尺寸链的基本概念及计算
机械工艺——尺寸链计算综述

工艺尺寸链
一、尺寸链的定义、组成
1、定义
尺寸链就是在零件加工或 机器装配过程中,由相互 联系且按一定顺序连接的 封闭尺寸组合。
(1)在加工中形成的尺寸链——工艺尺寸链
2.定位面 3.设计基准
1.加工面
A1
A0
A2
(2)在装配中形成的尺寸链——装配尺寸链
A0
A2
A1
图示工件如先以A面定位加工C面,得尺寸A1然后再以 A面定位用调整法加工台阶面B,得尺寸A2,要求保证B面 与C面间尺寸A0;A1、A2和A0这三个尺寸构成了一个封闭 尺寸组,就成了一个尺寸链。
严格要求的那个尺寸链来确定。
五、工艺过程尺寸链的分析与解算
1. 基准不重合时的尺寸换算
工艺基准(工序、定位、测量等)与设计基 准不重合,工序基准就无法直接取用零件图上的 设计尺寸,因此必须进行尺寸换算来确定其工序 尺寸。
1)定位基准与设计基准不重合的尺寸换算
0.05 A C B
0.1 C
a1 b)
3、 组成
4、增、减环判别方法
在尺寸链图中用首尾相接的单向 箭头顺序表示各尺寸环,其中与 封闭环箭头方向相反者为增环, 与封闭环箭头方向相同者为减环。
增环 A1 A0 A2 A3 减环 封闭环
举例:
二、尺寸链的分类
1、按应用范围分类
1)工艺尺寸链——全部组成环为 同一零件工艺尺寸所形成的尺寸链。 2)装配尺寸链——全部组成环为 不同零件设计尺寸所形成的尺寸链。 3)零件尺寸链——全部组成环为同 一零件设计尺寸所形成的尺寸链。 4)设计尺寸链——装配尺寸链与零 件尺寸链,统称为设计尺寸链。
0
求解图4-206和图4-26c的尺寸链,可得到: 0.1 0 工序尺寸: A2 35 34.9 0.25 0.15 平行度公差:Ta 2 0.05
尺寸链计算2

2、按几何特征及空间位置分类
1) 长度尺寸链—全部环为长度的尺寸链 2) 角度尺寸链—全部环为角度的尺寸链
3)直线尺寸链—— 全部组成环平行于封闭 环的尺寸链。 4)平面尺寸链—— 全部组成环位于一个或 几个平行平面内,但某些组成环不平行于 封闭环的尺寸链。 5) 空间尺寸链——组成环位于几个不平行 平面内的尺寸链。
A
0 max
A
m i 1
i max
A
n 1 i m 1
i min
封闭环的最小极限尺寸A0min等于增环的最小极限尺寸 之和减去减环的最大极限尺寸之和,即
A
0 min
A
m i 1
i min
A
n 1 i m 1
i max
(3) 各环上、下偏差之间的关系 封闭环的上偏差ES(A0)等于增环的上偏差之和减去减 环的下偏差之和,即
的公差。
五、实例
谢
谢
尺寸链方程
—— 确定尺寸链中封闭环(因变量) 和组成环(自变量)的函数关系式,其一般 形式为:
A0 f ( A1 , A2 ,, An )
尺寸链方程示例:
如图所示的车床主轴轴线与尾架轴线高度差的允许 值A0是装配技术要求,为封闭环。组成环为尾架顶 尖轴线到底面的高度A1、与床面相连的底板的厚度 A2、床面到主轴轴线的距离A3,其中A1、A2为增 环,A3为减环。
2、特征
1、封闭性 2、关联性。
环——尺寸链中的每一个尺寸。它可以是长度或角度。
封闭环——在零件加工或装配过程中间接获得或最后形成 的环。
组成环——尺寸链中对封闭环有影响的全部环。
3、 组成
组成环又可分为增环和减环。 增环——若该环的变动引起封闭环的同向变动,则该环 为增环.即当该组成环尺寸增大(或减小)而其它组成 环不变时,封闭环也随之增大(或减小). 减环——若该环的变动引起封闭环的反向变动。则该环 为减环。即当该组成环尺寸增大(或减小)而其他组成 环不变时,封闭环的尺寸却随之减小(或增大)。
尺寸链原理与计算
2 i
i 1
-3δ +3δ
反映了封闭环误差与组成环误差间的基本关系。
1. 各环尺寸与公差的计算
(1)各环平均尺寸之间的关系:封闭环的平均尺寸等于增环
的平均尺寸之和与减环平均尺寸之和的差。
m
n1
A0 Ai Ai
i1
im1
(2) 各环公差之间的关系:封闭环的公差等于组成环公差平 方和的平方根。
T0
的。
2.2 封闭环的重要性:
(1) 体现在尺寸链计算中,若封闭环判断错误,则全部分析 计算之结论,也必然是错误的。
(2) 封闭尺寸通常是精度较高,而且往往是产品技术规范或 零件工艺要求决定的尺寸。
在装配尺寸链中,封闭环往往代表装配中精度要求的尺寸; 而在零件中往往是精度要求最低的尺寸,通常在零件图中不予 标注。
(2) 概率解法:又叫统计法。应用概率论原理来进行尺寸键计 算的一种方法。如算术平均、均方根偏差等。
求解尺寸链的情形:
1、已知组成环,求封闭环
2、已知封闭环,求组成环
尺寸链的正计算 尺寸链的反计算
3、已知封闭环及部分组成环,求其余组成环 尺寸链的中
间计算
1.已知组成环,求封闭环 根据各组成环基本尺寸及公差(或偏差),来计算封闭环
A3
A1 A∑
A2
L2
L3 L∑ L4
L1
A1 A∑
A3
L2
L3 L∑ L4
L1
A2
3. 组成环 一个尺寸链中,除封闭环以外的其他各环,都是“组成
环”。按其对封闭环的影响可分为增环和减环。
表示为:Ai 、Li i=1,2,3…… 增环:在尺寸链中,当其余组成环不变的情况下,将某一组 成环增大,封闭环也随之增大,该组成环即称为“增环”。
工艺尺寸链的基本概念及计算
合理安排测量点
在关键尺寸和重要部位设置测量点, 以便及时发现和纠正误差。
06
实例分析与计算过程展示
实例背景介绍
02
01
03
实例来源:某机械制造企业 产品类型:轴类零件 工艺要求:保证轴的直径和长度尺寸精度
建立工艺尺寸链步骤
确定封闭环
轴的直径和长度尺寸精度是最终要求,因此为封闭环。
04
工艺尺寸链计算方法
极值法原理及应用
原理
极值法是一种基于最坏情况的工艺尺寸链计算方法。它假设所有工艺尺寸都处 于其极限值,从而计算出最终产品的最大和最小可能尺寸。这种方法不考虑尺 寸变化的概率分布,因此计算结果相对保守。
应用
极值法适用于对产品质量要求较高、且工艺过程中尺寸波动较大的情况。通过 极值法计算,可以确保最终产品的尺寸在可接受范围内,从而避免产品不合格 的风险。
03
建立工艺尺寸链方法
确定基准件和基准面
基准件
在工艺尺寸链中,应选择一个相对稳 定、易于测量和定位的零件作为基准 件。
基准面
在基准件上选择一个具有代表性、易 于测量和定位的表面作为基准面。
绘制尺寸链图
01
02
03
零件尺寸
在尺寸链图中,应标注出 各零件的基本尺寸、公差 及偏差。
工艺尺寸
根据工艺要求,确定各工 序间的工艺尺寸,并在尺 寸链图中标注出来。
实例分析
实例一
某机械零件的加工过程中,需要经过车削、铣削和磨削等多道工 序。这些工序中涉及的各个尺寸就构成了一个工艺尺寸链。在这 个例子中,可以分析各个工序对最终产品尺寸精度的影响,以及 如何通过控制各工序的加工精度来保证最终产品的精度要求。
尺寸链计算方法-公差计算
尺寸链计算方法-公差计算本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March尺寸链计算一.基本概念尺寸链是一组构成封闭尺寸的组合。
尺寸链中的各个尺寸称为环。
零件在加工或部件在装配过程中,最后得到的尺寸称为封闭环。
组成环又分为增环和减环,当尺寸链中某组成环的尺寸增大时,封闭环的尺寸也随之增大,则该组成环称为增环。
反之为减环。
补偿环:尺寸链中预先选定的某一组成环,可以通过改变其大小或位置,使封闭环达到规定要求。
传递系数ξ:表示各组成环对封闭环影响大小的系数。
增环ξ为正值,减环ξ为负值。
通常直线尺寸链的传递系数取+1或-1.尺寸链的主要特征:①.尺寸连接的封闭性;②.每个尺寸的变化(偏差)都会影响某一尺寸的精度。
二.尺寸链的分类1.按应用范围分工艺尺寸链:在零件加工过程中,几个相互联系的工艺尺寸形成的封闭链。
装配尺寸链:在设计或装配过程中,由几个相关零件的有关尺寸形成的封闭链。
2. 按构成尺寸链各环的空间位置分线性尺寸链:各环位于平行线上平面尺寸链:各环位于一个平面或相互平行的平面,各环不平行排列。
空间尺寸链:各环位于不平行的平面,需投影到三个座标平面上计算。
3.按尺寸链的形式分a)长度尺寸链和角度尺寸链b)装配尺寸链装、零件尺寸链和工艺尺寸链c)基本尺寸链与派生尺寸链基本尺寸链指全部组成环皆直接影响封闭环的尺寸链派生尺寸链指一个尺寸链的封闭环为另一个尺寸链组成环的尺寸链。
d)标量尺寸链和矢量尺寸链三. 基本尺寸的计算把每个基本尺寸看成构成尺寸链的各环,验算其封闭环是否符合设计要求。
是设计中尺寸链计算时首先应该进行的工作。
目前产品生产中经常出现错误的环节,大部分是基本尺寸链错误。
特别是测绘设计的产品。
由于原机的制造误差,测量系统的误差以及尺寸修约的误差,往往会使测绘设计与原设计产生很大的偏差,所以必须进行基本尺寸链的计算四.解尺寸链的主要方法根据零件尺寸的要求和相关标准确定零件尺寸公差,然后按照解尺寸链的最短途径原理的方法对尺寸公差进行验算和修正。
尺寸链计算方法

e
H
R1
x
0.025 0.025 H1 H2
x
R2
D1
D2
a) 图4-32 键槽加工尺寸链
b)
2006-3 27
3、表面淬火、渗碳、镀层的工艺尺寸计算
【例 4-4】 图 4-33 所示偏心零件,表面 A 要求渗碳处理,渗碳层深度
2006-3 9
三 、尺寸链的建立
1、确定封闭环
关键 要领
1、加工顺序或装配顺序确定后才 能确定封闭环。 2、封闭环的基本属性为“派生” ,表现为尺寸间接获得。
1、设计尺寸往往是封闭环。 2、加工余量往往是封闭环(靠火 花磨除外)。
2、组成环确定
关键
1、封闭环确定后才能确定。 2、直接获得。 3、对封闭环有影响
假定各环尺寸按正态分布,且其分布中心与公差带中心重合寸 之 间 的 关 系
(3)各环平均偏差之间的关系
n1
T ( A0) T 2 ( Ai)
i 1
m
n 1
A0 Ai Ai
i 1
i m 1
m
n 1
A0 Ai Ai
i 1
i m1
x 61.87500..203155 61.8900.22
x H
R2 R1
x
H
D1
D2
a)
b)
图4-31 键槽加工尺寸链
2006-3 26
❖ 讨论:在前例中,认为镗孔与磨孔同轴,实际上存在偏
心。若两孔同轴度允差为φ0.05,即两孔轴心偏心为 e = ±0.025。将偏心 e 作为组成环加入尺寸链(图4-32b)
尺寸链及尺寸链计算
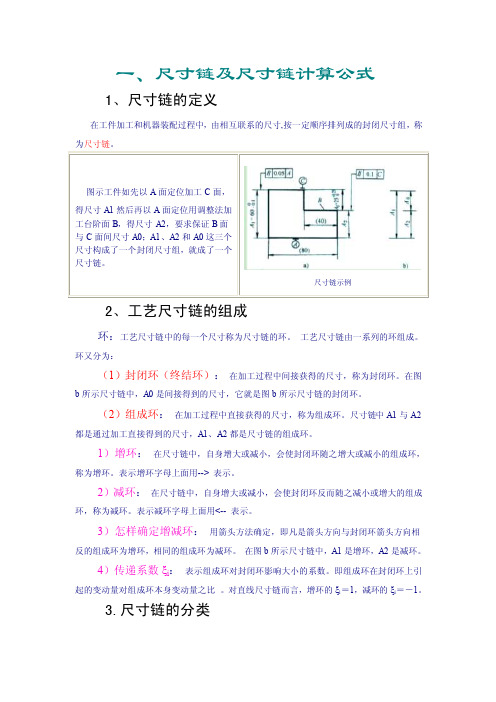
一、尺寸链及尺寸链计算公式1、尺寸链的定义在工件加工和机器装配过程中,由相互联系的尺寸,按一定顺序排列成的封闭尺寸组,称为尺寸链。
尺寸链示例2、工艺尺寸链的组成环:工艺尺寸链中的每一个尺寸称为尺寸链的环。
工艺尺寸链由一系列的环组成。
环又分为:(1)封闭环(终结环):在加工过程中间接获得的尺寸,称为封闭环。
在图b所示尺寸链中,A0是间接得到的尺寸,它就是图b所示尺寸链的封闭环。
(2)组成环:在加工过程中直接获得的尺寸,称为组成环。
尺寸链中A1与A2都是通过加工直接得到的尺寸,A1、A2都是尺寸链的组成环。
1)增环:在尺寸链中,自身增大或减小,会使封闭环随之增大或减小的组成环,称为增环。
表示增环字母上面用--> 表示。
2)减环:在尺寸链中,自身增大或减小,会使封闭环反而随之减小或增大的组成环,称为减环。
表示减环字母上面用<-- 表示。
3)怎样确定增减环:用箭头方法确定,即凡是箭头方向与封闭环箭头方向相反的组成环为增环,相同的组成环为减环。
在图b所示尺寸链中,A1是增环,A2是减环。
4)传递系数ξi:表示组成环对封闭环影响大小的系数。
即组成环在封闭环上引起的变动量对组成环本身变动量之比。
对直线尺寸链而言,增环的ξi=1,减环的ξi=-1。
3.尺寸链的分类4.尺寸链的计算尺寸链计算有正计算、反计算和中间计算等三种类型。
已知组成环求封闭环的计算方式称作正计算;已知封闭环求各组成环称作反计算;已知封闭环及部分组成环,求其余的一个或几个组成环,称为中间计算。
尺寸链计算有极值法与统计法(或概率法)两种。
用极值法解尺寸链是从尺寸链各环均处于极值条件来求解封闭环尺寸与组成环尺寸之间关系的。
用统计法解尺寸链则是运用概率论理论来求解封闭环尺寸与组成环尺寸之间关系的。
5.极值法解尺寸链的计算公式(4)封闭环的中间偏差(5)封闭环公差(6)组成环中间偏差Δi=(ES i+EI i)/2(7)封闭环极限尺寸(8)封闭环极限偏差6.竖式计算法口诀:封闭环和增环的基本尺寸和上下偏差照抄;减环基本尺寸变号;减环上下偏差对调且变号。
尺寸链概念及尺寸链计算方法
尺寸链概念及尺寸链计算方法尺寸链(Size Chain)是指通过一系列尺码的组合来满足不同体型的消费者需求的一种市场营销策略。
它可以帮助企业更好地满足消费者的尺码需求,提高销售额和客户满意度。
尺寸链的核心是根据不同人群的身体尺寸特征,将不同的尺码进行组合,以满足消费者的需求。
例如,在服装行业,尺码链通过提供不同的尺寸选项,如XS、S、M、L、XL等,可以满足不同体型的消费者需求。
在汽车行业,尺码链可以提供不同的座位高度和宽度选项,以适应不同身高和体型的人。
尺寸链的计算方法一般分为以下几个步骤:1.收集数据:收集消费者的身体尺寸数据,可以通过调查问卷、实地测量等方式进行。
这些数据需要包括不同群体的体型特征,如身高、胸围、腰围、臀围等。
2.分析数据:对收集到的数据进行分析,以了解不同消费者群体的尺寸需求。
可以使用统计学方法,如平均值、标准差等,来衡量和比较不同群体的尺寸特征。
3.设计尺寸链:根据分析结果,设计尺寸链,确定不同尺码的组合方式。
要考虑到不同尺码之间的尺寸差异,尽量提供多样化的选择,以满足消费者的需求。
4.验证尺寸链:将设计好的尺寸链进行实际验证。
可以选择一些具有代表性的消费者进行试穿或试用,收集他们的反馈意见和体验。
根据反馈结果,对尺码进行调整和优化。
5.更新尺寸链:尺寸链需要不断更新和调整,以适应市场需求的变化和消费者的尺码需求变化。
通过定期进行数据收集和分析,可以检查并更新尺寸链。
尺寸链的计算方法可以根据不同行业和产品的特点进行调整,但总的原则是根据消费者需求进行设计和优化。
通过科学而合理的尺码设计,企业可以更好地满足消费者需求,提高销售额和市场竞争力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
=+0.02mm—(0+0+0+0)mm=+0.02mm (4)计算封闭环的公差 T。=T1+ T2+T3+T4 +T5
=0.13+0.075十0.16+0.075十0.04=0.48mm 校核结果表明,封闭环的上、下偏差及公差均已超过规定范围。
2 i
反映了封闭环误差与组成环误差间的基本关系。
i 1
由于尺寸链计算时,不是均方根偏差间的关系,而是以误
差量(或公差)间的关系来计算的,所以上述公式需改写成其
它形式。当零件尺寸为正态分布曲线时,其偶然误差ε与均方
根误差σ间的关系,可表达为:
ε=6σ 即:
6 若尺寸链中各组成环的误差分布,都遵循正态分布规律时,
A0max=
Ai max
Ai min
i1
i n 1
A = 0min
n
m
Ai min
Ai max
i1
in1
A1、A2、A4为增环 A3、A5、A6为减环
基本公式(续)
封闭环的极限偏差
n
m
ES0= ESi EIi
i1
in1
n
m
EI0= EIi ESi
在建立尺寸链时应遵守“最短尺寸链原则”,即对于某一封闭环,若 存在多个尺寸链时,应选择组成环数最少的尺寸链进行分析计算。
组成环是对封闭环有直接影响的那些尺寸,与此无关的尺寸要排除在 外。一个尺寸链的环数应尽量少。
查找装配尺寸链的组成环时,先从封闭环的任意一端开始,找相邻零 件的尺寸,然后再找与第一个零件相邻的第二个零件的尺寸,这样一
正态分布时: T 6 , T
6
非正态分布时: K • T
6
所以,封闭环公差的一般公式为:
N 1
T
K2 i
T2 i
i 1
各种K值可参考图表:
一些尺寸分布曲线的K及e值
若各组成环公差相等,即令Ti = TM 时,则可求得各环 的平均公差为:
TM
T2
N 1
在确定封闭环之后,应确定对封闭环有影响的各个组成环, 使之与封闭环形成一个封闭的尺寸回路。
在建立尺寸链时应遵守“最短尺寸链原则”,即对于某一封 闭环,若存在多个尺寸链时,应选择组成环数最少的尺寸链 进行分析计算。
查 找 组 成 环
在确定封闭环之后,应确定对封闭环有影响的各个组成环,使之与封 闭环形成一个封闭的尺寸回路。
0.1
0.01
Nominal Engagement =
2
Linear Tolerance Stack-up =
2
Complete Assembly RSS Tolerance =
0.66
概率解法
极值解法特点: 优点:简便、可靠、可保证不出现不合格品。
N 1
缺点:根据 T Ti 关系式所分配给各组成环公差过于严 i 1
Nominal 12 10 -15 0 -5 0 0 0 0 0 0 0 0 0
+/- Tol. Tol. Squared
0.3
0.09
0.3
0.09
0.4
0.16
0
0.00
0.1
0.01
0.1
0.01
0.1
0.01
0.1
0.01
0.1
0.01
0.1
0.01
0.1
0.01
0.1
0.01
0.1
0.01
格。甚至无法加工。不够科学、不够合理。
概率解法就可以克服极值解法的缺点,使其应用更为 科学、合理。
概率解法的数学依据:
在大批大量生产中,一个尺寸链中的各组成环尺寸的获得,
彼此并无关系,因此可将它们看成是相互独立的随机变量。相
互独立的随机变量。经大量实测数据后,从概率的概念来看,
有两个特征数:
(1)算术平均值 A ——这数值表示尺寸分布的集中位置。
(2)均方根偏差 δ ——这数值说明实际尺寸分布相对算术平
均值的离散程度。
A(算术平均)
独立随机变量之和的均方差为:
N 1
2 i
i 1
其中:
( A A)
i
i
-3δ +3δ
这是用概率法解尺寸链的数学基础,它反映了封闭环误差与组成环误差间的基本关系。
1. 各环公差计算
N 1
缺陷(PPM) 2700 63 .57 .002
Cpk 1 1.33 1.67 2
公差及尺寸链计算
d
e
c
a
b
公差累计表
Dimension Decription Dimension A Dimension B Dimension C Dimension D Dimension E Dimension F Dimension G Dimension H Dimension I Dimension J Dimension K Dimension L Dimension M Dimension N
尺寸链的计算
计算类型 计算方法 完全互换法解尺寸链计算公式 举例
HOME
计算类型
正计算 已知各组成环的极限尺寸,求封闭环的极限尺 寸。这类计算主要用来验算设计的正确性,故又叫校 核计算。
反计算 已知封闭环的极限尺寸和各组成环的基本尺寸, 求各组成环的极限偏差。这类计算主要用在设计上, 即根据机器的使用要求来分配各零件的公差。
极值解法时的
TM
T N 1
,是包括了封闭环尺寸变动时
一切可能出现的尺寸,即尺寸出现在范围内的概率为100%;
而概率解法时的
TM
T2
N 1
,是正态分布下取误差范围内的
尺寸变动,即尺寸出现在该范围内的概率为99.73%,由于超
出之外的概率仅为0.27%,这个数值很小,实际上可认为不至
于出现,所以取作为封闭环尺寸的实际变动范围是合理的。
环接一环,直到封闭环的另一端为止,从而形成封闭的尺寸组
判断增 减环
在尺寸链线图中,常用带单箭头的线段表 示各环,箭头仅表示查找尺寸链组成环的 方向。与封闭环箭头方向相同的环为减环, 与封闭环箭头方向相反的环为增环。
A2 A3 A0
A1
A1 、A3为增环,A2为减环 B2、B4、B5为增环,B1、B3为减环
其他方法:在某些场合,为了获得更高的装配精度,而生产条件又不允 许提高组成环的制造精度时,可采用分组互换法、修配法和调整法等来 完成这一任务。
正态分布:Normal Distribution
6 5 4 3 2 1 1 2 3 4 5 6
Sigma % is “O.K.” +/- 3 99.73 +/- 4 99.9937 +/- 5 99.999943 +/- 6 99.9999998
尺寸链的基本概念及计算
尺寸链的基本概念
在设计机械零部件各要素的几何精度的同时,需要通 过综合分析计算来协调和保证零部件的整体精度的要 求。合理规定各要素的尺寸精度和形位精度,进行几 何精度综合分析计算,可以运用尺寸原理和相应的分 析计算方法。
在一个零件或一台机器的结构中,总有一些相互联系 的尺寸,这些相互联系的尺寸按一定顺序连接成一个 封闭的尺寸组,称为尺寸链。如图。
T2
mn
概率解法与极值解法的比较: 极值解法: T T T
M mn N 1
在计算同一尺寸链时,用概率解法可将组成环平均公差 扩大 N 1 倍。
但实际上,由于各组成环通常未必是正态分布曲线,即 Ki>1 ,故实际所求得的扩大倍数比 N 1 小些。
用概率解法可将组成环平均公差扩大 N 1 倍的原因:
其特性有二:封闭性——组成尺寸链的各个尺寸按一 定顺序构成一个封闭系统;相关性——其中一个尺寸 变动将影响其他尺寸变动。
尺寸链的组成
环:构成尺寸链的各个尺寸称为环。尺寸链的环分为封 闭环和组成环。
封闭环: 加工或装配过程中最后自然形成的那个尺寸。 如上图中的x、B0和A0。
组成环: 尺寸链中除封闭环以外的其他环。根据它们 对封闭环影响的不同,又分为增环和减环。
大数互换法(概率法):该法是以保证大数互换为出发点的。生产实践 和大量统计资料表明,在大量生产且工艺过程稳定的情况下,各组成环 的实际尺寸趋近公差带中间的概率大,出现在极限值的概率小。采用概 率法,不是在全部产品中,而是在绝大多数产品中,装配时不需要挑选 或修配,就能满足封闭环的公差要求,即保证大数互换。
按各环所在空间位置分:线性尺寸链、平面尺 寸链 、空间尺寸链。尺寸链中常见的是直线尺 寸链。平面尺寸链和空间尺寸链可以用坐标投 影法转换为直线尺寸链。
按各环尺寸的几何特性分:长度尺寸链、角度 尺寸链。
本章重点讨论长度尺寸链中的线性尺寸链。
HOME
尺寸链的建立与分析
确定封闭环 查找组成环 判断增减环
i1
in1
封闭环的公差
m
T0= Ti i 1
校 核
计 校核计算举例
算 举 例
校核计算的步骤是:根据装配要求确定封闭环;寻找组成 环;画尺寸链线图;判别增环和减环;由各组成环的基本 尺寸和极限偏差验算封闭环的基本尺寸和极限偏差。
如图a所示的结构,已知各零件的尺寸:
A1=30
0 0.13