输液瓶用铝塑组合盖
口服液瓶用铝塑组合盖企业标准

取同批号铝件片材适量,用宽度为12.5mm。原始标距为50mm,平行
长度为75mm,过渡弧半径至少为20mm的刀具裁成图1试样,在拉伸装
置上进行试验,试验速度为10mm/min±2mm/min。材料的机械性能应符
合表1中规定的要求。
注:试样应在(23±2)℃、(50±5)%相对湿度放置4小时以上,并在 此条件进行试验。 【凸边】 取瓶盖适量,用游标卡尺测量,精确至0.1cm,瓶盖铝件的凸 边应不大于3%。
— OD型:由带撕开式撕片的铝件和无凸缘塑料件组成
表4 瓶盖尺寸
单位:mm
公
d3(去除
称
d1
d2
塑料件后
型式 +0.10 尺
的孔径)
e
h1 ±0.25
h2
0
寸
min max min max min max
min max
ZB、 ZD
15 16
13
3 13.8
8 0.168 0.242 6.3 7.3 8.4
铝件边缘的凸边以百分率表示,按公式(2)计算 …………………………………………… 公式(2)
式中: hmax 为铝件外侧最大高度 hmin 为铝件外侧最小高度
【开启力】 塑料件去除力 取瓶盖适量,在拉伸装置上进行试验,如图
3,试验速度为100mm/min±10mm/min,应符合表2中的规定 撕片撕开力 取瓶盖适量,拉钩挂于外露的撕片上,在拉伸装置上进行
试验,试验速度为100mm/min±10mm/min,直至完全撕开瓶盖应符合表 2中的规定
表 2 开启力
公称尺寸 (mm)
塑料件去除力最 小值 (N)
塑料件去除力最 大值 (N)
撕片撕开力最大 值
TSQB08-00 抗生素瓶用铝塑组合盖质量标准及检验操作规程

1 目的:建立抗生素瓶用铝塑组合盖的质量标准并规范抗生素瓶用铝塑组合盖检验操作。
2 范围:本规程适用于抗生素瓶用铝塑组合盖的质量检验及质量判定。
3 标准依据:《国家食品药品监督管理局国家药品包装容器(材料)标准(试行)》YBB00372003 4 内容:页脚内容14.1 类别:药用包材。
4.2 物料代码:B084.3 贮藏:密闭,干燥处保存。
4.4 质量要求:4.4.1 质量标准:注:其他项目由生产厂家进行检验,检验结果见厂家报告单。
4.4.2 规格尺寸表1 规格尺寸单位:mm页脚内容2页脚内容34.4.3 检验方法 4.4.3.1外观方法:取本品适量,在自然光线明亮处,正视目测。
4.4.3.2 凸边A)仪器与用具:游标卡尺。
B)方法:取瓶盖适量,用游标卡尺测量,精确至0.1cm 。
瓶盖铝件的凸边应不大于3%。
铝件边缘的凸边以百分率表示,按下式计算:%100%minminmax⨯-=H H H 凸边式中:maxH---为铝件外侧最大高度H---为铝件外测最小高度min4.4.3.3耐灭菌A)仪器与用具:YXQ-LS-50SⅡ立式压力蒸汽灭菌器。
B)方法:取瓶盖适量,封盖后置蒸汽灭菌器中,121℃±2℃30min(包含130℃±2℃5min),瓶盖经灭菌后塑料件能经受121℃(130℃)的蒸汽灭菌温度,无变形变色,铝件表面不应有任何明显变化。
瓶盖应不出现断裂和异常变形。
塑料件还应能短时间(最大5min)经受130℃的蒸汽灭菌温度无变形变色。
4.4.3.4规格尺寸A)仪器与用具:游标卡尺。
B)方法:用精确度为0.02mm的游标卡尺进行主要尺寸的检验。
4.5检验规则4.5.1 则规格尺寸的检验量为10个;4.5.2 规格尺寸合格率≥97.5%;4.5.3 外观质量合格率≥97%;4.5.4 凸边质量合格率≥97%。
5文件历史:无。
6附件:附件1:抗生素瓶用铝塑组合盖检验记录页脚内容4附件2:抗生素瓶用铝塑组合盖检验报告单附件1:页脚内容5抗生素瓶用铝塑组合盖检验记录R1-TSQB08-1[外观]取本品适量,在自然光线明亮处,正视目测。
ISO 8362-6-2010 注射容器及附件.注射小瓶用铝塑组合盖

Reference number ISO 8362-6:2010(E)© ISO 2010INTERNATIONAL STANDARD ISO 8362-6Second edition 2010-06-01Injection containers and accessories — Part 6:Caps made of aluminium-plastics combinations for injection vialsRécipients et accessoires pour produits injectables —Partie 6: Capsules pour flacons d'injection fabriquées en un mélange aluminium-plastiqueCopyright International Organization for Standardization --`,,```,,,,````-`-`,,`,,`,`,,`---ISO 8362-6:2010(E)PDF disclaimerThis PDF file may contain embedded typefaces. In accordance with Adobe's licensing policy, this file may be printed or viewed butshall not be edited unless the typefaces which are embedded are licensed to and installed on the computer performing the editing. In downloading this file, parties accept therein the responsibility of not infringing Adobe's licensing policy. The ISO Central Secretariat accepts no liability in this area.Adobe is a trademark of Adobe Systems Incorporated.Details of the software products used to create this PDF file can be found in the General Info relative to the file; the PDF-creation parameters were optimized for printing. Every care has been taken to ensure that the file is suitable for use by ISO member bodies. In the unlikely event that a problem relating to it is found, please inform the Central Secretariat at the address given below.COPYRIGHT PROTECTED DOCUMENT© ISO 2010All rights reserved. Unless otherwise specified, no part of this publication may be reproduced or utilized in any form or by any means, electronic or mechanical, including photocopying and microfilm, without permission in writing from either ISO at the address below or ISO's member body in the country of the requester. ISO copyright officeCase postale 56 • CH-1211 Geneva 20 Tel. + 41 22 749 01 11 Fax + 41 22 749 09 47 E-mail copyright@ Web Published in Switzerlandii© ISO 2010 – All rights reservedCopyright International Organization for Standardization --`,,```,,,,````-`-`,,`,,`,`,,`---ISO 8362-6:2010(E)© ISO 2010 – All rights reservediii ForewordISO (the International Organization for Standardization) is a worldwide federation of national standards bodies (ISO member bodies). The work of preparing International Standards is normally carried out through ISO technical committees. Each member body interested in a subject for which a technical committee has been established has the right to be represented on that committee. International organizations, governmental and non-governmental, in liaison with ISO, also take part in the work. ISO collaborates closely with the International Electrotechnical Commission (IEC) on all matters of electrotechnical standardization. International Standards are drafted in accordance with the rules given in the ISO/IEC Directives, Part 2. The main task of technical committees is to prepare International Standards. Draft International Standards adopted by the technical committees are circulated to the member bodies for voting. Publication as an International Standard requires approval by at least 75 % of the member bodies casting a vote.Attention is drawn to the possibility that some of the elements of this document may be the subject of patent rights. ISO shall not be held responsible for identifying any or all such patent rights.ISO 8362-6 was prepared by Technical Committee ISO/TC 76, Transfusion, infusion and injection equipment for medical and pharmaceutical use .This second edition cancels and replaces the first edition (ISO 8362-6:1992), Clause 2, 6.2 and Table 2 of which have been technically revised.ISO 8362 consists of the following parts, under the general title Injection containers and accessories : ⎯ Part 1: Injection vials made of glass tubing ⎯ Part 2: Closures for injection vials ⎯ Part 3: Aluminium caps for injection vials ⎯ Part 4: Injection vials made of moulded glass ⎯ Part 5: Freeze drying closures for injection vials⎯ Part 6: Caps made of aluminium-plastics combinations for injection vials⎯ Part 7: Injection caps made of aluminium-plastics combinations without overlapping plastics partCopyright International Organization for Standardization --`,,```,,,,````-`-`,,`,,`,`,,`---ISO 8362-6:2010(E)iv© ISO 2010 – All rights reservedIntroductionThe materials from which injection containers (including elastomeric closures) are made are suitable primary packaging materials for storing injectable products until they are administered. However, in this part of ISO 8362, caps are not considered as primary packaging materials in direct contact with pharmaceutical preparations.Copyright International Organization for Standardization --`,,```,,,,````-`-`,,`,,`,`,,`---INTERNATIONAL STANDARD ISO 8362-6:2010(E)© ISO 2010 – All rights reserved1Injection containers and accessories —Part 6:Caps made of aluminium-plastics combinations for injection vials1 ScopeThis part of ISO 8362 specifies caps made of aluminium-plastics combinations for injection vials as specified in ISO 8362-1 and ISO 8362-4.2 Normative referencesThe following referenced documents are indispensable for the application of this document. For dated references, only the edition cited applies. For undated references, the latest edition of the referenced document (including any amendments) applies.ISO 2768-1, General tolerances — Part 1: Tolerances for linear and angular dimensions without individual tolerance indicationsISO 2768-2, General tolerances — Part 2: Geometrical tolerances for features without individual tolerance indicationsISO 8362-3, Injection containers and accessories — Part 3: Aluminium caps for injection vialsISO 8872:2003, Aluminium caps for transfusion, infusion and injection bottles — General requirements and test methodsISO 10985, Caps made of aluminium-plastics combinations for infusion bottles and injection vials — Requirements and test methods3 Classification of typesCaps shall be classified as follows:⎯ Type ZB: aluminium cap with central opening and plastics component; ⎯ Type ZD: aluminium cap with complete tear-off tab and plastics component.Copyright International Organization for Standardization --`,,```,,,,````-`-`,,`,,`,`,,`---ISO 8362-6:2010(E)2© ISO 2010 – All rights reserved4 Dimensions and tolerances4.1 DimensionsAll cover versions (flat, ring-shaped or others) of caps shall meet the dimensions given in Figure 1 and Table 1.NOTEThe configuration of the cap shown in Figure 1 is informative only.4.2 TolerancesThe tolerances shall be in accordance with ISO 2768-1 and ISO 2768-2.Dimensions in millimetresType ZBType ZDKey1 plastics component 2aluminium cap in accordance with ISO 8362-3 3 score lineFigure 1 — Configuration of cap Table 1 — Dimensions of capDimensions in millimetresd 1d 2a d 3be ch 1 h 2dNominalsize0,10+min.max.min.max.min.max.±0,2min.max.13 13,3 15 16 3 8 6,3 7,3 8,420 20,3 22,2 23,2 6 10 0,168 0,2427,3 8,7 9,8a The diameter d 2shall be agreed upon between the manufacturer and user. It shall not differ from the nominal value by more than±0,25 mm. The extreme limits are given without tolerance.bAfter plastics element removal.c The thickness e shall be agreed upon between the manufacturer and user. It shall not differ from the nominal value by more than ±0,022 mm. The extreme limits are given without tolerance.d The height h 2shall be agreed upon between the manufacturer and user. It shall not differ from the nominal value by more than±0,3 mm. The extreme limits are given without tolerance.Copyright International Organization for Standardization--`,,```,,,,````-`-`,,`,,`,`,,`---ISO 8362-6:2010(E)© ISO 2010 – All rights reserved35 DesignationAluminium-plastics caps shall be designated according to type; the designation shall be expressed as the word “cap”, the number and part of this part of ISO 8362 followed by the type letters, followed by the nominal size of the container.For example, a Type ZD aluminium-plastics cap of nominal size 13 complying with the requirements laid down in this part of ISO 8362 is designated as follows:Cap ISO 8362-6 - ZD - 136 Requirements6.1 General requirements6.1.1The requirements for aluminium caps shall be in accordance with ISO 8362-3.6.1.2 The requirements for plastics components, and the combination between the plastics component and the aluminium cap, shall be in accordance with ISO 10985.6.1.3 Construction elements which penetrate into the interior space of the aluminium cap shall not interfere with the sealing process.6.2 Forces required to remove tab6.2.1The maximum forces required to remove the tab shall comply with Table 2.6.2.2 For incoming control, a minimum value for the tear-off tab removal force shall be agreed between the supplier and user. The injection caps shall also withstand a sterilization process in accordance with ISO 8872:2003, 5.1.Table 2 — Forces required to completely remove plastics component and tear-off tabForces in newtonsNominal sizeForce to remove plastics component(in accordance with ISO 10985)max.Force to remove tear-off tab completely(in accordance with ISO 8872)max. 13 2025 3530 407 PackagingPackaging shall comply with the requirements of ISO 8872.8 MarkingMarking shall be in accordance with ISO 8872 and the designation shall be as specified in Clause 5.Copyright International Organization for Standardization --`,,```,,,,````-`-`,,`,,`,`,,`---ISO 8362-6:2010(E)ICS 11.040.20Price based on 3 pages--`,,```,,,,````-`-`,,`,,`,`,,`---© ISO 2010 – All rights reservedCopyright International Organization for Standardization。
YBB药包材标准
YBB00342003药用玻璃成份分类及其试验方法
YBB00352003低硼硅玻璃管制药瓶
YBB00362003钠钙玻璃管制药瓶
YBB00372003抗生素瓶用铝塑组合盖
YBB00382003口服液瓶撕拉铝盖
YBB00392003外用液体药用高密度聚乙烯瓶
YBB00402003输液瓶用铝塑组合盖
YBB00142004笔式注射器用铝盖
YBB00152004笔式注射器用氯化丁基橡胶活塞和垫片
YBB00162004笔式注射器用溴化丁基橡胶活塞和垫片
YBB00172004口服固体药用低密度聚乙烯防潮组合瓶盖
YBB00182004铝/聚乙烯冷成型固体药用复合硬片
YBB00192004双向拉伸聚丙烯/真空镀铝流延聚丙烯药品包装用复合膜、袋
YBB00332003钠钙玻璃管制注射剂瓶
YBB00342003药用玻璃成份分类及其试验方法
YBB00352003低硼硅玻璃管制药瓶
YBB00362003钠钙Байду номын сангаас璃管制药瓶
YBB00372003抗生素瓶用铝塑组合盖
YBB00382003口服液瓶撕拉铝盖
YBB00392003外用液体药用高密度聚乙烯瓶
YBB00402003输液瓶用铝塑组合盖
YBB00242003121℃内表面耐水性测定法和分级
YBB00262003硼硅玻璃药用管
YBB00272003低硼硅玻璃药用管
YBB00282003钠钙玻璃药用管
YBB00292003硼硅玻璃输液瓶
YBB00302003低硼硅玻璃模制药瓶
YBB00312003硼硅玻璃模制注射剂瓶
YBB00322003低硼硅玻璃模制注射剂瓶
净化车间洁净度要求
11
2 输液瓶用铝塑组合盖、抗生素瓶用铝塑组合盖
清洗 烘干 铆合 注塑
注塑 配料 气锁间 脱外包
铝盖 清洗
内包装
气锁间
气锁间
气锁间
铝盖 冲压
脱外包
外包装
12
(十二) 、 塑料输液容器用组合盖
脱外包
气锁间
内盖称量
外盖原料
聚异戊二烯垫片
注射成型
注射成型
检验
检验
内包装
气锁间
气锁间
脱外包
外包装
13
(十三)塑料输液容器用接口
脱外包
气锁间
原料称量
注射成型
检验
内包装
气锁间
气锁间
脱外包
外包装
14
3、塑料输液膜
备 料
共 挤 吹
收 卷
分切
气锁间
气锁间
内包装
脱外包
脱外包
气锁间
外包装
7
(六) 、固体、液体药用塑料瓶
气 锁 间
制瓶
检 查
内 包 装
气 锁 间
制盖
脱外包
脱外包
气锁间
外包装
(七) 、滴眼剂用塑料容器(最终灭菌产品)
制瓶 气 锁 间 检 制盖 查 内 包 装 气 锁 间
制瓶嘴
脱外包
脱外包
气锁间
内包装
分 切 制袋
脱外包
脱外包
气锁间
外包装
注:其中“复合”工序可以分为干法、湿法、流延、共挤等数种。
(五) 、塑料输液瓶(袋) 1、塑料输液瓶
气锁间
成 形
检 查
灌装、封口
脱外包
6
2、塑料输液袋(包括吹灌封联动设备,注射剂用塑料容器)
输液瓶用铝塑组合盖01安全操作规定

输液瓶用铝塑组合盖01安全操作规定前言输液瓶常用铝塑组合盖,属于临床用品中的一种。
为保障病患的安全及医护人员的健康,使用输液瓶时应严格遵守相关规定。
本文将重点介绍输液瓶用铝塑组合盖01的安全操作规定。
一、输液瓶外观及材料输液瓶外观应整洁、无污染,无明显变形或破损。
其材质为医用聚碳酸酯或聚乙烯等,具有耐高温、耐冲击、不易破裂等特点。
其包装材料为高密度聚乙烯或聚丙烯等塑料袋。
二、安全操作规定1. 开封前准备(1)选用无菌输液瓶,检查瓶身无明显污染、破裂、变形等现象。
(2)检查组合盖的密封性,确保组合盖线圈无变形三角,有无裂缝或撕破,是否存在泄漏等安全隐患,如存在问题应及时更换。
2. 开封操作(1)取出输液瓶,检查组合盖的密封性是否完好无损,注意检查盖帽的防伪印刷是否完好。
(2)取下组合盖帽,并将注射器针头插入胶塞内注入溶剂。
(3)将针头取出后即可开始用药治疗。
(4)在药液注入期间不可将输液瓶移动,避免出现药量不准确或泄漏现象。
(5)用药结束后将输液瓶及组合盖废弃,并根据医院规定进行垃圾分类处理,以免造成环境污染等后果。
3. 注意事项(1)输液过程中若发现药物清澈度、颜色变化等异常情况,应及时停止输液并通知医生进行处理。
(2)输液瓶无法重复使用,每次使用应该单独使用,并在使用前将组合盖捏住转动20次,确保密封性无误。
(3)使用过的输液瓶及组合盖应归档后再送至医院废弃处理中心,不能直接投放垃圾桶。
三、总结输液瓶作为医院常用品之一,严格遵守相应规定的操作规程,有利于保障病人的健康及医护人员的安全。
以上介绍的输液瓶用铝塑组合盖01的安全操作规定可供医疗工作者参考,从而更准确、安全地进行药物治疗。
YBB00402003-2015《输液瓶用铝塑组合盖》实验项目解析
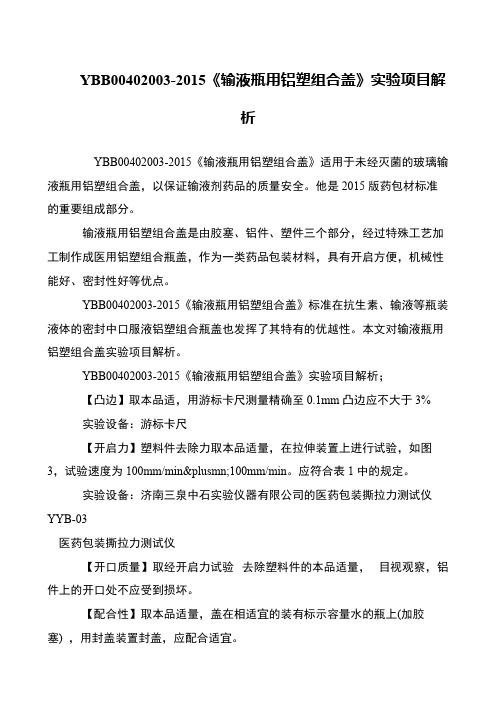
YBB00402003-2015《输液瓶用铝塑组合盖》实验项目解
析
YBB00402003-2015《输液瓶用铝塑组合盖》适用于未经灭菌的玻璃输液瓶用铝塑组合盖,以保证输液剂药品的质量安全。
他是2015版药包材标准的重要组成部分。
输液瓶用铝塑组合盖是由胶塞、铝件、塑件三个部分,经过特殊工艺加工制作成医用铝塑组合瓶盖,作为一类药品包装材料,具有开启方便,机械性能好、密封性好等优点。
YBB00402003-2015《输液瓶用铝塑组合盖》标准在抗生素、输液等瓶装液体的密封中口服液铝塑组合瓶盖也发挥了其特有的优越性。
本文对输液瓶用铝塑组合盖实验项目解析。
YBB00402003-2015《输液瓶用铝塑组合盖》实验项目解析;
【凸边】取本品适,用游标卡尺测量精确至0.1mm凸边应不大于3%
实验设备:游标卡尺
【开启力】塑料件去除力取本品适量,在拉伸装置上进行试验,如图3,试验速度为100mm/min±100mm/min。
应符合表1中的规定。
实验设备:济南三泉中石实验仪器有限公司的医药包装撕拉力测试仪YYB-03
医药包装撕拉力测试仪
【开口质量】取经开启力试验去除塑料件的本品适量,目视观察,铝件上的开口处不应受到损坏。
【配合性】取本品适量,盖在相适宜的装有标示容量水的瓶上(加胶塞) ,用封盖装置封盖,应配合适宜。
YBB目录

YBB药包材标准(1~6辑)目录第一辑YBB00012002低密度聚乙烯输液瓶(试行)YBB00022002聚丙烯输液瓶(试行)YBB00032002钠钙玻璃输液瓶(试行)废止,新标准号YBB00032005YBB00042002药用氯化丁基橡胶塞(试行)YBB00052002药用溴化丁基橡胶塞(试行)YBB00062002低密度聚乙烯药用滴眼剂瓶(试行)YBB00072002聚丙烯药用滴眼剂瓶(试行)YBB00082002口服液体药用聚丙烯瓶(试行)YBB00092002口服液体药用高密度聚乙烯瓶(试行)YBB00102002口服液体药用聚酯瓶(试行)YBB00112002口服固体药用聚丙烯瓶(试行)YBB00122002口服固体药用高密度聚乙烯瓶(试行)YBB00132002药品包装用复合膜、袋通则(试行)YBB00142002药品包装材料与药物相容性试验指导原则(试行)第二辑YBB00152002药品包装用铝箔YBB00162002铝质药用软膏管YBB00172002聚酯/铝/聚乙烯药品包装用复合膜、袋YBB00182002聚酯/低密度聚乙烯药品包装用复合膜、袋YBB00192002双向拉伸聚丙烯/低密度聚乙烯药品包装用复合膜、袋YBB00202002聚氯乙烯/聚乙烯/聚偏二氯乙烯固体药用复合硬片YBB00212002聚氯乙烯固体药用硬片YBB00222002聚氯乙烯/聚偏二氯乙烯固体药用复合硬片YBB00232002聚氯乙烯/低密度聚乙烯固体药用复合硬片YBB00242002聚酰胺/铝/聚氯乙烯冷冲压成型固体药用复合硬片YBB00252002聚乙烯/铝/聚乙烯复合药用软膏管废止,新标准号YBB00252005YBB00262002口服固体药用聚酯瓶YBB00272002钠钙玻璃药瓶YBB00282002低硼硅玻璃管制口服液体瓶YBB00292002硼硅玻璃管制注射剂瓶废止,新标准号YBB00292005-1、YBB00292005-2YBB00302002低硼硅玻璃管制注射剂瓶YBB00312002钠钙玻璃模制注射剂瓶YBB00322002硼硅玻璃安瓿废止,新标准号YBB00322005-2YBB00332002低硼硅玻璃安瓿YBB00342002多层共挤输液用膜、袋通则第三辑YBB00012003细胞毒性检查法YBB00022003热原检查法YBB00032003溶血检查法YBB00042003急性全身毒性检查法YBB00052003皮肤致敏检查法YBB00062003皮内刺激检查法YBB00072003原发性皮肤刺激检查法YBB00082003气体透过量测定法YBB00092003水蒸气透过量测定法YBB00102003剥离强度测定法YBB00112003拉伸性能测定法YBB00122003热合强度测定法YBB00132003密度测定法YBB00142003氯乙烯单体测定法YBB00152003偏二氯乙烯单体测定法YBB00162003内应力测定法YBB00172003耐内压力测定法YBB00182003热冲击和热冲击强度测定法YBB00192003垂直轴偏差测定法YBB00202003平均线热膨胀系数的测定法YBB00212003线热膨胀系数的测定法YBB00222003砷、锑、铅浸出量的测定法YBB00232003三氧化二硼测定法YBB00242003121℃内表面耐水性测定法和分级第四辑YBB00262003硼硅玻璃药用管废止,新标准号YBB00012005-1、YBB00012005-2 YBB00272003低硼硅玻璃药用管YBB00282003钠钙玻璃药用管YBB00292003硼硅玻璃输液瓶废止,新标准号YBB00022005-2YBB00302003低硼硅玻璃模制药瓶YBB00312003硼硅玻璃模制注射剂瓶废止,新标准号YBB00062005-2YBB00322003低硼硅玻璃模制注射剂瓶YBB00332003钠钙玻璃管制注射剂瓶YBB00342003药用玻璃成份分类及其试验方法YBB00352003低硼硅玻璃管制药瓶YBB00362003钠钙玻璃管制药瓶YBB00372003抗生素瓶用铝塑组合盖YBB00382003口服液瓶撕拉铝盖YBB00392003外用液体药用高密度聚乙烯瓶YBB00402003输液瓶用铝塑组合盖第五辑YBB00072003原发性皮肤刺激检查法YBB00082003气体透过量测定法YBB00092003水蒸气透过量测定法YBB00102003剥离强度测定法YBB00112003拉伸性能测定法YBB00122003热合强度测定法YBB00132003密度测定法YBB00142003氯乙烯单体测定法YBB00152003偏二氯乙烯单体测定法YBB00162003内应力测定法YBB00172003耐内压力测定法YBB00182003热冲击和热冲击强度测定法YBB00192003垂直轴偏差测定法YBB00202003平均线热膨胀系数的测定法YBB00212003线热膨胀系数的测定法YBB00222003砷、锑、铅浸出量的测定法YBB00232003三氧化二硼测定法YBB00242003121℃内表面耐水性测定法和分级YBB00262003硼硅玻璃药用管YBB00272003低硼硅玻璃药用管YBB00282003钠钙玻璃药用管YBB00292003硼硅玻璃输液瓶YBB00302003低硼硅玻璃模制药瓶YBB00312003硼硅玻璃模制注射剂瓶YBB00322003低硼硅玻璃模制注射剂瓶YBB00332003钠钙玻璃管制注射剂瓶YBB00342003药用玻璃成份分类及其试验方法YBB00352003低硼硅玻璃管制药瓶YBB00362003钠钙玻璃管制药瓶YBB00372003抗生素瓶用铝塑组合盖YBB00382003口服液瓶撕拉铝盖YBB00392003外用液体药用高密度聚乙烯瓶YBB00402003输液瓶用铝塑组合盖YBB00012004低硼硅玻璃输液瓶YBB00022004硼硅玻璃管制口服液体瓶YBB00032004钠钙玻璃管制口服液体瓶YBB00042004硼硅玻璃管制药瓶YBB00052004硼硅玻璃模制药瓶YBB00062004预灌封注射器用硼硅玻璃针管YBB00072004预灌封注射器用氯化丁基橡胶活塞YBB00082004预灌封注射器用溴化丁基橡胶活塞YBB00092004预灌封注射器用不锈钢注射针YBB00102004预灌封注射器用聚异戊二烯橡胶针头护帽YBB00112004预灌封注射器组合件(带注射针)YBB00122004笔式注射器用硼硅玻璃珠YBB00132004笔式注射器用硼硅玻璃套筒YBB00142004笔式注射器用铝盖YBB00152004笔式注射器用氯化丁基橡胶活塞和垫片YBB00162004笔式注射器用溴化丁基橡胶活塞和垫片YBB00172004口服固体药用低密度聚乙烯防潮组合瓶盖YBB00182004铝/聚乙烯冷成型固体药用复合硬片YBB00192004双向拉伸聚丙烯/真空镀铝流延聚丙烯药品包装用复合膜、袋YBB00202004玻璃纸/铝/聚乙烯药品包装用复合膜、袋YBB00212004药品包装用铝塑封口垫片通则YBB00222004口服制剂用硅橡胶胶塞、垫片YBB00232004药用合成聚异戊二烯垫片YBB00242004塑料输液容器用聚丙烯组合盖YBB00252004胶囊用明胶YBB00262004包装材料红外光谱测定法YBB00272004包装材料不溶性微粒测定法YBB00282004乙醛测定法YBB00292004加热伸缩率测定法YBB00302004挥发性硫化物测定法YBB00312004包装材料溶剂残留量测定法YBB00322004注射剂用胶塞、垫片穿刺力测定法YBB00332004注射剂用胶塞、垫片穿刺落屑测定法YBB00342004玻璃耐沸腾盐酸浸蚀性的测定法和分级YBB00352004玻璃耐沸腾混合碱水溶液浸蚀性的测定法和分级YBB00362004玻璃颗粒在98℃耐水性测定法和分级YBB00372004砷、锑、铅、镉浸出量测定法YBB00382004抗机械冲击测定法YBB00392004直线度测定法YBB00402004药用陶瓷吸水率测定法YBB00412004药品包装材料生产厂房洁净室(区)的测试方法YBB00202005聚氯乙烯/聚乙烯/聚偏二氯乙烯固体药用复合硬片YBB00212005聚氯乙烯固体药用硬片YBB00222005聚氯乙烯/聚偏二氯乙烯固体药用复合硬片YBB00232005聚氯乙烯/低密度聚乙烯固体药用复合硬片YBB00042005注射液用卤化丁基橡胶塞YBB00052005注射用无菌粉末用卤化丁基橡胶塞第六辑YBB00072005药用低密度聚乙烯膜、袋YBB00082005注射剂瓶用铝盖YBB00092005输液瓶用铝盖YBB00102005三层共挤输液用膜(I)、袋YBB00112005五层共挤输液用膜(I)、袋YBB00122005药用固体纸袋装硅胶干燥剂YBB00132005药用聚酯/铝/聚丙烯封口垫片YBB00142005药用聚酯/铝/聚酯封口垫片YBB00152005药用聚酯/铝/聚乙烯封口垫片YBB00162005药用口服固体陶瓷瓶YBB00032005钠钙玻璃输液瓶替换YBB00032002YBB00292005-1高硼硅玻璃管制注射剂瓶替换YBB00292002YBB00292005-2中性硼硅玻璃管制注射剂瓶替换YBB00292002 YBB00322005-2中性硼硅玻璃安瓿替换YBB00322002YBB00012005-1药用高硼硅玻璃管替换YBB00262003YBB00012005-2药用中性硼硅玻璃管替换YBB00262003YBB00022005-2中性硼硅玻璃输液瓶替换YBB00292003YBB00062005-2中性硼硅玻璃模制注射剂瓶替换YBB00312003 YBB00252005药用聚乙烯/铝/聚乙烯复合软膏管替换YBB00252002 YBB00172005药用玻璃铅、镉、砷、锑浸出量限度YBB00182005药用陶瓷容器铅、镉浸出量限度YBB00192005药用陶瓷容器铅、镉浸出量测定法YBB00242005环氧乙烷残留量测定法YBB00262005橡胶灰分的测定法。
药包材生产质量管理指南

药包材生产质量管理指南为加强直接接触药品的包装材料和(以下简称“药包材”)的管理,强化药包材生产企业生产质量控制,保证药包材质量,根据《药品管理法》、《药品管理法实施条例》、《药品生产质量管理规范》、《直接接触药品的包装材料和管理办法(局令第13号)》和《XXX关于药包材监督管理的实施办法》等有关规定,特制订本指南。
本指南推荐使用于广东省辖区内药包材生产企业生产质量管理全过程。
药包材生产企业应制定符合药包材质量管理的质量方针和质量目标。
并根据产品的特点,建立生产质量管理体系,并保持有效运行。
质量管理体系应包括影响药包材质量的所有因素。
应包括机构与人员、厂房与设施(含卫生条件要求)、设备、物料与产品、文件与记录控制、生产管理、质量控制与质量保证等。
常见的质量管理体系文件有:1.质量方针、质量目标2.组织机构图3.人员岗位职责4.培训管理程序5.文件控制程序6.记录控制程序7.采购控制程序8.供应商管理程序9.物料的接收、发放和储存控制程序10.产品的接收、贮存和发运控制程序11.物料放行控制程序12.成品放行控制程序13.生产控制程序14.变更控制程序15.偏差管理程序16.不及格品控制程序17.主顾投诉处理程序18.退货处理控制程序19.纠正和预防措施控制程序20.内部审核控制程序21.管理评审控制程序22.标识管理程序23.批号管理程序24.溯源管理程序25.设备管理程序26.卫生管理程序27.干净室干净度监测程序28.进出洁净室管理程序29.检验与试验控制程序确认与验证控制程序二、机构和人员一)药包材生产企业应建立与产品生产要求相适应的管理机构。
各级机构和人员职责应明确,并配备一定数量的与药包材生产相适应的具有专业知识、生产经验及组织能力的管理人员和技术人员。
所有人员应该明确并理解自己的职责,熟悉与其职责相关的要求,并接受与岗位要求相适应的培训。
应定期评估培训效果。
1.提供企业的组织机构图,其中质量管理机构必须独立。
YBB药包材标准目录

YBB药包材标准(1~6辑)目录第一辑YBB00012002低密度聚乙烯输液瓶(试行)YBB00022002聚丙烯输液瓶(试行)YBB00032002钠钙玻璃输液瓶(试行)废止,新标准号YBB00032005YBB00042002药用氯化丁基橡胶塞(试行)YBB00052002药用溴化丁基橡胶塞(试行)YBB00062002低密度聚乙烯药用滴眼剂瓶(试行)YBB00072002聚丙烯药用滴眼剂瓶(试行)YBB00082002口服液体药用聚丙烯瓶(试行)YBB00092002口服液体药用高密度聚乙烯瓶(试行)YBB00102002口服液体药用聚酯瓶(试行)YBB00112002口服固体药用聚丙烯瓶(试行)YBB00122002口服固体药用高密度聚乙烯瓶(试行)YBB00132002药品包装用复合膜、袋通则(试行)YBB00142002药品包装材料与药物相容性试验指导原则(试行)第二辑YBB00152002药品包装用铝箔YBB00162002铝质药用软膏管YBB00172002聚酯/铝/聚乙烯药品包装用复合膜、袋YBB00182002聚酯/低密度聚乙烯药品包装用复合膜、袋YBB00192002双向拉伸聚丙烯/低密度聚乙烯药品包装用复合膜、袋YBB00202002聚氯乙烯/聚乙烯/聚偏二氯乙烯固体药用复合硬片YBB00212002聚氯乙烯固体药用硬片YBB00222002聚氯乙烯/聚偏二氯乙烯固体药用复合硬片YBB00232002聚氯乙烯/低密度聚乙烯固体药用复合硬片YBB00242002聚酰胺/铝/聚氯乙烯冷冲压成型固体药用复合硬片YBB00252002聚乙烯/铝/聚乙烯复合药用软膏管废止,新标准号YBB00252005YBB00262002口服固体药用聚酯瓶YBB00272002钠钙玻璃药瓶YBB00282002低硼硅玻璃管制口服液体瓶YBB00292002硼硅玻璃管制注射剂瓶废止,新标准号YBB00292005-1、YBB00292005-2YBB00302002低硼硅玻璃管制注射剂瓶YBB00312002钠钙玻璃模制注射剂瓶YBB00322002硼硅玻璃安瓿废止,新标准号YBB00322005-2YBB00332002低硼硅玻璃安瓿YBB00342002多层共挤输液用膜、袋通则第三辑YBB00012003细胞毒性检查法YBB00022003热原检查法YBB00032003溶血检查法YBB00042003急性全身毒性检查法YBB00052003皮肤致敏检查法YBB00062003皮内刺激检查法YBB00072003原发性皮肤刺激检查法YBB00082003气体透过量测定法YBB00092003水蒸气透过量测定法YBB00102003剥离强度测定法YBB00112003拉伸性能测定法YBB00122003热合强度测定法YBB00132003密度测定法YBB00142003氯乙烯单体测定法YBB00152003偏二氯乙烯单体测定法YBB00162003内应力测定法YBB00172003耐内压力测定法YBB00182003热冲击和热冲击强度测定法YBB00192003垂直轴偏差测定法YBB00202003平均线热膨胀系数的测定法YBB00212003线热膨胀系数的测定法YBB00222003砷、锑、铅浸出量的测定法YBB00232003三氧化二硼测定法YBB001℃内表面耐水性测定法和分级第四辑YBB00262003硼硅玻璃药用管废止,新标准号YBB00012005-1、YBB00012005-2 YBB00272003低硼硅玻璃药用管YBB00282003钠钙玻璃药用管YBB00292003硼硅玻璃输液瓶废止,新标准号YBB00022005-2YBB00302003低硼硅玻璃模制药瓶YBB00312003硼硅玻璃模制注射剂瓶废止,新标准号YBB00062005-2YBB00322003低硼硅玻璃模制注射剂瓶YBB00332003钠钙玻璃管制注射剂瓶YBB00342003药用玻璃成份分类及其试验方法YBB00352003低硼硅玻璃管制药瓶YBB00362003钠钙玻璃管制药瓶YBB00372003抗生素瓶用铝塑组合盖YBB00382003口服液瓶撕拉铝盖YBB00392003外用液体药用高密度聚乙烯瓶YBB00402003输液瓶用铝塑组合盖第五辑YBB00012004低硼硅玻璃输液瓶YBB00022004硼硅玻璃管制口服液体瓶YBB00032004钠钙玻璃管制口服液体瓶YBB00042004硼硅玻璃管制药瓶YBB00052004硼硅玻璃模制药瓶YBB00062004预灌封注射器用硼硅玻璃针管YBB00072004预灌封注射器用氯化丁基橡胶活塞YBB00082004预灌封注射器用溴化丁基橡胶活塞YBB00092004预灌封注射器用不锈钢注射针YBB00102004预灌封注射器用聚异戊二烯橡胶针头护帽YBB00112004预灌封注射器组合件(带注射针)YBB00122004笔式注射器用硼硅玻璃珠YBB00132004笔式注射器用硼硅玻璃套筒YBB00142004笔式注射器用铝盖YBB00152004笔式注射器用氯化丁基橡胶活塞和垫片YBB00162004笔式注射器用溴化丁基橡胶活塞和垫片YBB00172004口服固体药用低密度聚乙烯防潮组合瓶盖YBB00182004铝/聚乙烯冷成型固体药用复合硬片YBB00192004双向拉伸聚丙烯/真空镀铝流延聚丙烯药品包装用复合膜、袋YBB00202004玻璃纸/铝/聚乙烯药品包装用复合膜、袋YBB00212004药品包装用铝塑封口垫片通则YBB00222004口服制剂用硅橡胶胶塞、垫片YBB00232004药用合成聚异戊二烯垫片YBB00242004塑料输液容器用聚丙烯组合盖YBB00252004胶囊用明胶YBB00262004包装材料红外光谱测定法YBB00272004包装材料不溶性微粒测定法YBB00282004乙醛测定法YBB00292004加热伸缩率测定法YBB00302004挥发性硫化物测定法YBB00312004包装材料溶剂残留量测定法YBB00322004注射剂用胶塞、垫片穿刺力测定法YBB00332004注射剂用胶塞、垫片穿刺落屑测定法YBB00342004玻璃耐沸腾盐酸浸蚀性的测定法和分级YBB00352004玻璃耐沸腾混合碱水溶液浸蚀性的测定法和分级YBB00362004玻璃颗粒在98℃耐水性测定法和分级YBB00372004砷、锑、铅、镉浸出量测定法YBB00382004抗机械冲击测定法YBB00392004直线度测定法YBB00402004药用陶瓷吸水率测定法YBB00412004药品包装材料生产厂房洁净室(区)的测试方法YBB00202005聚氯乙烯/聚乙烯/聚偏二氯乙烯固体药用复合硬片YBB00212005聚氯乙烯固体药用硬片YBB00222005聚氯乙烯/聚偏二氯乙烯固体药用复合硬片YBB00232005聚氯乙烯/低密度聚乙烯固体药用复合硬片YBB00042005注射液用卤化丁基橡胶塞YBB00052005注射用无菌粉末用卤化丁基橡胶塞第六辑YBB00072005药用低密度聚乙烯膜、袋YBB00082005注射剂瓶用铝盖YBB00092005输液瓶用铝盖YBB00102005三层共挤输液用膜(I)、袋YBB00112005五层共挤输液用膜(I)、袋YBB00122005药用固体纸袋装硅胶干燥剂YBB00132005药用聚酯/铝/聚丙烯封口垫片YBB00142005药用聚酯/铝/聚酯封口垫片YBB00152005药用聚酯/铝/聚乙烯封口垫片YBB00162005药用口服固体陶瓷瓶YBB00032005钠钙玻璃输液瓶替换YBB00032002YBB00292005-1高硼硅玻璃管制注射剂瓶替换YBB00292002 YBB00292005-2中性硼硅玻璃管制注射剂瓶替换YBB00292002 YBB00322005-2中性硼硅玻璃安瓿替换YBB00322002YBB00012005-1药用高硼硅玻璃管替换YBB00262003YBB00012005-2药用中性硼硅玻璃管替换YBB00262003YBB00022005-2中性硼硅玻璃输液瓶替换YBB00292003YBB00062005-2中性硼硅玻璃模制注射剂瓶替换YBB00312003 YBB00252005药用聚乙烯/铝/聚乙烯复合软膏管替换YBB00252002 YBB00172005药用玻璃铅、镉、砷、锑浸出量限度YBB00182005药用陶瓷容器铅、镉浸出量限度YBB00192005药用陶瓷容器铅、镉浸出量测定法YBB00242005环氧乙烷残留量测定法YBB00262005橡胶灰分的测定法。
药包材生产各工序洁净度要求-S
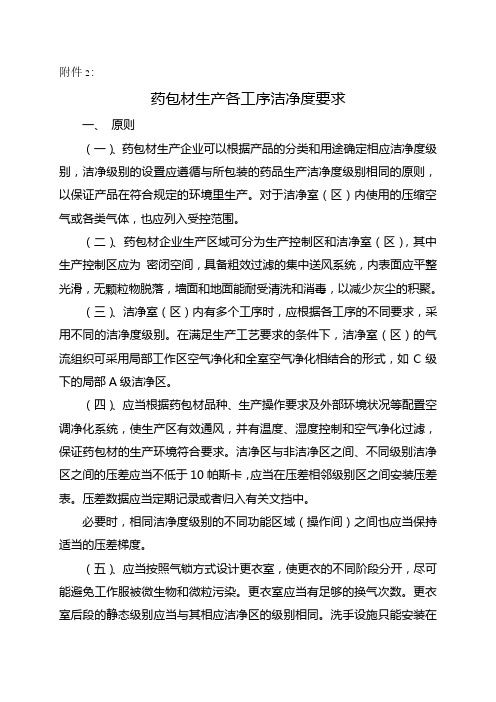
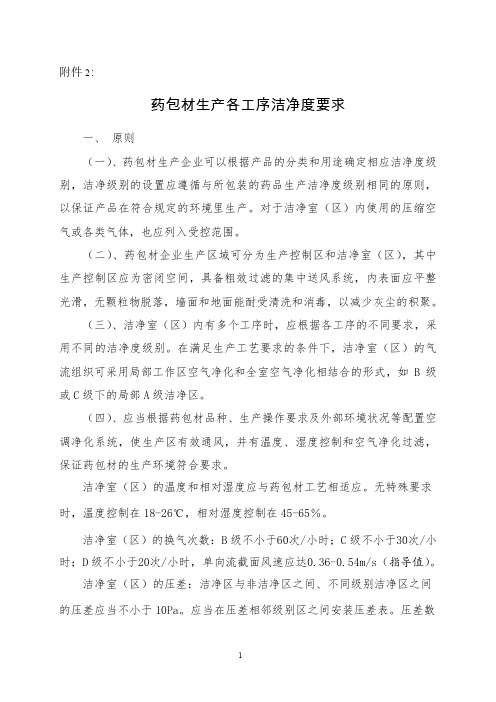
附件2:药包材生产各工序洁净度要求一、原则(一)、药包材生产企业可以根据产品的分类和用途确定相应洁净度级别,洁净级别的设置应遵循与所包装的药品生产洁净度级别相同的原则,以保证产品在符合规定的环境里生产。
对于洁净室(区)内使用的压缩空气或各类气体,也应列入受控范围。
(二)、药包材企业生产区域可分为生产控制区和洁净室(区),其中生产控制区应为密闭空间,具备粗效过滤的集中送风系统,内表面应平整光滑,无颗粒物脱落,墙面和地面能耐受清洗和消毒,以减少灰尘的积聚。
(三)、洁净室(区)内有多个工序时,应根据各工序的不同要求,采用不同的洁净度级别。
在满足生产工艺要求的条件下,洁净室(区)的气流组织可采用局部工作区空气净化和全室空气净化相结合的形式,如C级下的局部A级洁净区。
(四)、应当根据药包材品种、生产操作要求及外部环境状况等配置空调净化系统,使生产区有效通风,并有温度、湿度控制和空气净化过滤,保证药包材的生产环境符合要求。
洁净区与非洁净区之间、不同级别洁净区之间的压差应当不低于10帕斯卡,应当在压差相邻级别区之间安装压差表。
压差数据应当定期记录或者归入有关文挡中。
必要时,相同洁净度级别的不同功能区域(操作间)之间也应当保持适当的压差梯度。
(五)、应当按照气锁方式设计更衣室,使更衣的不同阶段分开,尽可能避免工作服被微生物和微粒污染。
更衣室应当有足够的换气次数。
更衣室后段的静态级别应当与其相应洁净区的级别相同。
洗手设施只能安装在更衣的第一阶段。
(六)、药包材生产洁净区洁净级别的设置应遵循与所包装的药品生产洁净度级别相同的原则,如被包装药品为口服液体和固体制剂、腔道用药(含直肠用药)、表皮外用药品等非无菌制剂,应当参照“无菌药品”附录中D级洁净区的要求设置,企业可根据产品的标准和特性对该区域采取适当的微生物监控措施。
(七)、药包材生产所需的洁净区可分为以下4个级别:(八)、应对微生物进行动态监测,评估无菌生产的微生物状况。
抗生素瓶用铝塑组合盖微生物方法验证方案2013.04.02
项目人员I t e m P e r s o n n e l部门/岗位Dept./Position签名Signature日期Date方案起草Prepared by QC/检验员年月日(Y) (M) (D) QA/验证年月日(Y) (M) (D)方案审核Reviewed byQC/经理年月日(Y) (M) (D) QA/副经理年月日(Y) (M) (D) QA/经理年月日(Y) (M) (D)方案批准Approved by 质量受权人年月日(Y) (M) (D)颁发部门Issued by QA 生效日期Effective Date年月日(Y) (M) (D)分发部门Distributed to QC制作备份:1份Copies prepared: 1pcs目录1.概述 (3)2.目的 (3)3.依据及参考文件 (3)4.验证小组和各部门职责 (3)5.验证时间安排 (4)6.验证内容 (4)7. 偏差处理及变更控制 (7)8.验证结果评价内容 (7)附件1 :《培训确认》 (1)附件2:《文件检查确认》 (2)附件3 :《设备确认结果》 (3)附件4 :《试验器材确认结果》 (4)附件5 :《试验用菌种确认结果》 (4)附件6:《培养基确认结果》 (5)附件7:《试剂确认结果》 (5)附件8:《器皿确认结果》 (6)附件9:《总菌落数计数验证结果记录》 (7)附件10:《检验记录》 (8)1.概述抗生素瓶用铝塑组合盖是本公司注射剂的包装材料,规格有7.2mm、7.3 mm两种,来源:湖北银华药用包装材料有限公司。
新建的206车间(粉针剂车间)轧盖操作选择在C级背景A级送风环境下进行,A级送风环境应当至少符合A级区的静态要求。
为减少洁净区工序操作,现拟使用免消毒的铝塑组合盖用于生产,为避免铝塑组合盖对环境与产品质量的影响,需修订抗生素瓶用铝塑组合盖的质量标准,增加其微生物限度检查项,并同时进行微生物限度检查方法验证。
常见的输液包装系统及特点
常见的输液包装系统及特点输液软袋包装系统及特点一、系统构成包括袋体、接口(接管)、组合盖(密封件)和外袋。
袋体由输液膜构成,接口处分为加药口和输注口,并且根据管阀不同分为不同形式的软袋包装系统。
输液软袋包装系统、直立式输液软袋包装系统、输液塑料瓶包装系统的组合盖的形式有拉环式组合盖、封口膜形式组合盖和易折式组合盖,铝塑组合盖主要用于输液玻璃瓶包装系统和输液塑料瓶包装系统。
1、输液膜软袋的输液袋有三层或五层聚烯烃共挤膜制成。
聚丙烯/聚丙烯/聚丙烯三层共挤膜是指以聚丙烯为主体,采用共挤出工艺,不适用黏合剂所形成的三层输液用膜。
酯类共聚物/乙烯甲基丙烯酸聚合物/聚乙烯/聚乙烯/改性乙烯-丙烯聚合物五层共挤膜是指采用共挤出工艺,不适用黏合剂所形成的的五层输液用膜。
2、加药口和输注口因软袋形式不同,加药口和输注口有的共用一个接口,有的不共用一个接口。
3、外袋目前,市场上分为两种外袋,一种是防尘袋,一种是阻隔袋。
防尘袋的常用材料是聚乙烯、聚丙烯。
阻隔袋的成分比较复杂,通常是多层干式复合的,常用成分如聚酯、尼龙、二氧化硅等。
阻隔袋中有一类是无菌袋,既可以灭菌的外袋(内外袋可同时灭菌,保障产品在运输和储存过程中受到的污染小,增加对内袋的保护性,减少水分的挥发。
增加热封强度的指标。
)软袋的包装一般是阻隔袋。
二、不同形式的软袋包装系统1、单管单阀形式软袋包装系统:属于单口输注方式,即加药和输注共用一个接口。
2、单管双阀形式软袋包装系统:输注口和加药口区分,但是共用一个接口。
3、双管双阀形式软袋包装系统三、软袋输液包装系统特点1、全密闭式输液,输注期间不需要导入外界空气,依靠液体自重及袋体收缩进行自排液,残留药液少。
2、耐高温(121℃)及低温(-40℃)。
3、灭菌后透明度高,利于澄明度检查,减少异物率,亦便于临床查对。
4、柔软,易加压输液,便于急救等紧急情况使用。
5、膜材料惰性,吸附性小,与药物相容性好,药物稳定。
铝塑组合盖的检测技术

铝盖冲压成型→表面处理→筛屑→清洗→烘干→包装。 铝盖的冲压成型是通过冲床将铝片材在落料模和拉伸模
中经拉伸、成型、切边等过程。将铝片变为铝盖产品, 然后经过机械筛,筛去金属屑,用清水加一定量的洗涤 剂,洗去油污等杂质,烘干后,包装(或进入铆合工 序)。
铝塑组合盖的检测技术
湖北省药品检验所药包材室 章少祥
一、概念
铝塑组合盖由铝件部分和塑件部分组成 。主要分撕拉型 铝塑组合盖,二件套或三件的铝塑组合盖以及普通型铝塑组 合盖。 现行的药包材标准中收载的铝合金铝塑组合盖,为输液 瓶用铝塑组合盖(YBB00402003)和抗生素瓶用铝塑组合 盖(YBB00372003)。
二、生产工艺简介
2.塑盖的生产工艺 配料→混合→塑化→注射→吹型→脱盖→包装(或
进入铆合工序)
主要生产设备为注塑机,将塑料原料(PP)接配方
比例加入,混料,送到注吹机的料斗内,通过加热 和螺杆的转动输送、搅拌作用完成塑化,然后通过 注射,在模腔内制成瓶盖。
三、铝塑组合盖的检测技术
1.铝件材料机械性能
三、铝塑组合盖的检测技术
2.凸边
凸边是衡量铝盖部分高度均一的指标,凸边的质量对于 制药企业在使用时,对瓶口密封性影响很大。 标准中凸边是用瓶盖的最大高度与最小高度的差值与最 小高度的比值来衡量。
三、铝塑组合盖的检测技术
3.开启力 塑料件去除力
铝塑组合盖中塑盖的去除力的大小,直接影响到瓶口的 密封性以及使用者的方便程度。 本方法是拉伸试验机进行,故操作时严格按仪器操作规 程进行即可。 标准中的其它检测项目。如开口质量、配合性、耐灭菌、 涂层牢固度、按标准中的方法操作。
方法见GB228-2002金属材料拉伸试验方法。 要点: (1)供试品一定要用标准刀具裁制样品。
YBB药包材标准
YBB00022004硼硅玻璃管制口服液体瓶
YBB00032004钠钙玻璃管制口服液体瓶
YBB00042004硼硅玻璃管制药瓶
YBB00052004硼硅玻璃模制药瓶
YBB00062004预灌封注射器用硼硅玻璃针管
YBB00072004预灌封注射器用氯化丁基橡胶活塞
YBB00082004预灌封注射器用溴化丁基橡胶活塞
YBB00092004预灌封注射器用不锈钢注射针
YBB00102004预灌封注射器用聚异戊二烯橡胶针头护帽
YBB00112004预灌封注射器组合件(带注射针)
YBB00122004笔式注射器用硼硅玻璃珠
YBB00132004笔式注射器用硼硅玻璃套筒
YBB00132002药品包装用复合膜、袋通则(试行)
YBB00142002药品包装材料与药物相容性试验指导原则(试行)
YBB00152002药品包装用铝箔
YBB00162002铝质药用软膏管
YBB00172002聚酯/铝/聚乙烯药品包装用复合膜、袋
YBB00182002聚酯/低密度聚乙烯药品包装用复合膜、袋
YBB00332003钠钙玻璃管制注射剂瓶
YBB00342003药用玻璃成份分类及其试验方法
YBB00352003低硼硅玻璃管制药瓶
YBB00362003钠钙玻璃管制药瓶
YBB00372003抗生素瓶用铝塑组合盖
YBB00382003口服液瓶撕拉铝盖
YBB00392003外用液体药用高密度聚乙烯瓶
YBB00402003输液瓶用铝塑组合盖
YBB00302002低硼硅玻璃管制注射剂瓶
YBB00312002钠钙玻璃模制注射剂瓶
口服液瓶用铝塑组合盖企业标准

新乡市红福瓶盖有限公司企业药品包装容器(材料)标准Q/XHF001-2008口服液瓶用铝塑组合盖Koufuyepingyong Lüsu ZuhegaiCaps Made of Aluminium-Plastics Combinations for Oral Liquid Preparation本标准适用于口服液瓶用铝塑组合盖。
【外观】取瓶盖适量,在自然光线明亮处目测,应清洁,无残留润滑剂、毛刺、损伤和注塑飞边,塑件应与铝件完整结合。
铝盖:表面光洁、无斑痕、边口平整,无毛刺。
塑片:色泽鲜艳,颜色无色差,无飞边,标志清晰、无缩痕等现象。
【铝件材料机械性能】* 应符合表1规定表1 材料的机械性能抗拉强度N/mm2延伸率%100~180 ≥2.0抗拉强度系指在拉伸试验中,实验直至断裂位置,单位初始横截面上承受的最大拉伸负荷。
延伸率系指在拉伸试验中,试样断裂时,标线间距离的增加量与初始标距之比,以百分率表示。
延伸率按照公式(1)计算ε1= {(L-L0)/L0}×100% ………………………………………………公式(1)公式中:ε1———延伸率,%;L0———试样原始标线距离,mm;L ———试样断裂时标线距离,mm。
取同批号铝件片材适量,用宽度为12.5mm。
原始标距为50mm,平行长度为75mm,过渡弧半径至少为20mm的刀具裁成图1试样,在拉伸装置上进行试验,试验速度为10mm/min±2mm/min。
材料的机械性能应符合表1中规定的要求。
注:试样应在(23±2)℃、(50±5)%相对湿度放置4小时以上,并在此条件进行试验。
【凸边】取瓶盖适量,用游标卡尺测量,精确至0.1cm,瓶盖铝件的凸边应不大于3%。
铝件边缘的凸边以百分率表示,按公式(2)计算……………………………………………公式(2)式中:h max 为铝件外侧最大高度h min 为铝件外侧最小高度【开启力】塑料件去除力取瓶盖适量,在拉伸装置上进行试验,如图3,试验速度为100mm/min±10mm/min,应符合表2中的规定撕片撕开力取瓶盖适量,拉钩挂于外露的撕片上,在拉伸装置上进行试验,试验速度为100mm/min±10mm/min,直至完全撕开瓶盖应符合表2中的规定表2 开启力公称尺寸(mm)塑料件去除力最小值(N)塑料件去除力最大值(N)撕片撕开力最大值(N)13 6 25 30【开口质量】取经开启力试验去除塑料件的瓶盖适量,目视观察,铝件上的开口处不应受到损坏。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
/
/
无变化
开启力
/
/
另增一开启力示意图
开口质量
/
/
“旋”修订为“盖”
配合性
取瓶盖适量
取本品适量
“取瓶盖适量”修订为“取本品适量”
耐灭菌
/
/
无变化
涂层牢固度
取瓶盖适量
取瓶盖适量
“取瓶盖适量”修订为“取本品适量”
附件一:输液瓶用铝塑组合盖检验项目中涉及的通用检验方法变化情况
检验方法
增修订情况
铝件材料机械性能
2012药包材质量标准草案与2002标准汇编涉标准变更情况汇总表
品名
检验项目
2002标准汇编内容
2012标准草案修订内容
增订情况
输液瓶用铝塑组合盖
外观
/
/无变化铝件材料机械 Nhomakorabea能本标准适用于玻璃输液瓶用铝塑组合盖
本标准适用于未经灭菌的、玻璃输液瓶用铝塑组合盖
“适用于”后增加“未经灭菌的”,删去“抗拉强度系指在…………并在此条件下进行试验”
拉伸性能测定法试验设备修订为“仪器装置”,以及试样在夹具中滑动修订为“以及试样在夹具中滑动”
试验速度a1mm/min±0.5mm/min修订为“1mm/min±0.2mm/min”
b 2mm/min±0.5 mm/min修订为“1mm/min±0.4mm/min”