fc工艺(流程图)祥解
化工工艺流程图(PPT 68页)
汽油来源
PI PG
UC
汽油罐
LG LI
火炬 氮气
DCS
41
外送
1.工艺管道及仪表流程图
42
3.精馏塔流程图绘制
43
带仪表控制点的流程图改错
指出下面流程图错误点。
F
C
物料送出
F C
循环水
①泵出口没有止逆阀。 ②冷却水应从底部进水。 ③换热器出口流量孔板应位于调节阀之前。 ④循环管线流量孔板位置错。
TI 3277A
低压蒸汽
FIQ 3274
FC 3275 冷焦水
焦化油自加热炉来 紧 急 放 空 油 去E-3114
VLJ1C3101 VLJ2C3101
焦炭塔系统
HS 3271
M
M M
TI 3272A
TI 3274A
TI 3275A
M
M
VHXC3101A VHXC3101B
TI 3272B
TI 3274B
总工艺流程图 工艺原则流程图(方案流程图) 工艺管道仪表流程图(PID)
3
一、总工艺流程图
也称物料平衡图,它是在设计或开发方 案时,为总说明部分进行可行性论证时提 供的图样,用于表示全厂各生产装置之间 主要的流程路线及物料衡算的结果。
图中各车间(工段)用细实线画成长方 框来表示,流程线中的主要物料用粗实线 表示,流程方向用箭头画在流程线上,图 上还需注明车间名称、原料及半成品的名 称、平衡数据和来源去向等。
9
某丙烯酸甲酯装置局部工艺原则流程图
10
三、工艺管道仪表流程图(PID)
也称带控制点的工艺流程图。是借助统一规定的 图形符号和文字代号,用图示的方法把建立石油化 工工艺装置所需的全部设备、仪表、管道、阀门及 主要管件,按其各自功能,在满足工艺要求和安全、 经济的前提下组合起来,以起到描述工艺装置的结 构和功能的作用。
FC产品制程作业教材
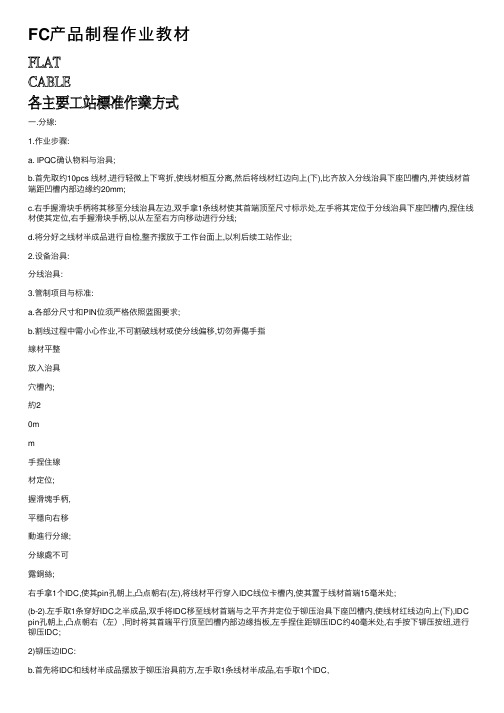
FC产品制程作业教材⼀.分線:1.作业步骤:a. IPQC确认物料与治具;b.⾸先取约10pcs 线材,进⾏轻微上下弯折,使线材相互分离,然后将线材红边向上(下),⽐齐放⼊分线治具下座凹槽内,并使线材⾸端距凹槽内部边缘约20mm;c.右⼿握滑块⼿柄将其移⾄分线治具左边,双⼿拿1条线材使其⾸端顶⾄尺⼨标⽰处,左⼿将其定位于分线治具下座凹槽内,捏住线材使其定位,右⼿握滑块⼿柄,以从左⾄右⽅向移动进⾏分线;d.将分好之线材半成品进⾏⾃检,整齐摆放于⼯作台⾯上,以利后续⼯站作业;2.设备治具:分线治具:3.管制项⽬与标准:a.各部分尺⼨和PIN位须严格依照蓝图要求;b.割线过程中需⼩⼼作业,不可割破线材或使分线偏移,切勿弄傷⼿指線材平整放⼊治具⽳槽內;約20mm⼿捏住線材定位;握滑塊⼿柄,平穩向右移動進⾏分線;分線處不可露銅絲;右⼿拿1个IDC,使其pin孔朝上,凸点朝右(左),将线材平⾏穿⼊IDC线位卡槽内,使其置于线材⾸端15毫⽶处;(b-2).左⼿取1条穿好IDC之半成品,双⼿将IDC移⾄线材⾸端与之平齐并定位于铆压治具下座凹槽内,使线材红线边向上(下),IDC pin孔朝上,凸点朝右(左),同时将其⾸端平⾏顶⾄凹槽内部边缘挡板,左⼿捏住距铆压IDC约40毫⽶处,右⼿按下铆压按纽,进⾏铆压IDC;2)铆压边IDC:b.⾸先将IDC和线材半成品摆放于铆压治具前⽅,左⼿取1条线材半成品,右⼿取1个IDC,使其pin孔向上,凸点朝左(右),定位于铆压治具下座凹槽内,线材红边向下(上),将线材⾸端平⾏穿⼊IDC铆压缝隙内并顶⾄治具凹槽内部边缘挡板,左⼿捏住距铆压IDC约40毫⽶处,使其定位于铆压治具下座凹槽内,右⼿按下铆压按纽,进⾏铆压IDC;3).铆压中IDC:(b-1):左⼿取1PCS线材,使线材红边朝上(下),右⼿拿1个IDC,使其Pin孔向上,凸点朝右(左),然后将线材平⾏穿⼊IDC线位卡槽内,使其移⾄藍圖規定尺⼨處定位;(b-2):双⼿将IDC定位于铆压治具下座凹槽内,使IDCpin孔朝上,同时使线材红边朝下(上),IDC凸点朝左(右),将线材⾸端平⾏顶⾄尺⼨定位挡板,左⼿按住距铆压IDC约40毫⽶处,使其定位于铆压治具下座凹槽内,右⼿按下铆压按纽,进⾏铆压IDC;C.将铆压好之线材半成品进⾏⾃检,整齐摆放于⼯作台⾯上,以利后续⼯站作业;2.设备⼯具:铆压治具;3.管制项⽬及标准:a.线材不到位或超出IDC边缘尺⼨:不可超出±0.8mm;b.排線與中IDC夾⾓應在90°±1°的范圍内﹔c.IDC插头铆压中,不可破损或刮伤,不到位等不良;d.IDC击點或凹槽和线材红边的⽅向必须按照蓝图压接;e.不良品貼上不良標簽﹐良品流⼊下⼀⼯站﹔S*:----SE&SK:有凸点; SD&SM:⽆凸点;0*:----03:灰⾊H.S; 04:H.S上有”FOXCONN”印字; 05:⿊⾊H.S; 06:H.S上有”H.H”印字;07:AT ATTACH.MENT CONN.ECTOR;**:----IDC单排PIN数,如:17即34PIN;20即40PIN;*:端⼦镀⾦µ”数:如1=GOLD FLASH; 2=20µ”; 3=30µ”; 4=40µ”; 5=50µ”;6=10µ”; 7=15µ”;**: 1.如果显⽰为数字(0-9),即为M.KEY位置;2.B8表⽰20号位M.KEY,28号位空PIN,COVER为灰⾊;3.R8表⽰28号位空PIN;4.TO表⽰COVER为反盖;* *:第⼀个”*”---- M:⽆两端挂钩,颜⾊为⿊⾊;B:有两端挂钩,颜⾊为⿊⾊;G:⽆两端挂钩,颜⾊为灰⾊;B:有两端挂钩,颜⾊为灰⾊;第⼆个”*”----表⽰M.KEY或空PIN位置;三.铆压G A:1.作业步骤:a.IPQC确认物料与治具:b.左⼿取1条线材半成品,右⼿取1个GA,使其pin针朝上,,定位于铆压治具下座凹槽内, 然后使线材红边向上(上),将线材⾸端平⾏穿⼊GA铆压缝隙内并顶⾄治具凹槽内部边缘挡板,左⼿捏住距铆压GA约40毫⽶处,使其定位于铆压治具下座凹槽内,右⼿取⼀GA铆压Cover盖在Pin针上,按下铆压按纽,进⾏铆压GA;c.将铆压好之线材半成品进⾏⾃检,整齐摆放于⼯作台⾯上,以利后续⼯站作业;2.设备治具:铆压治具;GA COVER;3.管制项⽬与标准:与铆压IDC相同;4.注意事项:a.铆压过程中,不可压损线材或GA;b.铆压过程中,线材需推到位,且保证GApin针向上, ,线材红边向上(下);c.线材铆压好GA后,需按线材红边及印字统⼀整齐摆放;d.铆压过程中,需⼩⼼作业,避免压伤⼿指;e.部品的制程及材料,其环境管理物质必须符合环境管理系统⽂件:QM-002?环保⼿册?;5.要点图⽰﹕(四.铆压D-S U B:1.作业步骤:a.IPQC 确认物料与治具:b.⾸先将D-SUB 按⼤边朝左(右)统⼀⽅向摆于物料盘中,同时将铆压治具上下模座铆压区域贴上”魔⿁胶”⽅可开始铆压;c.将D-SUB 和线材半成品摆放于铆压治具前⽅,左⼿取1条线材半成品,右⼿取1个D-SUB,使pin 孔向上,⼤边朝左(右),定位于铆压治具下座凹槽内,然后使线材红边向下(上),将其⾸端平⾏穿⼊D-SUB 铆压缝隙内并顶⾄治具凹槽内部边缘挡板,左⼿捏住距铆压D-SUB 约40㎜处,使其定位于铆压治具下座凹槽内,右⼿按下铆压按纽,进⾏铆压D-SUB;d.将铆压好之线材半成品进⾏⾃检,整齐摆放于⼯作台⾯上,以利后续⼯站作业; 2.设备治具: 铆压治具;3.管制项⽬与标准:a.线材不到位或超出D-SUB 边缘尺⼨:不可超出±0.8mm;b.铆压D-SUB 过程中,不可破损或刮伤,不到位;c.不良品貼上不良標簽,良品流⼊下⼀⼯站; 4.注意事项:a.铆压过程中,不可压损线材和D-SUB;b.铆压过程中,线材需推到位,且保证D-SUBpin 孔向上,⼤边朝左(右),线材红边向下(上);c.线材铆压好D-SUB 后,需按红边统⼀整齐摆放;d.部品的制程及材料,其环境关联物质必须符合环境管理系统⽂件:QM-002?环保⼿册?; 5.要点图⽰:(仅供参考)DB插頭Pin孔向上,⼤邊朝左統⼀⽅向擺置;物料盤DB插頭Pin孔向上,⼤邊朝左;線材紅邊向內,線材]⾸端頂⾄治具擋板邊緣;鉚壓上下模座鉚壓區域需貼"魔⿁貼",防⽌壓傷插頭;DB插頭Pin孔向上,⼤邊朝左;線材紅邊向內,線材]⾸端頂⾄治具擋板邊緣;鉚壓上下模座鉚壓區域需貼"魔⿁貼",防⽌壓傷插頭;五.鉚 1. b.c.右⼿取1pcs HL,窗⼝朝上,⼩边朝左(右),将pin 针刺破端平移放在⾊线上⾯,并使HL 两侧卡⼊底座定位槽中定位,⽬视摆放之HL 是否平稳且⽆偏斜后,右⼿按下⽓动开关进⾏铆压作业;d.將鉚好之線材半成品進⾏⾃檢,整⿑擺放于⼯作台⾯上,以利后續⼯站作業; 2.設備治具: 鉚壓治具; 3.制程項⽬與標准:a.线材第1pin 向上,HL 窗⼝向上,⼩边朝左(右),不可压反;b.⾊线需與HL 边缘平⿑;c.⾊线压⼊pin针内不可歪斜,pin针须完全刺破⾊线绝缘⽪,不可松动偏斜;4.注意事項:a.压接时推线不可⽤⼒过⼤, 以免⾊线铜丝外露造成电⽓隐患;b.HL须放平稳,不可歪斜;c.注意压接⽅向應附合藍圖要求;d.部品的制程及材料,其環境管理物制必頇符合環境管理系統⽂件: QM-002?环保⼿册?;5.六.装,压S R:1.作业步骤:a. IPQC确认物料与治具;b.左⼿取1条上⼯站流下之线材半成品, 使IDC窗⼝朝上,双⼿将之由上往下作180度反折,然后左⼿捏住IDC,使其定位;右⼿拿1PCS SR,使其顺IDC SR卡槽穿⼊,然后双⼿平衡⽤⼒,使其卡⼊IDC卡槽底部;c.将装好SR之线材半成品摆放于铆压治具前⽅,左⼿取1条线材半成品,使IDC pin孔向下,垂直放于铆压治具下座凹槽内,左⼿捏住距铆压IDC约40毫⽶处,使其定位铆压治具下座凹槽内,右⼿按下铆压按纽,进⾏铆压SR;d.对铆压好SR之线材半成品进⾏⾃检,并整齐摆放于台⾯上,以利后续⼯站作业;2.设备治具:铆压治具(氣壓6~7KG/CM,底模平整或無底模);3.管制项⽬与标准:a. SR卡点需卡到位,且不可漏装或装反;b. IDC不可破损;c.IDCpin孔向下,垂直放于铆压治具下座凹槽内d.反折过程中,排線不可突出HOUSING⾯2.5mm;e.装完SR后IDC與排線要扳成90度直⾓;f.不良品貼上不良標簽﹐良品流⼊下⼀⼯站﹔4.注意事项:a.SR反折⽅向应由下往上;b.装SR过程中,不可折断SR⾓或使主体破损;c.线材装好SR后,需按线材红边统⼀整齐摆放;d.需由經過線⾧訓練之作業員⽅可操作,不准私拆安全防護裝置;d.部品的制程及材料,其环境管理物质必须符合环境管理系统⽂件:QM-002?环保⼿册?;5.要点图⽰:(仅供参考)七.电测:1.作业步骤:a.IPQC确认物料和治具,并建⽴标准测试线,标⽰签名认可后, ⽅可投⼊⽣产使⽤;b.⾸先将待测之线材成品摆放于测试治具前⽅,双⼿取1条待测之线材成品,统⼀使IDC pin孔(或GA,D-SUB等)向下,红边朝上(下),平⾏垂直插⼊测试治具座,使其到位,测试机⾃动开始测试;c.当测试机显⽰屏幕,显⽰"PASS",绿⾊良品指⽰灯亮,并发出"嘟嘟"之响为良品,将线材顺插⼊⽅向平⾏垂直拔出,整齐摆放于⼯作台⾯上,以利后续⼯站作业;(测试员判定测试结果需⽬视指⽰灯或屏幕,不可只听声⾳提⽰来判定;d.当测试机显⽰屏幕,显⽰"FAIL",同时红⾊不良品指⽰灯亮,即为不良品,测试员需贴上不良标签,注明不良原因,填写不良品管制表;然后放⼊不良品箱中,待指定⼈员进⾏隔离修复;2.设备治具:测试机;3.管制项⽬与标准:a.多芯线系列:测试电压300V;测试时间:10ms;绝缘阻抗⼤于5MΩ;导通阻抗⼩于5Ω;单芯线系列:测试电压300V;测试时间:10ms;绝缘阻抗⼤于5MΩ;导通阻抗⼩于2Ω;b.测试过程中需平⾏轻插轻拔,不可刮伤插头或损坏测试座;c.頇確認設定參數和接點是否正確;c. 不良品貼上不良標簽﹐良品流⼊下⼀⼯站﹔4. 注意事项:b.IPQC需建⽴1条标准测试线,以2⼩时为1周期对测试机设定参数进⾏确认;(测试员离开座位,回位后需对测试参数进⾏确认);c.注意测试母座之及时更新,避免出现瞬间接触不良等,治具尽量制作成防呆;d.测试机⾮许可⼈员,严禁触摸使⽤;e.部品的制程及材料,其环境管理物质必须符合环境管理系统⽂件:QM-002?环保⼿册?;5.要点图⽰:(綠⾊良品指⽰燈紅⾊不良品指⽰燈顯⽰屏6.相關知識﹕a.導通測試﹕b.HT-POT測試c.使⽤Cirris⼋.贴标签:1.作业步骤:a.IPQCb.粘合緊密;C.对贴好贴纸之线材半成品进⾏⾃检,整齐摆放于⼯作台⾯上,以利后续⼯站作业;2. 设备治具:贴标签治具;3. 管制项⽬与标准:a.贴标签位置尺⼨依照蓝图尺⼨;b.贴纸需粘合紧密,不可偏移;c.贴纸不可刮伤,印字模糊,脏污等不良現象;d.不良品貼上不良標簽﹐良品流⼊下⼀⼯站﹔4.注意事项:a.贴纸位置尺⼨应符合篮图要求;b.贴纸需粘合紧密,不可偏移;c.贴纸不可刮伤、模糊、脏污﹔d.部品的制程及材料,其环境管理物质必须符合环境管理系统⽂件:QM-002《环保⼿册》;5.要点图⽰: (仅供参考)九.终检﹕1.作业步骤﹕a.IPQC確認物料與治具﹔b.⾸先將线材统⼀⽅向摆成⼀排,平置于⼯作台上,遵循从左⾄右的順序逐⼀逐部进⾏⽬视检测(注:不同检验区域可分⼈检验);c.线材如有脏污,需⽤⽩布沾去渍⽔擦拭⼲净(不可⽤甲烷擦拭脏污);d.將終檢OK之線材整齐摆放于⼯作台⾯上,以利后续⼯站作业;2.設備治具﹕⼿⼯作業﹔3.管制項⽬與標准﹕a.线材(包括分線)和IDC(GA,D-SUB…)有⽆破损或刮伤;b.成品及藍圖上標准的各部分尺⼨﹔c.標簽不可臟污,尺⼨需按藍圖要求粘貼;d.IDC(GA,D-SUB,)不可压反或压不到位;压接不可超长或后缩(±0.8㎜)e. SR不可漏装或装错;f.双⾯胶,醋酸胶布不可有开⼝,偏移,歪斜等不良;4.注意事項﹕a.检验员需经⽣产线长培训后,⽅可从事终检之⼯作,且需全⾯看清楚熟悉⼯程图⾯和相关检验基准;b.检验需对成品之物料规格和尺⼨位置进⾏判定;c.对外观不良之检出: I.物料和结构确认;如物料是否正确;结构组成是否与蓝图相符等;II. 物料损伤确认;线材,IDC是否刮损或破损;III. 成品及標簽脏污确认;d.部品的制程及材料,其环境关联物质必须符合环境管理系统⽂件:QM-002《环保⼿册》; 5.鐵殼,端⼦不可氧化刮損;⼿指盡量不要觸摸鐵殼;⼗a.線⾧根據藍圖和實際操作做好折線板﹐IPQC確認物料與治具﹔b.根據裁線板的折向折線﹐并要求將折痕按壓平整緊實﹔c.压紧折痕可采⽤橡⽪棰或其它不会敲伤线材的对象进⾏作业;d.折好之线材半成品进⾏⾃检,整齐摆放于⼯作台⾯上,以利后续⼯站作业;2.設備治具﹕折線治具﹔3.管制項⽬與標准﹕a.⽣产前頇試折⾄少5pcs,由線⾧和IPQC確認OK后﹐⽅可開始作業﹔b.折線尺⼨和⽅向依照藍圖為標准﹔c.線材折迭相互交合处,需相互平⾏重合,折痕需平整紧密(建议采⽤橡⽪棰进⾏此项作业);d.折線板標簽應有IPQC簽名⽅可使⽤﹔e.不良品貼上不良標簽﹐良品流⼊下⼀⼯站﹔4.注意事項﹕a.线材折线尺⼨,位置不可偏移,⽅向不可折反﹐頇將折痕按壓平整緊實﹔b.⽤橡⽪棰(或其它)捶压折痕时不可捶伤线材或插头;c.线材折好后,需按线材红边及印字统⼀整齐堆栈摆放;d.⽣产投线前,需将⼯作台⾯擦拭⼲净,⽅可安排⽣产,避免沾污线材;e.部品的制程及材料,其环境管理物质必须符合环境管理系统⽂件:QM-002?环保⼿册?;⼗⼀.固定扎帶﹕1.作業步驟﹕a.IPQC確認物料和治具;b.左⼿取1pcs线材,置于⼯作台⾯上,右⼿取1pcs扎带将之穿⼊线束上,使其在线束上可推动⽽不会松脱,将束好扎带之线材放在定位板上,使之依照定位板上的尺⼨定位好,左⼿握住线材中间位置,双⼿合⼒将扎带拉紧,使扎带紧贴线材圆筒即可;c.左⼿固定线材,右⼿拿⼀斜⼝钳,将伸出扎带头的扎带剪掉,d.对剪好扎带之线材进⾏⾃检,整齐摆放于⼯作台⾯上,以利后续⼯站作业;2.設備治具:尺⼨定位板;斜⼝鉗;3.管制項⽬與標准:a.扎带需按正确⽅向和正确尺⼨扎緊;b.扎带扎紧尺⼨和线材圆筒尺⼨⼀致,不可将线材扎扁;c.不良品貼上不良標簽,良品流⼊下⼀⼯站;4.注意事項:a.扎带位置需按蓝图要求尺⼨作业;b.穿扎带应按正确⽅法穿⼊,不可漏穿或穿反扎带;c.打扎带不可将线材剪伤或剪断扎带;d.部品的制程及材料,其环境管理物质必须符合环境管理系统⽂件:QM-002?环保⼿册?;5.要點圖⽰:(僅供參考);⼗⼆.插珍珠板;1.作業步驟:a.IPQC確認對物料進⾏確認;b.⾸先将线材整齐摆放于台⾯上,左⼿捏住线材靠近GA处,使GA Pin针朝上,右⼿取⼀PCS 珍珠板,将其对准Pin针,⽤右⼿拇指将珍珠板压向Pin针,使Pin针的针尖全部陷⼊珍珠板中;c.对插好珍珠板之线材进⾏⾃检,整齐摆放于⼯作台上,以利后续⼯站作业;2.設備治具:⼿⼯作業;3.管制項⽬與標准:a. 插珍珠板过程中要注意⼒度,不可⽤太⼤⼒⽓使珍珠板变形或使Pin针歪针.b. ⼩⼼作业,防⽌Pin针刺破⼿指;c. 需要求作业员落实⾃检,如有不良品,在不良处需贴上不良品标签,放⼊红⾊指定胶盒内;4.注意事項:a.不可使GA掉针或斜针;b.不可将GA Pin针漏插进珍珠板中;c.⼩⼼作业,不可刺破⼿指;d.部品的制程及材料,其环境管理物质必须符合环境管理系统⽂件:QM-002?环保⼿册?; )5.要點圖⽰:(僅供參考⼗三.裁套管:1.作業步驟:a.IPQC確認物料與治具;b.⾸先将套管放⼊裁切治具下座内,使套管⾸端顶⾄裁切尺⼨定位挡板上,左⼿按住距裁切⼑约40㎜处定位,然后脚踩踏板开关进⾏裁切;c.对裁切好之套管进⾏⾃检,整齐摆放于⼯作台上,以利后续⼯站作业;d.其它類似物料如編織網,透明膠管,等等均照此⽅法裁切;2.設備治具:裁切治具;3.管制項⽬與標准:a. 裁切尺⼨頇按照藍圖要求裁切;b. 切⼝须平齐,且不可有⽑邊等不良;c.需要求作业员落实⾃检,如有不良品,在不良处需贴上不良品标签,放⼊红⾊指定胶盒内;4.注意事項:a.裁切尺⼨需符合要求;b.切⼝须平齐,需⼩⼼作业,防⽌⼑⽚割伤⼿指;c.部品的制程及材料,其环境管理物质必须符合环境管理系统⽂件:QM-002?环保⼿册?;⼗四.包裝⼯站:1.包裝前先看包裝作業規范:a.⾸先看清包規適應料號與客户,版次等.b.確認無誤后確認包裝材料是否符合圖⾯要求,并調整紙箱的位置將紙箱正⾯朝上.c.看包裝⽅式,核對包裝圖⽰;d.核對標⽰單内容,將内外箱標簽分開,將整數,零數標簽分開,分別放進不同標簽柜標⽰欄位中.2.包裝作業:a.⽤橡⽪筋(或魔帶)按照圖⾯的數量要求將产品扎成1束后,依包裝⽅式進⾏包裝;b.初次⽣产需由制⼯PE⼯程師和IPQC確認包規,確認OK后,⽅可開始作業;c.對包裝數量進⾏再確認:認真清點每⼀扎,每⼀層,每⼀箱的數量;★扎成束后點清PCS數量是否正確;★滿⼀層后點清扎數是否正確;★裝完之后點清層數是否正確;d.包裝OK之后需貼上”待檢驗”標⽰單;e.貼外箱和内箱標簽時,需對每PCS標簽進⾏核對,確認内容無誤后⽅可使⽤;3.包裝材料對照表:FLAT CABLE常⽤的紙箱為:080-0104-320;080-0133-320;080-0134-320;4.标签粘贴⽅式:1.海外包装:a.出COMPA貼綠⾊標簽;b.出其它客户貼⽩⾊標簽;c.除底層隔板外,其它層次的隔板需貼上標簽;2.PCE包裝: a.貼黄⾊標簽;b.隔板不需貼標簽;。
DCS工艺流程图识别浅谈

6、 测量点图形符号的表示方法识别
7、 仪表安装位置的图形符号识别 1)就地安装仪表 2)集中仪表盘面安装仪表 3)控制室内 DCS 显示仪表 4)连锁
8、 流程图中常见设备图形识别 1) 塔
脱低塔
吸收塔
PDF 文件使用 "pdfFactory Pro" 试用版本创建
1) 主要物料管道、辅助物料管道、引线、管件、阀门、仪表线和设备轮廓线一般 均用直线表示,区别在于线宽,一般主要物料管道用较粗线宽,辅助物料管道稍细, 引线、管件、阀门、仪表线和设备轮廓线用普通细线,最细。例如下图
2) 隔热管(热保温)
3) 隔冷管(冷保温)
4) 伴热管
5) 夹套管
PDF 文件使用 "pdfFactory Pro" 试用版本创建
说明 碳钢 非金属 不锈钢 衬里及内防腐
说明 保温 保冷
1
2
代号 1 2 3 4 设备类别代号符号识别
字母 E P R V C X
3
4
表示 设备类别代号 主项编号 同类设备中的设备顺序号 相同的设备尾号
说明 换热器 泵 反应器 容器 压缩机 其他设备
PDF 文件使用 "pdfFactory Pro" 试用版本创建
说明 故障关 故障开 故障保持
1
2
3
4
代号 1 2 3 4 5 6
表示 物料代号 主项编号 管道顺序编号 管道公称直径 管道等级号 隔热、隔声代号
5
6
PDF 文件使用 "pdfFactory Pro" 试用版本创建
(1)物料代号识别
字母 PL PG PGL VE VT CWS CWR RWS RWR LWS LWR HWS HWR HOS HOR LS SC DW PW DR YS (5)管道等级号识别
工艺流程图 标注代号
号 火炬烟 囱 S 容器 V 其他机械 M 其他 计量 设备 设备 X W
脱盐水 排液、排水 DM
饮用水
DR DW 循环冷 高压蒸汽 仪表空气 却水回水 HS HW IA 工艺气体 工艺液体 工艺水 PG PL PW 伴热蒸汽 真空排放气 放空气 TS VE VT
衬里及 内防腐 H
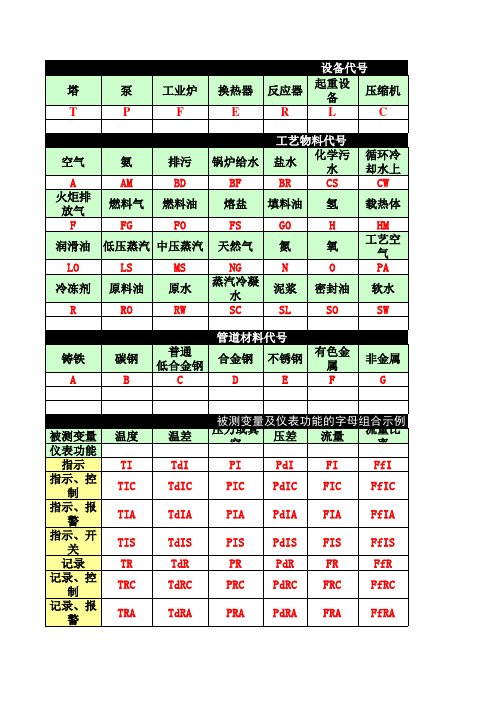
组合示例 分析 AI AIC AIA AIS AR ARC ARA ARS AC ACT 密度 DI DIC DIA DIS DR DRC DRA DRS DC DCT 粘度 DI DIC DIA DIS VR VRC VRA VRS VC VCT
温差 TdI TdIC TdIA TdIS TdR TdRC TdRA TdRS TdC TdCT
被测变量及仪表功能的字母组合示例 压力或真空 压差 流量 流量比率 PI PIC PIA PIS PR PRC PRA PRS PC PCT PdI PdIC PdIA PdIS PdR PdRC PdRA PdRS PdC PdCT FI FIC FIA FIS FR FRC FRA FRS FC FCT FfI FfIC FfIA FfIS FfR FfRC FfRA FfRS FfC ——
塔 T
泵 P
工业炉 F
换热器 E
反应器 R
设备代号 起重设 压缩机 备 L C
工艺物料代号 空气 A 火炬排 放气 F 润滑油 LO 冷冻剂 R 氨 AM 燃料气 排污 BD 燃料油 锅炉给水 BF 熔盐 盐水 BR 填料油 化学污水 CS 氢 循环冷 却水上 CW 载热体
FG FO FS GO 低压蒸汽 中压蒸汽 天然气 氮 LS MS NG N 原料油 原水 蒸汽冷凝水 泥浆 RO RW SC SL 管道材料代号
化工工艺图培训课件ppt52页
7.1化工工艺流程图
7.1.1 工艺方案流程图
工艺方案流程图,又称原理流程图或物料流程图。
1.工艺方案流程图的作用和内容
作用 工艺方案流程图是用来表达整个工厂或车间生产流程的
图样,它是一种示意性的展开图,以表示化工生产中由原料转化为 成品或半成品的来龙去脉及所采用的设备。
内容
(1)设备示意图; (2)设备名称和位号; (3)物料和动力管道的流程线; (4)必要的文字注解。
温度 T TI
TIC TIA TIS TR TRC TRA TRS TC TCT
TA TS TL
温差 TD TdI
TdIC TdIA TdIS TdR TdRC TdRA TdRS
Tdc TdCT
TdA Tds TdL
压力或 真空 P
PI PIC PIA PIS PR PRC PRA PRS PC PCT PA
在图样的右上角画出方向标,作为管道安装的定向基准;
④相同设备序号表示同一设备位号下数台设备的顺序号,用大写英文字母表示。
③设备序号是该车间或工段内设备的顺序号,也要求用两位数表示。
建筑平面图是假想用一水平的剖切面沿门窗洞的位置将房屋剖切后,将留下的部分按俯视方向在水平投影面上作正投影所得到的图样
。
优点:制作简单,施工较快:缺点:金属用量多,造价高并须经常进行维修保养。
AA AS AL
密度 D DI
DIC DIA DIS DR DRC DRA DRS DC DCT DA
DS DL
位置 Z ZI
ZIC ZIA ZIS ZR ZRC ZRA ZRS ZC ZCT ZA
化工工艺流程图的画法讲作

PPT文档演模板
2023/5/11
化工工艺流程图的画法讲作
化工工艺流程图
PPT文档演模板
化工工艺流程图的画法讲作
化工工艺流程图
化工工艺流程图是化工工艺图中工艺流 程性质的图样,它是用来表达工艺生产流 程的。
由于它们的要求各不相同,其内容、重点 和深度也不一致,有若干种类。
因此,它不仅是设计、施工的依据,而且也是企 业管理、试运行、操作、维修和开停车等各方面所 需同的完整技术资料的一部分。
PPT文档演模板
化工工艺流程图的画法讲作
工艺管道仪表流程图(PID)的基本内容
1.用规定的类别图形符号和文字代号表示装置 工艺过程的全部设备、机械和驱动机,包括 需就位的备用设备和生产用的移动式设备, 并进行编号和标注。
化工工艺流程图的画法讲作
(3)仪表位号
在检测控制系统中,构成一个回路的每个
仪表(或元件)都应有自己的仪表位号。仪
表位号由字母与阿位伯数字组成。第一位字
母表示被测变量,后继字母表示表的功能。
一般用三位或四位数字表示装置号和仪表序
号。
•T I-11
01
•序号
•装置号
•功能字母代号
PPT文档演模板
•被测变量字母代
PPT文档演模板
化工工艺流程图的画法讲作
1.工艺管道及仪表流程图
序号
1
考核内容
考核要点
排布合理,卷面清晰
流程走向
设备齐全
评分标准
排布不合理,交叉过多,线条杂 乱,卷面涂改过多,不整洁清晰, 流程错误
主要设备丢失,次要设备丢失
信号线
2 控制回路 仪表
控制点
信号线走向不正确 仪表图形符号及位号不正确
工艺流程图 标注代号

VCT
设备代号
塔
泵
工业炉
换热器
反应器
起重设 备
压缩机
T
P
F
E
R
L
C
空气
A 火炬排
放气 F
氨 AM 燃料气 FG
排污 BD 燃料油 FO
锅炉给水 BF
工艺物料代号
盐水
化学污 水
BR
CS
熔盐 填料油 氢
FS
GO
H
润滑油 低压蒸汽 中压蒸汽 天然气 氮
氧
LO 冷冻剂
R
LS 原料油
RO
MS 原水 RW
NG 蒸汽冷凝
HW
DW 仪表空气
IA
工艺液体 工艺水
PL
PW
真空排放气 放空气
VE
VT
衬里及 内防腐
H
组合示例 分析
AI AIC
AIA
AIS AR ARC
ARA
密度 DI DIC DIA DIS DR DRC DRA
粘度 DI DIC DIA DIS VR VRC VRA
ARS
DRS
VRS
AC
DC
VC
ACT
DCT
温差
TdI TdIC
压被力测空或变真量及压仪差表功能流的量字母组流合量率示比例
PI
PdI
FI
FfI
PIC PdIC FIC FfIC
TdIA
PIA PdIA FIA FfIA
TdIS TdR TdRC
PIS PdIS FIS FfIS
PR
PdR
FR
FfR
PRC PdRC FRC FfRC
TdRA
化工工艺图样—流程图的表达方法(化工制图课件)

代号 S W O J N
备注 采用蒸汽伴管和保温材料 采用热水伴管和保温材料 采用热油伴管和保温材料 采用夹套管和保温材料 采用隔声材料
10、阀门及管件的画法与标注
在化工工艺流程图中,一般用细实线按规定的图形符号全部绘制出管道上的阀门、管件和管道附件 (但不包括管道之间的连接件,如弯头、三通、法兰等),但为安装和检修等原因所加的法兰、螺纹连 接件等仍要画出。
公称压力P /b 900
1500
2500
公称压力P /MPa 15
26
42
管道公称压力等级(用于国内标准,摘自HG/T20519-2009)
公称压力P /MPa 代号 公称压力P /MPa 代号 公称压力P /MPa 代号
0.25
H
0.6
K
1.0
L
1.6
M
6.4
Q
2.5
N
10.0
R
4.0
P
16.0
S
名称 主要物料管道
图例
粗实线 0.9~1.2 mm
名称 电伴热管道
图例
其他物料管道
中粗线 0.5~0.7 mm
夹套管
引线、设备、管件、阀 门、仪表等图例
细实线 0.15~0.3 mm
管道隔热层
仪表管道
原有管线 伴热(冷)管道
电动信号线
翅片管
气动信号线
柔性管
管线宽度与其相接的新 管线宽度相同
同心异径管
压力等级代号用大写英文字母表示,A-G 用于ASME标准压力等级代号。H-Z用于国内压 力等级代号(IJOX不用),如表所示:
管道材质类别用大写英文字母表示,材料 等级信息号由阿拉伯数字表示,见表:
封装工艺中倒装(FC)工艺和材料介绍

Temperature vs. Viscosity, Flow Rate
3
2.5
2
1.5
80-100°C is
1
recommended
0.5
0
60
80
100
120
PCB Prebake UF plasma clean
Underfill Underfill cure
Reduces underfill viscosity
By substrate topography
Flux residue
By moisture contamination
By cleaning residue
Major defects in Flipchip and UF
▶ Moisture Void
Major defects in Flipchip and UF
▷ Substrate type ▷ Plasma condition: Power (watt) & Time ▷ Heat block temperature ▷ Dispensing pattern
Causes
Countermeasures
Because of weak interaction
Why use flip chip?
Smallest Size Highest Performance Greatest I/O Flexibility Most Rugged Lowest Cost
Process flow of Super FC
FOL 2 (Memory)
Wafer Backgrind 2 Wafer Mount 2 Wafer Saw 2
化工工艺流程图68张课件

E204
VN1E204
VI2E204 VI1E204
氮气 出装置
至D104 出装置
去C401 去C401底
C203
TI 2060
P203
A202
TI 2046
E203
FIC 2010
循环冷水
VN1E203
设计 绘图
DR1010
VI3E203 VI1E203 VI2E203
不合格油线 重石脑油 短循环
AI AIC AIA AIS AR ARC ARA ARS AC ACT
密度
DI DIC DIA DIS DR DRC DRA DRS DC DCT
粘度
VI VIC VIA VIS VR VRC VRA VRS VC VCT
流量检测仪表和检出元件的图形符号(摘自HGJ 7-87)
序号 名称
图形符号 备注 序号 名称
符号包括图形符号和字母代号,它们组合 起来表示工业仪表所处理的被测变量和功能, 或表示仪表、设备、元件、管线的名称。
图形符号 字母代号 仪表位号
TIC 2004
FIC 2009
C202
去E401
TI 2039
VI1C203
FI 2025
TI 2040
LIC 2004
E202
FR P208
FIC 2008
工艺气体 工艺液体 工艺水 冷冻剂 原料油 原水 蒸汽冷凝水 泥浆 密封油 软水 伴热蒸汽 真空排放气 放空气
原料换热部分
平衡线接分馏塔C-102蒸发段
VI3D3101
原料油进装置 VI1D3101
D-3101 原料油缓冲罐
减渣南蒸馏来 VI1D3101 开工柴油来 VI7D3101 开工蜡油来 VI6D3101
工艺流程设计-流程图

CW0401——32x3.5A1A—C H
2023/11/2
(五)管道仪表流程图
管道的公称压力 PG1310-300 A1A-H
管道材质类别 顺序号
代号 A B C
D
管道材质编号
材料名称 铸铁
代号 E
碳钢
F
普通低合金钢
G
合金钢
H
材料名称 不锈钢 有色金属 非金属
衬里及内腐蚀
2023/11/2
2023/11/2
(a)管道相连
(b)管道交叉
(二)工艺流程图的阅读
进
出
表示管道与其他图纸有关,一般在图的左方或右方,在空心 箭头内注明与其相关图纸的图号或序号,在其上方注明来或 去的设备位号或管道号或仪表位号。
2023/11/2
(二)工艺流程图的阅读
• 2.4 工艺流程图中阀门、管件图例
截止阀
管道仪表流程图的标注
2.管道的标注
(1)管道编号对象 所有的管道均要标注管道号。但下列情况除外: ①随设备、机械一起加工和配置的管道。 ②设备管口与设备管口直连,中间不需加短管者。
2023/11/2
(五)管道仪表流程图
③设备管口上直接接阀门、盲板等无管道连接的接管口。 ④管道上的放空管、导淋管。 ⑤设备上、机械上、管道上的伴热管和夹套。 ⑥控制阀的旁路管、切换使用的小型管件或阀组的相同 备用(或旁路)管。 ⑦仪表管线。
闸阀
球阀
直流截止阀
螺纹管帽 管端盲板
管帽
法兰连接 管端法兰(盖) 鹤管
三通截止阀
2023/11/2
三通球阀
四通球阀
四通旋塞阀
(二)工艺流程图的阅读
截止阀
工艺流程图解
(带控制点的工艺流程图,工艺管道及仪表流程图)
这几种图由于要求不同,其内容和表达的重点也不一 致,但彼此之间却有着密切的联系。
02
1.2 工艺流程框图
※ 工艺流程框图是绘制工艺草图的依据。 ※ 框线用细实线,箭头线用粗实线; ※ 框内写化工过程(化工单元操作); ※ 操作条件及物料写在框外。
比例:不要求
图幅:A1 , A2 、 A3或加长其长边;
施工图设计需出图时用A1.
1.4 物料流程图
1.4.3 绘制步骤 ⑴先画图形 从左到右 按工艺流程顺序依次用 细实线画设备图例。 ⑵画管线 主物料管线用粗实线; 辅助物料管线用中实 线。 ⑶表格
⑷填写标题栏
序号 名 称 Kg/h- W% 1
反应器
R
泵
P
工业炉
F
压缩机、风机 C
容器
V
换热器
E
起重运输设备 L
其他设备
X
其他机械
M
1.5 带控制点的工艺流程图(PID)
②主项编号:按工程负责人给定的主项编号填写,采用 两位数字,从01—99.
③设备顺序号:按同类设备在工艺流程中流向(从左到 右,由上向下)的先后顺序编制,采用三位数表示,第 一个数表示设备所在楼层,后两位为顺序号01—99.
④相同设备的数量尾号:两台或两台以上相同设备并联 时,它们的位号前三项完全相同,用不同的数量尾号予 以区别,按数量和排列顺序依次以大写英文字母A、B、 C…作为每台设备的尾号。在设备一览表中可表示为A/C 或A-C.如:P05102A-C
1
乙苯 191 18
2 对二甲苯 191 18
3 间二甲苯 424 40
工艺流程图说明

编号.
3.修改或增加的部分要在文字前标记" " 或"+"号.
4.如是"无铅产品"需备注说明.
5.在页内建立一个小表格,将该型号所有制程的FC
编号列入其中(不需写版次)如下表.
6.第一次发出时因未知FC编号可将位置空出待编号
后手写上去.
制程类别
FC NO
插件生产
成品生产
编制 :
审核 :
批准 :
To : From :
工艺流程图/Process Flow Chart
Model :
No. : Date :
图例 STAR
END
零件名称
物料停放图板 意议说明 流程开始 物料(表示物料停放加工) 等待 半成品/成品组件
电阻 物料总数 X1
START
操作工序名称
1
分板及插焊零件并剪脚
序号 2
3
操作(加工) 4
质量检验
数量检验 延迟/暂停 搬运 加工并质检(外主内次) 质检并加工(外主内次) 数检并质检(外主内次)
表示修改 表示新增 流程结束
5
END
1.排版工整,字体统一,一般主在线的工序字体要比
副在线的大,且主线加粗,副线稍细.
2.同一型号的FW尽量用一页完成,如需多页,要在此表
右下角注明分ห้องสมุดไป่ตู้情况,注意:同一型号的FW使用同一
化工工艺流程图的画法讲作ppt课件
编辑版pppt
6
工艺编原辑则版p流pp程t 图
7
工艺原则流程图通常采用按工艺流程顺序,
自左至右展开图的形式表示,设备以示意 的图形或符号表示(表7-2),并用细实线 画出,流程图中的主要物料流程的流程线
用粗实线表示,流程方向用箭头画在流程 线上。
当物料经过设备产生变化时,可在流程的
起始部分和物料产生组分变化的设备之后, 在流程线上用指引线引出并列表标注(指 引线及表格线皆用细实线绘制)。标注出 物料变化前后各组分的名称、流量、质量 分数或摩尔分数和每项的总和数等(标注 项目可按需要酌量增减)。
编辑版pppt
8
某丙烯酸甲酯装编置辑版局pp部pt 工艺原则流程图
9
三、工艺管道仪表流程图(PID)
也称带控制点的工艺流程图。是借助统一规定的 图形符号和文字代号,用图示的方法把建立石油化 工工艺装置所需的全部设备、仪表、管道、阀门及 主要管件,按其各自功能,在满足工艺要求和安全、 经济的前提下组合起来,以起到描述工艺装置的结 构和功能的作用。
符号包括图形符号和字母代号,它们组合 起来表示工业仪表所处理的被测变量和功能, 或表示仪表、设备、元件、管线的名称。
图形符号 字母代号 仪表位号
编辑版pppt
25
TIC 2004
FIC 2009
C202
TI 2039
1
VI1C203
FI 2025
LIC 2004
TI 2040
E202
FIC
TIC
2008
PI PIC PIA PIS PR PRC PRA PRS PC PCT
PdI PdIC PdIA PdIS PdR PdRC PdRA PdRS PdC PdCT
动图更震撼分分钟看懂成型、表面加工、连接、切割等4类120工艺CMF设计师收藏起来!
动图更震撼分分钟看懂成型、表面加工、连接、切割等4类120工艺CMF设计师收藏起来!作为CMF设计师,各种材料的加工工艺必定接触的不少。
今天,小编为大家汇总的成型、表面加工、连接、切割等四个方面共120+工艺动图,希望能对大家有所帮助。
成型注塑一种工业产品生产造型的方法。
产品通常使用橡胶注塑和塑料注塑。
注塑还可分注塑成型模压法和压铸法。
注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注塑成型是通过注塑机和模具来实现的。
模内装饰镶嵌注塑,简称IML,它是指在填充的同时,对塑料件表面进行印刷与装饰,来提高塑料制品的附加价值,及提升生产效率。
其工艺非常显著的特点是:表面是一层硬化的透明薄膜,中间是印刷图案层,背面是塑胶层,由于油墨夹在中间,可使产品防止表面被刮花和耐摩擦,并可长期保持颜色的鲜明不易退色。
挤出物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法。
旋转成型又称滚塑成型、旋塑、旋转模塑、旋转铸塑、回转成型等,该成型方法是先将计量的塑料(液态或粉料)到加入模具中,在模具闭合后,使之沿两垂直旋转轴旋转,同时使模具加热,模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为与模腔相同的形状,再经冷却定型、脱模制得所需形状的制品。
吹塑也称中空吹塑,是一种发展迅速的塑料加工方法。
热塑性树脂经挤出或注射成型得到的管状塑料型坯,趁热(或加热到软化状态),置于对开模中,闭模后立即在型坯内通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,经冷却脱模,即得到各种中空制品。
辊压成型工艺指依靠材料的塑性移动特性,采用滚动挤压的原理成形各种复杂制件的工艺。
吸塑一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,并应用于各行各业的一种技术工艺。
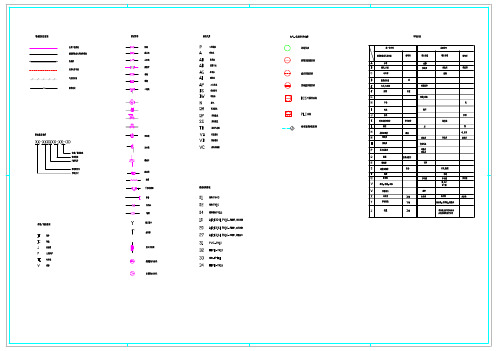
化工工艺流程图制图标准与基本图例1

ORIFICE TYPE FLOW INSTRUMENT
ROTAMETER
MASS FLOW METER
POSITIVE DISPLACEMENT METER VORTEX METER
PG PRESSRE GAUGE
PG PRESSURE GAUGE WITH DIAPHRAGM
样分析
A
d
样分析( )
E
F
H
全阀
I
L 锁 开,锁 关
O
P 漏斗
Q
8
R
S
道视镜
T
V
保温
W
Y
蒸汽伴热
成分分析
报
量 手动
面(或界面) 压力(或 )
温 重量
测量元件
指示
孔
积算 记录或打 联锁 变送 调节阀
辅助功
HH 示 LL 示
五、图 标识说明
F0305-2002-0
本 图 项目
、 体代
NF 火 气
DHA 烃类 污油
FA
MS VVVF
DT
FLAME ARRESTER SILENCER MESH SCREEN VARIABLE VOLTAGE VARIABLE FREQUENCY AIR TRAP
SWING BEND
THREE WAY VALVE (FOR SANITARY SERVICE)
LOCAL MOUNTED LOCAL PANEL MOUNTED
ROOTS BLOWER FAN VACUUM PUMP
DRUMCAN PUMP (AIR PUMP)
SHELL & TUBE TYPE HEAT EXCHANGER
化工工艺流程图制图图例
A B C
PCV PSV RD
B
GATE VALVE GLOBE VALVE
BALL VALVE DIAPHRAGM VALVE SANITARY TYPE DIAPHRAGM VALVE BUTTERFLY VALVE NEEDLE VALVE THREE WAY VALVE CHECK VALVE FLUSH BOTTOM VALVE OPEN DRAIN OR FUNNEL OPEN DRAIN OR FUNNEL OPEN DRAIN OR FUNNEL SLIDE GATE VALVE
DCS集中控制仪表 盘面指示仪表 现场仪表 自保联锁系统仪表(PLC)
调节阀(气源故障阀门开)
调节阀(气源故障阀门关)
调节阀(气源故障阀门保位,信号开) (气源故障阀门保位,信号关)
气动信号线 电动信号线 DCS软连接 孔板
2. 组合代号
PA 压力报警 PC 压力调节 PIA 压力指示报警 PIC 压力指示调节 PICA 压力指示控制报警 PG 现场压力指示 TG 现场温度指示 TI 温度指示 TIC 温度指示调节 LA 液位报警 LG 现场液位指示 LIC 液位指示调节
SC-02
PSV 1002
截止阀 蝶阀 止回阀
LO LC
减压阀
Y形,T形过滤器
疏水阀
软管接头
阻火器
取样分析 取样分析(冷却)
安全阀 锁定开,锁定关 漏斗 8字盲板 管道视镜 保温 蒸汽伴热
字 母 第一字母(被测变量) 后继字母(功能) 备 注
A
成分分析
报警
d
差
E
测量元件
F
流量
H
手动遥控
高限
HH表示高高限
化工工艺流程图
加氢裂化命题方向依照流程描述画图带仪表控制点的流程图改错延迟焦化命题方向依照流程描述画图按照给定流程图叙述出方案工艺管道仪表流程图(PID)阀门的设置化工工艺流程图化工工艺流程图化工工艺流程图是化工工艺图中工艺流程性质的图样,它是用来表达工艺生产流程的。
由于它们的要求各不相同,其内容、重点和深度也不一致,有若干种类。
总工艺流程图工艺原则流程图(方案流程图)工艺管道仪表流程图(PID)一、总工艺流程图也称物料平衡图,它是在设计或开发方案时,为总说明部分进行可行性论证时提供的图样,用于表示全厂各生产装置之间主要的流程路线及物料衡算的结果。
图中各车间(工段)用细实线画成长方框来表示,流程线中的主要物料用粗实线表示,流程方向用箭头画在流程线上,图上还需注明车间名称、原料及半成品的名称、平衡数据和来源去向等。
二、工艺原则流程图也称物料流程图,是在总工艺流程的基础上,分别表示各车间内部工艺物料流程。
一般是以装置为单位,以图形与表格综合的表达形式,反映工艺设计计算中的物料衡算与热量衡算等的图样。
它是全厂总工艺流程图或物料平衡图的基础上,对某一具体装置生产过程的进一步展示。
它既可用作提供审查的资料,又可作为进一步设计的依据,还可供生产操作时参考。
工艺原则流程图工艺原则流程图通常采用按工艺流程顺序,自左至右展开图的形式表示,设备以示意的图形或符号表示(表7-2),并用细实线画出,流程图中的主要物料流程的流程线用粗实线表示,流程方向用箭头画在流程线上。
当物料经过设备产生变化时,可在流程的起始部分和物料产生组分变化的设备之后,在流程线上用指引线引出并列表标注(指引线及表格线皆用细实线绘制)。
标注出物料变化前后各组分的名称、流量、质量分数或摩尔分数和每项的总和数等(标注项目可按需要酌量增减)。
某丙烯酸甲酯装置局部工艺原则流程图三、工艺管道仪表流程图(PID)也称带控制点的工艺流程图。
是借助统一规定的图形符号和文字代号,用图示的方法把建立石油化工工艺装置所需的全部设备、仪表、管道、阀门及主要管件,按其各自功能,在满足工艺要求和安全、经济的前提下组合起来,以起到描述工艺装置的结构和功能的作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
凝汽器
凝汽器
循环水冷却水
循环水冷却水塔
污水站工艺流程简图
Ca(OH)2
PAM
FeSO4 Ca(OH)2
废水
废水池
废水泵
一级反应槽 料浆 一级斜板 溢流水 二级反应槽 料浆
PAM
料浆
底流
二级斜板
溢流水 返滴酸
清水池 中水回收利用
底流
Ca(OH)2 泥浆池 泥浆
PAM 浓缩池 溢流水
底流 PAM
带压机 滤液 滤液池
吸收
98.5%硫酸
硫酸产品
供磷酸
98%酸或95%酸
硫酸分厂工艺流程图(详细)
热电厂
来自脱盐站的脱盐水
废锅过滤器
脱盐水加热器
原料系统 S或FeS2 给料系统
循环泵
汽包
省煤器
除氧器
给水泵
空气
风机
焙烧炉
废热锅炉
渣场
废渣输送皮带 临时堆场 Ⅳ换热器壳程
Ⅰ换热器壳程
转化器一段 Ⅰ换热器管程
电除尘器
洗涤塔
冷却塔
皮带输送机
斗提机
液氨来自氨罐区
返
料
斗提机
筛分机
斗提机
成品筛分机
破碎机
皮带输送机
皮带输送机
冷却器
去散库或成品库 包裹筒
热电分厂工艺流程图
合格气体
脱盐水 0.02MPa 104℃
煤仓
1#锅炉
2#锅炉
3#锅炉
1#风机
2#风机
3#风机
高压蒸汽3.4MPa
1#
2#
汽
汽
轮
轮
机
机
3#
4#
汽
汽
轮
轮
机
机
中压蒸汽1.0~1.4MPa 低压蒸汽0.35~0.45MPa
过滤
DAP、 PPA等
浓磷酸
浓缩
磷石膏
氟硅酸
磷石膏渣场
瓮福蓝天
湿法磷酸工艺流程图
来自选矿厂63~68%矿浆 来自硫酸厂95~98%硫酸
池 混合气体 水
预
冷
回浆 低位闪
返
3
2
1
冷蒸发
酸
室
凝 器
4
5
6
反应槽
热
水
槽
混
消
消
消
合化化Fra bibliotek化 料浆泵
气
槽
槽
槽
体
A
B
C
循
不
环
凝
水
气
饱和气体
体
冷
排
凝 器
空
酸滴
FSA
分离器
煤
热电
硫磺 硫铁矿
蒸汽
硫酸
全厂工艺概览
蒸汽
硫酸
稀磷酸
磷酸
MAP
生活污水
SA PA AlF3 DAP MAP 污水收集
水处理
浓磷酸
DAP
回收到系统
排放
硫铁矿 硫磺
FeS2 S2
硫酸分厂工艺简图
烟
沸腾 气 干法
湿 法
焙烧
除尘
净
化
副产3.82MPaG, 450℃蒸汽到 热电发电
SO2
干燥
转化
SO3
SO3
分
离
真空泵 饱和气体 酸滴
器
作滤布冲洗水
浓
缩
热水泵
浓酸泵
蒸 发
室
合格气体
工艺水
风机
洗 涤 器
一 洗
二 洗
三 洗
四 洗
循环泵
尾洗收集槽 尾洗液排放泵
初稀 滤酸 区区
返洗 酸水 区区 过滤机
翻吸 盘干 区区
磷石膏
稀酸泵
返酸泵
洗水泵
送至下游装置 浓 酸 槽
池 循 产品酸泵 水环
水 去磷石膏渣场
再 浆 槽
磷石膏渣浆泵
三缸泵
器
冷
冷
缓冲罐 氨蒸发器
气氨
凝 水
中和度0.92~1.02
凝 水
冷凝水槽 去循环水系统
供氨车间
DAP装置工艺流程图
98%浓硫酸来自硫酸分厂
磷酸贮槽 低压蒸汽
45~48% 浓磷酸
气氨
预中和槽
洗涤液 氨洗涤器
反应、造粒洗涤器
尾气洗涤器
氨蒸发器 冷凝水
缓冲槽
造粒机(管反)
液 氨
干燥机
旋风除尘器
排空 烟囱
95%硫酸,53℃
SO2 风机
干燥塔
一、二电除雾器
转化器二段
98.5%硫酸,53℃
Ⅱ换热器管程
一吸塔
195℃
省煤器
Ⅳ换热器管程
转化器四段
98.5%硫酸,72℃
二吸塔
成品酸塔 98wt%H2SO4
Ⅲ换热器
转化器三段
Ⅱ换热器壳程
硫酸贮罐
去下游装置
酸泵
硫酸
磷酸分厂工艺简图
磷精矿浆 反应
MAP
稀磷酸 稀磷酸
溢流水
Ca(OH)2 反应槽
中水
滤饼送到渣场
底流 溢流水
料浆 PAM
二级斜板
瓮福磷肥厂主要生产工艺流程图(总结)
采矿 去硫铁矿渣场 S或FeS2 焙烧
破碎、磨矿
选矿 尾回 矿水
尾矿库
磷酸浓密
废锅
净化、转化、吸收 H2SO4 反应过滤
中、低压蒸汽送各用户
电(并网)
汽机
SA
热电锅炉 PA AlF3 DAP
MAP
稀
磷
MAP反应
浓缩、干燥
酸
浓缩 氨罐区
浓 磷 酸
DAP预中和
DAP管反
冷却包装
磷酸一铵
(48万吨/年)
生活污水
污水收集
工业污水处理 130t/h
排放
回收到系统
造粒干燥 破碎筛分
包裹
磷酸二铵 冷却包装
(120万吨/年)
循 环 水
FSA
冷
洗
凝
涤
器
器
进 入 循 环 水
FSA 密 封 槽
FSA循环泵
稀 酸 槽
稀酸泵
料浆法制粉状MAP工艺流程图
合格气体排空
沉降室
干
燥
成品库
塔
热风
二
原 热风炉
磷酸分厂 25~28%稀磷酸 反
次
生
蒸
蒸
汽 1.40~1.46g/ml 汽 1.51~1.58g/ml
5~8MPa
应 Ⅱ效蒸发器 Ⅰ效蒸发器