螺丝孔标准
螺丝孔检查标准文件
螺丝孔检查标准文件1. 目的此标准文件旨在确保对螺丝孔的检查和评估符合相关要求,并能够提供一致且可靠的检查结果。
2. 适用范围此标准适用于所有螺丝孔的检查过程和结果的评估。
3. 定义3.1 螺丝孔:接受螺纹部分,用于接受螺钉或螺栓的孔。
3.2 检查:对螺丝孔进行视觉、尺寸或其他适当的检测方法的操作。
3.3 评估:基于检查结果,对螺丝孔进行判断并记录。
4. 设备和工具4.1 相关图纸或技术文件:包括螺丝孔的规格要求、图纸标注和其他相关文件。
4.2 螺纹检测工具:如塞线环、测微计等。
4.3 光源和放大镜:用于检查小型螺丝孔的内部缺陷。
4.4 记录表格和记录工具:用于记录螺丝孔的检查结果。
5. 检查步骤5.1 根据相关图纸或技术文件,了解螺丝孔的规格要求。
5.2 准备螺纹检测工具和其他必要的设备和工具。
5.3 将螺纹检测工具与螺丝孔进行匹配,确保尺寸和形状的符合性。
5.4 检查螺丝孔的外部表面,排查任何可见的损伤或不合格情况。
5.5 如需进一步检查,使用光源和放大镜观察螺丝孔的内部表面,排除缺陷和异物。
5.6 根据检查结果,对螺丝孔进行评估,并记录在记录表格中。
6. 评估准则6.1 如果螺丝孔的外部表面存在明显的损伤、变形或其他不合格情况,判定为不合格。
6.2 如果螺丝孔的内部表面存在明显的沉积物、缺陷或异物,判定为不合格。
6.3 如果螺丝孔的尺寸超出了规格要求的上下限范围,判定为不合格。
7. 记录和报告7.1 将检查结果记录在记录表格中,包括螺丝孔的位置、检查日期和评估结果。
7.2 如有需要,可编制检查报告,并将其归档以备将来参考。
8. 更新和修订8.1 本标准文件应定期进行审核,以确保其与实际要求的一致性。
8.2 如有需要,应及时对本标准文件进行修订,并将修订信息通知相关人员。
附注:本标准文件仅用于内部参考,不得对外公开或引用。
螺丝标准及孔径(DOC)
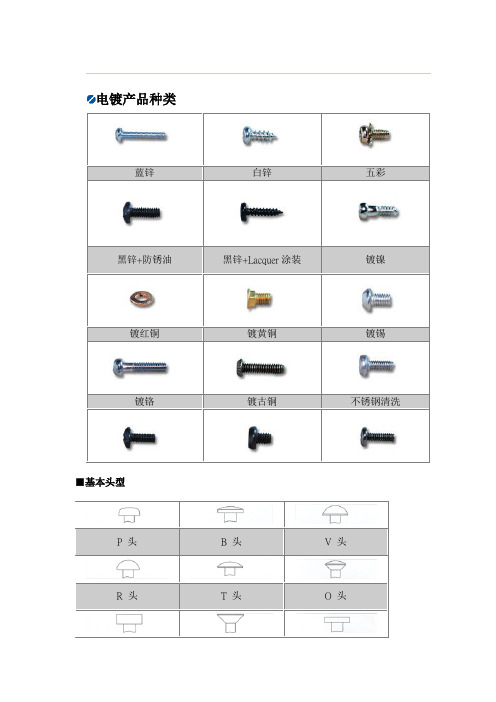
电镀产品种类■基本头型■基本槽型精密机械牙小螺丝*种类1.精密小螺丝( 1.4 <= d <2.6 )2.特殊极微小螺丝( d < 1.4 ) .*头型*螺丝公差1. 精密小螺丝( 1.4 <= d <2.6 )2. 特殊极微小螺丝( d < 1.4 )精密自攻牙小螺丝1. S Type2.B Type3.P Type4. Power-Lock5. PS Type ( Different From P Type )B 型螺丝特点:标准三角牙螺丝,是最符合常规铁板或塑料锁附的螺丝。
*图形*螺纹公差*配合孔径(材质-钢)1.9 1.02.15 2.15特点:一般可塑性塑料专用自攻锁紧螺丝,锁进速度快,反复使用性好,不引起塑料的烧附,破裂以及锁入口的破损。
*图形*螺纹公差*标准螺纹底孔径( 材质-ABS. PP )S 型螺丝特点:具有优异的薄铁板锁附功能,加强锁附点之渗入,使锁附物体不因振动而松懈,其外径比同公称直径之机械牙螺丝大,不可锁入螺帽,但退出后可锁入机械螺丝。
*图形*螺纹公差*配合孔径(材质-钢)*JIS 公制粗牙螺纹规格表( 6g)*JIS 公制细牙螺纹规格表( 6g)规格牙距外径最大最小M4 0.5 3.97 3.86M4.5 0.5 4.47 4.36M5 0.5 4.97 4.86M6 0.75 5.97 5.85M7 0.75 6.97 6.85M8 1.0 7.97 7.83M9 1.0 8.97 8.83M10 1.25 9.96 9.81M10 1.0 9.97 9.82*UNC 英制粗牙螺纹规格表( 2A)*UNC 英制细牙螺纹规格表( 2A)。
标准螺丝攻牙钻孔径对照表【大全】

标准公制螺母攻牙要钻个小于螺纹大径的孔来攻牙。
这个孔的大小就是螺纹小径到螺纹中径。
如何确认孔径大小就要参照对照表啦,一起来看看吧!螺丝攻牙钻孔径对照表- 14 (3.175) 1- 11 30.20 30.472 30.111NO.6 - 32(3.505)2.80 2.895 2.6421-1/4 -11 38.80 39.133 38.771NO.8 - 32(4.166)3.40 3.530 3.3021-1/2 -11 44.70 45.026 44.664NO.10 -24(4.826)3.90 3.962 3.6832- 11 56.50 56.837 56.475NO.12 -24(5.486)4.50 4.597 4.3441/4 - 20 5.10 5.257 4.979英制管螺纹5/16 - 18 6.60 6.731 6.401 PF规格(新规格G) 标准径最大最小3/8 - 16 8.00 8.153 7.7987/16 - 14 9.40 9.550 9.1441/16 -286.70 6.843 6.561 1/2 - 13 10.90 11.023 10.592 1/8- 288.70 8.848 8.566 9/16 - 12 12.20 12.446 11.989 1/4- 1911.70 11.89 11.445 5/8 - 11 13.60 13.868 13.386 3/8- 1915.20 15.395 14.950 3/4 - 10 16.60 16.840 16.3071/2 - 14 19.00 19.172 18.6317/8- 919.60 19.761 19.177中之毋螺牙径1/16 -6.10 6.20 6.244 6.384281/8 -8.10 8.20 8.249 8.388281/4 -10.70 11.00 10.962 11.174193/8 -14.20 14.50 14.448 14.658191/2 -17.60 18.00 17.979 18.263143/4 -23.00 23.50 23.378 23.66314129.00 29.50 29.459 29.822- 111-1/4 -37.50 38.00 37.976 38.339111-1/2 -43.40 44.00 43.869 44.23211254.90 55.50 55.412 55.844- 11美制管螺纹针车用螺纹规格钻孔径规格标准径最大最小N P TN P SSM1/16 - 80 1.25 1.281 1.211使用绞刀时不用绞刀时SM5/64 - 64 1.55 1.593 1.5131/16 -275.946.15 6.35 SM3/32 - 56 1.90 1.936 1.841 1/8- 278.33 8.43 8.74 SM3/32 -100 2.10 2.156 2.081 1/4- 1810.72 11.13 11.13 SM1/8 - 32 2.30 2.393 2.233 3/8- 1814.27 14.27 14.68 SM1/8 - 40 2.50 2.551 2.421 1/2- 1417.48 17.86 18.26 SM1/8 - 44 2.50 2.605 2.485 3/4-1422.63 23.01 23.42 SM1/8 - 48 2.60 2.657 2.5471-11-1/228.58 28.98 29.36 SM9/64 - 32 2.70 2.79 2.6301-1/4 -11-1/237.31 37.69 38.10 SM9/64 - 40 2.90 2.948 2.8181-1/2-11-1/2 43.26 43.66 44.45SM11/64-323.50 3.584 3.4242-11-1/2 55.17 55.58 56.36SM11/64-403.70 3.742 3.612SM3/16 - 24 3.60 3.658 3.498英制螺纹SM3/16 - 28 3.80 3.844 3.684 规格钻孔径SM3/16 - 32 3.90 3.98 3.820 硬材软材SM3/16 - 40 4.05 4.138 4.008 W 1/8- 402.65 2.60 SM7/32 - 32 4.70 4.774 4.614 W 5/32- 323.25 3.20 SM15/64 -28 5.00 5.0554.875 W 3/16- 243.75 3.70 SM1/4 - 24 5.20 5.266 5.086 W 1/4- 205.10 5.00 SM1/4 - 28 5.40 5.452 5.272 W 5/16- 186.60 6.50 SM1/4 - 40 5.60 5.726 5.596 W 3/8- 168.00 7.90 SM9/32 - 20 5.70 5.824 5.634 W 7/16- 149.40 9.30 SM9/32 - 28 6.20 6.256 6.066 W 1/2- 1210.70 10.50 SM5/16 - 18 6.30 6.444 6.254 W 9/16- 1212.30 12.00 SM5/16 - 24 6.80 6.864 6.674W 5/813.70 13.50 SM5/16 - 28 6.90 7.05 6.860 - 11W 3/416.70 16.50 SM11/32 -28 7.70 7.843 7.653 - 10W 7/819.50 19.30 SM3/8 - 18 7.90 8.053 7.843 - 9W 122.40 22.00 SM3/8 - 28 8.50 8.637 8.447 - 825.00 24.00 SM7/16 - 16 9.30 9.44 9.220 W1-1/8- 728.30 28.00 SM7/16 - 28 10.10 10.224 10.034 W1-1/4- 7W 5/166.60 6.50 SM1/2 - 12 10.30 10.42 10.180 - 18W 3/88.00 7.90 SM1/2 - 20 11.30 11.41 11.190 - 16W 7/169.40 9.30 SM1/2 - 28 11.70 11.812 11.622 - 14W 1/210.70 10.50 SM9/16 - 20 12.90 13.018 12.778 - 12W 9/16 12.30 12.00- 12W 5/8- 1113.70 13.50W 3/4- 1016.70 16.50W 7/8- 919.50 19.30W 1- 822.40 22.00W1-1/8- 725.00 24.00W1-1/4- 728.30 28.00公制迫牙丝攻钻孔径美制迫牙丝攻钻孔径规格精度最大最小规格精度最大最小M1.0×0.25 G4 0.92 0.891-64UNCG5 1.76 1.68M1.2×0.25 G4 1.12 1.092-56G4 2.04 1.96M1.4×0.30 G4 1.3 1.263-48G4 2.35 2.250.80 -80UNC M6.0×1.0 G7 5.59 5.491-72G5 1.77 11.7M7.0×1.0 G7 6.59 6.492-64G4 2.06 1.98M8.0×1.25 G7 7.49 7.363-56G4 2.37 2.29M10×1.50 G7 9.34 9.224-48G5 2.68 2.59M10×1.25 G7 9.49 9.355-44G5 2.99 2.9M12×1.75 G8 11.23 11.096-40G5 3.29 3.19M12×1.25 G9 11.5 11.368-36G5 3.91 3.8110 -32 G6 4.53 4.44英制电器螺纹12 -28 G6 5.13 5.03 规格钻孔径1/4" -28 G7 6 5.91 2BA 4.0-4.2 5/16" -24 G7 7.53 7.42 3BA 3.4-3.6 3/8" -24 G7 9.1 8.99 4BA 3.0-3.2 7/16" -20 G8 10.62 10.48 5BA 2.7-2.8 1/2" -20 G8 12.2 12.06 6BA 2.4-2.5扩展资料:攻丝方法:攻丝是用一定的扭矩将丝锥旋入要钻的底孔中加工出内螺纹。
国家标准螺丝沉头孔
国家标准螺丝沉头孔国家标准螺丝沉头孔是指螺丝孔底部的凹陷部分,用于安装螺丝时使螺丝头与工件表面平齐,以便于表面平整、美观和螺丝头不易受损。
在工程设计和制造中,螺丝沉头孔是一个非常重要的设计要素,它直接影响着螺丝的安装和使用效果。
因此,国家对螺丝沉头孔的标准化制定是非常必要的。
国家标准螺丝沉头孔的制定,首先要考虑的是螺丝的种类和规格。
螺丝的种类有很多,比如机械螺丝、木工螺丝、自攻螺丝等,每种螺丝都有其特定的使用场景和要求。
因此,国家标准螺丝沉头孔的制定需要考虑不同种类螺丝的使用情况,确保螺丝沉头孔的设计能够适用于多种螺丝。
其次,国家标准螺丝沉头孔的制定还需要考虑螺丝沉头孔的尺寸和形状。
螺丝沉头孔的尺寸和形状直接影响着螺丝的安装和使用效果。
如果螺丝沉头孔设计不合理,可能导致螺丝安装困难、螺丝头易受损或者螺丝松动等问题。
因此,国家标准螺丝沉头孔的制定需要考虑螺丝的尺寸和形状,确保螺丝沉头孔能够与螺丝完美匹配,达到最佳的安装效果。
此外,国家标准螺丝沉头孔的制定还需要考虑螺丝沉头孔的加工工艺和质量要求。
螺丝沉头孔的加工工艺直接关系到螺丝的安装效果和使用寿命。
如果螺丝沉头孔的加工工艺不合格,可能导致螺丝安装困难、螺丝头易受损或者螺丝松动等问题。
因此,国家标准螺丝沉头孔的制定需要考虑螺丝沉头孔的加工工艺和质量要求,确保螺丝沉头孔的加工质量达到国家标准要求。
综上所述,国家标准螺丝沉头孔的制定需要考虑螺丝的种类和规格、螺丝沉头孔的尺寸和形状、螺丝沉头孔的加工工艺和质量要求等多个方面,确保螺丝沉头孔的设计能够适用于多种螺丝,与螺丝完美匹配,达到最佳的安装效果。
国家标准螺丝沉头孔的制定将对螺丝的安装和使用效果起到积极的促进作用,有利于提高螺丝的使用寿命和安全性,推动我国螺丝行业的发展。
螺丝攻丝打孔的标准

螺丝攻丝打孔的标准
螺丝攻丝打孔的标准通常取决于螺丝的尺寸和类型。
以下是一些常见的螺丝攻丝打孔标准:
1. 公制螺丝(Metric Screws):公制螺丝的尺寸通常以毫米(mm)为单位。
例如,M3 螺丝的直径为3mm。
攻丝打孔的直径通常比螺丝直径小 0.5mm 到1mm。
例如,M3 螺丝的攻丝打孔直径通常为
2.5mm。
2. 英制螺丝(Imperial Screws):英制螺丝的尺寸通常以英寸(inch)为单位。
例如,#6-32 螺丝的直径为 0.138 英寸。
攻丝打孔的直径通常比螺丝直径小 0.01 英寸到 0.02 英寸。
例如,#6-32 螺丝的攻丝打孔直径通常为 0.125 英寸。
3. 自攻螺丝(Self-Tapping Screws):自攻螺丝通常用于在薄材料上自行攻丝。
攻丝打孔的直径通常比螺丝的最大直径小 0.2mm 到 0.5mm。
例如,M3 自攻螺丝的攻丝打孔直径通常为 2.5mm。
这些标准仅为一般指导,实际的攻丝打孔直径可能因材料类型、螺丝类型和应用要求而有所不同。
在进行
螺丝攻丝打孔时,最好参考相关的螺丝规格表和材料制造商的建议,以确保选择正确的攻丝打孔尺寸。
标准螺丝孔机加工参数表

螺丝规格 M4 M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24 M30
牙距
0.70 0.80 1.00 1.25 1.50 1.75 2.00 2.00 2.50 2.50 2.50 3.00 3.50
底孔直径 3.3
4.2
5.0
6.8
8.5 10.3
15
18
/
/
/
/
/
2.钻头选用规格可根据加工材质不同及现有钻头规格进行灵活调整(软材选较小,硬材选较大)。
备注
3.底孔深度计算方法为:螺丝孔有效深+钻尖深度(5mm), 如遇特殊情况(破孔,图纸标注深度要求),可适当调整。
4.螺丝沉头检查标准为(无图面特别要求时):螺丝穿过,螺帽不露出。
C 设备攻牙时参数为: 进给量 F = 主轴转速 S x 牙距 P ,螺丝孔有效标准深度为:螺丝大径 D X 2(例:M5有效深10,M8有效深16)。
12.0 14.0 15.5 17.5 19.5 21.0 26.5
螺
底孔深度 13
15
17
21
25
30
33
37
40
45
50
53
65
孔
过孔直径 5.0
6.0
7.0
10
12
14
16
18
20
22
24
26
32
规
沉头直径
8
26
/
/
/
/
/
格
沉头深度
5
6
7
10
12
14
1.底孔直径计算公式为:底孔 d = 螺丝大径 D - 牙距 P 。
螺丝及沉头孔尺寸规格表
螺丝及沉头孔尺寸规格表引言螺丝及沉头孔是在机械设计和制造中常见的连接元件。
准确的尺寸规格表对于正确的安装和连接至关重要。
本文档将介绍一些常见的螺丝和沉头孔的尺寸规格,帮助读者更好地理解和应用这些元件。
1. 螺丝螺丝是一种常见的连接件,用于将两个或多个部件固定在一起。
不同类型的螺丝具有不同的头型和孔尺寸。
1.1 螺丝头型常见的螺丝头型包括:•六角头:用六角扳手拧紧的螺丝,适用于需要高扭矩的情况。
•平头:顶部是一个平面,适用于需要螺丝头与表面齐平的情况。
•圆头:顶部是一个圆形凸起,适用于需要螺丝头与孔口有嵌合的情况。
•轮胎头:顶部呈圆心凸起,适用于与轮胎或橡胶制品配合使用的情况。
1.2 螺丝孔尺寸螺丝孔的尺寸通常由孔径、深度、斜角和螺纹标准等参数决定。
1.2.1 孔径螺丝孔的孔径通常与螺丝直径匹配,以确保螺丝可以正确装配。
常见的螺丝直径尺寸有M2、M2.5、M3、M4等。
1.2.2 孔深螺丝孔的深度取决于需要连接部件的厚度。
通常,孔深应略大于螺丝长度,以确保螺丝可以完全嵌入孔中。
1.2.3 斜角螺丝孔的斜角用于确定螺丝的插入方式。
常见的螺丝斜角有60度和90度两种。
60度的斜角适用于常规螺丝,而90度的斜角适用于自攻螺纹。
1.2.4 螺纹标准螺纹标准是指螺丝内部和外部螺纹的规格。
常见的螺纹标准有UNC、UNF和Metric等。
UNC和UNF是美国国家标准,Metric是国际标准。
2. 沉头孔沉头孔是一种常用于固定螺丝头的孔,它可以使螺丝头嵌入零件表面,从而实现平面外表面。
沉头孔通常采用倒锥形状。
2.1 沉头孔尺寸沉头孔的尺寸包括沉头孔直径、沉头孔深度和沉头角度等。
2.1.1 沉头孔直径沉头孔直径通常与螺丝的直径相匹配,以便螺丝头可以完全嵌入。
2.1.2 沉头孔深度沉头孔深度取决于需要沉头孔的沉入深度。
通常,沉头孔深度应稍大于螺丝头的高度。
2.1.3 沉头角度沉头角度是指沉头孔的锥形表面的角度。
常见的沉头角度有82度和90度两种。
螺丝底孔尺寸
度
径
度
径
2
4.5
3
2.5
2.5
5
2.9
3
6
3.5
3.5
4
7.5
4.5
4.5
5
9
5.5
5.5
6
11
6.5
6.5
8
13
8.5
8.5
10
16
10.5
10.5
M1 M1.2 M1.6 M2
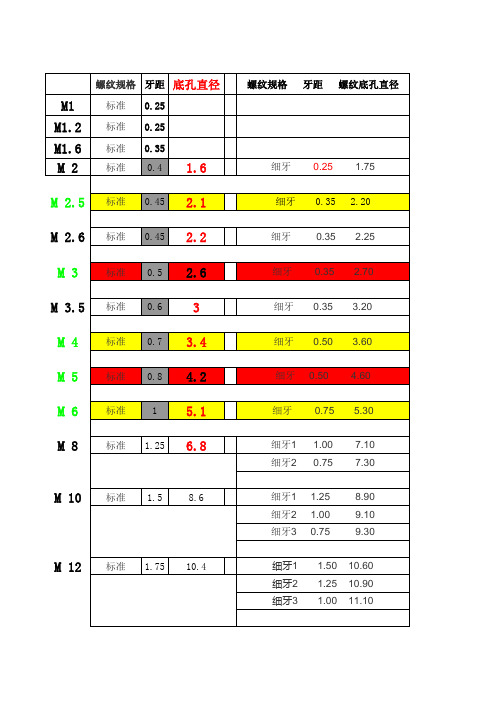
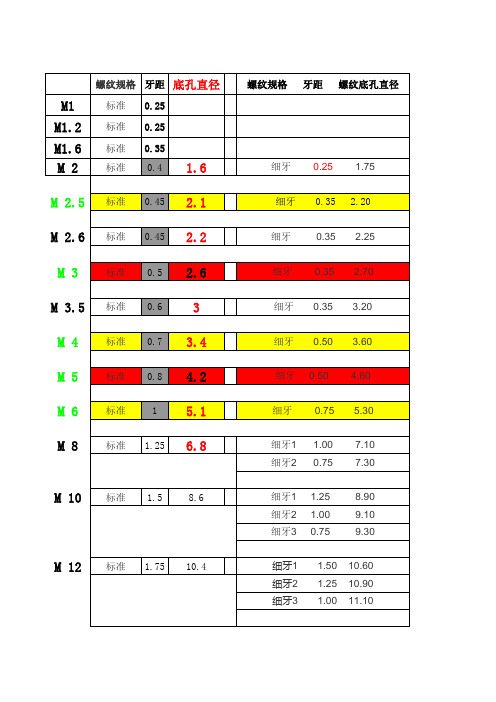
螺纹规格 牙距 底孔直径
标准 0.25 标准 0.25 标准 0.35
标准 0.4 1.6
M 2.5 标准 0.45 2.1
M 2.6 标准 0.45 2.2
M 3 标准 0.5 2.6
M 3.5 标准 0.6
3
M 4 标准 0.7 3.4
M 5 标准 0.8 4.2
M6
标准
1
5.1
M 8 标准 1.25 6.8
M 10 标准 1.5 8.6
M 12 标准 1.75 10.4
螺纹规格 牙距 螺纹底孔直径
细牙 0.25 1.75
细牙 0.35 2.20
细牙 0.35 2.25
细牙 0.35 2.70
细牙 0.35 3.20
细牙 0.50 3.60
细牙 0.50 4.60
细牙 0.75 5.30
细牙1 1.00 7.10 细牙2 0.75 7.30
细牙1 1.25 8.90 细牙2 1.00 9.10 细牙3 0.75 9.30
细牙1 细牙2 细牙3
1.50 10.60 1.25 10.90 1.00 11.10
M 14 标准 2
12.2
螺丝底孔尺寸
细牙 0.75 5.30
细牙1 1.00 7.10 细牙2 0.75 7.30
细牙1 1.25 8.90 细牙2 1.00 9.10 细牙3 0.75 9.30
细牙1 细牙2 细牙3
1.50 10.60 1.25 10.90 1.00 11.10
M 14 标准 2
12.2
M 16 标准 2
14.2
标准
1
5.1
M 8 标准 1.25 6.8
M 10 标准 1.5 8.6
M 12 标准 1.75 10.4
螺纹规格 牙距 螺纹底孔直径
细牙 0.25 1.75
细牙 0.35 2.20
细牙 0.35 2.25
细牙 0.35 2.70
细牙 0.35 3.20
细牙 0.50 3.60
细牙 0.50 4.60
度
径
度
径
2
4.5
3
2.5
2.5
5
2.9
3
6
3.5
3.5
4
7.5
4.5
4.5
5
9
5.5
8
13
8.5
8.5
10
16
10.5
10.5
M1 M1.2 M1.6 M2
螺纹规格 牙距 底孔直径
标准 0.25 标准 0.25 标准 0.35
标准 0.4 1.6
M 2.5 标准 0.45 2.1
M 2.6 标准 0.45 2.2
M 3 标准 0.5 2.6
M 3.5 标准 0.6
3
M 4 标准 0.7 3.4
M 5 标准 0.8 4.2
M6
0.45 0.5 0.7 0.8 1 1.25 1.5
m10螺丝孔标准
m10螺丝孔标准以下是M10螺丝孔的标准要求,包括孔径、深度、表面处理、位置、垂直度、粗糙度、数量以及拧紧力矩等方面的内容。
1.孔径M10螺丝孔的孔径应为10毫米(mm)。
根据实际需要,可以允许有±0.1毫米(mm)的偏差。
2.深度M10螺丝孔的深度应不小于8.5毫米(mm),以保证螺丝头能完全沉入孔中。
具体的深度可能会因不同的应用场合而略有差异。
3.表面处理M10螺丝孔的表面处理应光滑、无毛刺,以避免螺丝在拧紧过程中受损或卡住。
表面处理方法可以根据实际需要选择,例如镀锌、镀铬等。
4.位置M10螺丝孔的位置应准确,与周边间距应保持一致。
对于有特殊要求的场合,如需要精确对齐或固定,应使用模板或钻模进行钻孔。
5.垂直度M10螺丝孔的垂直度应小于0.1毫米(mm)/100毫米(mm),以确保螺丝能够顺利拧入并固定。
在钻孔过程中,应使用直角尺或钻模来确保垂直度。
6.粗糙度M10螺丝孔的粗糙度应不大于Ra6.3微米(μm)。
粗糙度值越小,螺丝在拧紧过程中的摩擦阻力就越小,有利于提高安装效率。
7.数量M10螺丝孔的数量应根据实际需要确定。
一般情况下,对于承受较大载荷的部件,建议使用双倍螺栓以提高固定效果。
在这种情况下,相邻两个M10螺丝孔之间的间距应为螺栓直径的两倍。
8.拧紧力矩在使用M10螺丝进行固定时,需要施加合适的拧紧力矩以确保螺栓与螺孔之间的紧固程度。
根据实际需要,拧紧力矩的范围应在80-120N·m之间。
对于有特殊要求的应用场景,如高强度固定场合,可能需要使用更高级别的螺栓和螺母,并施加相应的拧紧力矩。
螺丝预孔值 标准
螺丝预孔值标准在金属加工中,螺丝预孔值是一个重要的参数,它决定了螺丝在材料中的固定程度和稳定性。
了解和掌握螺丝预孔值的标准对于保证产品质量和安全性至关重要。
一、预孔直径预孔直径通常比螺丝直径小0.1-0.2mm,这样可以保证螺丝在安装过程中不会过度磨损或松动。
对于一些需要高精度固定的情况,预孔直径可能需要通过精确的计算来确定。
二、预孔深度预孔深度应该等于或大于螺丝的有效长度。
这样可以保证螺丝能够完全进入预孔,并达到所需的固定效果。
在某些情况下,可能需要考虑螺丝的螺纹部分长度,以避免螺纹在安装过程中受到损坏。
三、预孔的精度预孔的精度对于保证螺丝的安装质量和安全性至关重要。
预孔精度包括直径和深度两个方面。
直径精度要求预孔直径与螺丝直径的差值在一定范围内,以保证螺丝顺利安装而不会卡住。
深度精度则要求预孔深度与螺丝有效长度的匹配度在一定范围内,以保证螺丝能够牢固地固定材料。
四、注意事项1.在钻孔过程中,要保证钻头的锋利和清洁,避免杂质和磨损影响孔的质量。
2.在使用电动工具钻孔时,要选择合适的转速和进给速度,避免钻头过热或材料过热导致孔的质量下降。
3.在安装螺丝时,要保证螺丝清洁,避免杂质和油污影响安装质量和螺丝的固定效果。
4.对于一些高强度或特殊材料的固定,可能需要采用特殊的钻孔和固定方法,以保证产品的质量和安全性。
总之,螺丝预孔值的标准是保证产品质量和安全性的重要因素之一。
在实际操作中,要根据产品要求、材料类型和加工设备等因素来确定合适的预孔直径、深度和精度。
同时,要注意钻孔和安装过程中的细节问题,以保证产品的质量和安全性。