现代精密简介 -中文版(PPT2016修改版)
磨削加工中顺逆磨研究现状与发展

磨削加工中顺逆磨研究现状与发展发布时间:2021-12-04T11:24:09.085Z 来源:《中国科技信息》2021年11月上31期作者:徐海涛[导读] 工程陶瓷材料因优异的力学性能,广泛应用于轴承制造、冶金化工、切削刀具、生物工程等行业,甚至在固体火箭发动机内衬、航天器喷嘴、导弹整流罩、陶瓷装甲等高精尖领域关键零部件也有应用。
但陶瓷材料特殊的成型工艺和晶体结构决定其具有高硬度和高脆性,加工过程易出现裂纹、烧伤、亚表面损伤等缺陷,这给工程陶瓷广泛用于工业各领域带来巨大挑战。
目前业界较认可和广泛应用的工程陶瓷加工方法仍是磨削加工,但其低效率、高成本的缺点促使研究者们不断探索新的加工技术。
齐齐哈尔二机床(集团)有限责任公司徐海涛黑龙江齐齐哈尔 161000摘要:工程陶瓷材料因优异的力学性能,广泛应用于轴承制造、冶金化工、切削刀具、生物工程等行业,甚至在固体火箭发动机内衬、航天器喷嘴、导弹整流罩、陶瓷装甲等高精尖领域关键零部件也有应用。
但陶瓷材料特殊的成型工艺和晶体结构决定其具有高硬度和高脆性,加工过程易出现裂纹、烧伤、亚表面损伤等缺陷,这给工程陶瓷广泛用于工业各领域带来巨大挑战。
目前业界较认可和广泛应用的工程陶瓷加工方法仍是磨削加工,但其低效率、高成本的缺点促使研究者们不断探索新的加工技术。
关键词:顺、逆磨;磨削力;磨削温度;表面特性引言一般情况下砂轮线速度高于45m/s的磨削称为高速磨削,而高于150m/s的超高速磨削可以称作是磨削技术的史上一次跳跃性的发展。
超高速磨削是一项新兴技术产业发展的产物,它作为综合性的加工技术促进了现代精密加工技术发展要求;超高速磨削加工领域涉及到很多相关方面的的技术,如:现代机械、纳米加工、计算机、液压、控制、光学、计量及先进材料。
超高速磨削是在德国首先发展起来,然后在欧美和日本等国家和地区得到扩展。
高速磨削加工的发展趋势正朝着采用超硬磨料磨具,高速高效、精密超精密磨削工艺以及绿色生态磨削方向发展。
轴类零件直径测量系统中摩擦驱动测力机构的设计
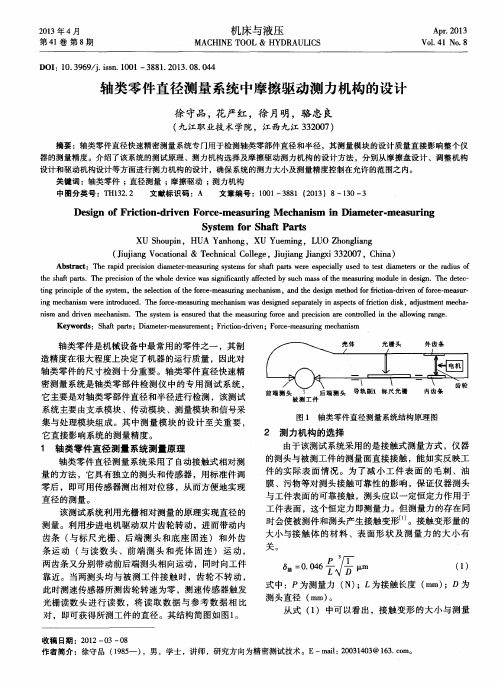
量力 的大小 可以通过旋 动调节帽 ,改变压缩 弹簧对摩 擦 盘的压力 来 改 ” 。测力 机 构 由伺 服 电机 、摩 擦 盘 、调整机构等几部分组成 .其结构 图如 图 2 。
l 一 电机支 架 2 一 下 摩擦 盘 卜 上摩 擦 盘 4 一 轴套 8 、1 0 、l 2 一 螺钉 9 一调 节 帽2 1 O 一 步进 电机
2 0 1 3年 4月
机床与液压
M ACHI NE T 0OL & HYDRAUL I CS
Ap r . 2 01 3 Vo 1 . 41 No . 8
第4 l 卷 第 8期
DOI : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 1—3 8 8 1 . 2 0 1 3 . 0 8 . 0 4 4
DAC基本架构II二进制DAC

DAC基本架构II:二进制DAC
作者:Walt Kester 简介 虽然串DAC和温度计DAC是迄今最为简单的DAC架构,但需要高分辨率时,它们绝不是 最有效的。二进制加权DAC每位使用一个开关,首创于1920年代(参见参考文献1、2和3)。 自此以后一直颇受欢迎,成为现代精密和高速DAC的支柱架构。 二进制加权DAC 图1所示的电压模式二进制加权电阻DAC是教材中常用的最简单DAC示例。然而,该DAC 本身不具单调性,而且实际上难以成功制造并实现高分辨率。此外,电压模式二进制DAC 的输出阻抗会随着输入代码的不同而改变。
Page 4 of 10
MT-015
VREF
<< R
*
R
R
R
2R MSB
2R
2R
2R
2R
LSB CURRENT OUTPUT
INTO VIRTUAL GROUND
* GAIN TRIM IF REQUIRED
图6:电流模式R-2R梯形电阻网络DAC常用于乘法DAC
以电流模式工作时,开关直接连接到输出线,因此其开关毛刺大于电压模式下的开关毛 刺。然而,由于电流模式梯形电阻网络的开关始终处于地电位,因此其设计要求较低,具 体来说,其电压额定值不影响基准电压额定值。如果使用能够承载任一方向电流的开关 (如CMOS器件),则基准电压可以具有任一种极性,甚至可以是交流电压。这种结构是乘 法DAC (MDAC)最常用的一种结构。 如果开关是先合后开型(在此类DAC中就是如此),并且电阻为薄膜型,则由于开关始终处 于或非常接近地电位,最大基准电压可能远远超过逻辑电压。对于CMOS MDAC,在采用 5V单电源供电的同时支持±30 V基准电压(甚至60V峰峰值交流基准电压)并不罕见。 在所有DAC中,输出均为基准电压与数字代码的乘积,如此说来,所有DAC都是乘法 DAC。但有些DAC使用外部基准电压,它可以在很宽的范围内变化。这些才是一般所称 的“乘法DAC”或MDAC,其模拟输出等于模拟输入与数字代码的乘积,它们能在许多不同 的应用中发挥重要作用。按照MDAC的严格定义,当其基准电压降至0时,它仍能继续正 常工作,但对于在10:1甚至6:1基准电压范围内工作的DAC,使用该术语则不那么严格,此 类器件称为“半乘法”DAC可能更准确。
精密加工技术-概述

光整加工原理
光整加工的目的
光整加工的目的是提高工件表面质量,降低表面粗糙度,去除表 面划痕、微观裂纹等缺陷。
光整加工方法
光整加工方法包括研磨、抛光、刷光、超精加工等。根据工件的材 料和表面质量要求选择合适的方法。
光整加工材料与工具
光整加工中使用的材料和工具包括研磨剂、抛光轮、刷光轮等,其 质量和选择直接影响光整加工的效果。
精密加工技术在集成电路制造中发挥着重要作用,可以用于制造芯片和封装测试等环节,提高集成电 路的性能和可靠性。
电子元器件制造
精密加工技术可以用于制造各种电子元器件,如电容、电感、电阻等,提高元器件的精度和稳定性。
医疗器械领域的应用
人工关节制造
精密加工技术可以用于制造人工关节,如髋关节、膝关节等,提高关节的匹配度和使用 寿命。
加工过程的智能控制
1 2
实时监测与反馈控制
通过传感器和检测设备实时监测加工过程,对加 工参数进行实时调整,提高加工精度和稳定性。
机器学习与人工智能
利用机器学习和人工智能技术对加工数据进行处 理和分析,实现加工过程的智能优化和控制。
3
虚拟仿真与预测
通过虚拟仿真技术预测加工过程和结果,对加工 参数进行优化,减少试制和试验成本。
精密加工技术-概述
contents
目录
• 精密加工技术简介 • 精密加工技术的基本原理 • 精密加工的关键技术 • 精密加工技术的未来发展 • 精密加工技术的应用前景
01
精密加工技术简介
定义与特点
定义
精密加工技术是指在加工过程中 ,通过高精度和高效率的方法, 将原材料转化为具有特定形状、 尺寸和表面质量的产品的技术。
03
精密加工的关键技术
DAC基本架构II二进制DAC
CURRENT OUTPUT
I
I/2
I/4
I/8 16:1 ATTENUATOR
I
I/2
I/4
I/8 LSB 16:1 ATTENUATOR
图11:使用级联二进制“四通道开关”的12位电流输出DAC
I
I
I
I
MSB
LSB
R OUTPUT
R 2R 2R
R 2R 2R
2R
Adapted from: Bernard M. Gordon and Robert P. Talambiras, "Signal Conversion Apparatus," U.S. Patent 3,108,266, filed July 22, 1955, issued October 22, 1963
Page 2 of 10
MT-015
BIT1 (MSB)
BIT2
BIT3 (LSB)
SC _
A
CTOTAL = 2C
S1
C
S2
C/ 2
S3
C/ 4
S4
C/ 4
+
AIN SIN VREF SWITCHES SHOWN IN TRACK (SAMPLE) MODE
图3:逐次逼近型ADC中的电容二进制加权DAC
R R R
2R
2R
2R
2R
2R
图4:4位R-2R梯形电阻网络
有两种方法可以将R-2R梯形电阻网络用作DAC,分别称为“电压模式”和“电流模式”,有时 也分别称为“正常”模式和“反相”模式,但由于业界并未就哪一种模式是梯形电阻网络的“正 常”模式达成一致,因此这一种命名方式可能令人误解。每种模式都有其优点和缺点。
精密加工和超精密加工的研究与对策

采用液体静压轴承或空气静压轴承的主轴和导轨 , 精 密滚 珠丝 杠传动 , 有微动 工作 台、 配 误差 补偿 装置 , 实
现微 位移 。 ②高 刚度 。除零 、 件本 身 的 刚度 外 , 应 注 意 部 还
接触 刚度 , 同时应 考 虑 由工 件 、 床 、 具 、 具 所 组 机 刀 夹
精密 加工和 超精密 加工是 现代 制造 技术 的前沿 ,
2 精 密 加 工 和 超 精 密 加 工 的 内涵 …
随着 现代工 业 的不断 发展 , 密加 工和超精 密加 精
工 在 机械 、 电子 、 轻工 、 国防等 领域 占有 愈来愈 重要 及
因为许多先 进技术 产 品需要 以高精 度制 造 , 密加工 精
毫 题 论 述
・
机械 研 究 与 应 用 ・
精 密 加 工 和 超 精 密 加 工 的 研 究 与 对 策
程 0 300)
摘
要: 在简述精 密、 超精 密加工 内涵和 重要性的基础上 , 重点分析 了影响精密、 超精 密加 工的 因素及 采取 对策。针对
p o e sn u o t r u o w r . rc s i g o o rc u r a e p t r ad f n y f Ke r s r iin p o e s g l a p e iin p o e sn ;a v n e n ua trn c oo y;a ay i ; y wo d :p e so rc s i ;u t r cso rc si g d a c d ma fcu i g t h lg c n r en n lss
从 先进制 造技术 的技 术实质 性 而论 , 主要有 精密
分光光度计使用说明书

通过聚光镜落在样品室被测样品中心,样品吸收后透射的光射向光电池接收面。
检测器样品池聚焦镜
图二光学系统原理图
k Z Q
工
C
﹀
z ω
叫 泪
C Z
..m Z 4 ω
第四章/仪器简介分光光酣
一、主机正面
〈震四章仪器简子。
f使职糊辑:
2 3
1.样品室 用于放置参比样品和待测样品。
图三仪器正视图
2. 波长调节旋钮,波长显示窗 转动波长调节旋钮,从波长显示窗观察,调整至需要的测试波长。
~ ~1~Gt-UIFl 本公司已通过 1509001 :2000 质量管理体系认证
• • Instruments
影像测量仪的工作原理

影像测量仪的工作原理影像仪影像仪又名影像测量仪、影像式精密测绘仪、光学测量仪。
它是在测量投影仪的基础上进行的一次质的飞跃,它将工业计量方式从传统的光学投影对位提升到了依托于数位影像时代而产生的计算机屏幕测量。
简介影像仪是依托于计算机屏幕测量技术和强大的空间几何运算软件而存在的。
影像测量仪又分全自动影像测量仪(又名CNC影像仪)与手动影像测量仪两种。
影像仪以非接触式测量为主要测量方式,通过长期的技术经验的积累,自动影像仪在功能上逐步的延伸,配合探针和激光组的使用,出现介于二维和三维几何尺寸测量的仪器,业内称为“2.5D影像测量仪”。
工作原理影像仪是利用表面光或轮廓光照明后,经变焦距物镜通过摄像镜头,摄取影像再通过S端子传送到电脑屏幕上,然后以十字线发生器,在显示器上产生的视频十字线为基准,对被测物进行瞄准测量,并通过工作台带动光学尺,在X、Y 方向上移动由多功能数据处理器进行数据处理,通过软件进行计算完成测量。
仪器种类手摇影像测量仪在测量点A、B两点之间距离的操作是:先摇X、Y方向手柄走位对准A点,然后锁定平台、改手操作电脑并点击鼠标确定;再打开平台,手摇到B点,重复以上动作确定B点。
每次点击鼠标是要将该点的光学尺位移数值读入计算机,当所有点的数值都被读入后才能进行计算功能的操作。
这种初级设备就像一个技术的“积木拼盘”,一切功能与操作都是分离进行的;一会摇手柄、一会点鼠标;手摇时还需注意均匀且轻而慢、不能回旋;一位熟练操作员进行一个简单的距离测量大概需要数分钟。
数字化影像测量仪数字化影像测量仪则不同,它建立在微米级精确数控的硬件与人性化操作软件的基础上,将各种功能彻底集成,从而成为一台真正义上的现代精密仪器。
具备无级变速、柔和运动、点哪走哪、电子锁定、同步读数等基本能力,鼠标移动找到你所想要测定的A、B两点后,电脑就已帮你计算测量出结果,并显示图形供校验,图影同步,即使是初学者测量两点之间距离也只需数秒钟。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
公 差
)
*
(
% Tolerance is the ratio between measurement error and specification limits 公差百分率是测量误差与公差的比值 % Contribution is the ratio between measurement error and measured variation 分布百分率是测量误差与测量变量的比值
一站式自动化生产与包装
高效、创新、高品质、低成本
一站式自动化生产与包装
六工位专利技术,注塑机自动换模。
一站式自动化生产与包装
植入流程:
1、将植入件(陶瓷)倒入震动盘; 2、将植入件推送到料道,在料道上判别
和修正方向;
3、将植入件推送到内模; 4、将内模推送到注塑机注塑; 5、填充完成,注塑机工位旋转到下一工 位—冷却。
4.3 QC报告
4.1 PS(监察PS)
我司每天有专员对PS进行检 查并公布监察报告。
4.2 Bar code
4.2 Bar code
模具跟踪体系管理流程图
由设计组发出2D 设计图
以下信息是在加工前要分配相应条码
工艺组发出生产图
1. 操作人 ID 号
分配加工条码、移交码、返工码
入MTime系统并分发生产部门
加工形程
800*700*600 mm
精度
2.5+L/200 um
数量
*1 *1 *1 *2 *1 *1 *1
型号:ZRZ1452
0 - 300 mm 400*300*150 mm CR 300
塑胶原料熔体测试
3+L/50 um 3+L/50 um △E*ab0.06
密封测试仪 测力计支架
规格:MFY-01 规格:ESM301L
仪器重复性及再现性研究 (GR&R)
LSL 规格下限
Measured variation 量度变化
Nominal 中线
USL 规格上限
<10% 10-30% >30%
% Tolerance
% Contribution (贡献) <10% 10-30% >30%
Measurement error 测量误差
瓶嘴漏水测试 压力测试
表 产品检测设备一览清单
专业研发设计定制——三射六工位立式注塑机
专利设计,一机多用, 产品多样化,外观更炫。
专利技术的多射和多工位注塑机,通过 多射嘴能够实现注塑不同颜色和材料的 产品; 多个动模安装位可以同时安装多个动模, 多个动模可以同时进行多个工序; 三色立式注塑机的一体化成型可以一次
加工形程
800*700*600 mm 0 - 600 mm 250*150 mm 100*100 mm HRC, HB
精度
4.5+L/25 um 3+L/50 um 3+L/50 um 3+L/50 um ±1
数量
*3 *1 *1 *1 *1
扭矩仪 水分测试仪
规格:NJY-20 规格:MS-70
扭力测试 塑胶原料水分测试
性生产三种颜色,实现了“两高两低”:
高效率、高质量和低人力、低成本。
图 三色立式注塑机
专业研发设计定制——三射六工位立式注塑机
适用于单射、双射和三射多工位注塑
单射两工位应用
双射三工位应用
三射六工位应用
专业研发设计定制——三射六工位立式注塑机
特点:
PAD电路控制 德国全闭环控制
三加压合流系统
精度
±0.003mm
数量
*2
表 加工类机械设备一览清单
加工检测设备
品牌
LK TRIMOS MITUTOYO NIKON DHT
设备名称
CMM / 三坐标自动测量仪 Height gauge / 数显测高仪 Projector / 投影仪 Microscope / 显微镜 Rockwell hardness tester / 洛氏硬度计
现代精密
現代精密
欢迎贵宾莅临指导
地址:深圳市坪山新区碧岭村金碧路588号
网址:
电话: (+86)-755-89930688
传真: (+86)-755-89930860
公司概况
1979年,现代精密成立于香港,掀开公司创业第一章,主营模具设计与制造,塑 胶件注塑、丝印、产品组装。 1996年,工厂搬迁至深圳于坪山置地 60亩,自建厂房面积4万2千平方米,总投 资 6,500 万港币。 2002年,首次通过 MOODY 认证,并取得 ISO 9001 : 2000证书, 并在2008 年取 得 ISO 14001 : 2004 证书,2014 年取得了TS16949:2009证书。 2008年,公司导入电子化管理体系ERP 系统及Barcode 模具制造监控系统,且自 主研发了 PS 系统,从此公司进入现代化的管理模式。 2011年,公司制定了产业升级转型策略,淘汰落后产能,保留升级精密模具和零 组件的产能,制定出未来的产品发展方向:包括医疗汽车组件及通信平板。经整合 后,平板模具年产能量为300 套,外壳 9,000万套。 2013年,应市场需求,公司自主设计研发多工位立式机正式投产,现拥有38台多 工位立式注塑机台,注塑件产能增加5千万件/年。 2015年,公司自主设计研发三色立式机诞生,创立机械公司,同时,成立可制造 艺术级别的模具贴标产品技术公司,成为塑胶工程一体化高科技集团。
200T
立式
*1
注塑机械设备
密闭式无尘全自动温控车间
注塑机械设备
自动机械手取件
注塑机械设备
德国阿博格(也称雅宝) 400吨注塑机
注塑机械设备
自动化生产
加工类机械设备 ——数控加工中心
品牌
OKUMA / 日本大隈 MAKINO / 日本牧野 ROKUROKU / 日本碌碌 YASDA / 日本安田 FANUC / 法兰克
自动化植入陶瓷
一站式自动化生产与包装
顶出流程:
1、注塑产品冷却后,注塑机旋转到切换内 模的工位; 2、将内模从注塑机上取出; 3、将内模推送到顶出位置;
4、顶出产品,流道和产品分离;
5、输送产品到包装设备。 自动装料、自动顶出
一站式自动化生产与包装
自动化包装
4 监察
4.1 PS (监察PS)
4.2 Bar code
加工类机械设备——火花机
品牌
AGIE / 阿奇夏米尔 MAKINO / 日本牧野
加工行程
350*300*400 mm 500*400*400 mm
精度
±0.005mm ±0.005mm
数量
*6 *3
表 加工类机械设备品牌
AGIE / 阿奇夏米尔
加工行程
350*250*250 mm
自动脱模,安全,快速,质量稳定,易
维护,操作简单。
图 自动高压成型机
模内贴标设备——卷对卷高速(片材)丝印机
特点:
光电感应控制自动入料、对位; 全自动控制,节省人力,降低制造成本; 速度快精度高,可达0.05以上; 多次重复印刷,多层套位印刷; 质量稳定,符合高效大量生产要求。
全新运动封水设计 双电脑操作系统
图 三色立式注塑机工作现场摄
模内贴标
色彩鲜明
万级洁净 超硬度
我们制造的不仅仅是产品更是艺术品
模内贴标设备——自动高压成型机
特点:
成型弧度精准; 自动控模稳定; 适合常规及高拉伸复合材料的成型;
(如:笔计本、鼠标、头戴式耳机、 汽车仪表及智能手环外壳装饰件等。)
40T 100T
150T 400T 40—460T 55T-200T
Hydraulic / 卧式 Hydraulic / 卧式
Hydraulic / 卧式 Hydraulic / 卧式 Hydraulic / Electrical Hydraulic / 卧式
*1 *1
*1 *1 *34 *42
MP三色注塑机
塑 胶 材 料 简 介
材料: PBT+30%GF 牌号:Valox830u 制造厂商:TW (台湾) 7. Melt Temperature Minimum 8. Melt Temperature Maximum 9. Mold Temperature Minimum 10.Mold Temperature Maximum 11.Maximum Shear Rate 12.Maximum Shear Stress 237.000000 deg.C 254.000000 deg.C 74.000000 deg.C 87.000000 deg.C 40000.000000 1/s 0.4100000 Mpa 1. Melt Density 1.3409 g/cu.cm 2. Solid Density 1.5189 g/cu.cm 3. Ejection Temperature 140.000000 deg.C 4. Recommended Mold Temperature 80 deg.C 5. Recommended Melt Temperature 246 deg.C 6. Absolute Max. Melt Temperature 294 deg.C
3.2 机器设备
注塑机械设备
密闭式无尘全自动温控车间 配备全自动供料装置 配备5轴机械手 自动化生产
品牌
表 注塑设备一览清单
最大锁模力 型号 数量
ARBURG / 阿博格 ARBURG / 阿博格
ARBURG / 阿博格 ARBURG / 阿博格 NISSEI / 日本日精 MP现代精密
*1 *1