无损检测申请单
无损检测申请报告

1、火管对接焊缝用射线检测抽查率100%,焊口编号如下:
B34-1#HG-01-01、B34-1#HG-02-01、B34-1#HG-03-01、B34-1#HG-04-01、B34-1#HG-05-01、B34-1#HG-06-01、
B34-1#HG-07-01、B34-1#HG-08-01、B34-1#HG-09-01、B34-1#HG-10-01、B34-1#HG-11-01、B34-1#HG-12-01、
SB2801-6#FT-31-02、SB2801-6#FT-32-02
筒体焊缝射线检测抽查率20%,焊口编号如下:
SB2801-1#TT-01-01、SB2801-1#TT-02-01、SB2801-1#TT-03-01、SB2801-1#TT-04-01、SB2801-1#TT-05-01、
SB2801-1#TT-06-01、SB2801-1#TT-07-01、SB2801-1#TT-08-01、SB2801-1#TT-09-02、SB2801-1#TT-10-02、
SB2801-1#YG-01-01、SB2801-1#YG-01-02、SB2801-1#YG-02-03、SB2801-1#YG-02-04
3、火管穿封头焊缝用磁粉检测抽查率100%,焊口编号如下:
SB2801-1#HG-01-01、SB2801-1#HG-02-02
合计:55道口
监理(建设)单位签收:时间:年月日时
本表由施工单位填报所在监理区段,一式两份,施工单位、监理单位各一份。
施工单位将已完成的待检焊口在表中全部列出,并注明检测比例,不允许指定焊口。
无损检测申请报告
施工单位:大庆油田庆升实业公司
单位工程
加热炉更新维修工程(1)
无损检测行政许可申请准备材料

→→受理决定书→↑←↓↑←↓←←设备设施 →→文件控制文件控制检测设备所有持证人员的无损检测资格证(原件)、注册证书(原件)所有专业技术人员的学历证书(原件)、职称证书所有人员的劳动合同(原件)《其他无损检测人员履职情况统计表》法人资格证明文件所持相关资书《辐射安全许所有人员交纳的社会保险的凭证(原件)所有人员工资发放记录提供所有人员所持有的注册安全工程师、审核员、内审员、会计师、经济师、监理工程师、 建造师、一级项目经理、档案馆员等资格证书(原件)检测设施与环境条件《人员统计表》《关键管理人员有关情况统计表》《技术负责人/质量 负责人履职情况统《检测责任师履职情况统计表》《其他高级无损检测人员履职情况统计检测仪器设备见证材料检测场地与房屋见证材料办公场所见证材料各类办公设施见证材料质量管理体系建立及实施质量管理体系质量目标和管理评审 检测实施过程的策划和控制质量管理体系质量目标和管理评审人力资源管理采购与服务 分包控制 样品控制检测设备安全管理 记录内部审核 数据分析纠正措施预防措施与客户有关的过程控制 检测方法的确认和应用检测报告(证书)人力资源管理检测过程和结果监督不符合控制与政府有关的过程控制检测设施与环境条件↓←←←←←←←→→→→计表》检测设备台帐审计报告赔付能力的证明材料房屋产权证安全许可证书》、《放射工作人员培训合格证》(或《放射人员工作证》)原件《机构规模情况表》固定资产台帐法律台帐及实物情况统计表》况统计 表》质量目标考核记录质量管理体系文件质量管理体系文件的发布令、宣贯记录、发放记录等文件控制程序文件的评审、编制、审核、批准、发放、作废、回收记录受控文件清单质量目标考核规定与客户有关的过程控制检测方法的确认和应用管理评审程序文件采购与服务→分包控制→样品控制安全管理 →管理评审活动的记录资料人员培训和管理程序文件自校准方法(规程)、比对规定,以及自校准、比对记录 检测设备核查记录检测设施和环境条件的管理规定 租借检测设备管理记录(检定/校验证书);借出检测设备返回后的记录(核查记录等)检测设备检定/校验计划、检定/校验证书检测设备使用说明书或操作规程及相应的发放、回收记录检测设备档案调入检测人员的检测资格证变更手续检测设施与环境条件的检查记录特殊检测设备(如γ射线源)、特定检测场所(如射线曝光室)的资年度人员培训计划及人员培训(考核)记录专业人员和检测人员技术档案检测设备管理程序文件→→→→内部审核→作业指导文件的编制、审核、批准的见证工作指令控制或合同评审程序文件 合同评审记录、检测申请书(报检单)或检测任务单(工作指令)等工作指令或合同评审变更记录检测机构向客户公开办事程序、服务承诺、收费标准的见证检测方法的确认和应用程序文件非标准检测方法的评审、用户确认的记录检测方法偏离时审核、批准及征得客户同意的见证材料检测报告(证书)检测过程和结果监督不符合控制→→投诉与抱怨→→数据分析→→纠正措施→→预防措施→与政府有关的过程控制→采购服务和供应品管理程序文件合格服务方名录、合格供应方名录、评价记录、档案样品管理的有关记录“安全管理手册”或安全控制程序文件有关安全管理职责和劳动防护用品管理方面的规定检测安全培训及考核记录射线检测安全管理控制供应品采购申请供应品验收记录分包控制规定分包申请、分包评价、分包批准记录,合格分包方名录,分包方的监督记录及档案等劳动防护用品发放记录样品控制程序→↓→→在受理项目的范围内,申请机构制定的所有的通用检测规程/专用检测工艺现行全部原始记录格式及相应的填写规定检测业务管理方面最近一年的无损检测委托任务书最近一年的检测业务工作指令,如安排表/派工单等检测工作质量检测技术文件方面检测业务管理方面检测资料方面检测技术文件方面所有在受理项目的范围内的检测标准内部审核程序年度内部审核计划内部审核的全套资料检测报告(证书)的控制规定报告存档、借阅、销毁等记录检测报告用章管理规定检测过程和结果监督程序年度检测工作质量监督计划检测质量监督的实施记录→其它→不符合报告还应当提供在上一核准周期内机构名称、地址、所有制形式、隶属关系、分支机构等的变更 情况申请机构应当根据评审组长的要求,做好预备会议、首次会议 按评审组的要求,完成其它事宜的配合工作上次取证以来,每年的检测报告存档目录或数据库文件检测资料方面申请机构应当准备首次会议的书面汇报材料并按评审组人数准备质量管理体系文件还应当提供上一核准周期内机构法定代表人、负责人、技术负责人、质量负责人、检测责任 师的变化情有分包项目时:分包合同/协议,2 份以上含分包机构的检测报纠正措施控制程序文件预防措施控制程序文件及时上报有关检测工作情况报表和统计资预防措施实施记录有关资格核准、接受监督、落实整改等方面的规定机构名称、地址、负责人等重要信息变更时告知原核准实施机接受政府监督、落实整改方面的见证材料不符合控制程序不符合纠正记录或纠正措施实施记录投诉与抱怨处理程序文件投诉与抱怨的处理记录以及纠正措施实施记录数据分析的控制规定有关数据分析的资料。
×××锚杆无损检测报审表

审核单位
审核意见:
计划 年 月 日至 月 日对工程的锚杆(或锚筋桩)进行第三方无损检测抽检,共检测根。其中抽检锚杆根、锚杆根。
审核单位名称: 负责人: 年 月 日
建设单位意见
项目部意见:
项目部名称: 负责人: 年 月 日
说明:此表为必查表格,一式3份,由申报单位填写,审签完后各存档1份。
……水电ቤተ መጻሕፍቲ ባይዱ工程
×××锚杆无损检测报审表
合同编号:单元工程编码:表单流水号:
承包人: 监理人:
单位工程名称
施工时段
分部工程名称
注浆工艺
分项工程名称
锚杆规格型号
工程部位
桩号
高程
m至 m
砂浆龄期
砂浆标号
单元锚杆总数
检测比例
抽检锚杆数量
申报单位
致:
工程施工部位的锚杆(或锚筋桩)无损检测自检完成,特此申请抽验。
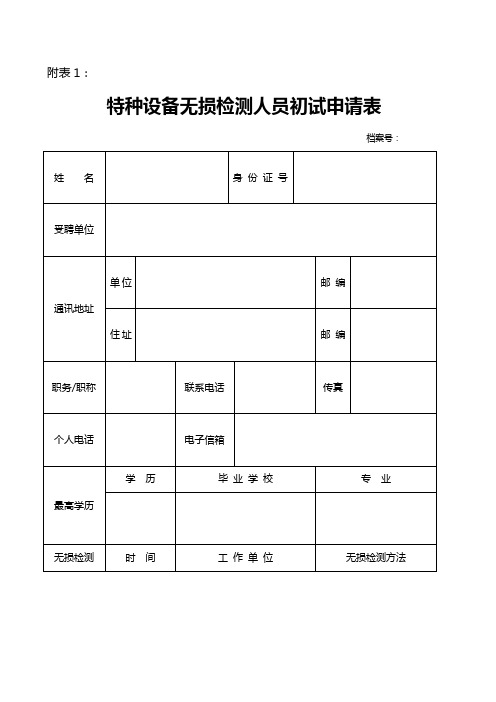
特种设备无损检测人员初试申请表
附件名称
页数
1
最高学历证明(复印件)
2
持证件(正、副本复印件)
3
视力证明(报考PT者须提供颜色分辨能力证明)
4
无损检测工作技术总结(报考Ⅲ级者提供)
聘用单位意见
初审意见
复审意见
报考人为我单位正式聘用人员。同意申请报考。
(章)
年月日
(章)
年月日
(章)
年月日
附表1:
特种设备无损检测人员初试申请表
档案号:
姓名
身份证号
受聘单位
通讯地址
单位
邮编
住址
邮编
职务/职称
联系电话
传真
个人电话
电子信箱
最高学历
学历
毕业学校
专业
无损检测
工作简历
时间
工作单位
无损检测方法
持证及报考项目与级别
无损检测方法
RT
UT
MT
PT
ET
AE
TIR
持有
项目
级别
初次取证时间
申请报考级别
所附材
料目录
《无损检测监理工作控制程序》NDT控制程序

(请小安参考、修改、执行(有问题随时打我手机沟通)魏荆线新野县城区段安全隐患整治工程无损检测监理控制程序魏荆线新野隐患整治工程监理部2011年02月无损检测监理工作控制程序魏荆线新野县城区段安全隐患整治工程是中石化管道储运襄樊输油处重点工程,为确保无损检测结果的科学性、公正性、规范性、及时性、有效性、统一性以及真实性,特制定无损检测控制程序,该文件可作为魏荆线新野县城区段安全隐患整治工程无损检测工作的依据及原则,亦可作为检测工作的指导性文件。
无损检测监理控制程序说明(见无损检测监理工作规程附图)。
1、各施工机组质量检查员根据当日该机组完成的焊口,经过外观检查合格后,填报无损检测申请单(见附录A),返修焊口亦同样要经过外观检查合格后,填报无损检测复探申请单(见附录B)。
2、现场监理收到无损检测申请单、无损检测复探申请单后,经过焊口外观检查确认合格、在申请单签字后方可由施工单位申报。
3、监理部无损检测工程师接到无损检测申请单、无损检测复探申请单后,签发无损检测监理指令(见附录C)。
注:因本工程大多采用首先百分之百UT,而后百分之十RT 抽查的无损检测设计方案,所以RT监理指令必须在接到UT合格日报表后,才可以签发。
4、检测单位接到监理部无损检测工程师签发的无损检测监理指令后,在规定的时间内应该完成检测任务,并签发上报无损检测结果日报表(见附录D)。
不合格焊口亦同时签发上报无损检测返修通知单(见附录E)。
由于特殊原因,完不成检测任务,应该由现场监理在无损检测监理指令中签字,注明顺延的时间。
5、监理部无损检测工程师根据检测单位签发上报的无损检测返修通知单后,签发无损检测监理返修指令(见附录F)。
施工承包商在规定的时间内完成返修并填报无损检测复探申请单,监理部无损检测工程师及时签发无损检测监理复探指令(见附录G)。
6、无损检测单位应该每星期,向监理部无损检测工程师提交正件(加盖无损检测专用章)无损检测报告(见附录H)及正件无损检测返修通知单,接到正件无损检测报告经审查确认后,由监理部总监理签发下道工序补口指令。
3.施工管理
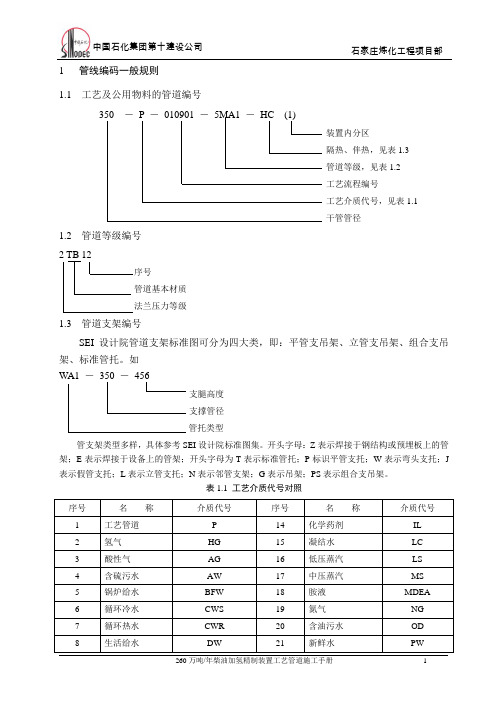
1 管线编码一般规则1.1 工艺及公用物料的管道编号350 -P -010901 -5MA1 -HC (1)装置内分区隔热、伴热,见表1.3管道等级,见表1.2工艺流程编号工艺介质代号,见表1.1干管管径1.2 管道等级编号2 TB 12序号管道基本材质法兰压力等级1.3 管道支架编号SEI设计院管道支架标准图可分为四大类,即:平管支吊架、立管支吊架、组合支吊架、标准管托。
如WA1 -350 -456支腿高度支撑管径管托类型管支架类型多样,具体参考SEI设计院标准图集。
开头字母:Z表示焊接于钢结构或预埋板上的管架;E表示焊接于设备上的管架;开头字母为T表示标准管托;P标识平管支托;W表示弯头支托;J 表示假管支托;L表示立管支托;N表示邻管支架;G表示吊架;PS表示组合支吊架。
表1.1 工艺介质代号对照中国石化集团第十建设公司2 施工工艺流程施工管理260万吨/年柴油加氢精制装置工艺管道施工手册C33 进度管理为保证工艺管道施工进度的总体控制和信息化管理,并促进管道焊缝所需无损检测和焊后热处理工作及时进行,管道施工的进度信息应及时统计汇总,使管道施工工艺流程化和模版化,确保管道工程安装进度受控,实行以管道焊口数据库管理为支撑的进度管理。
管道焊接日报和统计制度作为焊口数据库的基础数据和来源,应及时、准确反应现场实际进度情况。
3.1 单线图焊缝编号标注1)管线施工之前,管道技术员在其所负责区域管道单线图上进行焊缝编号的标注工作。
管道施工班组所用单线图必须为标注完焊缝编号的单线图,且该图纸焊缝编号与技术负责人标注完成单线图上的焊缝编号完全一致;2)同一单管线施工之前,管道技术员在其所负责区域管道单线图上进行焊缝编号的标注工作。
管道施工班组所用单线图必须为标注完焊缝编号的单线图,且该图纸焊缝编号与技术负责人标注完成单线图上的焊缝编号完全一致;3)线图图纸上的焊口编号应按介质流向顺次编号,焊口编号需区分对接焊缝、承插焊缝、挖眼三通焊缝,承插焊缝、挖眼三通等角接接头编号前标注“J”以示区分;4)对于长度较长的直管管段的管段对接焊缝的标注原则上以10 m一段分段标注焊缝。
无损检测报告要求(申请、指令)

各单位:
中石化总部工程部、质监总站2011年6月13-16日对160万吨/年柴油加氢精制装置进行了质量大检查,针对无损检测专业提出的问题和建议,现将无损检测申请、委托指令在现有格式的基础上,对有关内容进行补充,主要增加了检测时机、焊缝坡口形式、焊口标识的唯一性等内容。
装置中焊口其标识应具有唯一性和可追溯性,检测探伤底片其编号应具有唯一性。
要求各施工、监理、检测单位严格过程控制记录核查,确保实体质量受控。
此次表格修改仅对JNGC-WSJC-QM-02《无损探伤指令》是在2011年6月26日的基础上,针对2011年6月29日坠落事故,对检测单位审查意见一栏中补充了监理工程师对现场点口位置的检查、确认意见。
修改后表格自2011年7月15日执行
中石化股份公司济南分公司2011年6月21日星期二
(JNGC-WSJC-QM-01)
项目名称: 济南分公司重质基础油光亮油生产基地编号:申报日期:年月日
(JNGC-WSJC-QM-02)
项目名称: 编号:委托日期:年月日
管道无损检测总申请表(JNGC-WSJC-QM-04)
无损检测结果周/月统计报表Array(JNGC-WSJC-QM-05)
工程项目: 工程名称:编码:填报日期:
中国石化股份公司济南分公司项目管理部
无损检测机构质量考核表
(JNGC-WSJC-QM-06)
无损检测机构:陪检人:考核期间:年月
中国石化股份公司济南分公司项目管理部
中国石化股份公司济南分公司项目管理部无损检测机构质量考核表(续一)
中国石化股份公司济南分公司项目管理部。
无损检测管理规定

石家庄炼化分公司油品质量升级及原油劣质化改造工程无损检测管理规定文件编号:石家庄炼化分公司油品升级及原油劣质化改造工程项目经理部2010年3月15日1.0 目的为了明确石家庄炼化分公司油品质量升级及原油劣质化改造工程施工建设阶段项目经理部对无损检测的要求,使参与建设的各承包商、监理单位、检测单位从质量管理体系、人员配备、检测工艺、检测设备上保证无损检测过程中的质量标准要求,根据2010年月日的招标结果和相关要求,对无损检测管理进行统一规定。
2.0 范围适用于石家庄炼化分公司油品质量升级及原油劣质化改造工程施工建设阶段的无损检测。
3.0 定义3.1 “检测单位”指经国家质量监督检验检疫总局核准,取得《特种设备检验检测机构核准证》,经建设单位招标确定、由施工承/分包商委托的第三方无损检测单位。
3.2 监测机构有国家《特种设备检验检测机构核准证》B级及以上资格证书,且注册资金不少于1000万元,拥有与监测业务相配套的技术人员和仪器设备的单位。
3.3 “检测人员”指持有国家质量监督检验检疫总局颁发的、与其从事检测项目、级别相适应资格证书的人员。
3.4石家庄炼化分公司油品质量升级及原油劣质化改造工程无损检测管理模式:4.0 职责4.1 质量管理部4.1.1负责整个工程项目的无损检测质量管理工作,制定项目无损检测管理规定并贯彻执行。
4.1.2负责无损检测数据的统计、发布。
4.1.3负责与质量监督组、技术监督局等部门的协调。
4.1.4负责办理监测机构的入场手续和监测工作实施过程中的相关手续4.2职能部门4.2.1计划控制部负责签订“第三方检测”、“工程质量监测”委托合同。
4.2.2施工管理部、HSE管理部、物资供应部及EP采购单位负责与本部门有关检测项目的管理协调工作。
4.3 项目分部4.3.1负责所管辖工程无损检测工作的管理协调、检查监督,并协助监测的无损检测监督抽检工作。
4.3.2 组织各有关单位为实施质量监测工作提供作业条件,提供实施监测工作所需要的工程技术资料、设计图纸、采购合同技术附件、工程进度及质量管理的相关文件、资料等。
无损检测程序【范本模板】

无损检测程序编号:编制:审核:批准:1.总则1.1为了能顺利的、高质量的完成NRL项目,参与本工程建设项目施工的业主、华陆、监理、施工承包单位、检测机构在实施各项检测项目时,都必须按照设计文件规定和本规定的要求制定出一整套相应的无损探伤和检测方面实施策略.从质保体系上、人员资格上、检测工艺上、检测设备上保证无损探伤和检测过程中的质量标准要求。
1.2第三方检测机构和独立检测机构应根据项目的委托,制定自己的服务计划,以满足工程的需要。
本管理办法是针对NRL项目整个工程施工建设阶段无损探伤和检测而制定,解释和修改权为项目质量管理委员会。
1.3本项目无损探伤和检测按下列管理模式执行:1.4施工作业的安全技术、劳动保护、环境保护、应按现行国家有关规定和本项目HSE有关规定执行。
2.定义公司:也称“业主”总包:华陆工程科技有限责任公司NRL项目部,也称“华陆”监理(机构):施工承包商:与业主和华陆公司共同或单独与业主签订施工承包合同的单位或公司,简称“承包商”检测单位:是指由业主委托的第三方无损检测单位监督检验单位:作为专业监督检验机构支持业主进行监督抽检和管理的单位检测人员:指持有巴国颁发的、与其从事检测项目、级别相适应资格证书的人员设计承包商:与公司签订设计承包合同的设计院或公司,也称“设计院”质量管理委员会:(简称:质管会)项目现场成立的由业主、总包、监理、承包商代表组成的质量管理委员会3.引用标准《常用无损探伤应用导则》GB 5616—85;《特种设备安全检查条例》国务院(2003)373号《压力容器安全技术监察规程》质技监局锅发(1999)154号《特种设备无损检测人员考核与监督管理规程》国质检锅(2002)248号《特种设备检验检测机构管理规定》国质检锅(2002)249《压力管道安全管理与监察规程》劳动部(1996)140号《蒸汽锅炉安全技术监察规程》劳部发(1996)276号《压力管道安装安全质量监督检验规则》国质检锅 (2002)83号《压力容器无损检测》JB4730—2005《钢熔化焊对接接头射线照相和质量分级》GB/T3323-2005《复合钢板超声波探伤方法》GB7734-87《球形储罐γ—射线全景曝光照相方法》GB/T6544—96。
无损检测委托单样板
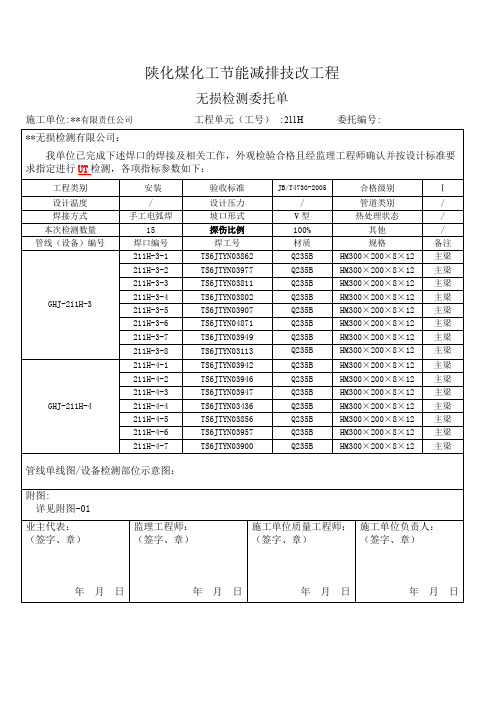
无损检测委托单施工单位:**有限责任公司工程单元(工号) :211H委托编号:无损检测管道单线(设备探伤部位) 图核承压设备无损检验人员考试试题2006年9月电力行业民用核承压设备无损检验人员核安全知识理论考试试卷得分评卷人是非题(在括号内,正确的打"○",错误的打"×",每题1分,共30分)法规部分沸水堆是目前世界范围内存在数量最多的核电堆型。
(×)核岛是一个将核能转变为热能的场所。
(○)重水堆使用重水作慢化剂,提高了中子利用率,因此可直接利用天然铀作燃料。
(○)两个不同安全等级的系统的接口,其安全等级应属于相连系统中较低的安全等级。
(×)对于不同安全等级的设备,其设计、制造、检验和质量控制的要求是不同的。
(○)压水反应堆用高浓集铀作核燃料,并用轻水作慢化剂和冷却剂。
(○)压水堆核电厂反应堆冷却剂系统的平均温度为350℃。
(×)蒸汽发生器是将一回路冷却剂从反应堆获得的热能传给二回路工质(使其变为蒸汽)的热交换设备。
(○)设备安全分级的目的是为制定一套分级的设计、建造和质量控制要求提供基础。
(○)如设备抗震类别为I级,其结构设计应能承受安全停堆地震(SSE) 所引起的载荷。
(○)在轻水反应堆中,通常采用水或石墨作慢化剂,就安全性而言,采用石墨作慢化剂更有利。
(×)稳压器的作用是补偿一回路冷却水温度变化引起回路水容积的变化和调节一回路系统冷却剂的工作压力。
(○)现代核电站普遍采用气罐式稳压器。
(×)压水堆核电站的主泵多为卧式多级离心泵。
(×)天然铀中所含易裂变材料U235的量不高,仅仅7%。
(×)放射性污染防治法的制定目的在于防治放射性污染,保护环境,保障人体健康,促进核能、核技术的开发与和平利用。
(○)"核电厂核事故应急管理条例"适用于可能或者已经引起放射性物质释放、造成重大辐射后果的核电厂核事故应急管理工作。
附1特种设备无损检测人员初试申请表

附1:特种设备无损检测人员初试申请表
档案号:
附2:《特种设备检验检测人员证》式样
正本(A4纸)
副本(正面)
副本(背面)
附3:证件编号规定
一、证件编号均采用4位英文和9位阿拉伯数字表示;前4位英文字母为TSJR;第5位数为级别编码;第6位数为方法种类编码;第7、8位数为省或直辖市编码;第9至第13位数为流水号。
1、级别编码:
4为无损检测I级(初级)
5为无损检测II级(中级)
6为无损检测III级(高级)
2、方法种类编码:
1为射线检测(RT)2为超声波检测(UT)
3为磁粉检测(MT)4为渗透检测(PT)
5为电磁检测(ET)6为声发射检测(AE)
7为热像/红外检测(TIR)
3、省、直辖市编码:
4、流水号:从00001~99999
二、例:
北京市第一个I级射线检测人员证编号:TSJR411100001
河南省第二十II级渗透检测人员证编号:TSJR544100020
新疆自治区第五个III级超声波检测人员证编号:TSJR626500005
附4:特种设备无损检测人员复试申请表
档案号:
附5:特种设备无损检测人员复试延期申请
特种设备无损检测人员复试延期申请
备无损检测人员考委会:
月经考委会考核,已取得级方法检验检测人员证,其有效期至年
特申请参加下一年度的复试,并申请将本人证件上述方法的有效期延长壹年,请予以批准。
申请人(签字):
(盖章)年月日
(盖章)年月日
(盖章)年月日附6:特种设备无损检测人员证件变更申请表
档案号:
注:申请时应提交有关的劳动合同或受聘证明文件及证件(正、副本)。
全国水利水电行业无损检测人员资格鉴定申请表
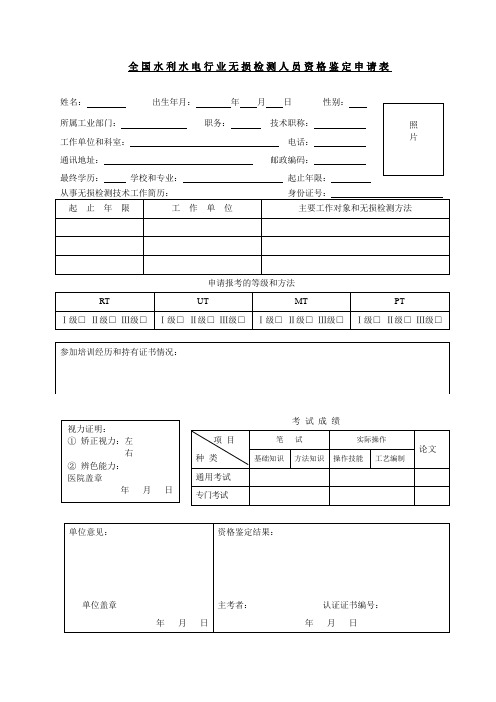
参加培训经历和持有证书情况:
考试成绩
项目
种类
笔试
实际操作
论文
基础知识
方法知识
操作技能
工艺编制
通用考试
专门考试
单位意见:
单位盖章
年月日
资格鉴定结果:
主考者:认证证书编号:
年月日
全国水利水电行业无损检测人员资格鉴定申请表
姓名:出生年月:年月日性别:
所属工业部门:职务:技术职称:
工作单位和科室:电话:
通讯地址:邮政编码:
最终学历:学校和专业:起止年限:
从事无损检测技术工作简历:身份证号:
起止年限
工作单位
主要工作对象和无损检测方法
申请报考的等级和方法
RT
UT
MT
PT
Ⅰ级□Ⅱ级□Ⅲ级□
工序检查验收程序

工序检查验收程序前言为了认真落实质量管理体系及其相关管理制度,更好的实行全面质量管理工作,特制定本细则。
本细则规定了工厂制作中各个工序中质检部门进行质量控制的主要工作流程及方法。
在本细则编制过程中,主要参考了以下文献标准:《GB/T 50205-2001 钢结构工程施工质量验收规范》《GB/T 50755-2012 钢结构工程施工规范》《GB/T 50661-2011 钢结构焊接规范》《GB/T 247-2008 钢板和钢带包装、标志及质量证明书的一般规定》《GB/T 2101-2008 型钢验收、包装、标志及质量证明书的一般要求》在质量控制过程中,质检部门将依据施工合同和国家相关标准(不限于上述标准)对工程质量进行控制。
一、计量工具检验物资部采购的计量器具,包括钢尺、钢卷尺、盒尺、角尺、游标卡尺、螺旋测微器、水平仪、涂层测厚仪应按照规定进行标识分类并按期校验。
生产任务前,车间负责统计班组使用的计量器具,生产班组使用的计量工具必须经过计量室报技术监督站校验合格,并且在使用合格周期内,检测过程中以质检员检测数据为准。
二、材料进场(停检点)1、钢板钢板进场后,由物资设备部清点物资数量,提供清单和材质证,报质检部对钢板外观质量进行验收(参考《GB/T 247-2008 钢板和钢带包装、标志及质量证明书的一般规定》、《GB/T 709 -2006热轧钢板和钢带的尺寸、外形、重量及允许偏差》等标准)。
根据国家相关标准(《GB/T 50205-2001 钢结构工程施工质量验收规范》、《GB/T 50755-2012 钢结构工程施工规范》等标准)的要求,由质检部组织、物资设备部及车间材料员协助、监理现场见证对需要复验的钢板进行取样复验(复验批次以项目合同要求或国家相关标准为准),所有钢板复验合格后方能入库使用。
如项目有要求,δ=30mm及其以上的厚钢板需要进行无损检测(停检点),由质检部无损探伤人员执行、物资设备部及车间材料员协助对钢板进行无损检测,并由监理见证,合格后方能入库使用。
工程施工项目无损检测管理规定

工程施工项目无损检测管理规定工程施工项目无损检测管理规定 1 总则 1.1 目的为规范能源集团股份有限公司(以下简称“xx能源”)无损检测工程行为,保证无损检测结果真实性、及时性、正确性和完整性,特制定本规定。
1.2 适用范围本规定适用于xx能源、xx能源控股公司、子公司及受托xx能源管理单位无损检测质量管理。
1.3 定义本规定所称“无损检测单位”是指与公司签订检测合同的,依据检测合同、技术文件、相关标准规范等进行无损检测的单位。
1.4 管理职责 1.4.1 化工建设部/煤炭公司生产技术部(以下简称项目管理单位) 1.4.1.1 负责对项目无损检测工程管理规定的制定和修订。
1.4.1.2 负责对项目单位、监理单位、无损检测单位、施工单位日常无损检测管理实施监督、检查及考核。
1.4.1.3 负责对现场焊接焊缝进行不定期抽检。
抽检范围包括已经检测的和未经检测的焊缝。
1.4.2 项目部/在建矿井(以下简称项目实施单位) 1.4.2.1 负责项目无损检测工程管理规定的实施。
1.4.2.2 监督检查监理单位、检测单位、施工单位按照质量管理规定开展的相关工作。
1.4.2.3 对监理单位、检测单位、施工单位日常管理实施监督、检查及考核。
1.4.3 监理单位 1.4.3.1 负责对工程中的无损检测工作进行监督管理。
1.4.3.2 对检测单位的人员、设备、材料进行审核。
1.4.3.3 对检测单位的质保体系运转、检测工艺执行、检测过程质量实行监督与检查,做好相应的记录。
1.4.3.4 无损检测单位在实施超声波检测、磁粉检测、渗透检测、电火花测试、材料光谱分析、硬度测试、防腐涂层测试等无损检测时,监理工程师应到场检查、监督实施检测过程,并作好检查记录。
1.4.3.5 对重要检测部位(例如黄金焊口)及首次检测焊口,工程师须旁站并填写旁站记录。
旁站记录应包括旁站时间、地点、检测方法、检测部位、检测数量、检测人员是否持证作业。
无损检测申请书

尊敬的领导:您好!我是我国某重点工程项目的一名工程师,鉴于本项目施工过程中对工程质量的高要求,为确保工程的安全可靠,特向贵单位申请进行无损检测。
以下是我对无损检测的申请报告,请您予以审批。
一、项目背景本项目是我国某重点工程项目,总投资XX亿元,建设周期为XX年。
项目主要包括地下隧道、桥梁、高层建筑等结构,工程规模庞大,技术要求高。
为确保工程质量,降低施工风险,保障人民群众生命财产安全,本项目必须进行全面的质量检测。
二、无损检测的目的1. 了解工程结构的内部质量,及时发现潜在的质量隐患,确保工程安全可靠。
2. 对施工过程中的关键工序进行监测,确保施工质量符合设计要求。
3. 对已完成的工程进行质量验收,为工程交付使用提供依据。
4. 为工程验收、维护和运营提供数据支持。
三、无损检测的内容1. 隧道结构检测:包括隧道衬砌厚度、钢筋间距、混凝土强度等。
2. 桥梁结构检测:包括桥梁承重结构、桥梁墩柱、桥面铺装等。
3. 高层建筑结构检测:包括建筑主体结构、钢筋配置、混凝土强度等。
4. 施工过程中的关键工序检测:包括混凝土浇筑、钢筋绑扎、模板安装等。
四、无损检测方法1. 超声波检测:适用于混凝土结构、钢筋配置等检测。
2. 射线检测:适用于混凝土结构、钢筋配置等检测。
3. 红外热像检测:适用于桥梁、高层建筑等结构检测。
4. 地质雷达检测:适用于隧道、桥梁等地下结构检测。
五、无损检测实施计划1. 成立无损检测小组,负责检测工作的组织、协调和实施。
2. 制定详细的检测方案,明确检测内容、方法、时间节点等。
3. 配备专业的检测设备和人员,确保检测质量。
4. 加强检测过程中的质量控制,确保检测结果准确可靠。
5. 及时汇总、分析检测结果,为工程质量提供依据。
六、预期效益1. 提高工程质量,降低施工风险,确保人民群众生命财产安全。
2. 为工程验收、维护和运营提供数据支持,提高工程管理水平。
3. 推动无损检测技术在工程领域的应用,促进我国无损检测技术发展。
计量认证无损检测申请流程

计量认证无损检测申请流程## Procedures for Applying for Accreditation in Non-Destructive Testing of Measurement Standards.### English.1. Introduction.Non-destructive testing (NDT) is a vital part ofquality control in many industries. It is used to detect defects in materials and components without causing damage. In order to ensure the accuracy and reliability of NDT results, it is important to have accredited NDT personnel.2. Accreditation Process.The accreditation process for NDT personnel typically involves the following steps:1. Submitting an application to an accredited NDTcertification body.2. Meeting the eligibility requirements.3. Passing a written examination.4. Demonstrating proficiency in the use of NDT equipment.5. Maintaining continuing education requirements.3. Eligibility Requirements.To be eligible for accreditation, applicants must typically have a high school diploma or equivalent, and at least one year of experience in NDT. Applicants must also be able to demonstrate proficiency in the English language.4. Written Examination.The written examination covers the principles of NDT, as well as the specific methods that the applicant will beusing. The examination is typically administered by the accredited NDT certification body.5. Proficiency Demonstration.The proficiency demonstration is a hands-on test that assesses the applicant's ability to use NDT equipment safely and effectively, and to interpret the results of NDT inspections. The demonstration is typically conducted by an experienced NDT professional.6. Continuing Education.Accredited NDT personnel must maintain their continuing education requirements in order to keep their accreditation current. This typically involves attending training courses or workshops on new NDT methods and technologies.7. Benefits of Accreditation.Accreditation provides a number of benefits to NDT personnel, including:Increased credibility and recognition.Improved job opportunities.Higher earning potential.Access to advanced NDT training and resources.### 中文回答:1. 引言。
压力容器无损检测管理制度
压⼒容器⽆损检测管理制度压⼒容器⽆损检测管理制度1、总则⽆损检测是压⼒容器关键检测项⽬之⼀。
根据TSG R0004-2009《固定式压⼒容器安全技术监察规程》有关规定,为提⾼检测⼯作质量,确保压⼒容器产品质量,特制订本制度。
2、检测⼈员的资格、职责压⼒容器的各项⽆损检测⼯作按《锅炉压⼒容器⽆损检测⼈员技术等级划分和资格鉴定规则》的要求,由持有Ⅱ级以上资格证的⼈员担任;取得Ⅰ级资格的检测⼈员,⼀般仅做⽆损检测的辅助⼯作及射线检测评⽚以外的⼯作,若有Ⅱ级以上⼈员指导,也可进⾏设备操作,但检测结果须经指导⼈签字,并经Ⅱ、Ⅲ级检测⼈员审核签字,⽅可⽣效。
各级⼈员的职责范围均按《锅炉压⼒容⽆损检测⼈员技术等级划分和资格鉴定规则》的要求执⾏。
3、容器的⽆损检测容器的⽆损检测包括钢板、焊接接头、锻件及要求⽆损检测的⼯件及零部件等的⽆损检测,具体规定如下:3.1容器⽆损检测的检测范围;3.1.1 X射线检测适⽤于厚度4-40mm的碳素钢、低合⾦钢、不锈钢、铝及铝合⾦、钛及钛合⾦、镍及镍合⾦材料制成的焊缝及钢管对接环焊缝的射线透照检测;3.1.2 超声波检测(A型脉冲反射式超声波探伤)适⽤于板材厚度6-250mm的压⼒容器原材料、零部件和焊缝的超声波检测;3.1.3 磁粉检测适⽤于铁磁性材料的机加⼯件、焊接接头、板材坡⼝表⾯和近表⾯缺陷的检测;3.1.4 渗透检测适⽤于⾦属材料制成的压⼒容器及零部件表⾯开⼝缺陷的检测;3.1.5 容器壁厚及钢板厚度测定测量厚度1-200mm的碳钢、不锈钢。
3.2 各种检测⽅法对受检⼯作的要求3.2.1 对接接头的要求容器的表⾯质量应符合《规程》第65条和GB150第7.3.的要求,若⽤射线⽆损检测时,焊接接头表⾯不允许有焊疤、飞溅、⽓孔、弧坑等;若⽤超声检测时,应清除探头移动区的飞溅、锈蚀、油污等,探头移动区的深坑应补焊,然后打磨平滑,露出⾦属光泽,保持良好的声学接触;若⽤磁粉⽆损检测或渗透⽆损检测,被检⼯件表⾯应清洁、⼲燥,没有油脂、沙、氧化⽪、棉纤、涂层、焊剂和焊接飞溅物。
无损检测申请表模板
无损检测报验申请表工程名称: AT28 井至S1071 阀组间集输管线建设工程编号:AT28-0 7致:濮阳市中原石化工程建设监理有限公司我单位已完成AT28 井至S1071 阀组间集输管线建设工程的部分焊接工作,经自检合格现申请进行无损检测,请予以审查和验收。
附件:1、无损检测申请 1 份2、焊口登记表 1 份承包单位(章)华扬油建项目经理日期年月日监理单位审查意见:项目监理机构濮阳市中原石化工程建设监理有限公司总/ 专业监理工程师日期年月日无损检测申请工程名称:AT28 井至S1071 阀组间集输管线建设工程编号:AT28-07 致:濮阳市中原石化工程建设监理有限公司下列焊口已外观检查合格,请于2015 年03 月23 日安派检测单位进行无损检测。
检测方式UT □RT ▇MT □PT □施工单位华扬油建检测部位环焊缝材质/规格20#/ φ114 ×7检测方法/级别/比例RT Ⅱ15%坡口形式V 焊接方法氩电联焊焊口数(道口) 260 评定标准SY/T4103-2006 检测范围:AT28-Q- φ14 ×7-380 ~640 共260 道口RT Ⅱ15%施工单位:监理单位:年月日年月日序焊口编号焊工焊口编号焊工焊口编号焊工焊口登记表共3 页:第 1 页号编号编号编号1 AT28-Q- Φ114X7-381 5/4 AT28-Q- Φ114X7-411 4/3 AT28-Q- Φ114X7-441 4/32 AT28-Q- Φ114X7-382 5/4 AT28-Q- Φ114X7-412 4/3 AT28-Q- Φ114X7-442 4/33 AT28-Q- Φ114X7-383 5/4 AT28-Q- Φ114X7-413 4/3AT28-Q- Φ114X7-443 4/34 AT28-Q- Φ114X7-384 5/4 AT28-Q- Φ114X7-414 4/3AT28-Q- Φ114X7-444 4/35 AT28-Q- Φ114X7-385 7/6 AT28-Q- Φ114X7-415 4/3AT28-Q- Φ114X7-445 4/36 AT28-Q- Φ114X7-386 7/6 AT28-Q- Φ114X7-416 4/3 AT28-Q- Φ114X7-446 4/37 AT28-Q- Φ114X7-387 7/6 AT28-Q- Φ114X7-417 4/3AT28-Q- Φ114X7-447 4/38 AT28-Q- Φ114X7-388 5/4 AT28-Q- Φ114X7-418 4/3 AT28-Q- Φ114X7-448 4/39 AT28-Q- Φ114X7-389 5/4 AT28-Q- Φ114X7-419 4/3 AT28-Q- Φ114X7-449 4/310 AT28-Q- Φ114X7-390 5/4 AT28-Q- Φ114X7-420 5/4 AT28-Q- Φ114X7-450 5/411 AT28-Q- Φ114X7-391 5/4 AT28-Q- Φ114X7-421 5/4 AT28-Q- Φ114X7-451 5/412 AT28-Q- Φ114X7-392 9/8 AT28-Q- Φ114X7-422 5/4 AT28-Q- Φ114X7-452 5/413 AT28-Q- Φ114X7-393 9/8 AT28-Q- Φ114X7-423 5/4 AT28-Q- Φ114X7-453 5/414 AT28-Q- Φ114X7-394 9/8 AT28-Q- Φ114X7-424 5/4 AT28-Q- Φ114X7-454 5/415 AT28-Q- Φ114X7-395 9/8 AT28-Q- Φ114X7-425 5/4 AT28-Q- Φ114X7-455 5/416 AT28-Q- Φ114X7-396 5/4 AT28-Q- Φ114X7-426 4/3 AT28-Q- Φ114X7-456 4/317 AT28-Q- Φ114X7-397 5/4 AT28-Q- Φ114X7-427 4/3 AT28-Q- Φ114X7-457 4/318 AT28-Q- Φ114X7-398 5/4 AT28-Q- Φ114X7-428 4/3 AT28-Q- Φ114X7-458 4/319 AT28-Q- Φ114X7-399 5/4 AT28-Q- Φ114X7-429 4/3 AT28-Q- Φ114X7-459 4/320 AT28-Q- Φ114X7-400 4/3 AT28-Q- Φ114X7-430 4/3 AT28-Q- Φ114X7-460 4/321 AT28-Q- Φ114X7-401 4/3 AT28-Q- Φ114X7-431 4/3 AT28-Q- Φ114X7-461 4/322 AT28-Q- Φ114X7-402 4/3 AT28-Q- Φ114X7-432 4/3 AT28-Q- Φ114X7-462 4/323 AT28-Q- Φ114X7-403 4/3 AT28-Q- Φ114X7-433 4/3 AT28-Q- Φ114X7-463 4/324 AT28-Q- Φ114X7-404 5/4 AT28-Q- Φ114X7-434 4/3 AT28-Q- Φ114X7-464 4/325 AT28-Q- Φ114X7-405 5/4 AT28-Q- Φ114X7-435 5/4 AT28-Q- Φ114X7-465 5/426 AT28-Q- Φ114X7-406 5/4 AT28-Q- Φ114X7-436 4/3 AT28-Q- Φ114X7-466 5/427 AT28-Q- Φ114X7-407 5/4 AT28-Q- Φ114X7-437 4/3 AT28-Q- Φ114X7-467 5/428 AT28-Q- Φ114X7-408 5/4 AT28-Q- Φ114X7-438 4/3 AT28-Q- Φ114X7-468 5/429 AT28-Q- Φ114X7-409 5/4 AT28-Q- Φ114X7-439 4/3 AT28-Q- Φ114X7-469 5/430 AT28-Q- Φ114X7-410 5/4 AT28-Q- Φ114X7-440 4/3 AT28-Q- Φ114X7-470 5/4焊口登记表共3 页:第2 页序焊工焊口编号号编号焊口编号焊工焊工焊口编号编号编号1 AT28-Q- Φ114X7-471 7/6 AT28-Q- Φ114X7-501 7/6 AT28-Q- Φ114X7-531 7/62 AT28-Q- Φ114X7-472 7/6 AT28-Q- Φ114X7-502 7/6 AT28-Q- Φ114X7-532 7/63 AT28-Q- Φ114X7-473 7/6 AT28-Q- Φ114X7-503 7/6 AT28-Q- Φ114X7-533 7/64 AT28-Q- Φ4114X7-474 5/4 AT28-Q- Φ114X7-504 5/4 AT28-Q- Φ114X7-5334 5/45 AT28-Q- Φ114X7-475 5/4 AT28-Q- Φ114X7-505 5/4 AT28-Q- Φ114X7-535 5/46 AT28-Q- Φ114X7-476 5/4 AT28-Q- Φ114X7-506 5/4 AT28-Q- Φ114X7-536 5/47 AT28-Q- Φ114X7-477 5/4 AT28-Q- Φ114X7-507 5/4 AT28-Q- Φ114X7-537 5/48 AT28-Q- Φ114X7-478 9/8 AT28-Q- Φ114X7-508 9/8 AT28-Q- Φ114X7-538 9/89 AT28-Q- Φ114X7-479 9/8 AT28-Q- Φ114X7-509 9/8 AT28-Q- Φ114X7-539 9/81AT28-Q- Φ114X7-480 9/8 AT28-Q- Φ114X7-510 9/8 AT28-Q- Φ114X7-540 9/8 01AT28-Q- Φ114X7-481 5/4 AT28-Q- Φ114X7-511 7/6 AT28-Q- Φ114X7-541 7/6 11AT28-Q- Φ114X7-482 5/4 AT28-Q- Φ114X7-512 7/6 AT28-Q- Φ114X7-542 7/6 21AT28-Q- Φ114X7-483 7/6 AT28-Q- Φ114X7-513 7/6 AT28-Q- Φ114X7-543 7/6 31AT28-Q- Φ114X7-484 5/4 AT28-Q- Φ114X7-514 5/4 AT28-Q- Φ114X7-544 5/4 41AT28-Q- Φ114X7-485 5/4 AT28-Q- Φ114X7-515 5/4 AT28-Q- Φ114X7-545 5/4 51AT28-Q- Φ114X7-486 5/4 AT28-Q- Φ114X7-516 5/4 AT28-Q- Φ114X7-546 5/4 61AT28-Q- Φ114X7-487 5/4 AT28-Q- Φ114X7-517 5/4 AT28-Q- Φ114X7-547 5/4 71AT28-Q- Φ114X7-488 9/8 AT28-Q- Φ114X7-518 9/8 AT28-Q- Φ114X7-548 7/6 81AT28-Q- Φ114X7-489 9/8 AT28-Q- Φ114X7-519 9/8 AT28-Q- Φ114X7-549 7/6 92AT28-Q- Φ114X7-490 9/8 AT28-Q- Φ114X7-520 9/8 AT28-Q- Φ114X7-550 5/4 021 AT28-Q- Φ114X7-491 7/6 AT28-Q- Φ114X7-521 7/6 AT28-Q- Φ114X7-551 5/422 AT28-Q- Φ114X7-492 7/6 AT28-Q- Φ114X7-522 7/6 AT28-Q- Φ114X7-552 5/423 AT28-Q- Φ114X7-493 7/6 AT28-Q- Φ114X7-523 7/6 AT28-Q- Φ114X7-553 5/424 AT28-Q- Φ114X7-494 5/4 AT28-Q- Φ114X7-524 5/4 AT28-Q- Φ114X7-554 9/825 AT28-Q- Φ114X7-495 5/4 AT28-Q- Φ114X7-525 5/4 AT28-Q- Φ114X7-555 9/826 AT28-Q- Φ114X7-496 5/4 AT28-Q- Φ114X7-526 5/4 AT28-Q- Φ114X7-556 9/827 AT28-Q- Φ114X7-497 5/4 AT28-Q- Φ114X7-527 5/4 AT28-Q- Φ114X7-557 7/628 AT28-Q- Φ114X7-498 9/8 AT28-Q- Φ114X7-528 9/8 AT28-Q- Φ114X7-548 7/629 AT28-Q- Φ114X7-499 9/8 AT28-Q- Φ114X7-529 9/8 AT28-Q- Φ114X7-549 5/430 AT28-Q- Φ114X7-500 9/8 AT28-Q- Φ114X7-530 9/8 AT28-Q- Φ114X7-560 5/4焊口登记表共3 页:第3 页序焊工焊工焊工焊口编号焊口编号焊口编号号编号编号编号3AT28-Q- Φ114X7-561 4/3 AT28-Q- Φ114X7-590 5/4 AT28-Q- Φ114X7-619 9/8 13AT28-Q- Φ114X7-562 4/3 AT28-Q- Φ114X7-591 5/4 AT28-Q- Φ114X7-620 7/6 23AT28-Q- Φ114X7-563 4/3 AT28-Q- Φ114X7-592 5/4 AT28-Q- Φ114X7-621 7/6 33 AT28-Q- Φ114X7-564 4/3 AT28-Q- Φ114X7-593 5/4 AT28-Q- Φ114X7-622 7/64 35 36 37 38 39 4 0 4 14AT28-Q- Φ114X7-572 5/4 AT28-Q- Φ114X7-601 4/3 24AT28-Q- Φ114X7-573 5/4 AT28-Q- Φ114X7-602 4/3 34AT28-Q- Φ114X7-574 5/4 AT28-Q- Φ114X7-603 4/3 4 AT28-Q- Φ114X7-630AT28-Q- Φ114X7-631AT28-Q- Φ114X7-6327/67/67/64 AT28-Q- Φ114X7-575 5/4 AT28-Q- Φ114X7-604 4/3 AT28-Q- Φ114X7-6335/4AT28-Q- Φ114X7-565 4/3 AT28-Q- Φ114X7-594 5/4 AT28-Q- Φ114X7-623 5/4 AT28-Q- Φ114X7-566 4/3 AT28-Q- Φ114X7-595 4/3 AT28-Q- Φ114X7-624 5/4 AT28-Q- Φ114X7-567 4/3 AT28-Q- Φ114X7-596 4/3 AT28-Q- Φ114X7-625 5/4 AT28-Q- Φ114X7-568 4/3 AT28-Q- Φ114X7-597 4/3 AT28-Q- Φ114X7-626 5/4 AT28-Q- Φ114X7-569 4/3 AT28-Q- Φ114X7-598 4/3 AT28-Q- Φ114X7-627 9/8AT28-Q- Φ114X7-570 4/3 AT28-Q- Φ114X7-599 4/3 AT28-Q- Φ114X7-6289/8AT28-Q- Φ114X7-571 5/4 AT28-Q- Φ114X7-600 4/3 AT28-Q- Φ114X7-6299/85AT28-Q- Φ114X7-6344Φ114X7-576 5/4 AT28-Q- Φ114X7-605 4/3 5/4 AT28-Q-6AT28-Q- Φ114X7-6354Φ114X7-577 5/4 AT28-Q- Φ114X7-606 4/3 9/8 AT28-Q-7AT28-Q- Φ114X7-6364Φ114X7-578 5/4 AT28-Q- Φ114X7-607 4/3 7/6 AT28-Q-8AT28-Q- Φ114X7-6374Φ114X7-579 5/4 AT28-Q- Φ114X7-608 4/3 7/6 AT28-Q-9AT28-Q- Φ114X7-6385Φ114X7-580 5/4 AT28-Q- Φ114X7-609 5/4 7/6 AT28-Q-AT28-Q- Φ114X7-6395Φ114X7-581 5/4 AT28-Q- Φ114X7-610 5/4 5/4 AT28-Q-1AT28-Q- Φ114X7-6405AT28-Q- Φ114X7-582 5/4 AT28-Q- Φ114X7-611 5/4 5/4 25AT28-Q- Φ114X7-583 5/4 AT28-Q- Φ114X7-612 5/435AT28-Q- Φ114X7-584 5/4 AT28-Q- Φ114X7-613 5/445AT28-Q- Φ114X7-585 5/4 AT28-Q- Φ114X7-614 5/455 AT28-Q- Φ114X7-586 5/4 AT28-Q- Φ114X7-615 5/465AT28-Q- Φ114X7-587 5/4 AT28-Q- Φ114X7-616 5/4 75AT28-Q- Φ114X7-588 5/4 AT28-Q- Φ114X7-617 5/4 85AT28-Q- Φ114X7-589 5/4 AT28-Q- Φ114X7-618 5/4 9Welcome To Download !!!欢迎您的下载,资料仅供参考!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无损检测申请单
项目名称吴航罩式炉——内罩申请时间2014-8.26早上发料
检件名称焊接试验用不锈钢试块数量 5
检测部位钢板直缝坡口形式无焊接方法埋弧焊
检测方法X射线表面状态探伤地点制造部大滚床旁
探伤标准GB/T3323-87 合格级别II级探伤时间2014-8.26晚
共7件
第一组:8mm与8mm,1件;焊缝编号1,无缝,未清根,455/390/51
第二组:8mm与8mm,1件;焊缝编号2,1mm缝,未清根,410/390/51
第三组:8mm与8mm,1件;焊缝编号3,1mm缝,清根,400/385/50
第四组:6mm与6mm,1件;焊缝编号4,1mm缝,清根,360/345/50
第五组:6mm与6mm,1件;焊缝编号5,1mm缝,清根,355/340/53
第六组:6mm与8mm,1件;焊缝编号6,1mm缝,清根倒角,420/343/50
第七组:6mm与8mm,1件;焊缝编号7,1mm缝,清根倒角,400/380/50
检验部位编号焊工号检测长度(mm)厚度(mm)材质检验比例
1 500 8/8 310 100%
2 500 8/8 310 100%
3 500 8/8 310 100%
4 560 6/6 310 100%
5 560 6/
6 310 100%
6 500 6/8 310 100%
7 440 6/8 310 100%
无损检测申请单
项目名称瀚阳(广州)不锈钢光亮退火炉申请时间2012.11.09
检件名称马弗单节筒体直缝数量8
检测部位筒体直缝坡口形式X形及V形焊接方法氩弧焊
检测方法X射线表面状态探伤地点热工产品部
探伤标准JB/T 4730 合格级别I级探伤时间2012.11-2012.12
检测部位示意图:
检验部位编号焊工号检测长度(mm)厚度(mm)材质检验比例10-3 2115 10 601 100%
8-3 1320 8 601 100%
7-3 1515 7 601 100%
6-3 1760 6 601 100% 5-3、5-10、5-11、5-12 2325x4 5 601 100%
无损检测申请单
项目名称瀚阳(广州)不锈钢光亮退火炉申请时间2012.11.09
检件名称马弗筒体环缝数量 5
检测部位筒体环缝坡口形式X形焊接方法氩弧焊
检测方法X射线表面状态探伤地点热工产品部
探伤标准JB/T 4730 合格级别I级探伤时间2012.12-2013.1
检测部位示意图:
检验部位编号焊工号检测长度(mm)厚度(mm)材质检验比例22-3-20-3 5340 20-22 601 100%
20-3-17-3 5340 17-20 601 100%
17-3-14-1 5340 14-17 601 100%
14-1-12-3 5340 12-14 601 100%
12-3-10-3 5340 10-12 601 100% 申请:审核:批准:
无损检测申请单
项目名称瀚阳(广州)不锈钢光亮退火炉申请时间2012.11.09
检件名称马弗筒体环缝数量7
检测部位筒体环缝坡口形式X形及V形焊接方法氩弧焊
检测方法X射线表面状态探伤地点热工产品部
探伤标准JB/T 4730 合格级别I级探伤时间2012.12-2013.1
检测部位示意图:
检验部位编号焊工号检测长度(mm)厚度(mm)材质检验比例10-3-8-3 5340 8-10 601 100%
8-3-7-3 5340 7-8 601 100%
7-3-6-3 5340 6-7 601 100%
6-1-5-10 5340 5-6 601 100% 5-10-5-11、5-11-5-12、
5340 5 601 100% 5-12-5-3
申请:审核:批准:
无损检测申请单
项目名称瀚阳(广州)不锈钢光亮退火炉申请时间2012.11.09
检件名称马弗法兰数量 1
检测部位法兰环缝坡口形式角焊缝及V形焊接方法氩弧焊
检测方法超声波表面状态探伤地点热工产品部
探伤标准GB11345合格级别I级探伤时间2012.12-2013.1
检测部位示意图:
检验部位编号焊工号检测长度(mm)厚度(mm)材质检验比例HF1 5340 22 601/2520 100% HF2、HF3 5340 8 601/2520 100%
申请:审核:批准:
无损检测申请单
项目名称申请时间
检件名称数量
检测部位坡口形式焊接方法
检测方法表面状态探伤地点
探伤标准合格级别探伤时间
检测部位示意图:
检验部位编号焊工号检测长度(mm)厚度(mm)材质检验比例申请:审核:批准:。