铲齿成形铣刀的基本类型
铣刀直径、铣刀分类及结构

铣刀直径、几种常见类型、结构、分类、主要用途等内容内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.详述铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具,工作时各刀齿依次间歇地切去工件的余量,铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
那么对于铣刀你想要有深一步的了解吗?接下来为大家介绍一下铣刀直径、几种常见类型、结构、分类、主要用途、使用方法、切削参数的选用、切削部分材料的基本要求及维护。
铣刀直径铣刀直径的选用视产品及生产批量的不同差异较大,刀具直径的选用主要取决于设备的规格和工件的加工尺寸。
①平面铣刀选择平面铣刀直径时主要需考虑刀具所需功率应在机床功率范围之内,也可将机床主轴直径作为选取的依据,平面铣刀直径可按D=1.5d(d为主轴直径)选取,在批量生产时,也可按工件切削宽度的1.6倍选择刀具直径;②立铣刀立铣刀直径的选择主要应考虑工件加工尺寸的要求,并保证刀具所需功率在机床额定功率范围以内,如系小直径立铣刀,则应主要考虑机床的最高转数能否达到刀具的最低切削速度(60m/min);③槽铣刀槽铣刀的直径和宽度应根据加工工件尺寸选择,并保证其切削功率在机床允许的功率范围之内。
铣刀的几种常见类型铣刀是一种主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要有圆柱形铣刀、面铣刀、立铣刀、三面刃铣刀、角度铣刀、锯片铣刀、T形铣刀等几种常见类型:1、圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种,按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工;2、面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分,其结构有整体式、镶齿式和可转位式 3种;3、立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给,当立铣刀上有通过中心的端齿时,可轴向进给;4、三面刃铣刀:用于加工各种沟槽和台阶面,其两侧面和圆周上均有刀齿;5、角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种;6、锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿,为了减少铣切时的摩擦,刀齿两侧有15′~1°的副偏角,此外,还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等;7、T形铣刀:用来铣T形槽。
铣刀的种类及应用.doc

铣刀的种类及应用.doc
铣刀是一种常用金属切削工具,主要用于将工件从表面上切削下屑来达到加工的目的。
根据不同的加工需求,铣刀可分为以下几种类型:
1. 用途广泛的通用铣刀:通用铣刀是常见的一种铣刀,广泛用于各类铣削加工,适用于粗加工和精加工。
2. 面铣刀:面铣刀适用于大面积平面加工,具有大切削量和高效率的特点。
3. 棱铣刀:棱铣刀的刀片有两至多个切削棱角,适用于加工具有两至多个面的零件,例如棱角、多面切削等。
4. T型槽铣刀:T型槽铣刀适用于加工T型槽口,常用于机械制造行业。
5. 弧形铣刀:弧形铣刀的刀片具有曲面弧度,适用于加工弧形表面或曲线形状的零件。
6. 母铣刀:母铣刀用于加工齿轮和螺纹,可分为直齿铣刀和斜齿铣刀两种类型。
7. 滚花刀:滚花刀适用于加工各种花纹和图案,常用于工艺美术和装饰行业。
铣刀的种类繁多,可以根据具体的加工需求选择合适的铣刀进行切削加工。
铣刀的种类及应用如何选择
铣刀的种类及应用如何选择铣刀是金属加工中常用的一种刀具,广泛应用于各种铣削加工中。
根据不同的材料、工件以及所需加工效果,选择适合的铣刀种类和参数非常重要。
下面将从铣刀的分类、材料选择、工艺参数等方面详细介绍如何选择适合的铣刀。
一、铣刀的分类铣刀根据结构和形状可分为以下几种类型:1. 面铣刀:特点是刀齿分布在刀具的表面上,通过旋转运动实现铣削。
适用于精密铣削,如平面、沟槽、浅切槽等加工。
2. 端铣刀:用于铣削工件的侧面,在金属切削中常用的端铣刀有立铣刀(刀齿布置在刀体端面上)和侧铣刀(刀齿布置在刀体的侧面上)。
3. T形槽铣刀:适用于加工T形槽的铣削,常用于机械加工中的固定螺栓以及V 形和H形槽的加工。
4. 腰铣刀:刀片横截面呈腰形,常用于倒角、凹槽、V形槽等加工。
5. 弯刀:较适合于曲面铣削,可分为球头铣刀和细长弯刀两种。
二、材料选择铣刀的材料主要由刀片和刀体两部分组成,两者要整体匹配,以确保切削性能和寿命。
常用的刀片材料有硬质合金、高速钢、陶瓷和蓝宝石等。
硬质合金刀片具有硬度高、耐磨性好等特点,适合于高速切削和加工难加工材料。
高速钢刀片强度高、耐冲击能力好,适用于一般切削条件。
陶瓷刀片具有耐磨性好、热稳定性好等特点,适用于高温加工。
蓝宝石刀片硬度高、寿命长,适用于高精密度、高表面质量的加工。
刀体的材料一般为优质的纯净钢材,如优质合金结构钢或工具钢。
刀体的材料选择要考虑到刚性、刚性和刚性,以保证刀具的刚性和稳定性。
三、工艺参数选择选择合适的工艺参数是铣刀应用的关键。
主要包括切削速度、进给量、切削深度和切削力等参数。
1. 切削速度:是指铣刀在加工过程中刀齿与工件相对运动的速度。
切削速度的选择要根据刀具材料、工件材料以及加工质量要求等因素综合考虑。
在保证工件表面质量的前提下,应尽可能提高切削速度以提高生产效率。
2. 进给量:是指铣刀每转一圈沿工件轴向移动的距离。
进给量的选择与加工效果和材料性质密切相关。
铣刀的分类
铣刀的分类铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
一、铣刀按用途区分有多种常用的型式:①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或、龙门铣床、上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时,可轴向进给(通常双刃立铣刀又被称之为;键槽铣刀;可轴向进给)。
④三面刃铣刀:用于加工各种沟槽和台阶面,其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦,刀齿两侧有副偏角。
此外,还有键槽铣刀燕尾槽铣刀T形槽铣刀和各种成形铣刀等。
二、按铣刀的结构进行划分:①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式:这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
产品型式圆柱形铣刀用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
面铣刀又称盘铣刀,用于立式铣床、端面铣床或龙门铣床上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分。
铣刀的种类及选择

/ / 铣刀的种类及选择铣刀为多齿回转刀具,其每一个刀齿都相当于一把车刀固定在铣刀的回转面上。
铣削时同时参加切削的切削刃较长,且无空行程,Vc也较高,所以生产率较高。
铣刀种类很多,结构不一,应用范围很广,按其用途可分为加工平面用铣刀、加工沟槽用铣刀、加工成形面用铣刀等三大类。
通用规格的铣刀已标准化,一般均由专业工具厂生产。
现介绍几种常用铣刀的特点及其适用范围。
1.圆柱铣刀圆柱铣刀如如下。
它一般都是用高速钢制成整体的,螺旋形切削刃分布在圆柱表面上,没有副切削刃,螺旋形的刀齿切削时是逐渐切人和脱离工件的,所以切削过程较平稳。
主要用于卧式铣床上加工宽度小于铣刀长度的狭长平面。
根据加工要求不同,圆柱铣刀有粗齿、细齿之分,粗齿的容屑槽大,用于粗加工,细齿用于精加工。
铣刀外径较大时,常制成镶齿的。
2.面铣刀面铣刀,主切削刃分布在圆柱或圆锥表面上,端面切削刃为副切削刃,铣刀的轴线垂直于被加工表面。
按刀齿材料可分为高速钢和硬质合金两大类,多制成套式镶齿结构,刀体材料为40Cr。
高速钢面铣刀按国家标准规定,直径d=80~250mm,螺旋角β=10°,刀齿数Z=10~26。
硬质合金面铣刀与高速钢铣刀相比,铣削速度较高、加工表面质量也较好,并可加工带有硬皮和淬硬层的工件,故得到广泛应用。
硬质合金面铣刀按刀片和刀齿的安装方式不同,可分为整体式、机夹一焊接式和可转位式三种。
面铣刀主要用在立式铣床或卧式铣床上加工台阶面和平面,特别适合较大平面的加工,主偏角为90°的面铣刀可铣底部较宽的台阶面。
用面铣刀加工平面,同时参加切削的刀齿较多,又有副切削刃的修光作用,使加工表面粗糙度值小,因此可以用较大的切削用量,生产率较高,应用广泛。
3.立铣刀立铣刀是数控铣削中最常用的一种铣刀,其结构,圆柱面上的切削刃是主切削刃,端面上分布着副切削刃,主切削刃一般为螺旋齿,这样可以增加切削平稳性,提高加工精度。
由于普通立铣刀端面中心处无切削刃,所以立铣刀工作时不能作轴向进给,端面刃主要用来加工与侧面相垂直的底平面。
常用铣刀的种类及加工特点

常用铣刀的种类及加工特点
常用的铣刀种类有以下几种:
1. 高速钢(HSS)铣刀:常规的金属铣削加工使用的铣刀,适用于加工碳钢、合金钢、铸铁等材料。
2. 硬质合金铣刀:由硬质合金(通常是碳化钨或碳化钴)制成,具有耐磨、高硬度和抗断裂的特点,适用于加工不锈钢、钛合金等难加工材料。
3. 多齿铣刀:具有多个切削刃的铣刀,适用于高效率、大量切削的加工,常用于铣削平面、开槽等加工操作。
4. 镗刀:一种特殊的铣刀,用于加工圆孔,具有刚性好、精度高的特点。
5. 螺旋铣刀:刀具刃部具有螺旋形状的铣刀,适用于高速铣削和重切削任务,具有良好的切屑排出性能。
关于加工特点,不同的铣刀有不同的特点,以下是一些常见的加工特点:
1. 高速钢铣刀具有良好的刚性和韧性,适合一般金属加工,但在高温和高压下容易磨损。
2. 硬质合金铣刀具有高硬度和耐磨性,适合加工难切削材料,但在切削力大的情况下容易断裂。
3. 多齿铣刀具有高效率的切削性能,能快速去除大量金属,但在切削深度大时容易产生振动。
4. 镗刀具有高精度和良好的刚性,适用于加工精密孔。
5. 螺旋铣刀具有良好的切屑排出性,适用于高速和重切削。
根据具体的加工需求和工件材料,选择合适的铣刀种类和加工特点可以提高加工质量和效率。
铣刀的种类及主要用途介绍

铣刀的种类及主要用途介绍铣刀是一种金属切削工具,广泛应用于机械加工领域。
根据其形状、材质和用途的不同,铣刀可以分为多种类型。
下面将介绍一些常见的铣刀类型及其主要用途。
1. 面铣刀面铣刀是最常见的铣刀类型之一,也是最基本的铣刀类型。
它的刀具体积大、结构复杂,适用于加工平面、槽口、曲面、齿轮等零件。
常见的面铣刀有平铣刀、侧铣刀和T型铣刀。
- 平铣刀:平铣刀刀片与工件平行运动,削除工件表面的金属,用来加工平面,也可以用来进行镗孔、钻孔和铰孔等工序;- 侧铣刀:侧铣刀刀片与工件垂直运动,用来加工槽口和步进面等,常用于开槽、切割薄板材和切削深度较大的工件;- T型铣刀:T型铣刀形状像字母“T”,适用于加工T型槽、倒角、削平工件突出部分等。
2. 刀柄铣刀刀柄铣刀是指刀柄上带有铣刀刀片的刀具。
根据刀柄的不同,刀柄铣刀可以分为平口刀柄铣刀、面铣刀柄和冰雪蔓柄铣刀等。
- 平口刀柄铣刀:平口刀柄铣刀适用于大型铣削机床,一般用于面铣,可加工较大工件;- 面铣刀柄:面铣刀柄一般是用于加工轮廓结构和大尺寸工件的平铣刀柄,适用于立式铣床和龙门铣床;- 冰雪蔓柄铣刀:冰雪蔓柄是一种先进材料,具有较大的散热面积和良好的散热性能,适用于加工高硬度和高速切削的材料。
3. 端铣刀端铣刀是一种用于加工平面的铣刀类型,具有较高的刚性和切削负荷能力,适用于粗加工或者深入加工的工件。
根据刀片形状的不同,端铣刀可以分为面半切削端铣刀和排屑量较大的端铣刀。
- 面半切削端铣刀:面半切削端铣刀刀片断面的连续曲线为面半切削,刀片安装在刀架上,可用来加工各种粗加工工序;- 排屑量较大的端铣刀:排屑量较大的端铣刀可以高效排屑,适用于高速切削和重切削条件下的铣削。
4. 槽铣刀槽铣刀是一种特殊形状的铣刀,常用于开槽和切槽工艺。
根据槽宽和刀片形状的不同,槽铣刀可以分为等宽槽铣刀、窄槽铣刀、U型槽铣刀、T型槽铣刀等。
- 等宽槽铣刀:等宽槽铣刀切削刀具刃部均匀分布,适用于加工等宽槽;- 窄槽铣刀:窄槽铣刀用于加工窄槽,其形状相对较窄;- U型槽铣刀:U型槽铣刀形状如字母“U”,适用于加工U型槽;- T型槽铣刀:T型槽铣刀形状如字母“T”,适用于加工T型槽。
铲齿成形铣刀

按照齿背的加工方法及重磨方法的不同,成形铣刀可分为尖齿 成形铣刀和铲齿成形铣刀,如图所示。
(a)尖齿成形铣刀 成形铣刀
(b)铲齿成形铣刀
1.1 铲齿成形铣刀刀齿的要求
铲齿成形铣刀刀齿 的前面,多取为轴向平 面,即前角为零。这种 成形铣刀的设计、制造、 检验都比较简单,刃磨 比较方便。
铲齿成形铣刀
铲齿成形铣刀
成形铣刀是具有成形切削刃的铣刀,它与成形车刀相同之处是 刀具切削刃的廓形都要根据工件廓形设计。
用成形铣刀可在通用铣床上加工复杂形状的表面,能获得较高的 精度和表面质量,并有较高的生产率。成形铣刀在生产中应用比较广 泛,如发动机蜗轮叶片成形面、齿轮齿廓表面、花键槽、成形螺旋槽 (麻花钻螺旋糟)等的加工。
凸半圆铲齿成形铣刀
ห้องสมุดไป่ตู้
1.3 铲齿成形铣刀的铲齿过程
根据阿基米德螺旋线形成原理可知,为了获得阿基米德螺旋线的齿 背,铲齿时被铲铣刀作等速旋转,铲刀作等速直线切入即可切出阿基米 德齿背。如图所示为径向铲齿过程。
铲齿成形铣刀径向铲齿过程
1.4 成形铣刀的铲削量与后角
当铲齿成形铣刀转过一个齿间角ε=2π/z时,铲刀前进的 距离称为铲削量K,即凸轮的升程。铲削量K的表达式为
1.2 铲齿成形铣刀的齿背曲线
铲齿成形铣刀通过切削刃上最大半径的一点作垂直于铲齿成形 铣刀轴线的剖面,剖面与齿背表面的交线称为铲齿成形铣刀的齿背曲 线。齿背曲线与以铲齿成形铣刀切削刃上最大半径点到铲齿成形铣刀 圆心所作圆弧之间的夹角即为后角αf,很显然齿背曲线的形状影响 刀齿后角αf的大小,而对刀齿的廓形没有影响(廓形由铲齿成形铣 刀保证)。因此,作为齿背曲线主要应满足铲齿成形铣刀每次重磨后 的后角不变。能满足后角不变的曲线只有对数螺旋线,但对数螺旋线 制造困难。从制造方便出发,生产上广泛采用阿基米德螺旋线作为铲 齿成形铣刀的齿背曲线,阿基米德螺旋线能保证重磨后后角基本不变, 且制造简单。
成形铣刀设计 (1).

第五节铲齿成形铣刀设计一、铲齿成形铣刀的基本类型铲齿成形铣刀是用于铣削工件成形表面的专用刀具。
它的刃形是根据工件廓形设计计算的,它具有较高的生产率,并能保证工件形状和尺寸的互换性,因此得到广泛使用。
成形铣刀按齿背形状可分为铲齿与尖齿两种。
1.尖齿成形铣刀:尖齿成形铣刀齿数多,具有合理的后角,因而切削轻快、平稳,加工表面质量好,铣刀寿命高。
但尖齿成形铣刀需要专用靠模或在数控工具磨床上来重磨后面、刃磨工艺复杂。
因此,刃形简单的成形铣刀一般做成尖齿形。
2.铲齿成形铣刀:齿背由径向铲削形成,使其具有成形刃后角。
该刀具沿前刀面重磨后能保证刃形不变,故在生产中一般采用铲齿结构,只有在大批量生产中才采用尖齿结构。
本章只讨论铲齿成形铣刀的设计方法。
二、铲齿成形铣刀结构参数的确定(一)容屑槽底形式铲齿成形铣刀容屑槽底有两种形式:一种是平底形式,如图3—19所示;另一种是中间凸起的加强形式,如表3—76所示。
根据工件廓形最大高度hw来选择容屑槽底的形图3—19铲齿成形铣刀的结构式,当hw较小和刀齿强度足够的情况下,可采用平底形式,否则,应采用加强形式。
加强式槽底的形状可根据工件廓形确定。
工件廓形为单面倾斜时,用I型或Ⅱ型、Ⅲ型、Ⅴ型;工件廓形对称时,用Ⅳ型。
(二)齿形高度h和宽度 B如图3—19所示,成形铣刀齿形高度可取为h=hw+(1~2)mm式中hw—工件的廓形高度。
铣刀宽度B一般比工件廓形最大宽度Bw大1~5mm ,并应采用标准系列尺寸。
(三)铣刀的孔径用铣刀切削时,要求其刀杆直径足够大,以保证在铣削力作用下有足够的强度和刚度。
因此,铣刀孔径应按强度或刚度条件计算决定。
在一般情况下,可根据铣削宽度和切削条件选取。
表3—77是根据生产经验推荐的数值。
表3—77 成形铣刀内孔直径(四)铣刀的外径在保证铣刀孔径足够大和铣刀刀体强度足够的条件下,应选较小的铣刀外径,以减小扭矩和减少高速钢的消耗。
设计铣刀时,可首先用下式估算外径,待确定了铣刀的其他有关参数后,再校验铣刀刀体强度。
常用铣刀种类及规格选用
铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式 3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表。
[整理]2铣刀的种类和结构特点
![[整理]2铣刀的种类和结构特点](https://img.taocdn.com/s3/m/bf238a232b160b4e767fcfef.png)
铣刀的种类和结构特点铣刀的种类很多(大部分已经标准化),其分类方法也很多,下面是几种通常的分类方法和常用的铣刀。
按铣刀切削部分的材料分类:高速钢铣刀、硬质合金铣刀、特殊材料刀具、涂层刀具等。
高速钢铣刀有整体的和镶齿的两种一般形状较复杂的铣刀都是整体高速钢铣刀.硬质合金铣刀、陶瓷刀具以及超硬材料刀具大多数不是整体的,将硬质合金刀片以焊接或机械夹固的方式镶装在铣刀刀体上,如硬质合金立铣刀、三面刃铣刀等。
按铣刀的刀齿结合方式分类:整体铣刀、镶齿铣刀及特殊形式铣刀等。
整体铣刀是指铣刀的切削部分,装夹部分及刀体成一整体。
这类铣刀可用高速钢整料制成,也可用高速钢制造切削部分,用结构钢制造刀体部分,然而焊接成一整体,直径不大的立铣刀、三面刃铣刀、锯片铣刀都采用这种结构.镶齿铣刀可分为焊接式和机夹式。
机夹式根据刀体结构不同,可分为可转位和不转位。
不转位的如高速钢镶齿铣刀的刀体用结构钢,刀齿是高速钢,刀体和刀齿利用尖齿形槽镶嵌在—起。
直径较大的三面刃高速钢铣刀和高速钢套式面铣刀,一般都采用这种结构。
可转位铣刀是用机械夹固的方式把硬质合金刀片或其它刀具材料安装在刀体上,因而保持了刀片的原有性能。
刀刃磨损后,可将刀片转过一个位置继续使用。
这种刀具节省了材料,节省了刃磨时间,提高了生产效率。
特殊型式铣刀有复合刀具、可逆攻螺纹刀具等等。
按刀齿齿背的形式分类:(见图1-4-3)尖齿铣刀、铲齿铣刀。
尖齿铣刀的刀齿截面上,齿背是由直线或折线组成,如图1-4-3(b)所示。
这类铣刀齿刃锋利,刃磨方便,制造比较容易,生产中常用的二面刃铣刀、圆柱铣刀等都是尖齿铣刀。
铲齿铣刀的刀齿截面上,齿背是阿基米德螺线,齿背必须在铲齿机床上铲出。
如图1-4-3(a)所示。
这类铣刀刃磨后,只要前角不变,齿形也不变。
由于铲齿铣刀前角小,因此切削性能差。
成形铣刀为了保证刃磨后齿形不变,一般都采用铲齿结构。
图1-4-3 铣刀刀齿的结构形式(a) 铲齿铣刀的刀背截面(b)尖齿铣刀的刀背截面按铣刀的安装方式分类:带孔铣刀、带柄铣刀。
加工中心所用铣刀的种类
加工中心所用铣刀的种类铣刀主要用于卧式铣床加工平面。
圆柱铣刀一般为整体式。
铣刀的材料为高速钢,主切削刃分布在圆柱表面上,无副切削刃。
铣刀有粗齿和铣刀的种类很多,这里只介绍几种在数控铣床上常用的铣刀。
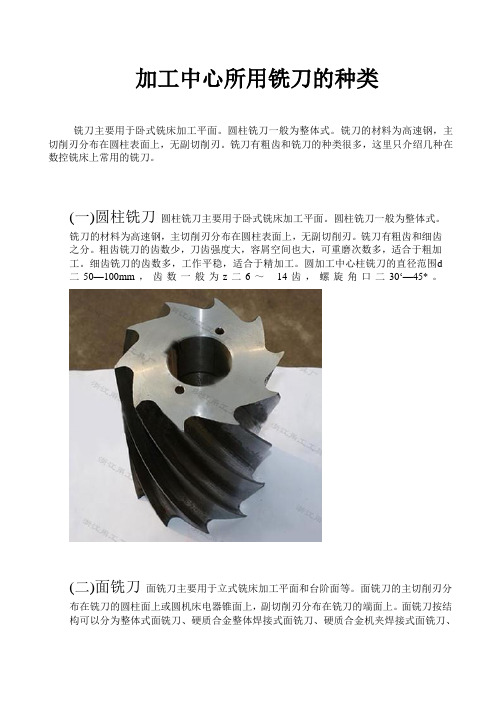
(一)圆柱铣刀圆柱铣刀主要用于卧式铣床加工平面。
圆柱铣刀一般为整体式。
铣刀的材料为高速钢,主切削刃分布在圆柱表面上,无副切削刃。
铣刀有粗齿和细齿之分。
粗齿铣刀的齿数少,刀齿强度大,容屑空间也大,可重磨次数多,适合于粗加工。
细齿铣刀的齿数多,工作平稳,适合于精加工。
圆加工中心柱铣刀的直径范围d 二50—100mm,齿数一般为z二6~14齿,螺旋角口二30‘—45*。
(二)面铣刀面铣刀主要用于立式铣床加工平面和台阶面等。
面铣刀的主切削刃分布在铣刀的圆柱面上或圆机床电器锥面上,副切削刃分布在铣刀的端面上。
面铣刀按结构可以分为整体式面铣刀、硬质合金整体焊接式面铣刀、硬质合金机夹焊接式面铣刀、硬质合金可转位式面铣刀等形式。
(1)整体式面铣刀。
由于这种面铣刀的材料为高速钢,所以其切削速度和进给量都受定的限制,生产率较低,并且由于该铣刀的刀齿损坏后很难修复,所以整体加工中心式面铣刀的应用较少。
(2)硬质合金整体焊接式面铣刀。
这种面铣刀由硬质合金刀片与合金钢刀体焊接而成,结构紧凑,切削效率高。
由于它的刀齿损坏后很也难修复,所机床电器以这种铣刀的应用也不多。
(3)硬质合金可转位式面铣刀。
这种面铣刀是将硬质合金可转位刀片直接装夹在刀体槽中,切削刃磨钝后,只需将刀片转位或更换新的刀片即可继续使用。
硬质合金可转位式面铣刀具有加工质量稳定、切削效率高、刀具寿命长、刀片的调整和更换方便以及刀片重复定位精度高特点,所以该铣刀是生产上应用最广的刀具之一。
(三)立铣刀立铣刀是数控铣削加工中应用最广的一种铣加工中心刀。
它主要用于立式铣床上凹槽、台阶面和成型面等。
立铣刀的主切削刃分布在铣刀的圆柱表面上,切削刃分布在铣刀的端面上,并且端面中心有中心孔,因此铣削时一般不能沿铣刀轴向作进给运动,而只能沿铣刀径向作进给运动。
常用铣刀的种点类及加工特点
常用铣刀的种点类及加工特点铣刀是用于金属切削和切割的重要切削工具,不同种类的铣刀适用于不同类型的加工任务。
以下是一些常用的铣刀种类以及它们的加工特点:1.平面铣刀(End Mill):•种类:平头铣刀、球头铣刀、角铣刀等。
•加工特点:适用于表面平整化、侧面切削、开槽、轮廓加工等。
2.T型槽铣刀(T-Slot Cutter):•种类:T型槽铣刀、T型槽清底铣刀。
•加工特点:用于加工T型槽,安装螺栓、螺母等零件时使用。
3.立铣刀(Face Mill):•种类:正面铣刀、90度立铣刀、高效切削立铣刀等。
•加工特点:用于平面铣削、表面加工和大面积的平面铣削。
4.球头铣刀(Ball End Mill):•种类:单刃球头铣刀、双刃球头铣刀。
•加工特点:适用于复杂曲面加工、三维加工,可产生球形底部的凹槽和曲线。
5.齿轮铣刀(Gear Cutter):•种类:滚刀、锥齿轮铣刀、分度盘齿轮铣刀等。
•加工特点:用于齿轮加工,包括直齿轮、斜齿轮、螺旋齿轮等。
6.侧铣刀(Side Milling Cutter):•种类:角铣刀、平头侧铣刀、T型槽侧铣刀等。
•加工特点:用于槽加工、平面铣削、侧面加工和切槽等。
7.球头铣刀(Bull Nose End Mill):•加工特点:适用于三维曲面加工,具有球形底部,可用于半球形凹槽。
8.螺纹铣刀(Thread Mill):•加工特点:用于螺纹加工,如内螺纹和外螺纹。
9.V型铣刀(V-Bit End Mill):•加工特点:用于雕刻和雕塑,可产生V形切削痕迹。
10.槽铣刀(Slitting Cutter):•加工特点:用于切割薄材、分度盘、金属带等。
这些铣刀种类在金属加工、木工、塑料加工和其他材料加工中发挥着重要作用。
选择适当的铣刀种类取决于所需的加工任务、材料类型和机床设备。
不同的铣刀种类和设计可用于满足各种切削需求,从粗加工到精密加工。
铣刀种类及规格含图)
铣刀种类及规格含图)————————————————————————————————作者:————————————————————————————————日期:铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4。
立铣刀的分类

立铣刀的分类
立铣刀按照不同的分类标准可以分为以下几类:
1. 刀杆形式分类:
- 直柄立铣刀:刀杆完全垂直于工件表面。
- 锯齿立铣刀:刀杆上安装有锯齿状的铣刀,用于进行开槽、切割等操作。
- 锥柄立铣刀:刀杆末端设计为圆锥形,可以快速安装和拆卸。
2. 刀片形式分类:
- 一字刃立铣刀:刀片的铣刃只有一个刃口,适用于加工强
度较大、材料较硬的工件。
- 多刃立铣刀:刀片的铣刃有多个刃口,可以同时进行多刃
铣削,提高加工效率。
3. 刀具类型分类:
- 面铣刀:用于平面铣削,一般有直径较大的圆形刀片。
- 槽铣刀:用于加工槽、凹槽等形状,刀片有锯齿状或直刃状。
- 竖铣刀:用于铣削竖直面,刀片通常呈反齿排列。
- T型铣刀:刀片呈T型,适用于进行T型槽的铣削。
4. 刀具材料分类:
- 高速钢立铣刀:常用的刀具材料,适用于一般材料的铣削。
- 硬质合金立铣刀:由硬质合金制成的刀片,具有较高的硬
度和耐磨性,适用于高硬度材料的铣削。
以上是立铣刀的一些基本分类,不同的分类标准适用于不同的加工需求和材料特性。
铣刀分类

铣刀分类铣刀种类繁多,依其工作性质、装置方式、刀齿形状、构造、材质、轮磨方式可归类如下:一、依工作性质分1.平铣刀:平铣刀为卧式铣床上加工平面最常用之刀具,平铣刀为圆盘型或圆柱型,外圆周上有刀齿,用于铣削与刀轴平行之平面,平铣刀的刀刃有直刃形,与螺旋刃形,一般以螺旋刃形较常用。
直齿刀刃宽度在20mm以下,因其刀刃多,切屑槽小,仅适于轻铣削及硬质材料的铣削。
而刀宽超过20mm以上时通常制成螺旋齿,以降低剪切力,防止铣削时产生的震动,其刀刃数少,有较大之切屑槽,适于重铣削及软质材料之铣削。
2.侧铣刀:侧铣刀的外形与直刃形平面铣刀类似,除具备平铣刀的形状和功用外,侧面亦有刀刃,可同时铣削工作物的平面与侧面。
依刀刃形状可分为直齿、螺旋齿及交错齿三种形式,交错齿侧铣刀铣切时应力可相互抵销,减少震动,铣削效率较好,适合重铣削。
3.锯割铣刀:此种铣刀类似平铣刀或侧铣刀,但其厚度甚薄(6mm以下),且没有侧刀齿,其两边均准确磨光并向中心逐渐磨薄,使其铣切时有适当的间隙,而不会产生摩擦,用于铣切窄槽及锯割材料。
4.面铣刀:面铣刀系一圆盘状台形本体的周围及侧面具有刀刃的铣刀,此种铣刀主要铣削较大的平面,铣刀刀面宽大,铣刀本体一般以工具钢制成,在嵌入高速钢或碳化物刀刃。
5.端铣刀:此类铣刀在圆周面及端面均有刀刃,用以铣削平面、端面、肩角及沟槽。
端铣刀具有直柄、斜柄、直刃、螺旋刃、双刃、多刃等不同形式。
6.角铣刀:角铣刀之刀刃既不平行亦不垂直于铣刀轴,专门用于铣削与回转轴成一定角度之面的铣刀,如V型槽、棘齿轮、鸠尾槽、铰刀刃及铣刀等之加工。
依角度不同又可分为单侧角铣刀与双侧角铣刀两种。
单侧角铣刀倾斜角度有45°、60°、70°、80°等,双侧角铣刀成45°、60°、90°等。
7.成型铣刀:此类铣刀通常是为特定形状的铣削工作而设计,专门铣削规则或不规则外形及大量生产小零件之用,常用的有圆角铣刀、切齿铣刀、凸圆铣刀、凹圆铣刀等。
铣刀种类文档

铣刀种类铣刀是一种用于金属加工的切削工具,常用于将金属材料进行切削、刨削、开槽、镗孔和面铣等加工操作。
根据切削刀具的不同形状和功能,铣刀可以分为以下几类:平口铣刀平口铣刀是最常用的铣刀之一,其切削刃面平直,并且刃齿沿整个刀具的周长均匀分布。
由于其刀刃长度较大,适合用于进行大面积的面铣加工操作。
使用平口铣刀可以获得较好的表面质量和加工效率。
T型槽铣刀T型槽铣刀主要用于切削T型槽,用于制作T型螺栓孔或槽。
其刀具头部呈T字形,刀刃有较大的切削角度,可有效切削金属材料。
T型槽铣刀通常用于制造工艺中的槽加工。
桥架铣刀桥架铣刀是一种特殊形状的铣刀,其刀片安装在桥架铣床上,用于进行异形零件的加工。
桥架铣刀通常具有灵活的刀具头部旋转角度,可以根据零件的形状进行精确的切削。
桥架铣刀广泛应用于零件加工和模具制造领域。
端铣刀端铣刀是一种用于切割工作件侧面和底面的铣刀。
端铣刀刀具的头部呈圆弧形状,刀具的刃部呈倾斜角度,可以实现高效的切削。
端铣刀通常用于背面铣削,开槽和倒角加工等操作。
高效铣刀高效铣刀是一种用于提高加工效率的刀具。
高效铣刀采用了先进的切削理论和新的刀具材料,能够在同样的加工条件下实现更高的切削速度和更长的寿命。
高效铣刀广泛应用于高速切削、数控机床和自动化生产线等领域。
切槽铣刀切槽铣刀是专用于切削槽的铣刀。
切槽铣刀通常具有多个切削刃,可以迅速切削槽的宽度,并提供高度的切削效率。
切槽铣刀常用于切割螺纹、键槽和其他类型的槽加工操作。
曲线铣刀曲线铣刀是一种用于加工曲线轮廓的铣刀。
曲线铣刀通常具有多个切削刃,可以根据不同的曲线轮廓进行切削。
曲线铣刀广泛应用于零件的复杂曲线加工和模具制造等领域。
以上是常见的一些铣刀种类,每种铣刀都有其专门用途和加工特点。
选择合适的铣刀类型取决于要加工的工件材料、形状以及所需的加工精度和效率。
在实际应用中,根据具体的加工要求,可以灵活选择和组合不同种类的铣刀,以获得最佳的加工效果。
铣刀分类

铣刀分类铣刀种类繁多,依其工作性质、装置方式、刀齿形状、构造、材质、轮磨方式可归类如下:一、依工作性质分1.平铣刀:平铣刀为卧式铣床上加工平面最常用之刀具,平铣刀为圆盘型或圆柱型,外圆周上有刀齿,用于铣削与刀轴平行之平面,平铣刀的刀刃有直刃形,与螺旋刃形,一般以螺旋刃形较常用。
直齿刀刃宽度在20mm以下,因其刀刃多,切屑槽小,仅适于轻铣削及硬质材料的铣削。
而刀宽超过20mm以上时通常制成螺旋齿,以降低剪切力,防止铣削时产生的震动,其刀刃数少,有较大之切屑槽,适于重铣削及软质材料之铣削。
2.侧铣刀:侧铣刀的外形与直刃形平面铣刀类似,除具备平铣刀的形状和功用外,侧面亦有刀刃,可同时铣削工作物的平面与侧面。
依刀刃形状可分为直齿、螺旋齿及交错齿三种形式,交错齿侧铣刀铣切时应力可相互抵销,减少震动,铣削效率较好,适合重铣削。
3.锯割铣刀:此种铣刀类似平铣刀或侧铣刀,但其厚度甚薄(6mm以下),且没有侧刀齿,其两边均准确磨光并向中心逐渐磨薄,使其铣切时有适当的间隙,而不会产生摩擦,用于铣切窄槽及锯割材料。
4.面铣刀:面铣刀系一圆盘状台形本体的周围及侧面具有刀刃的铣刀,此种铣刀主要铣削较大的平面,铣刀刀面宽大,铣刀本体一般以工具钢制成,在嵌入高速钢或碳化物刀刃。
5.端铣刀:此类铣刀在圆周面及端面均有刀刃,用以铣削平面、端面、肩角及沟槽。
端铣刀具有直柄、斜柄、直刃、螺旋刃、双刃、多刃等不同形式。
6.角铣刀:角铣刀之刀刃既不平行亦不垂直于铣刀轴,专门用于铣削与回转轴成一定角度之面的铣刀,如V型槽、棘齿轮、鸠尾槽、铰刀刃及铣刀等之加工。
依角度不同又可分为单侧角铣刀与双侧角铣刀两种。
单侧角铣刀倾斜角度有45°、60°、70°、80°等,双侧角铣刀成45°、60°、90°等。
7.成型铣刀:此类铣刀通常是为特定形状的铣削工作而设计,专门铣削规则或不规则外形及大量生产小零件之用,常用的有圆角铣刀、切齿铣刀、凸圆铣刀、凹圆铣刀等。
铣 刀

成形铣刀:用于加工成形表面,其刀齿廓形 根据被加工工件的廓形来确定。
模具铣刀:主要用于模具型腔或凸模成形表面 的加工,其头部形状根据需要可以为圆柱或圆锥 等形式。
组合铣刀:是由多个标准或非标准带孔铣刀串 装在同一芯轴上组合而成的,用于一次铣削完成某 种复杂型面或宽平面。
2.按结构分
按结构不同,铣刀可分为整体式、焊齿式、镶齿 式和可转位式等。
3.铣刀齿数的选择
铣刀齿数有粗齿和细齿之分,粗齿的容屑槽 大,用于铣削塑性材料或粗加工;细齿的容屑槽 小,用于铣削脆性材料或半精加工及精加工。
4.常用铣刀主要参数的选择
(1)常用面铣刀主要参数的选择
常用面铣刀的刀具直径在16~630mm范围内,其 中,粗铣时直径宜小;精铣时宜大,且尽量包容工件 整个加工宽度。
3.按齿背形式分
按齿背形式不同,铣刀可分为尖齿铣刀和铲 齿铣刀两种。
尖齿铣刀:尖齿铣刀的齿背经铣制而成,在后 刀面上磨出一条窄的刃带以形成后角。后刀面形状 简单,铣刀用钝后只需刃磨后刀面。尖齿铣刀的加 工表面质量好,刀具耐用度高,加工效率高,因此, 大部分铣刀都是尖齿铣刀。
铲齿铣刀:铲齿铣刀的齿背经铲制而成,铣刀 用钝后只能刃磨前刀面。铲齿铣刀刃磨后能保持原 有齿形不变,主要用于制造盘状齿轮铣刀等各种成 形铣刀。
(2)常用立铣刀主要参的选择
常用立铣刀的直径、前角和后角等主要参数的选 取如下表所示。
机械制造技术
面铣刀:圆周表面刀齿为主切削刃,端面刀 齿为副切削刃。其结构有整体式、镶齿式和可转 位式三种。铣削时,铣刀的轴线垂直于被加工表 面。由于参加铣削的刀齿较多,又有副切削刃的 修光作用,因此加工表面粗糙度较小。它生产率 较高,主要用于在立式铣床或卧式铣床上加工台 阶面和平面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铲齿成形铣刀的基本类型
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
铲齿成形铣刀是用于铣削工件成形表面的专用刀具。
它的刃形是根据工件廓形设计计算的,它具有较高的生产率,并能保证工件形状和尺寸的互换性,因此得到广泛使用。
成形铣刀按齿背形状可分为铲齿与尖齿两种。
1.尖齿成形铣刀:尖齿成形铣刀齿数多,具有合理的后角,因而切削轻快、平稳,加工表面质量好,铣刀寿命高。
但尖齿成形铣刀需要专用靠模或在数控工具磨床上来重磨后面、刃磨工艺复杂。
因此,刃形简单的成形铣刀一般做成尖齿形
铲齿成形铣刀是用于铣削工件成形表面的专用刀具。
它的刃形是根据工件廓形设计计算的,它具有较高的生产率,并能保证工件形状和尺寸的互换性,因此得到广泛使用。
成形铣刀按齿背形状可分为铲齿与尖齿两种。
1.尖齿成形铣刀:尖齿成形铣刀齿数多,具有合理的后角,因而切削轻快、平稳,加工表面质量好,铣刀寿命高。
但尖齿成形铣刀需要专用靠模或在数控工具磨床上来重磨后面、刃磨工艺复杂。
因此,刃形简单的成形铣刀一般做成尖齿形。
2.铲齿成形铣刀:齿背由径向铲削形成,使其具有成形刃后角。
该刀具沿前刀面重磨后能保证刃形不变,故在生产中一般采用铲齿结构,只有在大批量生产中才采用尖齿结构。
本章只讨论铲齿成形铣刀的设计方法。
内容来源网络,由深圳机械展收集整理!更多相关内容,就在深圳机械展!。