硬芯钢丝编织(缠绕)橡胶软管工艺流程框图
橡胶软管压合工艺流程

橡胶软管压合工艺流程英文回答:Rubber hose compression process involves several steps to ensure the proper sealing and functionality of the hose. Let me walk you through the process.Firstly, the rubber hose is selected based on the specific requirements of the application. This includes considering factors such as the type of fluid or gas itwill carry, the operating temperature and pressure, and any specific industry standards that need to be met.Once the appropriate rubber hose is chosen, the next step is to prepare the hose ends for compression. This may involve trimming the ends to the desired length and removing any burrs or imperfections that could affect the sealing ability of the hose.Next, the hose ends are fitted with the necessaryfittings or connectors. These fittings can vary depending on the application and can include threaded connectors, barbed connectors, or quick-connect couplings. The fittings are securely attached to the hose ends to ensure a tight and leak-free connection.After the fittings are in place, the compression process begins. This is typically done using a hose crimping machine. The machine applies pressure to the hose ends, compressing them onto the fittings and creating a tight seal. The amount of pressure applied will depend on the specific hose and fitting combination, as well as the desired level of sealing.Once the compression process is complete, the hose assembly is inspected for any signs of leakage or defects. This may involve conducting a pressure test to ensure the integrity of the seal. If any issues are found, the hose assembly may need to be reworked or replaced.Overall, the rubber hose compression process is crucial for ensuring the reliable and safe operation of the hoseassembly. Proper selection of the hose, preparation of the ends, and careful compression are all essential steps in achieving a secure and leak-free connection.中文回答:橡胶软管的压合工艺流程包括几个步骤,以确保软管的密封和功能正常。
橡胶制品基本工艺流程

基本工艺流程伴随现代工业尤其是化学工业的迅猛发展,橡胶制品种类繁多,但其生产工艺过程,却基本相同。
以一般固体橡胶(生胶)为原料的制品,它的生产工艺过程主要包括:原材料准备→塑炼→混炼→成型→硫化→休整→检验2.原材料准备橡胶制品的主要材料有生胶、配合剂、纤维材料和金属材料。
其中生胶为基本材料;配合剂是为了改善橡胶制品的某些性能而加入的辅助材料;纤维材料(棉、麻、毛及各种人造纤维、合成纤维)和金属材料(钢丝、铜丝)是作为橡胶制品的骨架材料,以增强机械强度、限制制品变型。
在原材料准备过程中,配料必须按照配方称量准确。
为了使生胶和配合剂能相互均匀混合,需要对某些材料进行加工:内容来自橡胶园生胶要在60--70℃烘房内烘软后,再切胶、破胶成小块;块状配合剂如石蜡、硬脂酸、松香等要粉碎;粉状配合剂若含有机械杂质或粗粒时需要筛选除去;液态配合剂(松焦油、古马隆)需要加热、熔化、蒸发水分、过滤杂质;配合剂要进行干燥,不然容易结块、混炼时旧不能分散均匀,硫化时产生气泡,从而影响产品质量;3.塑炼生胶富有弹性,缺乏加工时的必需性能(可塑性),因此不便于加工。
为了提高其可塑性,所以要对生胶进行塑炼;这样,在混炼时配合剂就容易均匀分散在生胶中;同时,在压延、成型过程中也有助于提高胶料的渗透性(渗入纤维织品内)和成型流动性。
将生胶的长链分子降解,形成可塑性的过程叫做塑炼。
生胶塑炼的方法有机械塑炼和热塑炼两种。
机械塑炼是在不太高的温度下,通过塑炼机的机械挤压和摩擦力的作用,使长链橡胶分子降解变短,由高弹性状态转变为可塑状态。
热塑炼是向生胶中通入灼热的压缩空气,在热和氧的作用下,使长链分子降解变短,从而获得可塑性。
内容来自橡胶园4.混炼为了适应各种不同的使用条件、获得各种不同的性能,也为了提高橡胶制品的性能和降低成本,必须在生胶中加入不同的配合剂。
混炼就是将塑炼后的生胶与配合剂混合、放在炼胶机中,通过机械拌合作用,使配合剂完全、均匀地分散在生胶中的一种过程。
高压钢丝缠绕软管设计与生产工艺____

分解水包布前冷却不充分
拭干净适当提高水包布压力充分冷却后才能解开水包布脱
芯特别是层数多的胶管
&
欠硫
硫化温度低硫化时间不足胶料硫化速度慢硫 适当提高或重新确定合理的硫化温度和硫化时间改进胶料配
化罐内冷凝水太多
方提高硫化速度硫化时将蒸汽管道内的冷凝水排除干净后
再注汽硫化过程中要及时排除冷凝水
Copyright©博看网. All Rights Reserved.
!""#$%&'()*+,-.-/0 应用技术
增强钢丝及保护层材料的选择 增强层是高压钢丝缠绕胶管的主要部分之一 决定着软管的强度即承压性能一般采用钢丝或纤 维 与编织胶管相比较缠绕胶管增强层排列平整 没有交叉点所以能承受更高的压力具有更高的耐 脉冲性能 根据软管高压高脉冲的性能要求增强 钢丝既要有较高的强度又要有较好的耐疲劳性能 一般采用进口或国产镀铜钢丝 软管内胶表面的保 护层主要作用是避免缠绕过程中内胶损伤并减轻赶 胶量一般选用棉线或合成纤维 几种增强材料性能 指标见表 !
钢丝与中胶粘着不好钢丝张力不够
改良胶料配方提高钢丝和中胶粘着缠绕前校准钢丝张力
锭子的张力过大内管胶料太软内管太松管芯 在不影响胶管质量的前提下适当降低锭子张力和减少增强层
表面隔离剂多
中钢丝的密度提高内管的挺性内管尺寸不能过大管芯表面
隔离剂适量减少隔离剂在管芯表面的残留套管时打风不能
备和缠绕工艺参数设计影响较大 以 !" 的高压缠绕胶管为例该软管是四层钢
丝缠绕而成由内至外每组锭子四个的出线张力 分别为 # $%& $%'(& $%'(&$% 生产前要用弹簧 称校对钢丝张力 使缠绕时每个单向层上钢丝的张 力均匀保证缠绕质量 生产时要注意以下几点
不看后悔!橡胶软连接的安装方法及技术图例

推荐!橡胶软连接的安装方法及技术图例可曲挠橡胶接头(又叫橡胶软接头,橡胶软连接,橡胶柔性接头,软接头,减振器、管道减震器、避震喉等)主要利用橡胶的独特性能:弹性高、密封性好、抗辐射、耐介质性和优良适应性。
橡胶接头采用高强度,冷热稳定性强的聚酯帘布斜交与之复合,经高压、高温模式交联压制而成。
其整个过程完全有人工操作,增加了橡胶接头的抗拉性、弹性变形效果优异,高质量的材料融合和表面的美观。
产品整体的结构设计具有断面弧度高、曲线长,凹凸有致,使其能有较大的多向位移,满足其在安装过程中出现偏差较大的情况。
橡胶接头特别适用于地质条件复杂,沉降幅度大和管道工作中冷热变化频率多易造成管道损伤的的场所。
橡胶接头可以利用橡胶本身的弹性滑动转移和变形机械力的转热散逸功能可以有效的消除泵、阀门及连接管道产生的位移物理破坏。
因为橡胶属于不良传导材料,所以它又是一种良好的减震、消音的理想产品。
橡胶软连接设计内壁光滑,经实际测试对介质的流动无任何影响,不会生锈,基本可以免除有效工作期内的检查的维修。
由于可曲挠橡胶橡头具有良好的综合性能,所以它广泛用于化工、建筑、给水、排水、石油、轻重工业、冷冻、卫生、水暖、消防、电力等基础工程的管道输送。
安装说明:1、橡胶软接头在安装时严禁超位移极限安装。
2、平地、悬空、垂直安装橡胶接头时,橡胶接头的实际工作轴向位移压力小于管道的支撑力,否则应该安装防拉脱装置,以防止工作时受压拉脱。
3、管道必须有固定支撑或固定托架,固定托架的力必须大于轴向力。
垂直安装和架空安装时产品两端需安装相应的固定支架和受力支架,以防止工作受压后拉脱。
4、安装螺栓要对称逐步加压拧紧,以防局部泄露。
5、安装时应远离热源,严禁使用不符合本产品要求的介质。
下附橡胶软连接基本款的图例供参考:巩义市盛源水电设备材料厂地处中原,位于郑州与洛阳之间,中国“百强县”巩义市境内,交通便利,人杰地灵.我厂专业生产水电设备及管道附件材料,已有数十年的生产经验,拥有一批多年从事水电设备设计制造的高级工程师和专业技术工人,技术力量雄厚,设备精良,工艺先进。
固定芯棒法法制胶管流程

固定芯棒法法制胶管流程好的呀,那咱们就开始说说这个固定芯棒法法制胶管的流程吧。
一、准备工作。
这就像是做饭前得把食材和厨具都准备好一样。
做胶管得先有原材料呀,像橡胶、增强材料这些可不能少。
橡胶得是质量合适的,就像我们挑水果得挑新鲜的一样。
增强材料呢,它可是让胶管更结实的关键,就像是给房子打地基的钢筋。
然后就是芯棒啦,这芯棒可是固定的主角,它得形状合适、尺寸准确,不然做出的胶管可就歪歪扭扭的啦。
而且呀,生产的场地也要收拾得干干净净的,乱七八糟的环境可做不出好胶管哦。
二、橡胶混炼。
橡胶可不是直接就能用的,得把它混炼一下。
就像是把各种调料混合在一起,调出独特的味道。
把橡胶和一些添加剂放到混炼机里,像个大搅拌机似的,让它们充分地混合。
这过程中得看着点温度和时间呢,温度太高了橡胶可能就会变得不听话,时间太长了也不行,就像煮东西火候和时间都得刚刚好。
这个时候的橡胶就像是被施了魔法一样,从原来的状态变成了更适合做胶管的模样。
三、缠绕增强材料。
接下来呢,就该给胶管增加力量啦。
把增强材料缠绕在芯棒上,这就像是给芯棒穿上一层坚固的铠甲。
这缠绕可有讲究啦,得一圈一圈地缠得整整齐齐的,不能松松垮垮的,不然胶管的强度可就没保障了。
就像我们系鞋带,如果系得松松的,走路的时候就容易散开。
这时候工作人员就像个细心的工匠,小心翼翼地操作着,确保每一圈都缠得完美无缺。
四、涂覆橡胶。
增强材料缠好了,还得再给它裹上一层橡胶。
这就像是给铠甲再包上一层软软的布,让它既有强度又有柔韧性。
把混炼好的橡胶均匀地涂覆在已经缠绕好增强材料的芯棒上。
这得保证每个地方都涂到,不能有的地方厚有的地方薄,不然胶管的质量就不均匀啦。
就像涂蛋糕奶油似的,得把整个蛋糕都涂得漂漂亮亮的。
五、硫化处理。
涂覆好橡胶之后呢,胶管还得经过硫化处理。
这就像是给胶管来个大变身。
把胶管放到硫化设备里,给它一定的温度、压力和时间。
在这个过程中,橡胶分子会发生奇妙的变化,它们会连接得更紧密,胶管就变得更结实耐用啦。
不锈钢编织软管工艺流程

不锈钢编织软管工艺流程英文回答:The process of manufacturing stainless steel braided hoses involves several steps. First, the stainless steel wire is drawn to the desired diameter. This wire is then braided around a flexible inner hose made of materials such as PTFE (polytetrafluoroethylene) or EPDM (ethylene propylene diene monomer). The braiding process provides strength and flexibility to the hose.Once the braiding is complete, the hose is subjected to a high-temperature treatment to remove any impurities and improve its mechanical properties. This process, known as annealing, helps to ensure the durability and reliability of the hose.After annealing, the hose is carefully inspected for any defects or irregularities. Any faulty hoses are discarded, and only those that meet the quality standardsare further processed.Next, the hose is coated with a protective layer to prevent corrosion and enhance its resistance to external factors such as chemicals or extreme temperatures. This coating can be done using various methods, including electroplating or powder coating.Once the coating is applied, the hose undergoes a final inspection to ensure its quality. This includes checkingfor proper dimensions, braiding tightness, and overall functionality.Finally, the hoses are packaged and prepared for shipment to customers. They may be labeled and categorized based on their specific applications, such as automotive, plumbing, or industrial use.中文回答:制造不锈钢编织软管的工艺流程包括几个步骤。
橡胶软管生产工艺流程图

过滤
加磺
热炼压延
挤出
停放、半硫化
铁杆涂隔离层穿芯编织、缠绕包胶
钢丝合股、予定型
水布浸泡整理缠布
硫化
解布
包装入库检验试压脱芯
注:关键工序为挤出、编织(缠绕),硫化为特殊工序
橡胶软管生产工艺流程图
1.软芯法
生胶塑炼
配合剂配料混炼
热炼
内胶中胶外胶
软芯
过滤
涂隔离剂
加磺
热炼压延
挤出停放
半硫化
打麻编织、缠绕包胶
钢丝合股、预成型缠水包布
包装入库检验试压硫化
软芯水压脱芯解水布
整理水布整理
注:关键工序为挤出、编织(缠绕),硫化混炼
热炼
高压钢丝编织胶管工艺流程
高压钢丝编织胶管工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!高压钢丝编织胶管,作为一种常用的流体传输元件,其制作工艺流程精细且复杂。
钢丝软管制作工艺流程
钢丝软管制作工艺流程英文回答:The manufacturing process of steel wire hoses involves several steps. Here is a general overview of the process:1. Wire Drawing: The first step is to draw the steel wire through a series of dies to reduce its diameter and increase its length. This process improves the wire's strength and flexibility.2. Wire Cleaning: The drawn wire is then cleaned to remove any contaminants or impurities that may affect the quality of the final product. This is usually done through a chemical cleaning process.3. Wire Braiding: In this step, the cleaned wire is braided around a flexible inner tube. The braiding provides reinforcement and strength to the hose. The number of braids and the pattern used depend on the desired strengthand flexibility of the hose.4. Hose Assembly: Once the wire braiding is complete, the flexible inner tube is inserted into an outer cover. The inner tube and the outer cover are then securely connected to form the hose assembly. Various methods can be used for this, including crimping, welding, or using hose connectors.5. Testing and Quality Control: After the hose assembly is complete, it undergoes rigorous testing to ensure its quality and durability. This may include pressure testing, leak testing, and inspection for any defects or inconsistencies. Only hoses that meet the required specifications are approved for further processing.6. Finishing and Packaging: Once the hoses pass the quality control tests, they are finished and prepared for packaging. This may involve cutting the hoses to the desired lengths, attaching fittings or connectors, and adding any necessary labeling or branding. The finished hoses are then packaged and prepared for distribution.中文回答:钢丝软管的制作工艺流程包括以下几个步骤:1. 钢丝拉拔,首先将钢丝通过一系列的模具拉拔,以减小其直径并增加长度。
生产工艺明细表(1)
工艺文件汇编编制;审核:批准:日期:年月日邯郸市峰峰矿区燕赵橡胶制品有限责任公司工艺文件明细表一、钢丝缠绕胶管工艺文件1、产品基本特征2、生产用主要材料及标准3、热炼工艺4、压出工艺5、压延中胶片6、切割涂塑玻璃丝窗纱7、导钢丝线轴8、钢丝缠绕9、包外胶层10、卷水包布11、硫化12、成品检查与包装二、软心高压钢编胶管工艺文件1.产品基本特征2.生产用原材料3.胶料热炼4.内胶包覆工艺5.压延中胶片6.钢丝合股7.钢丝编织8.包外胶工艺9.缠水包布工艺10.胶管硫化工艺11.胶管脱芯工艺12.成品检查与包装三、硬芯高压钢编胶管工艺文件1、产品基本特征2、生产用主要材料及辅助材料3、工艺流程4、胶料热炼5、挤出内管6、延压中胶7、胶管成型(1)合股施工表(2)套管(3)一层钢丝编织施工表(4)钢丝编织工艺规定(5)两层钢丝编织施工表(6)三层钢丝编织施工表8、包外胶9、缠水包布10、硫化11、成品检验与包装四、喷浆用橡胶软管钢丝编织生产工艺文件1、产品基本特征2、生产用主要材料3、工艺流程图4、胶料热炼5、挤出内管6、压延中外胶7、套管8、钢丝编织9、缠水包布10、硫化11、成品检查与包装一、钢丝缠绕胶管工艺文件企标钢丝缠绕工艺表二、软性高压钢编胶管工艺文件企标硬芯高压钢丝编制工艺I软芯两层编织生产工艺企标软芯高压钢丝编制工艺I软芯编织生产工艺企业钢丝编织压出、包胶工艺三、硬芯高压钢编管工艺文件。
手工钢丝硅胶管制作工艺流程
手工钢丝硅胶管制作工艺流程Creating handmade steel wire silicone tubing is a delicate and intricate process that requires a skilled artisan to carefully craft each piece. The first step in the process is selecting high-quality steel wire and silicone materials that will be durable and long-lasting. The artisan must then measure and cut the steel wire to the desired length and shape, ensuring that it will fit securely within the silicone tubing.在手工制作钢丝硅胶管的过程中,首先要选择高质量的钢丝和硅胶材料,以确保制作出来的产品耐用且持久。
接下来,工匠必须测量和裁剪钢丝,使其符合硅胶管的长度和形状,确保其能够牢固地固定在硅胶管内。
Once the steel wire is prepared, the artisan will carefully lay it out in the desired pattern or design, taking care to bend and shape the wire so that it will fit seamlessly within the silicone tubing. This process requires precision and attention to detail, as any misstep could result in a flawed final product. The artisan may use special tools such as pliers or wire cutters to help manipulate the wire into the desired shape.钢丝准备就绪后,工匠会仔细地按照所需的图案或设计摆放钢丝,小心翼翼地弯曲和塑造钢丝,使其可以无缝地嵌入硅胶管内。
钢丝编织胶管结构设计

胶管制品结构设计二(钢丝编织胶管结构设计)一、设计目的:练习设计胶管的基本程序和方法;胶管结构设计计算能力;胶管施工表制定。
二、设计器材:绘图相关器材,计算器,A4纸(自备)三、设计内容:已知:高压钢丝编织胶管用途:适于输送液压流体、液压油、燃油、润滑油、乳化液、乙二醇水溶液及水等等。
工作温度:-40℃—+100℃,编织机锭子数可选取24,28,32等,每锭子上线的根数可选用4,5, 6,7等。
编织角度为理想平衡角。
1.设计目的2.设计器材3.设计原则4.设计结构及作用5.骨架材料的要求6.胶管部件尺寸的选择7.结构设计及验证8.施工计算9.工艺流程10.结构简图11.设计总结(1000字)钢丝编织胶管结构设计系别:化学工程系班级:高分子1134班指导:屈超设计:第一组胡增规格:φ36×2W/B×9-20时间:2012年11月一、设计目的熟练掌握胶管设计的程序及方法提高胶管结构设计的基本能力学会胶管施工表的制定二、设计器材橡胶专业手册、计算器、绘图工具三、设计原则根据已知胶管的使用条件和工作环境以及大小规格进行设计保证来源充足、成本低;所用设备合理、有较高生产效率的原则进行设计四、设计流程结构形式的确定→工作压力、安全系数和耐压强度的确定→骨架材料的选择→胶料及胶料厚度的确定五、结构形式的确定:钢丝编织胶管六、工作压力、安全系数和耐压强度的确定1.理论爆破压力:P B=5P=45MPa2.安全系数:≧4(经查资料得)3.爆破压力公式: PB =KKBNniC2C4/D2C12C32=45.385 MPaK=1.105; KB =800N/根(查资料);Nn=24×4=96(自选);i=2;C2=0.7(查表);C 4=0.955(1-A(n-1));D=36+3×2+2×2×2=50;C1=1(平衡角);C3=1(因钢丝所1);T=2.22D=111mm七、骨架材料的选择1.采用常用碳钢丝:钢号:35号钢(质量);直径2mm;拉伸强度800N/根。
液压软管工艺流程
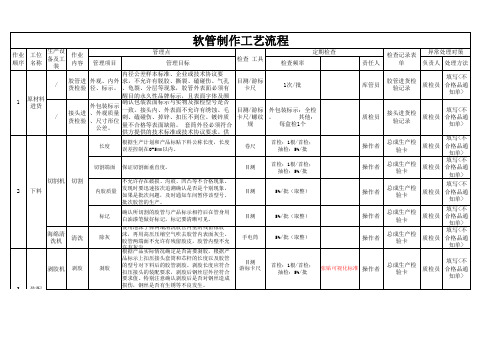
胶管总成 外观(含包装防护检查等)检验
目测
全检
操作者
总成生产检 验卡
填写<不 质检员 合格品通
知单>
操作者 操作者 操作者 操作者 操作者 操作者 操作者
总成生产检 验卡
总成生产检 验卡
总成生产检 验卡
总成生产检 验卡
总成生产检 验卡
总成生产检 验卡
总成生产检 验卡
填写<不 质检员 合格品通
知单>
填写<不 质检员 合格品通
棉签
认最终是否吹干),两小时以内密封防尘盖。
首检+抽检
首检:1根/首检; 抽检:5%/批
全检
耐压测试 泄露测试 爆破试验
按胶管总成所标示的额定工作压力的2倍进行, 保压5分钟,应无卸压或渗漏。 按胶管爆破压力的70%进行,保压1分钟,应无 卸压或渗漏。
胶管总成标定工作压力(额定压力四倍以上)
静压试验机
目测
手电筒
目测 游标卡尺
5%/批(取整) 5%/批(取整)
操作者 操作者
首检:1根/首检; 抽检:5%/批
张贴可视化标准 操作者
检查记录表 单
胶管进货检 验记录
接头进货检 验记录
总成生产检 验卡
总成生产检 验卡
总成生产检 验卡
总成生产检 验卡
总成生产检 验卡
总成生产检 验卡
异常处理对策
负责人 处理方法
目测 游标卡尺
首检:1根/首检; 抽检:5%/批
4
扣压
扣压机 /卷尺
扣压
工艺
根据产品标示,选择工艺要求的扣压尺寸,进 行扣压,扣压时注意钢丝是否受损伤,芯杆和 套筒是否断裂。
钢丝绳芯橡胶输送带胶接技术及工艺操作手册
钢丝绳芯橡胶输送带胶接技术及工艺操作手册青岛华夏橡胶工业有限公司根据钢丝绳芯输送带胶接的实际需要,为确保接头质量,更好地为用户服务,特制订钢丝绳芯输送带现场胶接规程。
1. 胶接前的准备工作1.1需要先做好倒开架,选择放带方便的地点,然后将每卷输送带放到胶接所需的指定位置。
1.2要选择干净、明亮、宽敞、干燥及便于操作的地点作为胶接场地。
1.3把输送带机架上的拖辊撤除约10米长的空位,然后摆放好胶接需用的硫化机。
2. 硫化机的选用与检验2.1 硫化机的选用制作接头时所选用的硫化机热板,在长度方向每侧应比接头长度超出至少150mm,在宽度方向每侧应比输送带宽度超出至少100mm.2.2 硫化机在胶接使用前应仔细检验,经检验,能正常工作,方可使用。
2.3如发现硫化机存有质量问题,应及时进行修理或更换硫化机。
3. 工器具的准备:3.1 胶接所需用的工器具,按输送带制造厂家提供的胶接工具明细表进行配备(见附表三)。
3.2用槽钢或角铁做四套夹板。
3.3硫化前需配制两块垫铁:垫铁厚度比原带体厚度薄0.5——1mm,宽度需100mm,长度比硫化机机身长出500mm。
3.4 做工作平台两套,放在硫化机两端的位置,宽度根据输送带机架制作,每套长度不得低于3米,且平整牢固。
3.5 用120#汽油、芯胶配制胶浆,禁止用覆盖胶胶料配制胶浆,配制方法:胶∶汽油1∶5。
把胶料破成碎块(直径不大于15mm),放入120#汽油,人工搅拌成糊状,并至少停放48小时后才能使用。
4. 胶接前的搭接选择:4.1 输送带的胶接长度与搭接长度,要根据《钢丝绳芯输送带接头胶接技术》的系列要求进行选择。
4.2一级接头结构示意图及数据带强度规格ST630ST800ST1000ST1250最小阶梯长度接头长度LV 2503503004003006003506504.3二级接头结构示意图及数据带强度规格ST1600ST2000ST2500ST3150最小阶梯长度接头长度LV3501050400115050013505601650 4.4三级接头结构示意图及数据带强度规格ST3500ST40004500最小阶梯长度6507508004.5四级接头结构示意图及数据带强度规格ST5000ST5400最小阶梯长度接头长度LV900405010004450注:同时考虑输送机的长短、负荷大小、坡度大小和带速等因素,以便最终确定搭接长度。