_320轧机轧辊强度有限元分析
轧机工作辊轴承座设计有限元分析

轧机工作辊轴承座设计有限元分析王宏岩① 甘伟 王哲 李涛 张栓(武钢日铁(武汉)镀锡板有限公司 湖北武汉400083)摘 要 分析轧机工作辊轴承座在工作过程中与弯辊液压缸T型连杆接口端部以及轴承座承受弯辊力最薄壁厚处的应力分布及变形。
利用三维软件对分析对象进行三维建模,并运用通用有限元软件建立了有限元模型,分析了弯辊液压缸T型连杆接口部、轴承座钢板壁厚对轴承座受力变形的影响。
为轧机工作辊轴承座设计提供了理论依据。
关键词 有限元 轧机 轴承座 变形中图法分类号 TG333.17 文献标识码 BDoi:10 3969/j issn 1001-1269 2023 06 021FEMSimulationofWorkRollChockofColdMillWangHongyan GanWei WangZhe LiTao ZhangShuan(WISCO NIPPONSTEELTinplateCo.,Ltd.,Wuhan400083)ABSTRACT InordertoanalyzethestressdistributionanddeformationoftheendoftheinterfacebetweentheworkrollchocksandtheT shapedconnectingrodoftherollbendinghydrauliccylinderandthethinnestpartoftheworkrollchockstherollbendingforceduringtheworkingprocessoftherollingmill,thispaperusesthethree dimensionalsoftwaretocarryoutthethree dimensionalmodelingoftheanalysisobject,establishesthefiniteelementmodelbyusingthegeneralfiniteelementsoftware,andanalyzestheinfluenceoftheT shapedconnectingrodinterfaceoftherollbendinghydrauliccylinderandthesteelplatewallthickNessofthebearingseatonthestressanddeformationofthebearingseat,Itprovidesatheoreticalbasisforthedesignofworkrollbearingseatofrollingmill.KEYWORDS Finiteelement Coldmill Workrollchock Deformation1 前言随着冷轧带钢加工业的迅速发展,对成品带材的板形和尺寸的精确控制要求变得越来越高。
_320轧机轧辊强度有限元分析

共有六架轧机 ,平立交替布置 ,立式轧机与水平
轧机的本体一样 ,都采取了短的应力回线结构 ,
其结构如图 1所示 。
轧辊是轧机的主要承载 件 , 在轧制 力作 用
下 ,会产生弹性变形 ,其强度高低直接影响钢材
的质量及产量 。一般说来 ,小型型钢轧机采用半
硬面或硬面轧辊 (HB250~600) ,该车间轧辊材料
ABSTRACT Based on boundary constraint of the roller, the simp lified finite element model is established. The stress at rolling point is calculated in three working conditions. The m inimum safety factor of the roller is ob2 tained. The analysis show s the fatigue fracture may take p lace in about 39mm transitional zone from the roller. The result has p ractically guiding meaning to site p roduction and future design.
该区段上的von2mises应力分布如图4在下端轮廓线处取路径其上应力值分布如曲线图320轧机轧辊强度有限元分析2008年由于温度低轧制力曲线有一个较明显的上跳变大整个轧制力曲线也随着温度曲线的趋势出现1带钢过程信息带钢过程参数信息范围轧制力f7035000knf7040mm活套张力f601568kn轧制速度f7018m入口温度ft06001400卷曲温度5001100终轧温度5001100成品厚度020mm5带钢温度曲线温度低轧制力大的走势
中厚板轧制立辊短行程有限元模拟的开题报告

中厚板轧制立辊短行程有限元模拟的开题报告
一、选题背景
中厚板是制造行业中常用的基础材料,具有广泛的应用范围,如船
舶制造、桥梁建设、汽车制造等。
中厚板的轧制制造过程对其质量、损
耗和效率等方面有着重要的影响。
为了更好地优化轧制制造工艺,提高
生产效率和产品品质,有必要进行轧制立辊的短行程有限元模拟研究。
二、研究内容和目的
本课题选取中厚板轧制立辊为研究对象,借助有限元模拟技术,研
究其轧制过程中的物理特性、热力学变化和机械特性。
通过模拟分析,
获取中厚板轧制过程中的力学、热力学等各项指标,并对相应的工艺参
数(如轴向力、轧辊间距、轧制速度等)进行优化,以提高中厚板制造
的质量和效率。
三、研究方法和技术路线
在本研究中,主要采用有限元模拟技术,通过建立包含轧制辊和板
材的三维有限元模型,模拟中厚板在轧制过程中的力学、热力学性质及
其变化情况。
其中,短行程对应着非常小的轧制位移,以假定切向力矢
量沿着板材的法向方向,施加于每个网格子的节点上。
对于轴向力和临
界轧制力的加入,可以使模型涵盖了更全面的实际作用。
四、预期结果和意义
通过建立的有限元模型,可以模拟中厚板在轧制过程中的各种物理、热力学和机械特性,对不同的轧制参数进行优化,根据优化后的参数来
改进轧制制造工艺,提高生产效率和产品质量,具有良好的应用前景和
社会效益。
同时,本项研究也可以为相关行业的制造企业提供参考,加
强自主创新和市场竞争力。
辊轧机轧制系统设计及有限元分析毕业设计说明书

毕业设计题目: 4辊轧机轧制系统设计及有限元分析学院:专业:班级:学号:学生姓名:导师姓名:完成日期:目录摘要 (Ⅰ)Abstract (Ⅱ)第1章绪论 (1)1.1 引言 (1)1.2 研发背景及意义 (1)1.3 4辊轧机轧制系统基本设计思路 (2)1.3.1 4辊轧机的功能 (2)1.3.2 4辊轧机轧制系统结构的基本设计思路 (2)1.4 课题的研究内容 (3)第2章轧制系统结构设计 (4)2.1 引言 (4)2.2 轧辊环的设计计算 (4)2.2.1 轧辊环材料的选择 (4)2.2.2 轧辊环基本参数的确定 (4)2.3 电动机的选择 (6)2.3.1 选择电动机的类型及结构形式 (6)2.3.2 轧制压力的计算 (7)2.3.3 轧制总力矩的计算 (8)2.3.4 电机转速的确定 (11)2.3.5 电机功率的确定 (11)2.3.6 电动机型号的确定 (12)2.3.7 传动各级轴的基本参数确定 (12)2.4 轧辊轴的计算 (13)2.4.1 估算轴的最小直径 (13)2.4.2 确定轴的各段直径 (14)2.4.3 轴的校核 (15)2.5 轧辊轴上轴承的确定 (15)2.6 带传动的设计计算 (15)2.6.1 确定计算功率 (16)2.6.2 选择带型 (17)2.6.3 确定带轮的基准直径 (17)2.6.4 确定中心距和带的基准长度 (17)2.6.5 验算主动轮上的包角 (18)2.6.6 确定带的根数 (18)2.6.7 确定带的预紧力 (19)2.6.8 计算作用在带轮的压轴力 (19)2.6.9 带轮的材料 (19)2.6.10 带轮的结构形式及主要尺寸 (19)2.7 减速器的设计计算 (20)2.7.1 减速器类型的选择 (20)2.7.2 减速器基本参数 (21)2.7.3 标准斜齿圆柱齿轮的设计计算 (22)2.7.4 齿轮的轴的设计 (25)第3章三维建模 (29)3.1 引言 (29)3.2 基本零件建模 (29)3.3 轧制系统的装配 (31)3.3.1 轧辊轴的装配 (32)3.3.2 轧制部分装配 (33)3.3.3 轧制系统装配 (34)3.3.4 总装配 (36)第4章轧制系统有限元分析 (37)4.1 引言 (37)4.2 轧辊轴的有限元分析 (37)4.3 轧辊环的有限元分析 (39)4.4 龙门架的有限元分析 (40)4.5 轧辊缺陷的种类和原因 (42)结论 (43)参考文献 (44)致谢 (45)4辊轧机轧制系统设计及有限元分析摘要:本次设计的4辊轧机轧制系统是借助旋转轧辊与其接触摩擦的作用,将被轧制的金属体(轧件)拽入轧辊的缝隙间,在轧辊压力作用下,使轧件主要在厚度方向上完成塑性成型。
基于ANSYS的轧辊有限元分析

架、 轨座 、 轧辊 调整 装 置 、 上轧 辊 平 衡 装 置 和 换 辊 装
置等 继 而 轧 机 的寿命 以及 日常维 护就变 得 日益 重要 。而 轧机 主传 动系 统对 于轧 机 的 使 用 和 日常维 护是 重 中之 重 , 所 以对 轧 机 主传 动 系
XU Ya n b o
L I We i
( S c h o o l o f Me c h a n i c a l E n g i n e e r i n g , S h a n g q i u I n s t i t u t e o f T e c h n o l o g y , S h a n g q i u H e n a n 4 7 6 0 0 0 , C h i n a )
基于 A N S Y S的 轧 辊 有 限 元 分 析
徐 雁 波 李 威
( 商丘工 学 院 机 械 工程 学 院 , 河南 商丘 4 7 6 0 0 0 )
摘 要: 轧辊是 轧机 主 传动 系统 的 重要零 件 , 也是 易发 生 故 障部 位 之 一 。现 用 S o l i d Wo r k s 对 轧 辊进 行 建模 ,
再进 行 A N S Y S有 限元 分析 , 并 结合理 论 分析进 行 对 比。 结果表 明 : 有 限元 分 析 与 实 际 生产 中 出现 的 故 障 一
致 。故 轧辊 的有 限元 分析 为轧 机 的改进 与优 化提 供理 论 参考 。 关键 词 : 轧辊 ; 有 限元 分析 ; S o l i d Wo r k s 中图分 类号 : T G3 3 3 文献 标识 码 : A 文章编 号 : 1 6 7 1— 6 5 5 8 ( 2 0 1 7) 0 2— 2 2— 0 3
4辊轧机轧制系统设计及有限元分析开题报告

毕业设计(论文)开题报告品种多、生产过程连续性强、易于实现机械化自动化等优点。
因此,它比锻造、挤压、拉拔等工艺得到更广泛地应用。
目前,约有90%的钢都是经过轧制成材的。
有色金属成材,主要也用轧制方法。
为满足国民经济各部门的需要,除轧制生产一般产品外,还生产建筑、造船、汽车、石油化工、矿山、国防用的专用钢材•轧钢生产的成品,根据钢材断面形状,主要分成三大类:钢板、钢管和型钢(包括线材)[5]o轧钢机械或轧钢设备主要指完成由原料到成品整个轧钢工艺过程中使用的机械设备。
一般包括轧钢机及一系列辅助设备组成的若干个机组•通常把使轧件产生塑性变形的机器称为轧钢机。
轧钢机由工作机座、传动装置(接轴、齿轮座、减速机、联轴器)及主电机组成•这一机器系统称主机列,也称轧钢车间主要设备。
主机列的类型和特征标志着整个轧钢车间的类型及特点。
除轧钢机以外的各种设备,统称轧钢车问辅助设备。
辅助设备数量大、种类多、随着车间机械化程度的提高,辅助设备的重量所占的比例就愈大。
轧钢机按用途可分为开坯轧机、型钢轧机、板带轧机、钢管轧机和特殊轧机(如横轧机、轮箍轧机等)[6]o2轧制系统的概述车L钢生产是将钢锭或钢坯轧制成钢材的生产环节。
用轧制方法生产钢材,具有生产率高、品种多、生产过程连续性强、易于实现机械化自动化等优点。
因此,它比锻造、挤压、拉拔等工艺得到更广泛地应用。
轧钢机是轧钢生产过程主要的同时也是最重要的生产设备。
轧机牌坊和轧辊的弹性变形直接影响到产品的最终断面形状和尺寸精度,对轧机牌坊和轧辊弹性变形的分析,可为设备结构的优化设计和制定优化的轧制工艺制度提供理论依据;轧辊和轧机机架是轧制力的主要承载体,其强度是否满足要求直接关系到设备的安全生产⑺o在轧制过程中,金属对轧辊作用力有两个:一是与接触表面相切的摩擦应力的合力一一摩擦力;二是与轧辊和轧件接触表面相垂直的单位压力的合力一一正压力。
摩擦力与正压力在垂直轧制方向上的投影之和,即平行轧辊中心联线的垂直力,通常称之为轧制压力。
热连轧辊系变形三维建模及有限元分析

┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊1、绪论1.1 四辊轧机发展情况概论近年来我国轧钢行业得到了飞速发展,钢材年产量突破了2亿吨,已连续多年成为世界钢产量第一大国。
板带材的轧制生产能力逐步提升到了一个较高的水平,各种板带产品也得以广泛的应用于生产和生活中的方方面面。
但是我国目前轧钢生产的技术水平与国际先进水平相比还有相当大的差距,轧制产品的主要技术指标与国际先进水平相比仍有相当大的差距,我国已经入世,国外钢材生产技术强国的行业冲击愈发明显起来,要想在空前激烈的竞争中得以生存、获得发展,我们就必须在轧机精度控制等方面多做工作。
四辊轧机以其较高的生产能力和良好的产品质量广泛应用于板带生产中,近年来随着国民经济的不断发展以及工业生产需求的不断增长,用户对板带产品的平直度等指标要求越来越高,这就对板带轧制中辊缝的控制精度提出了更高的要求。
对四辊轧机辊系变形进行分析,是关乎板带材质量的决定性因素。
如何提高轧机辊系变形分析的水平,对各个工厂来说是要亟待解决的,传统的分析方法,繁杂且精度不高。
本课题采用基于ANSYS软件的有限元分析法对四辊轧机辊系变形进行研究,是近年来一种正在被逐步广泛应用的方法。
1.2 辊系变形计算的常用理论与计算方法1.2.1轧辊变形模型的分类关于板形的轧辊变形模型的研究发展可追溯到1958年,那时萨克斯尔(Saxl)第一次对四辊轧机做了全面深入的研究。
此后由于引进了数学模型,这一领域得到了更进一步的拓展。
这些模型的分类如下:(1) 二辊轧机的简支梁模型;(2) 四辊轧机的简支梁模型;(3) 分割梁模型;(4) 有限元分析模型。
1.2.2 二辊轧机的简支梁模型在二辊轧机简支梁模型中,将工作辊视为线弹性应力梁。
在推导梁的挠曲公式时,我们做了以下假定:(1)梁的材质均匀,在拉伸与压缩时的弹性模量相同;(2)梁的横断面相同;(3)梁至少关于一个轴向平面对称;(4)所有的加载和反作用力都与梁的轴线垂直;(5)对于具有紧凑断面的金属梁,其宽高比等于或大于8。
短应力线轧机轧辊的有限元计算及分析

短应力线轧机轧辊的有限元计算及分析窦剑琳1,贾惠玲2(1.中冶东方工程技术有限公司,内蒙古 包头 014010;2 内蒙古科技大学,内蒙古 包头 014010)摘 要:短应力线轧机是一种高刚度无牌坊轧机,轧辊是该轧机的主要承载件,其结构参数是否合理直接影响着轧机的性能,进而影响产品的精度,文章参照实际轧制规程,用有限元理论结合使用ANS YS有限元分析软件计算出轧辊在最大轧制压力下产生的应力及变形,最终验证了其承载能力及弹性变形均在允许的范围以内。
关键词:短应力线轧机;刚度;有限元;应力中图分类号:TG333 17 文献标识码:B 文章编号:1009-5438(2008)03-0039-03Finite Element Analysis of the Roll of the Short Stress Path Rolling MillDOU Jian-lin1,JIA Hui-ling2(1.Beris Engineering and Research Corp.,Baotou014010,Nei Monggol,China;2.Inner Mongolia University o f Science and Technology,Baotou014010,Nei Monggol,China)Abstract:The short stress path rolling mill is a kind of high rigidity no stand mill.The roller is the i mportant loading compo nent.Based on the fi nite elemen t theory,the stress distributes of the roller under the biggest draught pressure are calculated with the finite element analysis software.T he loading ability and the elastic deformation are in the allowable range.Key words:short stress path rolling mill;rigidi ty;finite element theory;s tress近年来,许多国家的轧机设计及生产厂家均推出了各种类型的短应力线轧机,虽然在外形及内部结构略有不同,但其功能和原理基本是相同的。
立辊轧机机架强度和变形的有限元分析
[1] 邹家祥.轧钢机械[M]. 冶金工业出版社,1995 [2] 邹家祥等著. 轧钢机现代设计理论. 冶金工 业出版社, 1991 作者简介:周建刚(1971-),男,内蒙古包头人,包 头轻工职业技术学院讲师,工程师,硕士,主要从 事机械力学行为分析研究。 Email:jiangang060@. 作者通信地址:包头轻工职业技术学院机电工程系 邮编 014030 作者联系电话:13847260837
图 5 机架立柱的等效应力图 3.3 变形分析 机架的位移变形主要发生在垂直的 z 方向(轧制方向)和水平的 x 方向(压下方 向), 而在轧制过程中, 影响轧件厚度精度 的变形主要是机座沿压下方向的位移。 从机 架整体变形来看, 机架沿压下方向的位移值 增大了,其位移值为 0.154×2=0.308mm,机 架沿轧制方向的位移减小,其值为 0.149× 2=0.298 mm, 根据相关文献 [1], 此变形小于
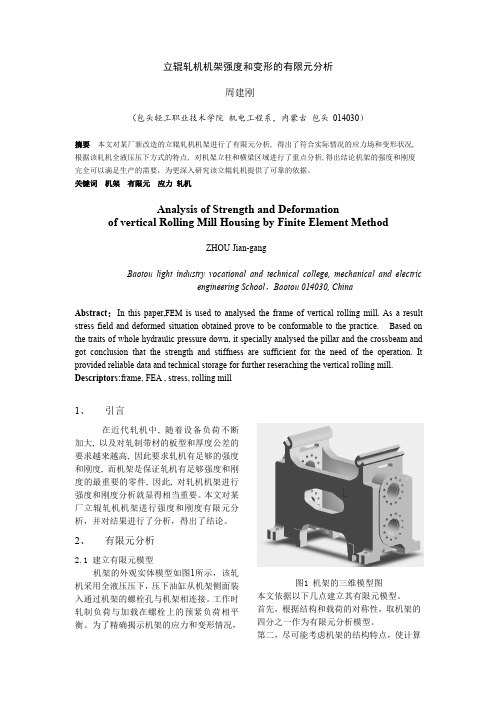
3.1 机架整体应力分析 如图 3 所示, 机架的等效应力具体分布规律 是 :
图 3 机架的等效应力图 (1)机架整体应力变化为由机架内侧到外 侧逐渐减小。 (2)立柱中部孔槽区上下两侧及横梁的承 压区是应力集中区。 (3)机架立柱与横梁交界处以及机架立柱 中段应力变化平缓, 应力水平也不高。 3.2 局部应力分析 (1)横梁应力分析 如图 4 所示, 横梁应力变化趋势为等效 应力沿 x 轴负方向减小当接近横梁对称轴线 时,应力又逐渐增大。横梁承压面应力集中
1、
引言
在近代轧机中 , 随着设备负荷不断 加大, 以及对轧制带材的板型和厚度公差的 要求越来越高, 因此要求轧机有足够的强度 和刚度, 而机架是保证轧机有足够强度和刚 度的最重要的零件, 因此, 对轧机机架进行 强度和刚度分析就显得相当重要。 本文对某 厂立辊轧机机架进行强度和刚度有限元分 析,并对结果进行了分析,得出了结论。
三辊冷轧管机轧制过程的数值模拟与试验研究

三辊冷轧管机轧制过程的数值模拟与试验研究贾其苏;双远华;李振华;武络【摘要】在简化三辊冷轧管机轧制过程的基础上,根据钢管冷轧过程的变形特点,采用Simufact有限元软件对其轧制过程进行有限元数值模拟.通过仿真模拟,分析了钢管的等效应力、等效应变分布规律及其截面变形特点,并与实际数据进行比较.分析结果表明:建立的有限元模型符合实际,模拟过程与实际轧管成型情况相符合;金属的塑性变形主要发生在减径段和减壁段;随着送进量、轧制频率的增加,轧辊的轧制力相应增大.【期刊名称】《钢管》【年(卷),期】2014(043)005【总页数】7页(P13-19)【关键词】三辊冷轧管机;轧制过程;有限元;数值模拟;Simufact软件;等效应力;等效应变;截面变形【作者】贾其苏;双远华;李振华;武络【作者单位】太原科技大学,山西太原030024;太原科技大学,山西太原030024;山西太原不锈钢钢管有限公司,山西太原030003;内蒙古一机集团富成锻造有限责任公司,内蒙古包头014032【正文语种】中文【中图分类】TG335.71三辊冷轧管机可以生产Φ6~450 mm各种材料的精密冷轧管,在实际生产中主要用于Φ140~325 mm奥氏体不锈钢无缝钢管的轧制。
奥氏体不锈钢塑性差、加工范围窄,理论分析往往难以直接指导生产,一般只能通过反复试验来确定轧制工艺参数。
通过有限元仿真技术模拟奥氏体不锈钢的轧制过程,可以帮助确定轧制工艺参数,节约试验成本。
本文应用Simufact软件中的旋压模块,对三辊冷轧管机的成型过程进行模拟[1];通过分析成型过程中应力分布、轧制力变化的特点,为合理设计轧辊孔型和制订最优轧制工艺参数提供依据[2]。
1 轧制过程分析及简化三辊冷轧管机的轧制是一个包含减径、减壁以及定径等工作段的复杂轧制过程。
在轧制过程中,机架在前后极限位置之间做往复运动,当机架达到后极限位置时,钢管回转并送进一小段;当机架从后极限位置运动到前极限位置时,即正行程轧制时,处在工作段的管坯在由轧辊轧槽和芯棒所构成的、尺寸逐渐减小的环形间隙中进行减径和压下;当机架运动到前极限位置时,钢管进行第二次回转和送进。
基于ANSYS有限元法型钢轧机机架分析

基于ANSYS有限元法型钢轧机机架分析吴旭春1,李佑河1,黄贞益2,范金城1,李长宏2,陈敏侠2,陈达宏2摘要:本文利用ANSYS有限元法对南钢中型厂Φ850轧机机架的变形及分布进行分析,结果表明,最大应力出现在压下螺母孔圆角处,并得到轧机的力学性能理论结果,为现场工艺的制定和设备的维护和使用提供了理论依据。
关键词:ANSYS有限元法,轧机机架,力学性能Anslysis of the Type Steel Mill Stand Based onANSYS Finite Element MethodWu Xu-chun1 , Li You-he1 , Huang Zhen-yi2 ,Fan Jin-cheng1 ,Li Chang-hong2,Chen Min-xia2(1. Mid-Type Steel plant of Nanjing Iron and Steel Co.Ltd,Jiangsu Nanjing 210035,China;2.Anhui University of Technology School of Materials Science and Engineering,AnHui Maanshan 243002;)Abstract:ANSYS finite element method are used in this paper to analyze the stand of Φ850 type Steel plant of Nanjing Iron and Steel Co.Ltd,The maximum stress appears at the rounding of the depress nut.also repaired the results from the finite element simulation with the measured value ,which can give the mechanical properties of theoretical results of the mill stand,all of that would supply the theoretical basis for process development and equipment maintenance and useness on-site。
基于patran 的轧辊有限元分析

基于PATRAN的机构分析的计算机方法基于patran 的轧辊有限元分析1.问题描述图1-1 轧辊的结构图几何参数:D1=40,D2=80,D3=90,D4=100,D5=180,L1=50,L2=55,L3=80,L4=55,L5=150,L6=100材料:40Cr是我国GB的标准钢号,40Cr钢是机械制造业使用最广泛的钢之一。
其技术参数是:弹性模量:E=2.1E5 Mpa;泊松比:U=0.3。
工作载荷:轧辊直径D5处施加载荷p,压强利用表中的压力p=5t 进行折算。
约束条件:D3直径处安装的是滚动轴承,轧辊右端施加扭矩Mn=4.0E6 n*mm2.分析模型轧辊为圆柱结构,建模过程:先创建平面再旋转得到轧辊的四分之一,在右端创建花键,在四分之一的结构的左端面上创建面单元,然后在拉伸成体单元,花键处网格需要单独处理,随后镜像实体,单元创建得到完整的轧辊。
由于倒圆角处影响不大故可省去不画,随后进行施加约束载荷属性随后进行分析。
3.模型创建过程3.1新建文件起名zhagun,设置如表3-1 。
点击 display 设置geometric attributes如表3-2点击 apply。
表3-1 new model preference 界面表3-2geometric attributes 界面3.2创建点在“Point Coordinate List”一栏中填入“【0 0 0】”,然后按Apply,如表3-3所示。
然后用transforma 功能创建其余点,在direction vector 中输入点移动的坐标,如创建第二个节点在direction中输入<0 20 0>,如表3-4。
第三个点在第二个点的基础上创建,依次完成所有点的创建,完成如图3-1:表3-3 点创建界面表3-4 点移动界面图3-1所有点完成图3.3创建直线方法:在 action选择 create ,object 选择 curve ,method选择 point, option:选 2 point,starting point list 选择起始点如point 1, ending point list 选择终点如point 2,如表3-4。
轧钢机机架有限元分析及优化设计

图 1 R 某粗轧机三维模型(a )机架三维模型 (b )机架网格模型图 2 机架模型文章编号:1001-3997(2009)11-0061-02轧钢机机架有限元分析及优化设计王春成 1 杨景锋 1 王丽君 1 邓定军 2 谭友奇 2(1 上海重型机器厂有限公司,上海 200245)(2 湖南省电力公司永州电业局,永州 425000)Finite element analysis and optimization of rolling millWANG Chun -cheng 1,YANG Jing -Feng 1,WANG Li -jun 1,DENG Ding -jun 2,TAN You -qi 2(1 Shangha i Heavy Machinery Plant CO .,LTD ,Shangha i 200245,Chin a )(2 Yongzhou Electric Power Bureau of Hunan Electric Power Company ,Yongzhou 425000,Chin a ) 【摘 要】根据某 1700 粗轧机结构设计方案,使用有限元分析软件 COSMOSWorks ,建立了结构分析模型。
通过对模型的计算分析,得出了该机架承受最大轧制力时最大应力所在位置和应力分布规律。
根 据分析结果,对其进行优化设计。
最后对其进行强度和刚度校核,验证其满足使用要求。
关键词:机架;COSMOSWorks ;有限元分析;优化设计【Abstrac t 】Based on the structura l design scheme for a type of 1700 Rolling mill housing ,the struc - tural analysis model is established by means of the FEM software COSMOSWorks. Through analytica l cal - culation for mechanics model ,the large stress location and stress distributing disciplinarian is found. Ac - cording to the results of the analysis ,optima l design is done for it.At last ,through checking strength and stiffness ,it is proved that the mill meets the application requirement s .Key words :Mill ;COSMOSWorks ;Finite analysis ;Optima l design 中图分类号:TH12,TF302 1 引言文献标识码:A宽度、立柱断面形状和立柱断面积等。
利用有限元分析轧机变形辅助轧机加工

利用有限元分析轧机变形辅助轧机加工特别是在大的变形弹塑性有限元基本理论基础上,采用有限元数值模拟的方法,应用UGNX6.0通用有限元分析软件,建立了轧机机架的弹塑性有限元分析模型,揭示了吊点对轧机的应力、以及应变场的分布规律。
找到轧机变形最小,且在弹性变形内的分布情况,找到最合理的吊运方式。
标签:塑性变形;弹性变形;模拟分析、有限元数值仿真1 轧机的垂直装配对结构的变形影响軋机的正常装配过程中,为立装状态。
由于受力的原因,轧机窗口都会有一个不同程度的回收,而且这个回收的数值还都不一样。
分析造成该原因,主要还是轧机的结构单薄,重量过大,支撑面又过于分开导致。
所以,立装时轧机窗口都有一个回收的过程,由于轧机结构的不同也有很大的差别。
越是单薄的机架,回收的现象越是严重。
底板越是靠近于轧机窗口的中间位置,其变形也同样越是严重。
分析变形的原因,其根本为受重力导致变形的影响,但是变形量的多少一直很困扰我们。
我们利用有限元来分析,到底对该变形对轧机的影响有多大。
我们是在dell690工程工作站上,利用美国UGS公司的大型工程分析软件UGNX6.0进行的有限元分析。
首先我们建立实体模型图,根据实际受力的情况,将轧机的接触单元分别进行模拟受力分析。
选取的材质为接近轧机实际材质性能。
如图1所示为机架的有限元模型图,图中浅色的部分为单元,深色的部分为载荷,其余的部分为约束。
为了使分析更接近实际,将基座放到分析模型中,在机架与基座间建立接触,如图1所示接触的非线性接触有限元分析。
我们对轧机的对称面施加对称约束,基座底部施加刚度约束的同时施加自重载荷。
就得到了,图2为机架垂直方向的变形图,最大变形量为0.0529mm,总变形量为0.0508-0.0356=0.0152mm。
如图3所示为机架水平方向的变形图,最大变形量为0.062mm,总变形量为0.062×2=0.124mm,为立柱内收变形。
机架窗口的变形为:垂直方向变形为0.0152mm;水平方向变形为0.124mm 的立柱内收变形。
轧制变形的ansys有限元分析的处理

1 美国 IMAG公司. ANSYS 5. 1 技术报告 ,1995 , (2) 2 邵万鹏 、李波. ANSYS 与材料科学. 金属材料 :1996
(收稿日期 :1998 —03 —22)
(上接第 15 页)
7 结 论
(1) 较系统地分析了轧钢剪切特点及进行剪 切规程设计方法的优缺点 ,成功地把工程概率优 化设计方法引入剪切规程设计中 。
图 4 轴承座对称加载约束 1 1/ 4 轴承座模型 2 1/ 4 轴承座对称位移约束
塑性加工问题中对重轨加载后的稳度要求很 高 ,重轨模型由二维问题模拟处理后 ,其静态失稳 情况与实际近似 。为更清晰地分辨实际中变形失 稳分布情况 ,在二维模型基础上 ,采用 SOLID45 八 节点体单元进行处理 ,受压表面节点载荷成三个 阶段处理 ,对受压重轨上表面模拟真实载荷状态
钢材 铸钢
表 1 钢材材质特性常数
弹性 模量
泊松 比
GPa
密度 g·cm - 3
摩 擦 系 数
稳 态
动 态
202 0. 3 7. 8 无润滑 有润滑 无润滑 有润滑
碳钢 合金钢 206 0. 3
7. 8 7. 9
0. 15
0. 1 0. 12
0. 15
0. 05 0. 1
4 单元网格划分 一些形状较简单的模型采用四节点平面四边
分析结果还存在误差问题 。如果参数变动的
分析结果具有一种收敛的趋势 ,我们认为分析结 果可信 ,同时需要实际的现象或实测的数据支持 分析结果 ,以减小或补偿误差 。
7 结 论
通过 ANSYS 有限元软件分析轧制变形问题 , 我们更加认识到 ANSYS 的灵活方便与模拟可信 性 ,它能够直观地解析各种轧制变形状态 ,为数据 结果信息提供了多种输出方式 ,成为解析轧制变 形问题的一种好的有限元工具 。
有限元轧机分析报告

工作机座及主传动系统负荷能力分析轧制力是板材轧制过程中的重要工艺参数,无论是设备校核、刚度计算,还是制定生产工艺规程都离不开它。
它的准确预测对获得所要求的轧件出口厚度是至关重要的,一个精确的轧制力预报模型,对准确制定各种生产工艺或者计算各生产条件下的轧制力均具有重要意义,因此,提高轧制力的计算精度也就显得特别重要。
但是,因为现场轧制生产条件的复杂性,要充分考虑到每一个环节非常困难,准确计算各个环节的影响程度几乎是不可能的,所以,在现场使用中,经常是考虑若干个主要影响条件,得到一个理论模型,这样做的好处就是省去了一些次要因素,使数学模型大大简化,同时又抓住了主要矛盾,其误差一般均可满足工程计算的要求,这也是工程计算的常用方法。
2.1有限元基本理论有限单元法的基本思想是将连续的求解区域离散为一组有限个、且按照一定方式相互联结在一起的单元的组合体。
由于单元能按不同的联结方式组合,且单元本身又可以有不同的形状,因此可以模型化几何形状复杂的求解域。
有限单元法作为数值分析方法的另一个主要特点就是利用在每个单元内假设的近似函数来分片地表示全求解域上待求的未知场函数。
这样一来,一个问题的有限元分析中,未知场函数或其导数在各个节点上的数值就成为新的未知量(即自由度),从而使一个连续的无限自由度问题变成离散的有限自由度问题。
一经求出这些未知量,就可以通过插值函数计算出各个单元内场函数的近似值,从而得到整个求解域上的近似解。
显然,随着单元数目的增加,也即单元尺寸的缩小,或者随着单元自由度的增加以及插值函数精度的提高,解的近似程度将不断改进。
如果单元是满足收敛要求的,近似解最后将收敛于精确解。
从应用数学的角度来看,有限单元法基本思想的提出,可以追溯到Courant在1943年的工作,他第一次尝试应用定义在三角形区域上的分片1连续函数和最小位能原理相结合,来求解St.Venant扭转问题。
而现代有限元法第一个成功的尝试,是将刚架位移推广应用于弹性力学平面问题,这是Turner和Clough等人在分析飞机结构时于1956年得到的成果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图 1 短应力线轧机辊系 1∀ 辊身; 2∀ 辊径; 3∀ 传动辊头
采用数值模拟方法对 该轧机主要承 载件轧 辊进行有限元分析及计算, 避免了以往采用经验 类比方法和简单材料力学的方法进行设 计时带 来的弊病, 能够精确得到轧辊 应力状态, 为今后 轧辊设计和指导现场安全生产提供了理论依据。 2 轧辊的计算模型
内蒙古科技大学青年基金项目 K J200647 作者简介: 贾慧灵, 女, 1976 年生, 内蒙古科技大学毕业, 硕士, 讲师
∀ 8∀
贾慧灵等: 320轧机 轧辊强度有限元分析
2008年 4月第 2期
轧辊设计成短辊身, 辊身长度为 600mm, 辊身长 / 辊径为 1. 71~ 2. 07。
等结构, 几何形状不规则, 选用带中节点的 10结 点四面体单元 So lid92进行网格划分, 比较适合边 缘形状复杂模型。采用自由网格划分方式, 中间 孔型轧制时有限元的一半模型如图 3所示, 共划 分为 56643个单元, 88812个结点。
图 4 过渡区应力分布图
图 5 路径 A - B 上应力值分布曲线
( 转 37页 ) ∀ 9∀
吕志民等: 热连轧带钢过程数 据高速采集器设计及应用
2008年 4月第 2期
由于温度低, 轧制力曲线有一个较明显的上跳变
大, 整个轧制力曲线也随着温度曲线的趋势出现
表 1 带钢过程信息
带钢过程参数信息
轧制力 ( F1- F7) 辊缝 ( F1- F7) 活套张力 ( F1- F6) 轧制速度 ( F1- F7) 入口温度 FT 0 卷曲温度
# ∃% 号孔型, 边辊环宽度为 100 mm。
图 3 延长后的轧辊有限元模型
3 计算结果分析 轧辊上孔型 、% 和 、∃分别关 于 xOy 面
对称, 故本文只研究孔型 # 、∃和 % 轧制时的受 力情 况。在 上 述 三个 孔 型 处分 别 施 加轧 制 力 840、702. 545和 603. 75kN, 计算得到轧制点处相 应的应力值为 229. 607、174. 998和 132. 448M Pa, 三种工况下工作载荷值均小于材料的 强度极限 600M Pa, 辊身的安全系数最小达到 2. 6。
发, 安徽大学 [ J]. 计算机技 术与发展, 2006, V o.l 16
( 9): 123~ 125
[ 3] W illiam A. Shay, U nderstanding D ata Comm un ications
& N etwo rks, China M achine P ress, 2003 [ 4] 陈慧 南. 数 据 结构 与 算法. 北京: 高等 教 育 出版 社,
高速数据采集是带 钢生产等快速 过程中提
高控制水平和生产质量, 有 效监视运行状态, 保
证安全可靠生产的重要保证, 本文根据热连扎过
程数据高速采集的实际需求, 设计并实现了一种 高速数据采集方案。在软件实现中运 用了半满
Байду номын сангаас
中断方式实现数据采集, 多 线程技术, 循环数组
等灵活的软件设计技巧来实现高速同 步的数据
轧辊与辊径的过渡区几何形状不连续, 产生 较大的应力集中, 且辊径直 径较轧辊的小, 常会 在此处发生断辊事故, 为轧 辊的危险部分, 单独 取出研究。该区段上的 V on M ises应力分布如图 4, 在下端轮廓 线处取路径 A - B [ 4] , 其 上应力值 分布如曲线图 5。
图 2 轧辊
文献标识码 A
Analysis on the Strength of the Roller for 320 M ill by Finite Elem entM ethod
Jia H u iling1 Ren Xuep ing1 Dou J ianlin2
( 1: Inst itute o fM echan ica l Eng ineering, InnerM ongolia University o f Sc iences and T echno logy; 2: E qu ipm en t D epartm en,t East Eng ineering and T echno logy C o. , L td. o fM CC )
共有六架轧机, 平立交替布 置, 立式轧 机与水平 轧机的本体一样, 都采取了 短的应力回线 结构, 其结构如图 1所示。
轧辊是 轧机 的主 要承 载件, 在 轧制 力作 用 下, 会产生弹性变形, 其强度高低直接 影响钢材 的质量及产量。一般说来, 小型型钢轧机采用半 硬面或硬面轧辊 ( H B250~ 600) , 该车间轧辊材料 为镍钼球墨铸铁, 弹性模量 E = 1. 54 ! 103MP a, 泊 松比为 = 0. 3, 强度极限 b = 600MPa, 单侧轴承 座承受的最大轧制力为 420kN。为提高轧辊刚度,
T ota lN o. 168 A pril 2008
冶金设备 M ETALLU RG ICA L EQU IPM ENT
总第 168期 2008年 4月第 2期
320轧机轧辊强度有限元分析
贾慧灵 1 任学平1 窦剑琳 2
( 1: 内蒙古科技大学机械工程学院 内蒙古包头 014010; 2: 中冶东方工程技术有限公司设备室 内蒙古包头 014010)
( 接 9页 ) 从图 5中曲线可看出, 不论哪一孔型轧制时,
均在距轧辊辊身边缘 A 点约 39mm 处, 应力达到 最大值, 该处最易发生疲劳断裂。 4 结论
由上述分析可知: 1) # 号 孔型轧制时, 由于载荷 的对称性, 轧 辊承受的工作载荷可达到最大, 对应的辊身安全 储备量最小, 但也基本满足强度要求, 故该轧辊辊 身在任何工况下均能保证安全工作。 2) 辊身与辊径间的过渡区易出现应力集中, 距辊身边缘约 39mm 处最易产生应力疲劳引起断 辊, 使用中, 定期对 39mm 附近进行磁粉检测, 预
采集, 该产品的研发对控制系统调试和产品质量 分析具有重要意义。
参考文献
[ 1 ]陈 建国, 严德 昆. W indows环 境下 高速数 据采 集系统 软件设计, 徐州中国矿业大学. [ J] . 微 计算机 信息,
2005, V o .l 21( 10- 1) : 100~ 102 [ 2] 李正平, 徐超. 高速数 据采集 卡 W DM 驱 动程 序的开
20 05 [ 5] 陈坚, 陈 伟. V isual C + + 网络高 级编 程. 北京: 人民
邮电出版社, 2001年
[ 6] 姜丽波, 张根宝. W inCC高速 数据采集应 用, 西 安: 陕
西科技大学 [ J] . 电气传动自动化, 2006, V o .l 28( 2):
41~ 43
( 收稿日期: 2007- 11- 06)
AB STRACT Based on boundary constra in t o f the ro ller, the simp lified fin ite e lem ent model is estab lished. T he stress a t rolling po int is ca lculated in three working conditions. T he m in im um safety facto r of the ro ller is ob ta ined. T he ana lysis show s the fa tigue fracture m ay take place in about 39mm transitional zone from the ro ller. T he resu lt has practically gu iding m ean ing to s ite production and future des ign.
K EYW ORDS R oll F inite e lem ent ana lysis Safe ty factor F atigue frac ture
1 前言 目前小型轧机使用最 多的一种主导 机型为
短应力线轧机, 由于其为无 牌坊的四拉杆 结构, 缩短了轧制力所引起的应力回线, 使轧机的整机 刚度得到 增强, 产 品质 量提高, 设 备总 重降 低。 在我国现代化的小型棒材轧钢车间, 主要精轧设 备普遍采用了这种先进的 短应力线轧机 [ 1] 。如 某钢铁集团公司生产 16~ 40mm 圆钢及带肋钢 筋的小型棒材车间, 为提高 产品精度和成 材率, 采用了我国自行研制的 320mm 精轧机, 精轧区
防裂纹产生及扩展。 3)过 渡区 母线 为两个 相切 圆弧, 今 后设 计
中, 合理地选择两圆弧半径, 使过渡区应力沿轴向 分布趋于均匀。
参考文献 [ 1]钟廷珍. 短 应力线轧机的理论与 实践 [ M ]. 北京: 冶金
工业出版社, 1997 [ 2]路凤佳. 短 应力 线轧 机结 构参 数优 化 [ D ]. 燕山 大学
硕士学位论文, 2005 [ 3]刘鸿文. 材 料力学 [M ]. 北京: 高等教育出版社, 1993 [ 4]李皓月等. ANSY S工 程计 算应 用教 程 [ M ]. 北京: 中
国铁道出版社, 2003 ( 收稿日期: 2007- 11- 12)