特殊螺纹使用现状及存在的问题
三角螺纹的加工及常见问题的解决方法

江西冶金职业技术学院自学考试毕业设计(论文)题目:三角螺纹的加工及常见问题的解决方法系 (部):机械工程系专业名称:数控技术与应用姓名:刘春强准考证号: 0570********班级名称: 08数控技师(2)班提交时间:三角螺纹的加工及常见问题的解决方法摘要编程就是将加工零件的加工顺序、刀具运动轨迹的尺寸数据、工艺参数(主运动和进给运动速度、切削深度)以及辅助操作(换刀、主轴正反转、冷却液开关、刀具夹紧、松开等)加工信息,用规定的文字、数字、符号组成的代码,按一定格式编写成加工程序。
本文从车削螺纹类零件的分类及如何使用三角形螺纹类零件以及时常见问题和解决方法方面入手来解决车削螺纹的难点问题,通过详细的剖析,不仅有效地能够保证加工工件的质量,而且在加工效率方面也会有很大的提高。
关键词:车削螺纹;加工分类;使用目录引言 (1)一、螺旋线的形成及螺纹的分类 (1)二、螺纹术语 (2)2.1 螺纹 (2)三、如何用数控车床车削三角形螺纹 (2)3.1车削螺纹工件的螺纹参数和工艺要求 (2)3.2 车刀的选择、刃磨和安装 (3)3.3 编写程序的方法要求 (5)3.4 检测螺纹参数 (6)四、车削螺纹时常见问题及解决方法 (7)4.1 啃刀 (8)4.2 乱扣 (8)4.3 螺距不正确 (8)4.4 中径不正确 (9)4.5 螺纹表面粗糙 (9)五、加工螺纹底孔应注意的事项 (9)六、螺纹攻丝实例 (10)毕业总结 (11)致谢 (12)参考文献 (13)引言在各种机械产品中,带有螺纹的零件和蜗杆应用很广泛。
用车削方法加工螺纹和蜗杆是机械制造业目前常用的加工方法。
螺纹按用途可分为连接螺纹和传动螺纹;按牙型可分为三角形、矩形、圆形、梯形和锯齿形;按螺旋线方向可分为右旋螺纹和左旋螺纹;按螺旋线线数可分为单线螺纹和多线螺纹;按母体形状可分为圆柱螺纹和圆锥螺纹。
一、螺旋线的形成及螺纹的分类螺旋线的形成原理见图1。
耐高压气密封特殊连接螺纹的研究与应用
耐高压气密封特殊连接螺纹的研究与应用吴姬昊内容提要:本文详细分析了API圆螺纹和偏梯螺纹在密封和强度方面的缺陷,说明了抗高压气密封螺纹的特点和技术性能,并将抗高压气密封螺纹设计到尾管悬挂器等固井工具上,在现场得到了试验应用,取得了良好的效果。
关键词:API螺纹特殊连接螺纹气密封尾管悬挂器一、普通套管连接螺纹的缺陷油气井套管是通过螺纹连接起来,形成长达几千米的管柱,在整个套管柱中最薄弱的环节是连接螺纹,连接螺纹不仅要承担下部管柱的重量,还要承受套管内油气的压力,确保高压油气在流经套管柱时不泄漏,否则就会造成重大的事故。
API规范中规定的套管连接螺纹主要有两种,分别是圆螺纹和偏梯螺纹,用于套管的连接,由于这两种螺纹的设计局限,在抗高压和高强度连接方面存在着一定的缺陷。
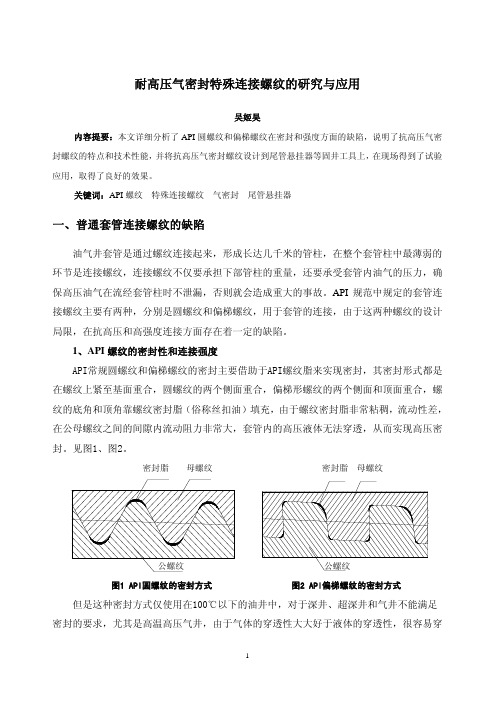
1、API螺纹的密封性和连接强度API常规圆螺纹和偏梯螺纹的密封主要借助于API螺纹脂来实现密封,其密封形式都是在螺纹上紧至基面重合,圆螺纹的两个侧面重合,偏梯形螺纹的两个侧面和顶面重合,螺纹的底角和顶角靠螺纹密封脂(俗称丝扣油)填充,由于螺纹密封脂非常粘稠,流动性差,在公母螺纹之间的间隙内流动阻力非常大,套管内的高压液体无法穿透,从而实现高压密封。
见图1、图2。
密封脂 母螺纹 密封脂 母螺纹图1 API圆螺纹的密封方式 图2 API偏梯螺纹的密封方式 但是这种密封方式仅使用在100℃以下的油井中,对于深井、超深井和气井不能满足密封的要求,尤其是高温高压气井,由于气体的穿透性大大好于液体的穿透性,很容易穿透公母螺纹间隙中的密封脂;另一方面高温会降低密封脂的粘稠度,使得气体更容易穿过,引起密封失效;即使井底温度在常规的范围内,气泡在密封脂中的蠕动,也能突破螺纹密封脂的密封。
因此,API常规圆螺纹和偏梯螺纹无法达到高压油气井的密封要求。
2、螺纹的连接强度较低常规长圆扣螺纹,其连接率较低(即螺纹连接强度与套管管体强度之比),仅为原管体的65%-85%,并随着套管钢级的提高而降低。
三角螺纹的加工及常见问题的解决方法
江西冶金职业技术学院自学考试毕业设计(论文)题目:三角螺纹的加工及常见问题的解决方法系 (部):机械工程系专业名称:数控技术与应用姓名:刘春强准考证号: 0570********班级名称: 08数控技师(2)班提交时间:三角螺纹的加工及常见问题的解决方法摘要编程就是将加工零件的加工顺序、刀具运动轨迹的尺寸数据、工艺参数(主运动和进给运动速度、切削深度)以及辅助操作(换刀、主轴正反转、冷却液开关、刀具夹紧、松开等)加工信息,用规定的文字、数字、符号组成的代码,按一定格式编写成加工程序。
本文从车削螺纹类零件的分类及如何使用三角形螺纹类零件以及时常见问题和解决方法方面入手来解决车削螺纹的难点问题,通过详细的剖析,不仅有效地能够保证加工工件的质量,而且在加工效率方面也会有很大的提高。
关键词:车削螺纹;加工分类;使用目录引言 (1)一、螺旋线的形成及螺纹的分类 (1)二、螺纹术语 (2)2.1 螺纹 (2)三、如何用数控车床车削三角形螺纹 (2)3.1车削螺纹工件的螺纹参数和工艺要求 (2)3.2 车刀的选择、刃磨和安装 (3)3.3 编写程序的方法要求 (5)3.4 检测螺纹参数 (6)四、车削螺纹时常见问题及解决方法 (7)4.1 啃刀 (8)4.2 乱扣 (8)4.3 螺距不正确 (8)4.4 中径不正确 (9)4.5 螺纹表面粗糙 (9)五、加工螺纹底孔应注意的事项 (9)六、螺纹攻丝实例 (10)毕业总结 (11)致谢 (12)参考文献 (13)引言在各种机械产品中,带有螺纹的零件和蜗杆应用很广泛。
用车削方法加工螺纹和蜗杆是机械制造业目前常用的加工方法。
螺纹按用途可分为连接螺纹和传动螺纹;按牙型可分为三角形、矩形、圆形、梯形和锯齿形;按螺旋线方向可分为右旋螺纹和左旋螺纹;按螺旋线线数可分为单线螺纹和多线螺纹;按母体形状可分为圆柱螺纹和圆锥螺纹。
一、螺旋线的形成及螺纹的分类螺旋线的形成原理见图1。
彻底搞定螺纹攻丝及常见问题解决
彻底搞定螺纹攻丝及常见问题解决Prepared on 24 November 2020(4)经长期使用会磨损,一般在10000次以上需再检验。
B.使用方法必须经品保检验合格或合格标签(贴在盒子上)者才得使用。
长期使用必须用约1万次(可以估算)后送检合格再用。
以戴手套的拇指,食指夹住轻旋,忌用大力,则T(通)端施到底为合格,Z(止)端为进1~2牙后,不再进入为合格,绝不可用大力,当用完螺纹规后,必须要以干净的软布将螺纹规(样圈或样柱)予以擦拭干净,涂上防锈油后装回盒子里。
C.攻牙的正确方法(1)选择合适的丝攻丝攻有一攻,二攻,三攻,一般我们用第三攻,除非很厚的板材,才分一,二,三攻一般用机用丝攻(只有一次)即可。
(2)丝攻形状可分为普通丝攻螺旋丝攻:比较贵,但排屑良好,效率比较高;先端丝锥:比较贵,但排屑良好,效率比较高;无屑丝攻:利用挤压的方式将薄料,(一般在3M/M以下)挤压成螺丝状,故孔较普通丝攻及螺纹丝攻所开的孔为大,例: 普通及螺旋丝攻一般铁板牙钻孔,但无屑丝攻,钻孔~孔。
(3)攻牙前如为厚板(3M/M以上)应把板料孔的毛刺以钻头划去,但千万不可变为倒角,否则板厚因倒角,导致螺牙变少而会滑牙。
(4)攻牙时丝锥必须与工件垂直。
(5)攻牙时必须将表面的铁(铝)屑清除,清除的方式有用刷子(牙刷),或高压空气清洁。
(6)攻牙时必须涂上清洁的机油而非含有铁屑或其它杂质的脏机油。
(7)攻牙前的孔径必须要正确一般经查可得,而且板厚,材质均影响孔径。
5.首件必须经螺纹规检验合格,如不合格则可能下列原因:(1)丝攻不合格(磨损或不良)(2)合格的孔径(攻牙前)如果孔太小,因磨擦力大,会加大攻牙的困难度,同时丝攻较快磨损,反之孔太大,则可以轻松的攻进去,但是牙的品质就很差,因为牙的小径会变大,相对螺丝螺母的结合力不足,容易滑牙.以M3×来说,正确的孔(一般铁材)应为~之间,如果太大则不易获得良好品质的牙。
油管螺纹加工质量缺陷分析与对策探讨

油管螺纹加工质量缺陷分析与对策探讨摘要:对于油管螺纹的加工来说,依照其不同的外观情况进行控制,可以具体依照不同参数中的合适效果,根据其原始设定的油管螺纹的稳定性与安全性指数,保证在加工过程中的质量,避免受到安全因素的影响。
另一方面,针对油管螺纹检查过程中存在的质量缺陷情况,在一定的原因影响下,通过对设备与合适工具的选择,找到最佳的解决方案与方法,进一步保证油管螺纹的加工质量与加工效果,保证整个油管螺纹在后续工作过程中的稳定性与安全性,避免潜在的安全隐患。
关键词:油管螺纹;螺纹加工;加工质量;缺陷分析在油井维修的过程中,油管与螺纹之间的接头处需要依靠操作工具与管柱建立连接效果,而对于螺纹来说,只有做好对油管螺纹的加工,提高油管螺纹的加工质量,才能保证油管工具的具体使用效果。
而对于整个油管螺纹加工质量的检查点来看,具体的检查效果是对油井工具的准确设计与油井作业中的安全性进行控制,提高整个设计的安全性与稳定性。
通过分析管道螺纹加工中的质量缺陷,找出造成管道中螺纹加工质量存在的主要原因,因此针对原因提出相应的解决方案与应对措施,实现对油管螺纹质量的根本提高,并且从油管管道的质量角度进行控制,降低其经济损失,提高油管的使用效率。
1 油管螺纹加工过程中常见的质量缺陷情况分析1.1 外观缺陷油管螺纹外观的缺点主要表现以下几方面,首先是在表面上存在氧化现象,使靠近螺纹收尾端,部分有效螺纹周向丝尖梳不圆,或因加工工艺选择不当,导致靠近螺纹收尾端,所有有效螺纹周向丝尖梳不圆,丝尖的表面粗糙度不符合图中规定的质量要求;其次,依照图纸中的外观表面粗糙程度来看,螺纹轮廓也不合适;再次,通过对角度与宽度的控制,在螺纹的起始端进行控制也不符合螺纹的设置要求;最后,螺纹齿的初始形状由于锋利而小的划痕而存在问题。
1.2 单向参数超差油管螺纹加工的质量是各种参数的综合作用结果,例如牙型角(此参数的精度由加工时使用的螺纹梳刀刀片的精度确定,本文不进行分析),圆锥形状,螺距,牙高,闭合距离等。
油管螺纹加工质量缺陷及解决办法

65中国设备工程Engineer ing hina C P l ant中国设备工程 2018.04 (下)油井作业管柱油管与接箍通过油管螺纹联接,油管螺纹还是油井作业工具与管柱之间的连接螺纹,也是油井作业工具零件之间的主要联接方式之一,是油井作业施工配套工具生产的重要质量检测点,其加工精度和质量直接影响油井作业工具使用的安全性能和施工成功与否。
油管螺纹连接主要应具备两个功能:一是承载性能,即螺纹啮合后应具备足够的连接强度,不至于在一定外力的作用下使结构受到破坏;二是密封性,即能够保证含有数以百计油管螺纹联接的管柱在额定的工作压力下长期作用而不泄漏。
为了保证油管螺纹的承载性能和密封性能,加强对油管螺纹的成品检验,严格控制油管螺纹的加工质量是提高油管螺纹使用安全性的有效途径。
通过对油管螺纹加工过程中出现的质量缺陷进行分析,查找导致油管螺纹加工质量缺陷的原因,并提出相应的解决方案,不断完善油管螺纹的加工检验规范,提升油管螺纹的加工质量,可以避免或减少因油管螺纹质量缺陷造成的经济损失。
1 油管螺纹加工过程中常见质量缺陷1.1 外观缺陷油管螺纹的外观缺陷,一是外表有氧化皮,导致靠近螺纹收尾端有效螺纹周向部分丝尖梳不圆,或是由于加工工艺选择不当,导致靠近螺纹收尾端周向全部有效螺纹丝尖梳不圆,丝尖表面粗糙度达不到图纸要求等质量缺陷;二是螺纹全牙形表面粗糙度达不到图纸要求;三是螺纹起始端倒角角度和宽度不符合要求;四是螺纹端部起始牙形存在锐利的飞边、细小的毛刺等问题。
1.2 螺纹单项参数超差油管螺纹的加工质量是各项参数的综合表现,如牙形角(此项参数精度由加工时选用螺纹梳刀刀片的精度确定,本文不做分析)、锥度、螺距、牙高、紧密距等。
任何尺寸的超差都导致油管螺纹质量不合格。
无论是外观缺陷,还是单项尺寸超差都可能造成螺纹密封性能差、螺纹连接强度不够等情况的发生,直接影响螺纹的后续使用,严重的还会造成经济损失。
2 导致油管螺纹加工质量缺陷的原因分析2.1 原材料因素油管螺纹加工前一般情况都需要对零件半成品进行调质处理,如果调质前预留内孔或外径余量过小,在调质加热时由于氧化皮的产生,调质后零件还会发生内孔变大、外径变小。
数控车床加工螺纹产生不良的原因及改善办法
螺纹产品种类很多,在人们日常生活中随处可见,如螺栓、螺杆、丝杠、螺钉、螺母和堵头等与人们的衣、食、住、行密切相关。
螺纹按用途可分为联接螺纹和传动螺纹,按牙型可分为三角形、矩形、圆形、梯形和锯齿形螺纹。
螺纹产品的加工方法很多,螺栓螺杆等外螺纹大多用车削方法加工,对于螺纹直径不大的螺杆,量产时采用滚丝或搓丝可提高加工效率。
内螺纹加工一般用丝锥攻丝,尺寸较大的内螺纹可以用车床车螺纹。
随着机加工技术的发展,数控机床在工厂里已普遍使用,用数控车床车螺纹是螺纹加工中最常用的方法之一。
它通过程序控制既可以加工普通螺纹,也可以加工形状复杂的异形螺纹。
用数控车床加工出来的螺纹精度高,产品的一致性高、加工速度快、表面质量好且调试方便。
车螺纹会产生各种各样的缺陷,既有机床和设备的原因,也有刀具和操作人员等因素的影响。
现从以下几方面分析螺纹加工中常见的不良现象及相对应的措施。
1 、外螺纹端面或内螺纹孔口处毛刺较大在车削螺栓、螺杆等外螺纹时,通常将棒料外径车削至螺纹大径,然后端面倒角。
如果不倒角,螺纹起头处易外翻,有较大的毛刺产生。
这样的毛刺易刺手,既不利于加工操作,也会影响测量和后面的装配。
倒角的大小也会影响去除毛刺的效果。
倒角大时,影响螺纹的美观和螺纹的有效长度;倒角小时,会出现毛刺,车削外螺纹倒角大小一般为螺纹螺距的大小为宜,例如,加工M10 螺杆时,由于M10 标准螺距为1.5mm,所以倒角大小为C1.5 较为合适。
内螺纹的倒角至螺纹大径,如加工M10 螺纹孔,先用φ8.5 钻头钻好螺纹底孔,再用比钻底孔直径大两个螺距约φ14 的钻头倒角。
倒角后加工螺纹,螺纹起头处不再会有毛刺产生。
2 、螺纹有乱牙、乱扣现象普通车床车削螺纹,会根据螺纹的螺距(导程)挂轮,进刀时主轴正转,退刀时主轴反转,主轴与刀具间必须保持严格的运动关系,即主轴带动工件每转一圈,刀具应均匀地移动一个恒定的距离,这个恒定的距离为螺纹的螺距(或导程)。
浅析特殊螺纹接头油套管检测与质量控制

1 油套管用特殊螺纹接头产品发展现状
1. 1 特殊螺纹接头现状
美国石油学会 ( API) 编制了 套 管 和 油 管 的 相 关 标
准ꎬ对普通油套管的性能和螺纹形式及检测要点进行了
规范ꎮ 为了提高油套管的连接性和密封性ꎬ各大企业研
究开发特殊螺 纹 油 套 管ꎬ美 国 Atlas Brandford 和 Hydril
Casing with Premium Connection
YAN Kai1 ꎬ CHEN Yong2 ꎬ HAN Huagang1 ꎬ JU Xiang1 ꎬ LI Nan1
(1. CNPC Tubular Goods Research Instituteꎬ Xi′anꎬ Shaanxi 710077ꎬ Chinaꎻ
合规范要求ꎬ应进行整改ꎮ
4. 4 拧接扭矩控制
拧接扭矩控制是特殊螺纹接头密封面过盈配合产
生合适的接触压力从而形成密封的关键ꎬ不能过大也不
宜过小ꎮ 各工厂的特殊接头规范中对不同规格和钢级
的特殊接头均设定了拧接扭矩上限、下限和最佳值ꎮ 应
对拧接参数重点检查ꎬ严格控制拧接质量ꎬ不符合要求
的进行整改ꎮ 由于拧接扭矩过大而造成螺纹或密封面纹接头油套管已经有几十
年的发展历史ꎬ国内外的钢管公司和研究机构已开发出
多种系列、多种规格的特殊螺纹油套管产品
[3 - 5]
ꎮ 由于
各种特殊 螺 纹 接 头 结 构 独 特ꎬ检 验 方 法 和 检 验 工 具 特
艺ꎬ提出了 特 殊 螺 纹 接 头 的 检 测 要 点 和 制 造 质 量 控 制
78
PETROLEUM TUBULAR GOODS & INSTRUMENTS
2021 年 6 月
关于油套管特殊螺纹的研究与分析

105中国设备工程C h i n a P l a n t E n g i n e e r i ng中国设备工程 2020.11 (下)螺纹连接是油套管的主要连接方式,也是管柱最薄弱的环节,油套管约有80%的失效发生在螺纹连接部位。
API 标准的螺纹在保证井下管柱的结构完整性和密封完整性方面均存在不足,不能用在高压、高腐蚀等严酷环境下的油气井。
而特殊螺纹具有较高的连接强度及抗变形能力,并具有良好的密封性能,可以应用于严酷条件的油气井。
特殊螺纹设计的核心主要包括优化密封面、扭矩台肩和连接螺纹参数,降低应力集中、保证密封性能、减少塑性变形,从而保证油套管的结构完整性和密封完整性。
1 特殊螺纹接头性能要求1.1 良好的密封性能油套管在井内一般可以归为三个轴方向的受力,主要包括管柱所受的拉力、外部挤压力、内部膨胀压力以及三种应力组合。
要求特殊螺纹接头不仅有较好的抗拉、抗压性能,在交变载荷和高温情况下具备较好的密封性能。
1.2 抗粘扣性能特殊螺纹的螺纹和密封区的过盈量都采取较高的数值,在上卸扣过程中发生粘扣的概率较高。
抗粘扣能力是考察特殊螺纹性能的重要指标之一。
1.3 可加工性因特殊螺纹具备较复杂的结构,其可加工性也是衡量特殊螺纹是否实用的重要指标。
主要体现在加工时间和加工成本方面。
2 特殊螺纹接头密封面设计2.1 密封结构的设计密封结构的设计主要包括密封结构的选择和密封过盈量关于油套管特殊螺纹的研究与分析黄继庆,胡海波,苑承波(中国石油集团渤海石油装备制造有限公司研究院,天津 300280)摘要:本文介绍了特殊螺纹接头的性能要求,重点从特殊螺纹的密封面、扭矩台肩和螺纹三个方面介绍了特殊螺纹的设计要求,对重点参数提出了设计依据,同时,提出了特殊螺纹设计注意因素。
关键词:特殊螺纹;密封面;扭矩台肩;螺纹中图分类号:TE931 文献标识码:A 文章编号:1671-0711(2020)11(下)-0105-02的确定。
特殊螺纹使用现状及存在的问题共30页

2、要冒一次险!整个生命就是一场冒险。走得最远的人,常是愿意 去做,并愿意去冒险的人。“稳妥”之船,从未能从岸边走远。-戴尔.卡耐基。
梦 境
3、人生就像一杯没有加糖的咖啡,喝起来是苦涩的,回味起来却有 久久不会退去的余香。
特殊螺纹使用现状及存在的问题 4、守业的最好办法就是不断的发展。 5、当爱不能完美,我宁愿选择无悔,不管来生多么美丽,我不愿失 去今生对你的记忆,我不求天长地久的美景,我只要生生世世的轮 回里有你。
31、只有永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
国外螺纹刀具的现状及发展趋势

国外螺纹刀具的现状及发展趋势为适应机械制造业未来发展的需要,还必须开发螺纹刀具识别系统、在线监控系统及刀具运输、刃磨、调整等全方位管理系统。
近年来,随着切削加工条件的变化以及对高生产率的重视,对螺纹刀具的材料、表面处理、结构参数等提出了更高要求。
了解国外螺纹刀具的现状及发展趋势,对于我国螺纹刀具生产企业调整产品结构、提高产品水平、积极参与市场竞争具有积极意义。
本文对螺纹刀具的刀具材料、表面涂层、品种规格、加工设备等六个方面对国外螺纹刀具的现状及发展趋势进行初步探讨,希望对国内同行有所裨益。
1、刀具材料国外绝大部分工业用螺纹刀具均采用高速钢制造,用合金工具钢制造的螺纹刀具通常只限于家庭使用。
如德国GUHRING精密工具公司生产的丝锥82%以上采用高性能高速钢材料制造,约6%采用硬质合金制造,约8%采用粉末冶金高速钢制造;仅占丝锥总产量约4%的手用丝锥也大量采用普通高速钢制造,合金工具钢已很少使用。
该公司90%以上的圆板牙采用普通高速钢制造,其余采用高性能高速钢制造。
日本OSG公司、德国EMUGE公司等着名的螺纹刀具制造商约有50%的螺纹刀具采用高速钢制造,其余50%则采用粉末冶金钴高速钢、硬质合金、高性能高速钢等高性能优质材料制造。
在难加工材料、硬材料工件的螺纹加工中,粉末冶金钴高速钢刀具材料日益受到重视,其抗弯强度、耐磨性、热硬度等性能指标可比普通含钴高速钢提高2~3倍。
但由于粉末冶金高速钢加工成本较高,目前在螺纹刀具选材时尚不能普遍使用。
2、表面涂层高速钢螺纹刀具进行表面涂层后,可有效降低切削摩擦力,减少刀具磨损,大大提高刀具切削性能和使用寿命(一般可提高刀具使用寿命2~3倍)。
目前TiN涂层及复合涂层工艺在国外螺纹刀具生产中已得到广泛采用,如德国GUHRINR、EMUGE等公司的各种涂层产品已占其螺纹刀具产量的40%左右。
硬度是高速钢螺纹刀具切削性能的重要参数之一。
在加工螺纹过程中,会产生较高切削热并传递给刀具,从而使刀具硬度降低。
浅谈影响螺纹加工质量的因素及改进措施

径) 。
[】 秀红,陈庆山,杨庆凯等. 4杨 大豆 NB S类抗病 22 工 件 装 夹 不 牢 . 相关基 因的克隆 与序列分析 I1 J.高技术 通讯, 工 件本身 的刚性 不能承 受车 削时的 车削
2 0 ,1 () 7 - 8 0 5 52 : 1 7 .
力, 冈而产生过大的挠度 , 改变了车刀与工 件的 f1 文慧 ,陈 庆 山,扬 庆 凯. 豆 灰 斑 病 l 生 5张 大 号 中心高度( 工件被抬高 了)形成切削深度 突增 , , 理小种抗性基 因的 S R标记分析『 .大豆科 学, S J J 出现 啃刀, 此时应把工件装夹牢 固, 可使用尾 座
Boa ia Snc ,2 o ,4 f) 6 —8 0. tne iia 0 3 57 :8 4 7
在机械加工 中, 需要应 用螺纹 的场合较为 广泛 ,螺纹的的加工对产 品质量有着 重要的影 响。 由于各种原因 , 造成 由主轴到刀具之间的运 动, 在某一环节出现问题 , 引起 车削螺纹时产生 故障 , 响正 常生产 , 时应及 时分析 和查找故 影 这 障原因 , 以切 实提高螺纹的加工质量。 下面是本 人从事多年技术工作 的经验浅谈 。 1出现乱 扣现象 的原 因分析及改进措施 故 障分析 : 因是 当丝杠 转一转 时 , 件 原 工 未转过整数转而造成 的。 改进措施 : 11床丝杠螺距与工件螺距 比值不成整数 .
2 0 ,2 () 6 — 7 . 0 4 33 :l 9 1 3 一Fra bibliotek3 7—
科技 论 坛 I l I
邵 菲
科
浅谈 影 响螺 纹 加工质 量 的因素及 改进 措施
( 江苏洪泽职教 中心 , 江西 洪泽 2 3 0 ) 2 10
特殊扣(08.6.30)

HT高密封性特殊螺纹套管在气井中的应用李飞*李玉民张飞跃肖艳平张建设(中原石油勘探局管具工程处) (中原油田分公司物资供应处) (中原油田分公司井况防治中心) 摘要由于普通API螺纹套管难以承受高于70 MPa高压气体,开发加工了高密封性能的SEAL-LOCK HT特殊螺纹套管。
这种螺纹套管的结构特点是:①端面和侧面为特殊结构密封,套管的气密封性能好;②采用倒钩螺纹设计,提高了螺纹的抗拉和抗内外压能力,可防止套管倒扣松动;③螺纹结构先进,套管插入方便,入扣不易错扣;④抗过扭矩能力强,螺纹联接可靠。
室内试验表明,该螺纹套管加载432 kN,施加气压79.9 MPa,气密封良好。
8口井现场应用均取得成功,下套管节约8—12 h,节约套管成本10%~15%,解决了高气压井的密封问题。
关键词特殊螺纹套管气密封性能结构特点室内试验天然气井现场应用引言中原油田属复杂的断块油气田,由于受高压油气、高压注水、盐层“塑性流动”和地应力等诸多因素的影响,套管螺纹密封失效、滑脱是较常见的套管损坏现象。
普通API 圆螺纹套管相互配合后,在外螺纹和内螺纹之间引起压配合。
这种径向接触产生较大的接箍周向应力,在接触点形成压密封。
另外套管圆螺纹牙顶和牙底之间存在0.152mm的间隙。
螺纹密封脂所包含的金属微粒在此间隙之内产生封堵作用,但螺纹脂在高温高压下,随着时间的延长会逐渐分解失效。
气井对于密封的要求较油水井更为重要,高于70 MPa 高压气体普通API螺纹难以承受,一旦套管螺纹密封失效,将导致井筒无法正常生产。
因此,对于高压气井必须考虑螺纹形式。
中原油田与天津华新特殊扣石油套管有限公司合作,开发加工了高密封性能的SEAL-LOCK I-IT特殊螺纹套管,解决了中原油田高压油气井套管密封失效问题和盐岩层、盐膏层、泥岩层、断层作用对套管螺纹密封的影响问题。
主要技术指标及性能评价1.HT特殊螺纹设计依据根据目前中原油田地质情况和开发现状,气井产层压力系数达到I.8以上,套管螺纹气密封要求高,综合多种影响因素,设计采用HT特殊螺纹,其性能见表I。
API螺纹与特殊螺纹连接特点及国内外特殊螺纹介绍

A P I螺纹与特殊螺纹连接特点及国内外特殊螺纹介绍(总9页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除API螺纹与特殊螺纹连接特点及国内外特殊螺纹介绍(宝鸡石油机械有限责任公司广汉钻采设备厂四川广汉 618300)摘要:API螺纹在油套管市场上扮演举足轻重的作用。
但随着各种特殊螺纹在油气田高温、高压井不断涌现,证明其已经很好地弥补API螺纹的设计缺陷。
因国内几乎没有对特殊螺纹产生相应的标准及对比其特点,笔者现将API螺纹与特殊螺纹进行比较:API螺纹具有加工容易、经济适应、可重复上扣等优点,但抗拉强度差、且不具备气密封特点。
特殊螺纹具有良好的气密封性能、较高的抗拉强度及可控制上扣扭矩等优点,但价格昂贵、且只允许一定的上扣次数。
最后,笔者提出了几点看法。
关键词: API螺纹;特殊螺纹;对比;国内外The API thread and special threaded connection characteristics and the domestic and foreign specialthread introduced(Guanghan drilling equipment factory of Baoji Petroleum Machinery Co., Ltd.,Guanghan 618300)Abstract:API thread to play a pivotal role in the oil casing market. However, with a variety of special thread emerging in the oil and gas fields of high temperature, high pressure wells, prove that it has to make up the the API thread of design defects. Almost no domestic special thread standard and comparing its characteristics, I will now compare the API thread and special thread: API thread with easy processing, economic adaptation, can be repeated on the buckle advantages, but the tensile strength and does not have the characteristics of the gas seal. Special thread has good gas sealing performance, high tensile strength and can control up torque, but the price is expensive, and only allows a certain number on the buckle. Finally, The authors put forward a few points.Keywords: API thread; special thread; contrast; at home and abroad一概述油套管是油气钻采过程中不可或缺的专用管材,其质量好坏直接影响到钻采作业的成败和油气井的寿命。
特殊螺纹接头结构的分析与加工方法研究

特殊螺纹接头结构的分析与加工方法研究特殊的螺纹接头一般选用全新密封且螺纹型的结构,这样的结构能够很好地进行连接,并且具有较强的密闭性。
我们可以对特殊形式的螺纹接头结构进行分析,尤其是从其的结构构成、接头特点、结构标准、技术要求等方面进行特殊螺旋接头的研究,通过这些方面的研究,可以更好地了解特殊螺旋结构接头的结构,从而提出在进行特殊螺旋刀具的选择时的方法,不仅如此,还有利于提出更有针对性、更合理科学的加工方案。
标签:特殊螺纹接头;结构研究;加工方案;性能分析一、接头结构与性能的分析一般情况下,油气井管柱采用的螺纹接头是选择内部螺纹与外部螺纹拧接配合紧密结构,这种结构的选择有利于其的连接,起到一定的密封作用,通常螺旋接头结构的选择一般分为带有接箍型和直连型。
在对螺旋接头进行密封时,一般都是用螺纹密封和结构密封的方式。
就目前来说,油气井管柱的接头设计一般采用这几种密封方式,其中螺纹脂密封作为辅助工具进行使用。
该篇文章主要针对这几种类型的接头结构做出了简要的分析,并且举出了其密封性能的优势与缺点以及对产品的需求。
(1)API螺纹接头在标准中提出的六种接头中除了IJ接头是直连型的结构之外,其他几种接头均为带接箍式的结构。
但是API螺纹接头并未设置专门的密封结构,所以在当螺纹进行旋转拧接时会存在一定的漏缝,接头的密封性和密闭性比较差。
为了改变这一缺点,相关研究人员研究出了一种新型的螺纹脂,将其填充到螺纹与螺纹之间存在间隙之间的地方,当其固化时就会形成聚合化物,起到了一定程度的密封作用。
(2)特殊螺纹接头更具有针对性,其是为了达到某种特性而进行特殊设计的接头,目前为止,国内国外所存在的特殊接头类型有300多种,而最具有代表性的就是具有良好密闭性和高连接强度的特殊螺纹接头,这种典型的结构包括了密封面、连接螺纹和接箍三部分。
这三种构造在特殊螺纹接头的焊接中都起了不同的作用。
当然,在有些情况下,改变螺纹的导向面角度还可以提高其的牢固性,增加承受能力。
特殊螺纹使用现状及存在的问题

19
4)国内企业特殊扣产品的系列少,可供油田选择的扣型有限 除了天津钢管公司与Hunting公司合资企业的特殊扣Hunting系列规 格比较齐全外,无锡西姆莱斯有5种特殊扣产品,其他厂家的特殊 扣规格系列很少,基本上是一个厂家只有一种特殊扣产品,很难在 激烈的市场竞争中占有一席之地。而国外的油套管生产厂,特殊扣 产品系列和扣型很多,如住友金属有27种、V&M有25种、Tenaris集 团有21种。
21
6)基础研究工作不到位 国内对特殊螺纹油套管的开发还处于从引进、模仿到自主开发的过 程中,对特殊螺纹的设计原理,比如密封设计、强度设计、防粘扣 设计等方面还缺少深层次的认识。有的企业在仿造国外特殊扣的过 程中,没有深入理解其设计原理,只是从避开现有专利的角度出发, 对原有结构进行微小变动,认为这样不但可以避开专利约束,而且 成功的把握性大。但是,产品加工出来后,性能却不如人意。因此, 根据用户反应,某些国产特殊螺纹在使用过程中还存在不少问题, 突出表现在:1)密封性能不可靠,由于密封结构及公差选择不当, 或由于螺纹过盈量太大,上扣不到位,在使用过程中接头易发生泄 漏;2)粘扣,由于螺纹过盈量或金属/金属密封过盈量选择不当, 致导致螺纹粘扣或主密封面粘结。因此,进一步加强基础研究工作, 加大科研投入力度,是我国各油套管生产厂开发特殊扣的关键
22
7)不具备短节加工能力 有些国内企业,从国外引进了具有很高精度的螺纹加工车床,有能 力加工特殊螺纹油套管,但在生产线上加工短节和配套的辅件却很 困难,有时无法加工,有时可以加工,但效率很低。而这些短节和 配套的辅件却是特殊扣产品推广使用中不可缺少的,故而影响了特 殊扣的发展。
23
五、几点建议
11
国内对特殊螺纹接头油套管的研制尚处于起步阶段,还不具备大 批量生产的能力,油田所需特殊螺纹油套管几乎全部从国外进口。
螺纹加工常见质量问题及产生的原因和解决办法分析

2006/3/31
螺纹加工常见质量问题及产生的原因和解决办法分析
质量问题 产生的原因 1.丝锥折断 1.螺纹底孔选择偏小 2.排屑不好,切屑堵塞 3.攻不通孔时,钻孔深度不够 4.攻丝时切削速度太高 5.攻丝时丝锥与底孔不同轴 6.丝锥刃磨参数选泽不合适 7工件硬度不稳定 8.丝锥过度磨损 2.丝锥崩齿 1.丝锥前角过大 2.每齿切削厚度过大 3.丝锥硬度过高 4.丝锥磨损 3. 丝 锥 磨 损 1.攻丝时切削速度太高 2.丝锥刃磨参数不合适 太快 3.切削液选择不合适 4.工件材料硬度高 5.刃磨时烧伤 4 螺 纹 中 径 1.丝锥精度选择不当 过大 2.切削液选择不当 3.攻丝切削速度太高 4.丝锥与底孔不同轴 5.刃磨参数不合适 6.刃磨中产生毛刺 7.切削锥太短 5. 螺 纹 中 径 1.丝锥精度选择不当 2..刃磨参数不合适 过小 3.切削液选择不当 6. 表 面 不 光 1.刃磨参数不合适 滑,有波纹 2.工件材料软 3.刃磨不良 4.切削液选择不合适 5.攻丝时切削速度太高 6.丝锥磨损 解决办法 备注 1.尽可能加大底孔 2.刃磨.刃倾角或选用螺旋槽丝锥 3.加大钻孔深度 4.适当降低切削速度 5.校正夹具,选用浮动.及时更换丝锥 1.适当减小 2.适当增加切削锥长度 3.适当降低硬度 4.及时更换 1.适当降低速度 2.减小前角,加大切削锥长度 3.选用润滑性好的切削液 4.适当热处理 5.正确刃磨 1.选择适当精度 2.选择适度切削液 3.适当降低切削速度 4.校正夹具,选用浮动攻丝夹头 5.减小前角与切削锥后角 6.消除毛刺 7.适当增加长度 1.选择适当精度 2.加大前角与切削锥后角 3.选用润滑性好的切削液 1.加大前角,减小锥角 2.进行热处理,适当提高硬度 3.前刀面要有较细粗糙度 4.选用润滑性好的切削液 5.适当降低切削速度 6.及时更换丝锥
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3
近年来,上海宝钢、天津钢管公司、无锡西姆莱斯等均成功开 发了各自的特殊螺纹产品,并取得了一定的应用,使得我国在 特殊螺纹方面的研究达到了一个新的阶段。 结合本人在开发、应用特殊螺纹接头过程中遇到的问题,从几 个侧面综合分析、评述目前该领域的研究现状,并指出存在的 问题,探讨进一步的研究开发方向。为进一步开发特殊扣产品 提供参考。
12
三、我国油套管的发展及特殊扣油套管所占的比例
1. 总体产量逐年增加 据不完全统计,2003年我国油井管产量为145万吨,2004年为160 万吨,2005年估计达180万吨,随着国内油井管生产厂家的增加及 各厂家加工能力的增加,到2010年,油井管产量将达到200-220万 吨。 2. 产品基本上都是API螺纹油套管 具有较高技术附加值的特殊螺纹产品产量少,品种也少。难以满 足我国油田的需要。
API圆螺纹
API偏梯形螺纹
6
特殊螺纹
7
3 API螺纹的特点
优点: 1)技术成熟,易于加工,加工成本低; 2)尺寸精度要求低,加工合格率高。 缺点: 1)连接强度低,主要指圆螺纹接头(管体强度的60-80%); 2)密封性能差,且不可靠; 3)上扣控制难,易发生粘扣; 4)接头应力水平高,耐应力腐蚀性能差。
19
4)国内企业特殊扣产品的系列少,可供油田选择的扣型有限 除了天津钢管公司与Hunting公司合资企业的特殊扣Hunting系列规 格比较齐全外,无锡西姆莱斯有5种特殊扣产品,其他厂家的特殊 扣规格系列很少,基本上是一个厂家只有一种特殊扣产品,很难在 激烈的市场竞争中占有一席之地。而国外的油套管生产厂,特殊扣 产品系列和扣型很多,如住友金属有27种、V&M有25种、Tenaris集 团有21种。
22
7)不具备短节加工能力 有些国内企业,从国外引进了具有很高精度的螺纹加工车床,有能 力加工特殊螺纹油套管,但在生产线上加工短节和配套的辅件却很 困难,有时无法加工,有时可以加工,但效率很低。而这些短节和 配套的辅件却是特殊扣产品推广使用中不可缺少的,故而影响了特 殊扣的发展。
23
五、几点建议
11
国内对特殊螺纹接头油套管的研制尚处于起步阶段,还不具备大 批量生产的能力,油田所需特殊螺纹油套管几乎全部从国外进口。
国内对特殊螺纹油套管开发非常重视,上海宝钢开发了BGT特殊 螺纹,天津钢管公司开发了TPCQ特殊螺纹,无锡西姆莱斯开发了 WSP-1T等。推广应用不够。 国产特殊螺纹油套管不但产量低、品种少,部分品种在性能方面 还存在一些缺陷。需要进一步加大开发研究力度。
17
四、存在的问题分析
与国外相比,我国使用、研制特殊螺纹产品起步较晚,目前还存在 以下七个方面的问题: 1)特殊扣产量远远跟不上使用要求 我国2005年特殊扣产品的产量估计有3.5万吨,仅占油井管总消耗 量的2%左右,远达不到我国油田的用量,我国每年不得不从国外进 口特殊扣产品。 2)特殊扣用量还远未达到国际一般水平 我国气油比已经达到1:3,按照一般国际规律,特殊扣油套管用量 应达到总量的30%以上,而2005年特殊扣产量仅为总产量的1.94%, 考虑进口特殊扣的使用,合计也不超过5%,因此还有很大的需求空 间。
9
5 特殊螺纹的发展历史
20世纪初,API圆螺纹油套管获得广泛应用 20世纪40年代,API推出了连接强度更高的偏梯形螺纹油套管 随着钻井技术的发展,这两种套管都不能满足需要,特殊螺纹油 套管的出现,较好地解决了这个问题。 美国的Atlas Brandford和Hydrill 两公司于60年代初最早开发 成功特殊螺纹套管接头并申请了专利注册。
21
6)基础研究工作不到位 国内对特殊螺纹油套管的开发还处于从引进、模仿到自主开发的过 程中,对特殊螺纹的设计原理,比如密封设计、强度设计、防粘扣 设计等方面还缺少深层次的认识。有的企业在仿造国外特殊扣的过 程中,没有深入理解其设计原理,只是从避开现有专利的角度出发, 对原有结构进行微小变动,认为这样不但可以避开专利约束,而且 成功的把握性大。但是,产品加工出来后,性能却不如人意。因此, 根据用户反应,某些国产特殊螺纹在使用过程中还存在不少问题, 突出表现在:1)密封性能不可靠,由于密封结构及公差选择不当, 或由于螺纹过盈量太大,上扣不到位,在使用过程中接头易发生泄 漏;2)粘扣,由于螺纹过盈量或金属/金属密封过盈量选择不当, 致导致螺纹粘扣或主密封面粘结。因此,进一步加强基础研究工作, 加大科研投入力度,是我国各油套管生产厂开发特殊扣的关键
16
5. 使用的特殊螺纹扣型 扣型很多,包括TM、NK3SB、FOX、VAM、NEWVAM、NSCC、VAMTOP、 TPCQ、WSP-1T、BGT等等 。 6. 特殊扣涵盖的钢级 N80、L80、C90、80S、M65、65S、95S、T95、105H、100H、P110、 Q125、V140等 。
26
总之,我国特殊螺纹接头油套管的开发还需要做很多工作,国内一 些先进的油套管生产企业,更需要形成自己的特殊螺纹接头产品系 列,形成自己的品牌,生产出高性能的油套管产品,满足国内市场 需求,并争取使国产特殊螺纹早日走向国际市场。
27
请指正 谢 谢!
28
25
3)开发特殊螺纹产品,一定要从用户的要求出发,一切为用户着想 一种特殊螺纹产品能否推广应用,能否被油田用户接纳,不仅要结 构设计合理、加工成本适宜,而且要充分考虑油田的操作方便,配 套服务也一定要跟上。对于短节加工、辅件供应、转换接头加工、 井口法兰等配套设施,要与油田一起解决。在特殊螺纹结构设计上, 也不能仅仅从实验室的操作条件出发,而要充分考虑油田的实际情 况。比如,金属/金属密封结构要不易于损坏,上扣扭矩的范围要 满足油田要求,考虑油田的测井技术要求等,必须为油田提供该特 殊扣产品的操作手册,同时还需要提供检验、维修、下井跟踪等服 务。
20
5)受钢级系列的限制 众所周知,特殊螺纹油套管通常用在酸性气井、含二氧化碳气井、 油气混合井、稠油热采井、高压气井、深井、超深井、低压低渗透 井中,这就要求油套管材料本身要具有抗硫化氢、抗二氧化碳腐蚀、 抗挤、超高强度等性能,因此只有具备生产象M65、65S、80S、L80、 13Cr、P110、C90、95S、T95、Q125、V140等特殊用途或高钢级的 管材,特殊扣的应用范围才会扩大。而国内具备生产这类产品能力 的企业还不多,仅有天津钢管公司、上海宝钢、无锡西姆莱斯等几 家。不具备生产特殊用途油井管的企业,即使开发成功了特殊扣产 品,也很难获得有效地应用。
8
4 特殊螺纹的特点 特殊螺纹是在研究了API螺纹的优缺点后开发出来的新一代螺纹 形式,将API螺纹结构既承担密封功能又承担连接功能分开。 1)先进的螺纹形式:螺纹只需要承担密封功能,为优化螺纹设计提 供了更加广阔的空间,一般连接效率高、不粘扣、寿命长; 2)多重密封结构:密封功能将原有的螺纹承担密封改变为有一种以 上的独立结构承担,这可以大大提高密封可靠性。 3)增加扭距台肩,一方面保证连接位置的准确,另一方面吸收一部 分扭距能量使得螺纹部分扭距能量减少。
特殊螺纹油套管在市场上具有广阔的前景,开发特殊螺纹接头也是 国内油套管生产厂参与市场竞争的重要手段,因此,国内油套管生 产厂都非常重视特殊扣的开发。笔者结合自身开发特殊螺纹的经验, 提出以下几点建议,仅供开发特殊螺纹参考: 1)高度重视特殊螺纹油套管的研制与开发 特殊螺纹油套管的用量越来越大。从国外进口特殊螺纹,一是价格 昂贵,我国油田难以接受;二是检验检测困难,量规量具均由厂家 提供,油田自己无法检测;三是辅件供应不及时。而一旦特殊螺纹 实现国产化,上述困难将不存在。因此,专家指出,在我国推广使 用特殊螺纹油套管,国产化是必由之路。特殊螺纹市场前景非常广 阔。
4
二、特殊螺纹的发展历史及现状
1 油套管螺纹的分类
非API螺纹(特殊螺纹) 每英寸8牙 圆螺纹 10牙 每英寸 油、套管螺纹 API 螺纹 (每英寸5牙) 偏梯形螺纹 直连型螺纹 (较少使用 )
5
2 油套管螺纹的结构对比
13
表1 我国油套管产量及特殊扣所占的比例
14
表2 国内特殊螺纹油套管生产企业及产量
15
3. 使用过特殊螺纹油套管的油田 据统计,大庆、辽河、中原、大港、华北、长庆、青海、吐哈、 新疆、塔里木、四川、胜利、新星公司西南局、新星公司西北局、 渤海、南海、东海等17个油田都使用过特殊扣产品,占我国油田 的80%以上。 4. 特殊扣产品所应用的井况 深井、超深井 中、高压气井 油气混合井 稠油热采井 工程 特殊螺纹接头油套管属于高技术产品,开发特殊螺纹产品需要经过 产品设计、有限元应力分析、量规及专用量具设计、刀具设计、产 品加工、全尺寸评价试验、下井试验等多个环节。对于设计合理的 特殊螺纹接头,还应该同时考虑可加工性,考虑经济性,特殊螺纹 才有可能形成产品。可以说,此项产品的研制开发是一项系统工程, 其间存在许多技术难点和诀窍,这一点我们必须要有清醒的认识。 希望走捷径、模仿或一躇而就的想法是不现实的。
我国特殊螺纹接头油套管生产使用 现状及需要注意的几个问题
1
提纲
一、前言 二、特殊螺纹的发展历史及现状 三、我国油套管的发展及特殊扣油套管所占的比例 四、存在的问题分析 五、几点建议
2
一、前言
众所周知,接头是油套管柱中最薄弱的环节。采用特殊螺纹接 头代替API接头是公认的解决油套管失效最有效的方法。 特殊螺纹接头突破了API接头在结构设计方面的框架,一般具有 连接强度高、密封性能好等优点,较好地解决了油套管接头的 结构完整性和密封完整性问题,应用的范围不断扩大。 特殊螺纹接头具有广阔的市场空间,在我国,开发具有较高技 术附加值的特殊螺纹油套管,已得到了广大油套管生产厂的高 度重视。
10
6 特殊螺纹的发展现状
1 2 3 4 5 6 7
国外对特殊螺纹套管的研究已经取得很大成功,已经成功开发 了100多种特殊螺纹接头。 特殊螺纹的开发方法主要采用有限元模拟技术、应力分析技术、 全尺寸模拟实验技术。目前在以下几个方面取得了突破性进展: 密封技术; 高连接强度设计; 防粘扣技术; 耐应力腐蚀设计; 上扣可靠性提高; 无接箍设计; 研制了抗高温蠕变及变形的接头。