模具工装一览表(台帐)
量具台帐(2009)

表单编号:
使用单位 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 报废日期
2009-10-20 2009-6-1 2009-2-4 2009-5-4 2009-2-17 2008-12-6 2008-5-21 2009-7-30 2009-3-4 2008-5-21 2008-5-21 2009-4-26 2009-2-23 2007-8-3 2007-8-3 2009-1-12
建华模具量检具管理台账
No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 25 26 27 28 29 30 31 32 33 34 本厂编号 C-DK0001-200 B-BF0001 C-DK0002-200 C-DK0003-200 B-BF0002 C-DK0004-200 C-DK0005-200 C-DK0006-200 C-DK0007-200 C-DK0008-200 C-DK0009-200 B-BF0003 B-BF0005 C-DK0011-200 B-BF0006 C-DK0012-200 C-DK0013-200 B-BF0007 C-DK0014-200 B-BF0008 B-BF0009 C-DK0015-200 C-DK0016-200 B-BF0011 C-DK0017-200 B-BF0012 C-DK0018-200 C-YK0002-300 C-YK0003-200 C-YK0004-200 C-DK0019-200 B-BF0013 名称 带表卡尺 百分表 带表卡尺 带表卡尺 百分表 带表卡尺 带表卡尺 带表卡尺 游标卡尺 带表卡尺 带表卡尺 带表卡尺 百分表 百分表 百分表 带表卡尺 百分表 带表卡尺 带表卡尺 百分表 带表卡尺 百分表 百分表 带表卡尺 带表卡尺 百分表 带表卡尺 百分表 带表卡尺 游标卡尺 游标卡尺 游标卡尺 带表卡尺 百分表 出厂编号 C710091218 G208361 C710091683 C778555 H62333 C779017 C907310259 C778204 706118 C710091319 C710091467 C400024 C016828 I31853 H147604 C710231688 H150830 C811110194 C756081 7094486 C710091643 7092670 H147560 C81110058A C710091468 E217686 C710091223 H165112 C808140208 C711210017 3-6105303 3-6118409 C648273 97571 品牌 广陆 广陆 广陆 长风 广陆 长风 长风 长风 上海 广陆 广陆 长风 广陆 广陆 广陆 广陆 广陆 广陆 长风 广陆 川 广陆 广陆 广陆 川 广陆 广陆 广陆 上海 广陆 广陆 长风 生产厂家 桂林 桂林 桂林 苏州 桂林 苏州 苏州 苏州 上海 桂林 桂林 苏州 桂林 桂林 桂林 桂林 桂林 桂林 苏州 桂林 川制 桂林 桂林 桂林 川制 桂林 桂林 桂林 上海 桂林 桂林 苏州 规格 0-200 0-10 0-200 0-200 0-10 0-200 0-200 0-200 0-300 0-200 0-200 0-200 0-10 0-10 0-10 0-200 0-10 0-200 0-200 0-10 0-200 0-10 0-10 0-200 0-200 0-10 0-200 0-10 0-200 0-300 0-200 0-200 0-200 0-10 单位 mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm 购入年月 2008-5-21 2008-12-15 2008-12-15 2008-12-15 2009-10-15 2008-12-15 2009-10-10 2008-5-21 2008-5-21
模具工装出入库检验及领用管理流程(玻璃制品)

模具/工装出入库检验及领用管理流程一、目的:以公司章程为依据,规范公司模具/工装管理工作,为提高模具的使用效率,保障生产需求,特制订本管理流程。
二、适用范围:本公司开发设计订购模具/工装。
三、权责:协助公司模具的运作,完成所进模具的验收及储存管理,确保模具品质,提高其适用性,更好的服务于生产。
四、管理项目和过程控制1、到货清点:模具到货后由模具库管员按照供货商的《发货清单》盘点各品种部件模具数并确认登记,如到货与发货清单不同,需通知采购人员。
确认登记后由库管员交检验员静态检验。
无号码模具待静态检验合格后由检验员或库管员编写临时编号。
UHP厂商代号品名年份月份流水号P38模具编号规则: YG 14 01 —S 0 1Z表示珠盖S表示沙盖H表示环行盖 Q表示足球盖2、静态检验:静态检验内容包括模具外观质量和可用量具直接测量检验的模具工装尺寸。
检验员按图纸要求检验模具,在模具缺陷不良处用记号笔标注,填写《模具检验报告》并交模具技术员。
模具工装检验合格后由检验员交库管员接收存放,不合格品由检验员退回库房,并通知生产保障部模具采购人员和生产技术部模具技术员,采购人员需及时联系供货商处理退货模具并及时补充。
3、接收存放:静态检验合格模具可接收存放,由检验交库房存放保管。
需要热态试模模具待生产安排试模。
不需要热态试模模具和UHP模具静态检验合格后判定为入库,UHP冲头由库管员填写《上模流转卡》并保管存放。
4、热态试模:热态试模的检验内容包括静态检验不能直接用量具测量判定的尺寸、外观质量、光束角等玻璃制品技术要求,改为测量玻璃制品的相关尺寸和玻璃制品的特定标准来判断。
由模修从库房领取模具。
由热检员判定模具是否合格,在模具缺陷不良处用记号笔标注,并填写《试模登记表》。
热态试模的合格模具判定入库。
不合格品由模修退回库房,并通知生产保障部模具采购人员和生产技术部模具技术员,采购人员需及时联系供货商处理退货模具并及时补充。
TS全套表格
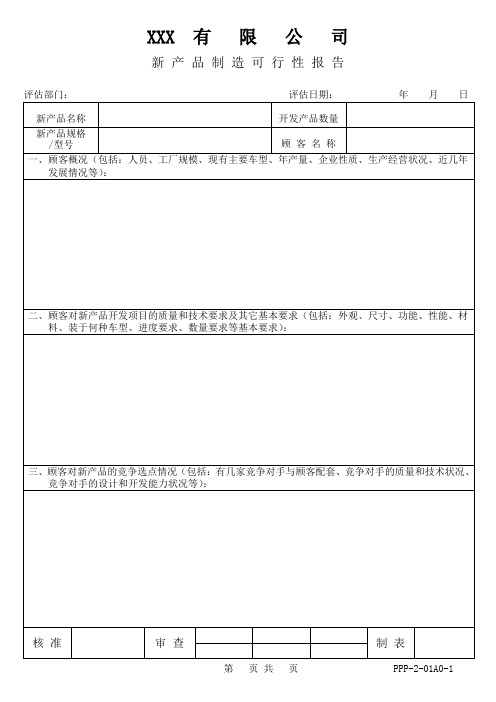
新产品制造可行性报告XXX 有限公司产品成本核算报价表合同/ 订单评审表部门:日期:年月日新产品项目开发申请单多方论证小组成员及职责表制定部门:制定日期:年月日XXX 有限公司新产品项目 APQP 开发计划K C E 有限公司新产品项目 APQP 开发计划(续上页)第 2 页,共 5 页 PPP-2-04A0-2第 4 页,共 5 页 PPP-2-04A0-4K C E 有限公司新产品项目 APQP 开发计划(续上页)第 5 页,共 5 页 PPP-2-04A0-5XXX 有限公司设计和开发评审记录表制定部门:制定日期:年月日PP-706-2-02A0新产品开发设计目标PPP-2-05A0产品初始材料清单PPP-2-06A0XXX 有限公司产品过程流程图第页,共页 PPP-2-07A0XXX 有限公司产品和过程特殊特性PPP-2-08A0产品保证计划产品保证计划(续上页)管理者支持DFMEA框图/环境极限条件表XXX 有限公司潜在的失效模式及后果分析XXX 有限公司设计 F M E A 检查表制定部门:制定日期:年月日XXX 有限公司设计和开发确认记录表XXX 有限公司产品可制造性和装配设计XXX 有限公司产品可制造性和装配设计(续上页)XXX 有限公司第页,共页XXX 有限公司控制计划检查清单制定部门:制定日期:年月日PPP-2-13A0K C E 有限公司样件试作和试验验证计划样件检验和确认记录表试验报告设计和开发验证记录表设计和开发确认记录表产品工程图样确认表工程规范确认表材料规范确认表XXX 有限公司设计和开发更改记录表PP-706-2-05A0K C E 有限公司新产品设备/工装/模具/夹具检查清单PPP-2-19A0新设备、工装和试验设备检查清单第1页,共 2 页 PPP-2-20A0-1新设备、工装和试验设备检查清单(续上页)第2页,共 2 页 PPP-2-20A0-2新设备、工装、量具和试验设备开发计划进度表PPP-2-21A0XXX 有限公司产品和过程特殊特性PPP-2-08A0XXX 有限公司量具/ 试验设备检查清单PPP-2-22A0K C E 有限公司新设备、工装、量具和试验设备开发计划进度表PPP-2-21A0XXX 有限公司设计和开发评审记录表制定部门:制定日期:年月日。
原创设备工装模具分类及编号规定

设备工装模具检具分类及编号规定1.目的为规范公司所有设备的分类及编号方法,便于设备统一管理,并符合生产质量管理规范中的相关要求,对公司现有设备工装模具检具进行分类与编号。
2.适用范围本规定适用于本公司所有设备工装模具检具管理分类及编号。
3.职责生产部根据本规定内容执行公司设备工装模具检具分类及编号。
4.设备工装模具检具编号5.1设备编号规定根据公司实际情况,拟定我公司设备编号由2部分组成:设备名称+序号5.1设备编号代码表焊接机分类: HJJ -001激光焊接 HJJ -Oll 凸点焊接HJJ -021 MIG 焊接5. 2设备编号样式及详解例:生产部第一台旋钾机编号为:注:编号中所有的英文字母用大写表示.举例.K4-T4I-15-F01XXXX- X X -XX- XXX. X一同一工装有2付以上,用3、、、-9 表示,没有就省略工装夹具序列号01, 02. -99,同一条生产线中有完全相同的设备,用后缀 -01表示工装分类:M (模具),F (工装)表示年份 01、02 (10)产品类别60%I∕B-6I; 40%0∕B-40; 60%0∕B-60; 40%I∕B-4I;产品代号:R-recliner; T-track;D-Disk;(如有三排,在产品代号前加3例如:3R)项目代号:如K4, D2UXLXXXX一代表项目代号,(项目号由ME提供)如:X61G、X12C),如超过4位,以前四位取数2. X--产品代号:R-recliner;T-track; D-Disk;Rearleg-RL; SUSPenSion-S(如有三排,在产品代号前加3 例如:3R)3. 3.X-产品类别:60%I∕B-6I, 40%0∕B-40, 60%0∕B-60, 40%I∕B-4I, 如果是两种产品共用的,60%0/B和40%I∕B共用的夹具,写两种产品代号,Eg. 60414. 4. XX一用公元年后两位阿拉伯数字表示.例:15就代表公元2015 年5.X—工装夹具分类:M (模具),F (夹具)6.XX一代表工装夹具序列号(序号:01;02…99),依据流程依次编号。
工装模具管理程序

工装模具管理程序1.目的使公司的工装模具管理规范化,保证工装模具持续满足生产及使用需求。
2.适用范围适用于公司产品生产所用的工装模具,包括夹具等的设计、制造、采购、验收、使用维护、和报废等活动。
3.引用文件无4.术语无5.职责5.1 综合业务部5.1.1 综合业务部负责工装模具订单的接收及评审的组织;5.2 模具设计人员5.2.1模具设计人员负责工装模具的设计开发工作,根据客户提供的产品图纸/或三维数据/或客户样件等技术资料,针对产品制造难度进行产品开发的技术可行性分析;5.2.2 负责与客户产品工程师联络,根据客户提供的数据规格、技术标准等,明确产品技术状态和标准;5.2.3设计完成后提交设计图档启动加工;5.2.4提供工装的修改计划,备件清单、工装相关的图纸资料及对工装维修、制作进行指导。
5.3 模具加工车间5.3.1模具加工车间负责工装模具的制作;5.3.2执行工装模具修理方案并协同制造部门进行跟踪验收;5.4 模具使用部门5.4.1工装模具使用部门负责工装的使用、维护、保养工作;5.4.2根据实际需求提供工装的备件采购申请, 非标件由制造部门提出备件申请,经车间主管审核后,交工装管理员负责外委制作或协调内部加工;5.5 采购员5.5.1采购员负责工装模具备料清单的采购工作及工序的委外加工。
6.流程图7.流程描述7.1 客户合同订单确立业务部门确认客户合同订单确立。
6.2 输入信息确认设计主管对图纸、技术要求、进度要求进行确认。
6.3 信息是否全面信息不全面,反馈给业务部门进行再次确认;信息确认则进入下一环节。
6.4 模具计划安排模具计划根据合同要求进行项目计划与进度安排。
6.5 模具设计模具设计进行初步模具及工装设计。
模具设计内容为进浇口设计/分型面设计/冷却设计/顶出设计。
6.6 评审初步设计完成组织模具评审。
评审内容为模具结构/加工方式/及进浇口确认。
参与评审人员为设计人员及加工人员同注塑人员及项目组人员。
生产工装夹具模具管理程序(含表格)
生产工装/夹具/模具管理程序(IATF16949-2016/ISO9001-2015)1.0目的为对生产工装/夹具/模具的制造、验证、维护、保养、修复、报废进行有效管理控制,以确保工装/夹具/模具完好,满足生产工艺的需求。
2.0适用范围:适用于本事业部工装/夹具/模具的管理和控制。
3.0职责:3.1工艺装备部负责工装/夹具/模具的制造、修复。
3.2、品管部负责工装的质量验收和周期鉴定。
3.3、各车间负责建立工装分台帐及工装目录、编号等管理和周检计划中工装送检、定置定位、日常维护保养、报废工装处置等工作。
3.4、工艺装备部负责工装/夹具/模具的策划、建帐、易损工装更换计划的拟订及维护保养监督检查。
3.5、工艺人员按每个车间的分管权限建立工装台账档案电子档,并按照季度对电子台账进行资料室纸质及电子归档,并对车间建立的分台账进行核查检查,并进行季度检查通报。
4.0方法及要求:4.1.工装的设计、制作4.1.1工艺装备部负责产品工装/夹具/模具的设计,及后续使用工装/夹具/模具的改进,包括各类特定工艺要求的工装/夹具/模具。
4.1.2制造部、工艺装备部负责工装/夹具/模具加工的有关事宜,跟进加工进度,若有异常,应立即采取纠正措施。
4.1.3所有工装的设计、制作都需要有唯一的工装编号,并用合适的字体刻于工装上(采用钢印或者其他)。
4.2、工装/夹具/模具的制作申请及实施4.2.1根据产品要求形成的工装/夹具/模具清单及其制造计划(计划中应注明是否需要委外制造或自制),由制造部、工艺装备部组织实施制造;或由使用部门根据现生产过程的需要(如更新工装等)填写《工装/夹具/模具制作(修理)申请单》,报工艺装备部审核,经批准后,由制造部、工艺装备部组织制造。
4.2.2、外协制作及工装模具费用小于2000元的由制造部主管、工艺装备部主管批准制作、超过2000元由分管副总批准、超过10000元由总经理批准。
4.2.3、批准后制作过程由申请部门人员负责跟踪。
汽配模具工装台帐

注:铸造模用“●”表示 钢板模用“□”表示
限位 块
配件数目
支承 聚氨 废料 柱脂盒
重量 吊棒 (T)
机床 (T)
存放
移进时间
-
500 二冲 09/07/11
400 二冲 09/07/11
500 二冲 09/07/11
400 二冲 09/07/11
500 二冲 09/07/10
400 二冲 09/07/10
5
561-9018088/89-OP10
拉延
OP10
6 3/4 7
8
9018088/89
561-9018088/89-OP20
左右后悬挂 盖板
561-9018088/89-OP30
561-9018088/89-OP40
修边冲孔 翻边整形
切边
OP20 OP30 OP40
9
561-9018088/89-OP50
右支架 559-9017889-101-2/3
成型
OP20
15 □
559-9017889-101-3/3
翻边
OP30
16 □
559-9017893-100-1/4
落料
OP10
7 17 □ 18 □
9017893
小支架 559-9017893-101-2/4 559-9017893-101-3/4
成型 翻边
成型
OP20
33 □
552-9018769-100-3/3
冲孔
OP30
34 ●
08-A820
拉伸模 OP10
外形尺寸
【长*宽*高(限位)】
1300*980*735 1300*960*750 1670*735*690 1380*840*685 900*770*535 1000*(1060)*700(800)*590 860*720(780)*680 485*320*330 940*780*655 2025*910*705 2030*900*750 2010*780*745 450*210*245 445*320*235 340*250*260 375*295*235 420*280*245 360*240*275 290*210*242 480*340*240 460*420*272 460*340*245 340*260*233 405*350*255 480*340*281 430*300*292 470*350*277 450*280*258 335*260*240 340*250*245 460*315*235 445*280*235 300*200*220 1700*1030*850
工装模具管理台帐

福裕立加 海天卧加 摇臂钻
龙门
④2408014-M4轴承盖
1.2402031-M15轴承盖铣 面钻孔夹具
福裕立加
无
无 无 无 无
2402031-M15-1 2402031-M15-2
2.2402031-M15轴承盖铣 面钻孔夹具
单面立式铣床
2402031-M15-3
工装模具管理台帐
工装编号
使用分厂
日照五征汽车部件 总成有限公司
加工车间
技术装备部
陈建利
T(2401014-M15)652-2
日照五征汽车部件 总成有限公司
加工车间
技术装备部
陈建利
T(2401014-M15)652-3
日照五征汽车部件 总成有限公司
加工车间
技术装备部
陈建利
(2401014-M15)701-5
日照五征汽车部件 总成有限公司
使用单位 设计部门 设计人
(2401011-M4)734-1
日照五征汽车部件 总成有限公司
加工车间
江苏高精
/
(2401011-M4)734-2-1 (2401011-M4)734-2-2
日照五征汽车部件 总成有限公司
加工车间
江苏高精
/
(2401011-M4)734-3-1 (2401011-M4)734-3-2
日照五征汽车部件 总成有限公司
加工车间
技术装备部
李华英
(2402031-M15)741-1
日照五征汽车部件 总成有限公司
加工车间
技术科
石绪旺
制作日期 备注
2009.04 2009.05 2009.05 2009.04 2009.04 2009.04 2009.04 2009.03 2009.01 2009.01 2009.12
工装易损件备品备件一览表(精工)

Φ 22*Φ 24 Φ 6*Φ 3.2 Φ 6转Φ 8 Φ 10转Φ 12 Φ 12接头两通 Φ 12接头一通 Φ 12螺纹接头
供应商
供应商联系人供应商联系电话 最低库存量现存量现存量现存量现存量 现存量
4
4
4
4
10
10
10
5
/
2
2
/
2
2
/
6
手动阀
车间A1-4
7
BWLTE定位销
车间A1-5
8
BWLTE定位销
车间A1-6
9 支架本体钻孔攻丝定位销 车间A1-7
10 五合一箱体定位销 车间A1-8
11
19箱体定位销
车间A1-9
12
XRRU定位销
车间A1-10
13
DRRS定位销
车间A1-11
14 安科主壳体定位销 车间A1-12
15
135RU定位销
备品备件配备规则: 1、根据所有夹具所需易损配件的型号规格进行库存备货; 2、贵重配件如果在30分钟内可以采购到位的不需要备库存;
工装易损件备品备件(易损件安全库存)
版本号:A-0 ; 表单编号:
序号
备件名称
存放库位
1
Hale Waihona Puke 薄型气缸仓库2
薄型气缸
仓库
3
气管
车间A1-1
4
气管接头
车间A1-2
5
气管接头
车间A1-3
车间A1-13
16
气管接头
车间A1-16
17
气管接头
车间A1-17
18
工装模具管理乌龟图
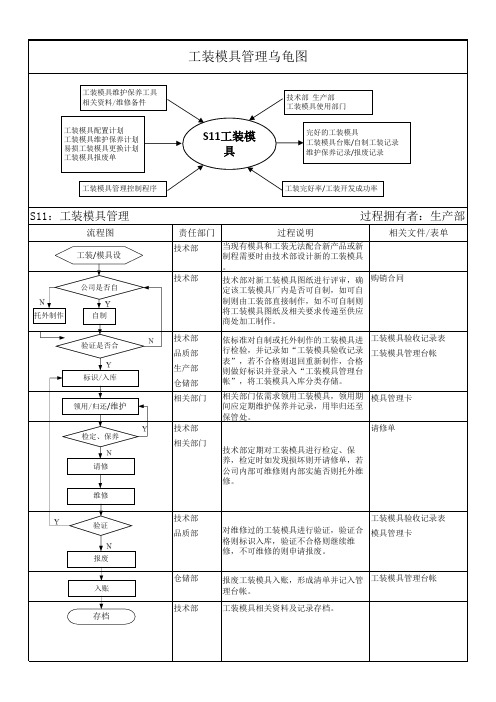
责任部门技术部技术部技术部品质部生产部仓储部相关部门技术部相关部门技术部品质部仓储部技术部工装模具管理乌龟图当现有模具和工装无法配合新产品或新制程需要时由技术部设计新的工装模具。
技术部对新工装模具图纸进行评审,确定该工装模具厂内是否可自制,如可自制则由工装部直接制作,如不可自制则将工装模具图纸及相关要求传递至供应商处加工制作。
依标准对自制或托外制作的工装模具进行检验,并记录如“工装模具验收记录表”,若不合格则退回重新制作,合格则做好标识并登录入“工装模具管理台帐”,将工装模具入库分类存储。
相关部门依需求领用工装模具,领用期间应定期维护保养并记录,用毕归还至保管处。
技术部定期对工装模具进行检定、保养,检定时如发现损坏则开请修单,若公司内部可维修则内部实施否则托外维修。
工装模具相关资料及记录存档。
工装模具管理台帐对维修过的工装模具进行验证,验证合格则标识入库,验证不合格则继续维修,不可维修的则申请报废。
报废工装模具入账,形成清单并记入管理台帐。
工装模具验收记录表模具管理卡工装模具管理台帐模具管理卡请修单购销合同工装模具验收记录表S11:工装模具管理过程拥有者:生产部流程图过程说明相关文件/表单S11工装模具 工装模具维护保养工具相关资料/维修备件 工装模具配置计划工装模具维护保养计划易损工装模具更换计划工装模具报废单 技术部 生产部工装模具使用部门工装完好率/工装开发成功率工装模具管理控制程序 完好的工装模具 工装模具台账/自制工装记录 维护保养记录/报废记录公司是否自标识/入库 托外制作 维修请修验证 工装/模具设自制 验证是否合领用/归还/维护 检定、保养 报废 入账 存档。
工装模具管理流程图

上海瑞裕汽车配件有限公司工装/模具管理流程图(1)页2/1负责流程图接口/参考输入/输出(←/→)1工程部2生产部3贸易部4生产部5检验6检验、模具库管理员7设备科8模具库管理员1←产品图纸→工装图纸3→工装模具委外加工申请单4←工装模具补充计划申请单5←工装模具完工检验入库单→工装模具履历册6←工装模具完工检验入库单工装模具履历册→工装模具台账7←《工装模具验证办法》工装模具验证通知单,未验证工装模具清单→工装模具履历册8←工装模具履历册负责流程图接口/参考输入/输出(←/→)9使用部门10使用部门11模具库管员12检验13设备科14检验15模具库管员16工程部车间9←工艺卡片→工装模具履历册10←模具质量跟踪卡→工装模具履历册11←模具报修单→工装模具履历册12←《模具日常维护保养指导书》专用检具/量具(检模)周期检定日程(计划)表月度预防性维护保养计划14→封存/启封工装清单15←《易损工装的更换计划》工装模具报废申请单→工装模具履历册模具台账16←文件更改单模具的编号、存放⏹模具库设立工装试制架、工装成品架,库管员凭做出合格结论的工装模具完工、检验、入库单建立模具台账,按模具分类摆放于工装试制架上。
⏹经验证合格的工装模具:检模按型号分类放于工装成品架,工装模具按钢印号放于工装成品架。
工装/模具的使用、报修工装/模具借用和归还时需填写工装/模具履历册及模具质量跟踪卡,发现问题及时报修,库管员填写报修单送机修工段,修理完成后经检验并验证合格后方可使用,并做好记录。
编制:审核:批准:。
PPAP全套表格(吐血推荐)

尺寸结果
报告编号 Report Number :
Dimensional Results
供应商名称 Supplier
零件号 Part Number
检 验 机 构Par名t Num称ber Name of Inspection Facility
零件名称 Part Name
项目 Item
尺 寸 / 规 范 Part Name Dimension/Specification
以上提交资料对应的零件适用于
注:该部件是否含有任何限制的或需要报告的物质。
□是
□否
零部件是否标注了相应的产品标识。 提交原因
□是
□否
□首次提交
□改为其它选用的结构或材料
□工程更改
□二级供应商或材料来源更改
□工装:转移、更换、整修或添加
□零件加工过程更改
□偏差校正
□在其它地方生产零件
□工装停止使用期超过一年
尺寸结果
报告编号 Report Number :
Dimensional Results
供应商名称 Supplier
零件号 Part Number
检 验 机 构Par名t Num称ber Name of Inspection Facility
零件名称 Part Name
项目 Item
尺 寸 / 规 范 Part Name Dimension/Specification
不合 合格 格
OK Not OK
备注( Remark):
编制 Authorize : 日期 Date:
审核 Check: 日期 Date:
零件号 (Part Number): 零件名称 (Part Name): 供应商名称 (Supplier Name): 提交原因:
工装模具台账
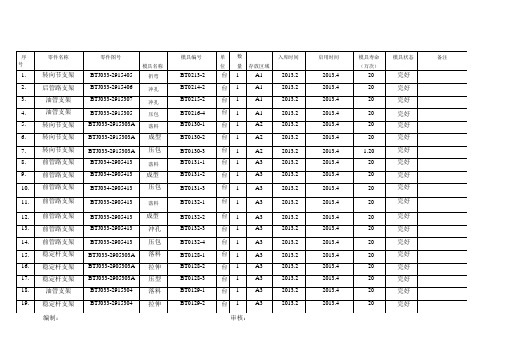
BT0124-2
台
1
A6
2013.2
2013.4
20
完好
29.
防尘罩盖
BTJ013-2905102
落料
BT0123-1
台
1
B1
2013.2
2013.4
20
完好
30.
防尘罩盖
BTJ013-2905102
成型
BT0123-2
台
1
B1
2013.2
2013.4
20
完好
31.
防尘罩盖
BTJ013-2905102
台
1
C3
2013.5
2013.6
20
完好
83.
垫圈
BTJ015-2915013
落料
BT0112-1
台
1
C4
2013.5
2013.6
20
完好
84.
垫圈
BTJ015-2915013
成型
BT0112-2
台
1
C4
2013.5
2013.6
20
完好
85.
垫圈
BTJ015-2915017
落料
BT0113-1
台
1
C4
台
1
B5
2013.2
2013.4
20
完好
52.
连接支架
BTJ033-29605311
折弯
BT01262013.4
20
完好
53.
上弹簧盘
BTJ028-2905505
落料
BT0121-1
台
1
B6
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模 具/工装 一 览 表(台帐)
编号:
模具工装重量
产品重量g
模具吨位型号 模具工装类型 模具工序 制作厂家 使用厂家 初次试模时间
编号:
单件节拍 验收投产时间
制作周期
设计寿命 状态
备注
序 号
项目型号
产品/部件名称
1
2
3
4
5
6
7
8
9
10
11
12
13
对应产品图号
图纸下发时间
模具/工装名称
浙江xxxxx有Βιβλιοθήκη 公模具/工装编号 数量模具图片
14
15
备注:1.类型可分为焊接夹具、发泡模具 、注塑模具、冲压模具、面料落料刀模、定位辅具、总成工装等; 2.状态分为正常、报废、闲置、验收中、等
xxx有限公司