下料单模板
下料单模板

下 左 右 上
下 左 右 上
下 左
右
本页合计: 数 量 块 ㎡ m m m m
页码 共 30 页 第 17 页
合
计
宏大石业(沈阳)有限公司
Hongda (Shenyang) Stone Co., Ltd.
生产通知单
财 务 业 务 审 核 制 单
尺寸(
单号:
订货日期: 交货日期:
客户名称 工程名称
)MM
尺寸(
单号:
订货日期: 交货日期:
客户名称 工程名称
)MM
品
名
编
号
表 面
厚(MM)
高(MM)
长(MM)
片
面 积(M²)
上
下 左 右 上
下 左 右 上
下 左 右 上
下 左
右
本页合计: 数 量 块 ㎡ m m m m
页码 共 30 页 第 19 页
合
计
宏大石业(沈阳)有限公司
Hongda (Shenyang) Stone Co., Ltd.
下 左 右 上
下 左
右
本页合计: 数 量 块 ㎡ m m m m
页码 共 30 页
第 7 页
合
计
宏大石业(沈阳)有限公司
Hongda (Shenyang) Stone Co., Ltd.
生产通知单
财 务 业 务 审 核 制 单
尺寸(
单号:
订货日期: 交货日期:
客户名称 工程名称
)MM
品
名
编
号
表 面
Hongda (Shenyang) Stone Co., Ltd.
生产通知单
财 务 业 务 审 核 制 单
构造柱顶端下料口模板的研制

16
5.2方案对比分析表
方案对比分析表
低
混凝土成 型效果好 ,表面平 整度及观 感质量佳
下料口可 操作性强 ,不存在 质量隐患
,
选 用
编制:殷凤余 审核人:蔡 培 制表日期:2016年6月10日 18
5.3、方案的选定
通过以上三种方案对比分析,QC小组组织成员进行现 场方案实施对比,经过反复试验,最终确定最佳方案以方 案三的设计思路为最佳。
1、模板现场制作
2、侧模与底模分开组装,底模为活动模板
3、柱模板安装后直接将下料口底模模板钉在柱模板上
4、混凝土浇筑完成后,直接将收口模板收起,用小锤轻轻
敲打收口板直至与模板外侧相平
可周 转带 收口 板式 模板 下料 口
5、拆除下料口模板,清洗备用
可实施 有利于 模板周
转
成本低 ,安装 方便快 捷,安 装费用
10
五、提出各种方案并确定最佳方案
小组长于2016年6月1日召开专题会议,我们 QC小组按头脑风暴会议流程图的程序进行了实 施,小组成员通过集思广益,对如何选择下料口 模板的新型做法、模板的设计、加工制作及工法 流程及验收标准进行了专项讨论。会议取得了极 大的成功,参会人员发言争先恐后,场面十分热 烈。参会人员在这次会议中十分活跃,真正做到 了“知无不言,言无不尽”,会议收集到了大量的 信息资料,会议流程如下:
确保原材质量合 交底 格,确保下料口 2、安排手艺好的木工对制作 模板的周转率 材料精心细选
“两单两卡”施工模板
目录一、操作工 (1)1.普工 (1)2.钢筋工 (2)3.模板工 (3)4.混凝土工 (4)5.张拉工 (5)6.压浆工 (6)7.电工 (7)8.焊接与热切割工 (8)9.架子工 (9)10.人工挖孔桩工 (10)11.斜拉索挂索工 (11)二、司操类岗位 (12)12.冲击钻机操作工 (12)13.旋挖钻机操作工 (13)14.回旋钻机操作工 (14)15.施工升降机司机 (15)16.建筑起重司索信号工 (16)17.建筑起重机械安装拆卸工 (17)18.履带吊司机 (18)19.汽车吊司机 (19)20.门式起重机司机 (20)21.架桥机操作工 (21)22.塔式起重机司机 (22)23.装载机司机 (23)24.挖掘机司机 (24)25.叉车司机 (25)26.泵车司机 (26)27.推土机司机 (27)28.压路机司机 (28)29.挂篮作业 (29)30.移动模架作业 (30)31.液压爬模作业 (31)32.钢梁安装作业 (32)33.桥面吊操作工 (33)34.缆载吊机操作工 (34)一、操作工1. 普工2.钢筋工3.模板工4.混凝土工7.电工8.焊接与热切割工9.架子工10.人工挖孔桩工11.斜拉索挂索工二、司操类岗位12.冲击钻机操作工15.施工升降机司机16.建筑起重司索信号工17.建筑起重机械安装拆卸工20.门式起重机司机21.架桥机操作工✧班前性能必检查,支垫牢靠才过跨。
✧过跨之前确认表,梁体钢筋要焊好。
✧翼缘位置扩基础,轨道支腿都垫牢。
✧吊钩转动不起升,以防钢丝绳出槽。
✧恶劣天气不冒险,停止作业最可靠。
22.塔式起重机司机29.挂篮作业32.钢梁安装作业。
幕墙施工交底模板

耐候胶、环氧树脂胶、结构胶品牌要求:XXX
全部产品均需提供供应商供货证明。 硅酮结构密封胶、耐候胶、环氧树脂胶应在有效期内使用。 硅酮结构密封胶使用前,应经国家认可的检测机构进行与其相接触材料的相容性和剥离粘结性试验,并 应对邵氏硬度、标准状态拉伸粘结性能进行复验。
外墙石材为甲供,损耗率不得超过3%,超过部分由幕墙单位承担。 幕墙单位根据项目的总体进度,编排详细的石材供货计划给石材单位,以便石材供货单位备货、安排生产。 幕墙单位根据现场实际情况画出立面排版图,给每块石材都编上唯一编号。下单时清单要附加工图、排版图, 标注清晰明了。幕墙单位安装时按排版图唯一编号干挂石材上墙。所下料单必须报与甲方确认,料单必须注 明连接形式、造型,严禁未经确认擅自进行下单。
中空玻璃必须由立式装配,双道密封胶。
玻璃的品种及色系以业主确认的小样为准 ,严禁有色差、有划痕及针孔的玻璃上墙。
二、材料要求
钢化玻璃尺寸允许偏差(mm)
二、材料要求
中空玻璃尺寸允许偏差(mm)
二、材料要求
夹胶玻璃尺寸允许偏差(mm)
二、材料要求
7. 耐候胶、环氧树脂胶、结构胶 本工程所采用的胶类符合《建筑用硅酮结构密封胶》GB16776的规定,采用中性硅酮胶。石材用建筑密
本工程中采用的Q235-B碳素结构钢强度设计值fa(N/mm2):
二、材料要求
5. 不锈钢 本工程不锈钢材,为保证防腐性能,材质应当采用奥氏体不锈钢,其质量应符合现行国家标准、行业标
准《不锈钢冷扎钢板》GB/T3280-2007、《不锈钢热扎钢板》GB/T4237-2007、《不锈钢棒》GB1220中规 定的要求进行。其中,暴露于室外或处于高腐蚀环境的不锈钢承重构件(包括背栓)的镍含量应当不小于 12%;非外露的不锈钢构件的镍含量应当不小于10%。本工程的螺钉、螺栓、石材背栓及室外配件、雨棚排 水槽及其他配件采用不锈钢316。背栓螺纹应符合GB/T 192、GB/T 193、GB/T 196、GB/T 197要求。背栓 螺杆直径Φ及背栓有效植入深度hv选取时,以结构受力计算为主,相应产品资料数据为辅。
钢筋下料单模板
广西省市心圩中学教学综合楼钢筋下料单编者:一帆审核:兰茗目次1钢筋下料单编制说明 (1)1.1参考资料 (1)1.2基本公式 (1)1.3钢筋弯曲量度差值 (1)1.4箍筋增加值 (1)1.5钢筋概况 (1)1.6下料单容 (1)2承台下料计算 (2)2.1独立柱基础ZJ1承台 (2)2.2独立柱基础ZJ2承台 (4)2.3独立柱基础ZJ3承台 (6)2.4独立柱基础ZJ4承台 (8)2.5独立柱基础ZJ5承台 (10)2.6独立柱基础ZJ6承台 (13)2.7独立柱基础ZJ7承台 (16)2.8独立柱基础ZJ8承台 (18)2.9独立柱基础ZJ9承台 (21)2.10独立柱基础ZJ10承台 (23)2.11独立柱基础ZJ11承台 (26)3框架柱下料计算 (28)3.1KZ1角柱 (28)3.2KZ3边柱 (35)3.3KZ13中柱 (41)4框架梁下料计算 (48)4.1标准层KL10框架梁 (48)4.2标准层KL11框架梁 (52)4.3顶层屋面W1KL3框架梁 (57)4.4顶层屋面W1KL4框架梁 (61)4.5标准层LL3连续梁 (64)4.6顶层屋面W1LL1连续梁 (68)5现浇板下料计算 (70)5.1标准层B1现浇板 (70)5.2标准层B2现浇板 (73)5.3标准层B3现浇板 (76)5.4顶层屋面B1现浇板 (80)5.5顶层屋面B2现浇板 (83)5.6顶层屋面B3现浇板 (86)5.7屋面楼梯板和PTB-1平台板 (89)1钢筋下料单编制说明1.1参考资料(1)中国建筑工业出版社《钢筋快速下料法与实例》(2)建筑标准设计图集(11G101-1)(3)机械工业出版社《建筑施工技术》1.2基本公式钢筋下料长度=外包尺寸一量度差值+弯钩增加长度(箍筋弯钩增加值)1.3钢筋弯曲量度差值表1-1钢筋弯曲量度差值表1.4箍筋增加值表1-2箍筋弯钩量度增加值1.5钢筋概况本工程钢筋为HPB235(一级钢)、HRB335(二级钢)。
注塑模量产工程表-表单模板

TEMPERATURE 温度
HT1
HT2
HT3
HT4
HT5
HOPPER 下料口
oC
oC
oC
oC
oC
oC
oC
oC
oC
oC
oC
oC
oC
oC
oC
oC
oC
oC
oC
oC
oC
oC
oC
oC
Prepared by, 制作人
Checked by, 核准人 Approved by, 批阅人
INJECTION M/C PARAMETER TOYO PLASTAR 产品注塑条件 东洋注塑机
Date 日期 Machine No. 机器编号 Mould Name 模具名称
Cavity 模穴数 Prod. Cycle 产品周期 Material 材质
Cavity Prod. Cycle Material
MM
CHG工 料 TIME 时间
PLASTICISE 塑化 REV 转速
PRESS 压力 COOL 冷却
POSITION MM 位置
RPM TIME 时间 PRESS 压
R. Kgf 力
SEC NZ 注咀
SUCK BACK
MM 松退
MM
SEC.
SPEED 速度
%
R.Kgf
MM
ACTUAL 实际温度 SET UP 设定温度 HIGHT 上限 LOW 下限
6V
5V
4V
3V
2V
1V
POSN 位置
(MM)
INJECTION 注塑
SPEED 速度 1ST P.R 第一段压力
钢筋下料单(参考模板)

编号
规格
间距(mm)
钢筋形状
(mm)
下料长度(cm)
每 件
根 数
总 根 数
总 长(m)
总 重(kg)
备 注
φ16
100
492
33
330
1623.6
2595.288
φ14
150
329.5
33
330
1095.6
1325.676
审核:兰茗翻样:胡一帆2013年3月9日
2.3
2.3.1
编号
规格
间距(mm)
钢筋形状
(mm)
下料长度(cm)
每 件
根 数
总 根 数
总 长(m)
总 重(kg)
备 注
φ14
100
379.5
25
100
379.5
459.195
φ14
150
369.5
25
100
369.5
447.095
审核:兰茗 翻样:胡一帆 2013年3月9日
2.8
2.8.1
2.8.2
2.8.3
号钢筋(φ14@100)
施工单位:南宁建设集团共1页
编号
规格
间距(mm)
钢筋形状
(mm)
下料长度(cm)
每 件
根 数
总 根 数
总 长(m)
总 重(kg)
备 注
φ16
100
452
30
120
542.4
857
φ14
150
299.5
30
120
359.4
434.874
模板施工技术交底
模板施工技术交底一、模板的配置1)配模板时要严格的按照大样尺寸进行交底。
2)模板配好后要将梁、柱、平板的编号在模板上标注清楚,并分类堆放整齐。
3)所有柱墙梁的转角必须正确配置。
4)柱、墙模板配置时应按图纸高度缩短10mm5)所有的予留孔洞必须在模板配置时将孔洞开好,如墙柱的下脚予埋螺栓孔洞、空调冷凝管的孔洞等。
6)配模时必须弹线,短头必须上角尺,精心施工,保证模板上线,方正。
7)配模时一定要事先进行计称,顺序按先宽后窄的原则施工,以便节约材料。
8)所有外侧模,楼梯间墙的外模,电梯井墙的内模应按高出设计结构楼面标高30mm配置。
9)所有木方用压刨木方压至48mm厚,没有经过压刨的木方严禁使用。
二、筏板基础模板施工技术交底1)先将图纸尺寸熟悉清楚,按设计要求和下料单配制模板。
2)基础梁吊模必须在工作面以外配制好,并按图纸编号、分类整齐堆放。
3)所有模板端头在下料时必须成直角,模板上下口必须顺直上线,同一块模板的接头不能出现错台、错位、弯曲现象。
4)所有基础梁吊模下口必须在基础梁上焊定位筋,在焊定位筋时必须以地面放线为依据垂直吊上来,定位筋两边的间隙均分。
5)所有基础梁吊模轴线允许移位±5mm,水平标高允许±5mm 。
6)基础粱内必须放置与粱等宽的内衬,内衬间距为500-800mm,等下内衬钢筋时,必须用废料钢筋,严禁用通长钢筋下内衬。
7)同一轴线上的梁上口必须拉通线校直,不能出现弯曲现象。
8)所有外模水平施工缝吊模加固一定要牢,轴线尺寸绝对要控制在士5mm以内。
在安装电梯井内模和吊模之前,必须把轴线吊上来,并且在梁上用红油漆做好标记。
9)在配模时严禁乱锯多层板、长木方下短料等,所有吊模加固完以后,在轴线与轴线之间的梁上口必须拉通长木方或钢管,阴角处打45°斜撑,以防止梁偏位、移位。
10) 模板加固完以后,各班组把你所作工作面的剩料、废料清理出工作面,放置项目部指定地点,必须做到工完场清。
镀锌铁皮下料单模板
12 1.5MM镀锌铁皮 N-12
SC-12 1184 753
1 0.89
13 1.5MM镀锌铁皮 N-13
SC-13 1185 754
1 0.89
14
合 计:
13 11.46
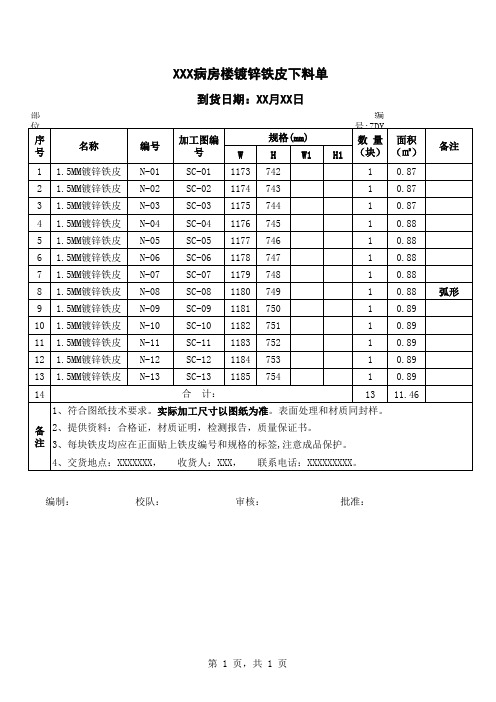
1、符合图纸技术要求。实际加工尺寸以图纸为准。表面处理和材质同封样。
备 2、提供资料:合格证,材质证明,检测报告,质量保证书。 注 3、每块铁皮均应在正面贴上铁皮编号和规格的标签,注意成品保护。
SC-03 1175 744
1 0.87
4 1.5MM镀锌铁皮 N-04
SC-04 1176 745
1 0.88
5 1.5MM镀锌铁皮 N-05
SC-05 1177 746
1 0.88
6 1.5MM镀锌铁皮 N-06
SC-06 1178 747
1 0.88
7 1.5MM镀锌铁皮 N-07
SC-07 1179 748
XXX病房楼镀锌铁皮下料单
到货日期:XX月XX日
部
位
序 号
名称
编号
加工图编 号
W
规格(mm)
H
W1
编 号:ZDY 数 量 面积 H1 (块) (㎡)
1 1.5MM镀锌铁皮 N-01
SC-01 1173 742
1 0.87
2 1.5MM镀锌铁皮 N-02
SC-02 1174 743
1 0.87
3 1.5MM镀锌铁皮 N-03
1 0.88
8 1.5MM镀锌铁皮 N-08
SC-08 1180 749
1 0.88
9 1.5MM镀锌铁皮 N-09
SC-09 1181 750
1 0.89
内业资料模版

DMJC
岩土工程竣工报告
东煤吉林建筑基础工程公司
2005 年08 月30 日
工程技术资料移交目录
总表-3
施工单位(盖章):负责人(签字):赵志和交接人(签字):徐杰
发包单位(盖章):负责人(签字):接管人(签字):
表基—15
灌注桩基础工程交工验收书
建设单位:JSDW
施工单位:东煤吉林建筑基础工程公司
工程名称: 工程类别: 桩径/桩数: 砼 等 级: 完工日期: 交工日期:
GCMC 沉管灌注桩 Φ400mm/150
C25 2005-10-30 2005-10-30
图纸会审记录
编号:001 表1—1
桩位测量验收记录
编号:001
(C25 )混凝土施工配合比下料单
表7—6
试成桩报告
编号:001 表3—2
砼搅拌检查记录
编号:001表3-9
混凝土浇注检查记录
钢筋混凝土隐蔽工程检查验收记录
表4-2
混凝土灌注桩(钢筋笼)工程检验批质量验收记录表
GB50202—2002
(Ⅰ)010203□□
混凝土灌注桩工程检验批质量验收记录表
GB50202—2002
(Ⅱ)010405□□。
下料作业指导书
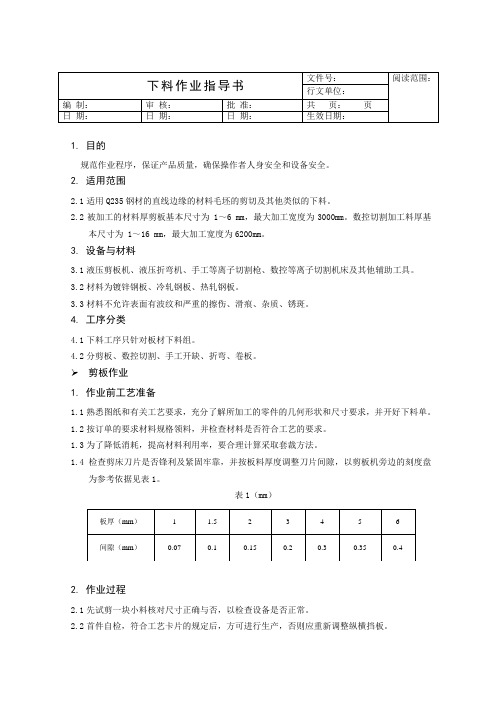
1. 目的规范作业程序,保证产品质量,确保操作者人身安全和设备安全。
2. 适用范围2.1适用Q235钢材的直线边缘的材料毛坯的剪切及其他类似的下料。
2.2被加工的材料厚剪板基本尺寸为 1~6 mm,最大加工宽度为3000mm。
数控切割加工料厚基本尺寸为 1~16 mm,最大加工宽度为6200mm。
3. 设备与材料3.1液压剪板机、液压折弯机、手工等离子切割枪、数控等离子切割机床及其他辅助工具。
3.2材料为镀锌钢板、冷轧钢板、热轧钢板。
3.3材料不允许表面有波纹和严重的擦伤、滑痕、杂质、锈斑。
4. 工序分类4.1下料工序只针对板材下料组。
4.2分剪板、数控切割、手工开缺、折弯、卷板。
➢剪板作业1. 作业前工艺准备1.1熟悉图纸和有关工艺要求,充分了解所加工的零件的几何形状和尺寸要求,并开好下料单。
1.2按订单的要求材料规格领料,并检查材料是否符合工艺的要求。
1.3为了降低消耗,提高材料利用率,要合理计算采取套裁方法。
1.4检查剪床刀片是否锋利及紧固牢靠,并按板料厚度调整刀片间隙,以剪板机旁边的刻度盘为参考依据见表1。
表1(mm)2. 作业过程2.1先试剪一块小料核对尺寸正确与否,以检查设备是否正常。
2.2首件自检,符合工艺卡片的规定后,方可进行生产,否则应重新调整纵横挡板。
2.3辅助人员应该配合好,在加工过程中要随时检查尺寸、毛刺、角度,并及时与操作人员联系。
2.4剪裁好的半成品或成品按不同规格整齐堆放,不可随意乱放,以防止规格混料及受压变形,并作标识。
2.5在加工完成后及时自检与互检,报检。
并及时与下道工序联系。
2.6为减少刀片磨损,钢板板面及台面要保持清洁,剪板机床床面上严禁放置工具及其他材料。
3. 工艺规范3.1根据生产批量采取合理的套裁方法,先下大料,后下小料,先剪长度,后剪宽度,尽量提高材料的利用率。
3.2在下料时要充分考虑余料的再利用,对于大余料要按厚度分类摆放在材料架上。
3.3钢板剪切时要及时调节间隙,保证截断的毛刺应符合表2的规定。
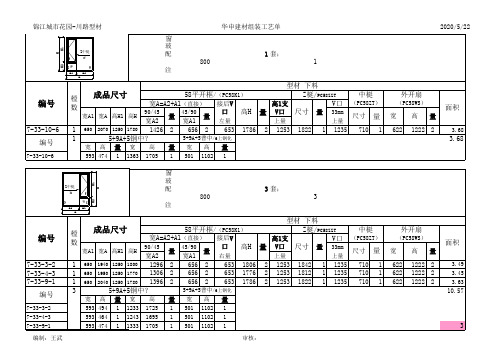
塑钢门窗工艺单模板
量
1 1 1 1 1 1
宽 622 622 622 622 622 622
高 1222 1222 1222 1222 1222 1222
量 2 2 2 2 2 2
58平开框/(PC58K1) 宽A=A2+A1(直接)
45/90
接后V V 口
左量
高H
1796 1786 1796 1786
型材 下料 Z梃/PC58ZZT 高1支 V口 量 V口 尺寸 量 33mm
上量 上量
中梃
(PC58ZT)
外开扇
(PC58WS)
面积
尺寸
量 宽A2 1406 1396 1396 1396 2 2 2 2 宽A1 656 656 65910 1250 1770 650 1950 1250 1770 650 2040 1250 1790
2 2 2 量
1 1 1
2 2 2
653 653 653
1776 1776 1796
2 2 2
1253 1253 1253
1812 1812 1832
1 1 1
1235 1235 1235
外开扇
(PC58WS)
面积
尺寸
量 宽A1 656 656 656
右量
量
1 1 1
宽 622 622 622
高 1222 1222 1222
量 2 2 2
3.38 3.45 3.65
7-31-3-2 7-31-4-3 7-31-9-1 编号
7-31-3-2 7-31-4-3 7-31-9-1 编制:王武
量 2 2 2 2 653 653 653 653 2 2 2 2 1253 1253 1253 1253 1832 1822 1832 1822 1 1 1 1 1235 1235 1235 1235
工程联络单

11 施工班组
12 砂子试验单号
13 石子试验单号
14 试块制作数量、编号
15 承重模板拆模日期
月日
技术负责人: 年月日
年月日
质检员: 年
月日
月日
月日
班(组) 长:
月日
年月日
混凝土施工检查记录
工程名称
工程编号
砼强度等级
混凝土数量
浇筑部位或构件名称 1 施工日期 2 混凝土配合比下料单号
年月 日
年月 日
年月 日
年月日
3 水泥标号和证件号
Байду номын сангаас
4 坍落度或干硬度(平均值)
5 添加剂种类数量
6 混合材料种类数量
7 具体灌注部位或构件号
8 木日浇灌混凝土数量
9 捣固方法
10 天气(温度、风雨等)
钢筋下料单(参考模板)

广西省市心圩中学教学综合楼钢筋下料单编者:一帆审核:兰茗. ...目次1钢筋下料单编制说明 (1)1.1参考资料 (1)1.2基本公式 (1)1.3钢筋弯曲量度差值 (1)1.4箍筋增加值 (1)1.5钢筋概况 (1)1.6下料单容 (1)2承台下料计算 (2)2.1独立柱基础ZJ1承台 (2)2.2独立柱基础ZJ2承台 (4)2.3独立柱基础ZJ3承台 (7)2.4独立柱基础ZJ4承台 (10)2.5独立柱基础ZJ5承台 (12)2.6独立柱基础ZJ6承台 (15)2.7独立柱基础ZJ7承台 (18)2.8独立柱基础ZJ8承台 (20)2.9独立柱基础ZJ9承台 (23)2.10独立柱基础ZJ10承台 (26)2.11独立柱基础ZJ11承台 (29)3框架柱下料计算 (31)3.1KZ1角柱 (31)3.2KZ3边柱 (38)3.3KZ13中柱 (45)4框架梁下料计算 (51)4.1标准层KL10框架梁 (51)4.2标准层KL11框架梁 (56)4.3顶层屋面W1KL3框架梁 (61)4.4顶层屋面W1KL4框架梁 (65)4.5标准层LL3连续梁 (69)4.6顶层屋面W1LL1连续梁 (72)5现浇板下料计算 (75)5.1标准层B1现浇板 (75)5.2标准层B2现浇板 (79)5.3标准层B3现浇板 (82). ...5.4顶层屋面B1现浇板 (86)5.5顶层屋面B2现浇板 (89)5.6顶层屋面B3现浇板 (92)5.7屋面楼梯板和PTB-1平台板 (96). ...1钢筋下料单编制说明1.1参考资料(1)中国建筑工业出版社《钢筋快速下料法与实例》(2)建筑标准设计图集(11G101-1)(3)机械工业出版社《建筑施工技术》1.2基本公式钢筋下料长度=外包尺寸一量度差值+弯钩增加长度(箍筋弯钩增加值)1.3钢筋弯曲量度差值表1-1钢筋弯曲量度差值表表1-2箍筋弯钩量度增加值1.5钢筋概况本工程钢筋为HPB235(一级钢)、HRB335(二级钢)。
加工工艺卡和工序卡模板

工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
每台件数
锻件
75×22 中心孔 20
1
设备名称
设备型号
设备编号
空气锤
夹具编号
夹具名称
1 同时加工件数
1 切削液
工
步
工步内容
号
1
下料
2
锻造尺寸 75×22mm 中心孔 20mm 的毛坯
刀具
工 艺装备
检测手段
工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
进
工步工时
主轴 切削速 进给
切削深 给
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
产品型号 产品名称
1702504 齿轮
零件图号 零件名称
车间 机加
齿轮
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
铝合金下料单(参考模板)
铝合金下料单(参考模板)
1. 概述
本下料单旨在提供一个铝合金下料的参考模板,以便更加高效地进行下料工作。
下料单中包含了相关的信息,如下料要求、数量以及参考尺寸等。
2. 下料要求
在下料过程中,以下要求需要被遵守:
- 下料材料:铝合金6061
- 下料方式:铣削
- 下料工艺:CNC数控下料
- 下料尺寸:参考图纸中的标注尺寸
- 边沿处理:圆角半径应为3mm
- 表面处理:砂纸打磨,表面光洁度要求Ra0.8
3. 下料清单
4. 注意事项
- 下料加工时需严格按照参考图纸要求进行操作。
- 下料前需对机床进行检查,确保机床状态良好。
- 在下料过程中要注意操作安全,佩戴好相关防护用具。
以上就是铝合金下料单的参考模板,希望能为您的下料工作提供一些帮助和指导。
如有任何问题或其他需求,请随时与我联系。
谢谢!。