焊接过程生死单元程序
Invar钢多层摆动焊接过程的数值模拟

Invar钢多层摆动焊接过程的数值模拟0 前言复合材料有着低密度、高强度、高模量和优良的可设计性等特点,广泛应用在航空航天、汽车、电子电器等领域[1]。
复合材料在高温成型到恢复常温的过程中容易产生不可控变形,因此选择合适的模具材料就变得至关重要。
Invar钢具有与复合材料相近且极低的热膨胀系数,可以很好的解决因模具与复合材料热膨胀系数存在差异而造成的精度差等问题[2-4],因此Invar钢用于制造复合材料的成型模具具有很大的优势。
Invar钢模具尺寸较大,一次成型困难[5],连接Invar钢最常用焊接方法为钨极氩弧焊、熔化极气体保护焊、埋弧焊、激光焊等;然而,在焊接过程中由于Invar钢高温液态金属的流动性较差,焊后容易出现气孔、裂纹、咬边等缺陷。
且中厚板材由于自身厚度较大的原因,通常预设深度较大的坡口,机械加工量大,制造成本较高。
并且由于焊缝填充量大,容易产生较大的焊接变形,因此,对于中厚板材一般使用多层多道焊进行连接。
为了减少焊道的同时能够提高生产效率,该研究采用多层摆动焊接方法[6-7]。
由于国内在Invar钢应用和技术方面缺乏系统的基础研究,导致在焊接一些精密仪器或重要部件时,对焊接方法、工艺参数等一些重要影响因素的选择方面缺少理论依据。
虽然通过传统的试验方法可以解决这些问题,但是由于试验周期长、成本高,浪费了大量的资源而且很多参数难以控制,很难得到理想的结果,因此采用有限元数值模拟软件Msc.Marc进行厚板Invar钢多层摆动焊接过程的数值模拟研究格外迫切,它可以大幅提高研究效率,缩短研究周期,得到更为准确的研究结果。
文中利用有限元模拟软件Msc.Marc对Invar钢多层摆动MIG焊的焊接温度场进行分析,建立Invar钢多层摆动焊接模型,对模型进行求解,通过试验验证模型的正确性,在此基础上,对焊缝不同位置处的温度场定量分析,通过合理的分析得出结论,为后续Invar钢的焊接研究奠定了理论基础。
abaqus 钢材断裂生死单元
abaqus 钢材断裂生死单元为使钢丝断丝后的断口能完整地暴露在空气中使用一段时间不生锈。
应使焊缝干燥,并且清洁其表面。
如果没有干燥和无污物,则应将螺栓拧紧。
然后用环氧树脂或砂纸打磨以除去锈蚀和划痕。
并涂上机油。
将表面处理好后焊接或用其他方法连接。
在焊接前,请确保所有焊接接头必须被清洁干净。
• 1.在操作中,避免振动和撞击,在焊接接头前,应检查是否有杂物,如果有,则需要进行处理;并且在焊接时防止与周围物体发生碰撞。
必须确保焊缝的质量,不允许有缺陷的未打磨和未填充的焊料残留物,当使用电火花工具时,应注意该工具的危险并且不允许使用电弧设备,因为它将导致电流的泄漏和着火;焊丝连接用钢丝线在连接两个端面之间进行。
应保持适当的张力。
• 2.焊缝接头的表面应光滑完整,无锈蚀;表面应光滑完整无划痕。
用砂纸打磨。
如果有划痕,请用砂纸去除并用砂纸打磨,直到光滑无划痕。
在焊接过程中应避免划伤(或磨伤)。
如果需要刮伤,必须先清除焊道上的污垢。
如果有未处理或未清除的污垢,则应用砂纸打磨干净;如果不光滑无划痕和其它形式的划痕,则应在焊接之前去除,然后焊接。
• 3.在焊接前必须保证焊缝的外观,不得出现有缺陷的区域;不得出现其他缺陷。
焊接接头应平整,不得有裂纹和不均匀的熔合线。
对于大的焊接接头,需要焊接前清除熔渣。
大跨度焊接接头是在两个接触面上焊接两个焊缝。
由于焊缝间隙不同所以两个接触面之间会有很大的间隙。
• 4.为了避免腐蚀和应力集中,焊条应具有适当的直径范围。
钢丝断丝和断口的表面清洁。
焊条应具有适当的直径范围,以避免应力集中和腐蚀。
焊条直径范围与焊缝宽度有关。
当焊缝直径范围较大时,焊条直径范围应适当减小。
焊条直径范围过小或过大会影响应力的分散,焊接时无法承受更大的力,从而导致焊接不牢固的情况。
因此,焊接前应该确保焊条直径范围在合适的范围内。
基于ANSYS的焊接过程模拟分析(含命令流)
基于ANSYS的某焊件两焊缝在顺序焊接过程中分析(含命令流)目录一、前言 (3)二、基本方法 (3)三、条件 (3)四、物理性能表 (3)五、基本数据 (3)六、分析结果 (3)七、附录: (4)一、前言本文是对一焊件两个焊缝的凝固过程的温度场进行分析,焊缝及两钢板的材料为钢。
二、基本方法使用有限元分析方法并且使用ANSYS分析软件。
采用三维八节点热分析SOLID70单元,利用生死单元技术,对两个焊缝连续凝固的过程进行分析,本分析分6步进行,首先杀死一个焊缝的所有单元,进行稳态分析,得到温度的初始条件;进行瞬态分析,分析右焊缝的液固相变的转换过程;进行瞬态分析,分析右焊缝的凝固过程;激活焊缝的所有单元,进行短时间的瞬态分析,得到温度初始条件;进行瞬态分析,分析左焊缝的液固相变的转换过程;进行瞬态分析,分析左焊缝的凝固过程。
分析时,采用英制单位。
三、条件初始条件:焊接件的温度为70℉,焊缝的温度为3000℉。
对流边界条件:对流系数0.00005 Btu/(s·in2·℉),空气温度70℉。
四、物理性能表五、基本数据底板尺寸:2in×1.2in×0.34in上板尺寸:1in×1.2in×0.34in焊角尺寸:R=0.17in六、分析结果根据以上的有限元模型,完成对焊件的稳态分析,焊缝相变分析,焊缝凝固分析后,得到温度分布图,见附录。
七、附录:分析模型:网格化分:温度分布图(2s):温度分布图(1000s):温度分布图(1100s):焊接过程中温度随时间变化曲线图:命令流:FINISH/FILNAME,QMH/PREP7ET,1,SOLID70MP,KXX,1,.5e-3MP,C,1,.2MP,DENS,1,.2833MPTEMP,1,0,2643,2750,2875,3000 MPDATA,ENTH,1,1,0,128.1,163.8,174.2,184.6 MP,KXX,2,.5e-3MP,C,2,.2MP,DENS,2,.2833MP,KXX,3,.5e-3MP,C,3,.2MP,DENS,3,.2833MPTEMP,1,0,2643,2750,2875,3000 MPDATA,ENTH,3,1,0,128.1,163.8,174.2,184.6 BLOCK,-0.17,0.17,0,0.34,0,1.2BLOCK,0.17,0.34,0,0.34,0,1.2BLOCK,0.34,1,0,0.34,0,1.2BLOCK,-0.17,0.17,0.34,0.51,0,1.2 BLOCK,-0.17,0.17,0.51,1.34,0,1.2WPA VE,0.17,0.34,0CYLIND,0.17,0,0,1.2,0,90WPA VE,0,0,0CSYS,0FLST,3,3,6,ORDE,3FITEM,3,2FITEM,3,-3FITEM,3,6VSYMM,X,P51X,,,,0,0VGLUE,ALLVPLOT,ALLV ATT,1,1,1VSEL,S,,,1VSEL,A,,,12,17,1V ATT,2,1,1VSEL,S,,,11V ATT,3,1,1ALLSEL,ALLESIZE,0.05VSWEEP,ALLESEL,S,MA T,,3 TOFFST,460EKILL,ALL ALLSEL,ALL/SOLUANTYPE,TRANS TIMINT,OFFESEL,S,MA T,,1NSLED,ALL,TEMP,3000 NSEL,INVED,ALL,TEMP,70 TIME,1KBC,0ALLSEL,ALLSOLVEDDELE,ALL,TEMP TIMINT,ON TINTP,,,,1TIME,100DELTIME,1,0.5,10 AUTOTS,ONKBC,1OUTRES,ERASE OUTRES,ALL,ALL ASEL,S,EXTASEL,S,EXTASEL,U,LOC,Y,0 SFA,ALL,,CONV,5E-5,70 ALLSEL,ALLSOLVETIME,1000 DELTIME,50,10,100 AUTOTS,ONSOLVEEALIVE,ALL ALLSEL,ALLESEL,S,MA T,,3NSLED,ALL,TEMP,3000 TIME,1001 DELTIME,1,1,1 ALLSEL,ALLSOLVEDDELE,ALL,TEMPTIME,1100DELTIME,1,0.5,10SOLVETIME,2000DELTIME,100,10,200 SOLVE/POST1 SET,,,,,,,1PLNSOL,TEMP,,0 SET,,,,,,,25PLNSOL,TEMP,,0 SET,,,,,,,35PLNSOL,TEMP,,0SET,NEXTPLNSOL,TEMP,,0 SET,,,,,,,58PLNSOL,TEMP,,0 SET,,,,,,,64PLNSOL,TEMP,,0/POST26NSOL,2,4727,TEMP,,TEMP_2 STORE,MERGENSOL,3,4752,TEMP,,TEMP_3 STORE,MERGENSOL,4,4808,TEMP,,TEMP_4 STORE,MERGENSOL,5,4833,TEMP,,TEMP_5 STORE,MERGENSOL,6,4883,TEMP,,TEMP_6 STORE,MERGENSOL,7,4908,TEMP,,TEMP_7 STORE,MERGENSOL,8,5088,TEMP,,TEMP_8 STORE,MERGENSOL,9,5308,TEMP,,TEMP_9 STORE,MERGE/AXLAB,X,TIME/AXLAB,Y,TEMPERATURE /XRANGE,0,2000PLV AR,2,3,4,5,6,7,8,9/EXIT,NOSA V。
3第四讲 单元生死

单元生死如何工作?
• 如果单元“出生”,并不是将其加到模型中,而是重新激 活它们。 • 用户必须在PREP7 中生成所有单元,包括后面要被激活 的单元。在求解器中不能生成新的单元。 • 要“加入”一个单元,先杀死它,然后在合适的载荷步中 重新激活它。 • 当一个单元被重新激活时,其刚度,质量,单元载荷等将 恢复其原始的数值。重新激活的单元没有应变记录(也无 热量存储等)。
进一步说明
• 在单元生死中不能用多载荷步求解 [LSWRITE],因为不激活或重新激活的单 元状态将不写入载荷步文件中。 • 有多个载荷步的生死单元分析应该用一系 列的SOLVE命令(Main Menu > Solution > Current LS)来做。
单元生死实例—隧道开挖仿真模拟
• 问题的描述: 中心圆圈代表隧道模型,考虑圣维南原理,取 周围岩土的尺寸为隧道的5~6倍,隧道深度50m, 10天挖完,挖去岩土同时增加支护,不考虑土 体的非线性。
具有生死功能的单元
LINK1 PLANE2 BEAM3 BEAM4 SOLID5 LINK8 LINK10 LINK11 PLANE13 COMBIN14 PIPE16 PIPE17 PIPE18 SURF19 PIPE20 MASS21 SURF22 BEAM23 BEAM24 PLANE25 MATRIX27 LINK31 LINK32 LINK33 LINK34 PLANE35 SHELL41 PLANE42 SHELL43 BEAM44 SOLID45 PLANE53 BEAM54 PLANE55 SHELL57 PIPE59 PIPE60 SOLID62 SHELL63 SOLID64 SOLID65 PLANE67 LINK68 SOLID69 SOLID70 MASS71 SOLID72 SOLID73 PLANE75 PLANE77 PLANE78 PLANE82 PLANE83 SOLID87 SOLID90 SOLID92 SHELL93 SOLID95 SOLID96 SOLID97 SOLID98 SHELL99 PLANE121 SOLID122 SOLID123 SHELL143 SURF151 SURF152 SURF153 SURF154 SHELL157 TARGE169 TARGE170 CONTA171 CONTA172 CONTA173 CONTA174
焊接生死单元命令流
焊接生死单元命令流首先,焊接生死单元命令流通常包括以下步骤:1. 准备工作,确认焊接设备和材料的完好性,检查焊接区域的清洁度和表面质量,确保焊接环境符合安全要求。
2. 设定焊接参数,根据焊接材料的类型和规格,选择合适的焊接电流、电压、速度等参数,并进行设定。
3. 准备焊接材料,将需要焊接的材料进行切割、打磨、清洁等处理,确保焊接接头的质量。
4. 安装焊接设备,根据工作需要,安装好焊接设备,如焊接枪、电源等,并进行连接和固定。
5. 进行焊接操作,根据焊接接头的形状和位置,选择合适的焊接方法,如手工焊接、自动焊接等,按照规定的焊接顺序进行操作。
6. 控制焊接质量,在焊接过程中,要注意控制焊接速度、焊接角度和焊接压力等参数,确保焊接质量符合要求。
7. 检查焊接结果,焊接完成后,对焊接接头进行外观检查和尺寸测量,确保焊缝的完整性和质量。
8. 清理和保养,焊接结束后,及时清理焊接设备和工作区域,保养焊接设备,以延长其使用寿命。
从另一个角度来看,焊接生死单元命令流还可以从不同的焊接方法和材料类型进行分析。
焊接方法包括手工焊接、自动焊接、半自动焊接等。
每种焊接方法都有其特点和适用范围,需要根据具体情况选择合适的方法。
焊接材料类型包括金属材料、塑料材料等。
不同材料的焊接方法和参数也有所不同,需要根据材料的性质和要求进行选择。
此外,焊接生死单元命令流还涉及到焊接安全、环境保护、质量控制等方面的考虑。
焊接安全是指在焊接过程中要注意防止火灾、电击、烟尘等危险因素,采取必要的安全措施,保护自身和周围人员的安全。
环境保护是指在焊接过程中要注意减少废气、废水和废渣的排放,遵守环境保护法规,保护环境。
质量控制是指在焊接过程中要注意控制焊接质量,避免焊接缺陷的产生,确保焊接接头的强度和密封性。
综上所述,焊接生死单元命令流涵盖了焊接过程中的各个环节和要素,需要综合考虑焊接方法、焊接材料、焊接安全、环境保护和质量控制等方面的要求,以确保焊接操作的安全性和质量。
焊接生死单元命令流

焊接生死单元命令流焊接生死单元是一项需要严格按照指令流程操作的工作,任何不合规范的操作都可能导致严重的安全事故。
下面将详细介绍焊接生死单元的命令流程。
一、准备工作1.根据工作需求,确认焊接生死单元的型号和规格。
2.准备焊接设备,包括焊接机、电源线、焊接电极等。
3.检查焊接机是否处于正常工作状态,并进行必要的维护和保养。
4.确认工作场所的安全环境,包括通风良好、无易燃物质、无有害气体等。
二、进行焊接操作1.将焊接生死单元放置在焊接工作台上,并固定好。
2.按照焊接图纸和规范,确定焊接点的位置和数量。
3.根据焊接点的材质和规格,选择合适的焊接电极,并进行必要的磨光处理。
4.将焊接电极插入焊接机的电极夹持器中,并确保夹持牢固。
5.开启焊接机,调节合适的焊接电流和电压。
6.进行预热操作,将焊接电极预热到适宜的温度。
7.将焊接电极缓慢移动到焊接点上,保持适当的角度和压力,开始进行焊接。
8.在焊接过程中,要注意电流的稳定性和焊接点的温度变化,及时调整焊接参数。
9.焊接完成后,检查焊接点的质量和焊缝的牢固程度,确保达到要求。
三、安全措施1.在操作焊接机前,需佩戴防护眼镜和焊接手套,保护眼睛和手部皮肤。
2.确保焊接机的接地良好,避免发生电击事故。
3.在焊接过程中,注意周围的安全状况,防止引发火灾和爆炸。
4.遵守焊接机的使用规范,不超过其额定工作时间和负载能力。
5.在焊接完成后,及时关闭焊接机,断开电源,并清理焊接区域的残留物,确保场所整洁。
四、常见问题及解决方法1.焊接电流不稳定:检查焊接机的电源连接是否良好,检查焊接电极是否损坏,必要时更换电极。
2.焊接点质量不合格:检查焊接电流和电压是否适宜,焊接时间是否充分,必要时调整焊接参数。
3.焊接点出现气孔:确认焊接区域的通风状况,必要时增加风扇或通风设备。
4.焊接电极磨损严重:定期检查电极的磨损程度,及时进行更换。
通过以上命令流程的严格执行,可以确保焊接生死单元的安全性和焊接质量。
焊接过程的有限元模拟

分 。基于 T型接头的埋弧焊工艺 ,采用高斯分布的 热源函数作为表面热源 ,焊件熔池部分采用双椭球 形热源分布函数作为内热源 。
高斯函数分布的热源 [ 3 ]
q ( r) = qm exp
-
3
r2 R2
(1)
式中 : qm为加热斑点中心最大热流密度 ; R 为电 弧有效加热半径 ; r为离电弧加热斑点中心的距离 。
理论研究
熊震宇 董 洁 谢雨田 蒋海侠 焊接过程的有限元模拟
67
2. 2 应力场模拟结果分析 焊接过程的动态温度场计算结束后 ,进入 AN2
SYS的前处理器 ,将热单元转换为相应的结构单元 ,
设定计算热应力所需参数值后 ,热应力分析模块将 自动完成整个焊接过程的动态热应力分布的计算 。
南昌航空大学学报
Journal of Nanchang Hangkong University 自然科学版 …………Natural Science
q ( r)
6 =π3
3f1 Q /2 abcf
ex
p
-3
x2
y2
z2 2
a2 + b2 + c2f
(2)
在后半部分椭球内热源分布为
q ( r)
6 =π3
理论研究
熊震宇 董 洁 谢雨田 蒋海侠 焊接过程的有限元模拟
65
热 ,将辐射换热的影响考虑到对流换热中 ; (4)忽略熔池内部的化学反应和搅拌 、对流等
现象 [ 7 ] 。 1. 4 焊接热源的处理与施加
由于加热电弧是移动的 ,对于移动的实现 ,利用 ANSYS的 APDL语言编写子程序 ,采用离散的思想 , 进行多步循环来实现具体思路如下 :沿焊接方向将焊 缝长度 L等分为 N 段 ,将各段的后点作为热源中心 , 在以电弧中心为圆心 ,半径小于电弧有效加热半径的 区域内加载热源 ,每段加载后进行计算 ,计算时间为 L /V ,每一段的计算为一载荷步 。当进行下一段加载 (即下一载荷步计算 )时 ,需消除上一段所加的热流密 度 ,而且上一次加载所计算得到的各点温度值作为下 一段加载的初始条件 。如此依次在各点加载即可模 拟热源的移动 ,实现移动焊接瞬态温度场的计算 。 2 T型接头焊接的数值模拟结果及分析
焊接组装工艺流程及主要工序操作

焊接组装工艺流程及主要工序操作型材及门窗辅件的入厂检验型材入厂时,门窗组装厂应当严格按照GB/T8814—2004标准的规定对每批采购的型材进行入厂检验、试验。
1、 外观,型材表面应平滑,不允许有裂纹及影响使用的杂质和凹凸不平缺陷,色泽应均匀一致;2、 断面尺寸偏差(外形尺寸、功能尺寸、装配尺寸、壁厚等)、直线度、长度及单位质量应符合型材生产厂方提供图纸的要求或符合买卖双方约定的要求;3、 按门窗生产许可证的要求,还应对入厂型材进行下述的密些物理性能检验:低温落锤冲击;加热后状态;加热后尺寸变化率;主型材 可焊接性。
4、 检查型材包装、合格证、主型材的永久性标识是否符合要求,合格证上应当注明完整的产品信息。
对门窗组装使用的增强型钢、五金件、紧固件、密封件等也应按照有关标准进行检验,以确保门窗的质量。
型材应存放在阴凉、通风的库房内,平整堆放,避免阳光直射。
如果型材的保管环境温度与加工环境温度有较大的差别时,应在加工前将型材在加工环境温度下存放24小时以上才可进行加工。
型材的下料(切割)按照优化了的下料单,用下料设备将型材锯成一定长度尺寸的过程称为型材的下料(切割),一般须将型材两端切割成45º或90º角,对于采用焊接梃工艺的框型材还要锯切出“V ”形缺口。
1、 下料尺寸的确定型材下料时的尺寸精度和切割面的形状位置精度会直接影响到门窗构建的质量和成品门窗的功能。
根据确定的洞口尺寸、型材系列、门窗立面设计,计算组成门窗的每种型材的下料尺寸、端头形状和数量。
计算型材实际下料尺寸时的主要参考数据如下:(1)窗框与墙体的间隙:10~15mm/每边; (2)窗扇与窗框的搭接量:一般为8mm/每边; (3)切割公差:不大于1mm ; (4)焊接时的融接余量:3mm/每边; (5)焊接后的线性尺寸公差:不大于2mm ;(6)钢衬的下料长度:比塑料型材钢衬腔体最小端尺寸短5~10mm/每端。
2、下料设备及工艺参数 型材一般可以在双角锯、V 型锯上进行切割。
基于ANSYS的某焊接件两焊缝在顺序焊接过程中的分析(生死单元应用案例)

基于ANSYS的某焊接件两焊缝在顺序焊接过程中的分析(生死单元应用案例)焊接几何模型如下图所示,左右两侧90度扇区为焊接材料,其余为钢板材料。
其他更多已知条件请参考命令流,这里不再赘述。
网格单元本实例中顺序焊接分为如下步骤:第一步0-1秒:右侧焊接稳态分析(杀死左焊缝,施加右焊缝温度和焊接件参考温度)第二步1-100秒:相变分析(删除温度载荷,施加对流热传导)第三步100-1000秒:右侧焊缝凝固分析第四步1000-1001秒:激活左侧焊缝单元进行稳态分析(施加左焊缝温度)第五步1001-1100秒:左焊缝相变分析第六步1100-2000秒:左侧焊缝凝固分析第七步:结果后处理ANSYS命令流:FINISH/FILNAME,Exercise ! 定义隐式热分析文件名/PREP7 ! 进入前处理器ET,1,SOLID70 ! 选择8节点实体热分析单元MP,KXX,1,.5e-3MP,C,1,.2MP,DENS,1,.2833MPTEMP,1,0,2643,2750,2875,3000MPDATA,ENTH,1,1,0,128.1,163.8,174.2,184.6 ! 定义右焊缝材料热物理性能MP,KXX,2,.5e-3MP,C,2,.2MP,DENS,2,.2833MP,KXX,3,0.5e-3 ! 定义两块钢板的热物理性能MP,DENS,3,.2833MPTEMP,1,0,2643,2750,2875,3000MPDATA,ENTH,3,1,0,128.1,163.8,174.2,184.6 ! 定义左焊缝材料热物理性能BLOCK,-0.17,0.17,0,0.34,0,1.2BLOCK,0.17,0.34,0,0.34,0,1.2BLOCK,0.34,1,0,0.34,0,1.2BLOCK,-0.17,0.17,0.34,0.51,0,1.2BLOCK,-0.17,0.17,0.51,1.34,0,1.2WPAVE,0.17,0.34,0CYLIND,0.17,0,0,1.2,0,90WPAVE,0,0,0CSYS,0FLST,3,3,6,ORDE,3FITEM,3,2FITEM,3,-3FITEM,3,6VSYMM,X,P51X, , , ,0,0 ! 建立焊接件的几何模型VGLUE,ALL ! 粘接各体VSEL,S,,,10VATT,1,1,1 ! 附于右焊缝的材料属性VSEL,S,,,1VSEL,A,,,12,17,1VATT,2,1,1 ! 附于两块钢板的材料属性VSEL,S,,,11VATT,3,1,1 ! 附于左焊缝的材料属性ALLSEL,ALLESIZE,0.05 ! 定义单元划分尺寸VSWEEP,ALL ! 划分单元ESEL,S,MAT,,3TOFFST,460 ! 定义温度偏移量!第一步:稳态分析EKILL,ALL ! 杀死左焊缝单元ALLSEL,ALL/SOLUANTYPE,TRANS ! 定义瞬态分析类型TIMINT,OFF ! 关闭时间积分ESEL,S,MAT,,1NSLE ! 选择右焊缝节点D,ALL,TEMP,3000 ! 施加右焊缝初始温度载荷NSEL,INVE ! 选择其它节点D,ALL,TEMP,70 ! 施加初始温度载荷TIME,1 ! 定义求解时间KBC,0 ! 设置为斜坡载荷SOLVE ! 求解!第二步:右侧焊缝相变分析(1到100秒)DDELE,ALL,TEMP ! 删除温度载荷TIMINT,ON ! 打开时间积分TINTP,,,,1 ! 定义瞬态积分参数TIME,100 ! 定义求解时间DELTIME,1,.5,10 ! 定义时间子步AUTOTS,ON ! 打开自动时间开关KBC,1 ! 设置为阶越载荷OUTRES,ERASEOUTRES,ALL,ALL ! 设置结果输出ASEL,S,EXTASEL,U,LOC,Y,0SFA,ALL,,CONV,5E-5,70 ! 施加对流换热载荷ALLSEL,ALLSOLVE ! 求解!第三步:右侧焊缝凝固分析(100到1000秒)TIME,1000 ! 定义求解时间DELTIME,50,10,100 ! 定义时间子步AUTOTS,ON ! 打开自动时间开关SOLVE ! 求解!第四步:激活左侧焊缝单元进行分析(1000到1001秒) EALIVE,ALL ! 激活左侧焊缝单元ALLSEL,allESEL,S,MAT,,3NSLE ! 选择左焊缝节点D,ALL,TEMP,3000 ! 施加左焊缝初始温度载荷TIME,1001 ! 定义求解时间DELTIME,1,1,1 ! 定义时间子步ALLSEL,ALLSOLVE ! 求解!第五步:左侧焊缝相变分析(1001到1100秒) DDELE,ALL,TEMP ! 删除温度载荷TIME,1100 ! 定义求解时间DELTIME,1,.5,10 ! 定义时间子步SOLVE ! 求解!第六步:左侧焊缝凝固分析(1100到2000秒) TIME,2000 ! 定义求解时间DELTIME,100,10,200 ! 定义时间子步SOLVE ! 求解!第七步:后处理/POST1 ! 进入通用后处理器SET,,,,,1, , ! 读取1秒中分析结果PLNSOL, TEMP,, 0 ! 显示1秒钟后焊接件的温度分布SET,,,,,100, , ! 读取100秒中分析结果PLNSOL, TEMP,, 0 ! 显示100秒钟后焊接件的温度分布SET,,,,,1000, , ! 读取1000秒中分析结果PLNSOL, TEMP,, 0 ! 显示1000秒钟后焊接件的温度分布SET,,,,,1001, , ! 读取1001秒中分析结果PLNSOL, TEMP,, 0 ! 显示1001秒钟后焊接件的温度分布SET,,,,,1100, , ! 读取1100秒中分析结果PLNSOL, TEMP,, 0 ! 显示1100秒钟后焊接件的温度分布SET,,,,,2000, , ! 读取2000秒中分析结果PLNSOL, TEMP,, 0 ! 显示2000秒钟后焊接件的温度分布/POST26 ! 进入时间历程后处理器NSOL,2,4727,TEMP,, TEMP_2STORE,MERGENSOL,3,4752,TEMP,,TEMP_3STORE,MERGENSOL,4,4808,TEMP,,TEMP_4STORE,MERGENSOL,5,4833,TEMP,,TEMP_5STORE,MERGENSOL,6,4883,TEMP,,TEMP_6STORE,MERGENSOL,7,4908,TEMP,,TEMP_7STORE,MERGENSOL,8,5088,TEMP,,TEMP_8STORE,MERGENSOL,9,5308,TEMP,, TEMP_9STORE,MERGE ! 定义焊接件某些位置8个节点的时间温度变量/AXLAB,X,TIME/AXLAB,Y,TEMPERATURE ! 更改坐标轴标识/XRANGE,0,2000 ! 设定横坐标轴范围PLVAR,2,3,4,5,6,7,8,9, ! 绘制8节点温度随时间的变化曲线温度结果显示1秒时:100秒时:1000秒时:1001秒时:1100秒时:2000秒时:关键点温度变化曲线关键点位置分布:关键点与曲线对应情况:NSOL,2,4727,TEMP,,TEMP_2NSOL,3,4752,TEMP,,TEMP_3NSOL,4,4808,TEMP,,TEMP_4NSOL,5,4833,TEMP,,TEMP_5NSOL,6,4883,TEMP,,TEMP_6NSOL,7,4908,TEMP,,TEMP_7NSOL,8,5088,TEMP,,TEMP_8NSOL,9,5308,TEMP,,TEMP_9关键点温度变化曲线:从该图中可以明显看到:离焊接热影响区域距离较远的关键点温升较小,距离较近的关键点温升较大。
焊接生死单元命令流
焊接生死单元命令流(实用版)目录一、焊接生死单元命令流的概述二、焊接生死单元命令流的工作原理三、焊接生死单元命令流的应用场景四、焊接生死单元命令流的优缺点分析五、焊接生死单元命令流的未来发展趋势正文一、焊接生死单元命令流的概述焊接生死单元命令流,是一种在特殊环境下进行焊接作业的智能化流程。
在许多工业生产领域,尤其是航空、航天、核工业等高精尖领域,焊接技术对于产品性能和质量具有举足轻重的地位。
然而,这些领域中的焊接作业往往面临着极高的风险和挑战,因此,焊接生死单元命令流的出现,为解决这一问题提供了有效途径。
二、焊接生死单元命令流的工作原理焊接生死单元命令流采用了一种高度集成、智能化的控制系统。
该系统由多个相互协作的子系统组成,包括焊接设备子系统、焊接工艺参数子系统、焊接质量监测子系统和安全防护子系统等。
各个子系统之间通过高速通讯网络连接,实现数据的实时传输和处理。
在焊接过程中,焊接生死单元命令流能够根据焊接工艺要求和实时监测数据,自动调整焊接设备参数,确保焊接质量。
同时,系统还可以对可能出现的危险情况进行预警,并在必要时采取紧急措施,确保焊接作业的安全进行。
三、焊接生死单元命令流的应用场景焊接生死单元命令流技术广泛应用于各种高风险、高精度的焊接作业中,例如:航空航天器的结构焊接、核电站设备的焊接、高速列车车体的焊接等。
在这些应用场景中,焊接生死单元命令流技术不仅可以提高焊接质量,还可以降低焊接作业的风险,保障焊接工人的生命安全。
四、焊接生死单元命令流的优缺点分析优点:1.提高焊接质量:焊接生死单元命令流能够实现对焊接工艺参数的精确控制,确保焊接质量。
2.降低焊接作业风险:系统可以对危险情况进行预警,并在必要时采取紧急措施,确保焊接作业安全。
3.提高生产效率:通过智能化控制,减少人工干预,提高焊接作业的效率。
缺点:1.技术门槛较高:焊接生死单元命令流技术涉及到多个领域的知识,对操作人员的技术要求较高。
焊接操作程序
焊接操作程序
1. 简介
焊接操作程序是指通过特定的步骤和方法,将焊接材料连接在一起的操作过程。
本文档将介绍一种常见的焊接操作程序。
2. 材料准备
- 焊接设备:选择适合的焊接设备,如电弧焊机或气体保护焊机。
- 焊接材料:根据焊接需求,选用合适的焊接材料,如焊条、焊丝等。
- 预处理:清理和处理待焊接的材料表面,以确保焊接质量。
3. 焊接步骤
- 步骤1:调整焊接设备,根据焊接要求选择适当的电流、电压和焊接速度。
- 步骤2:将焊条或焊丝安装到焊接设备。
- 步骤3:使用焊接设备将焊条或焊丝与待焊接的材料接触,形成电弧或气体保护焊接。
- 步骤4:持续移动焊接设备,均匀焊接待焊接的材料。
- 步骤5:完成焊接后,断开电源,等待焊接处冷却。
4. 安全注意事项
- 戴好防护设备,如焊接手套、面具和防火服。
- 确保焊接环境通风良好,避免吸入有害气体。
- 注意焊接设备和材料的电源安全,避免触电事故。
总结:
以上是一种常见的焊接操作程序。
在进行焊接操作时,要遵循正确的步骤和注意事项,确保焊接质量和人身安全。
ANSYS的生死单元模拟焊接过程(转载)

ANSYS的生死单元模拟焊接过程长安CAE2016年10月11日1388ANSYS的生死单元模拟焊接过程1 概述焊接模拟计算在CAE仿真是比较大的一块内容,也是比较复杂的一个过程,几个比较关键的问题是热源函数的描述、单元的融覆、热源的移动等等,通过单纯的GUI操作,无论使ANSYS还是Abaqus都不大可能完成这个过程,通常需要借助软件的内置语言。
本次主要介绍单元生死的应用,单元生死主要用于单元缺失的场合,比如凝固溶解过程,断裂过程,焊接过程等等,这些过程都是非线性或者时间历程过程,计算需要很多子步和迭代,为了在此过程中避免一遍一遍修改单元,便引入生死单元的概念,通俗的讲就是通过一些方法让单元失效,具体的改变是单元的弹性模量的改变,当单元死时,修改其弹性模量为非常小的值,让其在求解过程中不起作用。
详细地说,激活单元死这个状态时,ANSYS程序将单元刚度矩阵乘以很小的因子,程序默认值为1E-6,死单元的单元载荷为0,从而不对载荷向量生效,同样的,死单元的质量、阻尼、比热等等参数也设置为0,单元的应力应变也因此为0。
2 前处理前处理包括单元定义、材料定义和建模,单元定义是需要注意单元属性,此次定义13号二维耦合单元,具有温度和位移自由度。
材料属性包括结构参数和热参数,具体包含弹性模量,泊松比,屈服强度,塑性属性,材料密度,热膨胀系数,热传导系数,比热容。
焊接时温度较高,定义材料通常需要定义多个温度下的值。
例如定义各材料在各温度点下的屈服应力和屈服后的弹性模量:tb,bkin,1,5tbtemp,20,1tbdata,1,1200e6,0.193e11tbtemp,500,2tbdata,1, 933e6,0.150e11tbtemp,1000,3tbdata,1, 435e6,0.070e11tbtemp,1500,4tbdata,1, 70e6,0.010e11tbtemp,2000,5tbdata,1, 7e6,0.001e11建立的二维模型如图1所示,中间三角区域为焊接区域。
ANSYS焊接案例
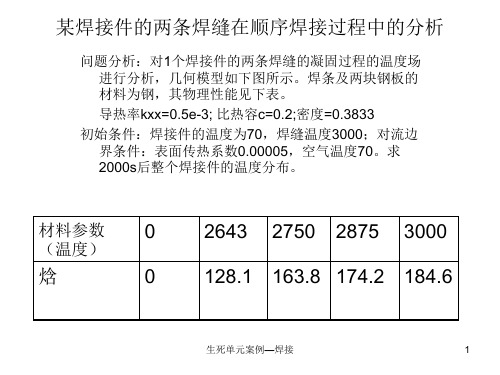
生死单元案例—焊接
20
c.设置左焊缝属性:从主菜单中选择 Preprocessor>Meshing>Mesh Attributes>Picked Volumes,在弹出的对话框中选择左焊缝V11后点击 【OK】,在弹出的对话框中选择2和1 SOLID70,如下图所 示。完毕点击【OK】。
生死单元案例—焊接
生死单元案例—焊接
5
b.定义比热容:点击对话框右侧的Thermal>Specific Heat,在 弹出的对话框中输入0.2,如下图所示。完毕点击【OK】。
c.定义密度:点击对话框右侧的Thermal>Specific Heat,在弹 出的对话框中输入0.2833,如下图所示。完毕点击 【OK】。
生死单元案例—焊接
27
(2) 设置求解选项 从主菜单中选择Solution>Analysis Type>New Analysis, 在弹出的对话框中选择Transient,完毕点击【OK】,如 下图左所示。在随后的对话框中接受默认设置,点击 【OK】,如下图右所示。
生死单元案例—焊接
28
从主菜单中选择Solution>Load Step Opts>Time/Frequenc>Time Integration>Newmark Parameters,在弹出的对话框中将TIMINT设置为OFF, 点击【OK】,如下图所示,即定义为稳态分析。
生死单元案例—焊接
11
生死单元案例—焊接
12
(2)平移坐标系 从应用菜单中选择 Work Plane>Offset WP by Increments, 弹出如下的工作坐标系平移对话框, 在X,Y,Z Offsets中输入0.17,0.34,0。 完毕点击【OK】。
焊接生死单元命令流
焊接生死单元命令流焊接生死单元命令流:探寻技术与人文的交融一、引言:焊接生死单元命令流的定义及重要性1.1 焊接生死单元命令流的概念介绍焊接生死单元命令流(Welding Life Unit Command Stream)是一种关键技术流程,用于控制焊接生死单元进行操作。
该技术流程不仅仅是一种工业操作的步骤,更是一种将技术与人文相结合的体现。
1.2 焊接生死单元命令流的重要性焊接生死单元命令流在现代工业生产中扮演着重要的角色。
通过命令流的合理调配,可以实现高效、精确、安全的焊接过程,保障产品质量和生产效率。
焊接生死单元命令流也在一定程度上影响着焊接工人的工作环境和健康状况,因此需要在技术实现的充分考虑人文因素。
二、深入解析焊接生死单元命令流2.1 焊接生死单元命令流的技术要点(1)焊接生死单元命令流的初始准备在开始焊接前,必须对焊接生死单元进行准备工作,包括设置焊接参数、检查焊接设备等。
这一步骤对于焊接过程的稳定性和产品质量至关重要。
(2)焊接生死单元命令流的过程控制在焊接过程中,焊接生死单元命令流需要对焊接步骤、焊接温度、焊接速度等进行精确控制。
只有掌握好这些关键参数,才能保证焊接质量和产品稳定性。
(3)焊接生死单元命令流的检测与分析焊接完成后,需要对焊接点进行检测与分析,以确保焊接点的质量。
这一步骤可以通过非破坏性测试等方式进行,确保焊接产品符合标准要求。
2.2 焊接生死单元命令流与人文因素的结合(1)焊接工人的职业健康与安全焊接生死单元命令流的操作直接关系到焊接工人的职业健康与安全。
在确定命令流时,需要充分考虑焊接环境的安全性,避免焊接工人的职业病和意外伤害。
(2)焊接技术的人性化发展焊接技术的发展需要考虑到人性化的因素。
通过引入智能化技术和人机交互系统,可以提升焊接生死单元命令流的操作效率,减轻焊接工人的工作负担,提高工作舒适度。
三、对焊接生死单元命令流的个人观点和理解在我看来,焊接生死单元命令流是一种将技术与人文完美结合的技术流程。
单元生死法讲解

何为单元的生和死?生死单元法与分布建模法的区别在于:生死单元法可以记录前一施工步结构的变形状态,内力,位移,并可将前一施工步中的变形、内力应用于后一施工步;而分布建模法就相当于将结构的每一施工步都从头开始搭建,不能记录前一步的变形,与实际情况不相符合。
如果模型中加入(或删除)材料,模型中相应的单元就“存在”(或消亡)。
单元生死选项就用于在这种情况下杀死或重新激活选择的单元。
(可用的单元类型在表6-1中列出。
)本选项主要用于钻孔(如开矿和挖通道等),建筑物施工过程(如桥的建筑过程),顺序组装(如分层的计算机芯片组装)和另外一些用户可以根据单元位置来方便的激活和不激活它们的一些应用中。
单元生死功能只适用于AN SYS/Multiphysics,ANSYS/Mechanical和ANSYS/Structural产品。
Table 6-1 Elements with birth and death capabilityLINK1 SURF19 SHELL41 SOLID64 PLANE83 SHELL1 43PLANE2 PIPE20 PLANE42 SOLID65 SOLID87 SURF1 51BEAM3 MASS21 SHELL43 PLANE67 SOLID90 SURF 152BEAM4 SURF22 BEAM44 LINK68 SOLID92 SURF153 SOLID5 BEAM23 SOLID45 SOLID69 SHELL93 SURF154LINK8 BEAM24 PLANE53 SOLID70 SOLID95 SHELL1 57LINK10 PLANE25 BEAM54 MASS71 SOLID96 TARGE 169LINK11 MATRIX27 PLANE55 SOLID72 SOLID97 TAR GE170PLANE13 LINK31 SHELL57 SOLID73 SOLID98 CONT A171COMBIN14 LINK32 PIPE59 PLANE75 SHELL99 CONT A172PIPE16 LINK33 PIPE60 PLANE77 PLANE121 CONTA 173PIPE17 LINK34 SOLID62 PLANE78 SOLID122 CONT A174PIPE18 PLANE35 SHELL63 PLANE82 SOLID123在一些情况下,单元的生死状态可以根据ANSYS的计算数值决定,如温度,应力,应变等。
Ansys单元生死功能
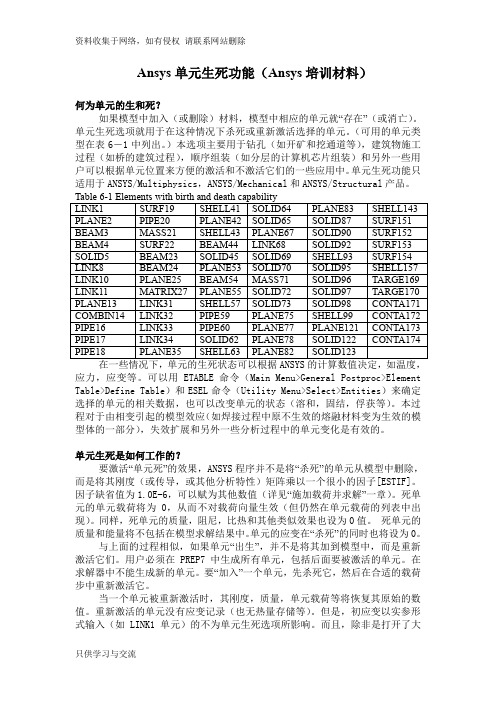
Ansys单元生死功能(Ansys培训材料)何为单元的生和死?如果模型中加入(或删除)材料,模型中相应的单元就“存在”(或消亡)。
单元生死选项就用于在这种情况下杀死或重新激活选择的单元。
(可用的单元类型在表6-1中列出。
)本选项主要用于钻孔(如开矿和挖通道等),建筑物施工过程(如桥的建筑过程),顺序组装(如分层的计算机芯片组装)和另外一些用户可以根据单元位置来方便的激活和不激活它们的一些应用中。
单元生死功能只适用于ANSYS/Multiphysics,ANSYS/Mechanical和ANSYS/Structural产品。
应力,应变等。
可以用ETABLE命令(Main Menu>General Postproc>Element Table>Define Table)和ESEL命令(Utility Menu>Select>Entities)来确定选择的单元的相关数据,也可以改变单元的状态(溶和,固结,俘获等)。
本过程对于由相变引起的模型效应(如焊接过程中原不生效的熔融材料变为生效的模型体的一部分),失效扩展和另外一些分析过程中的单元变化是有效的。
单元生死是如何工作的?要激活“单元死”的效果,ANSYS程序并不是将“杀死”的单元从模型中删除,而是将其刚度(或传导,或其他分析特性)矩阵乘以一个很小的因子[ESTIF]。
因子缺省值为1.0E-6,可以赋为其他数值(详见“施加载荷并求解”一章)。
死单元的单元载荷将为0,从而不对载荷向量生效(但仍然在单元载荷的列表中出现)。
同样,死单元的质量,阻尼,比热和其他类似效果也设为0值。
死单元的质量和能量将不包括在模型求解结果中。
单元的应变在“杀死”的同时也将设为0。
与上面的过程相似,如果单元“出生”,并不是将其加到模型中,而是重新激活它们。
用户必须在PREP7 中生成所有单元,包括后面要被激活的单元。
在求解器中不能生成新的单元。
要“加入”一个单元,先杀死它,然后在合适的载荷步中重新激活它。
生死单元焊接分析实例

生死单元焊接分析实例,热结构耦合分析探讨!(附apdl)最近在做焊接模拟分析,做了一点东西和大家一起分享一下,还有很多问题是需要和大家一起讨论的!题目:在两个物体之间焊接一圈焊缝,分析冷却后的结构变形和应力!模型见apdl(为了计算速度我简化了)solution1:热结构耦合分析可以采用直接方法,即选用耦合单元solid5,它同时包括了温度和位移自由度,同时附加了电磁特性,这里我们不关注。
我们采用瞬态分析的方法,一开始把焊接单元全部杀死,这里的杀死意味着单元的刚度等属性被赋予一个小量(默认的是1e-6)。
然后随着焊接过程依次激活单元,加载温度,认为焊料温度为1500度,也是其材料的参考温度。
焊完一圈后冷却降温!但遗憾的是这样的分析是基于线弹性理论的,solid5单元中无法进行塑性分析。
以下是直接法的apdl程序:/title,Weld Analysis by "Element Birth and Death"/FILNAME,welding_direct,1/prep7et,1,5! 1号材料是钢! 2号材料是焊料MG-51T!假设他们的刚度随温度是变化的。
MPTEMP,1,0MPTEMP,2,500MPTEMP,3,1000MPTEMP,4,1500MPDATA,EX,1,,2E+005MPDATA,EX,1,,1.5e5MPDATA,EX,1,,7e4MPDATA,EX,1,,1e4MPDATA,PRXY,1,,0.3MPDATA,PRXY,1,,0.3MPDATA,PRXY,1,,0.3MPDATA,PRXY,1,,0.3MPDATA,EX,2,,2E+005MPDATA,EX,2,,1.5e5MPDATA,EX,2,,7e4MPDATA,EX,2,,1e4MPDATA,PRXY,2,,0.3MPDATA,PRXY,2,,0.3MPDATA,PRXY,2,,0.3MPDATA,PRXY,2,,0.3! 材料密度(假设为常值)mp,dens,1,8e-3mp,dens,2,8e-3! 热膨胀系数(假设为常值)mp,alpx,1,1.2e-5mp,alpx,2,1.2e-5! 热传导系数(假设为常值)mp,kxx,1,0.03mp,kxx,2,0.03! 比热(假设为常值)mp,c,1,0.6mp,c,2,0.6! 由于该5号单元还有磁自由度, 此处假设一磁特性, 但并不影响我们所关心的结果mp,murx,1,1e-10mp,murx,2,1e-10mp,rsvx,1,1e-10mp,rsvx,2,1e-10! 假设焊料焊上去后的初始温度是1500℃mp,reft,1,25mp,reft,2,1500! 下面建立几何模型csys,0k,1,7,0,0k,2,7,0,4k,3,56,0,4k,4,56,0,11k,5,60,0,11k,6,60,0,8k,7,60,0,0k,8,63,0,8k,9,63,0,11k,12,62,0,8k,13,62,0,-12k,14,60,0,-12k,10,0,0,0k,11,0,0,1a,1,2,3,4,5,6,7a,5,6,8,9a,7,6,12,13,14ET,2,SHELL63! 划分单元esize,2type,2mat,1amesh,1,3,2mat,2amesh,2TYPE, 1EXTOPT,ESIZE,25,0, EXTOPT,ACLEAR,1EXTOPT,ATTR,1,1,1vrotat,all,,,,,,10,11,,2cswpla,11,1aclear,alletdel,2asel,s,,,18,33,15da,all,ux,0da,all,uy,0da,all,uz,0/soluantype,4 ! 瞬态分析trnopt,fullOUTRES,ALL,1!! 假设模型表面施加对流,冷却时也是!allselsfa,all,1,conv,1.1e-5,25! 由于第2,5体是焊料所在区域,因此,首先将该区域的单元"死"掉vsel,s,,,2,5,3eslv*get,wnum,elem,,count*dim,eorder,,wnum*dim,ne,,wnum*dim,ney,,wnum*get,em ax,elem,,num,max*get,emin,elem,,num,minmine=0! 下面的DO循环用于将焊料区的单元按柱坐标csys11y方向排序,以便后面! 模拟焊料逐步"生长"的过程ii=0*do,i,emin,emax*if,esel(i),eq,1,thenii=ii+1ne(ii)=i*endif*enddo*do,i,1,wnum*get,ney(i),elem,ne(i),cent,y*enddo*do,i1,1,wnumminy=1000*do,i,1,wnum*if,ney(i),lt,miny,thenminy=ney(i)mine=ne(i)j=i*else*if,ney(i),eq,miny,thenminy=ney(i)mine=ne(i)j=i*endif*endif*enddoeorder(i1)=mineney(j)=1001*enddomax_tem=1500 ! 按照前面假设,焊料的初始温度为1500℃dt=1! 焊接8个单元所需的时间t=0 ! 起始时间ekill,all !将焊接单元先杀死esel,s,liveic,all,temp,25timint,0,structtimint,1,thermtimint,0,magtintp,0.005,,,1,0.5,0.2allselsave,welding_direct,dbnsubst,1*do,i,1,wnum,8ddele,all,temp !删除上一步的温度载荷!一次激活8个单元,作为焊料出生。
焊接的施工程序(3篇)
第1篇一、施工准备1. 技术准备:熟悉焊接施工图纸、规范和标准,了解焊接材料、焊接设备、焊接工艺等相关知识。
2. 材料准备:根据设计要求,准备好所需焊接材料,如焊条、焊丝、焊剂等,并确保其质量符合标准。
3. 设备准备:检查焊接设备是否完好,如焊接机、切割机、打磨机等,确保设备运行正常。
4. 人员准备:组织施工队伍,明确各岗位责任,进行技术交底,确保施工人员掌握焊接工艺和安全操作规程。
二、施工步骤1. 清理焊接部位:清除焊接部位的油污、锈蚀、氧化物等杂质,确保焊接表面清洁。
2. 坡口加工:根据焊接材料和厚度,选择合适的坡口形式,如V形、U形、K形等,并进行坡口加工。
3. 组对焊接:将焊接件按照设计要求进行组对,确保焊接间隙、对口度和定位焊质量。
4. 预热:根据焊接材料和厚度,对焊接部位进行预热,以减少焊接应力和变形。
5. 焊接:按照焊接工艺规程,选择合适的焊接方法(如手工电弧焊、气体保护焊等)、焊接电流、焊接速度等参数进行焊接。
6. 焊后处理:焊接完成后,对焊缝进行打磨、清理、检查,确保焊缝外观质量。
7. 焊接检验:按照相关规范和标准,对焊接质量进行检验,如外观检查、无损检测等。
8. 焊接返修:对不合格的焊接部位进行返修,直至达到质量要求。
三、施工注意事项1. 严格遵守焊接工艺规程,确保焊接质量。
2. 注意焊接过程中的安全操作,防止触电、火灾等事故发生。
3. 焊接过程中,保持焊接环境整洁,防止焊接烟尘、气体等污染。
4. 定期检查焊接设备,确保设备正常运行。
5. 加强焊接人员培训,提高焊接技能和安全意识。
6. 对焊接施工过程进行记录,确保施工质量的可追溯性。
四、施工结束1. 完成焊接施工后,对焊接部位进行验收,确保符合设计要求和规范标准。
2. 整理焊接施工资料,包括焊接工艺规程、焊接检验报告、施工记录等。
3. 清理施工现场,确保施工环境整洁。
4. 对施工人员进行总结评价,总结经验教训,为今后类似工程提供参考。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
wpcsys,-1,0
ALLSEL,ALL
!!!!!!!!!!!!杀死单元
VSEL,S, , , 2
ESLV,S
CM,weld_elem,ELEM
ekill,all
esel,s,elem,,weld_elem
nsle,s
cm,weld_node,node
LESIZE,13,,,4,
EXTOPT,ESIZE,50,0
VSWEEP,3,16,13
!!!!!!!!!!!
MAT,1
LESIZE,33,,,6,
LESIZE,34,,,6,
LESIZE,35,,,6,
LESIZE,36,,,6,
mshkey,1
mshape,0,3d
vmesh,4
K,6,-wwidth,0,0,
K,7,0,0,-wdepth,
K,8,0,0,0.001,
LSTR,1,2
LSTR,2,3
LSTR,3,4
LSTR,4,5
LSTR,6,5
LSTR,6,7
LSTR,7,1
LARC,6,1,8
AL,5,4,3,2,1,7,6
MPDATA,C,1,,1080
MPDATA,C,1,,800
MPTEMP,,,,,,7890
MPTEMP,,,,,,,,
MPDATA,C,2,,500
MPDATA,C,2,,530
MPDATA,C,2,,570
MPDATA,C,2,,600
MPDATA,C,2,,720
MPDATA,C,2,,810
MPDATA,C,2,,1080
MPDATA,C,2,,800
MPTEMP,,,,,,,,
VSBW,1
wpoff,0,0,0.015
VSBW,3
VSEL,ALL
VGLUE,ALL
NUMCMP,ALL
ET,1,SOLID70
MPTEMP,,,,,,,,
MPTEMP,1,298
MPTEMP,2,398
MPTEMP,3,498
MPTEMP,4,598
MPTEMP,5,698
MPTEMP,7,898
MPTEMP,8,998
MPTEMP,9,1098
MPDATA,C,1,,410
MPDATA,C,1,,500
MPDATA,C,1,,530
MPDATA,C,1,,570
MPDATA,C,1,,600
MPDATA,C,1,,720
MPDATA,C,1,,810
W0=3500
W=W0*M
STEP=0.002
N=length/STEP !!!!!!25
V=0.002
SAVE
!!!!!!!!!!求解阶段
*DIM,_FNC_C3,,1
*DIM,_FNC_C4,,1
*DIM,_FNC_C5,,1
*SET,_FNC_C1(1),rf !!!rf
*SET,_FNC_C2(1),w !!!Q
*SET,_FNC_C3(1),chf !!!chf
ALLSEL,ALL
!!!!!!!!!!!!!焊接物理参数的设置
D=0.005
ah=D/2
chf=2*ah
chb=8*ah
bh=0.010
rf=2*chf/(chf+chb)
rb=2*chb/(chf+chb)
M=0.73
MPDATA,KXX,1,,33.8
MPDATA,KXX,1,,34
MPDATA,KXX,1,,30
MPTEMP,,,,,,,,
MPTEMP,1,298
MPTEMP,2,398
MPTEMP,3,498
MPTEMP,4,598
MPTEMP,5,698
MPTEMP,6,798
/SOLU
ANTYPE,4
TRNOPT,FULL
TUNIF,298,
OUTRES,NSOL,all
NROPT,FULL,,ON
AUTOTS,1
NSUBST,5, , ,1 !!!
KBC,1
lnsrch,1 !!!
TSRES,ERASE
EXTOPT,ACLEAR,1
EXTOPT,VSWE,TETS,1
EXTOPT,VSWE,AUTO,0
EXTOPT,ESIZE,24,0
VSWEEP,1,2,4
!!!!!!!!
MAT,1
LESIZE,4,,,10,
LESIZE,3,,,10,
LESIZE,18,,,10,
cm,weld_node,node
!!!!!!双椭球体热源的加载
ALLSEL,ALL
!!!双椭球热源的加载
!!!前半球节点的选取
LOCAL,11,2,0,YY,0, , , ,chf/ah,bh/ah,
NSEL,S,LOC,X,0,ah
NSEL,R,LOC,Y,,90
TIME,T
!!!!!!!生死单元的处理
wpcsys,-1,0
nsel,s,node,,weld_node
nsel,r,loc,y,YY,YY+chf
cm,cur_node,node
esln,s
ealive,all
nsel,s,node,,weld_node
nsel,u,node,,cur_node
MPDATA,HF,1,,350
MPDATA,HF,1,,480
MPDATA,HF,1,,520
MPDATA,HF,1,,1000
MPDATA,HF,1,,1050
MPDATA,HF,1,,1500
MPDATA,HF,1,,2000
MPDATA,HF,1,,3000
MPTEMP,6,798
MPTEMP,7,898
MPTEMP,8,998
MPTEMP,9,1098
MPDATA,KXX,1,,31
MPDATA,KXX,1,,32.5
MPDATA,KXX,1,,33.5
MPDATA,KXX,1,,34
MPDATA,KXX,1,,33
MPDATA,KXX,1,,33.5
MPTEMP,,,,,,,,
MPTEMP,1,298
MPTEMP,2,398
MPTEMP,3,498
MPTEMP,4,598
MPTEMP,5,698
MPTEMP,6,798
MPTEMP,7,898
MPTEMP,8,998
MPTEMP,9,1098
MPDATA,C,2,,410
MPDATA,KXX,2,,32.5
MPDATA,KXX,2,,33.5
MPDATA,KXX,2,,34
MPDATA,KXX,2,,33
MPDATA,KXX,2,,33.5
MPDATA,KXX,2,,33.8
MPDATA,KXX,2,,34
MPDATA,KXX,2,,30
EXTOPT,ACLEAR,1
EXTOPT,VSWE,TETS,1
EXTOPT,VSWE,AUTO,0
EXTOPT,ESIZE,50,0
VSWEEP,2,8,9
!!!!!!!!!!
MAT,1
LESIZE,26,,,10,
LESIZE,22,,,10,
LESIZE,27,,,10,
wwidth=0.0046
wdepth=0.008
wheight=0.001
length=0.05
K,1,wwidth,0,0,
K,2,width,0,0,
K,3,width,0,-0.01,
K,4,-width,0,-0.01,
K,5,-width,0,0,
MPDATA,HF,2,,1050
MPDATA,HF,2,,1500
MPDATA,HF,2,,2000
MPDATA,HF,2,,3000
SAVE
MAT,1
LESIZE,2,,,10,
LESIZE,14,,,10,
LESIZE,1,,,6,
LESIZE,6,,,6,
finish
/nopr
/CONFIG,nres,3000 !设定结果集中载荷步的步数
/CONFIG,norstgm,0 !结果集中包含几何结构的信息
/CONFIG,nproc,1 !设定处理器个数
/FILNAME, welding_on_plate, 1
/prep7
width=0.05
MPTEMP,1,0
MPDATA,DENS,2,,7890
MPTEMP,,,,,,,,
MPTEMP,1,298
MPTEMP,2,398
MPTEMP,3,498
MPTEMP,4,598
MPTEMP,5,698
*DEL,_FNC_C1
*DEL,_FNC_C2
*DEL,_FNC_C3
*DEL,_FNC_C4
*DEL,_FNC_C5
*DEL,_FNCCSYS
*DEL,'TFRONT' !!!!!!!!
*SET,_FNCNAME,'TFRONT'
*DIM,_FNC_C1,,1