操作过程分析表
技改技措过程过程分析表格

过程名称
牵头单位
参加单位
参加人员
记录
输入(输入内容及渠道、质量要求、接收时间和方式):
内部沟通确定的技改技措(包括厂内需求和公司要求)的决定。
由重钢集团公司技发办或重钢股份有限公司机动处以文件形式下达的技改、技措工程以及涉及固定资产投资的项目
过程活动(有哪些活动、由谁做、时间、地点、方法及要求):
3与设计审查;由重钢股份有限公司技改处按《重钢(集团)公司技改工程计划管理办法》;进行控制;
4参与设备订货招、投标及设备监制;由重钢股份有限公司装备处按《重钢(集团)公司技改工程计划管理办法》进行控制;
5项目指挥部组织施工组织设计审查;由重钢股份有限公司技改处按《重钢(集团)技术改造项目施工管理标准》进行控制;
2使用说明书及验收报告:将详细、完整、齐全的竣工资料交集团公司档案处进行归档管理;
3新增固定资产:按《重庆钢铁股份有限公司固定资产管理制度》对技改技措项目进行转固
审核:年月日审批:年月日
2参加由技改处根据合同要求定期检查技改技措项目进展情况,通过运行逐项检查功能是否完整及满足合同要求,运行结果是否达到生产工艺的要求。
记录(记录名称、内容、记录人、保存场所和期限):
《技改技措项目验收报告》
过程的输出(输出内容、去向、质量要求及放行准则):
1改善设备运行状况:技改、技措工程经竣工验收完全满足设计技术要求,投入运行并转入点检、定修过程;
6项目指挥部组织组织项目实施;由重钢股份有限公司技改处按《重钢(集团)技术改造项目施工管理标准》进行控制;
7项目指挥部组织组织项目竣工验收。由重钢股份有限公司技改处按《重钢(集团)技术改造项目施工管理标准》进行控制
过程的监视和测量(包括管理和技术——以何方式、由谁监视、测量):
作业流程程序分析图

项别 加工 Ο 搬运 → 检验 口 等待 D 存储 ▽ 搬运距离/m 共需时间/h
情况
搬运
检查
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
→
口
统计表 现行方法
改进方法
等待
储存
D
▽
D
▽
D
▽
D
▽
D
▽
D
▽
D
▽
D
▽
D
▽
D
▽
D
▽
D
▽
D
▽
D
▽
D
▽
D
▽
工作部别:
编号:
工作名称:
开始: 结束: 研究者: 审阅者:
编号:
步骤
加工
搬运
情况 检查
等待
储存
Ο
→
口
D
▽
Ο
→
口
D▽Ο→口D▽
Ο
→
口
D
▽
Ο
→
口
D
▽
Ο
→
口
D
▽
Ο
→
口
D
▽
Ο
→
口
过程分析工作表乌龟图
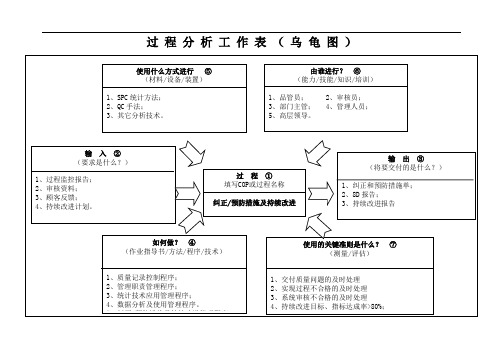
纠正/预防措施及持续改进
输出③ (将要交付的是什么?)
1、纠正和预防措施单; 2、8D 报告; 3、持续改进报告
如何做? ④ (作业指导书/方法/程序/技术)
1、质量记录控制程序; 2、管理职责管理程序; 3、统计技术应用管理程序; 4、数据分析及使用管理程序。 5、纠正/预防措施及持续改进管理程序; 6、不合格品控制程序。
过程分析工作表(乌龟图)
使用什么方式进行 ⑤ (材料/设备/装置)
1、SPC 统计方法; 2、QC 手法; 3、其它分析技术。
由谁进行? ⑥ (能力/技能/知识/培训)
1、品管员; 3、部门主管; 5、高层领导。
2、审核员; 4、管理人员;
输入② (要求是什么?)
1、过程监控报告; 2、审核资料; 3、顾客反馈; 4、持续改进计划。
使用的关键准则是什么? ⑦ (测量/评估)
1、交付质量问题的及时处理 2、实现过程不合格的及时处理 3、系统审核不合格的及时处理 4、持续改进目标、指标达成率>80%; 5、持续改进目标、指标未达成纠正/预防按时执行
过程分析表(PFMEA)

过程的输入(Input)
1. 2. 3. 4. 5. 6. 7. 8. 顾客要求, 产品图样和规范 过程特殊特性 法律法规 客户抱怨和退回数据资料 纠正或预防措施 过程流程图 类似产品和过程的 FMEA
过程的输出(Output)
过程的名称 Hale Waihona Puke Process)过程 FMEA
1. 过程潜在失效模式的清单 2. 潜在关键特性和重要特性 清单 3. 消除或减少产品失效模式 出现频次的过程措施清单 4. 提供全面的过程控制策略 基础
程序/方法(Procedure)
1. 2. 3. 4. 5. 过程管理工具 保持对项目的关注和跟踪 试验设计 回归分析 因果图
监督方法/测量指标 (Objectives)
1.
2.
内部和外部符合性 风险顺序数改进后的有效性
过程分析表
1. 2.
过程名称:PFMEA
子过程(Subprogram)
工序过程 FMEA
核心过程■
管理过程□
支持性过程□
责任者(Responsibility)
多功能小组:提供 FMEA 数据 资料并主持编写 FMEA 多功能小组:评审/批准 FMEA
资源需求(Resource)
1. 2. 厂房设备。 试验设备。
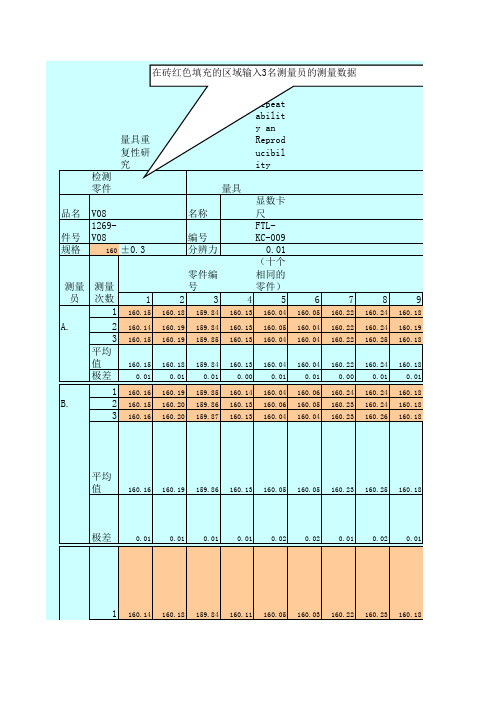
GRR分析表---操作流程和表格
K3
3.65 2.70 2.30 2.08 1.93 1.82 1.74 1.67 1.62
grr <10% 为最佳测量系统 可进行grr分析 10%<grr <30% 可接受范围 制程不稳定 产品变异大
平均 160.12 值 160.25 160.12 160.25 X1 160.12 30%<grr 不可grr分析 0.01 R1 0.01 改善后再收集数据进行分析 160.26 X 160.1294 0.4096 160.12
0.01 0.01 0.03 0.00
8
0.02 0.01 0.03 0.00
9
0.01 0.01 0.03 0.00
10
0.01 0.01 0.03 0.00
1
0.02 0.01 0.03 0.00
2
0.01 0.01 0.03 0.00
3
0.01 0.01 0.03 0.00
X-Chart
12
8
160.24 160.24 160.25 160.24 0.01 160.24 160.24 160.26 160.25 0.02
9
160.18 160.19 160.18 160.18 0.01 160.18 160.18 160.18 160.18 0.01
1 160.15 160.18 159.84 160.13 160.04 160.02 160.22 160.24 160.17 C. 2 160.13 160.17 159.83 160.12 160.05 160.04 160.22 160.24 160.17 3 160.14 160.18 159.84 160.12 160.04 160.03 160.22 160.23 160.18 平均值 160.14 160.18 159.84 160.12 160.04 160.03 160.22 160.24 160.18 极差 0.02 0.01 0.01 0.01 0.01 0.01 0.01 0.01 0.01 零件平均 160.15 160.18 159.85 160.13 160.04 160.04 160.23 160.24 160.18 零件全距 测量员全距 极差平均 数据总平均 Rp=零件平均最大-平均最小值 160.26 — XDIFF 操作员平均最大-操作员平均最小值(RO) R=(R1+R2+R3)/3= 0.010325545 X=(X1+X2+X3)/3= 160.13 中心线 CLR=R= 0.0103 极差控制图 控制上线 UCLR=R*D4= 0.0266 控制下限 LCLR=R*D3= 0 中心线 CLX=X= 160.13 平均值控制图控制上线 UCLX=X+A2*R= 160.14 控制下限 LCLX=X-A2*R= 160.12 由数据资料得: 操作人员(m)=3 量测单元分析 重复性(EV) 0.006 EV=R*K1 R= 0.0103 XDIFF= 0.02 测量次数(t)= %全变异 (TV) %EV=100(EV/TV) 2.86% 159.85 = 160.14 160.12
流程分析表

序号
过程描述
备注(改善计划)
分析总结
过程分类 加工 处理 检验 等待 存储 移动距离: 增值时间 (V): 非增值时间 (NV): 增值比 ( V/(V+NV) ) %: 过程分类 换型调试 增值时间 时间 非增值时间 移动距离 加工批量 过量生产 检查返工 移动搬运 浪费种类 过量加工 多余动作 管理浪费 制作: 日期: 产品: 总步骤 总时间
流程分析表
Page
of
加工
处理
检验
等待
存储
库存
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
等待
序号
过程描述
备注(改善计划)
Hale Waihona Puke 过程分类 换型调试 增值时间
时间 非增值时间 移动距离 加工批量 过量生产 检查返工 移动搬运
浪费种类 过量加工 多余动作 管理浪费
加工
处理
检验
等待
存储
库存
26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57
统计
** N + NV = Lead Time
等待
机械有限公司过程分析工作表
※※※机械有限公司用乌龟图制作的过程分析工作表批准:审核:编制:实施编写说明1)本《过程分析工作表》依据ISO/TS16949:2002技术规范要求,采用过程方法识别、建立、实施质量管理体系,并形成文件,加以实施和保持,并持续改进,满足顾客的要求,以实现公司、顾客、员工及相关方的满意。
2)本《过程分析工作表》根据莱州汇远机械有限公司的质量手册、程序文件的相关要求编制,是对汽车刹车盘(毂)生产过程的过程说明,也是对汽车刹车盘(毂)生产过程工艺过程和管理的说明。
3)质量管理体系过程的识别:本公司采用汽车行业的过程方法,进行以顾客导向为基础的过程描述,包括:COP过程:顾客导向过程,是指通过输入和输出直接和外部顾客联系的过程。
包括:C-1顾客要求评审过程;C-2产品质量先期策划过程;C-3产品生产过程;C-4产品交付过程;C-5顾客反馈处理过程。
SP过程:支持过程,是指支持COP过程实现的过程,可以分为若干个层次。
包括:S-1文件和记录;S-2顾客特殊要求的识别;S-3沟通管理;S-4人力资源和培训管理S-5基础设施和生产设备管理;S-6采购和供方管理;S-7生产计划提供管理;S-8工装管理;S-9标识和可追溯性管理;S-10产品安全性管理;S-11控制计划管理;S-12 PPAP管理;S-13 PFMEA管理;S-14 MSA管理;S-15 SPC管理;S-16顾客财产管理;S-17产品防护管理;S-18监视和测量装置管理;S-19顾客满意度测量;S-20过程监视和测量;S-21产品的监视和测量;S-22不合格纠正预防。
MP过程:管理过程,指为顾客导向输入和输出交接处或COP过程与过程之间的连接过程。
包括:M-1方针目标的制定与监控;M-2公司组织机构和职责;M-3经营计划管理;M-4管理评审;M-5内部审核;M-6数据分析;M-7统计技术方法M-8质量成本管理;M-9持续改进。
3) 本《过程分析工作表》采用章鱼图的界面模式描述顾客导向形成的公司产品实现的过程结构。
医药化工企业作业过程工作分析JHA记录表

医药化工企业作业过程工作分析JHA记录表(包括工作活动清单、工作记录表)
1.1.1 D车间DD产品脱甲基操作过程
表一:工作活动清单
车间:D车间产品:DD 工序/班组:L-370脱甲基反应
填表人:安全工程师审核人:车间主任
表二:工艺操作及作业过程(状态)风险分析、评价、控制表
单位: D车间产品: DD 工段/班组: L-370 时间: 2016.3.28
工作活动:脱甲基反应
分析、评价人员:安全工程师、工艺工程师、班组长、操作工1、操作工2 审核人:车间主任
1.1.2检维修作业
表一:工作活动清单
车间:机电公司产品:工序/班组:1-6组
填表人:安全工程师审核人:车间主任
表二:工艺操作及作业过程(状态)风险分析、评价、控制表
单位:机电公司产品:工段/班组: 1—6组时间: 2016.3.28 工作活动:检维修作业。
过程分析工作表(乌龟图)-典型汽车零部件企业
过程分析工作表(乌龟图)1
过程分析工作表(乌龟图)
过程分析工作表(乌龟图)4
过程分析工作表(乌龟图)6
7
过程分析工作表(乌龟图)8
过程分析工作表(乌龟图)10
过程分析工作表(乌龟图)12
14
过程分析工作表(乌龟图)
过程分析工作表(乌龟图)15
过程分析工作表(乌龟图)17
过程分析工作表(乌龟图)19
过程分析工作表(乌龟图)21
过程分析工作表(乌龟图)23
v1.0 可编辑可修改
过程分析工作表(乌龟图)
25
过程分析工作表(乌龟图)27
过程分析工作表(乌龟图)29
过程分析工作表(乌龟图)31
过程分析工作表(乌龟图)33
过程分析工作表(乌龟图)35
36
过程分析工作表(乌龟图)37
38
过程分析工作表(乌龟图)39
过程分析工作表(乌龟图)41
过程分析工作表(乌龟图)43
44
过程分析工作表(乌龟图)45
46
过程分析工作表(乌龟图)48
过程分析工作表(乌龟图)50。