面辅料检验标准模板
面料检验标准
南京吉姆服饰有限公司
面料检验标准
JM/WI 029
一、面料质量检验规范:
1、面料入库后,裁剪车间调料前需按各款号各色号的抽样方法进行检验。
2、面料检验内肉及标准如下:
2.1 抽样方法:
检验标准按每批进料的5%抽检
2.2 面料检验方法:
采用验布机检验,在40W的日光灯3~4支光源下的斜平台上检验。
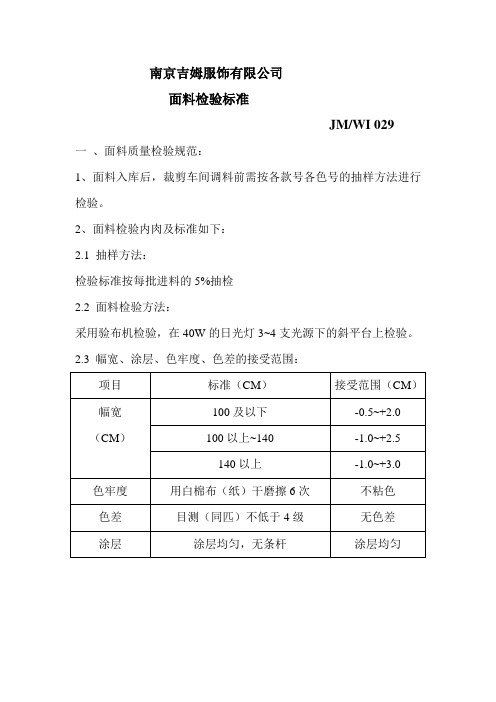
2.3 幅宽、涂层、色牢度、色差的接受范围:
2.4疵点类别:
2.5 判定标准:
A 判定面料(匹)标准:
(1)幅宽、纬斜、色牢度、色差、涂层:任何1个检验项目超出接受范围的,判定该匹面料不合格;
(2)疵点类别:累计≥10个疵点/匹的,判定该匹面料不合格
B 判定批量面料标准:
对于在批量范围内按抽样数量(匹)检验的;不合格数(匹)超出不合格判定数时,判定该批量面料不合格。
3、所有抽验过的面料应贴标识并做记录报质检部。
4、对于可接受面料按有关程序予以发放。
5、对于超接受范围面料的处理程序:
(1)顾客财产,有顾客QC在工厂跟单的,请QC在检验单上签字确认后报生产部、质检部,经同意后可以发料。
未经顾客确认的面料不可以发料。
(2)非顾客财产,按有关程序由质检部报业务部处理。
二、辅料质量检验规范:
1、辅料入库后,发放前需按各款好、各色号的3%数量进行检验。
2、辅料检验内容及接受范围如下:。
内衣厂物料检验标准模板
4.2.4计算损耗率
1)按疵点出现的位置折算疵点数, 间距在30CM之内的疵点折算成一个疵点。每个疵点按0.3M损耗计。宽度小于等于2CM的花边要根据所用的部位来确定损耗。( 如用于拉肩带、 内裤脚口的损耗要按照0.5M计算) 。
4.4.3检验操作规程
1)根据送货单清点总箱数, 然后查阅箱子上所贴标签的各项内容。
2)对照尺寸表检查各部位尺寸是否正确。
3)检查模杯的杯型是否符合要求, 经过测量各部位尺寸来判断杯型是否符合要求。( 需要特别注意模杯的杯深度) 。
4)检查模杯的厚度是否符合要求; 手感是否与标准样办一致。
5)检查模杯切边是否圆顺, 边缘无硬化现象; 左右碗有无厚薄; 有无明显色差; 自然放置后不瘫软。
3)检查丈根规格是否和要求相符( 宽度和厚度) 。
4)取1.5M丈根( 在中间取办) 做测量及批色存办用。丈根需要测试其自然回缩率( 放置24—48小时) 。注: 平面橡筋需要车在面料上面拉尽面料检查边缘起毛现象。
5)记录驳口的数量, 检查同一驳口内的头、 中、 尾处及驳口之问有无明显色差、 有无明显宽度差异。检查同批物料不同箱间是否有色差, 检查深色料拉伸后是否露白, 深色料切口是否露白。
9)用于模杯车间生产棉杯的面料要特别注意整洁, 一点细微的杂色毛毛压出成品棉杯都有可能导致报废, 除了破洞之外的面料上的外观疵点都要剪板给模杯车间压模测试成品后的效果再判定是否能够使用, 每批料要剪取卷差、 缸差提供给模杯车间做高温测试, 经过测试判定大货颜色是否0k。
10)在一匹布的头、 中、 尾各测量一次封度, 并作好记录。
辅料进货检验标准
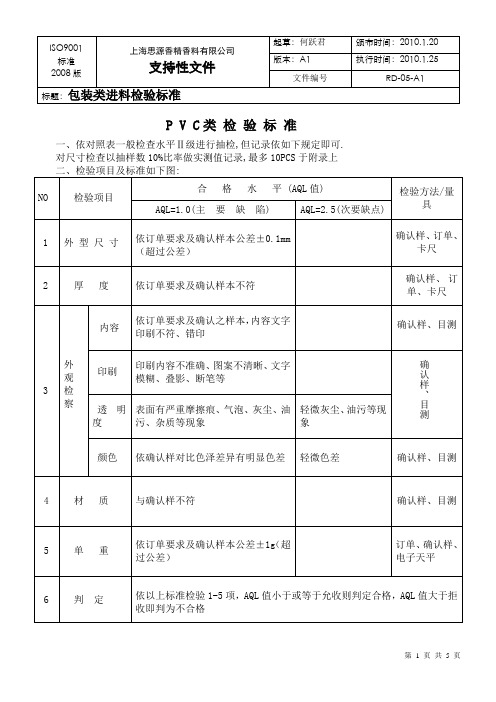
P V C类检验标准
一、依对照表一般检查水平Ⅱ级进行抽检,但记录依如下规定即可. 对尺寸检查以抽样数10%比率做实测值记录,最多10PCS于附录上
玻璃瓶检验标准
一、依对照表一般检查水平Ⅱ级进行抽检,但记录依如下规定即可. 对尺寸检查以抽样数10%比率做实测值记录,最多10PCS于附录上
印刷类检验标准
一、依对照表一般检查水平Ⅱ级进行抽检,但记录依如下规定即可. 对尺寸检查以抽样数10%比率做实测值记录,最多10PCS于附录上
纸箱类检验标准
一、依对照表一般检查水平Ⅱ级进行抽检,但记录依如下规定即可. 对尺寸检查以抽样数10%比率做实测值记录,最多10PCS于附录上
文件编号RD-05-A1 标题:包装类进料检验标准
木盖及挥发棒类检验标准
一、依对照表一般检查水平Ⅱ级进行抽检,但记录依如下规定即可.
对尺寸检查以抽样数10%比率做实测值记录,最多10PCS于附录上
二、检验项目及标准如下图:
NO 检验项目
合格水平 (AQL值)
检验方法/量
具AQL=1.0(主要缺陷)
AQL=2.5(次要缺
点)
1 尺寸依订单要求及确认样本不符确认样、订单、
直尺
2 规格依订单要求及确认样不符
订单、确认样
3 外
观
检
查
外形严重弯曲、变形目测
颜色依确认样对比色泽差异有明显色差轻微色差
确认样对比、
目测
4 材质依订单要求及确认样本(材质不符)
有霉点、虫蛀
订单、确认样、
目测
5 判定依以上标准检验1-4项,AQL值小于或等于允收则判定合格,AQL值大于拒收即判为不合格
制作:何跃君审核:批准:。
原、辅料检验制度范本

原、辅料检验制度范本一、目的与适用范围本检验制度的目的是确保原、辅料的质量符合公司的要求,以保障最终产品的质量稳定。
本制度适用于公司所有从供应商采购的原、辅料。
二、质检责任1. 供应商质检责任:供应商应当负责对原、辅料进行质量检验,确保符合国家相关标准和公司要求,同时提供相应的质量证明文件。
2. 公司质检责任:公司质检部门应当对供应商提供的原、辅料进行抽样检验,确保其质量合格。
三、检验方法与频率1. 抽样方法:采用等级抽样方法,根据供应产品的特点,确定适当的抽样方案。
2. 检验频率:按照供应商的稳定性、原料的重要性和质量历史记录等因素,确定相应的检验频率。
四、检验项目与标准1. 外观检验:检查原、辅料的外观是否符合要求,并记录检验结果。
2. 化学成分检验:对原、辅料进行化学成分分析,确保其符合相关标准。
3. 物理性能检验:测试原、辅料的物理性能指标,如强度、硬度等,确保其符合要求。
4. 包装检验:检查原、辅料的包装是否完好,并符合运输要求。
五、不合格品处理1. 一次不合格:发现原、辅料一次不合格时,应立即通知供应商,并要求其进行返工或更换。
2. 二次不合格:若原、辅料经过供应商的改进后仍然不合格,公司将在供应商的信用记录中做出相应的记录,并采取进一步的处理措施,如更换供应商或采取法律手段。
六、质量记录与报告1. 检验记录:对每次原、辅料的检验结果进行记录,包括样品编号、检验项目、检验结果等。
2. 检验报告:定期进行原、辅料的质量统计和分析,生成相应的质检报告,并对不合格品进行深入分析。
七、培训与评估1. 培训:对相关人员进行原、辅料的质量检验培训,确保其对相关标准和检验方法有清晰的理解。
2. 评估:对公司质检部门和供应商的质量管理情况进行定期评估,以确保其符合公司的要求。
八、改善与持续改进1. 不断改进:定期对原、辅料的质检制度进行评估和改进,以适应公司的业务发展和客户需求变化。
2. 持续改进:通过有效的质检管理和供应商管理,不断提高原、辅料的质量水平,为公司的发展提供稳定的质量保障。
来料检验模板

来料检验规范
1.目的:
控制上线物料质量,规定物料接收的检验标准,使检验时有据可依,确保生产使用的物料都是合格品。
2.范围:
本检验标准适用于原材料、辅料、半成品或成品等的进入公司的所以物料。
3.检验方式:
若无特别规定,检验采用抽检方式。
4.缺陷类别:
5.检验内容:
电气性能和外观检验。
6.取样:
检验样品从待检的批量中随机抽取。
7.合格与不合格的判定:
7.1.每个样品统计出检验不合格数量:A或B;
7.2.没有任何缺陷的样品为OK;
7.3.根据样品检验结果,对照抽样方案判定合格数量是否达到
要求数量,则该批物料为不合格。
8.不合格品的存放:
9.检验报告的填写:
填写好报告上对应的栏目,检验无缺陷只需在检验栏填写
OK或检验无不良,有缺陷就在品质状态栏填写缺陷原因。
面辅料检验标准

◆规格要求:宽度在13㎝以上允差接受在6㎜以内,宽度在13㎝以下5㎝以上允差接受在3㎜以内,长度不能超过±1㎝。
◆纱支成份、织造密度同批板,注意弹性及伸缩性。
◆间色类,循环间距按规格要求。
◆提花清晰、不可有色花、阴阳色等。
11、主唛、尺码唛
◆颜色、规格尺寸、材质、外观与确认样无误。
一十四.2.12克重要求:150g/m2以下接受±3g/m2,150g/m2以上接受±5g/m2
一十五.2.13色差要求:中边、头尾要以灰尺≥4级为接受标准,疋差.同批次之色差以灰尺4级为接受标准。
一十六.三、布匹重量或长度要求、外包装及送货要求。
一十七.3.1针织布:不论纱支粗细,每匹重约40-55LB,特殊布种和小量订单量不在此范围。
◆回缩力:松紧放开回弹自然(快速放开),恢复率一般为1:1.05。
◆色牢度:手洗或干擦,3~4级可接受。
◆强力测试:承受12kg-15kg拉力不断裂。
3、订珠订钻
手工订珠钻,牢度一定要好;珠子要圆润光滑,无瑕疵、无划痕、一批中的大小及颜色要一致。
花型串珠串钻的,稀密效果要同确认样一致;
不可少珠掉珠。
2.4.3接头的数量不能超过订单要求(30M内不允许有,30M~60M允许1个接头,90M以上最多允许2个接头),且每匹布头、布尾5M内不能假开剪。
2.4.4面料的幅宽应符合订单要求,梭织类幅宽可接受±1㎝,针织类幅宽可接受±2.5㎝。
2.4.5每匹面料前后左右色差不低于4级及不允许有色花,匹差要在4级以上,缸差在3.5级以上,同一匹布亦不能有色差。
◆拉链牙表面光滑,用手抚摸无粗糙刺手的感觉。
◆拉链的长度(量上止的顶部外沿之间的长度),12″以下的拉链长度偏差在±2㎜以内,12″以上的拉链长度偏差在±4㎜以内。
面辅料检验标准

,十三. 2.10計分方式和收貨標準:十四. 2.10.1計分公式:總疪點評分*100*36/所查布實際碼長*實際布封=平均分/100平方碼。
十五. 2.10.2單獨一疋疪點未超過28分為合格,如疪點超過28分至40分以內則按扣損耗計;超過40公則該疋不接受。
十六. 整批次(或整缸):疪點未超24分為合格,如超24分至34分內則按扣損耗計,超過34分則整批不接受十七. 2.11循環要求:排間布循環不可超過要求循環的正負5%,自動間布循環不可超過要求循環的正負3%(1cm內的1個循環按20個計,1cm-10cm內的1個循環按10個計,10cm-20cm內的1個循環按5個計,20c 以上的1個循環按2個循環計)。
十八.2.12克重要求:150g/m2以下接受±3g/m2,150g/m2以上接受±5g/m2十九. 2.13色差要求:中邊、頭尾要以灰尺4-5級為接受標準,疋差.同批次之色差以灰尺4級為接受標準,低於以上色差,我司將作退貨處理。
二十. 三、布匹重量或長度要求、外包裝及送貨要求。
二十一. 3.1針織布:不論紗支粗細,每匹重約40-55LB,特殊布种和小量訂單量不在此範圍。
二十二. 3.2梳織布:因紗錢粗細,布類經緯密度有較大的差異,各布類匹長有所不同,匹重不可超過55LB,同批內匹與匹間長度不可相差10碼,零碎布不可短於10碼,每匹標籤上的長度須與實際相符合.每疋短碼不可超過0.3碼,否則按最大短碼數要求供應商補償。
二十三. 3.3包裝和卷裝要求:每匹布須有缸號、此匹序號、布種、顏色、訂單po、規格、實際重量或碼長包裝袋保持清潔和密封并在膠袋上所標事項須清晰可辯;卷布紙筒長度一定要夠布疋寬度及保持紙筒的通暢性,如有因紙筒問題阻礙我司生產需供應商處理;凈色布和花灰洗水布必須剪齊布頭布尾。
不可成燕尾形或斜三角形,如有則按最長布頭要求供應商補償損耗。
.二十四. 3.4每批或每缸送貨時須提供該批布料的檢驗報告,如有需我司讓步接收的布二十五. 匹須提供詳盡資料且與其它布匹分開。
面料验收标准
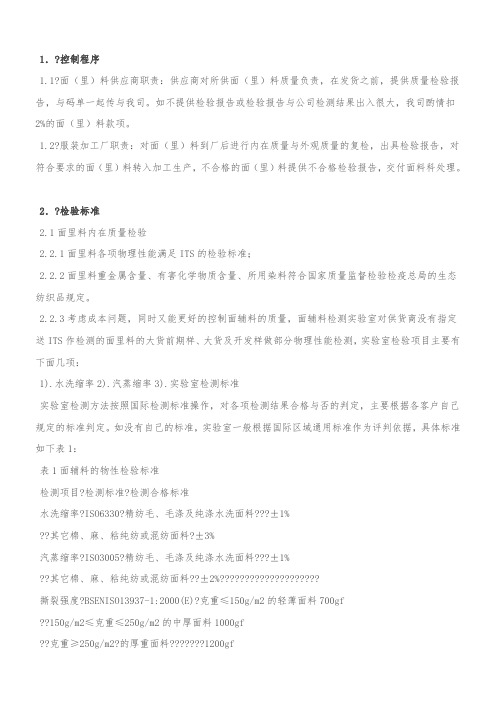
1.?控制程序1.1?面(里)料供应商职责:供应商对所供面(里)料质量负责,在发货之前,提供质量检验报告,与码单一起传与我司。
如不提供检验报告或检验报告与公司检测结果出入很大,我司酌情扣2%的面(里)料款项。
1.2?服装加工厂职责:对面(里)料到厂后进行内在质量与外观质量的复检,出具检验报告,对符合要求的面(里)料转入加工生产,不合格的面(里)料提供不合格检验报告,交付面料科处理。
2.?2.12.2.12.2.22.2.3送ITS1).如下表表1水洗缩率?ISO6330?精纺毛、毛涤及纯涤水洗面料???±1%??其它棉、麻、粘纯纺或混纺面料?±3%汽蒸缩率?ISO3005?精纺毛、毛涤及纯涤水洗面料???±1%??其它棉、麻、粘纯纺或混纺面料??±2%????????????????????撕裂强度?BSENISO13937-1:2000(E)?克重≤150g/m2的轻薄面料700gf??150g/m2≤克重≤250g/m2的中厚面料1000gf??克重≥250g/m2?的厚重面料???????1200gf??衬里800gf拉伸强度?ISO13934.1ORISO13934.2?克重≤150g/m2的轻薄面料10kgf??150g/m2≤克重≤250g/m2的中厚面料???15kgf??克重≥250g/m2?的厚重面料???????20kgf??衬里12kgf接缝滑移?ISO13936-1:2004(E)?克重≤250g/m2的面料开口6mm??1000gf????????衬里??湿熨??湿磨克重2.22.2.1验布机:在自然北光状态下光照度充足时进行检验,必要时在平台上进行检验。
验布速度:根据面料品质和人的能力控制在14-18米/分钟。
验布记录报告表:详细记录检验过程中的内容。
2.2.2织物疵点的评判标准①面料凡影响成衣外观质量的各种疵点,都记为一个疵点;②纬向每20米内可允许有一处超半幅以上疵点,如:粗纱档、紧纱档、薄厚缎、稀纬等,此类疵点折算成两个疵点计;③破边、针眼等细小疵点在布边不影响成衣裁剪的可不计成疵点个数,但深入布边2CM以上的要计疵点个数。
辅料检验标准

辅料检验标准
(中国)有限公司企业内控标准
Q/
辅料检验标准
Standard of the garment accessories'inspection
发布实施
(中国)有限公司发布
5.4 线类
5.5 商标类(皮标、布标、号标)
5.6 织带
5.7装饰标(塑料、滴塑、橡胶类)
5.8针织类(含弹力布)
5.9绳类(松紧绳、棉绳、帽绳、松紧带)
5.10纸箱、手提袋、包装袋、包装盒类
5.11 毛皮服饰类(毛领、毛胆、帽沿条)
5.12 衬布、衬纸
5.13绗棉类
5.14 喷胶棉、复合棉、水洗棉、弹袖棉
5.15洗水标、合格证、主牌、副牌
5.16真皮类(做插色用)
本标准未提及到辅料或者后期开发的新类别辅料可引用以上相关类别要求或者按我司技术资料和标准样进行验收。
附录A
(资料性附录)
样本量与接收限参照表
本表只针对GB/T 2828.1中一般检验水平Ⅱ正常情况下的抽样检验方案,每次抽样均以此方案实施
附录B
(资料性附录)
绗棉自然回缩率
我司技术要求的绗棉自然回缩率范围见下表。
(如有新花形见我司技术资料)。
服装面辅料检验标准

服装面辅料检验标准一、目的:为了更好地对公司的原辅材料进行检验,特制定产品检验规范标准二、范围:适应于公司的原辅材料的进料检验。
三、原辅材料的分类:A类:面布、里布、棉(行棉)B类:衬布(纸)、拉链罗纹针织(下兰、领头)、铁扣C类:包装袋、商标、洗水标、合格证、织带、松紧带、扣(钮扣、铁扣)A类的检验项目、方法抽样说明及合格范围判定:色差利用左、中、右、缝合对比验布时左右折合对比;段头、段中取样对比经缝合后,无明显跑色或对比阴阳色≥4级外观疵点在验布机上进行检验,用标示号为记(污点、破洞、纱头)每批每色须抽检,若疲点严重,可重检损耗≤3%(100码(米)≤10个疵点手感根据采购部提供大样,用手触摸比较批色每缸任意段与大样无明显差异无起泡无脱层在水温≥40℃,加洗衣粉浸泡搓洗30分钟,晒干,晾干。
批次每缸各一支取布端2米处经晒干,不允许有脱层、起泡型号(厚度)根据采购单要求打克重或尺测量每批抽验2支与采购单相符弹性用于挤压扭曲使其变形每批任意抽检扭曲变形后,随即恢复原状行棉外观摊开、平放、目测每批抽检2匹不断线、不松线、不刮纱、不打折色牢度在水温≥60℃,加适当洗衣粉或皂片,按比例样布:水=1:50;浸泡水洗30分钟,晒干;晾干。
每批每色每次抽50公分对样本≥4缩水率依据采购单提供数据,取样不少于1×1M,在经纬行各作3点记号后,在水温≥40℃,加适量洗衣粉,浸泡搓洗30分钟后,晒干,晾干。
每批每缸不少于1M×1M第一批基础上±1%门幅根据采购单提供要求用尺测量(针洞以内)每批每色抽100%±2cm色差利用左、中、右、缝合对比验布时左右折合对比;段头、段中取样对比经缝合后,无明显跑色或对比阴阳色≥4级外观疵点在验布机上进行检验,用标示号为记(污点、破洞、纱头)每批每色抽检20%,若疵点严重,加倍检验或全检损耗≤3%(100码(米)≤10个疵点里布密度根据采购单提供数据,用密度器或张拉批色每缸各1支符合数据,不开裂棉类里布注:里布根据相应要求进抽检。
原辅料检验实施细则范本(2篇)
原辅料检验实施细则范本1. 引言原辅料是产品生产过程中的重要组成部分,对产品的质量和安全至关重要。
为了保证原辅料的质量符合标准要求,需要进行严格的检验。
本文旨在制定一套原辅料检验实施细则,确保原辅料的质量合格。
2. 检验范围和对象本检验实施细则适用于所有原辅料的检验,包括但不限于化学品、食品添加剂、药品原料等。
检验对象为供应商提供的原辅料样品。
3. 检验依据3.1 国家相关标准及法律法规:根据国家标准和法律法规,确定原辅料的质量要求及测试方法。
3.2 供应商的技术规格:根据供应商提供的技术规格书,确定原辅料的质量要求及测试方法。
3.3 公司内部标准:根据公司内部标准,确定原辅料的质量要求及测试方法。
4. 检验流程和方法4.1 样品接收:接收供应商提供的原辅料样品,并记录样品的来源、批号等信息。
4.2 样品检验:按照检验依据中确定的质量要求和测试方法,对样品进行相应的检验,包括外观、理化指标、微生物等。
4.3 结果判定:根据检验结果,判定原辅料是否合格。
若合格,可以进行后续的使用;若不合格,则需要通知供应商,并采取相应措施。
4.4 结果记录和报告:将检验结果记录在检验报告中,并保存相关记录,以备日后追溯。
5. 检验设备和仪器根据检验依据中确定的测试方法,配备相应的实验设备和仪器,确保测试的准确性和可靠性。
6. 检验人员检验人员应具备相关专业知识和技能,并接受过相关培训,确保能够正确操作检验设备和仪器,准确判断检验结果。
7. 结果评定标准依据国家标准、法律法规、供应商技术规格和公司内部标准,制定原辅料的质量评定标准,对检验结果进行评定,以确定原辅料的合格与否。
8. 管理措施8.1 合格原辅料的管理:将合格原辅料按照规定的仓储条件进行存放,并进行相应的管理,确保质量不受损害。
8.2 不合格原辅料的处理:对于不合格的原辅料,及时通知供应商并要求其采取相应的措施。
同时,对于已使用的不合格原辅料,要及时追溯并处理相关产品。
面辅料检验标准培训

品检员要注意通常检验到尼龙类、交织类、颜色白色,柔粉,中灰,浅黄,浅粉等较软硬厚薄布料应自觉把验布速度调慢为15m±5m,查看胶面正反是否沾到污点、胚档、色条、经条、异纤、色花、左中右色差、头中尾色差、颜色、手感、布面纹路。
根据布料的匹长分为头、中、尾三段,在头尾两端1m及总匹长1/2处,从布匹针孔内侧测量幅宽,特殊面料需测量纬斜,每批次来料需制作九工格,在该批次来料颜色异常的情况下,制作布匹差《九工格》检查布匹是否存在色差,并分别在布匹取头、中、尾三段的左、中、右均取样。
Hale Waihona Puke 对梭织布而言,如果宽度比规定的采购宽度宽1 寸,该卷将被定为不合格。但是对于弹性的梭织布匹来说,即使比规定的宽度宽2 寸,也可以被定为合格。
如果卷宽度少于规定的最低采购宽度,该卷将被定为不合格。
可剪裁的布匹宽度是指除去布匹织边和/或定型机针孔、布匹主体上未染印的、未上涂层的或其他未经过处理的表面部分而量度出的宽度。
布匹的总体宽度是指从一端外部织边到另一端外部织边的距离。
布匹宽度
评定布匹等级的其他考虑因素
在布匹检验过程中从每缸号同一卷中取6 寸-10 寸宽的样本,制作缸差办,检验员将使用这些布皮来比较同卷内的色差或不同卷之间的色差。 同卷内边对边,对于受检的卷,出现这类色差疵点的每码布将被评为四分。
色差评定
1
四分制评分法
评分的计算 原则上每卷布经检查后,便可将所得的分数相加,然后按接受水平来评定等级,但由于不同的布封须有不同的接受水平,所以,若用以下的公式计算出每卷布匹在每100平方码的分数,而只须制订一在100平方码下的指定分数,便能对不同布封布匹作出等级的评定。 总分数/ (可裁剪的布匹宽度/91 .44 x 布匹长度)*100 = 每100平方码的分数
辅料检验标准

3)损耗率=(驳口数×0.3+间歇性×连续疵点长度)/测量总长度(M)。
4.2.5检验和判定标准
1)损耗率小于等于5%为合格标准,小于等于10%为使用标准。
2)原则上花边宽度和波牙长度应在规格尺寸的±3%范围内。但花边标准宽度小于等于20MM,宽度公差±1MM。如超过±3%,但在排花边图后用量不超过标准用量的5%为使用标准。
3)循环错波现象:在1米范围内允许范围为1CM。
4)色差规定:参照4.1.6(6)规定。
5)弹力按照标准弹力要求,横向±0.5CM,纵向±0.5CM为接受范围;超过范围的要与客户协商确认后方可接受。
4.3丈根类检验
4.3.1抽样方法:同4.2.1。
4.3.2检验项目:对标准样办、测量长度、封度、弯曲度、检查疵点(包括散牙、倒牙、皱折、织疵、色斑、染花、色差、驳口、污渍、露白、起毛等)。
4.4模杯检验
4.4.1抽检方法:以料号、批号和颜色都相同的确定为同一检验批,每一批随机抽取总箱数的10%作为检验样本,如无大的质量问题,剩余下的不用检验。如果发现质量较差,必须100%检验。如只有一箱则进行全检。
4.4.2检验项目:疵点、污渍、色差,厚薄、尺寸、杯型、手感、对称度、颜色、粘合度。
4.4.3检验操作规程
东莞市美澳制衣有限公司
文件编号
MO-SP-06
版本/版次
A/0
页次
2 OF 6
文件名称
物料检验标准
生效日期
2011-08-23
7)比较布料与“采购确认书”所附的标准样办是否有差异。从每一批样本中剪取一内在质量试验办(在不同卷加剪一块作缩水测试办),剪办位置必须在距开头2M以后。
8)有弹性的面料要在每一卷上面剪取一块测试拉度是否达标,并且要比对整批料的拉度、同一卷不同部位的拉度是否一致。
辅料检验规范(含表格)

辅料检验规范(IATF16949-2016/ISO9001-2015)1.0目的:1.1确保生产所需辅料均能正确检验,以确认其符合品质要求。
2.0范围:2.1本公司辅料包括:PE袋、汽泡袋、扎带、纸箱、隔板、橡皮筋等。
2.2 辅料的入料检验和制程材料确认。
3.0职责:3.1仓库:负责确认进料物料的相关资料、产品的相关核对及物料送检、保存动作。
3.2品管部:负责对进料进行检验判定、资料分发及品质资料存档。
3.3资材部:负责供应商异常情况联络,品管检验不良品跟进处理。
4.0名词定义:4.1IQC:进料品质检验4.2 SQE:供应商品质工程师5.0步骤:5.1 抽样方式依《检验抽样管理规范》进行抽样。
5.2 检验注意事项:5.2.1 核对有无公司零件图或物料承认书及首件样品,若无则不予验收。
5.2.2 尺寸规格依据物料承认书或公司零件图中之数据;尺寸检验合格时,记录于报告中;若有尺寸检验不合格时,将重点检验不合格数据全部记录于检验表单中。
5.2.3 检验项目为本公司设备,治具,能力所无法验证之部分的物料,则依供应商之出厂检验报告为保证依据。
5.2.4 一般检验依5.3之项目执行,若有特殊项目或标准则依特殊要求检验,检验的记录则填写于备注栏,或附件中。
5.3 常规的检验项目:项目检验要求检验方法1,规格尺寸规格尺寸与图纸或确认样品一致卡尺量测目测2,外观表面应清洁、无色差、无沾污、色泽、无擦伤、印字清晰3,颜色/图案每批来料与确认样品的一致目测注:1.每批检验须有记录,其它各项在有异常需要时备注或附上相关记录。
2.尺寸规格依据物料承认书或公司零件图中之数据保持二位小数取得,其公差不变;尺寸检验合格时,将实测的最大值与最小值记录于报告中,若有尺寸检验不合格时,将重点检验不合格数据全部记录于检验表单中。
3.对于外观:全部内容都需要检验到位,记录3~5个重要方面即可。
4.检验项目为本公司设备、治具,能力所无法验证之部分的物料,则依供应商之出厂检验报告为保证依据。
原辅料检验标准
原辅料检验标准1.目的规定本公司原、辅料的检验标准,确保产品质量符合规定要求。
2.范围本标准适用于公司原、辅料的检验。
3.权责3.1 质管部:负责本标准的编制;3.2 面料检验员和仓库保管员负责认真执行本标准;3.3 监管部:负责监督上述人员按本标准执行。
4.质量检验标准4.1 面料检验4.1.1 面料检验的技术要求:幅宽、密度、质量(重量)、拉度、水洗尺寸变化、弹性回复率、染色色牢度、及外观品质等。
4.1.2 面料外观品质的评定:视其影响外观程度,按质评定。
4.1.3 抽样方法:所有到库的面料外观质量进行按5%的比例抽检。
4.1.4检验项目:对标准样办、测量长度、封度、弯曲度、横向、纵向拉度、检查疵点(包括:污渍、破洞皱折、织疵、色差、纬斜及紧边等)。
4.1.5 检验操作规程1)按照送货单先清点材料的总件数,然后核对材料上所贴标签的各项内容。
2)打开包装,将面料放上验布机。
3)打开验布机的电源,打开顶灯和底灯,检查灯光是否正常,浅色物料关底灯检验,深色物料需在开底灯的条件下检验。
4)将待检布料正面朝上(绒布应该反面朝上)按穿布图要求穿上验布机,调整计数器至零位。
5)慢慢启动验布机,将速度调到10-15米/分左右,目测检查布料的颜色、污渍、破洞和织疵等造成的疵点。
6)遇有疵点需停机检查,测量并记录每个疵点的影响面积,并按影响面积大小进行扣分。
a.疵点大于0.0CM小于8CM 扣1分。
b.疵点大于8.1CM小于16CM 扣2分。
c.疵点大于16.1CM小于23CM 扣3分。
d.疵点大于23.1CM小于91CM(全幅) 扣4分。
e.疵点大于1M小于等于2M 扣8分。
注:布匹上在自然白昼散射光或标准光源下和静止状态下,可明显分辨的疵点即为疵点,必须扣分。
如因检验光线影响外观疵点的程度发生争议时,以白昼正常光下检验为准。
7)比较布料与“采购确认书”所附的标准样办是否有差异。
从每一批样本中剪取一内在质量试验办(在不同卷加剪一块作缩水测试办),剪办位置必须在距开头2M以后。
原辅料质量检验标准

原辅料质量检验标准一、面料类:1.量门幅:看可用宽度是否达到147cm,量长度,看是否短码。
2.看布面:查是否有抽纱,漏纱,跳纱现象,所占比例多少,看颜色,对比正确色样。
3.搓捏布料:看反面背胶是否发白。
4.揭背胶:查贴合牢不牢。
5.如有特殊要求的,如防水料:则要经过泼水实验。
二、拉链,绳带,松紧类:1.看颜色,对比正确色卡。
2.量边幅,量宽度,称克重拉链看布边宽窄,按制单要求;织带,松紧量宽度。
织带看丝路,对照样品确认;、松紧除了看丝路外,还有看拉力程度,弹性好坏。
3.丝绳和拉链还要与扣子和拉头试穿,看是否有拉掉和爆开现象。
三、塑料类件:1.看:对照样品看颜色;看是否有严重水印,是否有毛刺。
2.嗅:看是否有异味,判断材质好坏。
3.折、捏:检查受力程度。
4.刮:看是否起层,是否一刮就有痕迹。
5.量:量宽度,量内径,深度。
6.穿:测是否与织带或其它配套使用的物料相符。
四、五金件类:1. 看:看色变,看电镀水印,看是否有毛刺。
2. 摸:摸表面光滑程度,称克重,量内径。
3. 刮:刮电镀表面牢固程度。
4. 进行盐酸测试:看有无经过防锈处理。
五、钢丝,钢架:1. 对照纸格比角度,看大小是否相符。
2. 称克重。
六、拉杆:1. 拉:看拉杆灵活程度,弹珠锁杆子的是否有锁单边现象,或锁不住现象。
2. 看:杆子颜色是否符合要求,是否有电花现象。
3. 量:量杆子长度和拉杆总长度是否符合要求。
4. 查:查看其它配件是否配齐。
七、纸箱:1. 看纸质好坏,纸箱硬度。
2. 称克重,看厂商是否偷工减料。
3. 对照资料查唛头正误。
以上检验抽检以10%为标准,不良率不可以超过2%。
纺织面料检测标准
服装生产企业面料里料验收方法参考(一)1.控制程序1.1 面(里)料供应商职责:供应商对所供面(里)料质量负责,在发货之前,提供质量检验报告,与码单一起传与我司。
如不提供检验报告或检验报告与公司检测结果出入很大,我司酌情扣2%的面(里)料款项。
1.2 服装加工厂职责:对面(里)料到厂后进行内在质量与外观质量的复检,出具检验报告,对符合要求的面(里)料转入加工生产,不合格的面(里)料提供不合格检验报告,交付面料科处理。
2.检验标准2.1 面里料内在质量检验2.2.1 面里料各项物理性能满足ITS的检验标准;2.2.2 面里料重金属含量、有害化学物质含量、所用染料符合国家质量监督检验检疫总局的生态纺织品规定。
2.2.3 考虑成本问题,同时又能更好的控制面辅料的质量,面辅料检测实验室对供货商没有指定送ITS作检测的面里料的大货前期样、大货及开发样做部分物理性能检测,实验室检验项目主要有下面几项:1).水洗缩率2).汽蒸缩率3). 撕裂强度4).拉伸强度5).接缝滑移6).接缝强度7).熨烫色牢度8).克重9).干湿摩擦色牢度10).有机溶剂摩擦色牢度11)粘合衬剥离强度2.1.4 实验室检测标准实验室检测方法按照国际检测标准操作,对各项检测结果合格与否的判定,主要根据各客户自己规定的标准判定。
如没有自己的标准,实验室一般根据国际区域通用标准作为评判依据,具体标准如下表1:表1 面辅料的物性检验标准检测项目检测标准检测合格标准水洗缩率ISO 6330 精纺毛、毛涤及纯涤水洗面料±1%其它棉、麻、粘纯纺或混纺面料±3%汽蒸缩率ISO 3005 精纺毛、毛涤及纯涤水洗面料±1%其它棉、麻、粘纯纺或混纺面料±2%撕裂强度BS EN ISO 13937-1:2000 (E) 克重≤150g/m2的轻薄面料700gf150g/m2≤克重≤250g/m2 的中厚面料 1000gf克重≥250 g/ m2的厚重面料 1200gf衬里800gf拉伸强度ISO 13934.1 OR ISO 13934.2 克重≤150g/m2的轻薄面料10kgf150g/m2≤克重≤250g/ m2 的中厚面料 15kgf克重≥250 g/ m2的厚重面料 20kgf衬里12kgf接缝滑移ISO 13936-1:2004 (E) 克重≤250g/m2的面料开口6mm 1000gf 克重≥250 g/ m2的厚重面料开口6mm 1200gf衬里开口6mm 800gf接缝强度BS EN ISO 1935.1/2 克重≤250g/m2的面料15kgf兜布和克重≥250 g/ m2的厚面料 17kgf衬里12kgf熨烫色牢度ISO 105-X11 干熨4级湿熨3-4级摩擦色牢度ISO 105EX12 干磨4级湿磨3-4级或根据品种或客户要求定克重BS EN 12127:1998 根据品种定,一般要求不超过标准克重的±3%有机溶剂色牢度GB/T 5712-1997 4级剥离强度FZT8007 550gf。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
,
一疋布有3個或以上布封偏差不接受。
十二. 2.9偉斜要求:雙面結構間條針織布、梳織格仔織物斜率不可高于3%;單面結構針織間條布和無間格織物在合理扭度範圍內不做硬性規定。
(按每個不同訂單要求作標準)
十三. 2.10計分方式和收貨標準:
十四. 2.10.1計分公式:總疪點評分*100*36/所查布實際碼長*實際布封=平均分/100平方碼。
十五. 2.10.2單獨一疋疪點未超過28分為合格,如疪點超過28分至40分以內則按扣損耗計;超過40公則該疋不接受。
十六. 整批次(或整缸):疪點未超24分為合格,如超24分至34分內則按扣損耗計,超過34分則整批不接受十七. 2.11循環要求:排間布循環不可超過要求循環的正負5%,自動間布循環不可超過要求循環的正負3%(1cm內的1個循環按20個計,1cm-10cm內的1個循環按10個計,10cm-20cm內的1個循環按5個計,20c 以上的1個循環按2個循環計)。
十八.2.12克重要求:150g/m2以下接受±3g/m2,150g/m2以上接受±5g/m2
十九. 2.13色差要求:中邊、頭尾要以灰尺4-5級為接受標準,疋差.同批次之色差以灰尺4級為接受標準, 低於以上色差,我司將作退貨處理。
二十. 三、布匹重量或長度要求、外包裝及送貨要求。
二十一. 3.1針織布:不論紗支粗細,每匹重約40-55LB, 特殊布种和小量訂單量不在此範圍。
二十二. 3.2梳織布:因紗錢粗細,布類經緯密度有較大的差異,各布類匹長有所不同,匹重不可超過55LB,同批內匹與匹間長度不可相差10碼,零碎布不可短於10碼,每匹標籤上的長度須與實際相符合.每疋短碼不可超過0.3碼,否則按最大短碼數要求供應商補償。
二十三. 3.3包裝和卷裝要求:每匹布須有缸號、此匹序號、布種、顏色、訂單po、規格、實際重量或碼長, 包裝袋保持清潔和密封并在膠袋上所標事項須清晰可辯; 卷布紙筒長度一定要夠布疋寬度及保持紙筒的通暢性,如有因紙筒問題阻礙我司生產需供應商處理; 凈色布和花灰洗水布必須剪齊布頭布尾。
不可成燕尾形或斜三角形, 如有則按最長布頭要求供應商補償損耗。
.
二十四. 3.4每批或每缸送貨時須提供該批布料的檢驗報告,如有需我司讓步接收的布
二十五. 匹須提供詳盡資料且與其它布匹分開。
二十六. 四.超疪、超封、克重超重計算公式:
二十七. 4.1針織面料超疪:超分總分公*0.25碼*標準布封*標準克重*1.25(單位:公斤)
二十八. 梳織面料超疪:超疪總分公*0.25碼*1.25(單位:碼)
二十九. 4.2針織面料超封:(實際布封﹣要求布封﹣1寸)÷要求布封*來料總量*1.05(單位:公斤)
三十. 窄封損耗:重新排版核算用量,并按實際超出的用量*1.05(單位:公斤)
三十一. 4.3克重超重:( 實際克重—要求—要求克重的合理範圍) ÷要求克重*實際來料總重量*1.05(單位:公斤)
三十二. 五,相關表格及記錄:
三十三. <<茂年制衣面料質檢報告>>、 <<面料質量處理通知書>>
三十四. 以上收貨標準由於 11月1日試用,并在實施過程中不斷改进。
三十五. *如有任何定單要求超過以上規定, 則須供貨受貨雙方協商作出調整。
2.4面料的基本品质要求:
2.4.1面料的匹长须大于30Y, 或符合订单要求。
2.4.2面料的实际长度不得少于码单的0.5%, 市场购买的面料原则上同此标准一样, 特殊情况经批示后少码数量允许5%的误差。
2.4.3驳口的数量不能超过订单要求( 30Y内不允许有, 30Y~60Y允许1个驳口, 90Y以上最多允许2个驳口) , 且每匹布头、布尾5Y内不能假开剪。
2.4.4面料的幅宽应符合订单要求, 梭织类幅宽可接受±1㎝, 针织类幅宽可接受±2.5㎝。
2.4.5每匹面料前后左右色差不低于4级及不允许有色花, 匹差要在4级以上, 缸差在3.5级以上,同一匹驳布亦不能有色差。