毛刺产生和消除
毛刺的消除
毛刺
时序仿真输出波形
引入了D 引入了D触发器的长帧同步时钟的产生
module longframe2(clk,strb); parameter DELAY=8; input clk; output strb; reg[7:0] counter; reg temp,strb; always@(posedge clk) begin if(counter==255) counter<=0; else counter<=counter+1; end always@(posedge clk) begin strb<=temp;end //引入触发器 //引入触发器 always@(counter) begin if(counter<=(DELAY-1)) temp<=1; else temp<=0; if(counter<=(DELAYend endmodule
消除毛刺后的时序仿真输出波形
延时方式去毛刺
延时方式去毛刺
逻辑方式去毛刺
逻辑方式去毛刺
定时方式去毛刺
定时方式去毛刺
跨时钟域设计
module metastable(clka,clkb,ina,outb); input clka,clkb,ina; output outb; reg outb,outa; always @(posedge clka) outa=ina; always @(posedge clkb) outb=outa; outa outb~reg0 endmodule
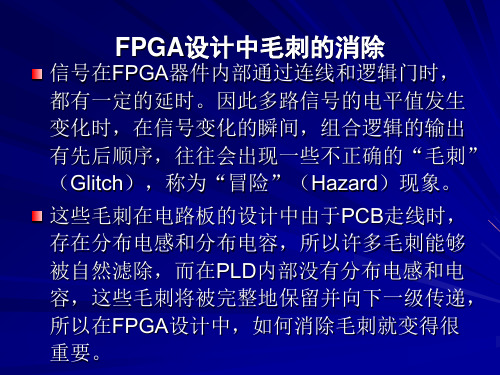
FPGA设计中毛刺的消除 FPGA设计中毛刺的消除
信号在FPGA器件内部通过连线和逻辑门时, 信号在FPGA器件内部通过连线和逻辑门时, 都有一定的延时。因此多路信号的电平值发生 变化时,在信号变化的瞬间,组合逻辑的输出 有先后顺序,往往会出现一些不正确的“毛刺” 有先后顺序,往往会出现一些不正确的“毛刺” (Glitch),称为“冒险”(Hazard)现象。 Glitch),称为“冒险” Hazard)现象。 这些毛刺在电路板的设计中由于PCB走线时, 这些毛刺在电路板的设计中由于PCB走线时, 存在分布电感和分布电容,所以许多毛刺能够 被自然滤除,而在PLD内部没有分布电感和电 被自然滤除,而在PLD内部没有分布电感和电 容,这些毛刺将被完整地保留并向下一级传递, 所以在FPGA设计中,如何消除毛刺就变得很 所以在FPGA设计中,如何消除毛刺就变得很 重要。
电路中如何消除方波跳变时产生的尖刺

电路中如何消除方波跳变时产生的尖刺?解释一:在组合逻辑中,由于门的输入信号通路中经过了不同的延时,导致到达该门的时间不一致叫竞争。
产生毛刺叫冒险。
如果布尔式中有相反的信号则可能产生竞争和冒险现象。
解决方法:一是添加布尔式的(冗余)消去项,但是不能避免功能冒险,二是在芯片外部加电容。
三是增加选通电路。
在组合逻辑中,由于多少输入信号变化先后不同、信号传输的路径不同,或是各种器件延迟时间不同(这种现象称为竞争)都有可能造成输出波形产生不应有的尖脉冲(俗称毛刺),这种现象成为冒险。
解释二:竞争与冒险是数字电路中存在的一种现象。
由于元器件质量和设备工艺已达到相当高的水平,因而数字电路的故障往往是竞争与冒险引起的,所以要研究它们。
在一个复杂的数字电路的设计阶段,就完全预料电路中的竞争与冒险是困难的,有一些要通过实验来检查。
下面将说明组合数字电路中竞争与冒险的基本概念和确定消除它的一些基本方法。
竞争:在组合电路中,信号经由不同的途径达到某一会合点的时间有先有后,这种现象称为竞争。
冒险:由于竞争而引起电路输出发生瞬间错误现象称为冒险。
表现为输出端出现了原设计中没有的窄脉冲,常称其为毛刺。
竞争与冒险的关系:有竞争不一定会产生冒险,但有冒险就一定有竞争。
在组合逻辑中,由于门的输入信号通路中经过了不同的延时,导致到达该门的时间不一致叫竞争。
产生毛刺叫冒险。
如果布尔式中有相反的信号则可能产生竞争和冒险现象。
解决方法:一是添加布尔式的消去项,二是在芯片外部加电容。
当组合逻辑电路存在冒险现象时,可以采取修改逻辑设计,增加选通电路,增加输出滤波等多种方法来消除冒险现象。
当一个门的输入有两个或两个以上的变量发生改变时,由于这些变量是经过不同路径产生的,使得它们状态改变的时刻有先有后,这种时差引起的现象称为竞争(Race)。
数字电路毛刺消除问题

数字电路⽑刺消除问题参考博⽂:和1. ⽑刺的产⽣原因:冒险和竞争使⽤分⽴元件设计电路时,由于PCB在⾛线时,存在分布电容和电容,所以在⼏ns内⽑刺被⾃然滤除,⽽在PLD内部没有分布电感和电容,所以在PLD/FPGA设计中,竞争和冒险问题⽐较重要。
信号在FPGA器件内部通过连线和逻辑单元时,都有⼀定的延时。
延时的⼤⼩与连线的长短和逻辑单元的数⽬有关,同时还受器件的制造⼯艺、⼯作电压、温度等条件的影响。
信号的⾼低电平转换也需要⼀定的过渡时间。
由于存在这两⽅⾯因素,多路信号的电平值发⽣变化时,在信号变化的瞬间,组合逻辑的输出有先后顺序,并不是同时变化,往往会出现⼀些不正确的尖峰信号,这些尖峰信号称为"⽑刺"。
如果⼀个组合逻辑电路中有"⽑刺"出现,就说明该电路存在"冒险"。
可以概括的讲,只要输⼊信号同时变化,(经过内部⾛线)组合逻辑必将产⽣⽑刺。
将它们的输出直接连接到时钟输⼊端、清零或置位端⼝的设计⽅法是错误的,这可能会导致严重的后果。
所以我们必须检查设计中所有时钟、清零和置位等对⽑刺敏感的输⼊端⼝,确保输⼊不会含有任何⽑刺。
存在逻辑冒险的电路:仿真波形:2. 判断是否存在冒险关于冒险的知识,数电书上有详细的说明,当时没有认真学,只了解个⼤概,现在⼜要重新看...还记得当年画卡诺图时的痛苦冒险按照产⽣⽅式分为静态冒险 & 动态冒险两⼤类。
静态冒险指输⼊有变化,⽽输出不应该变化时产⽣的窄脉冲;动态冒险指输⼊变化时,输出也应该变化时产⽣的冒险。
动态冒险是由静态冒险引起的,所以,存在动态冒险的电路也存在静态冒险。
静态冒险根据产⽣条件不同,分为功能冒险和逻辑冒险两种。
当有两个或两个以上的输⼊信号同时变化时,在输出端有⽑刺,称为功能冒险;如果只有⼀个输⼊变量变化时,出现的冒险称为逻辑冒险。
因为动态冒险是由静态冒险引起的,所以消除了静态冒险,也就消除了动态冒险。
去毛刺作业规范

文件编号:IQMS/JLW-JS-066A去毛刺作业规范(试行)编制:审核:批准:日期:北京纵横机电技术开发公司技术中心工艺技术部(中国铁道科学研究院机车车辆研究所)一、主题内容及适用范围本规范规定了机械、电子、电气零部件去毛刺作业的一般通用要求。
本规范与产品图样和相关技术要求文件配合使用。
本规范适用于北京纵横机电技术开发公司所有自制件产品,对于外协产品也具有指导意义。
由于产品的特殊性,不适用本标准的,允许制定相应作业指导书。
二、引用标准JB 4129 冲压件毛刺高度DIN 6784 各种工件的棱边标注GB/T 4127.13 立式砂轮机用去毛刺和荒磨砂轮三、去毛刺定义及方法分类1、去毛刺定义广义去毛刺流程如图1所示,是包含从设计去毛刺、机加工去毛刺、过程去毛刺、专门去毛刺到清洗工艺的一个完整过程。
狭义去毛刺工艺主要指专门去毛刺工序。
图1、广义去毛刺流程2、去毛刺方法分类2.1无毛刺或少毛刺设计和加工零部件经过加工后在其相交棱边处会产生大小不同的毛刺,通过改变设计结构和加工工艺,可以达到零件无或少毛刺,从而提高生产效率、减少成本和人工去毛刺强度。
因此,无毛刺或少毛刺设计及加工是一种主动去毛刺方法。
表1为无或少毛刺设计及加工典型实例。
表1 无毛刺或少毛刺设计及加工序号典型结构说明1增加倒角,去除毛刺。
加工螺纹前,在螺纹入口处加工90°至120°倒角,使得螺纹入口处无毛刺。
2增加退刀槽,去除毛刺。
在内外螺纹根部,加工退刀槽,去除螺纹外圆和内控交界处毛刺。
3改进结构,减少毛刺产生外圆或螺纹A与直槽交接处,应设计成阶梯轴,铣槽时,外圆或螺纹工作面A不会有毛刺。
4改进结构,减少毛刺影响改进焊接零件设计,减少和消除焊缝对装配使用的影响。
5 增加槽边缘倒角,去除毛刺。
在挡圈槽和阶梯轴处加工倒角,倒角15°或30°最佳,可以去除挡圈槽与内孔交接处棱角以及阶梯轴交汇处棱角的毛刺。
压铸件去毛刺方法大全

压铸件去毛刺的方法
机器人去毛刺相关要素
机器人本体: •刚性 •位置重复精度 •自由度(轴数)
利用数据库和输入,选择最佳工艺,输入: •加工质量要求 •材质 •尺寸 •毛刺大小位置等加工信息
压铸件去毛刺的方法
三、振磨
借助冲击振动/摩擦去除毛刺。
特点: • 效率一般。 • 毛刺不是全部被去除,而有些会折
2、专用的去毛刺工具 根据工件去毛刺强度及难度可选择不同形式。
适合曲面和内孔
砂片
砂带
压铸件去毛刺的方法
一、人工去毛刺
压铸件去毛刺的方法
人工去毛刺
工具方式: •纯人力 •气动 •电动
人工方式特点:
•良品率低,质量得不到保证 •效率低 •人工成本高 •工人易疲劳导致不良上升和安全隐患 •工件靠摩擦折弯(去料的除外),后期可 能反弹
压铸件去毛刺的方法
四、磨粒流加工(AFM)技术
常规的振磨,对于孔洞类的毛刺难于应付,AFM技术对此比较适合: •可处理0.35mm的微孔毛刺。 •无二次毛刺产生。 •流体特性可以处理复杂位置毛刺。
压铸件去毛刺的方法
五、热能去毛刺(TEM)技术
将需要加工的零件置于充满天然气和氧气混合气体的封闭燃烧 腔内,用火花塞 将混合气体点燃,产生高强度热量,这样便 可彻底将毛刺燃烧掉,而对工件本 身不产生任何损害。适合 精度要求高、多孔洞的产品。
人力资源: •手工去毛刺需要大量的人力,单独招这些人成本不低,可以 考虑外包方式。
压铸件去毛刺的方法
二、机器人去毛刺
压铸件去毛刺的方法
机器人去毛刺
原理类似于人工去毛刺,只是将动力变为机器人。 得到编程技术以及力控技术的支持,实现柔性打磨 (压力与速度的变换),机器 人去毛刺优势凸显。
常见冲压质量问题及解决之冲裁件的常见缺陷及原因分析

常见冲压质量问题及解决之冲裁件的常见缺陷及原因分析冲裁件的常见缺陷及原因分析冲裁是利用模具使板料分离的冲压工序。
冲裁件常见缺陷有:毛刺、制件表面翘曲、尺寸超差。
1、毛刺在板料冲裁中,产生不同程度的毛刺,一般来讲是很难避免的,但是提高制件的工艺性,改善冲压条件,就能减小毛刺。
产生毛刺的原因主要有以下几方面:1.1 间隙冲裁间隙过大、过小或不均匀均可产生毛刺。
影响间隙过大、过小或不均匀的有如下因素:a 模具制造误差-冲模零件加工不符合图纸、底板平行度不好等;b 模具装配误差-导向部分间隙大、凸凹模装配不同心等;c 压力机精度差—如压力机导轨间隙过大,滑块底面与工作台表面的平行度不好,或是滑块行程与压力机台面的垂直度不好,工作台刚性差,在冲裁时产生挠度,均能引起间隙的变化;d 安装误差—如冲模上下底板表面在安装时未擦干净或对大型冲模上模的紧固方法不当,冲模上下模安装不同心(尤其是无导柱模)而引起工作部分倾斜;e 冲模结构不合理-冲模及工作部分刚度不够,冲裁力不平衡等;d 钢板的瓢曲度大-钢板不平。
1.2 刀口钝刃口磨损变钝或啃伤均能产生毛刺。
影响刃口变钝的因素有:a 模具凸、凹模的材质及其表面处理状态不良,耐磨性差;b 冲模结构不良,刚性差,造成啃伤;c 操作时不及时润滑,磨损快;d 没有及时磨锋刃口。
1.3 冲裁状态不当如毛坯(包括中间制件)与凸模或凹模接触不好,在定位相对高度不当的修边冲孔时,也会由于制件高度低于定位相对高度,在冲裁过程中制件形状与刃口形状不服帖而产生毛刺。
1.4 模具结构不当1.5 材料不符工艺规定材料厚度严重超差或用错料(如钢号不对)引起相对间隙不合理而使制件产生毛刺。
1.6 制件的工艺性差-形状复杂有凸出或凹入的尖角均易因磨损过快而产生毛刺。
小结:毛刺的产生,不仅使冲裁以后的变形工序由于产生应力集中而容易开裂,同时也给后续工序毛坯的分层带来困难。
大的毛刺容易把手划伤;焊接时两张钢板接合不好,易焊穿,焊不牢;铆接时则易产生铆接间隙或引起铆裂。
电路中如何消除方波跳变时产生的尖刺.doc

电路中如何消除方波跳变时产生的尖刺?解释一:在组合逻辑中,由于门的输入信号通路中经过了不同的延时,导致到达该门的时间不一致叫竞争。
产生毛刺叫冒险。
如果布尔式中有相反的信号则可能产生竞争和冒险现象。
解决方法:一是添加布尔式的(冗余)消去项,但是不能避免功能冒险,二是在芯片外部加电容。
三是增加选通电路。
在组合逻辑中,由于多少输入信号变化先后不同、信号传输的路径不同,或是各种器件延迟时间不同(这种现象称为竞争)都有可能造成输出波形产生不应有的尖脉冲(俗称毛刺),这种现象成为冒险。
解释二:竞争与冒险是数字电路中存在的一种现象。
由于元器件质量和设备工艺已达到相当高的水平,因而数字电路的故障往往是竞争与冒险引起的,所以要研究它们。
在一个复杂的数字电路的设计阶段,就完全预料电路中的竞争与冒险是困难的,有一些要通过实验来检查。
下面将说明组合数字电路中竞争与冒险的基本概念和确定消除它的一些基本方法。
竞争:在组合电路中,信号经由不同的途径达到某一会合点的时间有先有后,这种现象称为竞争。
冒险:由于竞争而引起电路输出发生瞬间错误现象称为冒险。
表现为输出端出现了原设计中没有的窄脉冲,常称其为毛刺。
竞争与冒险的关系:有竞争不一定会产生冒险,但有冒险就一定有竞争。
在组合逻辑中,由于门的输入信号通路中经过了不同的延时,导致到达该门的时间不一致叫竞争。
产生毛刺叫冒险。
如果布尔式中有相反的信号则可能产生竞争和冒险现象。
解决方法:一是添加布尔式的消去项,二是在芯片外部加电容。
当组合逻辑电路存在冒险现象时,可以采取修改逻辑设计,增加选通电路,增加输出滤波等多种方法来消除冒险现象。
当一个门的输入有两个或两个以上的变量发生改变时,由于这些变量是经过不同路径产生的,使得它们状态改变的时刻有先有后,这种时差引起的现象称为竞争(Race)。
竞争的结果若导致冒险或险象(Hazard)发生(例如毛刺),并造成错误的后果,那么就称这种竞争为临界竞争。
液压铝阀块毛刺的主动控制和去除

103中国设备工程C h i n a P l a n t E n g i n e e r i ng中国设备工程 2020.08 (下)液压元件从最初的管式阀发展到板式阀和插装式阀,伴随着液压元件的发展,液压系统集成也相应地有了变化,液压系统集成管式阀只需要按照要求把各种阀用管路连接就可以,但集成板式阀和插装阀就需要用集成阀块来实现各种阀的油路连通,集成各种阀的阀体也变得较为复杂,对制造工艺的要求越来越高,集成阀块的特点是孔系密度大、孔的长径比大、孔规格多、螺纹多、交叉孔多、沟通孔多、阀孔精度高,所以集成阀块就面临如何加工才能满足液压系统要求的问题。
液压系统对集成阀块的主要要求是三个“度”:尺寸精度、表面粗糙度和清洁度。
为了解决漏油和渗油的问题,板式阀和插装阀对安装面有尺寸精度和表面粗糙度的要求;为了解决液压元件卡阀和磨损的问题,对清洁度提出了更高的要求,清洁度最关键的就是清除加工过程中产生的毛刺、切屑及其杂质,于是,在制造过程中如何去除毛刺保证液压阀块的清洁度,成了决定液压产品质量的关键技术。
液压集成铝阀块在机械加工的过程中常常伴随着毛刺和切屑的产生,毛刺和切屑是在刀具和阀体相对运动过程中产生的,在切削力作用下产生晶粒剪切滑移、塑性变形,使材料被挤压、撕裂,导致阀体与面的切割线或孔与孔、孔与螺纹交接处出现的各种尖边、毛边等多余材料和表面极细小的金属颗粒,特别容易产生于如铝合金类延展性好的材质。
液压阀块中毛刺和切屑的存在,轻者损坏零件,重则造成整个设备报废。
因此,加工流程中需要增加工序,以消除毛刺和切屑。
去毛刺和切屑工序的工时约占总加工工时的5%~10%,去毛刺和切屑成本占总加工成本的10%左右,这还没有考虑由于毛刺和切屑造成的损失,由此可见,去毛刺和切屑成为降低成本的重要因素。
1 铝阀块加工工艺流程在液压系统中,铝阀块有很多应用,阀块充当液液压铝阀块毛刺的主动控制和去除于良振 (上海楷液流体技术有限公司,上海 201209)摘要:液压铝阀块在液压系统中广泛应用,阀块中的毛刺和铝屑会对液压系统造成严重危害,控制液压铝阀块的清洁度成为产品质量的关键技术。
毛刺产生和消除

数字逻辑基础LOGO毛刺产生及消除传播延迟不仅限制电路工作的速度,它们也会在输出端引起不期望的多余跳变。
这些多余的跳变,称为“毛刺”。
⏹这将导致当其中一个信号发生改变时,给信号提供了两条或更多的流过电路的路径,并且其中一条路径的延迟时间比其他路径长。
⏹当信号路径在输出门重组时,这个在一条路径上增加的时间延迟会产生毛刺。
毛刺产生及消除当一个输入信号通过两条路径或多条路径驱动的一个输出,其中一条路径有反相器而另外一条没有时,通常会出现非对称的延迟。
包含反相器会产生毛刺的组合逻辑结构毛刺产生及消除毛刺生成逻辑结构和时序分析毛刺产生及消除当一个输入用于两个积项(或者和之积方程式的两个和项),以及反相器在其中一项中有而另一项中没有时,将会产生毛刺。
在该卡诺图中,两个圆圈决定了最小逻辑表达式。
B·C 独立于A 。
当B 变化时,两种不同的积项必须在输出时重组以保持输出为高,这就是引起毛刺的原因。
产生毛刺的电路毛刺该设计保存在\eda_verilog\glitch 目录下毛刺产生及消除电路产生毛刺可以通过它原理图、卡诺图或者是逻辑等式验证。
⏹在原理图中,输入后面有多条到达输出的路径,并且其中一条有反相器而其他路径没有就会产生毛刺。
⏹在卡诺图中,假如画的圈是相邻的但不重叠,那么那些没有被圈圈住的相邻项将有可能产生短时脉冲干扰。
毛刺产生及消除可能的毛刺没有毛刺没有毛刺毛刺产生及消除对于毛刺的产生,一个逻辑电路必须对驱动所有输入到适当的水平的耦合变量“很敏感”,这样就只有耦合变量可以影响输出。
在一个SOP 电路中,这意味着除了耦合输入外的所有的输入必须被驱动到“1”,这样它们对第一级与门的输出就不会产生影响。
这种情况为逻辑电路消除毛刺提供了一个直观的方法:将所有多余的输入信号组合到一个新的第一级的逻辑输入(例如,SOP 电路的与门),并将这个新增加的门添加到电路中。
毛刺产生及消除逻辑表达式:耦合项是A ,多余项可以组合成项的形式,将这项添加到电路组成方程式。
如何选择去毛刺技术及其检测方法

如何选择去毛刺技术及其检测方法工艺I●Technique如何选择去毛刺技术及其检测方法淮南煤矿机械厂技术发展中心(安徽淮南232058)王吉安1.问题的提出进行掘进机液压系统的某个零件设计时,我在技术要求中写上"去除各孔交贯处毛刺"的字样,但有人却以加工难度大,检测不方便,增加加工成本为由,提出置疑.工人常常忽视去毛刺工序,部分设计人员对此也不太重视,在图样上常常漏写"去毛刺"或"棱边倒钝"等.其实,去毛刺是一道非常重要的工序.在液压系统中,零件上的毛刺一旦脱落,进入元件时,就会卡死滑阀,损伤零件表面,割破软管或堵塞出液口等,影响主机性能,甚至停机.毛刺如果掉在定位基面上,会影响加工精度;毛刺还容易划伤工人,影响装配质量以及零件的寿命.2.毛刺的概述随着科学和生产的发展,去毛刺技术已日益受到人们的重视.在国外,如美日德等发达工业国家,都设有专门的研究机构,对毛刺产生的机理,去毛刺和检测方法,设计专用工具等进行大量研究工作.我国近几年也进行了实用性的研究工作,并取得了可喜的成绩.毛刺是工件在制造过程中产生的多余部分.机械零件的材料不同,加工方法多种多样,所产生的毛刺也不同.如铸锻件,焊接件以及塑料件在制造过程中产生的飞边和剩余材料;还有工件在切割加工过程中,在零件表面或交接处出现的多余材料等.本文主要探讨的是后一种情况.切割加工过程中的毛刺就是工件在切削力的作用下,产生晶粒剪切滑移,塑性变形,使材料挤压,撕裂,导致零件表面或交接处出现的多余材料.如图1所示,塑性变形区(剪切区)未深入切削表面时(见图1a),工件表面就不会产生毛刺;否则就会产生毛刺(见图1b).毛刺的种类按其材料,结构形状,加工方法不同,所形成的毛刺分类也不同(见表1).表1分类方法具体内容毛刺形成情况挤裂,弯曲,撕裂和切断毛刺加工方法车,镗,铰,铣,拉,刨,插,滚和磨削毛刺等毛刺横剖面形状长方形,三角形,椭圆形及其他形状毛刺尺寸大毛刺,小毛刺和微小毛刺毛刺的形状块状毛刺,鳞状,条状和坑洼状毛刺切屑刀具图13.毛刺的控制和去除根据毛刺产生的机理,采取如下几点措施防止切屑与刀具发生黏结或变形强化,即可能避免毛刺的产生.(1)降低刀具前刀面的表面粗糙度.(2)增大刀具的前角.(3)减少切削厚度.(4)对工件适当热处理,减少塑性变形.(5)采用抗黏结性能好的切削液.(6)根据零件的塑性,适当调整切削速度.在实际工作中,去毛刺方法若选择适当,会提高产品质量,降低成本.否则不但影响生产效率的提高,产品的质量,还会影响产品的成本.具体地说,有些产品较粗糙,只要用普通刷子或锉刀,砂纸打磨一下即可.有些产品要求较高,经过认真去毛刺后,由于毛刺较牢固,如果不是经过切削加工是很难脱落的,也不一定强求清除.有些高精产品,特别是安全性要求特别高,价值极高的产品,如飞机,卫星等产品就要求彻底清除毛刺,即使非极毓I^t玲掘I)2004年锖12觏JL乙7"o~'/'miquo—常牢固的毛刺需要经过切削加工的也要清除,否则万一毛刺脱落就会造成不可估量的损失.4.毛刺的检测方法及其选择的原则如何评价毛刺和棱边的规格标准,目前还没有统一标准.设计时也很少标明对毛刺和棱边的具体要求.在美国的SME(生产加工工程师学会)和ASME(美国机械工程师学会)对这方面有较深入的研究,但没有制订成国家级标准.为了评定被测工件去毛刺的质量,我们可以参照表面粗糙度的参数值范围的评定规则,将去毛刺质量划分成9~10个等级,如图2所示.这种定量方式是否能够合理,正确反映去毛刺质量,有待人们在实践中加以验证和修正.图2一毛刺高度R一毛刺根部半径,影响去毛刺的难易度s一毛刺根部厚度,说明毛刺与工件的粘合度r一去毛刺后的棱边圆角半径6一去毛刺后的剩余毛刺高度图3一般来说,检测毛刺时,首先应将去毛刺后的工件清洗干净并吹干,内部毛刺在必要时可剖开,根据被检测的工件的性能要求,外观等方面来选择适宜的检测方法(见表2).表2名称方法步骤应用范围用手抚摸去毛刺部分,凭手感来手感法决定的,如果扎手则认为毛刺还没适用于对外观有一定要求的产品有完全清除适用于产品的外观目测法内部毛刺可剖开,用肉眼观察和内部有一定精度要求的内部毛刺可剖开,用一根棉线沿适用于产品性能有挂丝法棱边移动,棉线被挂住了,或破损特定要求的,如伺服阀的阀口和密封性能了,则去毛刺不彻底要求较高的产品内部毛刺可剖开,用5~10倍放适用对产品性能和放大法精度有较高要求的产大镜观察工件品将工件进行纵剖或横剖,用万能定量法工具测量图3所示的参数.并在工适用于性能要求高,密封性好的产品件棱边上测出毛刺的宽度将工件置于有放大性能的轮廓仪拍照法上拍照,根据照片可定量检测毛刺适用于高精度产品的形状及有关参数在进行品质管理和检验时,应该把握选择检测方法的原则:(1)对各种检测毛刺方法的优缺点进行分析和比较,选择适应本单位产品的精度,性能要求的检测方法.(2)根据本单位拥有的技术,经验和检测仪表的情况选择相应方法.(3)检测方法尽可能简便,经济,尽量不破坏零件,不影响生产顺利进行为原则.(收稿日期:20040615)¨◆…l◆…l◆…l◆lII1~1II1~1II1~1Ill'Illl◆…l◆lII1~1II1~1…◆…I◆…I◆…l ◆…l◆lII1~1II1~1II1~111l◆lII1~1II1~1II1~1…◆…l◆lII1~1II1~1II1~1…◆川l ◆川l◆lII1~1…◆川l◆lII1'~111l◆lII1~1II1~111l◆…◆…l◆lII1~1…◆¨¨◆lII1~1…◆…l◆lI(上接第27页)/'6mm孔的不同轴和喇叭现象,而且生产效率大大(2)采用小杠杆或压板压人工件小槽内,既稳提高.定又可靠,不过小杠杆要短小,重量轻.最后加工的工艺方法是:先采用上述方法加工(3)镶磁铁的平面,角铁两平面表面粗糙度好/'6mm孔,然后以C平面为基准,用6mm孔要小于0.8m.定位在内圆磨床上磨10mm孔,使10mm孔和(4)角铁两平面垂直度要小于0.005mm./'6mm孑L的平行度得到保证,这一工艺方法经过较(5)要有保险装置,即用一只螺钉将角铁带在长时间的使用表明,废品率有了很大的下降,生产夹具底板的磁铁平面上,但要留足够的浮动间隙.效率也有很大提高,针杆连杆体的质量稳定了.另使用该夹具,对/'6mm孔与辅助基准面C的一方面,为拓展珩磨机的应用范围,进一步挖掘其平行度有一定的修正作用,可以保证其在要求之潜能,提供一条新的思路,供同仁参考.内,同时又保证了工件处于浮动状态,消除了(收稿日期:20040628)帆al'iJ,(砖拥I)2004年第f2搬。
电解加工去除毛刺的方法及改善
脉冲电解去除毛刺的方法及发展学院:学号:姓名:摘要:电解去毛刺加工是利用金属在电解液中产生阳极溶解的原理去除工件上多余材料的一种加工方法。
电解加工开始时,工件阳极与工具阴极的形状不同,工件表面上各点至工具表面的距离不等,因而各点的电流密度不同。
距离较近处通过的电流密度大,电解液的流速也常常较高,阳极溶液的速度较快;反之,距离较远处通过的电流密度小,阳极溶液的速度较慢。
当工具不断进给时,工件表面上各点就以不同的溶液速度进行溶解,工件的形状就逐渐接近于工具的形状,直到把工具的形状“复映”在工件上,得到所需要的形状为止。
关键词:电解脉冲电解去毛刺电解去毛刺的原理Abstract: the electrochemical deburring processing is the use of metal in electrolyte produced in the principle of anodic dissolution remove excess material of workpieces a processing method. Electrochemical machining began, the anode and cathode tools of different shapes, the surface at every point on the surface of the distance to the tools to differ, and that each point of current density is different. Distance is near the through current density, electrolytes and often high flow velocity, and the anode solution speed quickly; Conversely, distance is the distance through the current density is small, the anode solution at a slower speed. When tools for continuous feed, different points on the surface with different solution speed dissolved, the shape will gradually close to the shape of the tools, until the tools of the shape of the "complex reflected" on the work piece, the shape of the need to do so.一.引言:自20世纪70年代初起,前苏联、美国、日本、法国、波兰、瑞士、德国等-国家相继开始了对脉冲电流电解加工的研究。
打磨去毛刺方案

打磨去毛刺方案毛刺是指在物体的表面形成的微小突起或凹陷,给触感带来不适,影响使用效果和美观度。
在许多行业中,打磨去毛刺是一个常见的处理过程。
下面将介绍一种有效的打磨去毛刺方案。
1. 材料准备在进行打磨去毛刺之前,需要准备以下材料:- 打磨机- 不同粗细的砂纸(通常使用1000至3000的粗砂纸)- 砂布和砂轮- 打磨液(如砂轮液)- 清洁布- 润滑剂(如润滑油)2. 去除较大毛刺首先,使用较粗砂纸(如1000至1500的粗砂纸)对需要处理的物体进行初步打磨。
将砂纸固定在打磨机上,并将打磨液均匀涂在砂纸上。
然后,将打磨机轻轻地按照物体的表面纹理进行打磨。
注意保持平稳的力度和匀速的移动,以避免过度磨损。
3. 平滑表面完成初步打磨后,使用较精细的砂纸(如2000至3000的粗砂纸)进行进一步的打磨。
同样地,固定砂纸在打磨机上,并将打磨液涂抹在砂纸上。
以较轻的力度和匀速的移动方式进行打磨,直到毛刺逐渐减少,表面变得平滑。
4. 使用砂布和砂轮对于特别顽固的毛刺,可以尝试使用砂布和砂轮进行处理。
将砂布固定在打磨机上,并选择适当的砂轮进行打磨。
根据毛刺的严重程度和物体的材质,可以逐渐选择较细的砂轮进行打磨。
注意,在使用砂布和砂轮时,要保持适当的速度和力度,以避免过度破坏物体表面。
5. 清洁和润滑打磨完成后,使用清洁布将物体表面擦拭干净,以去除打磨过程中残留的砂粒和打磨液。
然后,涂抹润滑剂(如润滑油)在物体表面,以提高光滑度和防止新的毛刺形成。
综上所述,通过合理的打磨去毛刺方案,可以有效去除物体表面的毛刺,使其具有更好的触感和外观。
在使用打磨机和砂纸时,需要注意控制力度和速度,以避免对物体表面造成不必要的损伤。
同时,及时清洁和润滑可以提高物体的使用寿命和维护效果。
希望这个方案对你有所帮助!。
去毛刺

In挤压掉而是被刀具切削掉的,这样就会使产
生的毛刺变小甚至消除,同时毛刺是沿着刀
具的平行方向形成,有利于后续毛刺的去除
(见图 3-9/10)。
发动机一厂技术科
12
PDF created with pdfFactory Pro trial version
去毛刺工艺指南
2、毛刺大小的标准等级
毛刺的大小按其高度大致可分为以下 10 个等级(见图 2-1)。
Internal Use Only
当毛刺能用手或指甲
感觉到时,其毛刺高度约 在 0.1mm 以上,也就是 在 4 级以上
图 2-1
发动机一厂技术科
5
PDF created with pdfFactory Pro trial version
去毛刺工艺指南
3、影响毛刺大小的主要因 素
3.1 工件材料
3.1.1 硬度低、塑性好的材料,加工后越
容易产生毛刺且毛刺较大(如:铝 合金、尼龙、塑料)。
ly 3.1.2 硬度高、塑性较差的材料,加工后 n 不会产生较大的毛刺且毛刺很容易 O 被去除(如:铸铁缸体、粉末冶金、 e 硬质合金以及经过热处理的材料)。
图 3-3
图 3-4
◆工件末端以>90°倒角形式的过渡(见 图 3-5)。
发动机一厂技术科
9
PDF created with pdfFactory Pro trial version
去毛刺工艺指南
se Only 图3-5 U 工件末端以 >90°倒角形式过渡的 al 结构,在刀具加工至工件末端时,由于工件 n 末端的支承强度有所增加,工件末端的加工 r 余量不是被挤压掉而是被刀具切削掉的,这 te 样就会使产生的毛刺变小,同时毛刺是沿着 In刀具的平行方向形成,也有利于后续毛刺的
电化学(电解)去毛刺的基本原理

电化学去毛刺的基本原理电化学去毛刺的基本原理是利用金属在电解工作液中产生阳极溶解的电化学反应现象。
如下图所示:以工件为阳极,工具电极为阴极,当强迫使电解液通过工件上的毛刺和特殊设计的工具电极之间十分狭小的间隙同时,短时间加以电解电压,这时在工件的毛刺或棱边部分电流最集中,电流密度也最大,因而使毛刺很快被溶除,棱角也被倒圆。
在电化学去毛刺的过程中,工件和工具电极二者是相对固定不动的,即属于固定式工具阴极的电化学加工方法。
适合去除高硬度、高韧性金属零件的毛刺,可以在工件的特定部位进行限定加工,对于手工难以处理、可达性差的复杂内腔部位,尤其是交叉孔相贯线的毛刺。
脉冲电化学去毛刺是一种符合“绿色制造”要求的先进去毛刺工艺。
该工艺采用脉冲电源代替直流电源,并在非线性电解液中进行加工;加工时,工件接脉冲电源的正极,与毛刺部位相对应的工具电极接脉冲电源的负极,工件阳极与工具阴极之间保持较小的加工间隙,且工具阴极无进给。
该工艺具有以下特点:①由于加工所用电解液为中性无机盐水溶液,因此不会污染环境;②由于脉冲电流的间隙作用和压力波的搅拌作用改善了加工间隙内的电场和流场条件,降低了对电解液流动特性的要求,因此有利于获得稳定、理想的加工过程;③由于在加工过程中无切削力,不会形成附加应力和表面变质层,因此可改善加工表面微观几何形貌以及零件的物理、化学和机械性能。
脉冲电化学去毛刺加工的基本原理。
工件接脉冲电源的正极,工具电极接脉冲电源的负极,工具阴极与工件毛刺部位对应放置。
加工时,首先在加工间隙内加入电解液,然后接通脉冲电源,此时工件阳极表面将发生氧化反应,工具阴极则将发生还原反应。
工件阳极的基本电化学反应式为M-ne→Mn+Mn++n(OH)→Fe(OH)n↓工具(阴极)的基本电化学反应式为2H++2e→H2↓加工时,在工件阳极附近形成一层很薄的氧化膜,可在工件阳极与电解液之间起到隔离作用。
该氧化膜具有较高的电阻和较小的电导率,可阻止工件阳极表面进一步溶解,对工件阳极具有一定保护作用。
去毛刺作业规范

去毛刺作业规范(试行)编制:审核:批准:日期:北京纵横机电技术开发公司技术中心工艺技术部(中国铁道科学研究院机车车辆研究所)、主题内容及适用范围本规范规定了机械、电子、电气零部件去毛刺作业的一般通用要求。
本规范与产品图样和相关技术要求文件配合使用。
本规范适用于北京纵横机电技术开发公司所有自制件产品,对于外协产品也具有指导意义。
由于产品的特殊性,不适用本标准的,允许制定相应作业指导书。
二、引用标准JB 4129冲压件毛刺高度DIN 6784各种工件的棱边标注GB/T 4127.13立式砂轮机用去毛刺和荒磨砂轮三、去毛刺定义及方法分类1、去毛刺定义广义去毛刺流程如图1所示,是包含从设计去毛刺、机加工去毛刺、过程去毛刺、专门去毛刺到清洗工艺的一个完整过程。
狭义去毛刺工艺主要指专门去毛刺工序。
2、去毛刺方法分类2.1 无毛刺或少毛刺设计和加工零部件经过加工后在其相交棱边处会产生大小不同的毛刺,通过改变设计结构和加工工艺,可以达到零件无或少毛刺,从而提高生产效率、减少成本和人工去毛刺强度。
因此,无毛刺或少毛刺设计及加工是一种主动去毛刺方法。
表1为无或少毛刺设计及加工典型实例。
表1 无毛刺或少毛刺设计及加工典型结构说明增加倒角,去除毛刺。
加工螺纹前,在螺纹入口处加工90°至120°倒角,使得螺纹入口处无毛刺。
增加退刀槽,去除毛刺。
在内外螺纹根部,加工退刀槽,去除螺纹外圆和内控交界处毛刺。
改进结构,减少毛刺产生外圆或螺纹A与直槽交接处,应设计成阶梯轴,铣槽时,外圆或螺纹工作面A不会有毛刺。
改进结构,减少毛刺影响改进焊接零件设计,减少和消除焊缝对装配使用的影响。
增加槽边缘倒角,去除毛刺。
在挡圈槽和阶梯轴处加工倒角,倒角15°或30°最佳,可以去除挡圈槽与内孔交接处棱角以及阶梯轴交汇处棱角的毛刺。
5678少。
增加加工工序去除毛刺 阶梯孔系在不同尺寸孔交接 处、挡圈槽入口处、 偏心孔入口处易产生毛刺(如左图箭头 所示)。
转《明德扬分享》之【状态机的使用】

转《明德扬分享》之【状态机的使⽤】转《明德扬分享》之【状态机的使⽤】(本⽂档由明德扬精⼼设计,版权归明德扬科教所有,转载请注明出处,否则明德扬有权追究其法律责任)1.状态机概述1.1 状态机的定义及作⽤有限状态机FSM(Finite State Machine)简称状态机,通俗地说,状态机就是把全部的情况分成⼏个场景,这些场景的⼯作⽅式明显不同。
⼴义⽽⾔,因触发器本⾝就是若⼲状态的集合,故只要涉及触发器应⽤的电路都属于状态机范畴,也即任何时序模型都可以归结为⼀个状态机。
状态机是数字系统设计的重要组成部分,对于数字系统设计⼯程师,⾯对的只要是时序电路设计,状态机的概念则是必须贯穿于整个设计始终的最基本的设计思想和设计⽅法论。
只有从电路状态的⾓度去考虑,才能从根本上把握可靠、⾼效的时序逻辑的设计关键。
在现代数字系统设计中,状态机的设计对系统的⾼速性能、⾼可靠性、⾼稳定性都具有决定性的作⽤。
状态机应⽤⼴泛(特别是对于操作和控制流程⾮常明确的系统设计),在数字通信领域、⾃动化控制领域、CPU设计领域等都拥有不可或缺的重要地位。
1.2 状态机的分类按照不同的标准,状态机也有多种不同的分类形式,主要有以下⼏种:1) 以状态机的信号输出⽅式分,有Mealy型和Moore型两种状态机。
Mealy型状态机输出由当前状态和输⼊共同确定,Moore型状态机输出则仅取决于当前状态。
2) 以状态机的描述结构上分,有⼀段式、两段式、三段式三种类型状态机。
l 将整个状态机写到1个进程模块⾥,在该模块中既描述状态转移⼜描述状态的输⼊输出,称为⼀段式描述⽅法,即所谓的单进程状态机;l ⼀个模块⽤同步时序描述状态转移,另⼀个模块⽤组合逻辑判断状态转移条件、描述状态转移规律及逻辑输出,称为两段式描述⽅法;l ⼀个模块采⽤同步时序描述状态转移,第⼆个采⽤组合逻辑判断状态转移条件,描述状态转移规律,第三个模块使⽤同步时序电路描述每个状态的输出,该写法称为三段式写法。
导体毛刺对电缆电气性能的影响及其消除

拉线 紧压模具模孔不 光滑 , 变 认真修模抛光 , 严格检查模具 质 形 区和定径 区有 裂 纹、 疤 、 量 , 斑 不合 格者 , 坚决 不 用。采用 砂眼等缺陷, 工作 区与定径 区 优质金刚石涂层紧压模 , 可提高
酸洗质量差
延长酸洗时间 , 提高酸洗温度 , 冲 洗要干净 、 彻底
O 引 言
在 电线 电缆制造过程 中, 绞合导体毛刺是广大 技术人员经常遇到的质量问题。由于导体毛刺产生 的因素 有诸 多方 面 , 然 后 期 可通 过 多 种 工 艺 方 法 虽 消除 , 但从实际情况来看 , 各个生产企业都无法彻底 杜绝导体毛刺的产生。导体毛刺会造成中高压交联 电缆击 穿 , 文 希望 通过 还原 绞合 导体生 产过 程 , 本 找
的熔铸—_铜或铝杆的轧制— ÷ 单线拉制- 导体 — —+ 绞合。 由于 目前许多生产企业直接采 购已加工好 的 铜、 铝杆 , 因此本文只从单线拉制工序开始介绍。
收稿 日期 :0 1 30 2 1 - -1 0
( )铜、 1 铝单线拉制 。单线拉 制过 程就是将金
属杆材在一定的拉力作用下 , 通过一系列孔径逐渐
bo igf i ( xei na td n nls fteP eo e l n ud E p r t Su yada a i o h nm ・ w l me l ys h
基础理论 , 结合风激振动 的特点以及大量的基础性
试验研究 , 并走访了国内大量的电力系统用户 , 提出 了切实可行的室内消振试验方案和适用于国内市场 需求的现场监测仪器。
E e ti W i lc r r c e& C b e a l
21年 1 01 0月
Oc.. 01l t 2
高强度包装用钢带边部毛刺的改善与消除

高强度包装用钢带边部毛刺的改善与消除摘要:包装用钢带,广泛运用工业产品的包装打捆。
高强度热处理钢带边部毛刺比同种工艺下中带普遍较硬,精度较差,消除的难度较大。
关键词:包装用钢带;纵剪分条;毛刺;引言:宝钢冷轧精整机组目前有一条包装钢带生产线,基本满足宝钢厂区冷热轧、精整、汽车板等对打包用钢带的需求,同时亦能供应外部客户的部分需求。
但近些年来,随着公司业务的不断扩大,各种各样的客户对钢带边部质量的要求也逐步提高,对高强度钢带的边部质量要求更高。
在一些新开发的、新上线的高级产品用户因堆垛数量的增加,产品表面质量的要求精度提高,不允许捆带打包时在产品表面留下轻微的划痕,所以用户抱怨也逐渐增多,也说明生产线去毛刺装置的功能已逐渐不能满足客户的要求。
因此對高强度钢带边部的毛刺消除与改进亦逐渐提上日程,成为质量改进的迫切需求。
一、现场介绍带钢在纵切工艺以后有一套去毛刺装置,此套装置利用每组两对V型轮和一对平整辊对剪切后的带钢边缘进行俢磨,虽不能说具有边部倒角的功能,但却消除了钢带边部的滑移毛刺,使钢带边部圆滑,从而在进行捆带打包时不会出现卡带、毛刺伤手等情况。
每组修边装置由两对V型轮和一对平整辊组成,如图一,V型轮对捆带边部进行倒角去棱边,平整辊精压去毛刺保证精度。
V型轮和平整辊的压力均有压力阀控制,如图二,可以根据不同规格的带钢通过压力阀调整压力大小。
二、毛刺产生原因1、宝钢捆带生产线剪切工艺属于纵剪后,扇形展开的过程。
整个剪切过程包括三个阶段:第一阶段:压入,当圆盘剪与带钢接触后,在刀片的压力下,金属产生塑性变形,剪刀与带钢接触部分被刀片压陷,即所谓的压入阶段。
第二阶段:滑移,当刀片压入到一定深度时,剪刀与带钢接触部分的金属内部晶格在刀片作用下,发生滑移。
第三阶段:撕裂,带钢与刀片接触处,金属内部晶格发生滑移后,在剪力的作用下,带钢在此处发生完全断裂,但由于刀片的压下作用,毛刺就沿刀片压下方向伸展,故而出现一边毛刺现象,如图三。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数字逻辑基础
LOGO
毛刺产生及消除
传播延迟不仅限制电路工作的速度,它们也会在输出端引起不期望的多余跳变。
这些多余的跳变,称为“毛刺”。
⏹这将导致当其中一个信号发生改变时,给信号提供了两条或更多的流过电路的路径,并且其中一条路径的延迟时间比其他路径长。
⏹当信号路径在输出门重组时,这个在一条路径上增加的时间延迟会产生毛刺。
毛刺产生及消除
当一个输入信号通过两条路径或多条路径驱动的一个输出,其中一条路径有反相器而另外一条没有时,通常会出现非对称的延迟。
包含反相器会产生毛刺的组合逻辑结构
毛刺产生及消除
毛刺生成逻辑结构和时序分析
毛刺产生及消除
当一个输入用于两个积项(或者和之积方程式的两个和
项),以及反相器在其中一项中有而另一项中没有时,将会产生毛刺。
在该卡诺图中,两个圆圈决定了最小逻辑表达式。
B·C 独立于A 。
当B 变化时,两种不同的积项必须在输出时重组以保持输出为高,
这就是引起毛刺的原因。
产生毛刺的电路
毛刺
该设计保存在\eda_verilog\glitch 目录下
毛刺产生及消除
电路产生毛刺可以通过它原理图、卡诺图或者是逻辑等式验证。
⏹在原理图中,输入后面有多条到达输出的路径,并且其中一条有反相器而其他路径没有就会产生毛刺。
⏹在卡诺图中,假如画的圈是相邻的但不重叠,那么那些没有被圈圈住的相邻项将有可能产生短时脉冲干扰。
毛刺产生及消除
可能的毛刺没有毛刺没有毛刺
毛刺产生及消除
对于毛刺的产生,一个逻辑电路必须对驱动所有输入到适当的水平的耦合变量“很敏感”,这样就只有耦合变量可以影响输出。
在一个SOP 电路中,这意味着除了耦合输入外的所有的输入必须被驱动到“1”,这样它们对第一级与门的输出就不会产生影响。
这种情况为逻辑电路消除毛刺提供了一个直观的方法:将所有多余的输入信号组合到一个新的第一级的逻辑输入(例如,SOP 电路的与门),并将这个新增加的门添加到电路中。
毛刺产生及消除
逻辑表达式:
耦合项是A ,多余项可以组合成项的形式,将这项添加到电路组成方程式。
原等式是最小逻辑表达式,为了不产生毛刺,在最小逻辑表达式中添加了一个冗余项。
毛刺产生及消除
原始的SOP 表达式画圈并没有重叠,这就是毛刺潜在的特点。
当增加了冗余项的圈时,每个圈至少重叠其他一项,那就不会产生毛刺。
消除毛刺的电路
添加一项
该设计保存在\eda_verilog\glitch_remove 目录下。