利用Minitab制作控制图直方图鱼骨图等
如何用Minitab软件绘制鱼骨图、柏拉图、散布图和直方图
第二步:选择“Stat>Quality Tools>cause-and Effect……”
第三步:在出现的对话框输入下图所示信息
选择包含因果图相应分枝 的原因列表栏
改变缺陷分枝标识的缺 省设置,缺陷设置为人、 机、料、法、环、测量
使用Minitab制作步骤如下:
第一步:将数据输入Minitab工作表
输入不良项目
相对应的输入 不良数
第二步:选择“Stat>Quality Tools>Pareto Chart”
第三步:在出现的对话框输入下图所示信息 -1
选择包含原始数 据的栏
第三步:在出现的对话框输入下图所示信息 -2
如数据输入格式为缺陷名和 缺陷频率时选择该项
Machines
柏
拉
定义:
图
根据所搜集之数据,按不良原因、不良状况、不良 发生位置等不同区分标准,以寻求占最大比率之原因、 状况或位置的一种图形. 1897年,意大利学者柏拉撬分析社会经济结构,发 现绝大多数财富掌握在极少数人手里,称为“柏拉法 则”. 美国质量专家朱兰博士将其应用到品管上,创出了 “Vital Few, Trivial Many”(重要的少数,琐细的多 数)的名词,称为“柏拉图原理”.
如何使用Minitab 制作鱼骨图、 柏拉图、散布图和直方图
鱼骨图
定义:
对于结果与原因间或所期望之效果与对策间的关系, 以箭头连结,详细分析原因或对策的一种图形称为特性 要因图,工程鱼骨图或因果图. 它为1952年日本品管权威学者石川馨博士所发明, 又称“石川图”.
使用Minitab制作步骤如下:
第三步:在出现的对话框输入下图所示信息 -3
minitab作图应用

第一步:将数据输入Minitab工作表
第二步:选择
29
选择包含因果 图相应分枝的 原因列表栏
输入因果图对 应的问题。
改变缺陷分枝标识的缺省设置, 缺陷设置为人、机、料、法、 环、测量
输入图形标题
30
31
量具重复性和再现性
1、量具重复性和再现性研究的目的是确定观察到的过程变异中测量系统变异所占的
37
测量系统能力 说明 P/TV或P/V≤10% 测量系统能力很好 10%<P/TV或P/V≤30% 测量系统能力处于临界状态 P/TV或P/V>30% 测量系统能力是不满意的,必须改进
小于20%良好
大于4良好
38
样品间的差异为主要原因
测量值随样品的变动,主 要变动为样品
所有点在管理界限内为佳
测量值随作业员的变动, 相差不大
大部分点落在管理界限外, 部品差异为主因
显示作业员测量有差异的 样品 39
能力分析---CPK
一旦一个过程处于统计控制状态,既可以连续生产,这时可能要确定其 否有能力生产出满足规格的产品,能力计算是将规格宽度和过程变异宽度 进行比较。
40
影响工序能力的因素
• • • • • • 人: 操作者的技术水平及责任心 机: 生产设备功能和精度 料: 材料的性能(包括直接材料如拉料,附助料如切削油) 法: 工艺方法的特点(机床程序,夹具,刀具及加工参数) 环: 环境变化(温度,湿度,振动,噪音,光线等) 测量: 测量仪器的误差和工装误差 每个方面都存在一些偶然性因素,这些因素都可能使质量特 性发生差异或波动,形成自已的频率分布,这些频率分布通常都具 有正态分布或近似分布的性质,若我们用σ表示各方面的标准 差,6σ则表示工序能力,而这个工序能力只能表示我们目前的工 序能力能够达到某种水平,但不能衡量该工序能力是否满足该工 序的质量要求.这个要求一般表现为图纸公差(T),为了体现工序 能力是否满足工序的质量要求,引进CP工序能力指数,并规定 CP=T/6σ,当公差中心M与分布中心U重合时,CP、T与6σ存在以下 关系:
跟我学一步步学Minitab (24)做直方图20200422
这一个人偏离较远,身 高比较矮,需要引起注 意
今天就谈到这,欢迎大家交流!
什么时候考虑使用直方图?
了解数据的分布情况 将数据进行分类,了解不同频次 判定数据的真假 数据和规格的比较 获得直观的平均值和标准差
什么是直方图
直方图一些重要名词
数据,每个测量值为一个数据。直方图的数据一般需要在30个以上 组数,将数据分成多少组。100个数据一般分成8-10组左右
什么是直方图
直方图一些重要名词
做直方图 Histogram 做直方图 Histogram
大方图进行分析,找出数据规律 ”
什么是直方图
又称质量分布图,是一种统计报告图,由一系列高度不等的纵向条纹或线段表示数据分布的情况
一般用横轴表示数据类型,纵轴表示分布情况
什么是直方图
频数:对落在各个小组内的数据进行累计,得到各个小组内的数据的个数 组距把所有数据分成若干组,每个小组的两个端点之间的距离组内数据的取值范围称为组距
分析例子
调查72个同学的身高如下(单位:cm)
调查72个同学的身高如下(单位:cm) 138 142 148 145 140 141 139 140 141 138 138 139 144 138 139 136 137 137 131 127 138 137 137 133 148 133 143 137 139 145 145 141 135 131 136 131 134 136 137 133 134 132 135 134 132 134 121 129 138 132 130 135 135 134 136 131 131 139 136 135 140 130 136 127 138 132 149 132 144 136 138 149
MiNitab作控制图的方法.doc

1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1.2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
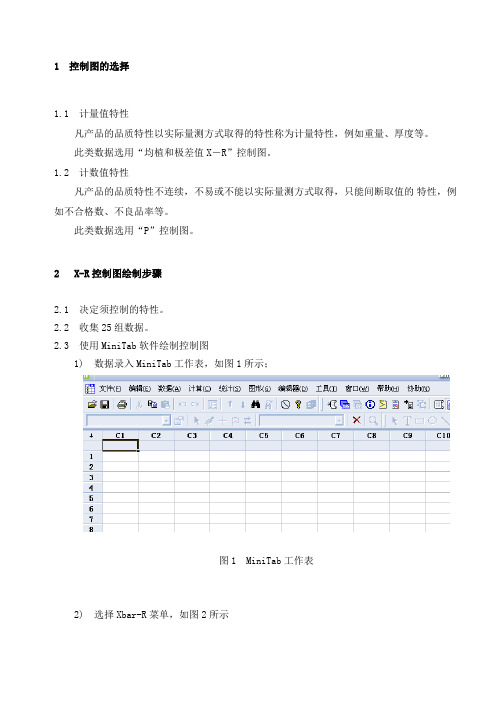
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单 3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口4) 绘制X-R控制图,如图4所示S a m p l eS a m p l e M e a n5432126242220__X=22.221UCL=25.459LCL=18.984S a m p l eS a m p l e R a n g e543211612840_R=6.70UCL=13.42LCL=01Xbar-R Chart of C12图4 X-R 控制图2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R 控制图的使用3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab 工作表。
3.2 根据历史计算出的“均值”、“标准差”,绘制生产现场实时X-R 控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态1) 多数的点集中在中心线附近。
2) 少数的点落在控制界限附近(但未超出控制界限)。
3) 各点的分布呈随机状态。
4.2 异常控制图的判读1) 任何超出控制限的点2) 连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。
MiNitab作控制图的方法

1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1.2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口4) 绘制X-R控制图,如图4所示图4 X-R控制图2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R控制图的使用3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab工作表。
3.2 根据历史计算出的“均值”、“标准差”,绘制生产现场实时X-R控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态数的点集中在中心线附近。
2) 少数的点落在控制界限附近(但未超出控制界限)。
点的分布呈随机状态。
4.2 异常控制图的判读1) 任何超出控制限的点2) 连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。
4.3 异常之控制图的纠正/预防措施1) 出现任何超出控制界限的点,都应提请相关单位进行原因分析,并采取纠正措施。
2) 对于连续7个点在中心线之上或之下,或连续7个点上升或下降,或其它明显非随机图形,都应提请相关部门分析原因,留意趋势采取相应预防措施。
如何用Minitab软件绘制鱼骨图、柏拉图、散布图和直方图
smartscope
10.4 10.3 10.2 10.1 10.0 10.1 10.2 10.3 10.4 cmm 10.5 10.6 10.7
注意:相关结果 分析在90%以上 说明两者之间存 在关系!!
直
方
图
定义:
直方图是将所收集的测定值或数据之全距分为几个 相等的区间作为横轴,并将各区间内之测定值所出现次 数累积而成的面积,用柱子排起来的图形.用来对品质现 状了解,找出比较深入的问题。
第一步:将数据输入Minitab工作表
根据5M1E分析原因依次输入工作表
第二步:选择“Stat>Quality Tools>cause-and Effect……”
第三步:在出现的对话框输入下图所示信息
选择包含因果图相应分枝 的原因列表栏
改变缺陷分枝标识的缺 省设置,缺陷设置为人、 机、料、法、环、测量
使用Minitab制作步骤如下:
第一步:将数据输入Minitab工作表
输入不良项目
相对应的输入 不良数
第二步:选择“Stat>Quality Tools>Pareto Chart”
第三步:在出现的对话框输入下图所示信息 -1
选择包含原始数 据的栏
第三步:在出现的对话框输入下图所示信息 -2
如数据输入格式为缺陷名和 缺陷频率时选择该项
使用Minitab制作步骤如下:
第一步:将数据输入Minitab工作表
将收集数据输入
第二步:选择“Graph>Histogram”
第三步:在出现的对话框输入下图所示信息-1
选择所需直方图 的图样
MiNitab作控制图的方法
1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1.2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单 3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口4) 绘制X-R控制图,如图4所示图4 X-R控制图2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R控制图的使用3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab工作表。
3.2 根据历史计算出的“均值”、“标准差”,绘制生产现场实时X-R控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态1) 多数的点集中在中心线附近。
2) 少数的点落在控制界限附近(但未超出控制界限)。
3) 各点的分布呈随机状态。
4.2 异常控制图的判读1) 任何超出控制限的点2) 连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。
4.3 异常之控制图的纠正/预防措施1) 出现任何超出控制界限的点,都应提请相关单位进行原因分析,并采取纠正措施。
2) 对于连续7个点在中心线之上或之下,或连续7个点上升或下降,或其它明显非随机图形,都应提请相关部门分析原因,留意趋势采取相应预防措施。
Minitab在品管常用作图中的应用

1、双击Minitab运行程序图标‘
’打开Minitab软件;
2、在Excel电子文档中输入的‘钢板厚度的数据列表’然后将表
格复制到Minitab的工作表中。
3、在主菜单栏,选择选择‘统计/质量工具/能力分析/正太’ ,打
开
‘能力分析(正太分布)’对话框;
4、勾选对话框中的‘单列’选项,包含回归’ 将光标放置在其
1、Minitab作图(柏拉图)的一般步骤
1、双击Minitab运行程序图标‘
’打开Minitab软件;
2、在电子文档的C1与C2列中输入各种不良原因与不良数
3、在主菜单栏,选择‘Stat(统计)/Quality Tools(质
量工具)/Pareto (柏拉图)’打开柏拉图 对话框;
4、 勾选‘已整理成表格的数据缺陷’栏,将光标置‘标签位
右边的空白栏,选择对话框左上角的‘C12 其它’行,再点击 ‘选
择’,选择分支‘其它’; 11 .在‘因果图’对话框的‘效应’右边的空白栏输入‘假焊’;在 ‘标题’右
边的空白栏输入‘假焊不良原因的因果图’; 12. 点击‘确定’,完成作图。
详细步骤参见下页截图:
5
2、Minitab作图(因果图)的一般步骤
Cpm CL 下限
2100.. 08
1 9
Minitab作图有何优点? 最关键是什么?
Minitab作图的优点:简单、高效,图形直观、 一目了然;无与伦比的易学性。
最关键是:分类整理好数据列; 选择所要做图的类别; 逐步勾选进行运算。
21 2024/4/3
复制到Minitab的工作表中。
3、在主菜单栏,选择‘统计/控制图/单值的变量控制图/单值’
,打开‘控制图’对话框;
MiNitab作控制图的方法

1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1.2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单 3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口4) 绘制X-R控制图,如图4所示图4 X-R控制图2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R控制图的使用3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab工作表。
3.2 根据历史计算出的“均值”、“标准差”,绘制生产现场实时X-R控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态1) 多数的点集中在中心线附近。
2) 少数的点落在控制界限附近(但未超出控制界限)。
3) 各点的分布呈随机状态。
4.2 异常控制图的判读1) 任何超出控制限的点2) 连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。
4.3 异常之控制图的纠正/预防措施1) 出现任何超出控制界限的点,都应提请相关单位进行原因分析,并采取纠正措施。
2) 对于连续7个点在中心线之上或之下,或连续7个点上升或下降,或其它明显非随机图形,都应提请相关部门分析原因,留意趋势采取相应预防措施。
软件操作Minitab自动生成控制图方法

v UserlnterfaCC.Visible:=Tm e:
lI
Minitab窗 【J
繁 琐 ,而 日J¨ 算 结 果 要 与 M initab软 仆 】算 的 参 数 进 行 反 复对 比 羁】修 j
(2) 1]门 Minitab软 什 仃 榆 验 蚌 常 数 据 的 8种 模 式 , 采 用 白 开 发 实 8种 异 常 模 式 的 判 定 难 度 较 火 。2.购 买 第 三方 SPC控 件 , 在数据管理软件中集成。这 种开 发方式在升级
2 向 M i n i tab软 件 写 入 数 据 ,调 用COM的 OLE对 象 接 口实 现
程 实 施 控 制 , 软件 需 要 实脱 手守制 图功 能 ,从 而 对 过 程 的 受控 状 态 进 行分 析 和 榆 验 。
目 前 软 件 实 现 控 制 要 宵 2种 模 式 : 1自主 开 发 。包 括 条 件 筛选 ,数 据提 取 和 导 入 , 参 数 计 算 , 调 用 Picture或 第 三 方 Chart控 件绘 图 , 处 理 绘 图 肄常 数 据 , 完 成 图 形绘 制 并输 出 结 果 。 这 种 )1:发 办 式 存 在 以 F 足 :
ห้องสมุดไป่ตู้
r l:录 入 数 据 用 命 令 。
{ 编 辑 器 菜 单 中 的
1.2 设 置 8种 数据 检 验 条件
住 XBar.R控 制 菜 雌 lf『I 单 击 XBar-R 选项 ,选择检验选项 ,将 8种数据检验条件
except
ShowMessage(’创 建 Minitab埘 啄 火 收 !.1:
开 发 测 量 数 据 管 理 软 什 过 巾 , 需 爱 对 数 据 进 行 管 理 。例 如对 数 据 库 { 的数 据 按 照 设 定 的 条 件 实 现增 , 删 , 查 ,改 ,标 识 异常 等 基 本 操 作 。 为 方 便 软什 用 户列 造 与测 量 过
MiNitab作控制图的方法.pdf

StDev(Overall) 1.13329
USL Within Overall
Potential (Within) Capability Cp 0.86 CPL 0.80 CPU 0.92 Cpk 0.80
Overall Capability
Pp 0.88
PPL 0.82
PPU 0.95
Ppk 0.82
6
图 8 工序能力指数菜单
图 9 参数设置窗口
3) 工序能力指数 Cpk 的计算结果 Process Capability of C12
LSL
Process Data
LSL
19
Target
*
USL
25
Sample Mean 21.7863
Sample N
30
StDev(Within) 1.16714
4.1 正常之控制图其各点的动态 1) 多数的点集中在中心线附近。 2) 少数的点落在控制界限附近(但未超出控制界限)。 3) 各点的分布呈随机状态。
4.2 异常控制图的判读 1) 任何超出控制限的点 2) 连续 7 个点在中心线之上或之下 3) 连续 7 个点上升或下降 4) 任何其它明显的非随机图形,如 2/3 的描点应落在控制限 1/3 的中间区域,描点成 规则形状。
4.3 异常之控制图的纠正/预防措施 1) 出现任何超出控制界限的点,都应提请相关单位进行原因分析,并采取纠正措施。 2) 对于连续 7 个点在中心线之上或之下,或连续 7 个点上升或下降,或其它明显非随
机图形,都应提请相关部门分析原因,留意趋势采取相应预防措施。
4
5 P 控制图的使用方法
5.1 使用 P 控制图的样本数(n)以能够发现 1-5 个不良品最为适当。 5.2 使用 MiniTab 软件绘制 P 控制图
Minitab 直方图
四、直方图案例
Minitab直方图
四、直方图案例
Minitab直方图解析: 对绘制出的直方图进行解读
数据分布的情形:是否为正常的尖峰分布 数据的中心位置:是否与规格中心值重合 数据离散的程度:图形的形状是窄且尖还是宽且扁 数据分布和规格之间的关系:是重合还是偏离
上图数据的分布同规格值几乎重合,分布比较正 常,所以周转轴的异响并非因轴系过大引起,应 另找其他原因。
右绝壁形
三、直方图的分类
⑤双峰型 直方图看起来好像是两个直方图连接在一起,左右两边 各有较高的柱子,而中间的柱子较低,则称为双峰型。双 峰形直方图如图所示。 双峰形
三、直方图的分类
⑥高原形 直方图的柱子高低近似,柱子间高度相差甚微,看起来 有点像高原一样,则称为高原形。 原因:当数据来自几种平均值差异不大的产品,而这些 产品有混在一起时,制作出来的直方图往往就是高原形。
三、直方图的分类
1、直方图的形态
①常态形 直方图柱子显示中间高两边低,柱子间无间隔并且呈现 向中间集中的趋势,实际界限处于规格值之内,表示该制 程的品质处于稳定状态,如下柱子无规则的长短不一,柱子的顶端凹凸不平, 就行口中有缺损或者断裂的牙齿一样,如下图所示:
高原形
三、直方图的分类
⑦离岛型
说明:在右端或左端形成小岛。 测定有错误,工程调节错误或使用不同原料所引起。一定有异 常原因存在,只要去除,即可合乎制程要求,制出合格规格的 制品。
离岛形
三、Minitab直方图的制作步骤
1、数据输入
注意输入格式
三、Minitab直方图的制作步骤
1、选择图形
三、Minitab直方图的制作步骤
离岛形三minitab直方图的制作步骤1数据输入注意输入格式三minitab直方图的制作步骤1选择图形三minitab直方图的制作步骤1minitab直方图三minitab直方图的制作步骤1minitab直方图根据自己需求右击图形添加所需项目如添加参考线三minitab直方图的制作步骤1minitab直方图确定制作直方图的目的在制作直方图之前目标必须清晰才能够恰当的运用直方图解决问题
Minitab的基础功能应用(详细)
返回工程管理器窗口
3
Minitab数据处理
4
Minitab数据处理
5
Minitab数据处理
6
Minitab图表功能
7
Minitab图表—散点图
8
Minitab图表—柏拉图
9
Minitab图表—鱼骨图
10
Minitab图表—直方图
11
Minitab图表—控制图
计量值
Data 의 유형 Data 的类型
15
Minitab图表—箱线图
例如,对于以下数据: 7, 9, 16, 36, 39, 45, 45, 46, 48, 51 Q1 = 14.25 Q2(中位数)= 42 Q3 = 46.50 IQR四分位间距 = 46.50 - 14.25,或 32.25
16
箱线图实例
64 63 62
Length
61 60 59 58 Amy Jake Raj Rob Robyn
OperName
三周的中位数彼此接近。 箱线图显示管件直径随时间呈增加趋势
17
Minitab图表—箱线图
18
Minitab应用-检验人员MSA
Kappa 值介于 -1 和 +1 之间。kappa 值越高,一致性就越强 Kappa = 1 时,表明完全一致 Kappa = 0 时,则一致性与偶然预期的相同 Kappa < 0 时,一致性比偶然预期的还要弱,不过这种情况很少发生 通常,kappa 值至少应该为 0.70,但 kappa 值最好接近 0.90
计数值
已收集的Data是否是个别的? 是否组成群数据? Data群 个别 Data
不良数
是不是不良品数量? Data의 유형 是否是具体的缺陷?
MiNitab作控制图的方法

1 控制图得选择1、1 计量值特性凡产品得品质特性以实际量测方式取得得特性称为计量特性,例如重量、厚度等.此类数据选用“均植与极差值X—R”控制图.1、2 计数值特性凡产品得品质特性不连续,不易或不能以实际量测方式取得,只能间断取值得特性,例如不合格数、不良品率等.此类数据选用“P”控制图。
2 X—R控制图绘制步骤2、1 决定须控制得特性。
2、2 收集25组数据。
2、3使用MiniTab软件绘制控制图1)数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2)选择Xbar-R菜单,如图2所示图2 Xb ar-R菜单3) 根据会话窗口输入相应数据,如图3所示图3 Xba r-R 会话窗口4) 绘制X -R 控制图,如图4所示S a m p l eS a m p l e M e a n5432126242220__X=22.221UCL=25.459LCL=18.984S a m p l eS a m p l e R a n g e543211612840_R=6.70UCL=13.42LCL=01Xbar-R Chart of C12图4 X—R 控制图2、4 检查就是否有超出控制界限得点,如图4中第5组数据。
2、5 将超出控制界限得数据剔除并重复“2、4”。
3 生产现场X-R 控制图得使用3、1生产现场依据规定得抽样频率及抽样数,记录数据,所得数据录入MiniTab工作表.3、2 根据历史计算出得“均值"、“标准差",绘制生产现场实时X—R控制图.历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图得纠正/预防措施4、1 正常之控制图其各点得动态1) 多数得点集中在中心线附近。
2)少数得点落在控制界限附近(但未超出控制界限)。
3) 各点得分布呈随机状态.4、2 异常控制图得判读1)任何超出控制限得点2)连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显得非随机图形,如2/3得描点应落在控制限1/3得中间区域,描点成规则形状。