FA201B型梳棉机规格介绍
梳棉习题集

第三章梳棉一、名词解释1.给棉板分梳工艺长度2.给棉板托持面长度3.气流附面层4.锡林针面负荷5.道夫转移率6.踵趾差7.大圈条8.小圈条9.四锋一准二、填空题1. 锡林.道夫都是由_____________和_____________组成。
2. 两个针面间的基本作用有____________、______________、_______________。
锡林和刺辊间是____________作用,锡林与道夫间是______________作用。
3.改善生条质量的措施包括_____________、____________和________________三个方面。
4.给棉刺辊部分主要机件有____________、______________、_______________、____________、______________、_______________。
5.国内一般高产梳棉机设有三个吸尘点,即_______________、___________________、_________________。
6.自调匀整装置根据检测和控制的位置分为三种类型,即__________、________和_____________。
7.梳棉机的主要任务是___________.____________.____________.____________。
8.梳棉机的“四锋”是指____________________。
“一准”是指_____________________。
9.清梳工序除尘的目的是___________________________________________________。
10.梳棉机给棉板的形式有两种,即_____________给棉板和______________给棉板。
11.梳棉机的剥棉装置有_______________和__________________两种。
12.影响盖板除杂的因素有______________、_____________和_________________。
纺纱工艺计算
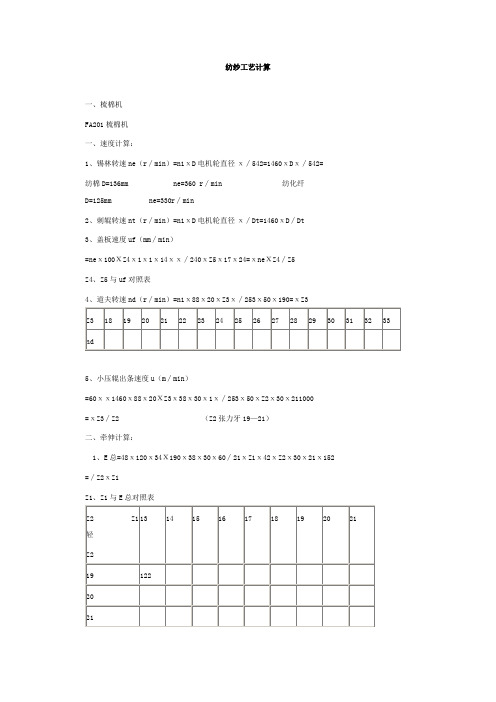
纺纱工艺计算一、梳棉机FA201梳棉机一、速度计算:1、锡林转速ne(r∕min)=n1хD电机轮直径х∕542=1460хDх∕542=纺棉D=136mm ne=360 r∕min纺化纤D=125mm ne=330r∕min2、刺辊转速nt(r∕min)=n1хD电机轮直径х∕Dt=1460хD∕Dt3、盖板速度uf(mm∕min)=neх100ХZ4х1х1х14хх∕240хZ5х17х24=хneХZ4∕Z5Z4、Z5与uf对照表4、道夫转速nd(r∕min)=n1х88х20хZ3х∕253х50х190=хZ35、小压辊出条速度u(m∕min)=60хх1460х88х20ХZ3х38х30х1х∕253х50хZ2х30х211000=хZ3∕Z2(Z2张力牙19—21)二、牵伸计算:1、E总=48х120х34Х190х38х30х60∕21хZ1х42хZ2х30х21х152 =∕Z2хZ1Z1、Z1与E总对照表2、给棉罗拉—棉卷罗拉E1=48х70х1∕21х152=3、刺辊—给棉罗拉E2 =ntх250∕ndх70х(42хZ1∕34х120)=хnt∕ndхZ14、锡林—刺辊E3=ncх1290∕nt21х250=5、道夫—锡林E4= ndх706∕ncх1290=∕nc6、剥棉罗拉—道夫E5=190х120∕32х706=7、下轧辊—剥棉罗拉E6=55х110∕45х120=8、大压辊—下轧辊E7=45х32х38х76∕55ХZ2х28х110=∕Z29、小压辊—大压辊E8=28х30х60∕30Х21х76=三、产量计算:G= ndх60х190х38х30х60ххgх1∕Z2х30х21х1000х1000х5= gхnd∕Z2(g—生条定量g∕5m)梳棉机各部位隔距(纺纯棉中特纱)FA204梳棉机一、速度计算:二、牵伸计算:1、 E总=E小压辊-棉卷罗拉=V1∕V2=(或)fd/=或 fd / fwA186F、G梳棉机一、速度计算:1、锡林转速n1(r∕min):纺化纤D=126mm 纺棉D=137mm n1=1460хD1电机轮直径х∕546=1460х126х∕546=330=1460хD1电机轮直径х∕546=1460х137х∕546=3602、刺辊转速n2(r∕min)=n1х400х132=330х400х132=980纺化纤=n1х400х132=360х400х132=1070纺棉3、盖板速度V(mm∕min)V= n1х105х1х1∕D2х17х40х14х= n1∕D2х纺化纤= n1х105х1х2∕D2х17х40х14х= n1∕D2х纺棉4、道夫转速n3(r∕min)=1460х95х20хZх∕273х50х190=хZ(F型)道夫转速n3(r∕min)=1460х110х20хZ2∕295х50х190=хZ2(G型)5、小压辊出条速度u(m∕min)=60хх1460х88х20хZ3х38х30х1х∕253х50хZ2х30х211000=хZ3∕Z2(Z2张力牙19—21)二、牵伸计算:1、 E总=60х48х120х34х190х29х95∕152х21хZ1хZ2х42хZ3х23х66 =∕Z1хZ3(F型)Z1、Z2与E对照表E总=60х48х120х34х190х29х95∕152х21хZ1хZ2х42хZ3х23х66 =∕Z1хZ3(G型)Z1、Z2与E对照表2、剥棉罗拉—道夫E1=120х190∕32х706=3、轧辊—剥棉罗拉E2=55х75∕45х120=4、上轧辊—下轧辊=E344х75∕30х110=5、压辊—道夫E4=102х190∕706ХZ3=∕Z36、小压辊—大压辊E5=60х29х95х60∕102Х23х66х102=7、小压辊—道夫E6=60х190х29х95∕706ХZ3х23х66=∕Z38、给棉罗拉—棉卷罗拉E7=70х34х48∕152х34х21=Z3与E4对照表三、产量计算:G= ndх60х190х24х95хх60ххgх1∕Z2х19х66х1000х1000х5= gхnd∕Z2(g—生条定量g∕5m)FA221B梳棉机一、速度计算:1、锡林转速n1(r∕m in):n1=1440хD1电机轮直径∕5505=хD12、刺辊转速n2(r∕min)=D1∕D2х14403、盖板速度V(mm∕min)V= 1440хD1х110х1х1х13х∕D3х550х26х26 =хD1 ∕D3二、牵伸计算:1、大压辊—轧辊E1=72хA∕75х14=Хa2、轧辊—剥棉罗拉E2=75хC∕х14=хC3、剥棉罗拉—道夫E3=х82∕700хD=∕D4、小压辊—大压辊E4=62х53х14хBх14∕72Х31х36х14хA=хB∕A张力牵伸对照表二、并条机、A272F并条机一、速度计算:1、第一罗拉速度(m ∕min)V=n×d×D2××ε∕1000d2D2、d2与V对照表二、牵伸计算:FA302并条机一、速度计算:紧压辊输出速度(m ∕min)V=n×F×50 ×ε ∕ E×60×1000(电机1470r ∕min,F电机皮带轮直径)二、牵伸计算:1、E总=45×34×81×61×35×Q×K ∕ 35×31×34×43×41×G×H= Q×K ∕ G×H总牵伸倍数对照表2、主牵伸(前区)E=45×34×75 ×T ∕ 35×31×73×R = ×T ∕ R不同T ∕ R值的前区牵伸倍数FA303并条机一、速度计算:1、前罗拉速度(m ∕min)V=n×D2×d ×ε×38 ∕ 1000d2×27二、牵伸计算:FA306并条机一、速度计算:1、紧压罗拉速度(m ∕min)V=n×F×d ×ε ∕ E 10002、产量计算:G0=2×60×u×g ∕ 5×1000 =×u×g二、牵伸计算:1、E总=45×21×63×70×Q×66 ×61×76×∕ 35×24×K×51×G×43×29=23869×Q ∕ K×G×H2、主牵伸(前区)E1=45×T×76 ×38 ∕ 35×R×27×39 = ×T ∕ R不同T ∕ R值的前区牵伸倍数3、后罗拉-导条E2=35×X×24 ∕ 60×32×21 = X ∕ 48(张力牙X=48、49、50)4、压辊-前罗拉E3=60×20 ∕ 45×38 =5、圈条速比I=42×D×B×61×24×J ∕ Z×C×90×43×21×4W=×D×B×J ∕ Z×C×W压力棒调节环:Φ12条筒直径与变换皮带轮B、C、D及齿轮Z、J、W不同规格的配备三、粗纱机A454、A456粗纱机一、速度计算:1、锭速计算:主轴n0(r ∕min)=电机转速×电机轮节径D ∕ 主轴轮节径d=960D ∕ d锭速nt(r ∕min)=n0×40 ∕ 30×33 ∕ 27= n01、前罗拉转速nR(r ∕min)=n0×48 ∕ 61×Z1 ∕ Z2×30 ∕ 56= n0× Z1 ∕ Z2二、牵伸计算:1、E总=79Z ∕ Z7×76Z∕ 19×(前罗拉28)∕ (三罗拉28)=316 ∕ Z7(A454表1)=Z8 ∕ Z7×78∕ 17×(前罗拉28)∕=×Z8 ∕ Z7(A456表2)表1表22、E后=30 ∕ Z9×47∕ 29×(2罗拉25+2×下皮圈=)∕ (3罗拉)= ∕ Z9后牵伸齿轮Z9与后区牵伸倍数对照表三、捻度计算:捻度∕ 米=∕×21 ∕ Z1×=×Z2 ∕ Z1=捻度常数∕ Z1捻度与捻度变换齿轮对照表四、筒管轴向卷层数(圈∕ cm)经验公式:γ=C ∕ 粗纱号数开方(C=80—90)=33×50×32×1×47×46×53×Z11×29×32×50×2×428×10∕27×30×32×5×47×40×Z3×Z10×18×32×1××80×1×688×1=×Z11 ∕ Z3×Z10升降牙Z3和筒管轴向卷层数对照表三种原料粗纱轴向、径向密度的推荐值五、筒管径向卷层数(层∕ cm)锥轮皮带每次移动量=1×1×42×Z4×29××∕25×2×50×Z5×29=×Z4∕Z5筒管径向卷层数(层∕ cm)=L ∕ S×B纱厚半径cm筒管径向卷层数(层∕ cm)=锥轮皮带移动范围∕ 锥轮皮带每次移动量×纱厚半径=锥轮皮带移动范围L 666 ∕ ×Z4∕Z5×()∕ 2=L×Z5 ∕ ×Z4(A454)=锥轮皮带移动范围L 666 ∕ ×Z5∕Z4×()∕ 2=L×Z5 ∕ ×Z4(A456)锥轮皮带移动范围: 666( Z6=31) 686( Z6=32) 710( Z6=33)纱厚半径cm =满纱直径-筒管直径∕ 2张力牙Z4 =21—40 张力阶段牙(上)Z5=21—40筒管径向卷层数Q=6筒管轴向卷层数PFA401粗纱机一、速度计算:1、锭速计算:主轴n0(r ∕min)=电机转速n×电机轮节径D ∕ 主轴轮节径D0=960D ∕ D0锭速ns(r ∕min)=n0×55 ∕ 46×35 ∕ 34= n02、前罗拉转速nf(r ∕min)=n0×72 ∕ 91×Z1 ∕ Z2×Z3 ∕ 91= n0× ×Z1×Z3 ∕ Z2二、牵伸计算:三、四罗拉双短皮圈1、E总=Z6×96× d f ∕ Z7×25× h=×Z6∕ Z72、三罗拉:E后= Z6×47× d z ∕ Z8×29× h=∕ Z83、四罗拉:E后= 31×47× d z ∕ Z8×29× h= ∕ Z84、导条辊d1-后罗拉= Z14×77×70× d h ∕ 29×63×30×=×Z14牵伸齿轮Z6∕Z7与总牵伸倍数对照表二、捻度计算:捻度∕ 米=91×91×Z2×55×35 ∕ Z3×72×Z1×46×34××1000= ×Z2 ∕ Z1×Z3=捻度常数∕ Z3捻度与捻度变换齿轮对照表四、筒管轴向卷层数P(圈∕ cm)经验公式:γ=C ∕ 粗纱号数开方(C=80—90)P= 被动铁炮一转时筒管的卷绕圈数Nw ∕升降笼筋的升降高度h(cm)Nw= 24×Z13×493×68×35 ∕ 64×56×1485×38×34h=Z9×39×Z11×42×1×23×1×升×800×1∕Z10×51×56×47×50×66×2×485×10 P= Nw ∕ h=×Z13×Z10 ∕ Z9×Z11=轴向卷绕常数∕ Z11升降牙Z11和筒管轴向卷层数对照表五、筒管径向卷层数Q(层∕ cm)锥轮皮带每次移动量S:S=1×1×36×Z4×30××(270+)×1∕25×2×62×Z5×57×10=×Z4∕Z5筒管径向卷层数(层∕ cm)=L ∕ S×B纱厚半径cm= L ∕ ×Z4 ∕ Z5×()∕ 2= L×Z4 ∕ ×Z5锥轮皮带移动范围L: 800( Z13=37) 820( Z13=38) 840( Z13=39)张力牙Z4 =19—41 张力阶段牙(上)Z5=19—46 筒管径向卷层数Q=6筒管轴向卷层数P B =(满纱直径-筒管直径)∕ 2TJFA458A粗纱机一、速度计算:1、主轴速度n1(r ∕min)=电机转速×电机轮节径Dm ∕ 主轴轮节径D=960Dm ∕ D2、锭翼速度n2(r ∕min)=n1×48×40 ∕ 53×29 = n13、前罗拉转速nF(r ∕min)=Z1×Z3×72×n1 ∕ Z2×91×91= ×Z1×Z3×n1 ∕ Z2二、牵伸计算:三、四罗拉双短皮圈(⊿下皮圈厚度)1、E总=Z6×96× d F ∕ Z7×25× B=×Z6∕ Z72、三罗拉:E1= 30×47× (d m+2×⊿)∕ Z8×29× B= ∕ Z8四罗拉:E1= 31×47×(d m+2×⊿)∕ Z8×29× B= ∕ Z8E与Z6、Z7对照表E1与Z8对照表2、导条辊D0-后罗拉E0=70×77×Z14× ∕ 30×63×24×=×Z14E0与Z14对照表三、捻度计算:捻度∕ 10cm=48×40×91×91×1000×Z2 ∕ 53×29×72×28××Z1×Z3 =×Z2 ∕Z1×Z3捻度与捻度变换齿轮对照表四、筒管轴向卷层数H(圈∕ cm)经验公式:γ=C ∕ 粗纱号数开方(C=80—90)H=40×61×493×Z12(37)×38×Z10×51×56×47×50×51×2×485×100×1 ∕29×45×1485×55×50×Z9×39×Z11×42×1×38×3.1416×110×800×1×10=61.2337×Z10 ∕Z9×Z11Z9、Z10 Z11与H对照表六、筒管径向卷层数R(层∕ cm)=L ∕ S×B纱厚半径cm锥轮皮带每次移动量S:R=1×1×36×Z4×30××(270+)×1∕ 2×25×62×Z5×57×10=×Z4∕Z5筒管径向卷层数R(层∕ cm)=锥轮皮带移动范围L×100 ∕ 锥轮皮带每次移动量×(满纱直径-筒管直径)∕ 2=700×100 ∕ ×Z4 ∕ Z5×()∕ 2=×Z5 ∕ Z4粗纱平均每层厚度B=1 ∕径向卷层数(cm)锥轮皮带移动范围L=700mm为估计值Z4 、Z5与S、R、B对照表JXFA487、488粗纱机(四电机)一、速度计算:1、主轴速度n1(r ∕min)=电机转速×电机轮节径Dm ∕ 主轴轮节径D=960Dm ∕ D2、锭翼速度n2(r ∕min)=n1×47×47 ∕ 54×32 = n13、前罗拉转速(r ∕min)=n1×ZB ∕ ZA (ZB =146、128、78、ZA=26-60)二、牵伸计算:三、四罗拉双短皮圈(⊿下皮圈厚度)1、总牵伸常数=(104×83 ) / 26= 332(牵伸牙26-71)2、后牵伸常数=(+×2× )×(40)×33 / ×26= (后牵伸牙45-70)四、细纱机A512、A512P4细纱机一、速度计算:1、锭速计算:滚盘n(r ∕min)=电机转速×电机轮节径D ∕ 滚盘节径d=1450×D ∕ d锭速(r ∕min)=n×(250+1)∕ (24+1)=×n2、前罗拉转速(r ∕min)=n×30 ∕ 66×A C ∕ B=n××A C ∕ B二、牵伸计算:A5121、E总=B1×B2=121∕12×76∕ 35×29∕ D×H2×H1=∕D(后牵伸)×H2×H1(底×轻)2、B1=Ø25∕ Ø25×121∕ 12×46∕ 35×32(中罗拉)∕ 29×H2×H1=×H2×H1( H2,H1,56—65 ,86-90)3、B2=Ø25∕ Ø25×29∕ 32×76∕ 46×29(后罗拉)∕ D=∕ D后牵伸齿轮D与后区牵伸倍数对照表A512P41、E总=26∕70×70∕ 22×ZE(底)∕ ZD(轻)×79∕25×ZK∕ ZJ×108∕ 66=×ZE∕ ZD×ZK∕ ZJ2、E后=26∕70×70∕ 22×50∕58×ZM∕ ZH=×ZM∕ ZH〔ZD(轻)—26—31、34、37、41、46、51、37、64—69,ZE(底)64—70〕(ZK∕ ZJ牵伸过桥牙72∕23、55∕40,ZH中罗拉牙、ZM过桥牙)后区牵伸倍数对照表三、捻度计算:捻度∕ 米=(滚盘直径+1)∕(锭盘直径+1)×66 ∕ ×86 ∕ ×30×C B ∕ A=24188×C B ∕ A(滚盘直径250、锭盘直径24)捻度与捻度变换齿轮对照表四、钢令板级升= ∕ G×每次撑过齿数卷绕成形变换齿轮对照表变换齿轮、皮带轮种类FA503细纱机一、速度计算:1、锭速计算:滚盘n(r ∕min)=电机转速×电机轮节径D1 ∕ 滚盘节径D2=1450×D1 ∕ D2锭速(r ∕min)=n×(250+)∕ (22+)=11×n2、前罗拉转速(r ∕min)=n×Z1 ∕ Z2×Z3 ∕ Z4×Z5 ∕ Z6×Z7 ∕ Z9=n×33 ∕ 56×27 ∕ 74×Z5 ∕ Z6×Z7 ∕ 40=n××Z5 ∕ Z6×Z7二、牵伸计算:1、E总=B1×B2=Z8 ∕Z9×Z22∕ Z21×Z24∕ Z23×Z26 ∕Z25×Z32∕ Z31×Z34∕ Z33= 90∕40×73∕ 29×78∕ 31×Z26 ∕Z25×60∕ 25×Z35∕ Z33=×Z26 ∕Z25×Z332、B1= Z30 ∕Z29×Z28∕ Z27×Z24∕ Z23×Z26 ∕Z25×Z22∕ Z21×Z8∕ Z9=×30 ∕ 30×73 ∕ 61×Z26 ∕ Z25×78 ∕ 31×73 ∕ 29×90 ∕ 40=×Z26 ∕Z253、B2= Z34∕ Z33×Z32∕ Z31×Z27 ∕Z28×Z29∕ Z30×=35 ∕Z33×60 ∕ 25×61 ∕ 73×30 ∕ 30=∕ Z33三、捻度计算:捻度∕ 10cm=(滚盘D3+δ)∕(锭盘d1+δ)×Z2∕ Z1×Z4∕ Z3×Z6 ∕Z5×Z9∕ Z7×100∕25×=(250+)∕ (22+)×56 ∕ 33×74 ∕ 27×Z6 ∕ Z5×40 ∕Z7×100 ∕ 25×= Z6 ∕ Z5×Z7四、钢令板级升=× n每次撑过齿数∕ Z18卷绕成形变换齿轮对照表变换齿轮、皮带轮种类捻度与捻度变换齿轮对照表FA506型细纱机的机械传动如图所示,其传动系统如下:→滚盘→锭子→小摆臂→级升轮双弹性→前罗拉→扭杆平→卷绕→成形→成形→加入级升衡系统主齿轮齿轮摆臂带管底电→主轴→→成形凸→上分配轴→→钢领板短机钉链轮动程升降→捻度阶捻度→后牵伸→中罗拉下分变动程导→段变换→变换→变换齿轮→配轴→纱钩短动齿轮齿轮牵伸中程升降→变换→间齿轮轴→后罗拉→横动装置1.速度(1)主轴速度n1(r/min)n1=nXD1/D2=1460XD1/D2式中:n——主电动机转速(r/min);D1——主电动机皮带轮节径(mm),备有170、180、190、200、210数种;D2——主轴皮带轮节径(mm),备有180、190、200、210、220、230、240数种。
FA201B-梳棉机(青岛宏大)
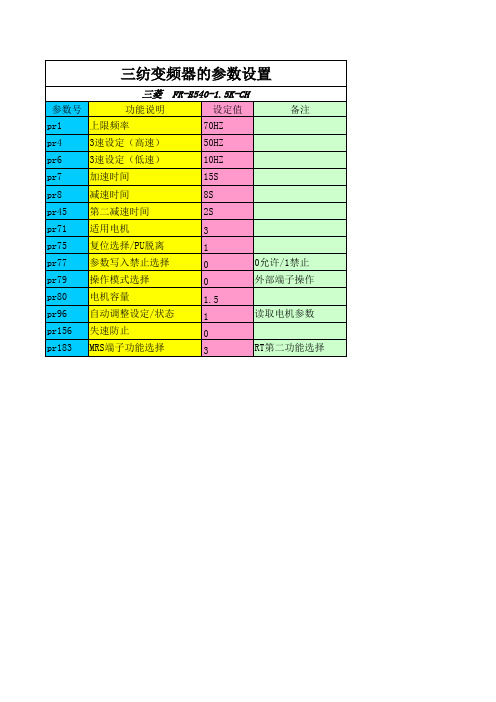
三菱 FR-E540-1.5K-CH
参数号
功能说明
设定值
备注
pr1
上限频率
70HZ
pr4
3速设定(高速)
50HZ
pr6
3速设定(低速)
10HZ
pr7
加速时间
15S
pr8
减速时间
8S
pr45 第二减速时间
2S
pr71 适用电机
3
pr75 复位选择/PU脱离
1
pr77 参数写入禁止选择
1
整定1.1A 整定4A 整定7A
半封闭罩 全封闭罩
~12V AC AC AC
配方龙头时取消
配圆龙头时用 配方龙头时用
继电器 CA2-DN31M7N+LA1-DN40C 继电器 CA2-DN31M7N 继电器 HH53 带 TP511X 交流接触器 LC1-D0910M7N+LA1-DN11C 交流接触器 LC1-D1210M7N+LA1-DN11C
交流接触器 LC1-D1810M7N+LA1-DN11C
电动机 FW11-4 0.37 电动机 FO3-31C-2F 2KW 电动机 FO3-72-4G 3.3KW 电动机 FO3PS132A-4 1.5KW 断路器 C45AD. 12953 组合开关 HZ10-25N/3 电阻器 RXHG20 160W 200欧
1 1
2 1 1 2 1 1 1 1
1
3 3 1 1 2
T1
控制变压器 JBK3-250 380V /220V 180VA,
/ 12V 70VA
光电自停装置 GU41-FDC-JAA或GD2-
SQ1
syjx梳棉机知识

实验一抓棉机工艺与设备一、实验目的与要求1、通过纺织厂实地了解抓棉机的机构组成、主要作用。
2、通过纺织厂实地了解抓棉机的工艺流程和工作原理。
二、基础知识纺织用各种纤维原材料,如棉花、羊毛、化学纤维等,大多数呈压紧捆包的状态运进纺织厂。
另外由于天然原材料的生长特性,纤维多呈相互并结状态。
按逐步梳理的原则,首先须对这些原材料进行初步扯松分解,同时清除各种杂质和疵点,还可根据纺纱工艺的需要将不同成分、不同等级的原料进行初步的混和。
这个加工过程在短纤维纺纱系统中称为开清工序,是短纤维纺纱工艺流程中的第一道工序,加工对象主要是轧棉厂或化纤制造厂运来的原料包。
其主要任务为:1、开松。
把原料包中压紧的纤维块松解成较小的纤维束,同时避免纤维的损伤和杂质的碎裂。
2、除杂。
清除原料中大部分的杂质和疵点以及部分短绒,同时避免可纺纤维的损耗。
3、混和。
使不同成分、不同等级的原料充分混和,保证成纱质量的均匀一致。
4、成卷。
均匀喂给,制成一定重量和长度的纤维卷,以满足下道工序的需要。
整套设备由几台不同功能的单机组成开清棉联合机,最基本的设备配置为:抓棉机→混棉机→开棉机→双棉箱给棉机→单打手成卷机。
抓棉机械排在开清棉联合机第一个机台的位置上,按照预定的配棉成分和一定的比例抓取原料,原料经抓棉机械的打手作用后,以棉流形式送入下一机台。
抓棉机的主要作用是从棉包中抓取原料并喂给整套开清棉联合机,同时还具有一定的开松和混和作用。
开松作用是借助抓棉打手和肋条来实现的。
三、实验内容1、FA002型抓棉机示意图2、了解机构组成自动抓棉机有多种形式:按抓取原理不同可分为上抓式和下抓式;按结构特点可分为往复直行式和环行式;按抓取方法不同可分为角钉滚筒抓取、锯片抓取和夹持抓取等。
FA002A型自动抓棉机属环行角钉滚筒下抓式,主要由输棉管1、伸缩管2、抓棉小车3、打手4、肋条5、支架6、地轨7、螺杆8和中心轴9组成。
自动抓棉机主要作用是开松和混和。
第二章梳棉机械

给棉板各工艺尺寸间的关系
分梳工艺长度S=l0+l1=l0+l3+(R+Δ)tgα
l3为给棉板工作面在刺辊轴心水平线以上的一段长度,
即mn弦长;R-刺辊半径; Δ-隔距; α-给棉板工作面与
垂直线的夹角。
当Δ 和α一定时,S减小,棉束百分率下降,短绒百分
率增加;
所以S应与被加工纤维长度相适应,并且在加强分梳的 同时要尽可能减少纤维损伤;
青岛宏大FA201B型梳棉机
三项专利的三罗拉 剥棉、主传动、单 机滤尘箱;变频器 无级调速;前三后三 固定盖板;刺辊下装 有分梳板;新型优质 的金属齿条;数控显 示仪,无触点传感 器,显示出条速 度、班产量等及断 条、返花故障和多 处安全自停装置; 机上四点连续吸, 系统间歇吸。
青岛宏大FA231型梳棉机
盖板式梳棉机
2. 我国梳棉机的发展
• 20世纪50’s: 批量生产A181型,弹性针布,锡 林180r/min,斩刀剥棉
• 60’s中:A186,金属针布,锡林360r/min, 四罗拉剥棉,15~25kg/h
• 80’s: FA201装有分梳板和前后固定盖板,锡 林360r/min,40kg/h
3. FA201梳棉机简介
• 棉卷喂入、棉丛喂入(产量高)两种 • 棉卷→棉卷罗拉→给棉罗拉和给棉板共同握
持→刺辊分梳→刺辊分梳板梳理→除尘刀→ 三角小漏底→锡林→固定盖板→锡林+盖板 工作区→锡林+前固定盖板→道夫→剥棉罗 拉→喇叭口→大压辊→圈条器→条筒
FA201梳棉机
FA201梳棉机主要技术特征
高产梳棉机给棉和刺辊部分高产梳棉机以1~2 块分源自板代替小 漏底,以增加分 梳作用;
棉箱喂入 新型喂棉装置
梳棉机1
3).工作原理 工作原理
梳棉机的工作原理是将前道工序送来的棉(纤维 梳棉机的工作原理是将前道工序送来的棉 纤维) 纤维 卷或由棉箱供给的油棉(化纤 化纤)层进行开松分梳和除 卷或由棉箱供给的油棉 化纤 层进行开松分梳和除 杂,是所有呈卷曲块状的棉圈成为基本伸直的单 纤维状能,并在此过程中, 纤维状能,并在此过程中,除掉清花工序遗留下 来的破籽、杂质和短绒,然后集成一定规格棉条、 来的破籽、杂质和短绒,然后集成一定规格棉条、 储存于棉筒内,供并条工序使用。 储存于棉筒内,供并条工序使用。
.电子式盖板隔距在线检测和调节装置
• (1)盖板隔距测量系 统(FCT)
• 特吕茨勒公司的梳棉 DK804、DK904和TC04上 机DK804、DK904和TC04上 配有盖板隔距测量系统 FCT,如图所示。它采用 FCT,如图所示。 电子检测手段在任何运转 时间内,甚至全速运转时, 时间内,甚至全速运转时, 测距传感器也能自动快速 精确地检测盖板与锡林间 的隔距。同时精确盖板隔 的隔距。 距调节装置PFS PFS可迅速正 距调节装置PFS可迅速正 确地调整或设置盖板与锡 林间的隔距。 林间的隔距。
凹凸罗拉在线检测装置 1—位移测量 2—凸罗拉 位移测量 凸罗拉 3—凹罗拉 4—喇叭口 凹罗拉 喇叭口
(2) 喇叭嘴检测装置
• 棉条通过喇叭口时, 棉条通过喇叭口时, 其粗细的变化会引起测量 杠杆的转动, 杠杆的转动,测量杠杆与 位移传感器相连, 位移传感器相连,就能将 位移信号转化为电信号。 位移信号转化为电信号。 由于测量杠杆的位移比活 动罗拉要小得多,因而测 动罗拉要小得多,因而测 量喇叭能更灵敏、 量喇叭能更灵敏、精确地 测量棉条粗细的变化, 测量棉条粗细的变化,扫 描频率更高。 描频率更高。 喇叭嘴棉条检测装置
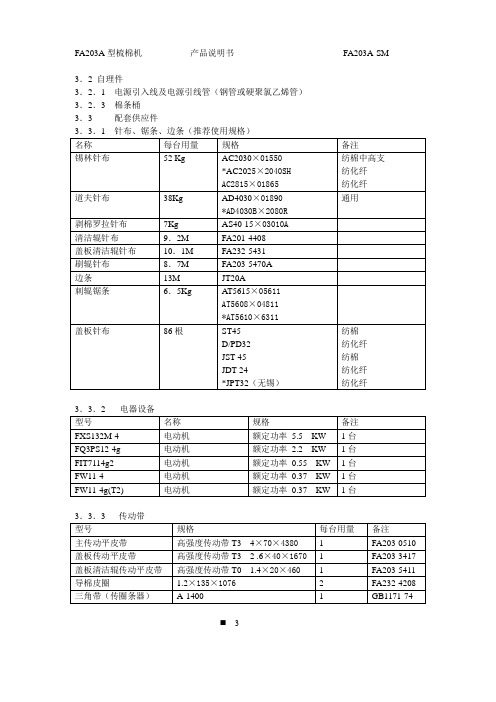
FA203A型梳棉机 产品说明书 FA203A
2
FA232-4208
三角带(传圈条器)
A-1400
1
GB1171-74
3 --
FA203A型梳棉机产品说明书FA203A-SM
三角带(传三罗拉清洁辊)
A-900
1
GB1171-74
同步带(传道夫)
800H150
1
进口
同步带(道夫电机传动)570H150 Nhomakorabea1
进口
同步带(传大压辊)
3.2.3棉条桶
3.3配套供应件
3.3.1针布、锯条、边条(推荐使用规格)
名称
每台用量
规格
备注
锡林针布
52 Kg
AC2030×01550
*AC2025×2040SH
AC2815×01865
纺棉中高支
纺化纤
纺化纤
道夫针布
38Kg
AD4030×01890
*AD4030B×2080R
通用
剥棉罗拉针布
7Kg
570H100
1
进口
同步带(传三罗拉)
DA330H100
1
进口
同步带(传皮圈导棉)
240H100
1
进口
同步带(传圈条器)
360H100
1
进口
同步带(传盖板刷辊)
330H075
1
FA203-5401
同步带(传给棉罗拉)
270L075
1
进口
V带(传圈条器顶箱)
A-1655(节长线)
1
GB1171-89
进口V带
A-633/4
1
出国专用
V带(传圈条器底盘)
(完整word版)梳棉机
梳棉机的梳理作用一、实验目的与要求实验目的与要求实验目的与要求实验目的与要求1、了解盖板梳理机的任务和工艺流程。
2、了解盖板梳理机的主要结构和主要作用.二、基础知识基础知识基础知识基础知识原棉或棉型化纤经开清棉工序后制成的棉卷或棉层中,纤维多呈束、块状,且有不少杂质,还需要进行细致的梳理加工。
梳理机的作用就是通过细致的梳理将束、块状纤维进一步分解成单纤维状态,清除杂质和疵点,并制成一定规格的卷装。
因此,盖板梳理机的任务是:1、梳理。
对束、块状纤维进行细致的梳理,使其分离成单纤维状态,并尽可能使纤维伸直平行;2、除杂。
进一步清除喂入半制品内的杂质、疵点和部分短纤维;3、混和。
在分离成单根纤维的前提下,对不同性状和比例的纤维进行充分地混和,以便制成均匀的梳棉条;4、成条.为便于下道工序加工、储存和运输,将纤维制成符合一定规格和质量要求的棉条(俗称生条),并有规律的圈放在条筒内. 梳理机在纺纱过程中占有重要的地位,梳理机上束块纤维被分离成单纤维的程度及纤维伸直平行的程度与下道工序的牵伸、成纱强力、条干和纺纱断头等密切相关;梳理机除杂作用的好坏,在很大程度上决定了成纱结杂的多少与条干的好坏。
梳理作用的实现主要是依靠针齿对纤维的作用。
两个对纤维有一定握持力且具较小隔距的针齿面作相对运动,纤维在其中受到两个针齿面的共同作用,从而被扯松、梳理。
由于两个针齿面上针齿的相对方向、倾斜角度、相对运动的速度和方向不同,所以两相互作用针面间的作用性质一般可分为三种:梳理作用-—两相互作用针面间存在相对速度,相对运动的结果是针尖对针尖;剥取作用—-两相互作用针面间存在相对速度,相对运动的结果是针尖对针背;提升作用—-两相互作用针面间存在相对速度,相对运动的结果是针背对针背。
三、实验内容1、FA201型梳棉机示意图2、了解梳棉机的机构组成盖板梳理机主要由喂给部分、预梳部分、主梳部分和输出部分组成。
(1)喂给部分:主要由棉卷架、退卷罗拉、给棉板、给棉罗拉组成,作用是保证原料的定量喂入。
纺纱学第4讲(梳棉)

第四章
梳理
(四)刺辊部分气流与除杂 1.刺辊部分的附面层及落棉(PMS)ppt 气流附面层 厚度δ =cxm x---距形成点的距离
速度分布:uy=u(1- δ y/ δ )1/n 刺辊表面: uy=ut,压力差,大梯度
附面层中纤维的轨迹 内层:纤维>尘杂,外层:尘杂>纤维,利用 附面层原理切割气流调节落棉、去除杂质。
2
2
注意:P1、P2的方向
Typical single cylinder short staple card
ANY QUESTION?
第四章
梳理
2、梳理过程中的纤维运动 运动方式:针根向针尖 针尖向针根 自制 (1)梳理中纤维的受力
•R:梳理力
沿纤维轴向;与针齿工作角, 机件相对速度V,纤维之间 的抱合力有关。 •C:纤维受到的惯性力 •S:工作面纤维挤压力 •Q:针齿中纤维的反作用力
Lx La
第四章
梳理
讨论:Lx与分梳的关系 Lx —受梳理长度 ,但Lx 纤维就有可能被切 断;棉层外层Lx ,分梳质量好;棉层内层Lx 棉束就有可能梳不开。 当α 、R、y、Δ 等参数固定不变时, Lx 与La 成正比,La选择兼顾分梳和纤维损伤。
① La>Lm ② La ≈ Lm ③ La <Lm (5)给棉板与刺辊相对位置 高低、隔距
第四章
梳理
在给棉板处形成自上而下逐渐变薄的棉须,棉束尾端处 于由给棉罗拉压力和相邻棉束共同形成的摩擦力界控制 下,而头端在进入刺辊1作用的弧内时,受到锯齿的高 速打击分梳、棉束被穿刺分割。而尾端在棉层恒速喂入 的状况下,受到的握持摩擦力逐渐减弱,棉束中未被梳 开的纤维,因其与锯齿的摩擦而逐渐被锯齿带走,被带 走的纤维尾端则在摩擦力界的和相邻有关棉束的控制下 滑移、分离、伸直。
-梳棉工序概述
第三章梳棉第一节梳棉工序概述一、梳棉工序旳旳任务1、梳理:将小棉束、小棉块梳理成单纤维状态;2、除杂:除去小棉块内旳细小杂质及带纤籽屑;3、均匀混和:将不同成分原棉进行纤维间旳混和,并使输出品均匀;4、成条:制成符合一定规格和重量规定旳棉条,圈放在棉条筒内二、梳棉机旳发展1、第一代梳棉机:产于50年代,机型为1181,产量10-15公斤/小时;后以生产1181C。
2、第二代梳棉机:产于60年代,机型为A186,产量20-25公斤/小时。
3、第三代梳棉机:产于80年代,机型为FA201,产量35公斤/小时。
4、第四代梳棉机:产于90年代,机型为FA221、FA225,产量50-60公斤/小时。
三、梳棉机旳工艺过程(flash)第二节给棉、刺辊部分一、给棉刺辊部分旳梳理作用(一)给棉刺辊部分旳机构给棉刺辊部分旳作用:喂入棉层,刺辊对棉层梳理并除去杂质。
(通过刺辊旳高速回转抛落杂质,在刺辊下方形成三个落杂区,除尘刀托持纤维,杂质被挡住而下落,小漏底运用气流除去短绒和尘屑。
50%以上旳棉束由刺辊开松成单纤维,并除去50%以上旳杂质。
)1、尾架:放置棉棉卷;下部旳斜槽是为了增大棉卷与棉卷罗拉旳接触,以增大摩擦力。
2、棉卷罗拉:喂入棉层;表面有沟槽,以增大与棉层旳摩擦力。
3、给棉罗拉:握持给棉;表面有沟槽,以增大与棉层旳摩擦力。
(简介给棉罗拉加压)4、给棉板:与给棉罗拉一起形成握持钳口,前端工作面便于刺辊梳理。
(简介给棉板圆弧面)5、刺辊:完毕对棉丛旳梳理。
刺辊与给棉罗拉间旳线速度比较大,棉束得到分梳。
•刺辊旳重要作用是对棉层进行梳理并除去部分杂质、短绒等。
刺辊由滚筒和锯条构成,其构造如图所示。
滚筒表面有螺旋沟槽,用以嵌入锯条。
•由于刺辊与给棉板、刺辊与锡林间隔距很小,且刺辊转速很高,因此对滚筒旳圆整度、整个刺辊旳动平衡以及滚筒与刺辊轴旳同心度均有较严格旳规定。
•锯条为刺辊旳分梳元件。
锯条旳材料、规格及技术状态,对刺辊旳梳理作用影响甚大。
喷气织机

喷气织机咸阳织机制造公司开发出三新型喷气织机由经纬纺织机械股份有限公司组织国内外专家共同组织设计,由咸阳织机制造公司等单位组织生产的三种新型喷气织机,近日问世。
这三种织机经机械运转、使用厂的工艺试验和专家的现场评估,一致认为这三种喷气织机的技术具有较高的水平,在国内喷气织机生产中实现了新的突破。
G1752-360型喷气织机幅宽190cm和360cm,最大创新点、亮点是采用了双侧共轭凸轮打纬、双织轴双伺服同步送经,采用上置式边撑,配置有分幅装置可以适应织物双幅织造,同时配置4色自由选纬、电子送经、电子卷取、电子多臂。
这台织机具有结构合理,制造精良,织物品种、工艺适应性强的特点。
G1752-360型喷气织机的核心技术D0432型电控系统,是与国外厂商共同开发研制的。
这套控制系统具有自主软件技术、自有知识产权。
与传统的控制系统相比具有划时代的变化。
它体现了新颖而先进的控制思路有方便而精确的数字探纬技术,优异而人性化的数字引纬设计,精确的储纬控制技术和先进的监控手段。
在监控平台中,系统控制台可适时监控所有输出口,软件示波器可对机器现场运转情况进行故障诊断,“黑匣子”可以知道机器在现场运转情况,可以获得第一手资料。
咸阳经纬纺机公司是我国最大的喷气织机研发和生产基地,从1986年引进日本津田驹喷气织机制造技术以来,通过实施国家“两机项目”,使喷气织机的研发和生产技术快速提高。
该公司新近研制开发出了拥有自主产权和核心控制技术的新型喷气织机和特宽幅喷气织机,在业界树立了良好的品牌形象。
截至目前,咸阳经纬喷气织机已累计销售11000多台,在不到两年的时间里仅在鲁西南地区就累计销售1000余台。
山东荣达纺织有限公司和山东泰信纺织有限公司在一年间就购进咸阳经纬喷气织机436台,同时还购进了咸阳经纬新型喷气织机和特宽幅喷气织机。
咸阳纺织机械厂是我国定点的喷气织机制造基地,是一个集科研、开发、生产、营销为一体的大型纺织机械骨干企业,拥有多条世界先进水平的自动生产线。
FA201B型梳棉机的改造与维护

FA201型梳棉机固定板技术改造和实践摘要:为了提高成纱质量,特别在棉纱结杂、粗节、条干等方面,通过技术改造,选配技术领先,质量好的器材减少半成品中的棉结杂和短绒,以降低条干CV值。
实践表明,在梳棉上改变原固定板结构,选用新结构固定分梳板,提高纤维的分离度、伸直度和平行度,能明显提高产品的质量。
关键词:梳棉;固定盖板;棉结杂;短绒;条干;工艺;成纱质量安徽东至华源纺织有限责任公司于1990年安装使用了32台青岛纺机生产的FA201梳棉机,机械基本性能和使用状态较好。
但随着技术的不断创新和进步,人们生活水平的不断提高,市场对成纱质量的要求也在不断提高,高支数、高品质的纱线成为抢占市场、增加经济附加值的重要途径。
因此,FA201梳棉机上原固定板结构已经不能适应现在生产新产品的需求,为了进一步提高纤维的分离度、伸直度和纤维平行度,降低棉结杂质、排除短绒,使棉网更清晰,提高成纱质量和单机质量,对FA201梳棉机原固定盖板结构进行了相应的改造。
1、固定盖板选型及配置选用江苏南通金轮针布(江苏)有限公司生产的GFB800型固定分梳板。
该固定盖板骨架采用LD31铝材制作,轻巧、光洁、美观;齿片采用金属针布制造工艺,齿尖锋利、耐磨、光洁,不嵌附纤维、不挂花。
其配置方法,采取前7后3形式。
齿密配置方法见表1.表1 前后固定盖板齿密配置方法名称齿片基纵向齿齿密/(齿根数骨架厚/mm 距/mm /25.4mm²)材料前固定0.7 2.1 440 3盖板0.7(细) 1.5 620 4 合金后固定 1 4.48 140 3盖板风量要求:棉网清洁器需要风量150~250M³/h左右2、安装方法2.1前固定盖板及棉网清洁器的安装方法a)拆下原固定盖板、前上罩板、弧形垫铁;b)紧靠前下罩板放上前弧形垫铁(弧长317mm),划线确定2─M8螺孔位置(下孔与原弧形垫铁孔重合,只需划上口M8孔位置);c)前弧形垫铁外侧面与前短轨外侧面平齐;d)在前短轨划线位置上加工2─M8、螺孔深15~18mm,要求螺孔垂直于所在弧面(钻孔时可用弧形样板检验);e)根据生产工艺要求校准前下罩办的上下口隔距;f)紧靠前下罩板放上前弧形垫铁并固定;g)依次由下向上安装6根固定盖板,齿尖方向与锡林针齿相对呈分梳状;h)安装时分别调整好各固定盖板与锡林的隔距;i)在第7根位置安装棉网清洁器,并调节除尘刀隔距;装上吸风管及附件;j)安装最上面一根固定盖板(提升盖板)时,要注意齿尖方向与锡林针齿方向相同(与其它几根方向相反)并调整隔距;k)装上前上罩板并固定;l)装上棉网清洁器上的出风管,并将软管一端用管夹固定在出风管上,另一端通过三通与总风管连接。
棉纺设备A型和FA型的部分工艺参数

棉纺设备A型和FA型的部分参数A002A自动抓棉机产量:600--800公斤/台时抓棉打手:直径385毫米;转速740转/分;工作长度1570毫米打手刀片:形式U型抓取角10度;刀尖夹角50度;厚4.5毫米;排列8排;刀片伸出肋条距离7毫米抓棉打手下降距离:3-6毫米;连续上升时间1080毫米/3分40秒抓棉打手刀片头部距离:最低位置20毫米;最高1080毫米堆包重量:2000-2500公斤总功率:2.2千瓦外形尺寸:地轨直径5182毫米;小车机架长2635*宽800*高1430毫米电机:1.5千瓦(右)1台;0.25千瓦(右)齿轮减速;0.55千瓦(右)齿轮减速电机机器净重:900公斤A006B自动混棉机车别:按凝棉进棉方向不同而分左右手产量:600--800机幅:1060毫米输棉帘、压棉帘速度:1、1.25、1.5、1.75米/分角钉帘速度:60、70、80、100米/分均棉罗拉:直径400毫米;转速200转/分打手直径:400毫米;转速430转/分尘棒型式:扁钢;之间隔距10毫米;共21根打手与尘棒隔距:进口8-15毫米;出口10-20毫米。
压棉帘与角钉帘隔距:60--80毫米角钉帘与均棉罗拉隔距:40--80毫米打手与角钉帘隔距:5毫米喂棉方式:由凝棉器从顶部喂入全机总功率:1.57千瓦外形尺寸:长4085*宽1430*高2859电动机:0.6千瓦(左)2台;0.37千瓦(右)齿轮减速机器重量:3.3吨A041型凝棉器技术规格产量:600--800公斤机幅:1060毫米车别:左手或右手尘笼直径:500毫米;转速60、67、82、91转/分打手:六排皮翼式;直径250毫米;转速268、296、334、362、405转/分风扇直径:400毫米;转速1850、2050、2300、2500、2800转/分外形尺寸:长800*宽1752*高796毫米电动机:4千瓦(右)1台机器重量:540千克A034型六辊筒开棉机产量:600-800公斤机幅:1060毫米辊筒:四列角钉式;6只;直径455毫米;转速462、510、562、595、655、722转/分尘棒:机外可调节的振动式扁铁尘棒;隔距、10毫米(1、2、3辊筒35根尘棒)、8毫米(4、5辊筒39根)尘棒安装角调节范围:(-+)15度辊筒与尘棒隔距:6-20毫米(尘棒中间至辊筒)喂棉方式:由自动混棉机直接喂入出棉管直径:300毫米外形尺寸:长2450*宽1430*高2742毫米电动机:2.2千瓦机器重量:1.47吨A036型豪猪开棉机产量:600--800公斤机幅:1060毫米打手:圆盘矩形刀片;直径610毫米;转速480、540、600转/分给棉罗拉:直径76毫米;35、39、46、53、69转/分尘棒:机外可调的三角尘棒;68根;隔距进口11-15毫米、中间6--10毫米、出口4-7毫米储棉箱尺寸:厚500*宽1060*高1375毫米打手与给棉罗拉隔距:6毫米打手刀片与尘棒隔距:进口10-14毫米;出口14.5-18.5毫米出棉管直径:300毫米喂棉方式:凝棉器从顶部喂入全机总功率:1.87千瓦外形尺寸:长1410*宽1230*高2960毫米电动机:1.5千瓦(左)0.37千瓦(左)齿轮减速机器重量:1.6吨A062型电气配棉器型式:二路配棉;三路配棉产量:500公斤;800公斤配棉头型式:二路配棉Y式三通;三路配棉品式四通进棉管直径:300毫米出棉管直径:250毫米进棉头风门通过尺寸:宽700*高100毫米ZMQ72-45直流电磁铁110伏:二路2只;三路3只机器重量:二路140公斤;三路170公斤A092A型双棉箱给棉机产量:250公斤/时机幅:1060V型帘速度:最小1.56米/分;最大3.97米/分前、后V型帘隔距:进口220-400毫米;出棉口15毫米输棉帘中心长度:1798毫米;速度8.35、10.4、12.6米/分角钉帘斜度:20度;速度40、50、60米/分剥棉打手直径:300毫米;450转/分均棉罗拉直径:260毫米;335转/分回击罗拉直径:190毫米;600转/分角钉罗拉直径:300毫米清棉罗拉直径:190毫米;420转/分角钉帘与均棉罗拉隔距:0-40毫米喂棉方式:由凝棉器从顶部喂入总功率:1.15千瓦外形尺寸:长3480*宽1785*高3456毫米电动机:0.6千瓦(左)0.55千瓦(右)齿轮减速机器重量:2.47吨A076A型单打手成卷机产量:250公斤/台时机幅:1060毫米棉卷宽度:980毫米;直径365--457毫米;长度34.35-43.35米;重量16-18公斤成卷时间:3.55-5.80分输棉帘中心高度:892毫米输棉帘速度:3.86-8.30米/分天平罗拉直径:76毫米;9.02-19.7转/分综合打手直径:406毫米;900、1000转/分尘格:机外可调式三角尘棒;15根;隔距5-8毫米打手与尘棒隔距:进口8毫米;出口18毫米风扇叶尺寸:直径550*300毫米;800-1200转/分尘笼直径:558毫米棉卷罗拉直径:230毫米;10-13转/分棉卷压钩横跨中心距:1210毫米;全动程600、700毫米;上升动程230、280毫米;下降动程370-420毫米;下降速度152.4--183毫米/秒自动落卷:(不包括拔辊时间)2-3秒拔辊时间:(单程)13秒总功率:8千瓦外形尺寸:长3745*宽2170*高1520毫米电动机:0.4千瓦(左)1.1千瓦(左)1.8千瓦(右)4.7千瓦(右)棉卷称:MGC30-2机器重量:4.33吨A186D型梳棉机技术规格机别:右手(面对车头左手为左,右手为右)A189(左手)机幅:1020毫米适用棉卷规格:最大直径550毫米;宽度980毫米;A189最大直径600毫米可纺原料长度:24-75毫米给棉板工作面长度:28、30、32、46、60毫米给棉加压:3.5-5.7千克/毫米;A189(4[3-7[8公斤)除尘刀调节高度:高于或低于机架6毫米;80-100度的角度调节范围;A189(75-105度)小漏底:弦长175.6入口呈45度角(纺棉);弦长200入口呈45度角(纺化纤)刺辊工作直径:250毫米;980、1070转/分;A189(710、900、1050、1300])锡林工作直径:1289毫米;330(皮带轮直径126)、360(137)转/分;A189(360、400、450、500])工作盖板/盖板根数:40/106;A189(43/110)盖板运行速度(毫米/分):锡林330转/分162、192、244(纺棉);81、98、122(纺化纤);锡林360转/分177、214、266(纺棉);89、107、133(纺化纤)A189(56-306;69-378;62-331;77-419毫米)道夫工作直径:707毫米;15-28转/分(快慢速比3:1);A189(最高60])剥棉形式:四罗拉;A189(三罗拉)大喇叭口直径:8毫米;A189(4*20扁圆孔)抄针方法:人工罗拉抄针适应抄磨辊直径:140-180毫米牵伸倍数:67.3--120.2;A189(59-206)全机吸风量:1300立方米/小时吹风量:500--620立方米/小时全机吹风量:400立方米/小时适用棉条筒规格:直径600*900或1100毫米总功率:主电机2.2千瓦(锡林、刺辊交叉皮带传动)双速电机0.75千瓦;吹风电机0.37千瓦;A189(5[5千瓦)占地面积:长3749*宽2009.5毫米;A189(3524*2154毫米)机器净重:4000千克;A189(4500千克)生产能力:15-25千克/台时;A189(40千克/台时)A186G型梳棉机技术参数装有三罗拉剥棉;增加刺辊分梳板;增加前三后二固定盖板;道夫快速刹车;采用新型电磁离合器;新型圈条器;左右封闭式安全罩;技术规格适用范围:纯棉、化纤、混纺生条定量:3.5-6.5千特产量:最高35公斤工作宽度:1000毫米道夫速度:24.3*38.2转/分除尘:锡林、道夫三角区;刺辊罩盖;后车肚三处吸点;吸风量1300立方米/小时;风压500-600帕总功率:4.46千瓦(锡林、刺辊平行皮带传动)占地面积:长3089*宽2092毫米全机重:4500千克FA201技术规格适用范围:22--76毫米纯棉、化纤、混纺棉条定量:3.5-6.5克/米适应棉卷规格:最大直径550毫米;宽度980毫米适应清梳联输出棉层定量:450-1000克/米产量:40千克/台时出条速度:57.7-121.2米/分总牵伸倍数:67.5-120.5刺辊工作转速:930转/分;800转/分道夫转速:6-36转/分锡林转速:360转/分;330转/分工作盖板根数/盖板根数:41/106盖板速度(毫米/分):72、91、129、141、184、241、342附加梳理部件:刺辊分梳板1块;后固定盖板3根;前固定盖板3根适用条筒:直径600*高900或1100除尘系统:设有单机滤尘箱;吸风量1800立方米/小时,对机上四点连续吸(要求风口静压-49到-98帕);机下车肚花及滤网花由机外吸尘系统间歇吸除(要求到单机入口处,风量2000立方米/小时,静压-1863帕);总功率:7.17千瓦FA203型梳棉机技术参数微机控制和数显有关参数特制的机架,强度高,易调整,便于大漏底拆卸;封闭式圆墙板避免了墙板花;适用双棉卷或棉箱喂入;机外间歇吸,机内双滤尘箱连续吸;盖板倒转,增强分梳,改善棉网质量;设前后固定盖板及分梳板,锡林道夫结构优化设计,提高精度;盖板花剥取由抄刷辊代替上斩刀;全机采用新型齿条,方便、安全的全封闭安全罩;40秒锡林制动机构;四处自停,四处检测装置;可以观察棉网的皮圈导棉装置。
梳棉机前后固定盖板相关、参数问题的探讨

梳棉机前后固定盖板相关、参数问题的探讨许兰杰;曹继鹏【摘要】研究了梳棉机前后固定盖板有关参数的选择问题,指出后固定盖板齿密应在60~440齿/(25.4 mm)2 之间选择,工作角在85°~90°之间选择;老型号梳棉机,后固定盖板根数不宜过多,可在1~4根选择;高产梳棉机,近三十年来随着产量的增加后固定盖板根数有增加的趋势,其中,纺棉时,后固定盖板根数一般在4~10根之间选择;纺化纤时,由于不加棉网清洁器,后固定盖板根数可以增加,一般在4~16之间选择.后固定盖板隔距不宜过小,一般可在O.4~1.O mm之间选择.前固定盖板齿密应在240~950齿/(25.4 mm)2之间选择,工作角在70°~85°之间选择.前固定盖板根数纺棉时不如纺化纤时多,纺棉时一般在4~12根之间选择,纺化纤时一般在4~16根之间选择.隔距在O.15~0.4 mm之间选择.【期刊名称】《辽东学院学报(自然科学版)》【年(卷),期】2010(017)004【总页数】6页(P347-352)【关键词】梳棉机;前后固定盖板;齿密;工作角;盖板根数;隔距【作者】许兰杰;曹继鹏【作者单位】辽东学院服装与纺织学院,辽宁,丹东,118003;辽东学院服装与纺织学院,辽宁,丹东,118003【正文语种】中文【中图分类】TS112.3在梳棉机上加装前、后固定盖板,是提高成纱质量和的有效措施,后固定盖板主要起预分梳作用,前固定盖板主要起进一步的分梳作用[1]。
现代高产梳棉机无一例外地均采用减少回转盖板根数、增加前后固定盖板根数,设置棉网清洁器的配置模式。
要想发挥前后固定盖板的工艺效果,关键在于合理选择固定盖板的有关工艺参数,如前后固定盖板的齿密及工作角、前后固定盖板根数、前后固定盖板与锡林的隔距等。
作者就以上问题做了探讨,希望能给纺织企业选择前后固定盖板工艺相关参数提供一定的借鉴作用。
后固定盖板对棉束主要起到预分梳和定向的作用。
梳棉
随着锡林针排转向机台下方位置,嵌在 梳针间地短绒、结杂和疵点等被高速回 转地毛刷刷下,经风斗吸附在尘笼表面, 剥落后由机外风机产生的气流吸走。 锡林梳理结束后,钳板继续前摆,这时 上、下钳板逐渐开启,梳好的须从由于 本身的弹性而向前抬头挺直,送向分离 罗拉。
工艺过程:
分离罗拉先倒转,将前一周期的棉网倒入机内一定长度后再 顺转。钳板送来的须从头端到达分离钳口,与倒入机内的前 一周期的棉网尾端重叠接合,由于牵伸张力的作用,棉层挺 直,顶梳插入棉层,开始梳理纤维须从的后端。 当被分离钳口握持的纤维随分离罗拉输出时,这些纤维就被 分离。其尾端由于从顶梳梳针间曳过而受到顶梳的梳理,短 纤维及结杂、疵点则被阻留在顶梳之后的须从中,待下一周 期锡林梳理除去。 当钳板到达最前位置时,分离接合工作基本结束,钳板、顶 梳开始后退,上、下钳板逐渐闭合,准备锡林的下一次梳理。
梳棉疵品产生原因及预防
梳棉疵品产生原因及预防
梳棉疵品产生原因及预防
梳棉疵品产生原因及预防
精梳
工艺流程
主要任务
精梳工序由精梳准备机械和精梳机组成,其主要 任务是: (1)排除生条中的短绒,提高纤维的长度整齐度, 为改善成纱条干、提高成纱强力创造条件。 (2)清除纤维间包含的棉结、杂质,以提高成纱 的外观质量。 (3)使纤维得到进一步的伸直、平行和分离,以 提高纱线的条干、强力和色泽。 (4)制成条干均匀的精梳棉条,以便下道工序加 工。
FA201型梳棉机的机构及作用:
2、锡林、盖板和道夫部分:主要由锡林、 回转盖板、前后固定盖板、道夫、前后罩板 和大漏底等组成。
分梳 凝聚
剥取
FA201型梳棉机的机构及作用
纺纱学课程设计
学校代码: 10128学号:201121803028《纺纱学课程设计》说明书学生姓名:孔娟所在学院:轻工与纺织学院学科专业:纺织工程11-1指导教师:二零一三年七月内蒙古工业大学轻纺学院课程设计任务书学院(系):轻工与纺织学院纺织工程系课程名称:纺纱学指导教师(签名):专业班级:纺织工程11-1学生姓名;孔娟学号: 201121803028目录舒纶纤维粗纺呢绒产品的开发 (5)1.原料选择 (5)1.1.可纺支数的确定 (5)1.2捻缩率的确定 (5)1.3捻系数选择 (6)2.原料初加工 (6)2.1工艺流程:喂毛→开毛→洗毛→炭化 (6)2.2和毛加油 (6)3.梳毛工艺 (8)4.细纱 (9)丝光毛棉羊绒赛络花色纱的开发 (10)1.原料的选择 (10)1.1纱线规格及混纺比 (10)1.2纺纱工艺流程 (10)2.前纺工艺 (11)2.1纤维预处理 (11)2.2和毛工序 (11)2.3混棉工序 (11)2.4梳棉工序 (11)2.5并条工序 (12)2.6粗纱工序 (12)2.7细纱工序 (13)2.8结论 (14)羊兔毛精梳弹力织物的研究与开发 (15)原料的选择 (15)1.1兔毛纤维的生物酶处理 (15)1.2原料的选择 (15)1.3配毛 (16)1.4和毛加油设计 (16)2.前纺工艺 (17)2.1前纺工艺流程 (17)2.2混条 (17)2.3针梳和精梳工艺 (17)2.4粗纱工序 (20)3.后纺工艺 (21)3.1工艺流程 (21)3.2细纱工序 (21)4.结论 (22)参考文献 (22)舒纶纤维粗纺呢绒产品的开发随着人们生活水平的提高,加上春秋服饰的变化和裙装的盛行,粗纺面料的需求量得到了大幅增长。
有限的羊毛资源已满足不了毛纺工业的发展需求,开发生产高比例化纤的毛混纺面料已成为毛纺行业的必然趋势。
为了适应这一趋势,我们开发了高比例毛舒混纺海军呢,产品实物质量和外观风格均达到了设计要求。
棉纺工艺-梳棉1
10、锡林~大漏底隔距 大漏底与锡林的前、中、后隔距应使大漏底 弧面始终保持隔距逐渐收缩的状态。考虑 气流分布。例大漏底出口隔距过大,将使 小漏底内部气压增加而使后落棉量增加。 11、锡林~前罩板隔距 隔距小,有利于长纤维被锡林抓取。
12、锡林~道夫隔距 不论纺何种原料,一般要求这一隔距保持较 小的状态,以加强分梳,提高道夫转移率, 锡林与道夫间隔距一般为0.10- 0.125mm(4~5/1000),国外高产机在 0.08~0.10mm(3~4/1000)。
(四)其它 刺辊锯齿工作角α:75-80度, α小,有利分梳,但 杂质不易抛落,落棉少,返花率高,棉结增多。 刺辊齿密N:36或60齿/平方英寸,密度大有利于分 梳但短绒率高,一般α与N相对应, α大, N大可 兼顾分梳、落棉和纤维顺利转移。 给棉板分梳工艺长度LA: LA小,分梳作用强,短 绒率高。应结合纤维长度、定量、强力、成熟度 确定,一般LA约等于Lm(纤维主体长度)。分 梳较好,损伤也少。允许情况下偏小掌握,有利 分梳。 针布:
纺不同纱号时锡林~盖板隔距间常用隔距
9、锡林与前、后固定盖板间隔距 锡林与前、后固定盖板间隔距小,利于分梳, 减少棉结。但过小,损伤纤维,碎裂杂质, 使生条短绒增加,杂质粒数增多,粒重减 小。所以锡林与前、后固定盖板的隔距, 从刺辊侧至道夫侧,应遵循隔距由大到小, 逐渐增强分梳的原则。一般后固定与锡林 间隔距自下而上为0.37~0.55mm, 0.30~0.45mm,0.25~0.40mm;前固定自上 而下的隔距为:0.20~0.25mm, 0.18~0.23mm,0.15~0.20mm或隔距均相同。
四、工艺参数设计 (一)生条定量 梳棉机牵伸倍数常随所纺纱的号数不同而不同。 在纺细号纱时,梳棉常选用较大的牵伸,同时 棉卷的定量较轻,因此,生条定量较轻,反之, 应较重;在纺号相同或相近时,一般若产品质 量要求较高时可采用较低的生条定量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FA201B型梳棉机规格介绍
主要特点
获专利的三罗拉剥棉机构、主传动机构;
采用变频器实现道夫无级调速;
新型的前三后三固定盖板;
刺辊下装有一套分梳板;
新型优质的金属齿条;
设有数控显示仪,无触点传感器,显示出条速度、班产量等工艺参数及断条,返花故障和多处安全自停装置;
适应用户要求,有多种吸尘方式可供选择。
技术规格:
适用范围本机适用于纤维长度22-76毫米纯棉、化纤及其混纺
棉条定量(克/米) 3.5-6.5
适应棉卷规格(毫米)最大起经550 宽度980
产量(公斤/小时)最高45
输出速度(米/分)57.7-121.2
总牵伸倍数67.5-120.5
刺辊工作转速(转/分)800 930
道夫工作转速(转/分)6-36
锡林工作转速(转/分)330 360
盖板根数(工作盖板/盖板总数)41/106
盖板速度(毫米/分)72 91 129 141 184 241 342
附加梳理部件刺辊分梳板1块
后固定盖板3根前固定盖板3根
适应棉条筒(毫米)直径:600 高度:900 1100
(方型圈条器,用户可自选)
总装机功率7.17千瓦
安全罩形式全封闭
占地面积(长×宽)3591×2123(毫米)
机器净重(公斤)约5000。