板框压滤机三级保养记录表
设备维护、检查、修理三级保养记录表

设备名称操作工负责设备日常维护保养内容电动机所属部门生产部日期年月(1)检查电动机外观,清扫电机外壳;(2)检查引出线连接及绝缘情况;(3)检查进线口的密封状况,检查电机外壳接地情况;(4)检查轴承情况及润滑脂、油质、油量情况,必要时加注轴承润滑脂;(5)修理或更换损坏的零部件。
日常维护保养记录保养人:日期检查结果故障及12345678910111213141516171819202122232425262728293031备注正常打“√”,异常打“×”,并在故障及特殊情况记录栏做详细记录。
停用或休息打“○”。
特殊情况记录清擦电动机;检查固定部件的紧固情况;检查轴承有无发热、漏缺油情况;检查传动装置。
检查电机绕组;清洗轴承并检查磨损情况;检查电压、电流、振动、噪声是否正常。
故障维修记录大修记录每季度一年检查、修理计划部门负责人:预计日进行,实际维护日期:维护人:预计日进行,实际维护日期:维护人:备注:1.维修过程详细记录内容过多时填写设备维修记录单。
2.本表放置各车间,由各车间负责管理;其中维护、保养记录项由操作工负责填写。
3.检查、修理计划由维修班制定。
设备名称操作工负责设备日常维护保养内容真空泵所属部门生产部日期年月(1)检查真空表是否完好,压力是否正常;(2)检查油位和油质;(3)检查皮带轮是否晃动;(4)检查皮带紧张度,及时调整或更换;(5)检查轴承是否异响、温度是否过高;(6)检查管道、阀门是否正常;(7)检查冷却水是否畅通、温度是否正常;(8)检查机身及周围清洁情况。
日常维护保养记录保养人:日期检查结果故障及12345678910111213141516171819202122232425262728293031备注正常打“√”,异常打“×”,并在故障及特殊情况记录栏做详细记录。
停用或休息打“○”。
特殊情况记录检查机械密封是否存在泄露;检查电器线路及电机绝缘电阻是否异常;检查联轴器及垫片是否损坏或松动;检查或更换六角块;紧固螺栓。
板框压滤机维护检修规程
板框压滤机维护检修规程二○○七目录1 总则 (801)2 完好标准 (801)3 板框压滤机的维护及常见故障 (802)3.1 维护 (802)3.2 常见故障及处理方法 (802)4 板框压滤机的检修 (803)4.1 检修周期及内容 (803)4.2 检修方法及质量标准 (804)5 试车与验收 (806)6 维护检修安全注意事项 (807)8001 总则1.1 适用范围参照原化学工业部颁发的《板框压滤机维护检修规程》(HG26180-91)以及其他有关资料,编制本规程。
本规程适用于废水生化处理装置内的板框压滤机(以下均简称为“压滤机”)的维护与检修。
本规程与制造厂的有关技术文件相抵触时,应遵循制造厂的有关技术文件的规定。
板框压滤机的附属设备如减速机等应执行各自设备维护检修规程。
1.2 结构简述板框压滤机由尾板(固定压紧板)、滤框、滤板、主梁、头板(活动压紧板)、压紧装置和传动齿轮等组成;两根主梁把尾板和压紧装置连在一起,构成机架。
机架上靠近压紧装置一端放置头板,在头尾板之间依次排列着滤板和滤框,滤框间夹着滤布。
板框压滤机压紧装置由电动机通过皮带、齿轮减速机两级减速后由传动齿轮及螺母带动矩形螺纹丝杆将活动压滤板顶紧。
1.3 设备性能过滤面积20m2;滤板数量25套;配套电机380V,22KW,1420rpm。
2 完好标准2.1 零、部件2.1.1 板框压滤机零、部件完整齐全,质量符合要求。
2.1.2 机体整洁,各零件整齐,质量符合要求。
2.1.3 地脚螺栓及各部连接螺栓齐整,紧固。
2.1.4 基础、机身稳固可靠,各部位连接螺栓紧固,整齐,符合技术要求。
2.1.5 各进出口阀门及附属管线安装合理,横平竖直并符合规定。
2.2 运行性能2.2.1 压滤机运转平稳,无异常声音;设备达到铭牌出力或查定能力,满足生产需要。
2.2.2 润滑良好,油质符合规定,轴承温度符合规定。
8012.3 技术资料2.3.1 设备档案齐全,各项数据填写及时、准确;设备档案应包括如下内容:2.3.1.1 压滤机的出厂合格证、质量证明书,开箱检验记录;2.3.1.2 压滤机的安装、验收和性能试验记录齐全;2.3.1.3 压滤机的设备履历卡片及运行、检测、检修、验收、缺陷和事故记录;2.3.1.4 压滤机的总装配图、主要零部件图及易损件图等齐全。
板框压滤机清洗及消毒记录
正常
检查人:XXX
2019年03月15日
消毒液
75%乙醇
消毒液配置人
XXX
清
洗
及
消
毒
有
关
纪
录
1、打开板框。
2、用铲刀清理每块板框上的活性炭。
3、清洁完用可饮用水冲洗剩余活性炭。
4、目视检查每块滤布。(有破损的要更换)
5、用75%乙醇冲洗滤布5分钟消毒,消毒后用纯化水冲洗。
6、压紧板框。
7、用丝光抹布清理板框表面卫生,清理好用75%乙醇擦拭消毒。
清
洗
及
消
毒
有
关纪Leabharlann 录后续生产是否正常工作
检查人:
年月日
板框压滤机清洗及消毒记录
A/O R/PD-SOP3055-01
生产产品
HMB-Ca
生产批次
190301
清洗日期
2019.03.15
清洗人员
XXX
清洗时间
自3月15日21时,至3月15日22时共1时
清洁标准
评定以目视检查,设备内部效果为主进行检查评定工作。设备内外部不得有结块物料和污水、油污、杂物。达到这些要求方为合格。对不达标的清理要求重新按流程进行。
板框压滤机清洗及消毒记录
A/O R/PD-SOP3055-01
生产产品
生产批次
清洗日期
清洗人员
清洗时间
自月日时,至月日时共时
清洁标准
评定以目视检查,设备内部效果为主进行检查评定工作。设备内外部不得有结块物料和污水、油污、杂物。达到这些要求方为合格。对不达标的清理要求重新按流程进行。
消毒液
消毒液配置人
板框压滤机使用说明与维护手册
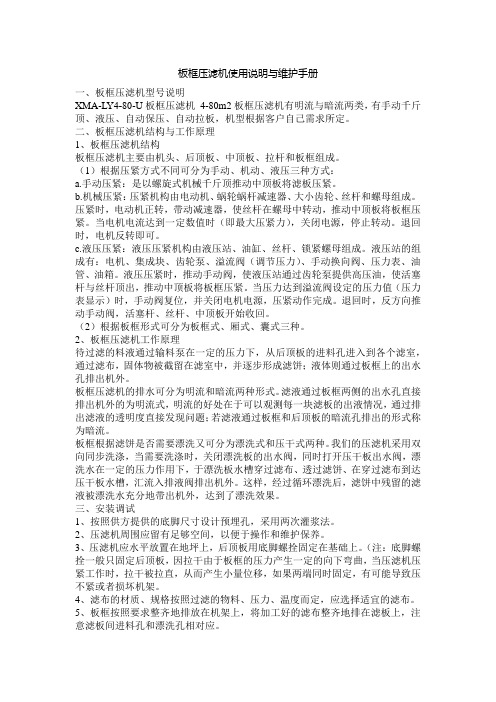
板框压滤机使用说明与维护手册一、板框压滤机型号说明XMA-LY4-80-U板框压滤机4-80m2板框压滤机有明流与暗流两类,有手动千斤顶、液压、自动保压、自动拉板,机型根据客户自己需求所定。
二、板框压滤机结构与工作原理1、板框压滤机结构板框压滤机主要由机头、后顶板、中顶板、拉杆和板框组成。
(1)根据压紧方式不同可分为手动、机动、液压三种方式:a.手动压紧:是以螺旋式机械千斤顶推动中顶板将滤板压紧。
b.机械压紧:压紧机构由电动机、蜗轮蜗杆减速器、大小齿轮、丝杆和螺母组成。
压紧时,电动机正转,带动减速器,使丝杆在螺母中转动,推动中顶板将板框压紧。
当电机电流达到一定数值时(即最大压紧力),关闭电源,停止转动。
退回时,电机反转即可。
c.液压压紧:液压压紧机构由液压站、油缸、丝杆、锁紧螺母组成。
液压站的组成有:电机、集成块、齿轮泵、溢流阀(调节压力)、手动换向阀、压力表、油管、油箱。
液压压紧时,推动手动阀,使液压站通过齿轮泵提供高压油,使活塞杆与丝杆顶出,推动中顶板将板框压紧。
当压力达到溢流阀设定的压力值(压力表显示)时,手动阀复位,并关闭电机电源,压紧动作完成。
退回时,反方向推动手动阀,活塞杆、丝杆、中顶板开始收回。
(2)根据板框形式可分为板框式、厢式、囊式三种。
2、板框压滤机工作原理待过滤的料液通过输料泵在一定的压力下,从后顶板的进料孔进入到各个滤室,通过滤布,固体物被截留在滤室中,并逐步形成滤饼;液体则通过板框上的出水孔排出机外。
板框压滤机的排水可分为明流和暗流两种形式。
滤液通过板框两侧的出水孔直接排出机外的为明流式,明流的好处在于可以观测每一块滤板的出液情况,通过排出滤液的透明度直接发现问题;若滤液通过板框和后顶板的暗流孔排出的形式称为暗流。
板框根据滤饼是否需要漂洗又可分为漂洗式和压干式两种。
我们的压滤机采用双向同步洗涤,当需要洗涤时,关闭漂洗板的出水阀,同时打开压干板出水阀,漂洗水在一定的压力作用下,于漂洗板水槽穿过滤布、透过滤饼、在穿过滤布到达压干板水槽,汇流入排液阀排出机外。
板框压滤机维修保养手册

项目
判断
11.弄脏滑动链 条 滤布行程 1.滑动链条与 链轮齿的啮合
应避免滑动链条有泥饼粘附与/或生锈
链条不应滑出链轮齿 滑动链条不应滑出导向滑轮
检查 方法 可见
对策 清洁加油替换
16 周期 每天
可见 重装加油 可见 修理替换
每天 每天
2.斜齿轮的磨 损 3.主斜齿轮和 滑动斜齿轮
斜齿轮轮齿不应破碎 齿轮过多地磨损得不到适当的啮合 不应小于下列尺寸啮合
Maintenance & Inspection Manual
项目
判断
滤布 1. 滤 布 上 部 滤板进料口和污泥分配器垂直误差小于±5mm
位置
2. 滤 布 偏 移 (可能导致 链条故障 与污泥泄 漏)
两侧滤布行程链条张力应相等。 泥饼不应粘附在返回滑轮上 滤布不应过分松弛 滤布不应滑出自己的位置
现。预防并较早地替换这些部件,可先行放置装置故障。
Maintenance & Inspection Manual
4
装置停用
1. 清洗所有的滤布,停机并锁紧控制面板。 2. 在装置停用后,不依次序地检查所有情况,清洁脱水机四周。
维护
1. 装置有可能被第三者在没有警告地情况下操作。为避免这类事故,通过举行为安全操作装置自 动防故障装置演习。挂如“维修期间勿开”标签,并锁紧控制面板。
LASTA 脱水机维护检查手册 (型号:ISD)
株式会社·石垣 日本,东京
Maintenance & Inspection Manual
目录
1.维护和检查手册 1-1 前言 1-2 日常检查 1-3 定期检查 1-4 检查螺纹/螺母,固定螺钉、螺母 日常检查表
板框式压滤机日常点检表
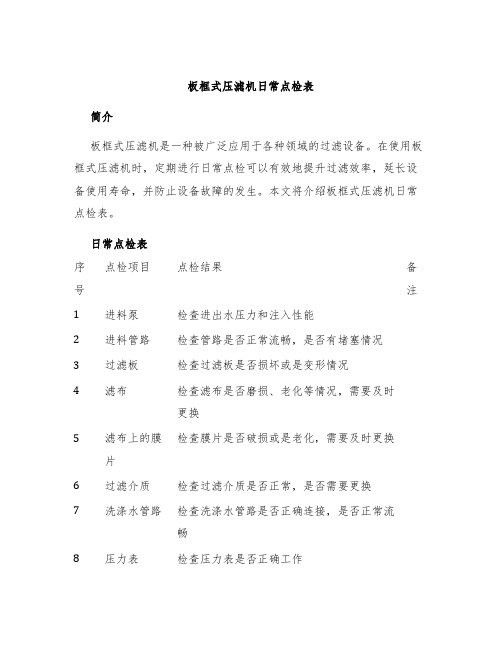
板框式压滤机日常点检表简介板框式压滤机是一种被广泛应用于各种领域的过滤设备。
在使用板框式压滤机时,定期进行日常点检可以有效地提升过滤效率,延长设备使用寿命,并防止设备故障的发生。
本文将介绍板框式压滤机日常点检表。
日常点检表序号点检项目点检结果备注1进料泵检查进出水压力和注入性能2进料管路检查管路是否正常流畅,是否有堵塞情况3过滤板检查过滤板是否损坏或是变形情况4滤布检查滤布是否磨损、老化等情况,需要及时更换5滤布上的膜片检查膜片是否破损或是老化,需要及时更换6过滤介质检查过滤介质是否正常,是否需要更换7洗涤水管路检查洗涤水管路是否正确连接,是否正常流畅8压力表检查压力表是否正确工作序号点检项目点检结果备注9排水管路检查排水管路是否阻塞或是漏水的情况10电气设备检查整个设备的运行状态是否正常点检项目详解进料泵进料泵的主要作用是将液体输送到过滤设备中进行过滤。
在操作之前,需要检查进出水压力和注入性能。
如果进出水压力不稳定,或是注入性能差,都会影响设备的过滤效率,而且还可能对设备造成损坏。
进料管路进料管路主要负责将液体输送到过滤设备中进行过滤,因此需要检查管路是否正常流畅,是否有堵塞情况。
特别是在高温、高压或是腐蚀性液体环境下,管路容易出现阻塞或是损坏,需要及时查看管路情况,并及时维修或替换管路。
过滤板过滤板是重要的过滤设备之一,主要是过滤固体颗粒,需要定期检查过滤板是否损坏或是变形情况。
如果过滤板损坏或是变形,都会影响设备的过滤效率,并可能对其他部件造成影响。
滤布也是重要的过滤设备之一,主要作用是防止液体中的小颗粒穿过过滤板,保证过滤效率,需要定期检查滤布是否磨损、老化等情况,需要及时更换。
如果滤布磨损或老化,会影响过滤效率,甚至导致设备故障。
滤布上的膜片滤布上的膜片是滤布采用的一种技术,主要是增加过滤效率和使用寿命。
需要检查膜片是否破损或是老化,需要及时更换。
如果滤布上的膜片破损或老化,会影响过滤效率,甚至影响设备的正常使用。
设备三级保养记录

纫纫纫纫纫纫纫纫纫纫纫纫纫纫纫纫纫纫
机机机机机机机机机机机机机机机机机机
保养 周期
KRT KRT KRT KRT KRT KRT KRT KRT KRT KRT KRT KRT KRT KRT KRT KRT KRT KRT 019 020 021 022 023 024 025 026 027 028 029 030 031 032 033 034 035 036
1月 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇
实施 2月 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇
实施
3月 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 实施
4月 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 实施
实施 6月 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇
实施 2013
7月 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇
实施
8月 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 实施
9月 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇 〇
5、 检 查 电 源 、 电 线
6、 清 理 各 部 件 外 表 灰 尘 、 去 油 污 7、 检 查 润 滑 , 加/ 换 机 油
设备维修保养周期计划表
设备 数 数 数 数 数 数 数 数 数 数 数 数 数 数 数 数 数 数 名称 控 控 控 控 控 控 控 控 控 控 控 控 控 控 控 控 控 控 编号 缝 缝 缝 缝 缝 缝 缝 缝 缝 缝 缝 缝 缝 缝 缝 缝 缝 缝
空压机三级维护保养记录
日进行,实际维护日期:
维护人:
故障维修 记录
大修记录
备注: 1、维修过程详细记录内容过多时 填写设备维修记录卡附后; 2、本表放置各车间,由各车间负 责管理,其中维护、保养记录项 由操作工负责填写,设备管理员 负责检查填写情况; 3、检查、修理计划项由设备动力 部制订 实施。
检查、修理计划 检查皮带是否老化,磨损,必要时更换;检 查润滑油油质,必要时更换;检查压力调节 阀的调节功能;检查,清洗油水分离器。 700-750小时 预计 日进行,实际维护日期: 维护人:
部门负责人:
根据运行情况检查电机轴承,清洗加油或更 换;检查气缸,维修或更换;整机做防腐 蚀,防锈处理。
4000-4500小 预计 时
2本表放置各车间由各车间负责管理其中维护保养记录项由操作工负责填写设备管理员负责检查填写情况3检查修理计划项由设备动力部制订实施
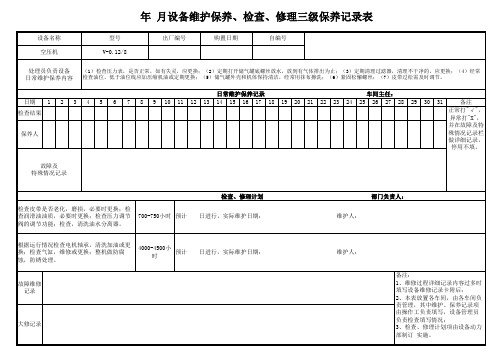
年 月设备维护保养、检查、修理三级保养记录表
设备名称 空压机 处理员负责设备 日常维护保养内容 型号 V-0.12/8
(1)检查压力表,是否正常,如有失灵,应更换;(2)定期打开储气罐底螺丝放水,放到有气体排出为止;(3)定期清理过滤器,清理不干净的,应更换;(4)经常 检查油位,低于油位线应加压缩机油或定期更换;(5)储气罐外壳和机体保持清洁,经常用抹布擦洗;(6)紧固松懈螺丝;(7)皮带过松需及时调节。
出厂编号
购置日期
自编号
日期 检查结果 保养人
1
2
3
4
5
6
7
8
9
10
11
12
13
日常维护保养记录 14 15 16 17 18
19
20
21
22
剪板机三级保养记录表

3、调整皮带松紧;
4、检查、调整离合器、弹簧、挡
销、拉杆等,应灵活可靠;
5、检查并调整刀架、压料架、导
轨压板间隙;
1、擦拭外露滑动导轨 、光杆、丝杆的尘 土; 2、按润滑图表 加油; 3、检查安全装置是否 灵敏可靠; 4、空车试运转是否正 产常; 5、将下角料全部清理 干净; 6、擦净机床各部位, 机床各部位归位。
衡;
12、检查板料
、压料油缸是否正常工作;13、
检查油杯、油孔,保持油质良
好,油路畅通;
14、擦拭电动机、电器箱,达到
内外整洁;
15、电器装置,应固定整齐;
16、检查接地,是否安全可靠。
1、执行一级保养内 容;
2、检查、调整机床 安装精度,使其符合
规定要求
1、执行一级保养内容;
2、根据情况拆卸离合器
编号: 设备名称: 保养日期:
保养项目(每天) 设备类型
例行保养/天□
保养项目 一级保养/3月□
设备保养记录表
设备编号: 保 养 人:
保养内容
保养项目 二级保养/半年□
保养项目 保养内容
三级保养/1年□
使用部门: 审 核:
保养内容 保养结果
剪板机
1、擦拭机床外表及罩、壳,无锈
蚀,无黄袍;
2、紧固所有螺栓,保持无松动;
、齿轮、传动轴、龙门
、刀架及压料架,
对传动、连接件进行检
查,根据磨损情况修复
或更换;
3、检查刀片滑动导轨、
光杆、丝杆运行情况,
去除毛刺,修整伤痕,
调整间隙;
4、清洗油杯、油孔,加
注润滑油脂,保持油路
畅通。检查油质,清洗
油箱,按周Байду номын сангаас更换液压
压滤机运行情况记录20本
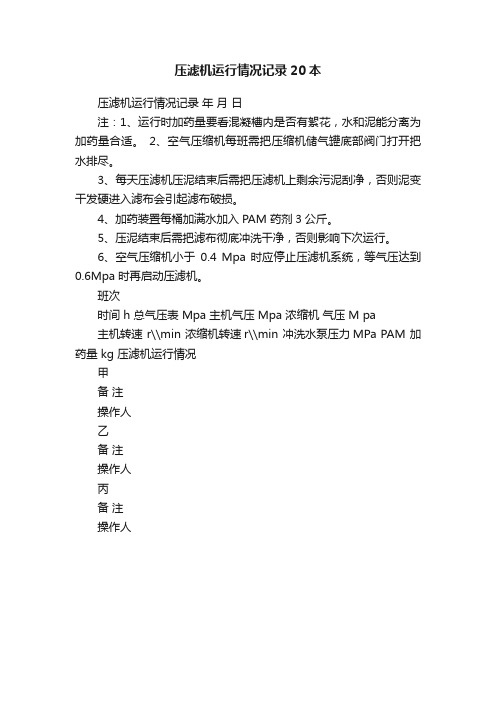
压滤机运行情况记录20本
压滤机运行情况记录年月日
注:1、运行时加药量要看混凝槽内是否有絮花,水和泥能分离为加药量合适。
2、空气压缩机每班需把压缩机储气罐底部阀门打开把水排尽。
3、每天压滤机压泥结束后需把压滤机上剩余污泥刮净,否则泥变干发硬进入滤布会引起滤布破损。
4、加药装置每桶加满水加入PAM 药剂3公斤。
5、压泥结束后需把滤布彻底冲洗干净,否则影响下次运行。
6、空气压缩机小于0.4 Mpa 时应停止压滤机系统,等气压达到0.6Mpa 时再启动压滤机。
班次
时间 h 总气压表 Mpa 主机气压 Mpa 浓缩机气压 M pa
主机转速 r\\min 浓缩机转速r\\min 冲洗水泵压力MPa PAM 加药量 kg 压滤机运行情况
甲
备注
操作人
乙
备注
操作人
丙
备注
操作人。
设备日常保养、点检记录表

29 30 31
7 设备各部分运行时是否有异常杂音 √ 8 压力表是否正常示数 9 传送带正常运转 10 传感器正常工作 11 设备运行记录填写完整 12 13 √ √ √ √
设备保养、点检人员: 计入方式: √………正常使用 ×………不正常 ○………修理完毕 △………汇报修理 汇报修理人员及进程:
备注 使用人:பைடு நூலகம்审核:
设备日常保养、点检记录表
序 号 设备名称:板框压滤机 保养点检项目 使用部门:安全环保部 保养周期 日周月 1
√ √ √ √ √
日期: 8
年
月
2
3
4
5
6
7
点检日期 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
1 保持设备干净、整洁、四周无杂物 √ 2 电源开关、按键是否正常 3 设备支架、支柱无松动、摇晃 4 滤板无异常变形 5 滤布无破损、僵化现象 6 油缸无漏油现象
板框压滤机设备一级保养(日常点检)记录表

XXXX有限公司
设备一级保养记录表
2018年月
设备名称
板框压滤机
型号规格
设备编号
直接责任人
序号
保养内容
日期
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
安装牢固可靠,各螺丝无松动
2
操作箱按钮、指示灯正常,箱内各器件良好,接线紧固
设备管理员:车间负责人:设备主管:
XXXX有限公司
设备一级保养记录表
201格
设备编号
直接责任人
序号
保养内容
日期
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
安装牢固可靠,各螺丝无松动
2
操作箱按钮、指示灯正常,箱内各器件良好,接线紧固
XXXX有限公司
设备一级保养记录表
2018年月
设备名称
板框压滤机
型号规格
设备编号
直接责任人
序号
保养内容
日期
1
2
3
板框压滤机三级保养记录表

大修记录
型号
出厂编号
购置日期
自编号
日期 检查结果 保养人
1
2
3
4
5
6
7
8
9
10
11
12
13
日常维护保养记录 14 15 16 17 18
19
20
21
22
23
24
25
车间主任: 26 27 28
29
30
31
备注 正常打"√",异 常打"X",并在故 障及特殊情况记 录栏做详细记 录,停用不填。
故障及 特殊情况记录
月设备维护保养检查修理三级保养记录表设备名称型号出厂编号购置日期自编号板框压滤机日常维护保养记录车间主任
年 月设备维护保养、检查、修理三级保养记录表
设备名称 板框压滤机 操作工负责设备 日常维护保养内容
(1)安装牢固可靠,各螺丝无松动;(2)操作箱按钮、指示灯正常,箱内各器件良好,接线紧固;(3)液压泵接线紧固,运行无异音;(4)邮箱油位正常,压力表正常, 油罐无泄漏;(5)电磁换向阀,液压缸工作正常;(6)限位开关工作正常。
部门负责人:
700-750小时 预计
日进行,实际维护日期:
维护人:
一年
预计
日进行,实际维护日期:
ቤተ መጻሕፍቲ ባይዱ
维护人: 备注: 1、维修过程详细记录内容过多时填 写设备维修记录卡附后; 2、本表放置各车间,由各车间负责 管理,其中维护、保养记录项由操作 工负责填写,设备管理员负责检查填 写情况; 3、检查、修理计划项由设备动力部 制订 实施。
检查、修理计划 检查紧固各连接螺丝;检查或更换按钮、指 示灯及其它电气配件,紧固各电器接线;紧 固液压泵接线,检查运行状况,更换轴承或 添加润滑油;检查油箱油位,添加或更换, 并修复泄漏部位;检查油管是否老化,液压 缸工作是否平稳,换向阀、限位开关、压力 表是否正常;机体清洁。 停产全面检查及清洁。 故障维修 记录
设备一级保养表(压滤机)
设备型号:
设备编号:
2014年 月
厂名:丰城市东鹏陶瓷有限公司
车间/部门:原料车间
间
设备名称:喂料机
设备型号:
设备编号:
2014年 月
厂名:丰城市东鹏陶瓷有限公司
车间/
车间/部门:原料车间
设备名称:喂料机
设备型号:
设备编号:
2014年 月
车间/部门:原料车间 月
项
次
保养项目
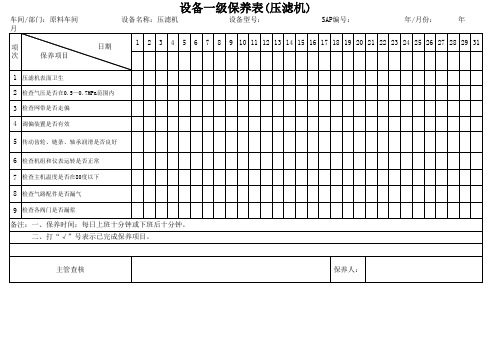
设备一级保养表(压滤机)
设备名称:压滤机
设备型号:
SAP编号:
年/月份:
年
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 31
1 压滤机表面卫生 2 检查气压是否在0.5—0.7MPa范围内 3 检查网带是否走偏 4 调偏装置是否有效 5 传动齿轮、链条、轴承润滑是否良好
6 检查机组和仪表运转是否正常 7 检查主机温度是否在80度以下 8 检查气路配件是否漏气 9 检查各阀门是否漏浆 备注:一、保养时间:每日上班十分钟或下班后十分钟。
二、打“√”号表示已完成保养项目。
主管查核
保养人:
厂名:丰城市东鹏陶瓷有限公司
车间/部门:原料车间
设备名称:喂料机
设备型号:
设备编号:
2014年 月
年月
厂名:丰城市东鹏陶瓷有限公司
车间/部门:原料车间
设备名称:喂料机
设备型号:
设备编号:
号:
2014年 月
厂名:丰城市东鹏陶瓷有限公司
车间/部门:原料车间
设备名称:喂料机
设备型号:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备名称 板框压滤机 操作工负责设备 日常维护保养内容
(1)安装牢固可靠,各螺丝无松动;(2)操作箱按钮、指示灯正常,箱内各器件良好,接线紧固;(3)液压泵接线紧固,运行无异音;(4)邮箱油位正常,压力表正常, 油罐无泄漏;(5)电磁换向阀,液压缸工作正常;(6)限位开关工作正常。
型号
出厂编号
购置日期
自编号
日期 检查结果 保养人
1
2
3
4
5
6
7
8
9
10
11
12
13
日常维护保养记录 14 15 16 17 18
19
20
21
22
23
24
25
车间主任: 26 27 28
29
30
31
备注 正常打"√",异 常打"X",并在故 障及特殊情况记 录栏做详细记 录,停用不填。
故障及 特殊情况记录
大修记录
检查、修理计划 检查紧固各连接螺丝;检查或更换按钮、指 示灯及其它电气配件,紧固各电器接线;紧 固液压泵接线,检查运行状况,更换轴承或 添加润滑油;检查油箱油位,添加或更换, 并修复泄漏部位;检查油管是否老化,液压 缸工作是否平稳,换向阀、限位开关、压力 表是否正常;机体清洁。 停产全面检查及清洁。 故障维修 记录
部门负责人:
700-750小时 预计
日进行,实际维护日期:
维护人:
一年
预计
日进行,实际维护日期:
维护人: 备注: 1、维修过程详细记录内容过多时填 写设备维修记录卡附后; 2、本表放置各车间,由各车间负责 管理,其中维护、保养记录项由操作 工负责填写,设备管理员负责检查填 写情况 3、检查、修理计划项由设备动力部 制订 实施。