焊机保养记录表
点焊机设备点检保养记录表

设备名称:点焊机
序点 号检
检查内容
设备编号:
月份:
月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
电 器
(1)电气开关及按钮接触良好、动作灵敏可靠,仪 表指示灯显示控制功能正常
101112131415161718192021222324252627282930311电气开关及按钮接触良好动作灵敏可靠仪表指示灯显示控制功能正常1机械运动部件润滑良好电磁阀压紧汽缸及电极杆动作可靠上下级表面清洁光滑2传动连接是否灵活检查弹力弹簧和主梁是否良好各紧固件紧固无磨损3脚踏开关光栅动作灵敏可靠1气缸气管水管油杯气阀压力表等整个气路系统无泄漏电极对中性好且无漏水及时更换老化的水管2压缩空气压力调整为0406mpa水杯积水量131工具工件附件放置整齐设备零部件机安全防护装置齐全设备清洁卫生无杂物1设备实际工作时间小时2故障时间小时说明
路 (2)压缩空气压力调整为0.4~0.6Mpa,水杯积水量
<1/3,油雾器存油>2/3
4
6S
(1)工具、工件、附件放置整齐、设备零部件机安 全防护装置齐全,设备清洁卫生无杂物
5
其 (1)设备实际工作时间(小时) 它 (2)故障时间(小时)
操作者签字
说明:正常用“√”表示,异常用“×”表示,已修复用“ X”维护保养用“△”表示
(1)机械运动部件润滑良好、电磁阀、压紧汽缸及
电极杆动作可靠,上下级表面清洁光滑
传
2
动 (2)传动连接是否灵活,检查弹力弹簧和主梁是否 控 良好,各紧固件作灵敏可靠
超声波焊接机定期保养记录表
保养责任人
保养总工时
审核者
日期
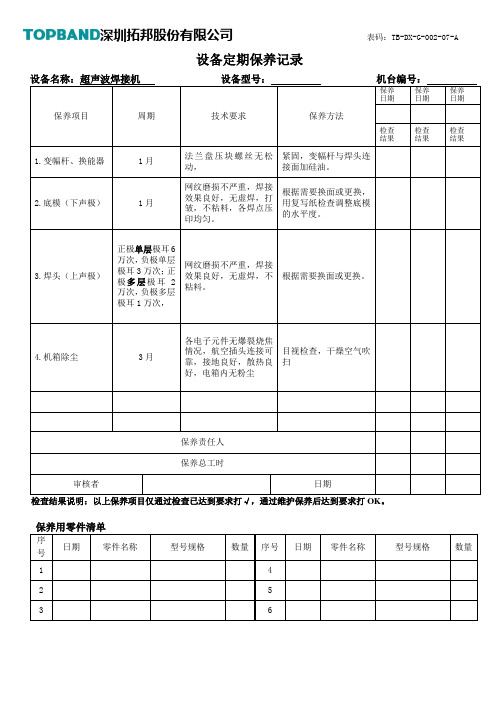
检查结果说明:以上保养项目仅通过检查已达到要求打√,通过维护保养后达到要求打OK。
保养用零件清单
序号
日期
零件名称
型号规格
数量
序号
日期
零件名称
型号规格
数量
1
4
2
5
3
6
根据需要换面或更换,用复写纸检查调整底模的水平度。
3.焊头(上声极)
正极单层极耳6万次,负极单层极耳3万次;正极多层极耳2万次,负极多层极耳1万次,
网纹磨损不严重,焊接效果良好,无虚焊,不粘料。
根据需要换面或更换。
4.机箱除尘
3月
各电子元件无爆裂烧焦情况,航空插头连接可靠,接地良好,散热良好,电箱内无粉尘
设备定期保养记录
设备名称:超声波焊接机设备型号:机台编号:
保养项目
周期
技术要求
保养方法
保养日期Leabharlann 保养日期保养
日期
检查
结果
检查
结果
检查
结果
1.变幅杆、换能器
1月
法兰盘压块螺丝无松动,
紧固,变幅杆与焊头连接面加硅油。
2.底模(下声极)
1月
网纹磨损不严重,焊接效果良好,无虚焊,打皱,不粘料,各焊点压印均匀。
焊机保养记录

焊机保养记录No.
机器编号
日期
项目
一保二保1
检查接地线是否可靠, 检查电刷及其装置运行是否
正常
2 电焊机有否异常响声, 测量原动机三相电流是否平衡,测量磁放大器的输入输出电压,注意电焊机是否有焦糊味.
3 设备本体及周边环境是否清洁
4 内外部检查和清扫电焊设备。
吹扫电焊变压器,电动机,发电机,磁放大器,输出电抗器积灰。
.检查各连接点是否过热,拧紧各连接点螺丝。
5 检查各线路及零附件是否完好。
.保险丝检查是否符合要求,如发现已氧化,严重过热,变色应更换保险丝。
.检修电流调节装置,应符合调节范围的要求
6
测量各元件有关参数是否正常
说明:
注:完成的保养项在对应空白栏打“√”,未完成打”X”
操作工:维修工:。
焊机保养记录表
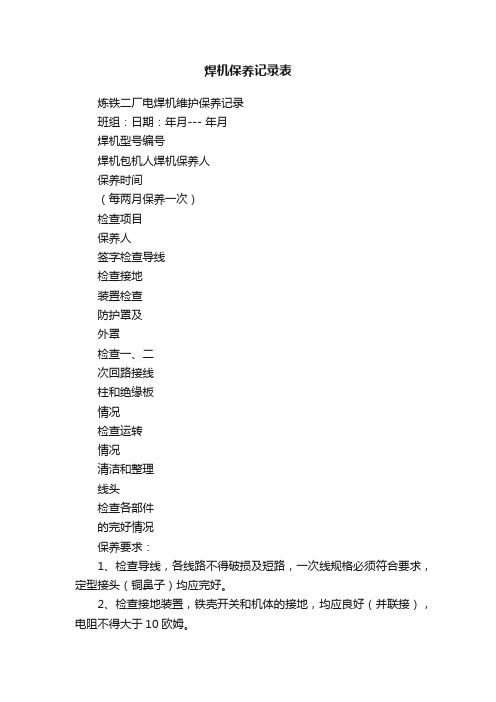
焊机保养记录表
炼铁二厂电焊机维护保养记录
班组:日期:年月--- 年月
焊机型号编号
焊机包机人焊机保养人
保养时间
(每两月保养一次)
检查项目
保养人
签字检查导线
检查接地
装置检查
防护罩及
外罩
检查一、二
次回路接线
柱和绝缘板
情况
检查运转
情况
清洁和整理
线头
检查各部件
的完好情况
保养要求:
1、检查导线,各线路不得破损及短路,一次线规格必须符合要求,定型接头(铜鼻子)均应完好。
2、检查接地装置,铁壳开关和机体的接地,均应良好(并联接),电阻不得大于10欧姆。
3、检查防护罩及外罩,防护罩设置齐全,装置牢靠。
4、检查一、二次回路接线柱和绝缘板情况,接线柱表面平整不准有烧损,装接头时,上下面应垫铜垫圈然后拧紧螺母,绝缘板不准破裂和烧损。
5、检查运转情况,焊机运转时不得有噪音,否则应紧固各机构的螺栓。
6、清洁和整理线头,吹掉线圈上的灰尘,紧固铁芯夹箍螺栓,线圈和接线头应排列整齐,紧固接线柱内侧螺母。
7、检查各部件的完好情况,调节螺杆、调节手轮、机罩等均应完好,否则修理或更换已损坏的零件。
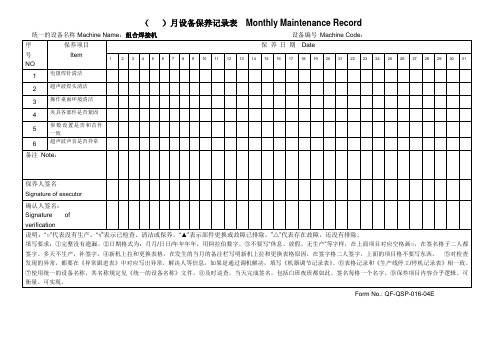
组合焊接机月度设备保养记录表
序号NO
保养项目
Item
保养日期Date
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
311Leabharlann 电阻焊针清洁2超声波焊头清洁
3
操作桌面环境清洁
4
夹具各部件是否紧固
5
序号no保养项目item保养日期date123456789101112131415161718192021222324252627282930311电阻焊针清洁2超声波焊头清洁3操作桌面环境清洁4夹具各部件是否紧固5参数设置是否和首件一致6超声波声音是否异常备注note
()月设备保养记录表Monthly Maintenance Record
参数设置是否和首件一致
6
超声波声音是否异常
备注Note:
保养人签名
Signature of executor
确认人签名:
Signature of verification
说明:“○”代表没有生产。“√”表示已检查、清洁或保养。“▲”表示部件更换或故障已排除。”△”代表存在故障,还没有排除。
填写要求:①完整没有遗漏。②日期格式为:月月/日日/年年年年,用阿拉伯数字。③不要写“休息、放假、无生产”等字样,在上面项目对应空格画○,在签名格子二人都签字。多天不生产,补签字。④新机上拉和更换表格,在发生的当月的备注栏写明新机上拉和更换表格原因,在签字格二人签字,上面的项目格不要写东西。 ⑤对检查发现的异常,都要在《异常跟进表》中对应写出异常,解决人等信息,如果是通过调机解决,填写《机器调节记录表》。⑥表格记录和《生产线停工/停机记录表》相一致。⑦使用统一的设备名称,其名称规定见《统一的设备名称》文件。⑧及时巡查,当天完成签名,包括白班夜班都如此。签名每格一个名字。⑨保养项目内容合乎逻辑、可衡量、可实现。
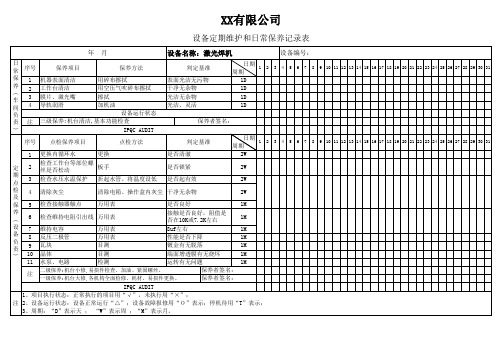
激光焊接机定期保养记录表
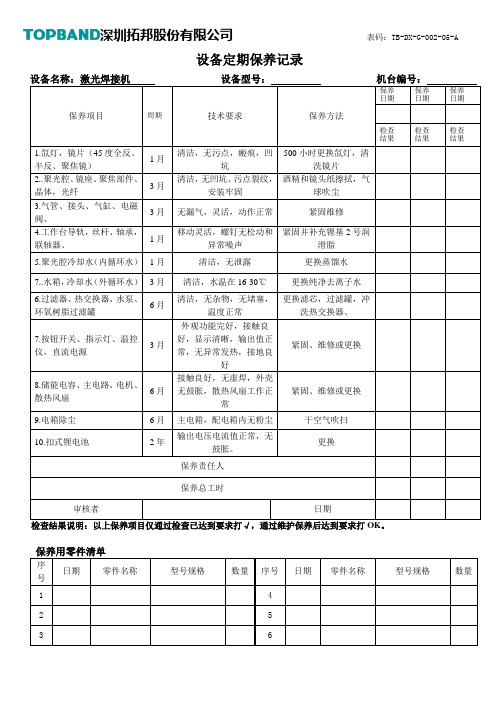
3.气管、接头、气缸、电磁阀、
3月
无漏气,灵活,动作正常
紧固维修
4.工作台导轨,丝杆、轴承,联轴器、
1月
移动灵活,螺钉无松动和异常噪声
紧固并补充锂基2号润滑脂
5.聚光腔冷却水(内循环水)
1月
清洁,无泄露
更换蒸馏水
7..水箱,冷却水(外循环水)
3月
清洁,水温在16-30℃
更换纯净去离子水
紧固、维修或更换
9.电箱除尘
6月
主电箱,配电箱内无粉尘
干空气吹扫
10.扣式锂电池
2年
输出电压电流值正常,无鼓胀。
更换
保养责任人
保养总工时
审核者
日期
检查结果说明:以上保养项目仅通过检查已达到要求打√,通过维护保养后达到要求打OK。
保养用零件清单
序号
日期
零件名称
型号规格
数量
序号
日期
零件名称
型号规格
数量
1
4
2
5
3
6
设备定期保养记录
设备名称:激光焊接机设备型号:机台编号:
保养项目
周期
技术要求
保养方法
保养
日期
保养
日期
保养
日期
检查
结果
检查
结果
检查
结果
1.氙灯,镜片(45度全反、半反、聚焦镜)
1月
清洁,无污点,瘢痕,凹坑
500小时更换氙灯,清洗镜片
2..聚光腔、镜座、聚焦部件、晶体,光纤
3月
清洁,无凹坑、污点裂纹,安装牢固
6.过滤器、热交换器、水泵、环氧树脂过滤罐
6月
氩弧焊机三级保养记录表
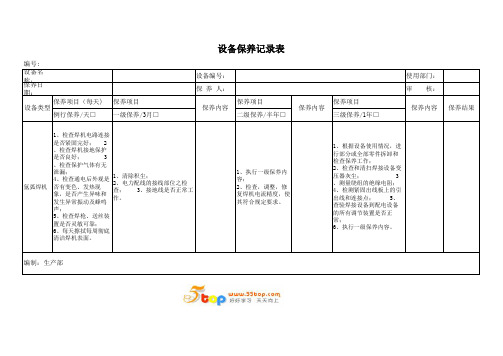
设备名 称: 保养日 期:
保养项目(每天) 设备类型
例行保养/天□
保养项目 一级保养/3月□
设备保养记录表
设备编号:
保 养 人:
保养项目 保养内容
二级保养/半年□
保养项目 保养内容
三级保养/1年□
使用部门: 审 核:
保养内容 保养结果
氩弧焊机
1、检查焊机电路连接
是否紧固完好; 2
、检查焊机接地保护
是否良好;
3
、检查保护气体有无
泄漏; 4、检查通电后外观是 否有变色、发热现 象,是否产生异味和 发生异常振动及蜂鸣
1、清除积尘; 2、电力配线的接线部位之检 查; 3、接地线是否正常工 作。
声;
5、检查焊枪、送丝装
置是否灵敏可靠;
6、每天擦拭每周彻底
清洁焊机表面。
1、执行一级保养内 容; 2、检查,调整,修 复焊机电流精度,使 其符合规定要求。
1、根据设备使用情况,进
行部分或全部零件拆卸和
检查保养工作;
2、检查和清扫焊接设备变
压器灰尘;
3
、测量绕组的绝缘电阻;
4、检测紧固出线板上的引
出线和连接点; 5、
查验焊接设备到配电设备
的所有调节装置是否正
常;
交流弧焊机 设备保养记录表
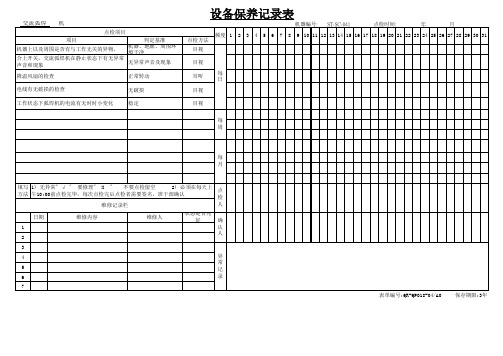
机器上以及周围是否有与工作无关的异物。 合上开关,交流弧焊机在静止状态下有无异 常声音和现象 降温风扇的检查 电线有无破损的检查 工作状态下弧焊机的电流有无时时小变化
无异常声音及现象 正常转动 无跛损 稳定
每 月
填写 1) 无异常" √ " 要修理" X " 不要点检留空 2) 必须在每天 点 方法 上午10:00前点检完毕,每次点检完后点检者需要签名,班干部确认 检 人 维修记录栏 日期 1 2 3 4 5 6 7 表单编号:QR-QP018-04/A0 保存期限:3年 异 常 记 录 维修内容 维修人 状态是否完好 确 认 人
交流弧焊
机
点检项目 项目 判定基准
机器、地面、周围环境干净
设备保养记录表
机器编号: 点检方法 目视 目视 耳听 目视 目视 每 周 每 日 频 度 1 2 3 4 5 6 7 8 ST-SC-041 点检时间: 年 月 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
波峰焊机维护与保养记录表

三级保养
1、重复一、二级保养
三级保养人员
2、检查锡炉、机体及水平调试
3、检查电器电路性能
单位主管
4、各部件的精密检查和调整
说明
a、三级保养按《生产设备检查维护计划表》执行;
b、二、三级保养需更换零件或特殊情况在备注栏注明:
A:未需要保养B:已保养C:需要更换配件
Xห้องสมุดไป่ตู้有限公司
波峰焊机维护与保养记录表
设备编号:年
保养级别
主要检查项目
1月
2月
3月
4月
5月
6月
7月
8月
9月
10月
11月
12月
备注
二级保养
1、重复一级保养
2、清洗喷嘴及助焊剂容器
3、清洁助焊剂容器,检查各管路是否畅通
4、检查运输链爪是否变形并调校
5、清洁锡炉及喷流钢网
6、对各运转轴承及齿轮加油
7、检查锡炉预热器,内部接线端子是否老化,以及各部份螺丝是否松驰?
激光焊机保养记录表
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
周期 1D 1D 1D 1D
保养者签名:
序号 点检保养项目
点检方法
判定基准
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
周期
1 更换内循环水
更换
是否清澈
2W
定
2
检查工作台等部位螺 丝是否松动
板手
是否锁紧
2W
期 点
3 检查水压水温保护
折起水管、将温度设低
是否起有效
2W
检 4 清除灰尘
清除电箱、操作盒内灰尘 干净无杂物
2W
及
保 5 检查接触器触点
万用表
是否良好
1M
养 ︵ 6 检查维持电阻引出线 万用表
接触是否良好,阻值是 否在10K或7.2K左右
1M
设 7 维持电容
备 负 责
8 反压二极管 9 瓦块
︶ 10 晶体
11 水泵、电路
万用表 万用表 目测 目测 检测
8uf左右
1M
性能是否下降
1M
镀金有无脱落
1M
端面增透膜有无烧坏
1M
运转有无问题
1M
注 二级保养:机台小修,易损件检查、加油、紧固螺丝。 一级保养:机台大修,各机构全面检修、耗材、易损件更换。
保养者签名: 保养者签名:
IPQC AUDIT
焊接机月度设备保养记录表
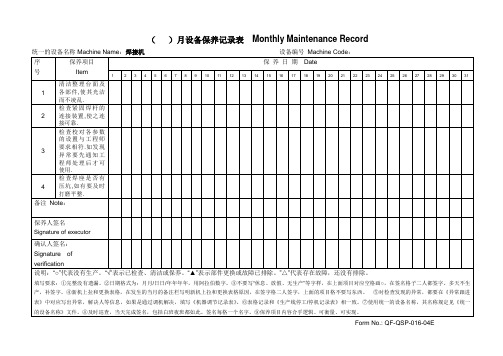
统一的设备名称Machine Name:焊接机设备编号Machine Code:
序号
保养项目
Item
保养日期Date
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
清洁整理台面及各部件,使其光洁而不凌乱.
Form No.: QF-QSP-016-04E
填写要求:①完整没有遗漏。②日期格式为:月月/日日/年年年年,用阿拉伯数字。③不要写“休息、放假、无生产”等字样,在上面项目对应空格画○,在签名格子二人都签字。多天不生产,补签字。④新机上拉和更换表格,在发生的当月的备注栏写明新机上拉和更换表格原因,在签字格二人签字,上面的项目格不要写东西。 ⑤对检查发现的异常,都要在《异常跟进表》中对应写出异常,解决人等信息,如果是通过调机解决,填写《机器调节记录表》。⑥表格记录和《生产线停工/停机记录表》相一致。⑦使用统一的设备名称,其名称规定见《统一的设备名称》文件。⑧及时巡查,当天完成签名,包括白班夜班都如此。签名每格一个名字。⑨保养项目内容合乎逻辑、可衡量、可实现。
2
检查紧固焊杆的连接装置,使之连接可靠.
3
检查校对各参数的设置与工程师要求相符.如发现异常要先通知工程师处理后才可使用.
4
检查焊座是否有压坑,如有要及时打磨平整.
备注Note:
保养人签名
(焊接机,移印机,镭射机)设备点检保养记录表-
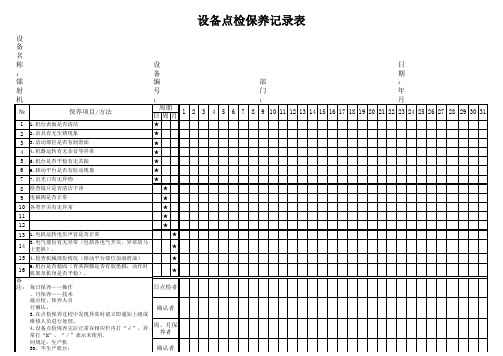
5常.打日“常X保”养,完“成/时”表示未使用。
间规定:生产机
30,不生产机台:
★ 日点检者
确认者 周、月保
养者 确认者
表 单 编 号 : MT 00 4C
设备点检保养记录表
设 备
名
称
设
日
:
备
期
镭
编
部
:
射
号
门
年
机
:
:
月
№
保养项目/方法
周期 日周月
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 1.机台表面是否清洁
★
2 2.治具有无生锈现象
★
3 3.活动部位是否有润滑油
★
15 4.检查机械部份情况(移动平台部位加润滑油)
★
16
6.机台是否稳固(查其四脚是否有胶垫脚,动作时 机架及机身是否平稳)。
备 1.保养实施人员:
注: 每日保养——操作周
、2.月确保认养人—员—:技由术实
施点检、保养人员
行确认。
3.在点检保养过程中发现异常时请立即通知上级或
维修人员进行处理。
4.设备点检保养完后正常在相应栏内打“√”,异
★
4 4.机器运转有无杂音等异常
★
5 5.机台是否平稳有无共振
★
6 6.移动平台是否有松动现象
★
7 7.出光口有无异物
★
8 检查镜片是否清洁干净
★
11
★
12
★
dtn-200a点焊机日常点检保养记录表
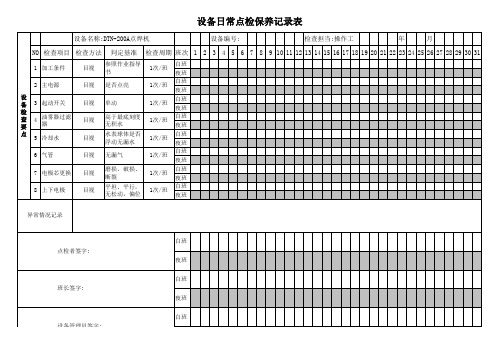
1 加工条件
2 主电源
设 备 3 起动开关
检
查 要
4
油雾器过滤 器
点 5 冷却水
6 气管
7 电极芯更换
8 上下电极
目视 目视 目视 目视 目视 目视 目视 目视
参照作业指导 书
是否点亮
单动
高于最底刻度 无积水 水表球体是否 浮动无漏水
无漏气
磨损、破损、 断裂 平坦、平行, 无松动,偏位
1次/班 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班
白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班
异常情况记录
点检者签字: 班长签字: 设备管理员签字:
白班 夜班 白班 夜班 白班
设备管理员签字:
夜班
备注:每天早上8:00点检,点检后,用“√”表示进行了点检,“○”表示休息或放假, “×”表示有异常情况,应在“异常情况记录”栏予以 记录。
设备日常点检保养记录表
设备名称:DTN-200A点焊机
设备编号:
检查担当:操作工
年
月
NO 检查项目 检查方法 判定基准 检查周期 班次 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
电焊机日常保养记录表
电焊机日常保养记录表电焊机日常保养记录表日常保养内容如下:
A、清扫是否良好,有无灰尘
B、各接线头是否可靠
C、附件有无丢失和损坏
D、电源调整是否正常
E、各绝缘是否良好
设备编号设备编号设备编号设备编号
日常保养结论: 日常保养结论:
检查者: 检查者:
日期: 日期:
电焊机保养记录
设备编号检查日期
项点要求检查结果
1 环境卫生清洁卫生
2 一工作机焊条、钳、件放置整齐
3 交接班记录内容完善,字迹清楚
4 电源开关灵活完整,清洁二主电路
5 一次线路接线头牢固,绝缘良好清洁
6 二次线路无破损,绝缘良好,接头牢固三焊接线
7 焊钳完好,灵活,手把绝缘好
8 外壳清洁(露天焊机必须有帆布罩)
9 四焊机滚轮转动灵活
10 接地良好可靠
11 两线接头接触良好,无松动五调节器
12 器体和手柄调节灵敏、完好
13 整流器碳刷接触良好,表面清洁无凹坑六整流器
14 器体表面清洁
焊接时无特殊不正常声音,无过热15 七接通电源线现象
内容要求
一焊机内部清扫无灰。
线圈线无破损二各部螺钉禁锢不松动
三检查绝缘良好,接地可靠,箱壳不漏电四电气元件调整位置正确,接触良好五试焊无特殊噪音和过热现象。
波峰焊保养记录表
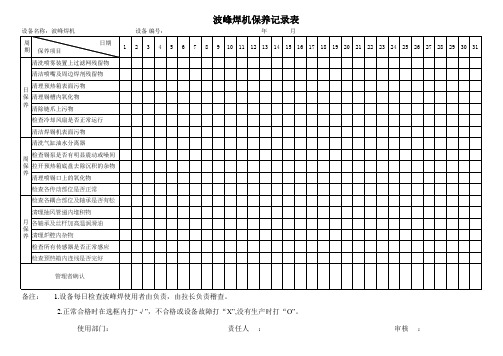
备注:
1.设备每日检查波峰焊使用者由负责,由拉长负责稽查。 2.正常合格时在选框内打“√”,不合格或设备故障打“X”,没有生产时打“O”。 使用部门: 责任人 : 审核 :
波峰焊机保养记录表
设备名称:波峰焊机 周 期 日期 保养项目 清洗喷雾装置上过滤网残留物 清洁喷嘴及周边焊剂残留物 清理预热箱表面污物 日 保 清理锡槽内氧化物 养 清除链爪上污物 检查冷却风扇是否正常运行 清洁焊锡机表面污物 清洗气缸油水分离器 检查锡泵是否有明显震动或噪间 周 保 拉开预热箱底盘去除沉积的杂物 养 清理喷锡口上的氧化物 检查各传动部位是否正常 检查各耦合部位及轴承是否有松 清理抽风管道内堆积物 月 各轴承及丝杆加高温润滑油 保 养 清理炉腔内杂物 检查所有传感器是否正常感应 检查预热箱内连线是否完好 管 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
炼铁二厂电焊机维护保养记录
班组:日期:年月--- 年月
焊机型号编号
焊机包机人焊机保养人
保养时间
(每两月保养一次)
检查项目
保养人
签字检查导线
检查接地
装置检查
防护罩及
外罩
检查一、二
次回路接线
柱和绝缘板
情况
检查运转
情况
清洁和整理
线头
检查各部件
的完好情况
保养要求:
1、检查导线,各线路不得破损及短路,一次线规格必须符合要求,定型接头(铜鼻子)均应完好。
2、检查接地装置,铁壳开关和机体的接地,均应良好(并联接),电阻不得大于10欧姆。
3、检查防护罩及外罩,防护罩设置齐全,装置牢靠。
4、检查一、二次回路接线柱和绝缘板情况,接线柱表面平整不准有烧损,装接头时,上下面应垫铜垫圈然后拧紧螺母,绝缘板不准破裂和烧损。
5、检查运转情况,焊机运转时不得有噪音,否则应紧固各机构的螺栓。
6、清洁和整理线头,吹掉线圈上的灰尘,紧固铁芯夹箍螺栓,线圈和接线头应排列整齐,紧固接线柱内侧螺母。
7、检查各部件的完好情况,调节螺杆、调节手轮、机罩等均应完好,否则修理或更换已损坏的零件。