位。
1.2 国内干熄焦技术的引进与应用情况我国干熄焦技术的应用,始于上海宝钢。
1985年上海宝钢一期工程引进日本4×75t/h全套干熄焦装置并正式投产运行,这是我国最早引进投产的干熄焦装置。
2001年前,我国拥有干熄焦技术的企业仅有三家,但是进入21世纪后,干熄焦技术在国内的到了迅速发展,首钢、马钢、武钢等钢铁企业进行了干熄焦工程的建设。
2008年,唐钢投产的180t/h干熄焦是目前国内最大的干熄焦装置。
宣钢焦化厂也于2010年底投产运行了第一套干熄焦装置,至今运行良好。
1.3 干熄焦技术特点1.3.1 基本工作原理喷淋式湿熄焦方式浪费大量热能,焦炭质量低,水分波动大,不利于高炉生产,蒸汽中含酚、氰、硫化物等造成大气污染。
中国干熄焦装置逐步实现国产化,行业市场集中度进一步提升
中国干熄焦装置逐步实现国产化,行业市场集中度进一步提升一、发展历程干熄焦是相对于湿熄焦而言的采用惰性气体熄灭赤热焦炭的一种熄焦方法。
干熄焦工艺作为一种新型的熄焦技术出现在工业行业当中。
它体现出了良好的节能效益,因此受到了焦化厂的广泛应用。
干熄焦起源于瑞士,最早的干熄焦装置是1917年瑞士舒尔查公司在丘里赫市炼焦制气厂采用的。
目前除俄罗斯、日本、德国拥有干熄焦装置外,印度、韩国、波兰、罗马尼亚、巴西、土耳其、尼日利亚和最高都相继建成了干熄焦装置。
二、市场现状中国是产焦大国,焦炉多,且炉组生产能力不一。
2019年中国焦炭产量为4.71亿吨,较2018年的4.48亿吨同比增长5.11%;2020年1-11月中国焦炭产量为4.32亿吨。
1985年宝钢从日本引进4×75t/h干熄焦装置正式投产运行。
2001年首钢引进新日铁1×65t/h干熄焦投产,2016年间国内仅有17套干熄焦装置相继建成投产,年干熄焦处理能力仅有755万吨,占当时中国焦炭产量的5.8%,这些装置处理能力小仅为65~75t/h,其技术和设备都是引进,这是中国干熄焦技术发展的第一阶段。
近几年来,在国家冶金技术发展政策的引导下,干熄焦作为重点节能推广项目已经得到各个企业积极响应。
根据中国炼焦行业协会数据显示:截至2019年底,全国174家企业已建成干熄焦装置325套。
总干熄能力达44.15Kt/h。
实际运行企业数量为160家,实际运行装置292套,实际处理焦炭能力41.03Kt/h。
《2021-2027年中国干熄焦装置行业发展现状分析及投资战略规划报告》数据显示:2019年共有86家钢铁企业已建成干熄焦装置206套,干熄能力为27.3Kt/h;共有88家独立焦化企业已建成干熄焦装置119套,干熄能力为16.9Kt/h。
中国干熄焦装置建成企业及数量主要分布在华北及华东地区;2019年华北地区共有67个企业建成干熄焦装置107套,华东地区共有54个企业建成干熄焦装置113套,中南地区共有20个企业建成干熄焦装置44套。
2024年干熄焦装置市场发展现状
2024年干熄焦装置市场发展现状引言干熄焦装置是一种用于将焦炭从高温状态迅速冷却到常温的设备。
随着工业生产的不断发展,干熄焦装置在钢铁、化工等行业中具有广泛的应用。
本文将对干熄焦装置市场的发展现状进行分析。
市场规模干熄焦装置市场在过去几年中呈现稳步增长的趋势。
随着全球钢铁生产的增加,对于干熄焦装置的需求也在不断提高。
根据市场研究报告,预计未来几年内,干熄焦装置市场将继续保持较高的增长率。
市场驱动因素1.钢铁行业的发展:钢铁行业是干熄焦装置的主要应用领域之一。
随着国内外钢铁生产的不断增加,对于干熄焦装置的需求也在增加。
2.环境保护要求的提高:与传统的湿式熄焦相比,干熄焦装置具有更低的能耗和更好的环保效益。
受到环保要求的影响,许多钢铁企业选择使用干熄焦装置来替代传统的熄焦工艺。
3.技术的发展:随着科技的不断进步,干熄焦装置的技术也在不断改进和创新。
新型的干熄焦装置具有更高的熄焦效率和更低的能耗,满足了行业对于高效、低能耗的需求。
市场竞争格局目前,干熄焦装置市场具有一定的竞争格局,主要有国内外几家知名企业占据主导地位。
这些企业拥有先进的技术和丰富的经验,具备较强的市场竞争力。
同时,一些新兴企业也在不断涌现,加剧了市场竞争。
市场发展趋势随着钢铁、化工等行业的不断发展,干熄焦装置市场未来将呈现以下几个趋势:1. 技术升级:随着技术的不断进步,干熄焦装置将向更高效、更节能的方向发展。
同时,应用人工智能等技术,提高设备的自动化水平,降低人力成本。
2. 资源优化:针对传统干熄焦装置能源利用率低的问题,未来将出现更多基于环保和节能的装置设计,提高能源利用效率。
3. 区域市场差异化:不同地区的干熄焦装置市场需求存在一定的差异。
未来,会出现更多定制化和个性化的设备,以满足不同地区的需求。
4. 国际市场扩展:随着全球化的推进,国内干熄焦装置企业将面临更大的市场竞争压力。
加强国际合作,拓展海外市场,将成为企业发展的重要方向。
干法熄焦技术国内外发展现状
题目:干法熄焦技术国内外发展现状姓名:班级:学号:成绩:0 引言目前大多数焦化企业都采用传统的湿法熄焦技术,即将出炉的红焦用喷水的方式熄焦。
这种熄焦方式不但使红焦携带的显热无法回收,造成能源严重浪费,而且在熄焦过程中产生大量的含酚、氰、氨、硫化物的废水、废气,废气中的粉尘、化学污染物,可漂移至数十里外,大气污染非常严重[1];而干法熄焦技术是利用惰性气体来冷却红焦。
惰性气体在装满红焦的熄焦室和废热锅炉之间反复闭路循环。
藉此,循环气体将接触红焦所获得的热量在座热锅炉内通过热交换生成蒸汽,或再继而发电。
实现了对红焦显热的回收和利用。
节能效果明显,焦炭质量得到改善,焦炭产率得到提高,优化了高炉生产。
同时,大大改善了熄焦过程中的大气污染。
因此,干法熄焦是目前唯一既节能又有良好环保效益的熄焦工艺[2]。
目前只有宝钢、济钢、首钢、鞍钢等少数焦化企业采用此种方式。
1 干法熄焦工艺与湿法熄焦相比,干法熄焦的显著特点是用热载体熄焦。
由于干法熄焦的热载体可采用不同的物质,因而世界上出现了四种干法熄焦工艺方法[3]:①用惰性气体作热载体熄焦;②用红热焦炭的热辐射熄焦;③用加热高炉煤气和发生炉煤气熄焦;④用带压力的蒸汽和热水熄焦。
2 干法熄焦工艺流程在国际上普遍采用的是上述第一种工艺方法。
上海宝钢采用的也是这种方)送至干熄法。
其工艺流程为:通过循环风机将温度为180—190℃的惰性气体(N2室与温度约为1000℃的赤热焦炭进行直接换热。
高温焦炭从上向下逐渐移动约1.5—2小时,被惰性气体冷却后温度降至180—200℃,从干熄室底部排出。
惰性气体吸收热量后温度可达750—800℃.从干熄炉底部排出。
惰性气体吸收热量后温圈750—800℃,干熄炉环形烟气道排出后,首先进入一次除尘器,除去粗颗粒焦尘.然后进入余热锅炉回收热量。
余热锅炉生产蒸汽供发电和生产直接使用。
由余热锅炉出来的惰性气体温度为190—200℃.再进入二次除尘器除去细颗粒焦尘,此时气体温度略有下降,然后进入循环风机进行循环使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
干熄焦技术发展干熄焦, 技术发展一、国外干熄焦最新技术及发展趋势(一)干熄焦工艺发展概况干法熄焦简称干熄焦(CDQ),是相对于湿熄焦而言的采用惰性气体熄灭赤热焦炭的一种熄焦方法。
干熄焦能回收利用红焦的显热,改善焦炭质量,减轻熄焦操作对环境的污染。
干熄焦起源于瑞士,最早的干熄焦装置是1917年瑞士舒尔查公司在丘里赫市炼焦制气采用的。
20世纪30年代起,前苏联、德国、日本、法国、比利时等许多国家也相继采用了构造各异的干熄焦装置。
干熄焦装置经历了罐室式、多室式、地下槽式、地上槽式的发展过程,由于处理能力都比较小,发生蒸汽不稳定、投资大等因素,这一技术长期未得到发展。
到了20世纪60年代,前苏联在干熄焦技术工业化方面取得了突破性进展,在切列波维茨钢铁厂建造了带预存室的地上槽式干熄焦装置,处理能力达到52-56t/h。
这种带预存室地上槽式干熄焦工业装置解决了过去干熄焦装置发生蒸汽不稳定等问题,实现了连续稳定的热交换操作。
20世纪70年代,全球范围内的能源危机进一步推动了干熄焦技术的发展。
日本首当其冲,在能源短缺、节能呼声高涨的背景下,从前苏联引进干熄技术和专利实施许可,经过消化移植,在大型化、自动化和环境保护措施等方面有所发展。
到了20世纪90年代,日本建成投产了单槽处理能力为56-200t/h的多种规模的干熄焦装置39套,干熄焦率约占日本高炉焦用量的80%,是干熄焦装置应用最多的国家之一。
目前,日本新日铁、NKK、德国蒂森·斯梯尔·奥托公司在干熄焦技术上处于领先水平。
这些公司在扩大干熄焦装置能力、改善冷却室特性、热平衡、物料平衡、自动化、环保等方面实现了最佳化设计,其处理能力和装置的先进性远远超过前苏联,并形成了各自的特点,见表1。
巴西、土耳其、尼日利亚和我国都相继建成了干熄焦装置。
(二)工艺技术特点与常规湿法熄焦相比,干熄焦主要有以下三方面特点。
1、回收红焦显热出炉红焦显热约占焦炉能耗的35%-40%,干熄焦可回收80%的红焦显热,平均每熄1t焦炭可回收3.9-4.0MPa、450℃蒸汽0.45-0.55t。
据日本新日铁对其企业内部包括干熄焦、高炉炉顶余压发电等所有节能项目效果分析,结果表明干熄焦装置节能占总节能的50%。
可以说,干熄焦在钢铁企业节能项目中占有举足轻重的地位。
2、改善焦炭质量干熄焦与湿熄焦相比,避免了湿熄焦急剧冷却对焦炭结构的不利影响,其机械强度、耐磨性、真比重都有所提高。
M40提高3%-6%,M10降低0.3%-0.8%,反应性指数CRI明显降低。
冶金焦炭质量的改善,对降低炼铁成本、提高生铁产量、高炉操作顺行极为有利,尤其对采用喷煤技术的大型高炉效果更加明显。
前苏联大高炉冶炼表明,采用干熄焦炭可使焦比降低2.3%,高炉生产能力提高1%-1.5%。
同时在保持原焦炭质量不变的条件下,采用干熄焦可扩大弱粘结性煤在炼焦用煤中的用量,降低炼焦成本。
两种熄焦方法焦炭质量指标对比见表2。
3常规的湿熄焦,以规模为年产焦炭100万吨焦化厂为例,酚、氰化物、硫化氢、氨等有毒气体的排放量超过600t,严重污染大气和周边环境。
干熄焦则由于采用惰性气体在密闭的干熄槽内冷却红焦,并配备良好有效的除尘设施,基本上不污染环境。
另一方面,干熄焦产生的生产用汽,可避免生产相同数量蒸汽的锅炉烟气对大气的污染,减少SO2、CO2排放,具有良好的社会效益。
两种熄焦污染情况见表3。
表kg/h随着干熄焦技术的推广应用,干熄焦设备的高效化、大型化成为20世纪80年代中期以来的发展趋势。
建设大型干熄焦装置,具有占地面积小、降低投资和运行费用、生产操作、自动控制、维修与管理简便、劳动生产率高等优点。
20世纪80年代中期以来,日本相继开发设计并建成了单槽处理能力分别为110t/h、150t/h、180t/h、200t/h以上的大型干熄焦。
干熄焦单槽处理能力按焦炉组生产规模确定,以一套配置,不配备备用干熄焦装置,当干熄焦装置检修时,启用湿法熄焦。
干熄焦大型化带来了工艺技术和装备的一系列改进,使干熄焦技术发展到一个新的水平。
主要的改进措施如下:1、装料装置的改进提高干熄焦处理能力,不是单纯加高干熄槽高度,而是采取加大直径来增大干熄槽容积,选择合理的高径比H/D,使投资要经济一些,结构要紧凑一些。
但随着干熄槽直径的加大,槽内面料偏析而更加不均匀。
针对这个问题,在装料装置溜槽的底口设置一个布料料钟,不仅解决了装料偏析,同时由于布料均匀使冷却气体分布均匀,通过焦层阻力减小,使焦炭冷却速度也较为一致。
因此,使冷却气体循环量下降200-300m3/t,从而降低了循环系统的动力消耗。
2、实现连续排焦前苏联和日本以前的设计,都是采用间歇排焦,即用多道闸门交替开闭或振动给料器与多道闸门组合方式,这种排焦装置的结构和程度控制较复杂,且还造成干熄焦槽内温度压力频繁波动。
日本新日铁对此进行了改进,采用电磁振动给料器和旋转密阀组合成连续排焦装置。
实现了连续不间断排焦,克服了间歇排焦之不足。
这种装置结构紧凑,降低排焦设备高度5m左右。
德国TOSA公司采用的是方形干熄槽,冷却室下部设计为多格溜槽,每格装有摆动式排焦装置,通过摆动阀按顺序连续排焦,也解决了间歇排焦温度压力不稳定的问题。
3、采用旋转接焦方式采用旋转接焦方式是防止接焦装焦偏析的措施,克服了过去采用矩形焦罐接焦形式的焦粒偏析和装焦布料的不均匀。
其优点除此之外有以下四点:一是圆形焦罐与矩形焦罐相比,在相同有效容积下,重量减轻,圆形焦罐的有效容积比大,为88%,矩形为65%;二是由于重量减轻,提升机能力可降低,节省投资和运行费用;三是圆形焦罐受热均匀,使用寿命相对延长;四是圆形焦罐接焦均匀,提升机导轨受力平衡,避免了矩形焦罐载荷不均对一边提升导轨的过度磨损。
4、节能措施新日铁采取在循环风机后,即入炉前增设给水预热器,降低入炉气体温度。
德国TOSA在干熄槽冷却室安装水冷壁、水冷栅,都是为了提高冷却效率的节能措施,并使吨焦循环气体量下降。
采用水冷壁、水冷栅方式,气料比降至每吨焦1000m3,吨焦能耗13kWh,仅为前苏联干熄焦吨焦能耗的60%。
5、锅炉设备防止干熄焦废热锅炉炉管磨损,是一个关键问题。
近年来,采取了许多耐磨耐蚀技术措施,使锅炉故障率大大降低,保证了干熄焦装置的正常安全运行。
日本电价昂贵,为增加发电量提高效益,日本的干熄焦吨焦产汽量高达600-700kg,蒸汽压力10MPa以上。
6、提高设备的可靠性采用无备用干熄焦方式,对设备可靠性、作业率要求更高。
日本干熄焦设备可以达到1.5年检修一次,作业率达到98%。
干熄焦控制全部采用三电一体化方式,实现了全自动操作。
二、国内干熄焦工艺应用情况(一)基本概况我国干熄焦技术的应用,始于上海宝钢。
1985年,上海宝钢一期工程引进日本4*75t/h干熄焦装置并正式投产运行,这是我国最早引进投产的干熄焦装置。
同年,上海浦东煤气厂引进前苏联2*70t/h干熄焦装置,并于1994年投产。
1991年和1997年宝钢二期、三期采用日本技术的两组4*75t/h干熄焦,2001年首钢采用日本技术的1*65t/h干熄焦装置相继建成投产,2003年马钢的干熄焦工程被列入“九五”国家重大引进技术消化吸引项目——干熄焦消化吸收创新“一条龙”项目工程,是国内第一条自行设计制造,国产化率达90%以上的干熄焦装置。
此外,武钢、鞍钢、昆钢、通钢等国内钢铁企业也都在进行干熄焦工艺的建设。
迄今为止,国内已有17套干熄焦装置投入运行。
(二)国内冶金焦化行业特点和干熄焦发展趋势首先,我国是产焦大国,焦炉多,且炉组生产能力不一,干熄焦装置应同炉组生产能力匹配,才能充分发挥资源和技术优势。
起初我国引进的干熄焦装置以70t/h和75t/h两种规模为主,不能合理地与炉组生产能力匹配,且采用备用干熄焦方式,从而增加了不必要的建设投资,影响干熄焦经济效益。
以年产焦量100万吨焦化厂为例,配置2*75t/h一组干熄焦装置,以湿熄焦备用,其处理能力富余20%;对年产焦量70-80万吨焦化厂,仍配置2*75t/h一组干熄焦,处理能力富余高达50%,显然不合理,以干熄焦备用,能力富余更多,更不合理。
因此,我国干熄焦装置必须根据生产能力形成系列,向大型化发展,开发100t/h 以上处理能力的干熄焦成为趋势。
以国外干熄焦大型化进行来看,只有干熄焦装置大型化、高效化,才能降低投资成本,提高投资效益,干熄焦水平才能上一个新台阶。
第二,钢铁工业是国民经济中的能耗大户,随着国家能源价格的调整,能源消耗已占钢铁生产成本的30%左右。
由于我国钢铁工业能耗较高,严重影响钢铁工业的竞争力,随着钢铁、能源价格与国际接轨,成为制约钢铁工业参与国际竞争的主要问题之一。
因此,节能降耗成为自“九五”规划以来冶金全行业的工作重点。
在钢铁联合企业中,炼铁系统(铁、炼、焦)占总能耗的50%以上,污染也是最严重的。
因此,炼铁系统节能一直是冶金企业节能和环保的重点,而在炼铁系统中,最大的节能和环保技术措施当属干熄焦,干熄焦具有节能、环保、提高质量的三重效益。
我国机焦生产能力达到9000万吨/a以上,其中冶金系统产焦能力达到6000万吨/a,但干熄焦率很低,建设干熄焦的市场需求很大。
针对以上所述情况,近几年来,在国家冶金技术发展政策引导下,干熄焦作为重点节能推广项目已经得到冶金企业积极响应,继武钢140t/h干熄焦项目之后,马钢(125t/h)、涟钢(100t/h)、本钢(121t/h)、包钢(125t/h)等十几家企业曾计划在十五期间建设100t/h以上规模干熄焦装置。
从这些在建和拟建项目中可以看出,大型化、高效化、国产化是干熄焦发展的必然趋势。
我国自20世纪80年代引进干熄焦技术以来,在中间近20年缓慢发展之后,随着技术进步、节能降耗、市场竞争形势的要求,必将迎来一个新的建设高潮。
(三)国内部分厂家干熄焦设备运行情况1、在宝钢的应用情况(1)基本概况我国第一套干法熄焦装置即宝钢干熄焦一期工程于1985年5月23日顺利投产,随后又进行了二、三期干熄焦工程。
现共有12座处理能力为75t/h的干熄焦装置在安全、正常地运行着。
(2)运行工艺参数处理能力: 75t/h干熄槽主要尺寸:储存室内径:Φ6060mm预存室容积: 200m3冷却室内径:Φ6800mm冷却室容积:300m3装入焦炭温度:1000-1050℃冷却后焦炭温度: 200-250℃循环气体量: 1500Nm3/t焦循环气体入口温度: 180-200℃循环气体出口温度: 800±50℃蒸汽产率:420-450kg/t焦蒸汽参数:46kgf/cm2,450℃循环气体组成:CO:8%-10%;H2:2%-3%;O2:0%-0.2%;CO2:10%-15%;N2:70%-75%(3)效益评估宝钢干熄焦自1985年5月23日投产至1998年5月31日,一、二、三期干熄焦共创造了如下经济实效:处理焦炭量3312万吨;产生蒸汽量1924万吨;发电量139347万kWH。