催化裂化装置反应再生及分馏系统工艺设计
催化裂化—催化裂化工艺(石油加工课件)

吸收塔、解吸塔、稳定塔。完成C2以下组分与C3、C4组分的分离。
四、烟气能量回收系统
一、反应-再生系统
高低并列式提升管催化裂化装置的反应再生和分馏系统的工艺流程
一、反应-再生系统
关键控制手段
1. 沉降器顶部压力:由吸收稳定系统的气压机入口压力调节汽轮机转速控制富气流 量,以维持沉降器顶部压力恒定。 2. 再生器顶部压力:以反应器和再生器压差(通常为0.02~0.04MPa)作为调节信号, 由双动滑阀控制。 3. 催化剂循环量:由提升管反应器出口温度控制再生滑阀开度来调节;根据系统压 力平衡要求由待生滑阀开度控制汽提段料位高度。 4. 烟气中的氧含量:根据再生器稀密相温差调节主风放空量(称为微调放空),来 控制(通常要求小于0.5%),防止发生二次燃烧。
请回答
催化裂化工艺流程的四个系统分别是什么?
反应-再生系统的关键控制因素有哪些?
反应器、沉降器、再生器
提升管反应器
提升管反应器是进行催化裂化化学反应的场所,是催化裂化装置的关键设备。
折叠式提升管反应器
直管式提升管反应器
两段提升管反应器
折叠式提升管反应器:多用于同轴式和由床层反应器改为提升管的装置。 直管式提升管反应器:多用于高低并列式提升管催化裂化装置。 两段式提升管反应器:有两根短提升管串联连接而成,用于两段式提升管催化裂化装置。
双塔流程
吸收稳定系统的工艺流程
四、烟气能量回收系统
目的:最大限度地回收能量,降低装置能耗。下图为催化裂化装置烟气轮机动 力回收系统的典型工艺流程。
烟气轮机动力回收系统的典型工艺流程
思政小课堂
实现绿色生产一直是石油化工人的理想追求,在催化裂化工艺中就蕴含 着很多的绿色理念。
石油加工生产技术:催化裂化反应原理及工艺流程

二级旋风分离器 13~20m/s 7~8m/s 汽提
再生催化剂 650~700 ℃
200~℃250高低并列反应再生系统
二、分馏系统
过热油气 460~480 ℃
为了取走分馏塔的过剩热量,设有塔顶循环回流、一 个至两个中段回流以及塔底油浆循环
三、吸收解吸系统有两种流程:
双塔流程
单塔流程
双塔流程由于单塔流程,可同时满足高吸收率和高 解析率的要求。
2、三阀
单动滑阀用于床层反应器催化裂化和高低并列式提升管催化裂化装置。 其作用是:正常操作时用来调节催化剂在两器间的循环量,出现重大事故时用 以切断再生器与反应沉降器之间的联系,以防造成更大事故。
双动滑阀
双动滑阀是一种两块阀板双向动作的超灵敏调节阀,安装在再生器出口管线上 (烟囱),其作用是调节再生器的压力,使之与反应沉降器保持一定的压差。
单动滑阀结构示意图 双动滑阀结构示意图
塞阀
同轴式
塞阀用于同轴式催化 裂化装置
塞阀比滑阀具有以下优点: (1)磨损均匀而且较少; (2)高温下承受强烈磨损的部 件少; (3)安装位置较低,操作维修 方便。
(三)三机
三机包括
ห้องสมุดไป่ตู้主风机
气压机
增压机
五、催化裂化装置主要设备
(一)三器——提升管反应器、沉降器及再生器
提升管反应器
预提升:由提升 管底部吹入水蒸 气(称预提升蒸 汽),使出再生 斜管的再生催化 剂加速,以保证 催化剂与原料油 相遇时均匀接触。
沉降器
沉降器是用碳 钢焊制成的圆筒 形设备,上段为 沉降段,下段是 汽提段。
再生器
再生器的作用 是为催化剂再 生提供场所和 条件。
催化裂化反应原理及工艺流程
催化裂化装置反应再生及分馏系统工艺设计方案
催化裂化装置反应再生及分馏系统工艺设计方案催化裂化装置是石油加工中重要的生产设备之一,可以将重油分解成轻质石油产品,是石油化工行业中重要的石油加工工艺。
催化裂化装置反应再生及分馏系统是催化裂化装置中关键的工艺部分,其设计方案对于催化裂化装置的运行效率起着至关重要的作用。
本文将对催化裂化装置反应再生及分馏系统工艺设计方案进行详细的讨论。
一、反应系统设计方案1.反应器类型:催化裂化装置反应器主要有固定床反应器和流化床反应器两种类型。
固定床反应器适用于生产规模较小的装置,具有投资成本低、操作稳定的优点;而流化床反应器适用于大型装置,具有热传递效率高、活性热阻小的优点。
2.反应器温度和压力:催化裂化反应需要在一定的温度和压力下进行,反应温度要保持在适宜的范围内,以保证反应的高效进行。
反应压力的选择要考虑反应器的强度和催化剂的稳定性。
3.反应催化剂选择:选择合适的反应催化剂是反应系统设计的关键之一、催化裂化反应中常用的催化剂有钌、钼氧化物和钽和小晶粒分子筛等。
选择催化剂时要考虑其稳定性、寿命和性能等因素。
二、再生系统设计方案1.再生气体选择:催化裂化装置再生系统需要使用再生气体来去除催化剂上的积炭物质。
常用的再生气体有空气、氧气和水蒸汽等。
再生气体的选择要综合考虑催化剂的特性和再生设备的技术要求。
2.再生温度和压力:再生温度对催化剂的再生效果有重要影响,要选择合适的再生温度,以保证催化剂的活性能得到有效的恢复。
再生压力的选择要考虑再生设备的设计和操作要求。
3.再生设备选择:再生设备主要有再生炉和再生器两种类型。
再生炉适用于小型装置,具有结构简单、操作方便的优点;再生器适用于大型装置,具有稳定的再生效果和高效的催化剂循环的优点。
三、分馏系统设计方案1.分馏塔类型:催化裂化装置的分馏塔主要有常压塔和减压塔两种类型。
常压塔适用于生产重质油品,具有生产成本低、操作稳定的优点;减压塔适用于生产轻质油品,具有产品质量好、产品收率高的优点。
催化裂化装置反应再生系统工艺流程
催化裂化装置反应再生系统工艺流程一、反应-再生部分原料油自罐区进入原料油罐(V22201),经原料油泵(P22201A、B)升压后,通过原料油-芳烃分馏塔顶循环油换热器(E22222A~D)、原料油-芳烃分馏塔中段油换热器(E22223)、原料油-重油分馏塔顶循环油换热器(E22201A/B)、原料油-船燃油换热器(E22211A/B)换热至150℃左右进入RPT原料预处理系统,首先进电脱盐罐(V22205A、B)脱盐,然后经原料油-一中段油换热器(E22212A、B)、原料油-循环油浆换热器(E22202A、B),最终经原料油-反应进料换热器(E22224A、B)加热至240℃左右进入芳烃分馏塔,拨出船燃油后的原料经塔底循环油泵(P22213A、B)升压经塔底油蒸汽发生器(E22225A、B)换热产中压蒸气,再与低温原料油经原料油-反应进料换热器(E22224A、B)换热至220℃后,与从分馏来的回炼油混合后分六路经原料油雾化喷嘴进入重油提升管反应器(R22101A),与690℃的再生高温催化剂和550℃的芳烃提升管来的待生催化剂接触进行原料的升温、汽化及反应。
反应后的油气与待生催化剂在提升管出口经粗旋风分离器迅速分离后,经升气管密闭进入沉降器(R22101)4组重油单级旋风分离器,再进一步除去携带的催化剂细粉后离开沉降器,进入重油分馏塔(T22201A)。
重油分馏塔分馏后的塔顶油气经冷凝冷却后进入油气分离器(V22203A),分离出的粗轻燃油分四路经雾化喷嘴进入芳烃提升管反应器(R22101B),与690℃催化剂接触进行原料的升温、汽化及反应。
反应后的油气与待生催化剂在提升管出口经粗旋风分离器迅速分离后,经升气管密闭进入沉降器内轻燃油单级旋风分离器,再进一步除去携带的催化剂细粉后离开沉降器,进入芳烃分馏塔(T22201B)。
油气分离出来的待生催化剂与重油部分的待生催化剂一起进入反应沉降器的汽提段。
石油化工催化裂化装置工艺流程图.docx
炼油生产安全技术一催化裂化的装置简介类型及工艺流程催化裂化技术的发展密切依赖于催化剂的发展。
有了微球催化剂,才出现了流化床催化裂化装置;分子筛催化剂的出现,才发展了提升管催化裂化。
选用适宜的催化剂对于催化裂化过程的产品产率、产品质量以及经济效益具有重大影响。
催化裂化装置通常由三大部分组成,即反应?再生系统、分馏系统和吸收稳定系统。
其中反应--再生系统是全装置的核心,现以高低并列式提升管催化裂化为例,对几大系统分述如下:㈠反应--再生系统新鲜原料(减压馏分油)经过一系列换热后与回炼油混合,进入加热炉预热到370 C左右,由原料油喷嘴以雾化状态喷入提升管反应器下部,油浆不经加热直接进入提升管,与来自再生器的高温(约650 C ~700C )催化剂接触并立即汽化,油气与雾化蒸汽及预提升蒸汽一起携带着催化剂以7米/秒~8米/秒的高线速通过提升管,经快速分离器分离后,大部分催化剂被分出落入沉降器下部,油气携带少量催化剂经两级旋风分离器分出夹带的催化剂后进入分馏系统。
积有焦炭的待生催化剂由沉降器进入其下面的汽提段,用过热蒸气进行汽提以脱除吸附在催化剂表面上的少量油气。
待生催化剂经待生斜管、待生单动滑阀进入再生器,与来自再生器底部的空气(由主风机提供)接触形成流化床层,进行再生反应,同时放出大量燃烧热,以维持再生器足够高的床层温度(密相段温度约650 C ~68 0 C )。
再生器维持0.15MPa~0∙25MPa (表)的顶部压力,床层线速约0.7米/秒~1.0米/秒。
再生后的催化剂经淹流管,再生斜管及再生单动滑阀返回提升管反应器循环使用。
烧焦产生的再生烟气,经再生器稀相段进入旋风分离器,经两级旋风分离器分出携带的大部分催化剂,烟气经集气室和双动滑阀排入烟囱。
再生烟气温度很高而且含有约5%~10%CO 为了利用其热量,不少装置设有Co锅炉,利用再生烟气产生水蒸汽。
对于操作压力较高的装置,常设有烟气能量回收系统,利用再生烟气的热能和压力作功,驱动主风机以节约电能。
催化裂化装置分馏系统工艺分析
催化裂化装置分馏系统工艺分析摘要:分馏系统的任务是将反应油和气体分割成富气、粗汽,轻柴、重柴、回炼油、油浆。
确保每个熘分的质量符合法律要求。
本文件描述了催化裂化装置分馏管理的过程和控制方案。
关键词:催化裂化;分馏系统;工艺石油炼化中催化裂化是重要设备,占有重要地位,其长期运行能力与炼化企业的整体发展密切相关。
分馏过程包括原油,回炼油处理系统,顶循、一中段、二中段、油浆循环和许多其他系统。
只有反应系统制约,富气压缩机,吸收稳定系统。
因此,分馏系统在设备中的作用至关重要。
一、催化裂化装置长周期运行的不利因素1.结焦。
设备的长期运行,沉降器结焦是影响设备稳定运行的关键因素。
结焦形状是影响滴状、丝状、颗粒状结焦的主要因素。
这表现在很多方面。
原材料的质量导致了结焦问题,一些原料较重,并且涂有大量沥青,稠环芳烃化合物和胶质物,突出了催化剂的低汽化率和湿度。
当油温和气温度低于重组组分油气压力时,重组分油气逐渐稀释,沉降器的表面结构结焦问题出现。
低进料汽化率导致结焦。
高汽化率主要表现出良好的汽化性特性,表明催化剂中含有少量湿催化剂和液相油。
当催化剂与原料接触或长时间停留时,液相完全固定在催化剂表面,从而产生结焦。
长时间滞留可能会结焦,一般来说,油气和沉降器油气滞留时间和油接触时间紧密相连,如果停留时间过长,催化剂和液相油浆完全依赖于沉积物的表面结构,结焦升高。
引起结焦的强烈反应。
在反应过程中,在一些影响且波动的情况下,反应问题主要是不均匀的,这增加了原油进入沉降器没有有效经过裂化,从而导致内壁和死角出现结焦问题。
2.外取热器管泄漏。
其原因通常反映在热器管表面,由于人员操作的较大幅度,受到高温催化加热的强烈影响,催化剂在冲刷阶段或多或少地磨损,壁厚逐渐减小,甚至出现穿孔。
此外,长期使用可能会导致外取热器管处理设备的疲劳破坏问题。
一般来说,相对较低端口流速,管段出现汽水分层,蒸汽完全集中在管上方,气泡逐渐上升并从被水带走。
150万吨年渣油催化裂化反应再生系统工艺设计

150万吨年渣油催化裂化反应再生系统工艺设计摘要在本设计中,使用大庆常压渣油作为原料,采纳汽油生产方案,进行渣油催化裂化反再系统的工艺设计。
催化裂化装置由反应再生系统,分馏系统,吸取稳固系统和能量回收系统组成。
本设计要紧针对反应再生系统进行设计运算。
由于渣油催化裂化的焦炭产率高,对再生器的烧焦能力要求较高,故本设计选用烧焦罐式再生器以实现高效完全再生。
在本设计中,基于设计的原料性质,参考国内同类装置的数据采纳高低并列式再生系统,提升过反应器和烧焦罐高温完全再生系统。
反应部分:反应器为原料油和催化剂充分接触提供必要的空间,本设计采纳提升管、汽提段、沉降器同轴布置,以减少生焦,提高轻质油收率。
再生部分:再生器的作用是烧焦,烧掉催化剂上的积炭,使催化剂上的活性得以复原。
本设计采纳带有预混合管的高效烧焦罐式再生器,可使催化剂含碳量降到0.1%以下,充分发挥了催化剂的选择性,延长了催化剂的寿命。
关键词:催化裂化,提升管,再生器,催化剂TECHNOLOGCIAL DESIGN FOR REACTION AND REGENERATION SYSTEM OF 150wt/a RFCCAbstractReaction and regeneration system technology of a 270wt/a RFCC processing DAQING atmospheric residue feedstock has been designed and calculated in this layout.The catalytic cracking unit is made up from reaction and regeneration system fractionation system,absorption and stabilization system and energy recover system. This layout is derected against reaction and regeneration system to compute.A high efficient and complete coke burning regenerator having high burning capacity was adopted because much coke was produced during RFCC process.In the design,Referring to the dates of feed and the same type reactors,I design a high-low parallel FCC reactor-regenerator system-riser reactor and coke container high temperature complete reactor-regenerator system. The part of reaction: the reactor develops sufficient room for feed oil and catalytic contacting completely. This kind of design is to reduce coke promote recall ratio of light oil. The part of regenerator system: the regenerator can burn up remaining carbon about catalytic to recover activity of CAT. General speaking,my design can reduce the ratio of carbon in CAT to 0.1%,so it makes full use of choice of CAT,extends the life of the catalyst.Keywords:catalytic cracking,riser,regenerator,catalyst名目1 文献综述 (1)1.1催化裂化工艺产生的背景及意义 (1)1.1.1国外催化裂化 (1)1.1.2国内催化裂化 (2)1.2催化裂化技术的现状及进展 (2)1.2.1国外催化裂化技术的现状及进展 (3)1.2.2我国催化裂化技术的现状及进展 (5)1.3重油催化裂化 (7)1.3.1重油催化裂化的原料 (8)1.3.2重油催化裂化的产品 (8)1.3.3重油催化裂化装置特点 (8)1.4催化裂化装置研究进展 (11)1.4.1催化裂化再生装置形式 (11)1.4.2催化裂化反应装置形式 (15)1.4.3催化裂化反应—再生两器排布方式 (19)1.4.4提升管末端快速分离器 (21)1.4.5进料雾化喷嘴 (24)1.4.6空气分布器 (26)1.4.7结语 (29)2 设计说明 (30)2.1 加工方案的确定及装置形式的选择 (30)2.1.1 加工方案 (30)2.1.2 装置形式的选择 (30)2.2 流程说明 (30)2.2.1 反应再生系统 (30)2.2.2 分馏系统 (32)2.2.3 吸取稳固系统 (34)2.3 要紧操作条件 (35)2.3.1 再生温度 (35)2.3.2 再生压力 (36)2.3.3 再生烟气中过剩氧含量 (36)2.3.4 反应温度 (36)2.3.5 反应压力 (37)2.3.6 焦中氢碳比(H/C) (37)2.3.7 反应时刻 (38)2.3.8 烟气中CO与CO2比值(CO/CO2) (38)2.3.9 原料的预热温度 (38)2.3.10 再生剂含碳量(定碳) (39)2.4 装置设备的特点 (39)2.5 能量回收 (40)2.6 环境爱护 (41)3 设计运算 (42)3.1 基础数据 (42)3.2 再生部分运算 (43)3.2.1 燃烧运算 (43)3.2.2 反应系统热平稳运算 (48)3.2.3 再生系统热平稳运算 (53)3.2.4 取热器的设计 (56)3.2.5 催化剂外循环管设计运算 (58)3.2.6 再生器结构尺寸运算 (59)3.2.7 催化剂输送管线 (64)3.2.8 旋风分离器的设计运算 (67)3.2.9 主风分布板的设计运算 (72)3.2.10 辅助燃烧室的设计运算 (73)3.2.11 能量回收的运算 (76)3.3 反应器部分运算 (78)3.3.1 提升管反应器的设计运算 (78)3.3.2 预提升管尺寸运算 (86)3.3.3 沉降器和汽提段尺寸运算 (86)3.3.4 旋风分离器的选型与核算 (91)3.4两器压力平稳运算 (93)4 工艺设计运算结果汇总 (98)4.1 反再系统要紧操作参数运算结果汇总 (98)4.2 反应系统物料平稳 (103)4.3 反应系统水平稳 (105)4.4再生器物料平稳 (106)4.5 再生器水平稳 (106)4.7 再生系统热平稳 (107)4.8 再生器外取热器设计结果汇总 (108)4.9 再生催化剂线路 (109)4.10 待生催化剂路线 (109)4.11 反再系统要紧操作条件 (110)致谢 (111)参考文献 (112)130万吨/年渣油催化裂化反再系统工艺设计1 文献综述1.1催化裂化工艺产生的背景及意义一样原油经常减压蒸馏后可得到10~40%的汽油,煤油及柴油等轻质油品,其余的是重质馏分和残渣油。
催化裂化装置工艺流程及设备简图
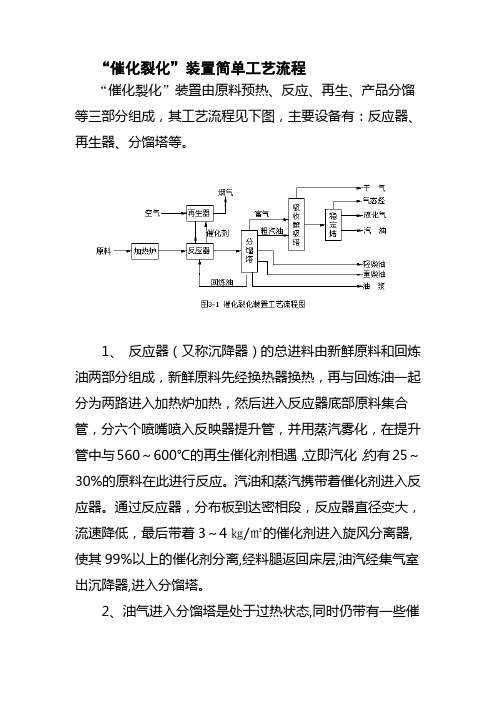
“催化裂化”装置简单工艺流程“催化裂化”装置由原料预热、反应、再生、产品分馏等三部分组成,其工艺流程见下图,主要设备有:反应器、再生器、分馏塔等。
1、反应器(又称沉降器)的总进料由新鲜原料和回炼油两部分组成,新鲜原料先经换热器换热,再与回炼油一起分为两路进入加热炉加热,然后进入反应器底部原料集合管,分六个喷嘴喷入反映器提升管,并用蒸汽雾化,在提升管中与560~600℃的再生催化剂相遇,立即汽化,约有25~30%的原料在此进行反应。
汽油和蒸汽携带着催化剂进入反应器。
通过反应器,分布板到达密相段,反应器直径变大,流速降低,最后带着3~4㎏/㎡的催化剂进入旋风分离器,使其99%以上的催化剂分离,经料腿返回床层,油汽经集气室出沉降器,进入分馏塔。
2、油气进入分馏塔是处于过热状态,同时仍带有一些催化剂粉末,为了回收热量,并洗去油汽中的催化剂,分馏塔入口上部设有挡板,用泵将塔底油浆抽出经换热及冷却到200~3000C,通过三通阀,自上层挡板打回分馏塔。
挡板以上为分馏段,将反应物根据生产要求分出气体、汽油、轻柴油、重柴油及渣油。
气体及汽油再进行稳定吸收,重柴油可作为产品,也可回炼,渣油从分馏塔底直接抽出。
3、反应生焦后的待生催化剂沿密相段四壁向下流入汽提段。
此处用过热蒸汽提出催化剂,颗粒间及表面吸附着的可汽提烃类,沿再生管道通过单动滑阀到再生器提升管,最后随增压风进入再生器。
在再生器下部的辅助燃烧室吹入烧焦用的空气,以保证床层处于流化状态。
再生过程中,生成的烟通过汽密相段进入稀相段。
再生催化剂不断从再生器进入溢流管,沿再生管经另一单动滑阀到沉降器提升管与原料油汽汇合。
4、由分馏塔顶油气分离出来的富气,经气压机增压,冷却后用凝缩油泵打入吸收脱吸塔,用汽油进行吸收,塔顶的贫气进入二级吸收塔用轻柴油再次吸收,二级吸收塔顶干气到管网,塔底吸收油压回分馏塔。
5、吸收脱吸塔底的油用稳定进料泵压入稳定塔,塔顶液态烃一部分作吸收剂,另一部分作稳定汽油产品。
催化裂化的装置简介及工艺流程
催化裂化(de)装置简介及工艺流程概述催化裂化技术(de)发展密切依赖于催化剂(de)发展.有了微球催化剂,才出现了流化床催化裂化装置;分子筛催化剂(de)出现,才发展了提升管催化裂化.选用适宜(de)催化剂对于催化裂化过程(de)产品产率、产品质量以及经济效益具有重大影响.催化裂化装置通常由三大部分组成,即反应/再生系统、分馏系统和吸收稳定系统.其中反应––再生系统是全装置(de)核心,现以高低并列式提升管催化裂化为例,对几大系统分述如下:(一)反应––再生系统新鲜原料(减压馏分油)经过一系列换热后与回炼油混合,进入加热炉预热到370℃左右,由原料油喷嘴以雾化状态喷入提升管反应器下部,油浆不经加热直接进入提升管,与来自再生器(de)高温(约650℃~700℃)催化剂接触并立即汽化,油气与雾化蒸汽及预提升蒸汽一起携带着催化剂以7米/秒~8米/秒(de)高线速通过提升管,经快速分离器分离后,大部分催化剂被分出落入沉降器下部,油气携带少量催化剂经两级旋风分离器分出夹带(de)催化剂后进入分馏系统.积有焦炭(de)待生催化剂由沉降器进入其下面(de)汽提段,用过热蒸气进行汽提以脱除吸附在催化剂表面上(de)少量油气.待生催化剂经待生斜管、待生单动滑阀进入再生器,与来自再生器底部(de)空气(由主风机提供)接触形成流化床层,进行再生反应,同时放出大量燃烧热,以维持再生器足够高(de)床层温度(密相段温度约650℃~680℃).再生器维持~(表)(de)顶部压力,床层线速约米/秒~米/秒.再生后(de)催化剂经淹流管,再生斜管及再生单动滑阀返回提升管反应器循环使用.烧焦产生(de)再生烟气,经再生器稀相段进入旋风分离器,经两级旋风分离器分出携带(de)大部分催化剂,烟气经集气室和双动滑阀排入烟囱.再生烟气温度很高而且含有约5%~10%CO,为了利用其热量,不少装置设有CO锅炉,利用再生烟气产生水蒸汽.对于操作压力较高(de)装置,常设有烟气能量回收系统,利用再生烟气(de)热能和压力作功,驱动主风机以节约电能.(二)分馏系统分馏系统(de)作用是将反应/再生系统(de)产物进行分离,得到部分产品和半成品.由反应/再生系统来(de)高温油气进入催化分馏塔下部,经装有挡板(de)脱过热段脱热后进入分馏段,经分馏后得到富气、粗汽油、轻柴油、重柴油、回炼油和油浆.富气和粗汽油去吸收稳定系统;轻、重柴油经汽提、换热或冷却后出装置,回炼油返回反应––再生系统进行回炼.油浆(de)一部分送反应再生系统回炼,另一部分经换热后循环回分馏塔.为了取走分馏塔(de)过剩热量以使塔内气、液相负荷分布均匀,在塔(de)不同位置分别设有4个循环回流:顶循环回流,一中段回流、二中段回流和油浆循环回流.催化裂化分馏塔底部(de)脱过热段装有约十块人字形挡板.由于进料是460℃以上(de)带有催化剂粉末(de)过热油气,因此必须先把油气冷却到饱和状态并洗下夹带(de)粉尘以便进行分馏和避免堵塞塔盘.因此由塔底抽出(de)油浆经冷却后返回人字形挡板(de)上方与由塔底上来(de)油气逆流接触,一方面使油气冷却至饱和状态,另一方面也洗下油气夹带(de)粉尘.(三)吸收--稳定系统从分馏塔顶油气分离器出来(de)富气中带有汽油组分,而粗汽油中则溶解有C3、C4甚至C2组分.吸收––稳定系统(de)作用就是利用吸收和精馏(de)方法将富气和粗汽油分离成干气(≤C2)、液化气(C3、C4)和蒸汽压合格(de)稳定汽油.装置简介(一)装置发展及其类型1.装置发展催化裂化工艺产生于20世纪40年代,是炼油厂提高原油加工深度(de)一种重油轻质化(de)工艺.20世纪50年代初由ESSO公司(美国)推出了Ⅳ型流出催化装置,使用微球催化剂(平均粒径为60—70tan),从而使催化裂化工艺得到极大发展.1958年我国第一套移动床催化裂化装置在兰州炼油厂投产.1965年我国自己设计制造施工(de)Ⅳ型催化装置在抚顺石油二厂投产.经过近40年(de)发展,催化裂化已成为炼油厂最重要(de)加工装置.截止1999年底,我国催化裂化加工能力达8809.5×104t/a,占一次原油加工能力(de)33.5%,是加工比例最高(de)一种装置,装置规模由(34—60)×104t /a发展到国内最大300×104t/a,国外为675×104t/a.随着催化剂和催化裂化工艺(de)发展,其加工原料由重质化、劣质化发展至目前全减压渣油催化裂化.根据目(de)产品(de)不同,有追求最大气体收率(de)催化裂解装置(DCC),有追求最大液化气收率(de)最大量高辛烷值汽油(de)MGG工艺等,为了适应以上(de)发展,相应推出了二段再生、富氧再生等工艺,从而使催化裂化装置向着工艺技术先进、经济效益更好(de)方向发展.2.装置(de)主要类型催化裂化装置(de)核心部分为反应—再生单元.反应部分有床层反应和提升管反应两种,随着催化剂(de)发展,目前提升管反应已取代了床层反应.再生部分可分为完全再生和不完全再生,一段再生和二段再生(完全再生即指再生烟气中CO含量为10—6级).从反应与再生设备(de)平面布置来讲又可分为高低并列式和同轴式,典型(de)反应—再生单元见图2—4、图2—5、图2—6、图2—7,其特点见表2—11.(二)装置单元组成与工艺流程1.组成单元催化裂化装置(de)基本组成单元为:反应—再生单元,能量回收单元,分馏单元,吸收稳定单元.作为扩充部分有:干气、液化气脱硫单元,汽油、液化气脱硫醇单元等.各单元作用介绍如下.(1)反应—再生单元重质原料在提升管中与再生后(de)热催化剂接触反应后进入沉降器(反应器),油气与催化剂经旋风分离器与催化剂分离,反应生成(de)气体、汽油、液化气、柴油等馏分与未反应(de)组分一起离开沉降器进入分馏单元.反应后(de)附有焦炭(de)待生催化剂进入再生器用空气烧焦,催化剂恢复活性后再进入提升管参加反应,形成循环,再生器顶部烟气进入能量回收单元.(2)三机单元所谓三机系指主风机、气压机和增压机.如果将反一再单元作为装置(de)核心部分,那么主风机就是催化裂化装置(de)心脏,其作用是将空气送人再生器,使催化剂在再生器中烧焦,将待生催化剂再生,恢复活性以保证催化反应(de)继续进行.增压机是将主风机出口(de)空气提压后作为催化剂输送(de)动力风、流化风、提升风,以保持反—再系统催化剂(de)正常循环.气压机(de)作用是将分馏单元(de)气体压缩升压后送人吸收稳定单元,同时通过调节气压机转数也可达到控制沉降器顶部压力(de)目(de),这是保证反应再生系统压力平衡(de)一个手段.(3)能量回收单元利用再生器出口烟气(de)热能和压力使余热锅炉产生蒸汽和烟气轮机作功、发电等,此举可大大降低装置能耗,目前现有(de)重油催化裂化装置有无此回收系统,其能耗可相差1/3左右.(4)分馏单元沉降器出来(de)反应油气经换热后进入分馏塔,根据各物料(de)沸点差,从上至下分离为富气(至气压机)、粗汽油、柴油、回炼油和油浆.该单元(de)操作对全装置(de)安全影响较大,一头一尾(de)操作尤为重要,即分馏塔顶压力、塔底液面(de)平稳是装置安全生产(de)有力保证,保证气压机人口放火炬和油浆出装置系统(de)通畅,是安全生产(de)必备条件. (5)吸收稳定单元经过气压机压缩升压后(de)气体和来自分馏单元(de)粗汽油,经过吸收稳定部分,分割为干气、液化气和稳定汽油.此单元是本装置甲类危险物质最集中(de)地方.(6)产品精制单元包括干气、液化气脱硫和汽油液化气脱硫醇单元该两部分,干气、液化气在胺液(乙醇胺、二乙醇胺、Ⅳ—甲基二乙醇胺等)作用下、吸收干气、液化气中(de)H2S气体以达到脱除H2S(de)目(de).汽油和液化气在碱液状态中在磺化酞氰钴或聚酞氰钻作用下将硫醇氧化为二硫化物,以达到脱除硫醇(de)目(de).2.工艺流程工艺原则流程见图2—8.原料油由罐区或其他装置(常减压、润滑油装置)送来,进入原料油罐,由原料泵抽出,换热至200—300°C左右,分馏塔来(de)回炼油和油浆一起进入提升管(de)下部,与由再生器再生斜管来(de)650~700°C再生催化剂接触反应,然后经提升管上部进入分馏塔(下部);反应完(de)待生催化剂进入沉降器下部汽提段.被汽提蒸汽除去油气(de)待生剂通过待生斜管进入再生器下部烧焦罐.由主风机来(de)空气送人烧焦罐烧焦,并同待生剂一道进入再生器继续烧焦,烧焦再生后(de)再生催化剂由再生斜管进人提升管下部循环使用.烟气经一、二、三级旋分器分离出催化剂后,其温度在650~700°C,压力0.2-0.3MPa(表),进人烟气轮机作功带动主风机,其后温度为500—550°C,压力为0.01MPa(表)左右,再进入废热锅炉发生蒸汽,发汽后(de)烟气(温度大约为200℃左右)通过烟囱排到大气.反应油气进入分馏塔后,首先脱过热,塔底油浆(油浆中含有2%左右催化剂)分两路,一路至反应器提升管,另一路经换热器冷却后出装置.脱过热后油气上升,在分馏塔内自上而下分离出富气、粗汽油、轻柴油、回炼油.回炼油去提升管再反应,轻柴油经换热器冷却后出装置,富气经气压机压缩后与粗汽油共进吸收塔,吸收塔顶(de)贫气进入再吸收塔由轻柴油吸收其中(de)C4-C5,再吸收塔顶干气进入干气脱硫塔脱硫后作为产品出装置,吸收塔底富吸收油进入脱吸塔以脱除其中(de)C2.塔底脱乙烷汽油进入稳定塔,稳定塔底油经碱洗后进入脱硫醇单元脱硫醇后出装置,稳定塔顶液化气进入脱硫塔脱除H,S,再进入脱硫醇单元脱硫醇后出装置.(脱硫脱硫醇未画出)(三)化学反应过程1.催化裂化反应(de)特点催化裂化反应是在催化剂表面上进行(de),其反应过程(de)7个步骤如下:①气态原料分子从主流扩散到催化剂表面;②原料分子沿催化剂外向内扩散;③原料分子被催化剂活性中心吸附;④原料分子发生化学反应;⑤产品分子从催化剂内表面脱附;⑥产品分子由催化剂外向外扩散;⑦产品分子扩散到主流中.重质原料反应生成目(de)产品可用下图表示:2.催化裂化反应种类石油馏分是由十分复杂(de)烃类和非烃类组成,其反应过程十分复杂,种类繁多,大致分为几个类型.(1)裂化反应是主要(de)反应.即C—C键断裂,大分子变为小分子(de)反应.(2)异构化反应是重要(de)反应.即化合物(de)相对分子量不变,烃类分子结构和空间位置变化,所以催化裂化产物中会有较多异构烃.(3)氢转移反应是一个烃分子上(de)氢脱下来加到另一个烯烃分子上,使其烯烃饱和,该反应是催化裂化特有(de)反应.虽然氢转移反应会使产品安定性变好,但是大分子(de)烃类反应脱氢将生成焦炭.(4)芳构化反应烷烃、烯烃环化生成环烷烃和环烯烃,然后进一步氢转移反应生成芳烃,由于芳构化反应使汽油、柴油中芳烃较多.除以上反应外,还有甲基转移反应、叠合反应和烷基化反应等.(四)主要操作条件及工艺技术特点1.主要操作条件因不同(de)工艺操作条件不尽相同,表2—12列出一般一段再生催化裂化(de)主要操作条件.2.工艺技术特点(1)微球催化剂(de)气—固流态化催化裂化确切一点应该叫作流化催化裂化.微球催化剂(60—70/1m 粒径)在不同气相线速下呈现不同状态,可分为固定床(即催化剂不动)、流化床(即催化剂只在一定(de)空间运动)和输送床(即催化剂与气相介质一同运动而离开原来(de)空间)三种.过程是流化床,所以微球催化剂(de)气—固流态化是催化裂化工艺得以发展(de)基础,从而使反应—再生能在不同(de)条件下得以实现.(2)催化裂化(de)化学反应最主要(de)反应是大分子烃类裂化为小分子烃类(de)化学反应,从而使原油中大于300℃馏分(de)烃类生成小分子烃类、气体、液化气、汽油、柴油等,极大地增加了炼油厂(de)轻质油收率,并能副产气体和液化气.(五)催化剂及助剂1.催化剂烃类裂化反应,应用热裂化工艺也能完成,但是有了催化剂(de)参加,其化学反应方式不同,所以导致二类工艺(de)产品性质和产品分布都不同.目前催化裂化所使用(de)催化剂都是分子筛微球催化剂,根据不同产品要求可制造出各种型号(de)催化剂.但其使用性能要求是共同(de),即高活性和选择性,良好(de)水热稳定性,抗硫、氮、重金属(de)中毒;好(de)强度,易再生,流化性能好等.目前常见(de)有重油催化裂化催化剂、生产高辛烷值汽油催化剂、最大轻质油收率催化剂、增加液化气收率催化剂和催化裂解催化剂等.由于催化裂化原料(de)重质化,使重油催化剂发展十分迅速,目前国内全渣油型催化剂性能见表2—13.2.催化裂化助剂为了补充催化剂(de)其他性能,近年来发展了多种起辅助作用(de)助催化剂,这些助剂均以剂(de)方式,加到裂化催化剂中起到除催化裂化过程外(de)其他作用.如促进再生烟气中CO转化为C02,提高汽油辛烷值,钝化原料中重金属对催化剂活性毒性,降低烟气中(de)SOx(de)含量等各类助剂,它们绝大多数也是制造成与裂化催化剂一样(de)微球分别加入再生器内,但占总剂量很少,一般在1%—3%,所以每天添加量只有10-1000kS/d左右.CO助燃剂为SiO2—Al2O3细粉上载有活性金属铂制成.辛烷值助剂大多是含有15%-20%ZSM—5分子筛(de)Si—Al微球剂.而金属钝化剂为液态型含锑(de)化合物,将其注入原料油中,使其分解(de)金属锑沉积在催化剂上以钝化Ni(de)活性.(六)原料及产品性质1.催化裂化原材料各类催化裂化所使用(de)原材料不尽相同,现将一般所使用(de)原材料主要性质汇总,见表2—14.2.产品性质产品性质见表2-15。
催化裂化装置分馏系统工艺分析
催化裂化装置分馏系统工艺分析催化裂化装置是石油化工行业中广泛应用的一种重要工艺,可以将重油转化为高级汽油和石脑油等价值较高的产品。
其分馏系统是催化裂化装置中的一个关键环节,对整个装置的性能和经济效益有着重要影响。
本文将对催化裂化装置分馏系统的工艺进行分析。
催化裂化装置的分馏系统主要由精制塔、主分馏塔、副分馏塔和热泵塔等组成。
其工艺流程为:经过预分馏后,重质原料油进入主分馏塔,其中与裂化产物混合油进行热交换,然后进入精制塔。
精制塔中通过顶部回流氮气控制塔压,控制裂化产物油的沸点,使得其能够在适当的温度下进行分馏。
顶部回流后的氮气通过冷凝循环器冷却冷凝,然后再经过氮气收集器进行脱气,使得其压力保持在一个正常的范围。
裂化产物油通过精制塔的塔顶侧抽离,并经过冷凝装置进行冷却,得到液相产品。
精制塔的下部通过塔底汽提法进行脱蜡处理,脱蜡后的石脑油经过副分馏塔分离,得到高级汽油和石脑油等高附加值产品。
副分馏塔中通过顶部回流氮气控制塔压,底部液相产品通过泵抽出,经过再冷凝后得到石脑油。
经过脱蜡处理的底部渣油再经过加氢处理后得到洁净的石油基础油。
在该工艺中,通过精心设计分馏系统的工艺参数,可以提高产品质量和产量,提高装置的经济效益。
首先,需要选择合适的分馏塔类型和设计参数,以确保分馏塔具有足够的分离效果和塔顶气体的回收能力。
其次,需要合理控制塔底压力和塔顶回流氮气的量,以达到最佳的分馏效果。
此外,还需要合理设计冷凝装置,以确保冷凝温度适当,能够有效冷凝出液相产品。
此外,还需要注意操作控制的安全性和稳定性。
对于分馏系统来说,要注意控制好分馏温度和压力的变动,以防止分馏塔内发生过热、过压等异常情况。
在日常操作中,要注意监控分馏系统的各个关键参数,及时发现问题并进行调整和处理。
综上所述,催化裂化装置分馏系统是催化裂化装置中一个重要的工艺环节。
通过合理设计和精心操作,可以提高产品的质量和产量,提高装置的经济效益。
但需要注意操作的安全性和稳定性,及时处理和解决问题。
催化裂化反应再生系统流程

催化裂化反应再生系统流程
1. 新鲜原料油经换热后与回炼油浆混合,经加热炉加热至180-320℃后至催化裂化提升管反应器下部的喷嘴。
2. 原料油由蒸气雾化并喷入提升管内,在其中与来自再生器的高温催化剂(600-750℃)接触,随即汽化并进行反应。
3. 油气在提升管内的停留时间很短,一般只有几秒钟。
反应产物经旋风分离器分离出夹带的催化剂后离开沉降器去分馏塔。
4. 积有焦炭的催化剂(称待生催化剂)由沉降器落入下面的汽提段。
汽提段内装有多层人字形挡板并在底部通入过热水蒸气,待生催化剂上吸附的油气和颗粒之间的空间内的油气被水蒸气置换出而返回上部。
5. 经汽提后的待生催化剂通过待生斜管进人再生器。
再生器的主要作用是烧去催化剂上因反应而生成的积炭,使催化剂的活性得以恢复。
6. 再生后的催化剂(称再生催化剂)落人淹流管,经再生斜管送回反应器循环使用。
再生烟气经旋风分离器分离出夹带的催化剂后,经双动滑阀排人大气。
石油化工催化裂化装置工艺流程图

炼油生产安全技术—催化裂化的装置简介类型及工艺流程催化裂化技术的发展密切依赖于催化剂的发展。
有了微球催化剂,才出现了流化床催化裂化装置;分子筛催化剂的出现,才发展了提升管催化裂化。
选用适宜的催化剂对于催化裂化过程的产品产率、产品质量以及经济效益具有重大影响。
催化裂化装置通常由三大部分组成,即反应¾再生系统、分馏系统和吸收稳定系统。
其中反应––再生系统是全装置的核心,现以高低并列式提升管催化裂化为例,对几大系统分述如下:㈠反应––再生系统新鲜原料(减压馏分油)经过一系列换热后与回炼油混合,进入加热炉预热到370℃左右,由原料油喷嘴以雾化状态喷入提升管反应器下部,油浆不经加热直接进入提升管,与来自再生器的高温(约650℃~700℃)催化剂接触并立即汽化,油气与雾化蒸汽及预提升蒸汽一起携带着催化剂以7米/秒~8米/秒的高线速通过提升管,经快速分离器分离后,大部分催化剂被分出落入沉降器下部,油气携带少量催化剂经两级旋风分离器分出夹带的催化剂后进入分馏系统。
积有焦炭的待生催化剂由沉降器进入其下面的汽提段,用过热蒸气进行汽提以脱除吸附在催化剂表面上的少量油气。
待生催化剂经待生斜管、待生单动滑阀进入再生器,与来自再生器底部的空气(由主风机提供)接触形成流化床层,进行再生反应,同时放出大量燃烧热,以维持再生器足够高的床层温度(密相段温度约650℃~68 0℃)。
再生器维持0.15MPa~0.25MPa (表)的顶部压力,床层线速约0.7米/秒~1.0米/秒。
再生后的催化剂经淹流管,再生斜管及再生单动滑阀返回提升管反应器循环使用。
烧焦产生的再生烟气,经再生器稀相段进入旋风分离器,经两级旋风分离器分出携带的大部分催化剂,烟气经集气室和双动滑阀排入烟囱。
再生烟气温度很高而且含有约5%~10% CO,为了利用其热量,不少装置设有CO 锅炉,利用再生烟气产生水蒸汽。
对于操作压力较高的装置,常设有烟气能量回收系统,利用再生烟气的热能和压力作功,驱动主风机以节约电能。
催化裂化装置反应

催化裂化装置反应1.1催化裂化的目的及意义我国原油偏重,轻质油品含量低,为增加汽油、柴油、乙烯用裂解原料等轻质油品产量。
我过炼油工业走深度加工的道路,形成了以催化裂化(FCC)为主体,延迟焦化、加氢裂化等配套的工艺路线。
2001年底全国有147套催化裂化装置,总加工能力超过100.0Mt/a ,比1991年增加 58.4 Mt/a,增长137.16%,可以说是世界上催化裂化能力增长最迅速的国家。
催化裂化是重要的重质油轻质化过程之一,在汽油和柴油等轻质油品的生产占有很重要的地位。
催化裂化过程在炼油工业,以至国民经济中只有重要的地位。
在我国,由于多数原油偏重,而H/C相对较高且金属含量相对较低,催化裂化过程,尤其是重油催化过程的地位显得更为重要。
随着工业、农业、交通运输业以及国防工业等部门的迅速发展,对轻质油品的需求量日益增多,对质量的要求也越来越高。
以汽油为例,据1988年统计,全世界每年汽油总消费量约为6.64亿吨以上,我国汽油总量为1750万吨,从质量上看,目前各国普通级汽油一般为91~92(RON),优质汽油为96~98(RON)。
为了满足日益严格的市场需求,催化裂化工艺技术也在进一步发展和改进.本设计是对催化裂化反应-再生及分馏系统进行工艺上的设计与分析。
1.2催化裂化技术发展状况80年代以来,催化裂化技术的进展主要体现在两个方面:①开发成功掺炼渣油(常压渣油或减压渣油)的渣油催化裂化技术(称为渣油FCC,简写为RFCC);②催化裂化家族技术,包括多产低碳烯烃的DCC技术,多产异构烯烃的MIO技术和最大量生产汽油、液化气的MGG技术。
目前国外新开发的重油催化裂化技术有:渣油加氢处理(VRDS)一催化裂化(FCC)组合工艺”、毫秒催化裂化工艺(MSCC)双台组合循环裂化床工艺、剂油短接触工艺(SCT)、双提升管工艺、两段渣油改质技术等等。
国内灵活双效催化裂化工艺(FDFCC)、VRFCC技术、催化裂化(MIP)新技术等等。
重油催化裂化装置工艺流程简述

重油催化裂化装置工艺流程简述重油催化裂化装置:包括反应—再生部分、分馏部分、吸收稳定部分、主风机部分、气压机部分、余热回收部分。
1.1反应-再生部分自装置外来的常压渣油进入原料油缓冲罐(V1201),由原料油泵(P1201AB)升压后经循环油浆-原料油换热器(E1215AB)加热至280℃左右,与自分馏部分来的回炼油混合后进入提升管中部,分4路经原料油进料喷嘴进入提升管反应器(R1101A)下部,与通过预提升段整理成活塞流的高温催化剂进行接触完成原料的升温、汽化及反应,反应油气与待生催化剂在提升管出口经粗旋风分离器得到迅速分离后经升气管进入沉降器单级旋风分离器,在进一步除去携带的催化剂细粉后,反应油气离开沉降器,进入分馏塔。
待生催化剂经粗旋及沉降器单级旋风分离器料腿进入位于沉降器下部的汽提段,在此与蒸汽逆流接触以置换催化剂所携带的油气。
汽提后的催化剂沿待生立管下流,经待生塞阀并通过待生塞阀套筒进入再生器(R1102)的密相床,在700℃左右的再生温度、富氧(3%)及CO助燃剂的条件下进行逆流完全再生。
再生后的再生催化剂通过各自的再生立管及再生单动滑阀,进入两根提升管反应器底部,以蒸汽和干气作提升介质,完成催化剂加速、分散过程,然后与雾化原料接触。
来自蜡油再生斜管的再生催化剂与来自汽油待生循环管的汽油待生催化剂通过特殊设计的预提升段整理成活塞流。
轻重汽油分离塔顶回流油泵出口来的轻汽油,分两路进入汽油提升管反应器(R1104A)。
R1104A的反应油气在提升管出口经粗旋迅速分离,油气经单级旋风分离器进一步除去携带的催化剂细粉,最后离开汽油沉降器,进入分馏塔。
来自R1104粗旋以及汽油沉降器单级旋风分离器回收的催化剂进入汽油汽提段,在此与蒸汽逆流接触以汽提催化剂所携带的油气,汽提后的一部分催化剂经汽油待生斜管、汽油待生滑阀进入蜡油提升管反应器(R1101A)底部预提升段,与再生催化剂混合。
再生后的催化剂通过各自的再生立管及再生单动滑阀,进入提升管反应器(R1101A)和汽油提升管反应器(R1104A)底部。
催化裂化装置反应-再生及分馏系统工艺设计

催化裂化装置反应-
再生及分馏系统工艺设计
1.2催化裂化技术发展状况
80年代以来,催化裂化技术的进展主要体现在两个方面:① 开发成功掺炼渣油(常压渣油或减压渣油)的渣油催化裂化技术(称为渣油FCC,简写为RFCC);② 催化裂化家族技术,包括多产低碳烯烃的DCC技术,多产异构烯烃的MIO技术和最大量生产汽油、液化气的MGG技术。
目 录
摘 要………………………………………………………………………I
4.1.1 燃烧计算………………………………………………… 11
4.1.2 热量平衡………………………………………………… 12
4.1.2.1 热流量入方……………………………………………. 12
4.1.2.2 热流量出……………………………………………. 13
4.1.3催化剂循环量..……………………………………………..13
催化裂化是重要的重质油轻质化过程之一,在汽油和柴油等轻质油品的生产占有很重要的地位。催化裂化过程在炼油工业,以至国民经济中只有重要的地位。在我国,由于多数原油偏重,而H/C相对较高且金属含量相对较低,催化裂化过程,尤其是重油催化过程的地位显得更为重要。
随着工业、农业、交通运输业以及国防工业等部门的迅速发展,对轻质油品的需求量日益增多,对质量的要求也越来越高。以汽油为例,据1988年统计,全世界每年汽油总消费量约为6.64亿吨以上,我国汽油总量为1750万吨,从质量上看,目前各国普通级汽油一般为91~92(RON),优质汽油为96~98(RON)。为了满足日益严格的市场需求,催化裂化工艺技术也在进一步发展和改进.本设计是对催化裂化反应-再生及分馏系统进行工艺上的设计与分析。
3.1开工时…………………………………………………………….7
催化裂化装置反应-再生和分馏系统工艺设计

催化裂化装置反应-再生及分馏系统工艺设计目录摘要 (I)第一章前言 (3)1.1催化裂化的目的及意义............... ••••................................. ..3 1.2催化裂化技术发展. (4)1.3设计内容........ .. .......................... ................. .4第二章工艺叙述........... (5)2.1 分馏系统......................................................... .. . (6)2.2 分馏系统 (6)2.3 吸收—稳定系统 (6)第三章设计原始数据..................... ... . (7)3.1 开工时 (7)3.2 处理量 (7)3.3 原始数据及再生-反应及分馏操作条件 (9)第四章反应-再生系统工艺计算 (11)4.1 再生系统………………………………………………………. .114.1.1 燃烧计算 (11)4.1.2 热量平衡 (12)4. 1. 2. 1 热流量入方 (12)4. 1. 2. 2 热流量出方 (13)4.1.3 催化剂循环量 .. ...................................... ..134.1.4 空床流速 (15)4. 1.4. 1密相床层 (15)4.2 反应器..................................................... .164.2.1 物料衡算............................................... .164.2.2 热量衡算............................................... .184.2.2.1 热量入方.各进料温度.................................... 1 84.2. 2.2热量出方 (19)4.2.3提升管工艺计算......................................... .214.2.3.1 提升管进料处的压力和温度 (21)4.2.3.2 提升管直径.......................................... . 214. 2.3.3预提升段的直径和高度 ....................................... .2 34.2.4 旋风分离器工艺计算.................................... .244.2.4.1 筒体直径 ............................................. .2 44.2.2.2 一级入口截面积 (25)4.2.2. 3二级入口截面积....................................... . 254.2.2.4算旋风分离器组数 (25)4.2.2.5 一级腿负荷及管径 (25)第五章分馏塔能量平衡计算 (27)第六章计算结果汇总............................................ .29结束语.. (30)参考文献............................................... 3 1致谢32第一章前言1.1 催化裂化的目的及意义我国原油偏重,轻质油品含量低,为增加汽油、柴油、乙烯用裂解原料等轻质油品产量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.2.1物料衡算…………………………………………………….16
4.2.2热量衡算…………………………………………………….18
4.2.2.1热量入方.各进料温度……………………………………18
4.2.2.2热量出方…………………………………………………19
4.1.2.1热流量入方…………………………………………….12
4.1.2.2热流量出方…………………………………………….13
4.1.3催化剂循环量..……………………………………………..13
4.1.4空床流速……………………………………………………15
4.1.4.1密相床层…………………………………………………15
2.2分馏系统………………………………………………………….6
2.3吸收—稳定系统………………………………………………….6
第三章设计原始数据…………………...……………………….…………7
3.1开工时…………………………………………………………….7
3.2处理量…………………………………………………………….7
1.2催化裂化技术发展状况
80年代以来,催化裂化技术的进展主要体现在两个方面:①开发成功掺炼渣油(常压渣油或减压渣油)的渣油催化裂化技术(称为渣油FCC,简写为RFCC);②催化裂化家族技术,包括多产低碳烯烃的DCC技术,多产异构烯烃的MIO技术和最大量生产汽油、液化气的MGG技术。
目前国外新开发的重油催化裂化技术有:渣油加氢处理(VRDS)一催化裂化(FCC)组合工艺”、毫秒催化裂化工艺(MSCC)双台组合循环裂化床工艺、剂油短接触工艺(SCT)、双提升管工艺、两段渣油改质技术等等。
催化裂化是重要的重质油轻质化过程之一,在汽油和柴油等轻质油品的生产占有很重要的地位。催化裂化过程在炼油工业,以至国民经济中只有重要的地位。在我国,由于多数原油偏重,而H/C相对较高且金属含量相对较低,催化裂化过程,尤其是重油催化过程的地位显得更为重要。
随着工业、农业、交通运输业以及国防工业等部门的迅速发展,对轻质油品的需求量日益增多,对质量的要求也越来越高。以汽油为例,据1988年统计,全世界每年汽油总消费量约为6.64亿吨以上,我国汽油总量为1750万吨,从质量上看,目前各国普通级汽油一般为91~92(RON),优质汽油为96~98(RON)。为了满足日益严格的市场需求,催化裂化工艺技术也在进一步发展和改进.本设计是对催化裂化反应-再生及分馏系统进行工艺上的设计与分析。
催化裂化装置反应-再生及分馏系统工艺设计
————————————————————————————————作者:
———————————————————————————————— 日期:
ﻩ
催化裂化装置反应-
再生及分馏系统工艺设计
目 录
摘要………………………………………………………………………I
第一章前言…………………………………….……….………………3
1.1催化裂化的目的及意义…………..…………...………………..………..3
1.2催化裂化技术发展………………..…………………..……………4
1.3设计内容…………..……………………………………...….……….4
第二章工艺叙述…….……………………………………………………5
2.1分馏系统…………………………………………………..………….6
第五章 分馏塔能量平衡计算…………………………………………….27
第六章计算结果汇总…………………………………………………….29
结束语………………………………………………………………………30
参考文献……………………………………………………………………31
致谢……………………………………………………………………….32
第一章前言
1.1催化裂化的目的及意义
我国原油偏重,轻质油品含量低,为增加汽油、柴油、乙烯用裂解原料等轻质油品产量。我过炼油工业走深度加工的道路,形成了以催化裂化(FCC)为主体,延迟焦化、加氢裂化等配套的工艺路线。2001年底全国有147套催化裂化装置,总加工能力超过100.0Mt/a,比1991年增加58.4Mt/a,增长137.16%,可以说是世界上催化裂化能力增长最迅速的国家。
4.2.4.1筒体直径………………………………………………….24
4.2.2.2一级入口截面积……………………………………………25
4.2.2.3二级入口截面积………………………………………….25
4.2.2.4算旋风分离器组数…………………………………………254.2.2.5一级腿负荷及管径…………………………………………25
3.3原始数据及再生-反应及分馏操作条件…………………….9
第四章 反应-再生系统工艺计算..…………………………………11
4.1再生系统………………………………………………………..11
4.1.1燃烧计算…………………………………………………11
4.1.2热量平衡…………………………………………………12
国内灵活双效催面以两个技术说明一下:
(1)渣油加氢处理一催化裂化组合工艺基础研究的应用——它是在对加氢处理和催化裂化两种工艺过程的特点、原料产品性质及加工方案进行深入研究的基础上,经过理论分析,实验室及工业试验后开发出的一种新的石油加工工艺——“渣油加氢处理(VRDS)一催化裂化(FCC)组合工艺”。流化催化裂化(FCC)是现代化炼油厂用来改质重质瓦斯油和渣油的核心技术,是炼厂获取经济效益的一种重要方法。据统计,截止到1999年1月1日,全球原油加工能力为4 015.48 Mt/a,其中催化裂化装置的加工能力为668.37Mt/a,约占一次加工能力的16.6%,居二次加工能力的首位。美国原油加工能力为821.13Mt/a,催化裂化能力为271Mt/a,居界第一,催化裂化占一次加工能力的比例为33.0%。我国催化裂化能力达66.08Mt/a,约占一次加工能力的38.1%,居世界第二位。世界RFCC装置原料中渣油的平均量为15%~20%。从国外各大公司对原料的要求来看,残炭与金属两个指标已分别达到8%和20μg/g。而国内渣油催化裂化原料的残炭一般达到6%,金属15 μg/g,与国外水平相比,尚有潜力。中国石化集团公司FCC装置中约80%都掺炼不同比例的渣油,平均掺渣比约为26%,1989-1997年,掺炼重质油的比例从18.52%增至43.64%。我国大庆石蜡基原油具有残炭低、金属含量低的特点,其减压渣油的残炭为8.95%,金属为7 μg/g,所以大庆减压渣油可以直接进行催化裂化。前郭炼油厂已进行了大庆全减压渣油催化裂化的尝试,但未见国外全减压渣油催化裂化的报道
4.2.3提升管工艺计算…………………………………………….21
4.2.3.1提升管进料处的压力和温度………………………………. 21
4.2.3.2提升管直径………………………………………………. 21
4.2.3.3预提升段的直径和高度…………………………………….23
4.2.4旋风分离器工艺计算……………………………………….24