日本各大钢铁公司炼钢及连铸设备运转现状
近10年日本钢管制造技术进展

近10年日本钢管制造技术进展1 钢铁制造技术的变迁从20世纪60年代至70年代,日本的钢铁产量有大幅度的提高,这是由于日本引进和开发了大量高生产率技术所致。
LD转炉、连铸、高炉的大型化、板坯连续冷轧技术、高速轧制和芯棒式无缝管轧制等技术的开发为大幅度提高产量和生产率起了巨大的作用。
这些技术的发展离不开设备、材料和计算机等相关技术的发展。
在轧制和轧制理论发展的同时,如果没有计算机和计算机控制技术的发展,就没有连续轧制技术。
日本的钢铁业在高效、大量生产方面以先进的制造技术为武器,确立了其在国际上的钢铁技术的主导地位。
但是,在国际上对钢铁需求变化的同时,技术的发展方向也开始向重质轻量方向转变,并追求质量的稳定,进一步降低生产成本。
尤其是,随着汽车的迅速普及,对板材挤压成形性和耐蚀性提出了越来越高的要求,为此日本加强技术的主导地位,在IF钢和表面处理材料的开发方面取得了很大的进展。
在降低生产成本方面,开发了大幅度节能、提高产品合格率和提高生产率的技术。
在建筑建设领域,近年来随着超高层建筑和特大型桥梁的建设,开发了高强度、焊接性好的钢板。
在汽车制造业方面,为确保汽车碰撞时的安全性和环保的要求,开发了高强度、轻量化钢材生产技术。
在钢管制造方面,为确保轻量化和碰撞安全及降低生产成本,钢管的高强度化和管材液压成形技术引入关注,汽车生产厂和钢铁企业合作进行了钢管生产技术开发。
另外,在油井管和干线用管方面,进行了高耐蚀性和高强度材料的开发。
日本钢铁技术能够领先世界是由于日本始终以需求为先、认真实施技术开发的结果。
日本所具有的优势就是技术和需求的超前性。
在上述产品和生产技术开发中,一个非常重要的关键词就是技术的融合。
制造技术在吸收相关技术并与上游技术融合的同时不断发展。
另外,支撑加工技术发展的是加工模拟技术。
今后,日本应将制造、加工技术的经验和计算模拟取得的经验技术进行融合,在以需求为先的同时,创造出领先一步的制造技术,如高强度钢的加工技术、高精度稳定的加工技术和钢构功能开发技术等。
日本JFE钢铁公司战略发展趋势

日本JFE钢铁公司战略发展趋势当前,世界钢铁工业发展面临着新的巨大挑战。
在这种形势下,世界第三大钢铁联合企业——日本JFE钢铁公司的产品发展战略定位成努力研发创新技术,开发“独创”和“领先”产品,占领高端产品市场。
近年,随着创新技术的不断开发成功,各种高端新产品也应运而生。
一、研发机构及体制1.研发机构JFE集团的研发机构包括JFE钢铁研究所、工程技术研究所和技术研究所,其中隶属于JFE钢铁公司的钢铁研究所负责钢铁技术的研发,下设研究企划部和18个专业研究部,具体构成如图1所示。
JFE钢铁研究所有400多名职工,目前约40%的人员从事生产工艺技术的开发,60%从事新产品的开发。
JFE注重生产工艺技术的开发是因为该公司已经认识到新产品的开发首先要有相应的工艺技术做支持.在加大开发力度的基础上,JFE 将集中力量加强JFE“独创”和“领先”产品的开发,同时研发费用也将向生产工艺领域倾斜。
2.研发体制为了促进各产品区域重点技术课题的制定和各工序间技术开发的横向推进,JFE钢铁公司采用横跨生产、研究和经营部门的研发体制——产品区域、SB U(战略经营单元)体制(见图2)。
产品区域由薄板、厚板等8部分组成,在经营计划的基础上制定技术开发战略,并制定重点技术课题,横向推进技术研发。
S BU由通用技术领域的炼铁、炼钢、炉渣、设备、环境和能源5个部门组成,各S BU要制定部门战略,横向推进技术开发。
产品区域、SBU中的各部门由专业技术会议联系在一起,专业技术会议以产品区域、SBU提出的技术战略为基础推进课题、预测中长期技术动向、强化公司的技术创造力。
二、产品研发战略1.创新技术开发战略JFE集团的开发理念是以用户需求为第一,进行自主创新产品的开发;高效率生产优质产品技术的开发;环保型产品与技术的开发。
同时,通过充分发挥集团整体的协同作用,拓展新领域,灵活应对环境的变化,确保高收益率,获得市场和社会的信赖。
在该理念指导下,近年JFE钢铁公司的技术开发都是以“独创”和“领先”为目标,在加工技术、基础技术、工艺技术、产品技术等领域开发出了许多如超速冷却技术(Super—OLAC)、在线热处理工艺(HOP)、提高焊接热影响区韧性技术(EWEL)等创新技术(如表1所示),从而大幅提高了设备生产效率,降低了生产成本。
日本JFE钢铁公司战略发展趋势

日本JFE钢铁公司战略发展趋势当前,世界钢铁工业发展面临着新的巨大挑战。
在这种形势下,世界第三大钢铁联合企业——日本JFE钢铁公司的产品发展战略定位成努力研发创新技术,开发“独创”和“领先”产品,占领高端产品市场。
近年,随着创新技术的不断开发成功,各种高端新产品也应运而生。
一、研发机构及体制1.研发机构JFE集团的研发机构包括JFE钢铁研究所、工程技术研究所和技术研究所,其中隶属于JFE钢铁公司的钢铁研究所负责钢铁技术的研发,下设研究企划部和18个专业研究部,具体构成如图1所示。
JFE钢铁研究所有400多名职工,目前约40%的人员从事生产工艺技术的开发,60%从事新产品的开发。
JFE注重生产工艺技术的开发是因为该公司已经认识到新产品的开发首先要有相应的工艺技术做支持.在加大开发力度的基础上,JFE将集中力量加强JFE“独创”和“领先”产品的开发,同时研发费用也将向生产工艺领域倾斜。
2.研发体制为了促进各产品区域重点技术课题的制定和各工序间技术开发的横向推进,JFE钢铁公司采用横跨生产、研究和经营部门的研发体制——产品区域、SBU (战略经营单元)体制(见图2)。
产品区域由薄板、厚板等8部分组成,在经营计划的基础上制定技术开发战略,并制定重点技术课题,横向推进技术研发。
S BU由通用技术领域的炼铁、炼钢、炉渣、设备、环境和能源5个部门组成,各SBU要制定部门战略,横向推进技术开发。
产品区域、SBU中的各部门由专业技术会议联系在一起,专业技术会议以产品区域、SBU提出的技术战略为基础推进课题、预测中长期技术动向、强化公司的技术创造力。
二、产品研发战略1.创新技术开发战略JFE集团的开发理念是以用户需求为第一,进行自主创新产品的开发;高效率生产优质产品技术的开发;环保型产品与技术的开发。
同时,通过充分发挥集团整体的协同作用,拓展新领域,灵活应对环境的变化,确保高收益率,获得市场和社会的信赖。
在该理念指导下,近年JFE钢铁公司的技术开发都是以“独创”和“领先”为目标,在加工技术、基础技术、工艺技术、产品技术等领域开发出了许多如超速冷却技术(Super—OLAC)、在线热处理工艺(HOP)、提高焊接热影响区韧性技术(EWEL)等创新技术(如表1所示),从而大幅提高了设备生产效率,降低了生产成本。
日本铸造产业的现状与未来展望

日本铸造产业的现状分析
01
02
03
产业规模
日本铸造产业规模较大, 覆盖了各种铸造工艺和应 用领域,如重力铸造、低 压铸造、压铸等。
技术水平
日本铸造业在技术水平上 处于世界领先地位,尤其 在精密铸造和高效铸造方 面有着独特的优势。
产业链完善
日本铸造业拥有完整的产 业链,从原材料供应到下 游应用领域,都有相应的 企业合作。
探讨日本铸造产业对国内和国际市场的影响
研究范围和方法
研究范围
本研究将专注于日本铸造产业的现状 和未来发展,特别是针对行业内的技 术创新、市场趋势和政策影响等方面 进行深入探讨。
研究方法
采用文献综述、数据分析和案例研究 等方法,收集和分析关于日本铸造产 业的各类数据和信息,以揭示其现状 和未来发展趋势。
技术创新与发展趋势
高效化生产技术
随着自动化、智能化技术的不断 发展,日本铸造企业正在积极引 进高效化生产技术,以提高生产
效率和产品质量。
绿色环保技术
为应对环保压力,日本铸造企业 正在研发和推广绿色环保技术, 如废气处理技术、废砂再利用技 术等,以降低生产过程中的环境
污染。
定制化生产技术
随着市场需求的多样化,日本铸 造企业正在开发定制化生产技术
05
结论与建议
研究结论
日本铸造产业在过去的几十 年中经历了起伏和变革,目 前已经形成了较为成熟和稳
定的产业体系。
尽管日本铸造产业在技术、 设备和人才等方面具有明显 优势,但在全球竞争压力下 ,仍面临产业结构、生产效
率和环保等方面的挑战。
日本铸造产业未来的发展变化的市场需求和产业环 境。
对日本铸造产业的建议
鼓励企业加大技术研发和设备更 新投入,提高生产效率和产品质
日本炼铁技术发展回顾与展望

日本炼铁技术发展回顾与展望1、炼铁技术发展趋势在二次世界大战后,日本钢铁工业积极引进了西方国家先进的钢铁生产技术,并加以改进,因而成为世界钢铁生产技术最先进的国家。
日本在沿海地区建设了许多钢厂,使之可以从世界各地大量进口高质量的生产原料。
在60年代和70年代,日本钢铁企业在降低还原剂(RAR)方面相互间开展了激烈竞争。
到了1980年11月,新日铁公司君津厂4号高炉取得了高炉还原剂最低的纪录,为406kg/t铁,而到了1981年11月,NKK公司福山厂(现JFE钢铁公司)3号高炉又创造了396kg/t铁的新纪录。
达到上述接近极限数值成绩所采取的措施包括加大高炉尺寸、提高炉顶压力和炉温,强化对炉料尺寸的控制,改善烧结矿质量,加强炉料分布控制和喷吹重油或其它燃料。
在1973年和1979年石油危机后,由于失去使用重油等成本上的优势,到1982年8月,日本所有42座高炉全部停止喷油。
为了使钢铁厂能源成本最小化,当时高炉操作上的发展趋势是采用较高的还原剂比例以提高高炉煤气的产生。
当时另一个发展趋势是开发高炉操作技术以增加低价原料的使用量来降低生铁的原料成本,并引入了煤粉喷吹技术(PCI)。
1981年,新日铁公司大分厂1号高炉成为日本首座引入喷煤技术的高炉牞并迅速在日本其它高炉上得到推广和应用。
到1998年,日本所有运转中的高炉都配备了喷煤装置,且平均喷煤比达到130kg/t 铁。
最高的喷煤比是神户制钢公司加古川厂1号高炉创造的254kg/t铁以及1998年JFE公司福山厂3号高炉达到266kg/t铁。
上世纪90年代,由于日本经济遇到困难,日本钢铁工业也同时面临困境,因此,采取了许多措施来应对,包括合理化和开发降低生产成本的技术并应用到工业生产中:(1)对炼铁工艺引入控制系统,并实施自动化控制;(2)大规模采用喷煤技术(改进煤粉的燃烧性能、炉料分布控制、改进烧结矿和焦炭的质量控制,如降低SiO2含量的烧结方法和高炉评估技术);(3)利用塑料作为高炉和焦炉的替代能源;(4)利用更加经济的原料;(5)节约劳动力成本(烧结机和干熄焦设备操作最佳化,采用连续卸料设备,焦炉操作自动化和缩短高炉换衬时间等);(6)延长设备服务周期(高炉和焦炉);(7)加大环保力度(利用回转窑处理炉尘,循环利用烧结尾气);(8)开发创新工艺(开发替代铁源生产技术、熔融还原工艺和新一代焦炉技术SCOPE21);(9)开发高炉内运转情况可视系统(开发高炉可视评估与数字分析系统,改进高炉预测模型的精度)。
炼钢厂连铸机二冷排蒸汽系统现状分析

汽溢出的现象,多次查找原因后发现是二
设计管道走向,但工期较长。出风口角度
出大量蒸汽的同时也吸入部分保护渣等
冷室吸风口堵塞造成的,清理后蒸汽排 的改造可利用车间炉役检修的时间实旌,
杂物使叶轮表面粘附大量杂质造成振动
出效果明显。二炼钢自2015年改造后冬 可行性较高,正在计划中。
的加大。风机底座的改进有助于叶轮寿
[3】钢铁厂通风和采暖手册【M】冶金工 业出版社』苏】哈列茨基(xHⅡeuKI-In,M·M·> 著.1986.
炼钢厂二冷风机对比
序号 1 2 3 4 5 6
类别 电机型号 电机功率
转速 电机运行电流(A)
叶轮型号 出风口角度
一炼钢 Y280S-4
75KW 1 120r/mln
71—76 4—72N012C
区域治理
综合信息
炼钢厂连铸机二冷排蒸汽系统现状分析
李俊龙 石横特钢集团有限公司,山东肥城271612
摘要:炼fr日)--连铸机二冷排蒸汽系统因设备布局及系统设计不同的原因存在很大的差别。从二冷排蒸汽系统设备布局及管路走向 来看,三个炼钢车间各有不同,二冷风机排风口角度也不同。在使用过程中对蒸汽的排出效果及叶轮的在线寿命产生很大的影响。
根据对比及实际使用情况,一炼钢 二冷系统在蒸汽排出方面不需要改进,做
的现象,需要利用换包时间在线清理叶 轮。一炼钢于2018年3月份检修时同样 改造了风机底座,叶轮撕裂的现象暂未 出现但振动大的问题依然突出,而且叶 轮在线清理的效果不好,需要下线清理。
【2]工业通风与空气调节【M】北京工 业大学出版社,【日】林太郎等,1988.
室三冷室的封堵上,未系统的分析原因。 二冷室三冷室的封堵在前期取得了一定
使用寿命最短,通常在2—3个月,而且 叶轮的损坏通常是撕裂变形。二炼钢叶
2020年日本钢铁工业发展综述——上篇:日本钢铁业发展概况
2020年日本钢铁工业发展综述——上篇:日本钢铁业发展概况1 日本钢铁生产情况2020年日本粗钢产量为8319万吨,同比下降16.2%,低于2009年(2008年金融危机后)的8753万吨,是自1969 年以来的最低水平。
按炉型划分,转炉钢产量为6205万吨(同比减少17.3%),电炉钢产量为2115万吨(同比减少13.0%),电炉钢产量占比达25.4%(同比增加0.9%)。
按钢种划分,普碳钢产量为6576万吨(同比减少13.0%),特殊钢产量为1744万吨(同比减少26.4%)。
目前,日本钢铁企业由日本制铁、JFE钢铁公司和神户制钢组成。
尽管所有企业都在通过调整生产设施结构来降低固定成本,但新冠肺炎疫情导致钢材需求下降给企业带来了严峻考验。
日本制铁关停吴制铁所所有的生产设备,JFE钢铁公司决定暂停东日本制铁所(京滨地区)的上游工序。
结合其他举措,粗钢产能将减少约900万吨。
由于日本国内钢铁产品的需求无法预测,企业正采取措施进一步收紧产能。
另一方面,预计全球钢铁需求将长期增长,企业正在寻找增加海外需求的方法。
2020年,日本钢铁企业在中国市场的合资企业由于全年需求坚挺取得了不错业绩,在印度市场的合资企业也是如此。
在技术方面,有两个关键词成为焦点:先进的信息技术和CO2减排。
先进的信息技术现已从开发转入实施阶段,在高炉上的应用已经取得成果和进展。
CO2减排方面,氢还原炼铁的研究已经开始,正在大力开发CO2零排放的“零碳钢”技术,并朝着实用化的目标努力,其中碳捕获、利用与封存(CCUS)技术是关键。
2 日本钢铁下游产业用钢情况1)土木工程2020财年,日本土木工程建设钢材总需求量高于2019财年。
由于政府的弹性化政策以及洪水、滑坡等自然灾害后的恢复和重建,公立部门订单增加。
虽然磁悬浮中央新干线等大型项目仍在继续建设,但由于应对新冠肺炎疫情而对资本投资计划进行审查,预计施工会中断或延迟,私营部门土建工程订单相对于2019财年有所减少。
近二十年日本炼铁技术发展回顾
近二十年日本炼铁技术发展回顾21世纪的最初20年是钢铁工业发展跌宕起伏的20年。
世界各国钢铁工业的重组加快,全球对钢材需求的增加,导致铁矿石和冶金煤等钢铁生产原料价格大幅波动。
尤其是,世界环保问题已被放在了更加重要的位置,CO排放控制2比以往更加严格。
为应对这些课题,日本炼铁技术部门进行了不懈的努力。
本文就近二十年日本炼铁技术的发展和商业应用进行了总结回顾。
1 近二十年的炼铁环境进入2000年代,日本钢铁工业进入了合并重组时代。
世界钢铁需求剧增,随之,作为钢铁原料的优质铁矿石和冶金煤的供应出现了瓶颈,钢铁原燃料价格因供需不平衡出现了大幅波动。
在这二十年里,日本的生铁和粗钢产量没有大的变化。
与二十世纪九十年代相比,钢材出口比例有所增加。
在这种形势下,日本炼铁技术部门为提高国际市场竞争力,进一步降低生产成本,开发了提高炼铁生产效率、延长设备使用寿命的技术;为应对钢铁原料价格的高涨,开发了廉价劣质资源利用技术;为应对环保问题,开发了节能技术。
2 2000年代炼铁的主要应用技术在高炉方面,随着计测和计算科学技术的发展,应用了各种传感技术和模拟技术。
为提高高炉的操作精度,开发了各种提高烧结矿质量的技术,同时,采用了各种降低还原剂比的技术,如装入含碳团矿降低高炉热保存带温度和在铁矿石中混合装入大量焦炭,并喷吹城市煤气。
在高炉入炉原料方面,还使用了球团矿和还原铁等。
在高炉风口喷吹技术方面,为提高粉煤喷吹量,推进了粉煤喷吹技术和喷吹设备的开发,还开发了喷吹转炉渣的技术。
尤其是,各种高炉长寿化技术的开发和应用取得进步。
在原料和烧结方面,为提高资源应对能力和生产效率,应用了各种制粒技术和提高装料溜槽功能的技术。
尤其是,作为环保和节能的应对技术,开发和应用了向烧结机喷吹碳氢气体和使用CaO 改质的粉焦减少NOx排放等新技术。
在炼焦方面,SCOPE炉已开始应用,除了进行焦炉的新建和改造外,还开发和应用了各种应对焦炉老化的观察、诊断、修补技术。
连铸技术国内外现状及发展趋势
连铸技术国内外现状及发展趋势
近年来,随着钢铁产业的发展,连铸技术逐渐成为钢铁生产中不可或缺的重要环节。
连铸技术是利用铸造方法将钢水连续铸造成坯料的一种工艺方法,其优点包括生产效率高、质量稳定、节能环保等。
目前,国内外连铸技术的发展已经进入了一个高速发展的阶段。
在国内,连铸技术已经广泛应用于各大钢铁企业中,其中代表性的企业包括宝钢、鞍钢、武钢等。
这些企业在连铸技术的研发和应用上取得了丰硕的成果,使得我国的连铸技术水平在全球范围内处于领先地位。
在国外,欧洲和日本的连铸技术也非常发达。
欧洲地区的连铸技术以西门子、ABB、德马吉等公司为代表,其技术水平处于世界领先水平。
而日本的连铸技术则以日本钢铁公司、神户制钢等企业为代表,其技术水平同样非常高。
此外,美国、韩国等国家也在连铸技术方面取得了一定的成果。
未来,随着钢铁产业的不断发展,连铸技术的应用将会越来越广泛。
同时,随着智能制造的不断推进,连铸技术也将向着智能化、自动化方向发展。
此外,为了提高生产效率和质量,连铸技术还将继续推广应用高温、高速、多流等先进技术,以实现钢铁生产的高质量、高效率和低成本。
综上所述,连铸技术在国内外的发展已经进入了一个新的阶段,在未来的发展中,将会不断推进技术创新和应用,以满足钢铁行业的生产需求。
目前日本钢铁业概况

表1:2012-2014年日本粗钢产量数据来源:日本铁钢联盟(JISF)、MRI钢铁消费2014年日本国内钢材订单量出现小幅下滑,同比下降0.1%。
其中普钢订单量4530万吨,同比下滑1.4%;特钢订单量1222万吨,同比上涨4.8%。
从下游市场看,在建筑业,由于2013年建筑用钢的大幅度增长提前透支了部分需求,2014年建筑用普钢与特钢均出现大幅下降。
在制造业中,船舶用钢需求是唯一亮点。
受益于日本船舶行业的复苏,2014年日本船舶用钢订单量出现大幅增长,普钢、特钢订单量同比分别增长14.2%和29.7%。
虽然当年日本政府上调消费税,本国汽车业受到严重打击,不过,日本消费者赶在消费税提高之前抢购汽车,也带动了一波车市销售的热潮,使得当年汽车用钢需求没有变得那么糟糕。
同时,日本汽车零部件生产商出口量的上升,也提振了部分汽车特钢的需求。
表3:2014年日本下游行业普钢订单情况数据来源:日本铁钢联盟(JISF)、MRI表4:2014年日本下游行业特钢订单情况数据来源:日本铁钢联盟(JISF)、MRI钢铁贸易日本是传统的钢铁产品出口大国,统计数据显示,2014年日本出口钢铁产品4208.9万吨,同比下降3.1%。
虽然自2010年以来由于海外市场的回暖以及日元的贬值,日本钢材出口屡创新高,而进入2013年下半年后,由于国际钢铁市场价格步入下滑阶段,需求疲软,这主要是亚洲地区需求疲弱以及出口竞争激烈导致,因而2014年日本钢铁产品出口同比出现下降,但出口水平仍连续5年保持在4000万吨以上。
从品种上看,普碳钢出口量同比下降6%,为2674万吨,为3年来首次下降。
其中热卷出口量为1134万吨,3年来首次下降1.3%,而冷卷、热镀锌板和中厚板出口量均是连续4年出现下降,降幅分别为12.2%、10.6%和14.2%。
不过,受益于日本汽车制造商海外工厂产量的提高,特钢出口量同比增长15.4%,为884万吨。
据丰田等日本8大汽车制造商公布的数据显示,2014年日本8家主要汽车制造商海外工厂的总产量同比增长4.5%,除三菱公司外,其他7家公司均实现增长。
连铸技术国内外现状及发展趋势

连铸技术国内外现状及发展趋势
随着钢铁工业的不断发展,连铸技术作为钢铁生产中的重要工艺技术,也在不断发展和改进。
本文旨在探讨连铸技术的国内外现状和发展趋势。
一、连铸技术国内外现状
1. 国内现状
目前我国连铸技术已经成为钢铁生产中的主要工艺技术之一,国内的连铸设备和技术水平也不断提高。
目前,我国铸造模具、连铸机、冷却系统等连铸设备已经实现国产化,并且在连铸技术的研究和应用方面也取得了不少成果。
然而,与国外相比,我国的连铸技术仍然存在一定的差距。
2. 国外现状
国外的连铸技术相对较为成熟,特别是在技术水平和设备精度方面已经达到了相当高的水平。
目前,欧美等发达国家的连铸技术已经开始向高端化、多功能化方向发展,能够适应更加复杂的钢铁材料生产需求。
二、连铸技术的发展趋势
1. 高端化
随着我国钢铁产业的不断发展,钢铁材料的品质和精度要求也越来越高。
因此,连铸技术也需要不断提升,向高端化方向发展。
2. 多功能化
在连铸技术的应用过程中,还需要考虑人工智能、大数据、机器
视觉等技术的应用。
未来,连铸技术将朝着多功能化的方向发展。
3. 绿色化
连铸技术的发展也需要考虑环保和资源节约。
因此,在设备制造和生产过程中,需要更多地考虑环保和资源节约问题,实现连铸技术的绿色化。
综上所述,连铸技术作为钢铁生产中的重要工艺技术,其国内外现状和发展趋势也在不断变化。
随着技术的不断提升和应用范围的扩大,连铸技术有望在未来实现更加高端化、多功能化和绿色化的发展。
日本炼钢技术十年进步概况

日本炼钢技术十年进步概况一、日本近十年钢产量及主要指标的变化从1994年到2003年的10年是钢产量波动较大的时期。
由于泡沫经济的破灭,钢产量由1995年的1.016亿t跌到1998年的9355万t的低谷,后又转为上升,进入21世纪后连续4年超过1亿t。
特别是近年由于高炉大钢的合并和东亚经济快速发展带动钢铁需求兴旺,2004年又超过1.1亿t大关而直追1973年1.1932亿t的历史最高纪录。
其中,电炉钢年产量亦由期初的2842万t上升到3425万t,特殊钢比例基本保持在18.4%~20%的水平。
而铁水预处理比则由44.9%猛升到67.6%。
至于二次精炼比,电炉钢由85%上升到95%,转炉钢由80%上升到86%。
连铸比则由96.9%上升到98.6%,其中特殊钢连铸比由87.2%上升到93.5%,而普碳钢则保持在99.8%的极限状态。
二、十年间有代表性的技术开发成果1.铁水预处理工艺的重组为取代过去在铁水罐车和铁水包内进行的预处理,各厂开发成功各种用转炉的预处理法(H炉法、SRP法、NRP法、MuRc法、LD-ORP 法),大幅提高了脱磷效率,减少了对外排渣。
个别工厂已实现全部铁水预处理。
2.环境友好型精炼工艺由于环保意识的提高,十分重视减少钢渣外排技术的开发,使钢渣外排总量达原来的1/2,突出的如彻底脱硅的零排渣工艺。
还开发成功含碳渣用于烧结矿和铁水脱硫,钢渣制砼用于护岸材,用含铁粉尘制球团矿等再生利用技术。
有的厂已作到了炼钢固体废物为零。
3.电磁力应用技术的革新从初期的电磁搅拌和局部作用的电磁制动发展到后期的可适应钢水的加减速而切换的电磁设备、在铸坯宽度方向均匀磁场的静磁场制动以及结晶器内钢水流动的模拟计算软件。
4.高质量技术不断进行提高产品质量的技术开发,坚持了洁净钢技术开发。
在硬件方面,二次精炼中增加燃烧器后使RH多功能化,开发成功连铸坯防止裂纹缺陷的技术。
在软件方面亦开发成功预测产品质量的技术,使轴承钢中的含氧量由1994年的5ppm降到2001年的4.7ppm,最好时达3ppm左右。
脱碳化关乎日本钢材行业的生死存亡:日本钢铁制造商的脱碳化努力
脱碳化关乎日本钢材行业的生死存亡:日本钢铁制造商的脱碳化努力本文3479字,阅读约需9分钟摘要:炼钢过程只要缺少一种材料,便无法得到成品。
全球脱碳竞争愈发激烈,如果能够领先世界制造零碳钢铁,日本钢铁行业将能够重返世界第一。
事实上,在北欧正式推出特殊零碳钢的日本制铁集团山阳特殊制钢的股价在这一年半内翻了一番。
相反,如果在脱碳竞争中失败,钢铁行业或将从日本消失。
若广泛用于汽车、家电、建筑等领域的钢铁产业消失,将极大地动摇日本制造的根基。
本文将介绍日本钢铁行业面向脱碳的现状。
关键字:零碳钢铁、高炉氢还原、大型电炉、高级钢制造、100%氢直接还原工艺、钢铁脱碳目录•钢铁行业的生存挑战•高炉法作为最优的炼铁法,唯一的缺点是排放二氧化碳•高炉制造商致力于三项技术创新•2万亿日元脱碳基金完全不够•脱碳关系到日本制造业的复兴钢铁行业的生存挑战日本的钢铁需求在1990年达到9400万吨的峰值,现在已经下降到三分之二以下。
在内需减少的情况下,日本高炉制造商——日本制铁、JFE钢铁、神户制钢所三家公司,通过以汽车工业为中心,将钢铁直接出口增至3500万吨,成功维持了日本7500万吨的粗钢产量。
日本制铁的出口比例为45%,而世界平均值低于10%,日本制铁成为世界最大的独立出口制造商。
而中国的粗钢产量已超过10亿吨,成为世界最大的钢铁生产国。
日本在规模上已无法匹敌。
预计未来随着工业化和城市化进程发展,印度产钢量也将大幅增长。
日本钢铁行业的经常项目项下的利润(经常利润)在2006年达到1.9万亿日元(约1014亿元)的峰值,而到2020年下降到了十分之一。
与之相对,日本国内的设备投资却趋于增加。
自2012年以来,日本制铁已向国内钢铁厂的老旧设备更新和战略商品投入了约6万亿日元(约3203亿元)。
为什么会这样?钢铁行业竞争力的源泉在于一体化生产体制的核心技术力。
对于汽车制造商而言,每种车型和产品都有生产线和工厂,通过建立与日本类似的生产和销售体系,海外国产化率已提高到70%左右。
日本中厚板生产技术的发展和现状
日本中厚板生产技术的发展和现状——随中国金属学会代表团访问日本观感之二王国栋刘相华(东北大学轧制技术及连轧自动化国家重点实验室)2006年9月8日-19日,随以殷瑞钰院士为团长的中国金属学会代表团参加在日本福冈召开的亚洲钢铁大会,并访问了日本几个大钢铁公司的钢铁厂。
作者有幸随团访问,收获颇丰。
现就接触到的日本中厚板生产技术的发展和现状予以介绍。
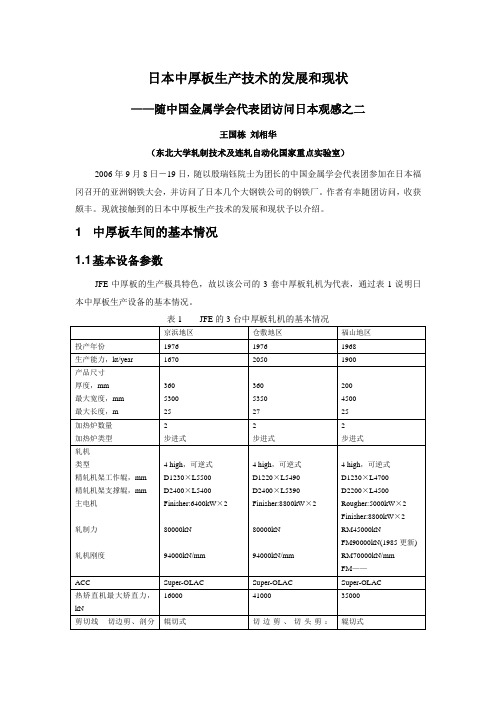
1 中厚板车间的基本情况1.1 基本设备参数JFE中厚板的生产极具特色,故以该公司的3套中厚板轧机为代表,通过表1说明日本中厚板生产设备的基本情况。
表1 JFE的3台中厚板轧机的基本情况日本的中厚板轧机基本上建设于上一世纪60-70年代,由于当时追求大型化的趋势,所以轧机的尺寸基本以5m以上的轧机为主。
但是,限于当时的技术条件,尽管个别轧机进行了改造,轧机基本水平与现代中厚板轧机相比,尚有很大的差距。
这3台轧机的精轧机单位宽电机功率分别为 2.32kW/mm、3.20kW/mm、3.74kW/mm,单位宽轧制力分别为14.5kN/mm、14.5kN/mm、19.1kN/mm,轧机刚度分别为94000kN/mm、94000kN/mm、未知kN/mm。
我国宝钢5m精轧机的单位宽电机功率4 kW/mm、单位宽轧制力20kN/mm、轧机刚度10000kN/mm,在轧机强力化方面有一定的优势。
建设初期,日本的这些轧机自动控制水平不是很高,产品质量也有差距。
当时均没有装设控制冷却装置,所以无法进行控制冷却。
矫直机和其他辅助设备也远未达到强力化的水平。
1.2 日本中厚板轧机和生产技术的改进历程(举例)尽管日本的中厚板轧机投产年代较早,投产初期设备水平与今天相比,还是相当落后的。
但是由于常年坚持改进和创新,不断采用新技术,始终保持日本中厚板轧机和生产技术领先于国际发展,生产出满足新世纪需要的国际领先的高级产品。
下面是JFE的3个中厚板轧机设备和工艺改进的一览表,它真实的记录了日本中厚板轧机的发展和领跑世界中厚板技术的历史轨迹。
日美钢铁发展现状
日美钢铁发展现状日本和美国是世界上两个最大的钢铁生产国之一,其钢铁工业发展现状都备受关注。
下面将分别讨论两国的钢铁发展现状。
日本的钢铁工业一直以来都处于世界领先地位。
截至2020年年底,日本共有约25家主要钢铁生产企业。
这些企业主要通过先进的技术和高质量的产品在国际市场上获得竞争优势。
此外,日本的钢铁产业还注重环境保护和可持续发展。
许多企业已经采取了各种措施,例如提高能源效率和减少碳排放,以减轻对环境的影响。
然而,日本的钢铁工业也面临一些挑战。
近年来,随着国内外市场的竞争加剧和中国的钢铁产能过剩问题,日本的钢铁产量和出口额都有所下降。
此外,劳动力成本的上升也增加了企业的经营压力。
相比之下,美国的钢铁工业在近几年经历了一些起伏。
过去几十年里,美国的钢铁业一度面临严重的衰退,许多企业因为激烈的国际竞争和低廉的进口钢材价格而破产。
然而,自2018年起,美国政府采取了一系列措施来保护国内钢铁工业,例如加征关税和限制进口。
这些政策对美国的钢铁行业产生了积极影响。
钢铁产量和就业岗位数量都有所增加。
此外,美国的钢铁企业也在不断提高生产效率和产品质量,以保持竞争力。
然而,值得注意的是,一些人担心这些保护主义政策可能会对国内制造业产生负面影响,并且可能导致美国与其他国家的贸易争端。
总的来说,日本和美国的钢铁工业都面临着各自的挑战和机遇。
日本通过技术创新和环境保护取得了竞争优势,而美国则通过保护主义政策保护了国内钢铁工业。
然而,随着全球化进程的推进和国际竞争的加剧,两国的钢铁产业都需要不断调整和创新,以适应变化的市场需求。
日本大地震对日本钢铁行业的影响

日本大地震对日本钢铁行业的影响日本首相菅直人13日晚间表示,11日日本东北部海域强震及其引发的海啸是日本自第二次世界大战以来面临的最大危机。
日本气象厅也于当天将此次地震的震级由里氏8.8级修订为里氏9级。
这场强震,不仅重创了日本的国土、重创了日本经济,同时也对日本的钢铁行业产生了深远的影响。
一、日本主要受地震、海啸影响的钢厂情况1、新日本制铁公司(NIPPON STEEL)1)釜石长材厂釜石长材厂位于离震区最近的仙台市北部300千米处,在这次灾害中虽然电炉和棒线材产线没有遭受损坏,但由于整个釜石港遭到海啸摧毁,码头设备已被洪水淹没,无法完成正常发货,一些工厂员工及家属的安全情况尚在确认中,预计其将会长时间停产。
新日铁公司在釜石地区曾拥有年产能60万吨的棒材、线材综合厂,目前已全部停止生产,预计重建及恢复生产还需要相当时间。
为弥补釜石的问题,公司准备通过提高其在室兰工厂和君津工厂的线材生产量,尽快为重建工作开展原料供给。
2)君津钢厂君津钢厂位于东京湾东部地区,是新日铁最大的钢厂,去年粗钢产量为786万吨。
目前,该钢厂处于安全状态,经对设备进行全面检查及筑堤防护后,之前因检查而关停的3个高炉已逐个重启,下游运营处也相继重启。
到3月13日,高炉已全部恢复操作,同时轧制设备也已恢复运行。
3)室兰钢厂室兰钢厂位于北海道南岸,由新日铁和三菱制钢(Mitsubishi Steel Works)的合资公司Hokkai Iron & Coke负责运营,该钢厂在此次灾难中并未受较大损害。
4)其它新日铁公司除釜石长材厂受损害最为严重外,其它钢厂(君津钢厂、室兰钢厂、八幡钢厂和广畑钢厂)均受影响较小,但接到海啸预警后,均立刻停止了沿海船只的始航,待预警解除后再恢复发运。
2、日本JFE公司1)千叶钢厂JFE公司的千叶钢厂位于东京湾西部。
在11日地震后,被立即实施休风,14日上午高炉恢复送风。
但据称,铁水产量将会保持在“最低水平”。
日本建筑结构用钢板发展现状共3篇
日本建筑结构用钢板发展现状共3篇日本建筑结构用钢板发展现状1日本建筑结构用钢板发展现状钢板是目前在建筑结构中广泛使用的材料之一。
在日本,钢板在建筑结构中的应用也随着时间的推移而发生了变化。
本文将介绍日本建筑结构用钢板的发展现状。
20世纪初,钢板主要用于工业设施和桥梁结构,建筑结构中应用较少。
随着钢板生产技术和加工技术的不断改进,钢板在建筑领域中的应用开始逐渐增加。
在20世纪60年代和70年代,日本开始出现了多层和高层建筑,钢板结构也逐渐被运用。
此时,使用的钢板较为粗糙,但已经满足了建筑安全要求。
随着技术的更新换代,新型的钢板不断问世。
其中,高强度、高耐蚀性、高温性能好的耐震钢板在建筑结构中得到了广泛应用。
耐震钢板优于传统的钢板,能够在地震中保持稳定,减少建筑物发生倾斜偏移的可能性。
此外,钢板生产技术的不断改进和升级,使得钢板的尺寸和形状得到了更为精准地控制和处理。
近年来,日本建筑中通过钢板贯通建筑各个功能区域形成通路的方法逐渐普及。
比如,商场中常用的人行天桥和大型建筑物中的隔离区域使用的大型通道等,都采用了经过加工的钢板构建。
这种方式大大提高了建筑空间的利用率,也增加了建筑空间的美观性。
此外,随着环保意识的不断提升,建筑结构中采用回收利用钢板的方式也越来越受到关注,并在实践中得到了广泛的应用。
总体来看,日本的建筑结构用钢板的应用已经处于成熟和发展的阶段。
在技术和生产不断提升的条件下,钢板的应用也会越来越广泛,充分发挥其在建筑结构中的各种优势。
未来,随着建筑行业的不断发展,钢板在建筑结构中的应用方式将会越来越多,日本的建筑行业也将更加创新和多样化综上所述,日本的建筑行业在钢板结构应用方面已经处于领先地位。
随着科技的发展和生产工艺的不断提升,钢板在建筑结构中的应用方式也将更加多样化和创新。
作为一种具有很高优势的材料,钢板在建筑结构中的应用将继续受到广泛关注和推广。
随着未来建筑行业的不断进步,钢板应用将为建筑结构的安全、美观和环保做出更大的贡献日本建筑结构用钢板发展现状2近年来,日本建筑结构用钢板的应用越来越广泛,这一发展现状在整个建筑业界引起了广泛的关注。
日本、韩国、山东钢铁产业现状
日韩鲁钢铁产业现状及前景一、世界钢铁产业现状随着钢铁工业发展进入成熟期,国际钢铁市场竞争日趋激烈。
近几年来,针对钢铁工业发展的新特点,国际钢铁巨头纷纷制定了新的战略发展方针,或在原来的发展方向上进行转型。
(1)并购或联盟提升竞争力。
2011年国际钢铁行业最大的合并案当属日本两大钢公司新日铁和住友金属工业公司合并计划获日本反垄断机构的通过,两家有望今年10月完成合并。
新日铁和住友金属从去年2月份启动合并谈判到顺利通过,也反映出日本政府鼓励钢铁业并购的决心。
(2)节能环保型新技术新产品开发成主流。
新日铁、浦项、蒂森、克虏伯公司等不断开发和扩大高级产品比例,提高效益,在技术和新产品研发方面继续保持领先优势。
(3)抢占新兴经济体市场份额。
日元升值加速了新日铁等日本钢企向东南亚、印度和巴西等市场扩张的步伐,旨在改变目前生产仅在日本本土这一局面,投资重点放在汽车用镀锌薄板、下游加工和供应链。
钢铁产业是中国国民经济的重要支柱产业,行业上下游关联产业多,在整个经济振兴的布局中占有举足轻重的地位。
具体而言,中国钢铁行业上游牵涉铁矿石、煤炭、石油天然气、铁合金等行业,下游覆盖房地产、建筑、汽车、造船、家电、轻工、石油与化工。
2011 年,钢铁企业完成工业增加值9,936 亿元,实现利润875 亿元,同比下降4.51%。
亏损企业扩大到8家,共计亏损32.8亿元,亏损面达10.4%。
与此同时,产品结构档次低、产业组织结构分散、落后产能规模大等结构性矛盾依然突出,行业发展的资源、环境等制约因素逐步增强。
二、日本钢铁产业现状(一)钢铁产业现状和面临的问题原料成本居高、钢价下跌及减产导致日本主要钢厂利润下滑。
日本最大钢厂新日铁公司4季度净亏损890亿日元,2011年全年(1-12月份)亏损125.37亿日元,当然日本大地震、日元持续升值也是日本钢厂出现亏损的主要原因。
浦项虽4季度利润亦大幅下滑,但全年仍有不俗的表现,净利润为3300亿韩元,同比降13.6%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
分类号:B H8
世界金属导报/2000年/08月/08日/第001版/
日本各大钢铁公司炼钢及连铸设备运转现状
李京成
一.炼钢设备现状
1.新日铁公司:该公司包括八幡厂、室兰厂、名古屋厂、君津厂、大分厂等5家工厂在内,共有16座转炉。
其中
最大的转炉是八幡厂的350t转炉,最小的也是该厂150t转炉。
之所以采取这种结构,主要是为了更好地配合生产各种产品,既大转炉主要用于生产大批量产品的钢种,而小转炉主要用于生产小批量、多品种钢种。
该公司各转炉出钢到出钢时间是在30分钟到1小时之间,所有转炉均采用顶底复吹结构,具有很高的脱碳能力。
2.N K K公司:该公司福山厂有120t及250t转炉各1座,另外还有2座300t转炉,这种结构与新日铁
公司君津厂结构相似。
这种结构也是为了更好地适应大批量生产与小批量、多品种生产的生产体系。
3.川崎钢铁公司:该公司炼钢设备最大的特点是各厂都只有两种转炉炉型。
该公司千叶厂各有两座230t转炉和
160t转炉;水岛厂各有3座18O t转炉及250t转炉。
其中千叶厂属于都市型炼钢厂,因此该厂2座160t转炉主要生产多品种高级钢材。
4.住友金属工业公司:该公司鹿岛厂有5座250t转炉(1炼钢和2炼钢之和);和歌山厂有2座210t转炉
,由此可见该公司炼钢设备比较单纯。
该公司炼钢设备都是最新设备,特别是和歌山厂的炼钢设备是最新投资建成,因此其设备的生产性能非常高。
5.神户钢铁公司:该公司炼钢设备结构与住友金属公司的炼钢设备结构相似,即该公司加古川厂有3座240t转
炉;神户厂有2座90t转炉。
对于转炉炉容的设计是与实际生产钢种的产量和品种的多少有关。
如要大批量生产则需要转炉炉容要大一些;如要生产品种多、产量少则需要转炉炉容要小。
但今后转炉炉容的设计将朝同一个方向发展。
转炉也不仅只具有脱碳功能,今后转炉还会具有炉外精炼的功能,从而可以生产各种多品种钢材。
二.连铸设备现状
目前,日本各钢铁公司的连铸机数量包括电炉厂家的方坯连铸机在内共有141座。
其中6大钢铁公司的连铸机数量是56座,加上新日铁公司光厂的生产不锈钢板的带钢连铸机是57座。
川崎钢铁公司的2座连铸机现已停产。
从初轧设备来看,新日铁公司有2台;N K K公司有1台;川崎钢铁公司有1台;住友金属工业公司有2台(关西厂)。
其中除N K K公司和住友金属工业公司关西厂的初轧设备现还在生产外,其他公司的初轧设备均已停产。
在6大钢铁公司57座连铸设备中,板坯连铸机有36座(占总数的63%)。
这些板坯连铸机主要生产热轧带卷和厚板的母材,其最大的单个连铸坯的重量在35t左右。
各大钢铁公司连铸机设备情况分别如下:
1.新日铁公司:共有19座连铸设备(包括光厂的不锈钢带钢连铸设备在内)。
该公司君津厂和名古屋厂均有初轧
设备,但现已停产。
在19座连铸设备中,板坯连铸设备有11座。
由于该公司 厂、大分厂及名古屋厂均生产各种板材系列产品,因此其连铸设备都是板坯连铸设备。
其中最引人注目的是光厂的生产不锈钢板用带钢连铸设备,该设备可将铬系不锈钢从钢液直接加工成带卷。
该设备的月生产能力是8000t,这种带钢连铸设备目前日本还只有这一座。
2.N K K公司:该公司福山厂和京滨厂共有9座连铸设备,福山厂有1台初轧设备。
在9座连铸设备中,板坯连铸
设备共有7座。
目前,福山厂共有5座板坯连铸设备和1座大型钢坯、异形坯连铸机。
该厂的年生产能力是1041万t。
按一个工厂的规模来说,福山厂是日本最大的厂家。
3.川崎钢铁公司:该公司有8座连铸设备,其中2座已停产,在坚持生产的6座连铸设备中有5座是板坯连铸机。
该公司千叶厂只有板坯连铸机。
4.住友金属工业公司:该公司目前共有9座连铸设备,其中5座是板坯连铸机。
另外关西厂还有2套初轧生产线。
现已划分出去的小仓厂有2座连铸设备,直江津厂没有连铸设备,但现引进了1套炼钢锻压机设备。
5.神户钢铁公司:该公司目前共有7座连铸设备,其中板坯连铸机有4座,该公司神户厂无板坯连铸机。
6.日新钢铁公司:该公司吴厂有2座板坯连铸设备。