第 章软膏剂制备工艺操作
软膏剂 制备方法

软膏剂制备方法
软膏剂是一种半固体制剂,常用于外用,具有较好的稠度和附着性,可以长时间停留在皮肤表面。
软膏剂的制备方法一般包括以下几个步骤:
1. 选择合适的基质:常用的基质有软膏基、水合软膏基和水合液体软膏基等。
根据药物性质和使用要求选择合适的基质。
2. 加热基质:将基质加热至熔化状态,通常温度在70-80之间。
3. 溶解药物:将需要使用的活性成分(药物)加入到熔化的基质中,搅拌均匀溶解,通常温度控制在溶解点以下。
4. 加入辅助剂:根据需要,加入适量的辅助剂,如稳定剂、凝胶剂、增稠剂、润湿剂等,以改善药物的稳定性和使用性能。
5. 混合均匀:将药物和辅助剂混合均匀搅拌,保持温度不低于基质的凝固温度,防止分层或凝聚。
6. 冷却凝固:将混合好的软膏剂放置在室温下冷却凝固,形成软膏。
7. 检查质量:对制备好的软膏剂进行质量检查,包括外观、颜色、干燥时间、粘度等指标。
需要注意的是,软膏剂的制备方法在具体应用中可能会有所变化,根据不同的目的和要求进行调整。
因此,以上步骤仅供参考。
在实际制备软膏剂时,应根据具体需求和药物特性进行调整和优化。
软膏剂的生产工艺

软膏剂的生产工艺
软膏剂是一种半固体外用制剂,主要由基质、溶质和辅料组成。
生产软膏剂的工艺主要包括制备基质、溶质的溶解和辅料的添加等步骤。
首先是基质的制备。
基质一般选择具有良好保湿性、黏性和拓展性的物质,常用的有凡士林、白矿油等。
制备基质的方法可以有熔融法和制乳法。
熔融法即将基质加热至熔点,搅拌均匀后冷却固化;制乳法即将基质与乳化剂加入到水相中,进行乳化混合。
接下来是溶质的溶解。
溶质是指需要溶解在基质中的活性成分,常用的有药物、抗生素等。
溶质的溶解通常采用采用重塑法或溶解法,在适当的温度下,将溶质加入到基质中,通过搅拌使其充分溶解。
最后是辅料的添加。
辅料包括稳定剂、防腐剂、增稠剂、抗氧化剂等,用于提高软膏的稳定性、延长保质期以及改善产品的质地和使用感。
辅料的添加可以根据具体需要,在溶质溶解后,逐一加入并充分搅拌均匀。
在制备软膏剂时,需要注意以下几个关键点。
首先是温度控制,通常基质的熔点温度比较低,因此在制备基质时要控制好加热温度,以免过高的温度导致基质变质。
其次是搅拌速度和时间,要保证搅拌充分均匀,避免溶质和辅料的不均匀分布。
最后是包装和存储,软膏剂通常以塑料或铝管的形式包装,密封性能要好,存储在阴凉干燥的地方,避免阳光直接照射。
软膏剂是一种常见的外用制剂,在治疗皮肤疾病、伤口愈合、保湿滋润等方面有广泛的应用。
通过科学的生产工艺,可以保证软膏剂的质量和效果,提高药物的稳定性和疗效。
药剂学实验教案——软膏剂的制备(人卫版)

实验17 软膏剂的制备一、实验目的1、掌握各种不同类型、不同基质软膏剂的制法、操作要点及操作注意事项。
2、掌握软膏剂中药物的加入方法。
二、实验指导软膏剂由药物与基质两部分组成,基质是软膏剂形成和发挥药效的重要组成部分。
软膏剂的制法按照形成的软膏类型、制备量及设备条件的不同而不同,溶液型或混悬型软膏常采用研和法或熔和法制备,乳化法是乳膏剂制备的专用方法。
制备软膏剂的基本要求是使药物在基质中分布均匀、细腻,以保证药物剂量与药效。
操作要点:1.选用的基质应纯净,否则应加热熔化后滤过,除去杂质,或加热灭菌后备用。
2.混合基质熔化时应将熔点高的先熔化,然后加入熔点低的熔化。
3.基质中可根据含药量的多少及季节的不同,酌加蜂蜡、石蜡、液状石蜡或植物油以调节软膏硬度。
4.不溶性药物应先研细过筛、再按等量递加法与基质混合。
药物加入熔化基质后,应不停搅拌至冷凝,否则药物分散不匀。
但已凝固后应停止搅拌,否则空气进入膏体使软膏不能久贮。
5.挥发性或受热易破坏的药物,需待基质冷却至40℃以下时加入。
6.含水杨酸、苯甲酸、鞣酸及汞盐等药物的软膏,配置时应避免与铜、铁等金属器具接触,以免变色。
7.水相与油相两者混合的温度一般应控制在80℃以下,且二者温度应基本相等,以免影响乳膏的细腻性。
8.乳化法中两相混合的搅拌速度不宜过慢或过快,以免乳化不完全或因混入大量空气使成品失去细腻和光泽并易变质。
三、实验内容(一)油脂性基质软膏的制备1.冻疮膏的制备[处方]苯酚 0.2g樟脑 0.5g薄荷脑 0.6g间苯二酚 0.05g毛脂 1.0g凡士林 7.65g共制 10g[制法]取苯酚,樟脑,薄荷脑,间苯二酚置干燥乳钵中,研磨至液化,加入羊毛脂及凡士林至足量研匀,即得。
[附注](1)苯酚、樟脑、薄荷脑、间苯二酚一起研磨时,熔点下降,产生共熔混合物,可溶干基质,形成溶液型软膏,故共熔应完全,防止有颗粒存在对局部产生刺激性。
(2)忌用于已破的冻疮,以免刺激或腐蚀组织。
软膏剂工艺流程及设备

软膏剂工艺流程及设备软膏剂是一种外用药物制剂,主要成分为药物和基础膏基。
膏基的主要作用是提供给药物一个稳定的媒介,并帮助药物在表皮上的吸收。
软膏剂的制备工艺流程包括原料准备、药物溶解、膏基制备、药物溶液与膏基混合、包装灌装等步骤。
下面将详细介绍软膏剂的工艺流程及设备。
1.原料准备:包括药物、基础膏基以及辅助材料的准备。
药物通常为粉末状或晶体状,需要按照处方或配方要求准确称取;基础膏基通常为具有良好质地、稳定性和适宜的使用性能的油脂类基质,如白凡士林、液体石蜡、棕榈油等;辅助材料包括乳化剂、稳定剂、防腐剂等,用于提高制剂的稳定性和使用性能。
2.药物溶解:将药物溶解在适当的溶剂中,通常可以选择水、乙醇、丙二醇、油脂等作为溶剂。
溶解的方法可采用搅拌、加热或超声波等手段,以加快药物的溶解速度。
3.膏基制备:根据所选用的基础膏基种类和性质,将基础膏基加热至适当温度(通常为60-80℃),加入辅助材料,通过搅拌或乳化机械设备进行乳化处理。
乳化时间和速度要控制得当,以获得均匀、稳定的乳化体系。
4.药物溶液与膏基混合:将药物溶液逐渐加入基础膏基中,同时不断搅拌,使药物均匀分散在膏基中。
药物的加入速度和搅拌时间要控制得当,以确保药物的均匀分布和混合度。
5.包装灌装:将制得的软膏剂倒入容器中,通常为铝管、塑料管或瓶子等。
在灌装的过程中,需要注意环境的清洁与无菌,避免污染。
对于软膏剂的封口,通常使用特殊的设备,如铝管封口机或瓶子紧封机。
软膏剂制备的主要设备包括以下几类:1.称量设备:用于精确称量药物、基础膏基以及辅助材料的设备,如电子天平、药品称量柜等。
2.溶解设备:用于溶解药物的设备,常用的有加热搅拌器、加热釜等。
3.乳化设备:用于药物溶液与膏基的乳化处理,通常采用乳化机、乳化罐等。
4.搅拌设备:用于药物溶液与膏基的混合,常用的有搅拌机、涡轮分散机等。
5.灌装设备:用于将制得的软膏剂进行包装灌装,常用的有铝管封口机、灌装机等。
软膏剂制备工艺操作

• 酸性 、 亲水性 ,但不溶解 ,粘度低 ,用碱中 和后 ,水 、醇中逐渐溶解 ,粘度增大, • pH6~11时稠度最大 ,稳定
• ②蜂蜡与鲸蜡: 蜂蜡为黄色或白色块状物 ,鲸蜡为白
色蜡状物 。它们能与脂肪 、蜡类 、凡士林等融合 , 主要用 于调节软膏的稠度。
• ◆油脂类 • 指从动 、植物中得到的高级脂肪酸甘油酯及其混合物 。
从动物中得到的脂肪油现在很少用 。植物油常与熔点较高 的蜡类融合制成适宜稠度的基质。 • 单软膏: 蜂蜡与植物油( 33 :67) 熔合而成。
• ◆ 类型 • ① O/W型:水分易蒸发变硬 、易霉变 ,需加防
腐剂 、保湿剂(甘油 、丙二醇 、山梨醇)
• ②W/O型:
• ◆特点:
• ①油腻小 、易涂布 、易清洗
• ②吸水性好 、渗透性好 , 不妨碍皮肤正常功能 • ③不适于遇水不稳定药物与分泌物较多的皮肤病
•2.水溶性基质
•水溶性基质多用于湿润或糜烂创面 , 也常用于腔 道黏膜或防油保护性软膏。
•( 一 )基质的制备
• 3 .乳化法(用于乳剂型基质) • 油相及可溶于油中的物质合并加热熔融温度 保持在80 ℃左右,
• 水相及可溶于水中的物质合并加热到80 ℃左 右,
• 两相混合搅拌至冷凝即得
•( 二) 药物的加入
•1.油脂性基质:
•◆脂溶性药物 , 溶于液体油中。 •◆水溶性药物 ,溶于少量水中 ,用羊毛脂吸收。
•( 二) 基质分类
•
(油脂性 、乳剂型 、水溶性 )
•1.油脂性基质 •( 1)特点
•①润滑 、无刺激性 、不易长菌 , 能与较多药物配伍; •②涂于皮肤上能形成封闭性油膜 , 促进皮肤水合作用 , 对 皮肤有保护软化作用;
《药剂学》软膏剂的制备实验
《药剂学》软膏剂的制备实验一、实验目的1.掌握研和法、熔和法和乳化法等软膏剂的制备方法,并能根据基质类型及处方组成合理地选择制备方法。
2.掌握药物加入基质的方法。
3.了解软膏剂的质量评定方法。
4.了解糊剂的制备原理和方法5.用琼脂扩散法测定不同类型软膏基质对药物释放的影响。
二、基本概念与实验原理概念软膏剂是指原料药、药材、药材提取物与适宜基质均匀混合制成具有适当稠度的半固体外用剂型。
配制环境要求:无菌软膏剂的配制、灌装(或灌封)需在C级环境下进行软膏基质基质为软膏剂的赋型剂,可使软膏具有一定的特性且影响软膏剂的质量及药物疗效的发挥,基质本身还具有保护和润滑皮肤的作用。
软膏剂的基质有以下三类:油脂性基质、乳剂性基质、水溶性基质,可根据主要的性质及临床治疗要求选用适宜的基质制成软膏剂。
软膏类型:溶液型,混悬型和乳剂型制备方法:研和法、熔和法、乳化法。
质量标准(1)均匀、细腻,涂于皮肤上无粗糙感。
(2)有适当的粘稠性,易涂于皮肤或黏膜,涂布后能软化而不熔化。
(3)性质稳定,无酸败、异嗅、变色、变硬、油水分离等变质现象。
(4)无刺激性、过敏性及其它不良反应。
(5)用于创面的软膏应无菌。
(6)必要时可向软膏剂中加入乳化剂、保湿剂、防腐剂、抗氧剂和透皮吸收促进剂等附加剂。
(7)所用包装材料,特别是直接与软膏接触的内包装材料不应与药物或基质发生物理或化学变化。
(8)除另有规定外,软膏剂应置避光容器中密闭保存。
糊剂(Pastes)概念糊剂系指用适宜基质与大量粉状药物混合制成的半固体外用制剂。
其含粉量通常为25%~50%,多为具有吸湿、收敛性亲水性药物,如淀粉、氧化锌、碳酸钙、白陶土、碳酸镁等。
糊剂类型(1)油脂性糊剂用油脂性基质和多量粉末药物制成。
(2)水溶性凝胶糊剂以蒸馏水加甘油,淀粉或水溶性高分子物质为基质,所含固体粉末长较油脂性糊剂为少。
质量要求全质均匀、细腻,有较高的硬度、较低的油腻性和较强的吸收水分能力,适用于分泌液较多的病变部位,具有一定的干燥、收敛和保护作用。
软膏剂生产工艺流程说明
软膏剂生产工艺流程说明下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!一、配料准备1.1 首先,根据生产计划和产品配方,准备所需的原料,包括基质、活性成分、填充剂、稳定剂等。
软膏剂制备工艺操作

• 产气作用——泡腾崩解剂遇水产气
• 酶解作用——酶对某些辅料有作用
常用崩解剂
• 淀粉及其衍生物:如干淀粉(用量较大,常 用内外加法)、羟丙基淀粉(HPS)、羧甲基
淀粉钠(CMS-Na)
• 低取代羟丙基纤维素(L-HPC)2%-5% • 交联聚维酮(PVPP)
• 交联羧甲基纤维素钠(CCNa)
• 泡腾崩解剂:碳酸氢钠+枸橼酸→CO2
◆特点:以蔗糖为主药包衣材料,味道
甜 糖衣体积大,工艺过程较复杂, 所需时间较长
◆工艺过程
隔离层、粉衣层、糖衣层、有色糖衣 层、打光
糖衣
①隔离层:
作用:防止包衣过程中水分渗入片芯 材料:胶浆(玉米朊、虫胶、CAP等)
②粉衣层:
作用:包没片剂原有的棱角 材料:糖浆和滑石粉
③糖衣层:
作用:使衣层更牢固、光洁、增加 材料:糖浆 甜味
丙烯酸树脂Ⅳ号(Eudragit E100即EuE100)
②肠溶型: 丙烯酸树脂Ⅱ号、 Ⅲ号
(Eudragit L100、Eudragit S100) CAP、HPMCP、PVPP等
③不溶释型:EC、醋酸纤维素、EuRS、
EuSL
薄膜衣
◆溶剂:有机溶剂(乙醇、丙酮等)、水 ◆辅料 ①增塑剂:甘油、丙二醇、PEG(水溶性)
包衣材料
片剂包衣 ◆包衣的目的
①改善外观,于识别 ②掩盖不良臭味
③增加药物稳定性
④控制药物释放部位或时间
⑤防止发生配伍变化
包衣的种类
◆包衣的种类:
①糖衣:衣料主要为蔗糖 ②薄膜衣:衣料主要为高分子材料
可分为:胃溶型 肠溶型 不溶型(缓释型) ◆包衣的方法: 滚转包衣法 流化包衣法 压制包衣法
乳膏剂的制备-药剂学实验 ppt课件

•Franz扩散池体积Vml
•扩散介质FeCl3-HCl溶液 •渗透膜为市售半透膜
ppt课件 16
(1)在接受池加入磁力搅拌子,注满扩散介质Vml,半透膜用蒸馏水润湿,
平铺在接受池上,半透膜内面刚好与接受液接触,压上扩散池,用夹子 固定。将水杨酸软膏剂填于扩散池内,与池口平齐。
(2)扩散介质为150ml蒸馏水内含0.5ml显色剂,其中显色剂为FeCl31g
(一)处方分析
成分 水杨酸 2
1.
O/W型基质乳膏
作用 主药 备注 加入基质
用量(g)
单硬脂酸甘油酯
硬脂酸 白凡士林 液体石蜡 羊毛脂
1.4
4.8 0.4 2.4 2.0
反相辅助乳化剂
与三乙醇胺反应物作乳化 剂,油脂性基质 油脂性基质 稠度调节剂 油脂性基质,吸水改善剂
油相
油相 油相 油相 油相
三乙醇胺
• ⑤用于溃疡创面的软膏应无菌。
ppt课件
7
ppt课件
8
3.本实验采用乳化法
ppt课件
9
三、仪器和材料
仪器:药物透皮扩散仪,研钵,
水浴锅,烧杯,玻棒等。 材料:水杨酸,液状石蜡,凡士林,羊毛脂, 硬脂酸,单硬脂酸甘油酯,三乙醇胺, 甘油,石蜡,司盘80,乳化剂OP, 蒸馏水等。
ppt课件
10
四、实验内容
ppt课件
4
一、 实验目的
1.掌握不同类型软膏基质的制备方法。
2.掌握软膏中药物释放的测定方法,比较不同基质 对药物释放的影响。
3. 了解软膏剂的质量评定方法。
ppt课件
5
二、实验原理
1.基质的作用和选择
• 基质为软膏剂的赋形剂,它使软膏剂具有一定的特性且影响软膏剂的
软膏剂的制备.doc实验报告
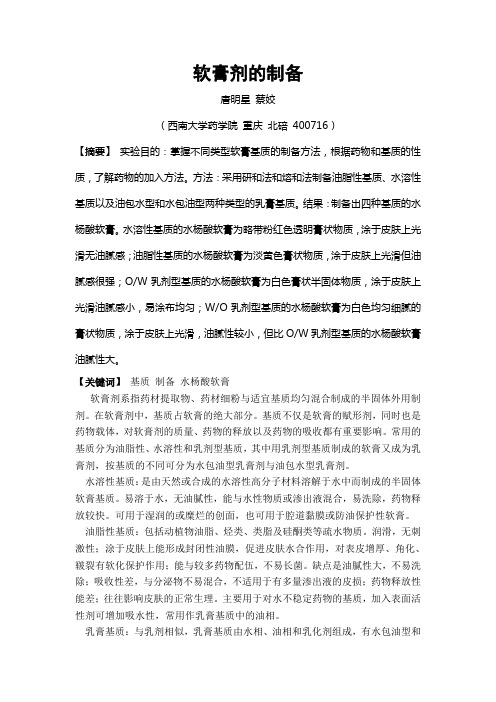
软膏剂的制备唐明星蔡姣(西南大学药学院重庆北碚 400716)【摘要】实验目的:掌握不同类型软膏基质的制备方法,根据药物和基质的性质,了解药物的加入方法。
方法:采用研和法和熔和法制备油脂性基质、水溶性基质以及油包水型和水包油型两种类型的乳膏基质。
结果:制备出四种基质的水杨酸软膏。
水溶性基质的水杨酸软膏为略带粉红色透明膏状物质,涂于皮肤上光滑无油腻感;油脂性基质的水杨酸软膏为淡黄色膏状物质,涂于皮肤上光滑但油腻感很强;O/W乳剂型基质的水杨酸软膏为白色膏状半固体物质,涂于皮肤上光滑油腻感小,易涂布均匀;W/O乳剂型基质的水杨酸软膏为白色均匀细腻的膏状物质,涂于皮肤上光滑,油腻性较小,但比O/W乳剂型基质的水杨酸软膏油腻性大。
【关键词】基质制备水杨酸软膏软膏剂系指药材提取物、药材细粉与适宜基质均匀混合制成的半固体外用制剂。
在软膏剂中,基质占软膏的绝大部分。
基质不仅是软膏的赋形剂,同时也是药物载体,对软膏剂的质量、药物的释放以及药物的吸收都有重要影响。
常用的基质分为油脂性、水溶性和乳剂型基质,其中用乳剂型基质制成的软膏又成为乳膏剂,按基质的不同可分为水包油型乳膏剂与油包水型乳膏剂。
水溶性基质:是由天然或合成的水溶性高分子材料溶解于水中而制成的半固体软膏基质。
易溶于水,无油腻性,能与水性物质或渗出液混合,易洗除,药物释放较快。
可用于湿润的或糜烂的创面,也可用于腔道黏膜或防油保护性软膏。
油脂性基质:包括动植物油脂、烃类、类脂及硅酮类等疏水物质。
润滑,无刺激性;涂于皮肤上能形成封闭性油膜,促进皮肤水合作用,对表皮增厚、角化、皲裂有软化保护作用;能与较多药物配伍,不易长菌。
缺点是油腻性大,不易洗除;吸收性差,与分泌物不易混合,不适用于有多量渗出液的皮损;药物释放性能差;往往影响皮肤的正常生理。
主要用于对水不稳定药物的基质,加入表面活性剂可增加吸水性,常用作乳膏基质中的油相。
乳膏基质:与乳剂相似,乳膏基质由水相、油相和乳化剂组成,有水包油型和油包水型之分。
实验二软膏剂膜剂的制备

软膏剂(Ointments) 是指药物与适宜基质均匀混合制成的具 有适当稠度的膏状外用制剂。 可在局部发挥疗效或起保护和润滑皮肤 的作用,药物也可透过皮肤吸收进入体 循环,产生全身治疗作用。
2
软膏剂的组成
药物
软膏剂 基 质 添加剂
抗氧剂 防腐剂 渗透促进剂
……
3
软膏剂的基质
油脂性基质
8
O/W乳剂型基质的水杨酸软膏制备 1、处方
水杨酸 单硬脂酸甘油脂 白凡士林 硬脂酸 十二烷基磺酸钠 甘油 对羟基苯甲酸乙脂
蒸馏水
1.0g
0.4g 油相 2.4g
1.6g
0.2g
1.4g(0.025g/d)
0.04g
加至20g
9
2、制作
取白凡士林、硬脂酸和单硬脂酸甘油酯置于烧 杯中,水浴加热至70~80℃使其熔化。将十二 烷基磺酸钠、甘油、对羟基苯甲酸乙脂和计算 量的蒸馏水置另一烧杯中加热至70~80℃使其 溶解,在同温下将水液以细流加到油液中,边 加边搅拌至冷凝,即得O/W乳剂型基质。 取水杨酸置于钵体中,分次加入制得的基质研 匀,即得。
适量
16
膜剂的制备工艺
匀浆制膜法
17
空白膜剂的制备 1、处方
PVA(17-88) 山梨醇 甘油 蒸馏水
4g 0.7g 0.5g
加至30ml
19
2、制作
取聚乙烯醇、山梨醇、甘油和蒸馏水置 于烧杯中浸泡溶胀,90 ℃水浴使其熔解。 涂膜:将溶液倾倒于不锈钢板上,约 0.3mm厚,70 ℃干燥后剪成0.5cm2的小 块,装入聚乙烯袋中,封好备用。
熔化
搅拌
溶解
+药物
软膏
5
实验内容
W/O乳剂型基质的水杨酸软膏制备
软膏剂制备工艺操作

偶氮类(苋菜红、柠檬黄) 非偶氮类(赤藓红、亮蓝)
曙红、品红、亚甲蓝、
③口服液体制剂口感适宜 ④外用液体制剂无刺激性 ⑤液体制剂应有一定的防腐能力
◆液体药剂分类
①按分散相颗粒大小及分散形式分 类型 低分子溶液 高分子溶液 颗粒大小 <1nm 1~100nm 分散形式 分子或离子 高分子 体系 均相 均相 ——————————————————————
溶胶
混悬液 乳浊液
◆混悬剂的质量要求:
① 微粒细小均匀
②微粒沉降缓慢,沉降后不结块,容易重新分 散
③稠度适宜,倾倒不粘瓶壁
④标签上应注明“用前摇匀”
助悬剂
混悬剂的稳定剂
混悬剂是热力学不稳定体系,需加入稳定剂 (一)助悬剂 ◆作用:增加分散介质黏度,减缓沉降。 ◆种类:
①低分子助悬剂(甘油、糖浆等)
②高分子助悬剂(CMC-Na、阿拉伯胶、西黄蓍胶等)
④辅助乳化剂:
增加水相粘度的:MC、CMC-Na、HPMC、 海藻酸钠 、琼脂、阿拉伯胶等 增加油相粘度的:鲸蜡醇、蜂蜡、 单硬脂酸甘油酯、硬脂酸、硬脂醇等
乳化剂的选用
①根据乳剂类型选择
O/W型、W/O型
②根据乳剂给药途径选择 内服:天然乳化剂、非离子表面活性剂 外用:阴离子表面活性剂 注射:磷脂、泊洛沙姆等
乳剂
一、概述 ◆乳剂:指互不相溶的两液体混合,其中一种以小液 滴状态分散于另一种液体中形成的非均相液体药剂 。 液滴大小一般:0.1~10µm,外观为乳状
◆乳剂的两相组成:
①分散相即内相、不连续相(液滴分散的液体)
②分散介质即外相、连续相(另一液体)
软膏剂制备工艺操作

注射剂的制备
二、配液 ◆配液方法 ① 稀配法:一次配成所需浓度 (适用于质量好的原料,配液量不大) ②浓配法:先配成浓溶液,经处理(除 杂质等)后,再稀释至所需浓度。 输液一般采用浓配法
注射剂的制备
二、配液 ◆配液注意事项 ①配制油性注射液, 注射用油需灭菌 (150℃干热灭菌)、过滤 ②不易滤清的药液可用活性炭处理 活性炭作用:吸附热原、色素等 助滤、提高澄明度 ③不稳定的药物应注意调配顺序 ④尽量避免污染,严格原辅料的称量与 核对
注射剂的附加剂
◆调节渗透压的方法:
(1)冰点降低数据法 理论依据:稀溶液冰点相同,渗透压相等。 血浆、泪液冰点为-0.52 ℃,把所配溶液 冰点调节为-0.52 ℃即为等渗。
注射剂的附加剂
计算公式:
0.52 - a W= b
W:配制100ml等渗溶液需加等渗调节剂 的克数(g/100ml) a:未经调节溶液的冰点降低值 b:1%等渗调节剂的冰点降低值
注射用无菌粉末
三、注射用冷冻干燥制品 ◆冻干粉针制备过程中可能存在的问题 ①产品含水量偏高 原因:药液过厚、供热不足、真空度不够 ②喷瓶 原因:供热太快、受热不匀、预冻不完全 ③产品外形不饱满或萎缩 原因:内部水蒸气逸出不完全 解决办法:加甘露醇、氯化钠等 ④不溶性微粒
滴眼剂
一、概述 ◆眼用制剂:滴眼剂、洗眼剂、眼内注射溶液、 眼膏剂、眼膜剂等。 ◆药物眼部吸收的途径 角膜(主要途径)和结膜 ◆ 影响药物眼部吸收的因素 ①药物从眼睑缝隙损失;②全身吸收; ③药物的水溶性与pH;④刺激性; ⑤表面张力;⑥粘度
注射用无菌粉末
三、注射用冷冻干燥制品(简称冻干粉针) ◆冷冻干燥原理(见水的三相图) ◆制备:药液配制、药液过滤, 药液灌装 、半压塞、装入冻干机 冷冻干燥 、 封口 移出冻干机、轧盖
第10章软膏剂制备工艺操作

第二节 软膏剂的配制工艺操作
2. 软膏剂配制岗位操作法 〔1生产前准备 ① 检查操作间、工具、容器、设备等是否有清场合 格标志,并核对是否在有效期内.否则按清场标准程序进行 清场并经QA人员检查合格后,填写清场合格证,方可进入下 一步操作; ② 根据要求选择适宜软膏剂配制设备,设备要有"合 格"标牌,"已清洁"标牌,并对设备状况进行检查,确证设备 正常,方可使用; ③ 检查水、电供应正常,开启纯化水阀放水10分钟;
第二节 软膏剂的配制工艺操作
④ 检查配制容器、用具是否清洁干燥,必要时用75% 乙醇溶液对乳化罐、油相罐、配制容器、用具进行消毒;
⑤ 根据生产指令填写领料单,从备料称量间领取原、 辅料,并核对品名、批号、规格、数量、质量无误后,进行 下一步操作;
⑥ 操作前检查加热、搅拌、真空是否正常,关闭油相 罐、乳化罐底部阀门,打开真空泵冷却水阀门;
〔六质量判断 1.外观 应无酸败、异臭、变色、变硬,乳膏不得有 油水分离及胀气现象; 2.粒度 混悬型软膏剂取适量的供试品,涂成薄层, 薄层面积相当于盖玻片面积,共涂三片,照"粒度测定法" 〔中国药典2005版附录IX E第一法检查,均不得检出大于 180μm的粒子; 3.粘稠度 软膏剂应具有适当的粘稠度,应易涂布于 皮肤或粘膜上,不融化,粘稠度随季节变化应很小.
第二节 软膏剂的配制工艺操作
② 将罐内加入足量热水〔水面高出乳化头10cm,放下罐顶, 开动搅拌、乳化5分钟,排出污水,重复操作1次.罐内加入适量热 水和洗洁精,用毛刷刷洗罐盖、罐壁、搅拌器、乳化头2-3遍,排 出污水,再用纯化水冲洗约10分钟直至无可见异物.
③ 用纯化水淋洗油相过滤器、真空过滤器及乳化罐2次. ④ 用75%乙醇溶液擦拭罐内表面、罐盖和搅拌进行消毒. ⑤ 用毛巾将乳化罐外部、底板及电控柜从上到下仔细擦洗 干净,注意擦净罐底部的阀门及相连电线套管、水管等处死角. 毛巾应单向擦拭,并每擦约1平方米清洗一次.
软膏剂制备工艺操作

◆相关概念
前体药物:由活性药物衍生而成的体外药理惰 性物质,在体内经化学反应和酶反应使活性母体药 物再生而发挥其治疗作用
磁性靶向制剂:采用体外磁场的效应引导药物 在体内定向移动和定位集中的制剂。
◆相关概念 动脉栓塞:通过插入动脉的导管将栓塞物质
输送的靶组织或靶器官的技术。
动脉栓塞的目的:阻断对靶区的血供和营养, 使靶区的肿瘤细胞缺血坏死。
如栓塞制剂含有抗肿瘤药物,则具有栓塞和靶 向化疗的双重作用,还具有延长药物在作用部位 作 用时间的效果。
这类制剂主要有栓塞微球和复乳。
三、经皮给药制剂
1.概述 ◆经皮给药制剂或经皮治疗系统(TTS):指药物
以一定的速率透过皮肤经毛细血管吸收进入体循环 的一类制剂。
1.概述 ◆固体分散体(物Fra bibliotek:固体药物高度分散在适宜
的固体载体材料中形成的一种固态物质。 药物分散状态:分子、胶态、微晶或无定型状
态。
◆固体分散体的特点
①提高难溶性药物的溶出速率、生物利用度 ②提高稳定性 ③油性药物固态化 ④具有速释、缓释或肠溶作用 ⑤ 载药量小、物理稳定性差(易老化) (无靶向作用)
❖ 溶蚀性骨架片:通过逐渐溶蚀的过程来延滞水溶性药
物的溶解 ❖ (骨架材料为蜡类或脂肪酸及其酯,如蜂蜡、硬脂酸)
❖ ❖ 不溶性骨架片: ❖ (骨架材料为不溶性,如EC、聚乙烯、EVA、聚丙烯酸树
脂)
◆膜控型:包衣片、包衣颗粒、包衣小丸等
◆渗透泵型
渗透泵片组成:药物、半透膜材料、渗透压 活性物质、助推剂
❖ 指在轻微压力下即可实现粘贴同时又容易剥离的一类胶粘 材料。
❖ 如:丙烯酸树脂压敏胶、聚异丁烯类压敏胶、硅橡胶等。
软膏剂、眼膏剂和凝胶剂的制备

精选完整ppt课件
21Βιβλιοθήκη 9.药物释放、穿透及吸收的测定方法
1)体外试验法 有离体皮肤法、半透膜扩散法、凝胶扩散法和微生物 扩散法等。
精选完整ppt课件
24
眼膏剂的制备
制备方法与软膏剂基本相同,但必须在清洁、灭菌的 环境下进行,严防微生物的污染。基质应融化后滤过, 并经150℃灭菌至少1小时。所用容器与包装材料均应 严格灭菌,避免染菌而导致眼睛感染。
眼膏剂中所用的药物,能溶于基质或基质组分者可制 成溶液型眼膏剂;不溶性药物应先研成极细粉末,并 通过九号筛,将药粉与少量基质或液状石蜡研成糊状, 再与基质混合制成混悬型眼膏剂。
2) 固体石蜡 为各种固体饱和烃的混合物,用于调节软 膏的稠度。
3)液状石蜡 为各种液体烃的混合物,主要用于调节软 膏稠度,在油脂性基质或W/O型软膏中用以研磨药 物粉末以利于与基质混合。
精选完整ppt课件
6
2.油脂类 多来源于动、植物的高级脂肪酸甘油酯及其混合 物。
3.类脂类 系由高级脂肪酸和高级脂肪醇化合而成的酯及其 混合物,具有一定的吸水性,多与其它油脂性基质合用。
2.熔和法 主要用于由熔点较高的组分组成、常温下不能均匀混合的 软膏基质。此法适用于大量软膏的制备。方法是先将熔点最高的 基质加热熔化,然后将其余基质依熔点高低顺序逐一加入,待全 部基质熔化后,再加入药物(能溶者), 搅匀并至冷凝。含不 溶性药物粉末的软膏经一般搅拌、混合后尚难制成均匀细腻的产 品,可通过研磨机进一步研磨使之细腻均匀。
软膏剂的制备

软膏剂的制备
软膏剂制备过程主要包括以下几个步骤:
1. 精细化粉末:选用符合要求的药品原料,将其粉碎成细粉。
2. 混合:将所需药物原料粉末和辅料混合均匀。
3. 溶解:将相应的药物物质和辅料,通过加热溶解在溶剂中。
4. 调配:根据药物的用途,对药物制剂进行适当的调配。
5. 过滤:将调配好的药物溶液过滤,以去除不溶物和杂质。
6. 填充:将过滤好的药物溶液灌装到软管、罐子或其他容器中。
7. 灭菌:对灌装好的药物进行灭菌处理。
8. 干燥:将灌装好的药物通过干燥等方式,使其成为软膏剂。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
软膏剂制备工艺操作
第一节 第二节 第三节
概述 软膏剂的配制工艺操作 软膏剂灌封工艺操作
2020/3/3
第一节 概 述
软膏剂指药物与油脂性、水溶性或乳剂型基质混合制 成均匀的半固体外用制剂。其中乳剂型基质的软膏称为乳 膏剂,乳膏剂基质可分为水包油型与油包水型。
软膏剂基质中油脂性基质常用的有凡士林、石蜡、液 状石蜡、硅油、蜂蜡、硬脂酸、羊毛脂等,水溶性基质主 要有聚乙二醇,乳膏剂常用的乳化剂可分为水包油型乳化 剂(钠皂、三乙醇胺皂类、十二烷基硫酸钠和聚山梨酯类 等)和油包水型乳化剂(钙皂、羊毛脂、单甘油酯、脂肪 醇等)。
2020/3/3
第二节 软膏剂的配制工艺操作
② 将罐内加入足量热水(水面高出乳化头10cm),放下罐 顶,开动搅拌、乳化5分钟,排出污水,重复操作1次。罐内加 入适量热水和洗洁精,用毛刷刷洗罐盖、罐壁、搅拌器、乳化 头2-3遍,排出污水,再用纯化水冲洗约10分钟直至无可见异物 。
③ 用纯化水淋洗油相过滤器、真空过滤器及乳化罐2次。 ④ 用75%乙醇溶液擦拭罐内表面、罐盖和搅拌进行消毒。 ⑤ 用毛巾将乳化罐外部、底板及电控柜从上到下仔细擦洗 干净,注意擦净罐底部的阀门及相连电线套管、水管等处死角 。毛巾应单向擦拭,并每擦约1平方米清洗一次。
⑦ 挂本次运行状态标志,进入配制操作。
2020/3/3
第二节 软膏剂的配制工艺操作
(2)配制操作 ① 配制油相 加入油相基质,控制温度在70℃。待油相 开始熔化时,开动搅拌至完全熔化; ② 配制水相 将水相基质投入处方量的纯化水中,加热 搅拌,使溶解完全; ③ 乳化 保持上述油相、水相的温度,将油相、水相通 过带过滤网的管路压入乳化锅中,启动搅拌器、真空泵、加热 装置。乳化完全后,降温,停止搅拌,真空静置; ④ 根据药物的性质,在配制水相、油相时或乳化操作中 加入药物; ⑤ 静置 将乳膏静置24小时后,称重,送至灌封工序。
2020/3/3
第二节 软膏剂的配制工艺操作
3.粒度过大 不溶性的固体物料,应先磨成细粉,过100~120目筛, 再与基质混合,以避免成品中药物粒度过大。
六、实训考核 七、思考题
2020/3/3
第二节 软膏剂的配制工艺操作
② 开动真空泵,待乳化锅内真空度达到-0.05MPa时 ,开启水相阀门,待水相吸进一半时,关闭水相阀门;
③ 开启油相阀门,待油相吸进后关闭油相阀门; ④ 开启水相阀门直至水相吸完,关闭水相阀门,停 止真空系统; ⑤ 开动乳化头10分钟后停止,开启刮板搅拌器及真 空系统,当锅内真空度达-0.05MPa时,关闭真空系统。开 启夹套阀门,在夹套内通冷却水冷却; ⑥ 待乳剂制备完毕后,停止刮板搅拌,开启阀门使 锅内压力恢复正常,开启压缩空气排出物料; ⑦ 将乳化锅夹套内的冷却水放掉。
2020/3/3
第二节 软膏剂的配制工艺操作
④ 检查配制容器、用具是否清洁干燥,必要时用75% 乙醇溶液对乳化罐、油相罐、配制容器、用具进行消毒;
⑤ 根据生产指令填写领料单,从备料称量间领取原 、辅料,并核对品名、批号、规格、数量、质量无误后, 进行下一步操作;
⑥ 操作前检查加热、搅拌、真空是否正常,关闭油 相罐、乳化罐底部阀门,打开真空泵冷却水阀门;
2020/3/3
第二节 软膏剂的配制工艺操作
⑥ 安装好乳化罐顶部的油相过滤器、真空过滤器。 ⑦ 在连续生产时每周至少一次在生产间隔时用5%甲 酚皂或0.2%新洁尔灭擦试设备底部和电控柜。 (3)清洁后关好开关、各处进水的阀门。 (4)每批生产结束后按上述清洁方法进行清洁。 (5)清洁有效期为7天,如果超过有效期,需按上述 述清洁方法重新进行清洁。
内包材
原料 称量、配制
灌封 缓冲
基质 预处理
外包材
外包装
检验
入库
物料:
工序:
检验:
入库:
图10-1 软膏剂制备工艺流程图
2020/3/3 注:虚线框内代表30万级或以上洁净生产区域
第二节 软膏剂的配制工艺操作
一、实训目标
1.掌握软膏剂配制岗位操作法 2.掌握软膏剂配制生产工艺管理要点及质量控制要 点 3.掌握ZJR、TZGZ真空乳化搅拌机的标准操作规程 4.掌握ZJR、TZGZ真空乳化搅拌机的清洁、保养标准 操作规程
2020/3/3
第二节 软膏剂的配制工艺操作
2. 软膏剂配制岗位操作法 (1)生产前准备 ① 检查操作间、工具、容器、设备等是否有清场合 格标志,并核对是否在有效期内。否则按清场标准程序进 行清场并经QA人员检查合格后,填写清场合格证,方可进 入下一步操作; ② 根据要求选择适宜软膏剂配制设备,设备要有“ 合格”标牌,“已清洁”标牌,并对设备状况进行检查, 确证设备正常,方可使用; ③ 检查水、电供应正常,开启纯化水阀放水10分钟 ;
2020/3/3
第二节 软膏剂的配制工艺操作
④ 分别用纯化水淋洗油相罐、不锈钢连接管2次; ⑤ 用75%乙醇溶液仔细擦拭油相罐内部和罐盖,消毒 后将油相罐盖好; ⑥ 用毛巾将油相罐外部从上到下仔细擦洗,尤其注 意阀门及相连电线套管、水管等处死角,毛巾应单向擦拭 ,并每擦约1平方米清洗一次。 (2)乳化罐的清洁 ① 将乳化罐顶部油相过滤器、真空过滤器打开取下 ,放工具车上送洗涤间,用热水清洗至无可见残留物。
2020/3/3
第二节 软膏剂的配制工艺操作
表10-3 软膏剂配制设备常见故障及排除方法
故障现象
可能原因
解决方法
乳化锅内物料沸腾
真空度过高
降低真空度
乳化头卡死
物料过稠
真空度不能达到要求 机械密封老化或阀门未关严
关闭电源,检修乳化头,根 据故障原因重新处理物料
检查机器的机械密封及各阀 门,重新关严或更换失效部 件
2020/3/3
第二节 软膏剂的配制工艺操作
4.油相熔化后才能开启搅拌,搅拌完成后要真空保 温贮存;
5.一般情况下油相、水相应用100目筛过滤后混合; 6.生产过程中所有物料均应有明显的标示,防止发 生混药、混批。 (三)质量控制关键点 1.外观; 2.混悬型软膏必须控制粒度; 3.粘稠度。
2020/3/3
2020/3/3
第二节 软膏剂的配制工艺操作
(3)生产结束 ① 按《操作间清洁标准操作规程》、《真空乳化搅 拌设备清洁标准操作规程》,对场地、设备、用具、容器 进行清洁消毒,经QA人员检查合格,发清场合格证。 (4)记录 如实填写生产操作记录,表格见表10-1、10-2。
2020/3/3
第二节 软膏剂的配制工艺操作
2020/3/3
第二节 软膏剂的配制工艺操作
2. 真空均质乳化机清洁标准操作规程 (1)油相罐的清洁 ① 取下油相罐的盖子,送清洗间用纯化水刷洗干净; ② 往油相罐加入1/3罐容积的热水,浸泡、搅拌、冲洗 5分钟,排除污水,再加入适量的热水和洗洁精,用毛刷从 上到下清洗罐壁及搅拌桨、温度探头等处(尤其注意罐底放 料口的清洗),直至无可见残留物; ③ 将不锈钢连接管拆下,把两端带长绳子的小毛刷塞 入管中,用水冲到另一端,两人分别在管的两端拉住绳子, 加入热水和洗洁精,来回拉动绳子刷洗管内壁,然后倒出污 水后再加入纯化水重复操作2次直至排水澄清、无异物;
2020/3/3
第二节 软膏剂的配制工艺操作
五、常见问题及处理方法
1.主药含量低 某些药物在高温下会分解,软膏剂配制时需要根据主 药理化性质控制油、水相加热温度,以防止由于温度过高 引起药物分解。 2.主药含量均匀度不好 在投料时需要考虑主药性质,根据主药在基质中的溶 解性能将主药与油相或水相混合,或先将主药溶于与少量 基质混匀,再加至大量的基质中。
第二节 软膏剂的配制工艺操作
(三)软膏剂配制主要设备 1.ZJR型真空乳化机 ZJR型真空乳化机可用于软膏剂的加热、溶解、乳化 ,整套设备包括油相锅、水相锅、乳化锅、真空泵和控制 系统。可搅拌、乳化高粘度物料。加料及出料都可用真空 泵完成,操作简便。机器由不锈钢制造,清洗方便。 2.TZGZ系列真空乳化搅拌机 ZJR型真空乳化搅拌机(图10-2)可用于软膏剂的加 热、溶解、均质乳化,本机组主要由预处理锅、主锅、真 空泵、液压、电器控制系统等组成,均质搅拌采用变频无 极调速,加热采用电热和蒸汽加热两种,乳化快,操作方 便。 2020/3/3
2020/3/3
第二节 软膏剂的配制工艺操作
(4)自觉遵守工艺纪律,保证软膏剂配制岗位不发 生混药、错药或对药品造成污染,发现偏差及时上报。
(5)认真如实填好生产记录,做到字迹清晰、内容 真实、数据完整、不得任意涂改和撕毁,做好交接记录, 顺利进入下道工序。
(6)工作结束或更换品种时应及时做好清洁卫生并 按有关SOP进行清场工作,认真填写相应记录。做到岗位 生产状态标识、设备所处状态标识、清洁状态标识清晰明 了。
二、实训适用岗位
本工艺操作适用于软膏剂配制工、软膏剂质量检查工 。
2020/3/3
第二节 软膏剂的配制工艺操作
(一)软膏剂配制工 1.工种定义:软膏剂配制工是将药物或中药材有效 成分提取物与适宜的基质,采取研合法、熔合法或乳化法 进行均匀混合,制成易于皮肤和粘膜吸收的外用和眼用的 半固体制剂的操作人员。 2.适用范围:软膏剂配制操作、搅拌机清洁维护、 质量自检 (二)软膏剂质量检查工 1.工种定义:软膏剂质量检查工是指从事软膏剂生 产全过程的各工序质量控制点的现场监督和对规定的质量 指标进行检查、判定的操作人员。 2.适用范围:软膏剂生产全过程的质量监督(工艺 202管0/3/理3 、QA)
2020/3/3
第二节 软膏剂的配制工艺操作
(六)质量判断 1.外观 应无酸败、异臭、变色、变硬,乳膏不得 有油水分离及胀气现象; 2.粒度 混悬型软膏剂取适量的供试品,涂成薄层 ,薄层面积相当于盖玻片面积,共涂三片,照“粒度测定 法”(中国药典2005版附录IX E第一法)检查,均不得检 出大于180μm的粒子; 3.粘稠度 软膏剂应具有适当的粘稠度,应易涂布 于皮肤或粘膜上,不融化,粘稠度随季节变化应很小。