合金粉末提高了堆焊层的硬度及耐磨性
激光熔覆修复技术在40Cr轴类零件现场修复中的应用
表3 不同激光工艺参数的金相组织
扫描速度 /mm·s-1
激光功率 /kW
0.8
1.0
1.2
1.4
1.6
2
4
6
8
热加工
39 2021年 第6期
焊接与切割
Welding & Cutting
d
b c
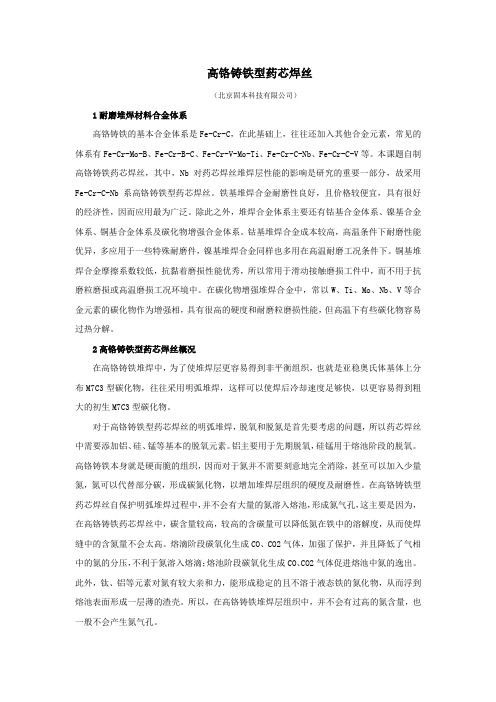
a)多层修复整体形貌 b)修复区底部与基体结合区形貌
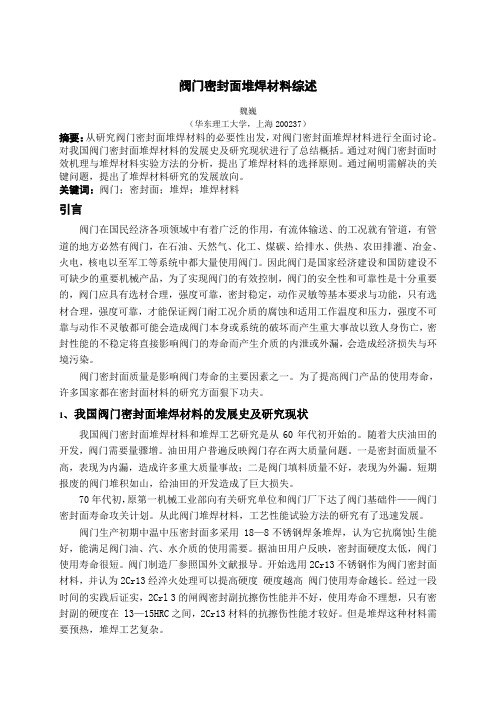
图3 单因素试验熔覆深度、熔覆宽度和热影响区统计结果
2 试验设计
2.1 试验材料 试验用的基体材料为风机主轴40Cr钢,试验
前,将试样表面的油、锈和氧化物除去。采用的 Ni60A粉末颗粒直径为53~150μm,在扫描电子显微 镜(SEM)下,发现粉末形状为规则的球体,球状 粉末具有良好的流动性,如图1所示。基体与粉末材 料的主要化学成分见表1。
热加工
合金堆焊层的组织结构、硬度和耐蚀性能,结果表 明,Ni60堆焊层硬度约为500HV,明显高于基体。 李金华等[13]采用正交试验法研究了激光熔覆过程中 相对工艺参数对Ni60合金粉末组织和显微硬度的影 响,结果表明,不同工艺参数下熔覆层的显微硬度 差异不大,主要集中在680~720HV,而熔覆层的高 度波动较大。
组
序号
1-1
1-2
1
1-3
1-4
1-5
2-1
2-2
2
2-3
2-4
2-5
功率 /kW 0.8
1 1.2 1.4 1.6 0.8 1 1.2 1.4 1.6
扫描速度 /mm·s-1 2 2 2 2 2 4 4 4 4 4
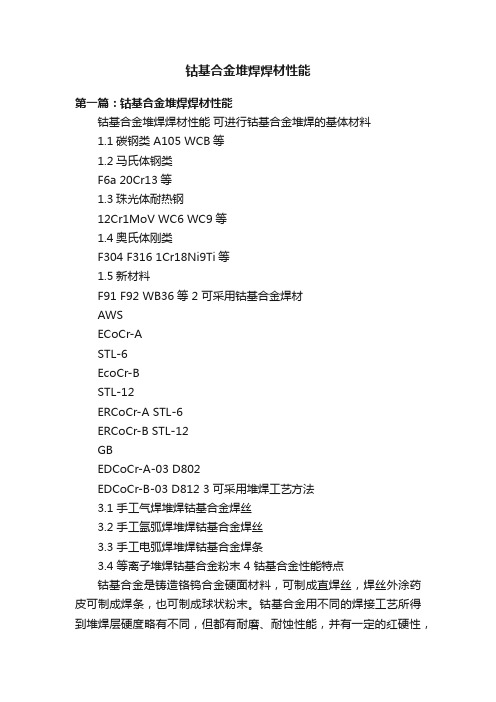
图2 激光修复试验系统
表2 修复工艺参数
送粉率 /r·min-1
钴基合金堆焊焊材性能
钴基合金堆焊焊材性能第一篇:钴基合金堆焊焊材性能钴基合金堆焊焊材性能可进行钴基合金堆焊的基体材料1.1碳钢类 A105 WCB等1.2马氏体钢类F6a 20Cr13等1.3珠光体耐热钢12Cr1MoV WC6 WC9等1.4奥氏体刚类F304 F316 1Cr18Ni9Ti等1.5新材料F91 F92 WB36等 2 可采用钴基合金焊材AWSECoCr-ASTL-6EcoCr-BSTL-12ERCoCr-A STL-6ERCoCr-B STL-12GBEDCoCr-A-03 D802EDCoCr-B-03 D812 3 可采用堆焊工艺方法3.1 手工气焊堆焊钴基合金焊丝3.2 手工氩弧焊堆焊钴基合金焊丝3.3 手工电弧焊堆焊钴基合金焊条3.4 等离子堆焊钴基合金粉末 4 钴基合金性能特点钴基合金是铸造铬钨合金硬面材料,可制成直焊丝,焊丝外涂药皮可制成焊条,也可制成球状粉末。
钴基合金用不同的焊接工艺所得到堆焊层硬度略有不同,但都有耐磨、耐蚀性能,并有一定的红硬性,在600℃亦能保证性能,机加工性能良好,密封面性能不受热处理影响。
金相组织为钨、铬的钴固溶体和铬钨复合碳化钨共晶。
5 工艺准备5.1 堆焊面机械加工表面粗糙度为,堆焊面为平面或凹面,内凹面相交圆弧R≥3mm,堆焊基面不得有夹渣、裂纹、缩孔等缺陷,有则必须焊补后方可堆焊。
必须清除堆焊基面上的水分、铁锈、油污等。
5.2 焊前预热温度选择应以母材化学成分及力学性能和工件大小、形状、刚性而定,并采用合理可操作的加热方法进行预热。
(工件预热温度是指工件焊接时所达到的温度)5.3 按焊接工艺卡确定工艺方法、规范参数、焊材牌号规格。
5.4 工件堆焊完成应立即进行焊后热处理。
(按焊接工艺卡要求)6堆焊时注意事项6.1 检查堆焊基体尺寸应符合图纸要求。
6.2 焊材必须按焊接工艺卡要求进行烘干。
6.3堆焊时工件必须达到预热温度要求。
6.4 堆焊时应使堆焊基面保持水平,堆焊工件能灵活转动(工件可放置在转盘上)。
堆焊耐磨衬板化学成分

堆焊耐磨衬板化学成分堆焊耐磨衬板的化学成分主要包括碳素、铬、钼、镍、锰等元素。
其中,碳素是堆焊耐磨衬板的主要成分之一,其含量决定着材料的硬度和耐磨性能。
一般来说,碳素含量越高,材料的硬度越大,耐磨性能越好。
然而,过高的碳素含量会导致材料的脆性增加,降低其韧性,因此需要在一定范围内控制碳素含量。
铬是另一个重要的成分,它能够形成致密的氧化铬层,提高材料的抗氧化性和耐蚀性。
同时,铬还能与碳形成碳化铬,进一步提高材料的硬度和耐磨性能。
因此,适量的铬含量能够显著改善堆焊耐磨衬板的耐磨性能。
钼在堆焊耐磨衬板中的含量通常较低,但其对材料的耐磨性能有着重要影响。
钼能够与铬形成强固的碳化物,提高材料的硬度和耐磨性。
此外,钼还能够改善材料的高温性能和抗热疲劳性能,使堆焊耐磨衬板在高温环境下保持较好的耐磨性能。
除了上述元素外,堆焊耐磨衬板中的镍和锰等元素的含量通常较低,它们主要起到合金强化的作用,提高材料的强度和韧性。
这些元素能够与铬、钼等元素形成固溶体,增加材料的晶格稳定性,从而提高其耐磨性能。
除了上述主要成分外,堆焊耐磨衬板中还可能含有少量的其他元素,如硅、钒、铌等。
这些元素的加入可以进一步改善材料的性能,例如提高材料的高温强度和抗腐蚀性能。
然而,这些元素的含量通常较低,只有在特定工况下才会进行合适的调整。
堆焊耐磨衬板的化学成分对其耐磨性能有着重要影响。
碳素、铬、钼、镍、锰等元素的含量和相互作用决定了材料的硬度、耐磨性和韧性等性能。
合理调整化学成分,可以使堆焊耐磨衬板在不同工况下具有较好的耐磨性能。
因此,在选择和使用堆焊耐磨衬板时,需根据具体工况和要求,合理确定其化学成分,以获得最佳的耐磨性能。
阀门密封面堆焊材料综述
阀门密封面堆焊材料综述魏巍(华东理工大学,上海200237)摘要:从研究阀门密封面堆焊材料的必要性出发,对阀门密封面堆焊材料进行全面讨论。
对我国阀门密封面堆焊材料的发展史及研究现状进行了总结概括。
通过对阀门密封面时效机理与堆焊材料实验方法的分析,提出了堆焊材料的选择原则。
通过阐明需解决的关键问题,提出了堆焊材料研究的发展放向。
关键词:阀门;密封面;堆焊;堆焊材料引言阀门在国民经济各项领域中有着广泛的作用,有流体输送、的工况就有管道,有管道的地方必然有阀门,在石油、天然气、化工、煤碳、给排水、供热、农田排灌、冶金、火电,核电以至军工等系统中都大量使用阀门。
因此阀门是国家经济建设和国防建设不可缺少的重要机械产品,为了实现阀门的有效控制,阀门的安全性和可靠性是十分重要的,阀门应具有选材合理,强度可靠,密封稳定,动作灵敏等基本要求与功能,只有选材合理,强度可靠,才能保证阀门耐工况介质的腐蚀和适用工作温度和压力,强度不可靠与动作不灵敏都可能会造成阀门本身或系统的破坏而产生重大事故以致人身伤亡,密封性能的不稳定将直接影响阀门的寿命而产生介质的内泄或外漏,会造成经济损失与环境污染。
阀门密封面质量是影响阀门寿命的主要因素之一。
为了提高阀门产品的使用寿命,许多国家都在密封面材料的研究方面狠下功夫。
1、我国阀门密封面堆焊材料的发展史及研究现状我国阀门密封面堆焊材料和堆焊工艺研究是从60年代初开始的。
随着大庆油田的开发,阀门需要量骤增。
油田用户普遍反映阀门存在两大质量问题。
一是密封面质量不高,表现为内漏,造成许多重大质量事故;二是阀门填料质量不好,表现为外漏。
短期报废的阀门堆积如山,给油田的开发造成了巨大损失。
70年代初,原第一机械工业部向有关研究单位和阀门厂下达了阀门基础件——阀门密封面寿命攻关计划。
从此阀门堆焊材料,工艺性能试验方法的研究有了迅速发展。
阀门生产初期中温中压密封面多采用 18—8不锈钢焊条堆焊,认为它抗腐蚀}生能好,能满足阀门油、汽、水介质的使用需要。
高铬铸铁型药芯焊丝
高铬铸铁型药芯焊丝(北京固本科技有限公司)1耐磨堆焊材料合金体系高铬铸铁的基本合金体系是Fe-Cr-C,在此基础上,往往还加入其他合金元素,常见的体系有Fe-Cr-Mo-B、Fe-Cr-B-C、Fe-Cr-V-Mo-Ti、Fe-Cr-C-Nb、Fe-Cr-C-V等。
本课题自制高铬铸铁药芯焊丝,其中,Nb对药芯焊丝堆焊层性能的影响是研究的重要一部分,故采用Fe-Cr-C-Nb系高铬铸铁型药芯焊丝。
铁基堆焊合金耐磨性良好,且价格较便宜,具有很好的经济性,因而应用最为广泛。
除此之外,堆焊合金体系主要还有钴基合金体系、镍基合金体系、铜基合金体系及碳化物增强合金体系。
钴基堆焊合金成本较高,高温条件下耐磨性能优异,多应用于一些特殊耐磨件,镍基堆焊合金同样也多用在高温耐磨工况条件下。
铜基堆焊合金摩擦系数较低,抗黏着磨损性能优秀,所以常用于滑动接触磨损工件中,而不用于抗磨粒磨损或高温磨损工况环境中。
在碳化物增强堆焊合金中,常以W、Ti、Mo、Nb、V等合金元素的碳化物作为增强相,具有很高的硬度和耐磨粒磨损性能,但高温下有些碳化物容易过热分解。
2高铬铸铁型药芯焊丝概况在高铬铸铁堆焊中,为了使堆焊层更容易得到非平衡组织,也就是亚稳奥氏体基体上分布M7C3型碳化物,往往采用明弧堆焊,这样可以使焊后冷却速度足够快,以更容易得到粗大的初生M7C3型碳化物。
对于高铬铸铁型药芯焊丝的明弧堆焊,脱氧和脱氮是首先要考虑的问题,所以药芯焊丝中需要添加铝、硅、锰等基本的脱氧元素。
铝主要用于先期脱氧,硅锰用于熔池阶段的脱氧。
高铬铸铁本身就是硬而脆的组织,因而对于氮并不需要刻意地完全消除,甚至可以加入少量氮,氮可以代替部分碳,形成碳氮化物,以增加堆焊层组织的硬度及耐磨性。
在高铬铸铁型药芯焊丝自保护明弧堆焊过程中,并不会有大量的氮溶入熔池,形成氮气孔,这主要是因为,在高铬铸铁药芯焊丝中,碳含量较高,较高的含碳量可以降低氮在铁中的溶解度,从而使焊缝中的含氮量不会太高。
冷却速度对C-Cr-Mo-V系堆焊合金硬度的影响

冷却速度对C-Cr-Mo-V系堆焊合金硬度的影响摘要:研究了冷却速度对C-Cr-Mo-V系堆焊合金硬度的影响;制作了四种不同合金配比的焊条进行焊接试验,通过研究其组织特点及焊缝中合金元素的含量得出结论:以Cr-Mo为主要添加元素的堆焊合金硬度受冷却速度的影响较大,冷却速度过快会导致硬度的降低,而以V为主要添加元素的堆焊合金的硬度受冷却速度的影响不大。
关键词:堆焊;冷却速度;硬度;碳化物Cooling rate of C-Cr-Mo-V system of the hardness ofsurfacingAbstract:Study of cooling rate on C-Cr-Mo-V system the hardness of surfacing; produced a ratio of four different alloy electrode for welding test, by studying the characteristics of their organization and content of alloying elements in the weld conclusion: The Cr-Mo as the main added element of the hardness of surfacing influenced by the cooling rate, cooling too fast will lead to the reduction in stiffness, and add to V as the main elements of the hardness of surfacing little effect on cooling rate . Key word: Surfacing;Cooling rate;Hardness;Carbide冷轧辊、剪刃等一些要求其表面具有高硬度的材料往往以优质工具钢制造,价格昂贵。
Cr3C2

第53卷第1期表面技术2024年1月SURFACE TECHNOLOGY·135·Cr3C2/WC的添加对Stellite 12熔覆层耐磨耐蚀性的影响赵菲,张亮*,吴志生,温保安(太原科技大学 材料科学与工程学院,太原 030024)摘要:目的提高Stellite 12熔覆层的耐磨耐蚀性能。
方法将Stellite 12合金粉末与碳化物(Cr3C2、WC)混合,采用激光熔覆技术在H13钢板上制备复合熔覆层。
通过超景深显微镜和XRD分析其显微组织和物相,通过显微硬度测试、摩擦磨损试验和电化学腐蚀试验,分别评价熔覆层的硬度、耐磨性和耐蚀性,并通过超景深显微镜对磨痕形貌进行分析。
结果添加碳化物后,熔覆层的微观组织以柱状晶和树枝晶为主,物相主要由γ-Co固溶体和碳化物(M23C6、M7C3)组成;Cr3C2的添加使得熔覆层的硬度降低,由610HV0.2降至530HV0.2,但耐磨性得到提高,磨损量由0.45 mm3降至0.33 mm3,下降了28%,耐蚀性得到提高,腐蚀电位由−0.385 V增加到−0.264 V,腐蚀电流密度由9.269×10−10 A/cm2降至1.496×10−10 A/cm2,极化电阻由3.982×107Ω·cm2提升至2.424×108Ω·cm2,提高了1个数量级;WC的添加使其硬度由610HV0.2提高至750HV0.2,磨损深度变浅,磨损量由0.45 mm3降至0.19 mm3,下降了43%,但耐腐蚀性有所降低。
3种熔覆层的磨损机制主要为磨粒磨损和黏着磨损。
结论 WC的添加可以有效提高熔覆层的硬度和耐磨性,但耐腐蚀性有所降低;添加Cr3C2后,耐蚀性得到显著提高,耐磨性略微提升,但硬度降低。
关键词:激光熔覆;复合熔覆层;显微硬度;摩擦磨损行为;磨损机制;电化学腐蚀行为中图分类号:TG156.99文献标志码:A 文章编号:1001-3660(2024)01-0135-08DOI:10.16490/ki.issn.1001-3660.2024.01.013Effect of Cr3C2/WC on Wear and Corrosion Resistanceof Stellite 12 Cladding LayerZHAO Fei, ZHANG Liang*, WU Zhisheng, WEN Baoan(School of Materials Science and Engineering, Taiyuan University ofScience and Technology, Taiyuan 030024, China)ABSTRACT: The properties of composite cladding layers prepared by laser cladding technology will vary considerably with the reinforcing phase.In order to study the effect of different carbide contents on the properties of the Stellite 12 cladding layer, the raw material used was Stellite 12 alloy powder with carbide (Cr3C2 and WC). In addition, 30 cm×30 cm×10 cm H13 steel was adopted as the substrate, on which Stellite 12, Stellite 12+10%Cr3C2 and Stellite 12+10%WC were prepared by laser cladding technology. The three cladding layers of Stellite 12, Stellite 12+10%Cr3C2 and Stellite 12+10%WC were then cut,收稿日期:2022-10-17;修订日期:2023-03-13Received:2022-10-17;Revised:2023-03-13基金项目:山西省基础研究计划(面上)(202303021211195)Fund:Basic Research Planning Program of Shanxi Province (202303021211195)引文格式:赵菲, 张亮, 吴志生, 等. Cr3C2/WC的添加对Stellite 12熔覆层耐磨耐蚀性的影响[J]. 表面技术, 2024, 53(1): 135-142.ZHAO Fei, ZHANG Liang, WU Zhisheng, et al. Effect of Cr3C2/WC on Wear and Corrosion Resistance of Stellite 12 Cladding Layer[J]. Surface Technology, 2024, 53(1): 135-142.*通信作者(Corresponding author)·136·表面技术 2024年1月ground and polished and corroded with aqua regia. The microstructures of layers were analyzed by ultra-deep field microscopy, the surfaces were examined by Xrd to analyze the physical phases and the hardness, wear resistance and corrosion resistance were evaluated by microhardness testing, friction wear testing and electrochemical corrosion testing, respectively. The wear scar morphology was also analyzed by ultra-deep field microscopy.The metallurgical results showed that the microstructures of the cladding layers were dominated by columnar crystals and dendrites after the addition of carbides, with the grain transformation from bottom to top being flat crystals to columnar crystals and then to dendrites and good metallurgical bonding at the surface of the bonding interface. Xrd inspection results showed that the three cladding layers had phases mainly composed of γ-Co solid solution and carbides (M23C6, M7C3), but the addition of WC led to the precipitation of Co6W6C and M7C hard phases.In terms of microhardness, the melt layer of Stellite 12 was 610HV0.2, the addition of Cr3C2 reduced the hardness of the melt layer to 530HV0.2 and the addition of WC increased its hardness to 750HV0.2. The wear performance was analyzed in terms of its average friction coefficient, wear profile and wear volume. The addition of Cr3C2 reduced the average coefficient of friction from 0.324 28 to 0.291 87 and the wear volume from 0.45 mm3 to 0.33 mm3, a decrease of 28%, but the wear depth did not change much, while the addition of WC reduced the average coefficient of friction from 0.324 28 to 0.115 58 and the wear volume from 0.45 mm3 to 0.19 mm3, a decrease of 43%, and the wear depth became shallow, from 70 µm to about 30 µm. The wear mechanism of the three cladding layers was mainly abrasive wear and adhesive wear, as analyzed by ultra-deep field microscopy.The polarization curve showed that the corrosion potential of Cr3C2 increased from −0.385 V to −0.264 V, the corrosion current density decreased from 9.269×10−10 A/cm2 to 1.496×10−10 A/cm2 and the polarization resistance increased from 3.982×107Ω·cm2 to 2.424×108Ω·cm2, an increase of one order of magnitude. The corrosion resistance was significantly improved, while the addition of WC led to a reduction in corrosion resistance. Compared to the two carbide-added cladding layers, the addition of WC increases the hardness by about 1.4 times compared to the addition of Cr3C2, the depth of wear marks is almost 40 µm shallower and the wear is about 57% less, but the corrosion resistance is reduced and the self-corrosion potential is shifted to the left by 0.131 V.KEY WORDS: laser cladding; composite cladding layer; microhardness; friction and wear behavior; wear mechanism;electrochemical corrosion behavior一些大型且价值较高的零部件在长期运行后必然会因表面磨损和腐蚀而影响其使用情况及寿命,考虑到经济问题,应推动表面改性技术的发展,即在基体零部件表面制备一层性能优异的熔覆层[1]。
五大系列堆焊耐磨材料性能特点
五大系列堆焊耐磨材料性能特点耐磨材料五大系列:一、是高锰钢系列:如高锰钢(ZGMn13)、高锰合金(ZGMn13Cr2MoRe)、超高锰合金(ZGMn18Cr2MoRe)。
二、是抗磨铬铸铁系列:如高、中、低铬合金铸铁(如Cr15MOZCu)。
三、是耐磨合金钢系列:如中、低、高碳多元金合钢(如ZG40SiMnCrMO和ZG35Cr2MoNiRe)。
四、是奥贝球铁(ADI)系列;五、各类复合或梯度材料及硬质合金材料。
如碳化铬复合材料(Cr2C3+Q235)、高能离子注渗碳化钨材料(WCSP)、高韧硬质合金(YK25.6)等;六是各类非金属耐磨材料:如聚合陶瓷复合材料、氮化硅(Si3N4)、增韧氧化锆(Y2O3+ZrO2)、增韧三氧化二铝(Al2O3/ZrO2)等。
五大系列的耐磨材料性能比较:高锰钢系列:其代表为高锰钢ZGMn13。
在承受剧烈冲击或接触应力下,其表面会迅速硬化,而芯部仍保持极强的韧性,外硬内韧既抗磨损又抗冲击。
且表面受冲击越重,表面硬化就越充分,耐磨性就越好。
由于高锰钢自身硬度很低(HB170-230),在未硬化时耐磨性是极其有限的,若高锰钢件表面所承受冲击力不足,则表面不能充分硬化(充分硬化后表面硬度可达HB550以上,反之则在HB350以下)则耐磨性无从发挥,而呈现出不耐磨状况。
抗磨高铬铸铁系列:按组织结构和使用情况,铬系铸铁可以分为三大类:第一类为具有良好高温性能的铬系白口铸铁。
这种铸铁含铬量为33%,其组织多数为奥氏体和铁铬碳化物,有时也出现铁素体。
这种合金除具有一定的耐磨性外,在温度不高于1050℃的高温工作条件下,具有良好的抗氧化性能。
第二类为具有良好耐磨性的铬系白口铸铁(简称高铬铸铁)。
这种铸铁中除含有12~20%的铬外,还含有适量的钼。
这类铸铁凝固后的组织为(Fe,Cr)7C3型碳化物和γ相。
当基体全部为马氏体时,这种合金的耐磨性能最好。
如果基体中存在残余奥氏体,通常要进行热处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
合金粉末提高了堆焊层的硬度及耐磨性国外发达国家率先采用堆焊的方法,各种可改善性能的金属元素可以任意添加,使工件焊后的性能大大优于铸件性能。
1)无论是填加铁基自熔性合金还是填加铁镍混合自熔性合金粉末均提高了堆焊层的硬度,并且随着填加量的增加,硬度也有相应的提高。
2)自熔性合金粉末在提高堆焊层硬度的同时也提高了堆焊层的耐磨性,堆焊层获得了良好的耐磨性,耐磨性也随着填加合金粉末量的增加而提高。