i焊接工艺评定汇编参考
焊接工艺评定报告定稿版

试样编号
试样宽度
(mm)
试样厚度
(mm)
横截面积
(mm2)
最大载荷
(kN)
抗拉强度
(MPa)
断裂部位
HPHale Waihona Puke -15-01326
192
480
断母材
HPS-15-02
32
6
192
455
断母材
弯曲试验试验报告编号:2012-1133
试验编号
试样类型
试样厚度
(mm)
弯心直径
20~24
9~12
3
SMAW
J422
φ3.2
直流反接
100~130
20~24
9~12
检验项目、评定指标及试样数量
检验项目
检验标准
评定指标
检验项目
检验标准
评定指标
试样数量
外观检查
NB47014-2011
无裂纹
拉伸
试验
常温
高温
NB/T47016-2011
合格
2
无损检测
射线
JB/T4730-2005
无裂纹
摆动或不摆动摆动
摆动参数焊工自行掌握
多道焊或单道焊(每面)单道焊
多焊丝或单焊丝单焊丝
其他/
预热:
预热温度(℃):室温
层间温度(℃):/
其他/
焊缝外观检验:试件焊缝外观质量按GB50236标准检验合格。
渗透探伤(标准号、结果)/超声波探伤(标准号、结果)/
磁粉探伤(标准号、结果)/射线探伤(标准号、结果)JB/T4730.2-2005、合格
保护气体
焊接工艺评定报告
焊接工艺评定报告焊接方法:钨极气体保护焊+焊条电弧焊材质:20# 试件位置:水平固定规格:© 89 X6 编号:GZ06-3-05编制:范永田审核:孙国批准:孙国日期:2014年10月3日山东肥城市第一设备安装工程有限公司单位名称 山东肥城市第一设备安装工程有限公司焊接工艺评定报告编号_GZ08-3-05 _________ 焊接工艺指导编号:_GZ08-3-05 ___________焊接方法钨极气体保护焊+焊条电弧焊机械化程度(手工、半自动、全自动) 手工接头简图:(坡口形式、尺寸、衬板、每种焊接方法或焊接工艺、焊缝金属厚度)厚 度:5mm (L/min )母 材:材料标准:GB/T8163钢 号: ________________类、组别号:II -1与类、组别号II -1相 焊焊后热处理:热处理温度(C ):/保温时间(h ) : _________ /保护气体:气体种类 混合比 流量根部:(焊透、未焊透)/ 焊缝(融合、未融合)/焊缝、热影响区:(有裂纹、无裂纹)无损检验RT: UT : /MT : / PT: /其他:RT:按JB/T4730.2-2005 标准检测评定、符合n级标准要求_____________________________________ 耐蚀堆焊金属化学成分(重量%)分析表面或取样开始表面至熔合线的距离(mm )/附加说明:无结论:本评定按JB4708 —2000规定焊接试件、检验试样、测定性能、确认试件记录正确评定结果:(合格、不合格)合格焊接工艺评定施焊记录工艺评定编号质检员:2014 年10 月03 日。
焊接工艺评定模板范文

焊接工艺评定模板范文全文共四篇示例,供读者参考第一篇示例:焊接工艺评定模板范文1. 模板编号:_____________4. 评定人员:_____________(包括评定员、监督员、记录员等)5. 评定项目:(1) 焊接方法:_____________(2) 焊接材料:_____________(3) 焊接位置:_____________(4) 焊接厚度:_____________(5) 焊接规范:_____________8. 评定结果:(1) 合格/不合格:_____________(2) 评定级别:_____________评定人员签名:__________ 日期:__________模板说明:1. 模板编号:每份焊接工艺评定模板需要有一个唯一的编号,便于管理和查阅。
2. 被评定单位名称:填写被评定单位的名称,确保评定对象清晰明确。
3. 评定日期:填写本次评定的日期,记录评定活动的时间点。
4. 评定人员:列出参与评定活动的人员姓名和职责,包括评定员、监督员、记录员等。
5. 评定项目:具体描述本次评定的焊接项目内容,包括焊接方法、焊接材料、焊接位置、焊接厚度、焊接规范等。
6. 评定标准:描述评定过程中所参照的评定标准,确保评定活动的客观性和公正性。
7. 评定过程:详细描述评定活动的整个过程,包括准备工作、焊接操作、检查验收等环节。
8. 评定结果:填写评定的结果,即该次焊接工艺的合格/不合格情况,同时可标注评定级别。
9. 评定意见:对评定结果进行简要的评价和总结,提出必要的建议和改进意见。
10. 备注:填写其他相关信息或需要特别说明的事项。
以上是关于焊接工艺评定模板的范文,希望对您有所帮助。
祝您工作顺利!第二篇示例:焊接工艺评定是指对参与焊接的工艺参数、焊接人员技术水平和焊接成果进行检测和评定的过程。
通过焊接工艺评定,可以确保焊接的质量和安全性,提高焊接工艺的可靠性和稳定性。
下面将分享一份关于焊接工艺评定模板范文,以供参考。
焊接工艺评定报告样本

焊接工艺评定报告样本1.简介2.评定目的(1)验证焊接工艺能否满足产品性能要求;(2)评估焊接工艺的稳定性和可靠性;(3)为后续生产提供参考和指导。
3.评定方法(1)实验样品:选择代表性的焊接接头或试片作为实验样品;(2)实验设备:选择适当的焊接设备和焊接材料;(3)实验参数:根据产品要求和焊接材料的特性,确定焊接电流、电压、速度等参数;(4)实验过程:按照焊接工艺要求进行焊接,并记录实验过程中的各项数据。
4.特性评估(1)外观质量:评估焊缝的外观形态、焊缝的清晰度和焊接变形等外观特征;(2)焊缝质量:检测焊缝的缺陷情况,如气孔、夹杂物、裂纹等;(3)力学性能:测试焊接接头或试片的拉伸强度、屈服强度、延伸率等力学性能指标;(4)金相分析:对焊接接头或试片进行金相组织观察和显微硬度测试,评估焊缝和热影响区的组织性能。
5.评定结果(1)根据实验数据和评估结果,评定焊接工艺的可行性和合格性;(2)若焊接接头或试片达到产品要求,并且力学性能和金相分析结果符合规定标准,则认定焊接工艺合格;(3)若焊接接头或试片存在缺陷或力学性能不满足要求,则认定焊接工艺不合格。
6.评定建议(1)对于合格的焊接工艺,建议在生产过程中继续使用,并进行合理的质量控制;(2)对于不合格的焊接工艺,建议重新调整焊接参数、选择适当的焊接材料,或者改进焊接设备,以达到产品要求。
7.结论本次焊接工艺评定的结果表明,该焊接工艺满足产品性能要求,焊接接头的外观质量良好,焊缝质量合格,力学性能和金相分析结果符合标准。
因此,建议在生产过程中继续使用该焊接工艺,并进行相应的质量控制措施,以确保焊接质量和产品性能。
以上是本次焊接工艺评定的报告内容,总字数超过1200字。
焊接工艺评定记录01-05(改)
焊接工艺评定记录01-05(改)一、前言为了确保焊接工艺符合标准要求,在本公司进行的焊接工艺评定中,我们制定了本评定记录。
本文档记录了评定结果,供日后参考。
二、评定流程评定过程分为以下步骤:1.根据标准要求,准备焊接材料和设备2.根据要求制作试件3.焊接试件,记录焊接参数4.对焊缝进行检验5.根据检验结果进行评定三、准备工作1. 焊接材料和设备评定所使用的焊接材料及设备如下:焊接材料规格产地焊条AWS E7018 国产焊丝ER70S-6 进口气体CO2 国产焊机MAG 国产2. 试件准备评定试件为正面角焊缝,试件尺寸为100mm x 100mm x 10mm,试件材料为普通碳素钢 Q235B。
试件制作按照标准要求,加工精度符合标准要求。
四、焊接评定1. 试件焊接试件采用MAG焊接法,采用单面焊接技术。
具体焊接参数如下:焊接参数焊接电流(A) 焊接电压(V) 焊接速度(cm/min)上海 1# 170 20 40上海 2# 190 22 45江苏 1# 180 21 43江苏 2# 200 23 48湖南 1# 175 20 42湖南 2# 195 22 47广东 1# 185 21 45广东 2# 205 23 50四川 1# 180 20 44四川 2# 200 22 492. 焊缝检验检验采用视觉检验和超声检测两种方法。
具体结果如下:焊缝编号检验方法检验结果上海 1# 超声检测合格上海 2# 超声检测合格江苏 1# 超声检测合格江苏 2# 超声检测合格湖南 1# 超声检测合格湖南 2# 超声检测合格广东 1# 超声检测合格广东 2# 超声检测合格四川 1# 超声检测合格四川 2# 超声检测合格五、评定结果以上10条焊缝均通过了检验,评定结果为合格。
经过本次评定,证明采用上述焊接参数能够满足标准要求,可以在实际生产中使用。
六、本次焊接工艺评定结果符合标准要求,可以将所采用的焊接参数用于实际生产中。
精编工艺技术焊接工艺评定资料
随心编辑,值得下载拥有!YOUR COMPA NY NAME IS HERE专业I专注I精心I卓越【工艺技术】焊接工艺评定资料焊接工艺评定资料编号:PQR-01-2009单位中油辽河工程有限公司中油辽河工程有限公司焊接工艺评定第1页共10页中油辽河工程有限公司焊接工艺指导书焊接工艺评定注:对每一种母材与焊接材料的组合均需分别填表第2页共10页中油辽河工程有限公司焊接工艺评定第 3 页共 10 页中油辽河工程有限公司焊接工艺评定第 4 页共 10 页中油辽河工程有限公司焊接工艺评定第 5 页共 10 页中油辽河工程有限公司焊接工艺评定焊接工艺评定报告焊接工艺评定报告编号:PQR-01-2009焊接工艺评定指导书编号:PQR-01-2009-01批准人签字日期 ___________焊接工艺评定书焊接位置:对接焊缝的位置角焊缝位置向上方向:(向上、向下)/ 方向:(向上、向下)预热:预热温度(C)(允许最低值)/层间温度(C)(允许最高值)/其他:/ 技术措施:焊接速度(cm/min ):7-15摆动或不摆动:摆动摆动参数:焊工自选多道焊或单道焊(每面):多层单道焊多丝焊或单丝焊:/其他: ______________/厚度: 12伽直径:/ 其他:/填充金属:焊材标准:GB/T5117-1995 焊材牌号:E4303(J422) 焊材规格:$3.2、$ 4. 焊缝金属厚度12其他:/ 电特性:电流种类:直流极性: DC-钨极尺寸:/焊接电流(A):80-160_________ 电弧电压(V) : 20-25 ________ 其它:/第 7 页共 10 页中油辽河工程有限公司焊接工艺评定第 8 页共 10 页中油辽河工程有限公司焊接工艺评定焊缝、热影响区:(有裂纹、无裂纹)/耐蚀堆焊金属化学成分(%)分析表面或取样开始表面至熔合线的距离(伽):______________________ /_________________ 附加说明:结论:本评定按JB4708-2000 规定焊接试件、检验试样,测定性能,确认试验记录正确一评定结果:(合格、不合格)第 9 页共 10 页中油辽河工程有限公司焊接工艺评定附件:No JY2009 116第 10 页共 10 页检验报告委托单位 ............ 史油辽河工程宜限公司................... 品名............................. 板材对焊.............................. 合同号——....... ______ _______________ ________ 发送日期■■■■:■■ on ■■!!■■■ MIBB ma ■■!:■■■. B ■ ■ IB ・nu ■・n H ■IB ■n n ■ ■!>■■■■:■ ■ nn Bam ■ BI ■■■BI «■ ■: n ■ ai ma辽河石油勘探局钻采设备及材料检验室注意事项1、报告无检验单位“检验专用章”无效。
焊接工艺评定1
如何做好焊接工艺评定25.焊接材料(1)焊条、焊丝、焊剂等焊接材料,随着焊接过程的进行要熔化,并以填充金属形式熔入焊缝金属中,是焊缝金属的主要组成部分,选定和改变它们对焊接接头的焊缝金属性能有极大影响,但是它们品种繁多,给“评定”带来很大困难。
为减少评定数量,合理进行“评定”,因此,焊接材料的选择与钢材的选用原则一样,按类级别划分,(规程有表可查)以利于“评定”工作进行。
(2)对于国外的焊条、焊丝和焊剂,可在应用前查询有关资料或经试验验证,确认符合要求后方可使用。
其化学成分、力学性能与国内焊材表中某种相近。
可划入相应类级别中,与国内焊材等同对待。
未列入焊材表中的焊条、焊丝和焊剂,如化学成份、力学性能、工艺特性与表中某种相近,可划入相应类级中,可以应用。
不能划入者,应另行“评定”。
(3)各类别的焊条、焊丝应分别评定。
同类别而不同级别者,高级别的评定可适用于低级别;在同级别焊条中,经酸性焊条评定者,可免做碱性焊条评定。
(4)填充金属由实芯焊丝改变为药芯焊丝,或反之。
(5)改变可燃气体或保护气体种类,取消背面保护气体。
(6)异种钢焊接的材料选择应该遵照DL/T752的规定原则。
(7)对于国外材料,尤其是高合金钢用焊接材料,应该充分掌握该材料的基本性能,一些重要的与产品使用性能直接相关的指标应该通过试验取得验证后才能使用。
6.管子试件直径一般规程中对管子直径的“评定”没有严格规定,电力工业中因各种管子规格繁多,考虑到工艺上差异较大故作出如下规定:(1)当“评定”试件管子外径Do≤60mm、采用氩弧焊焊接方法时,其工艺适用于焊件管子的外径不规定。
2)其它管径的“评定”,适用于焊件管子外径的范围为:下限0.5D0,上限不规定。
7.试件的焊接位置电力工业针对行业特点,对“评定”的焊接位置和适用范围做了专门规定,(见规程上表)有如下情况时,还应遵循下列规定:(1)在立焊位中,当根层焊道从上向焊改为下向焊或反之,应重新评定。
焊接工艺评定报告1
气体
T=6mm Φ 219
混合比
99.99% / /
流量(L/min)
8~10 /
厚度 直径 其它 填充金属: 焊材类别 焊条牌号 焊条规格 焊丝牌号、直径: 其它
保护气体 尾部保护气 背面保护气 电特性:
氩气 / /
/
/
碳钢焊丝、碳钢焊条
J507 Φ3.2 TG50、Φ 2.5
电流种类: 钨极尺寸 电弧电压(V) 焊接电弧种类 其他:
弯心直径 ( mm) D=4a D=4a
3
弯曲角度 (°) 180° 180°
试验结果 合格 合格
共4页 第3页
HPS-12-05 HPS-12-06
背弯 背弯
6 6
D=4a D=4a
180° 180°
合格 合格
冲击试验 试样尺寸 试样编号 (mm) 缺口类型
试验报告编号: 试验温度 缺口位置 (℃) (J ) 冲击吸收功 备 注
共1页
喷嘴 直径 φ 6-13
检验项目、评定指标及试样数量
检验项目 外观检查 射线 无 损 超声 检 渗透 测 磁粉 焊缝化 学成分 接头硬度 检验 金 相 微观 宏观 李允征 检验标准 NB47014-2011 JB/T4730-2005 评定指标 无裂纹 无裂纹 检验项目 拉伸 试验 弯曲 试验 冲击 试验 常温 高温 面弯 背弯 侧弯 焊缝 热影 响区 合格 NB/T47016-2011 合格 2 2 2 2 检验标准 评定指标 试样数量
焊缝金属厚度范围: 对接焊缝 其他:
填充金属: 焊材类别 焊材标准 填充金属尺寸 焊材型号规格 碳钢焊丝 GB/ T8110 Ф2.5 型号:ER50-6
7
碳钢焊条 GB/T5015 Ф3.2
精编【工艺技术】焊接工艺评定汇编
【工艺技术】焊接工艺评定汇编
xxxx年xx月xx日
xxxxxxxx集团企业有限公司Please enter your company's name and contentv
中国机械工业第一安装工程公司焊接工艺评定汇编
公司焊工考试委员会编制
二OO五年五月
说明:
1.焊接工艺评定编号的构成:
HP / B Ⅰ- 1 / 2005
年号
顺序号焊接工艺评定代号
材料类别号
板类
2.“B”表板类工艺评定;“G”表管类工艺评定;“GB”表板管类工艺评定。
3.材料类别号按《焊接工艺评定》或《锅炉压力容器焊工考试规则》的规定分别用Ⅰ、Ⅱ、Ⅲ、Ⅳ表示,使用时与适应标准对照即可。
3.顺序号表示同种类工艺评定的顺序号。
4.年号表示工艺评定试验时间。
一、板类
二、管类
三、管板类
谢谢阅读!!! 随心编辑,值得下载拥有!专业│专注│精心│卓越。
焊接工艺评定资料
焊接工艺评定资料(总6页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除焊接件的设计及焊接工艺评定一、焊接件的设计要求及在设计图上的正确表述:1、焊接结构钢材的选择:选择原则:抗拉强度、刚度、塑性、冲击韧性、成形性、焊接性等。
另外还需要考虑:耐蚀性、耐磨性、耐热性及材料的价格和市场供货状况。
2、焊接结构的强度计算:(1)、焊缝容许应力各行业间的焊缝容许应力值常有差异,设计焊接结构时应遵循所纳入的行业的国家标准。
A、建筑钢结构焊缝强度设计值应符合:GBJ64—84《建筑结构设计统一标准》;GBJ17-88《钢结构设计规范》;GBJ18—87《冷弯薄壁型钢结构技术规范》。
B、压力容器结构焊缝容许应力:压力容器结构中的焊缝,当母材金属与焊缝材料相匹配时,其容许应力按母材金属的强度乘以焊缝系数φ计算压力容器强度计算时的焊缝系数φa)最简单的结构形式;b)最少的焊接工作量;c)容易进行焊接施工;d)焊接接头产生变形的可能性最小;e)最低的表面处理要求;f)最简便的焊缝检验方法;g)最少的加工与焊接成本;h)最短的交货期限。
3、焊接结构工作图(设计图):焊接结构设计图是制造焊接结构产品的基本依据,通常由总图、部件图及零件图组成(各行业有差异,有些企业是由总图及部件图两部份组成,而由施工单位即制造单位的工艺人员绘制零件图).通常焊接结构设计图除常规的要求外,还应包括以下内容:1)、结构材料;2)、焊接方法及材料;3)、焊接接头形式及尺寸的细节(或局部放大图);4)、允许尺寸偏差;5)、焊前预热要求;6)、焊后热处理的方法.(消除应力热处理).注:接头形式:焊接结构及焊接连接方法的多样化,以及结构几何尺寸、施工场合与条件等的多变形,使焊接接头形式及几何尺寸的选择有极大的差异.优良的接头形式有赖于设计者对结构强度的认识及丰富的生产实践经验.优良的接头不仅可保证结构的局部及整体强度,而且可简化生产工艺,节省制造成本;反之则可能影响结构的安全使用甚至无法施焊.例如相同板厚的对接接头,手工焊与自动埋弧焊的坡口形式及几何尺寸完全不同;两块板相连时采用对接或搭连接,其强度、备料、焊接要求及制造成本也迥然不同,这就需要根据技术经济效果综合考虑,认真选择.我国关于不同焊法的接头形式的国家标准有:GB985—88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸;GB986—88 埋弧焊焊缝坡口的基本形式和尺寸;它们具有指导性,需要指出,在不同行业及各个工厂企业,由于习惯及一些特殊要求,在接头形式及符号上会出现差异。
焊接工艺评定报告(DOC)

古城副井行政办公楼钢结构挑檐手工电弧焊焊接工艺评定报告编制部门:编制:审定:批准部门:批准:手工电弧焊焊接工艺评定报告1.评定材质:16M n钢材评定厚度δ=36mm2.评定目的:为了验证施焊中的焊接工艺性的正确性。
3. 评定接头形式:背部带衬板的组合焊缝。
衬板和腹翼板应根据拼点规定,点焊牢固,每一边都有拼点焊缝。
施焊分9层焊接,采用直线运条,当焊宽超过3-4φ焊时采用分道焊。
其中φ焊为焊条直径。
4.参数选择:打底层:φ3.2mm E5015 I=120±10(A) U=22±2(v) V=10±1c m/min其余层:φ4mm E5015 I=190±10(A) U=22±2(v) V=13±1m/h 随着焊缝宽度增加,对焊速可作相应的调整.焊接材质都选用J506或J507焊接.5. 极性及电流种类;选用交流弧焊机(J506)6. 检测:Ⅰ主控项目焊缝表面不得有裂纹、焊瘤等缺陷。
一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。
且一级焊缝不得有咬伤、未焊满、根部收缩等缺陷。
2、不允许有表面裂纹、夹渣、未焊透、焊缝宽度,应盖边每边2-4㎜,平缓过渡,飞溅应清除干净。
3、力学试验:取试件进行力学试验,应符合建筑工程试验、检验标准。
焊接工艺评定报告编号:001评定项目:手工电弧焊焊接方法:手工电弧焊焊接工艺评定人:赵海职称:职务:负责评定单位:山西宏图建设工程有限公司填写评定日期:2012年11月18日批准人:职称:职务:批准评定报告单位:批准评定日期:2012年5月18日接头:接头形式:组合焊缝衬垫(有、无):背部采用如图衬垫衬垫材料:A3其它:摭点时拉开母材:类别号:Ⅱ级别号:1 牌号:16Mn 厚度:36 与类别号:Ⅱ级别号:1 牌号:16Mn 厚度:36 相焊接其它:焊接材料:焊条牌号:J507 规格:φ4(φ3.2)mm焊接位置:对接接头焊缝位置:平焊缝焊接方向:两侧一致其它:预热、层间、后热温度:(手工焊、埋弧焊)预热温度:层间温度:后热温度:时间:焊后消除内应力热处理:不作焊后消应焊接规范:焊缝层次焊接方法填充金属焊接电流电弧电压范围V焊接速度mm/min线能量J 牌号直径mm极性电流A第一层手工电弧焊J507 φ3.2直流反接110+130(注)22-24 不允许有另外层手工电弧焊J507 φ3.2直流反接110+130 22-24 不允许有注:底层电流要求两侧熔透并不击外观检查结论:试样编号外观发现缺陷情况评定结果无损探伤结论:冲击试验结论:抗拉伸试验结论:弯曲试验结论:硬度试验结论:试验单位试验报告编号其它检验项目及结论:试样编号试验单位试验报告编号综合评定结论本工艺评定合格日期评定人贾军政施焊日期代号填表日期审核日期标准化日期批准日期5.参考书目文献1.钢结构工程施工质量验收规范……………中华人民共和国建设部2.《焊接手册》上、中、下…………………………机械工业出版社3.《金属结构》……………………………………水力电利出版社4.《金属结构的电弧焊》…………………………机械工业出版社5.《焊接质量管理及检验》…………………………机械工业出版社浙江省水电建筑机械有限公司焊缝超声波探伤报告JL/CX13-13 报告编号9931委托单位:报告日期99 年 5焊缝编号缺陷位置深度mm批示长度mm波幅DB评定记录返修备注均为Ⅰ级检验等级:○A √B ○C检验焊缝总长:300 mm,一次返修总长:mm二次返修总长:mm,同一部位次返修后合格结论:√合格○不合格探伤员:审核:年月日浙江省水电建筑机械有限公司超声波探伤部位图JL/CX13-14 报告编号3.5手工电弧焊16Mn中厚板对接试验1.评定材质:16Mn钢材评定厚度δ=36㎜2.评定目的:为了验证施焊中拟定的焊接工艺性的正确性。
2013年焊接工艺评定汇编_图文

中石化第四建设有限公司Collection of Welding Procedure Qualification Reports焊接工艺评定汇编编制:审核:复审:批准:中石化第四建设有限公司二 0一三年一月内部事项序列号 FCC-TS06.41-2013- 持有人焊接工艺评定汇编说明1.本汇编是对公司 2013年 1月份以前所有焊接工艺评定,按现行标准《承压设备焊接工艺评定》 NB/T47014-2011经审查、整理而成,并按评定标准、母材钢号分类汇编。
自本汇编发布之日起,原焊接工艺评定汇编作废。
2.本汇编中焊接工艺评定编号内容表示如下:a 评定编号由阿拉伯数字和英文字母不连续的五个单元与破折号组成:第一单元第二单元第三单元─ 第四单元第五单元b 第一单元为三位或四位数阿拉伯数字的,如×××或××××(2002年 9月之前制作的评定 ,数字表示工艺评定序号。
第一单元为四位或六位阿拉伯数字的,如××××或×××××(2002年 9月份以后制作的评定四位数字的前两位为焊接工艺评定的评定年份,后两位为评定年份所做工艺评定的流水序号;六位数字的前四位为焊接工艺评定的评定年份,后两位为评定年份所做工艺评定的流水序号。
c 第二单元为焊接方法,如果是一种焊接方法,用一个大写英文字母表示;如果是两种或两个以上焊接方法的组合,则用两个或两个以上大写英文字母表示。
具体代号为:焊条电弧焊─ W , 埋弧焊─ S , 熔化极气体保护焊─ G , 自动气体保护焊─ Z , 钨极气体保护焊─ A , 气电立焊— E 其他─ J 。
d 第三单元为焊接位置,用一个大写英文字母表示:平焊─ F , 立焊─ V , 横焊─ H , 仰焊─ O , 管全位置─ A 。
e 第四单元为接头形式,用一个大写英文字母表示:板对接接头─ B , 板搭接─ C , 板角接─ D , 管对接─ M , 管板角接─ N , 管角接─ E , 管插接─ Z , 其他─ T 。
焊接工艺评定报告样本

预热温度
焊后热处理温 度
焊前预热要 求
层间温度 预热方法
其它
焊后热处理要 求
保温时间 其它
焊逢余 焊逢余高 比坡口每侧 宽度 焊逢不直
高
差
增宽
差
度
焊
逢
外 角焊逢 两焊脚差
观 凹凸度
咬边
背面 变形角度
凹坑
检
验
检验结果
检验人员
无损检测
检测类别及标 检测结果 准 其它:
拉伸实验
试样号
宽
厚
面积
断裂载荷
通球检 背面余高
与分类号 相焊
钨极牌号及直 径
保护气体
种类
熔敷金属厚度 操作技术要点及措施
焊序
焊 焊接 接
方法 设 层道
备
电
保护气 电流 电压 焊接速度
流 极 焊条
体 (A) (U) (mm/min)
(丝)直
种性
流量:升
径(¢)
类
/min
焊接 规范
环境温度:
相对湿度:
公司名称
焊接 共 工艺 页 评定 第 报告 页
附件:
验
焊脚
错边量 未焊透
其它
检验日 期
报告编号
实验报告编号:
抗拉强度 断裂特点和部
(MPa)
位
实验编号及规格
试样类型
弯曲实验 弯轴直径
实验报告编号: 实验结果
试样编号
缺口位置
缺口形式
冲击实验
实验报告编号:
实验温度(℃) 冲击功 J
平均值
公司名称
焊
共 页
接
工
艺 评第
页
焊接工艺评定L415钢级1型对接焊自动11页word
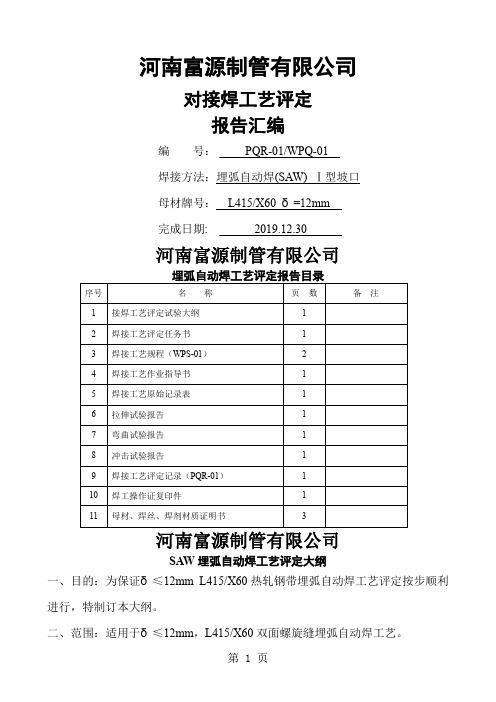
河南富源制管有限公司
对接焊工艺评定
报告汇编
编号:PQR-01/WPQ-01
焊接方法:埋弧自动焊(SAW) Ⅰ型坡口
母材牌号:L415/X60 δ=12mm
完成日期: 2019.12.30
河南富源制管有限公司
河南富源制管有限公司
SAW埋弧自动焊工艺评定大纲
一、目的:为保证δ≤12mm L415/X60热轧钢带埋弧自动焊工艺评定按步顺利进行,特制订本大纲。
二、范围:适用于δ≤12mm,L415/X60双面螺旋缝埋弧自动焊工艺。
三、依据:NB/T47014-2019 GB/T9711.1-2019。
四、内容:
1、选用焊接设备:ME(D)-1250自动埋弧焊机
2、选用焊接母材:δ=12mm L415/X60;
3、焊接母材试板尺寸:300×150×12mm各壹块;
4、焊接方法:(SAW)埋弧自动焊;
5、母材坡口类型:Ⅰ型坡口;
6、施焊;
7、焊接工艺原始记录;
8、焊缝拉伸、弯曲测试、冲击试验。
河南富源制管有限公司
河南富源制管有限公司
焊接工艺规程
* 对于第一母材—填充金属的组合均别填表
河南富源制管有限公司
焊接工艺规程(WPS)
河南富源制管有限公司焊接工艺评定报告
河南富源制管有限公司焊接工艺评定报告
河南富源制管有限公司焊接工艺评定报告
第 9 页
第 11 页。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Φ4 2
Φ4
反
1
1
10 22-24 10-12
5-115
1 170-180 23-26 10-12 拉力、弯曲
170-1 23-
1
10-12
80
26
J422
Φ4
1
1 175 23-26 16-18
-185
Φ4
2
1
220-2 24-2 16-1 宏观金相
J422 J422 J422
Φ 4 4 1 160-17 22-30 8-14 0
Φ4
封底 1
175-1 22-30
85
8-14
Φ 3.2 1 1 105-115 22- 26
Φ 4 2-3 1
175 -185
22-2 6
8-14 8-14
Φ 5 4- 1 210-22 22-28 8-14
5
0
Φ 4 反 1 1 175- 1 22-26
63° 1.7-2 1
D1-5 D1-6 D1-7 D1-1 D1-5
φ 2.5 1
J422 φ 3.2 1
J422 J422
φ4 3 φ 3.2 1 φ4 4 φ 3.2 1 φ4 1
φ4 4
φ 3.2 1
J422 φ4 2
70-80
25-3 0
11 0-120 160-1 80
25-30 25-30
牌号
规格 层 道 电流 A 电压 V
J422 J422
Φ 3.2 正 1 1 115-125
170- Φ4 2 1
180
Φ4
3
1 170
-180
11 Φ 3.2 1 1
0-120
Φ 4 2- 1 160-1
3
80
4 / 374 / 37
26-3 0
26-30
26-3 0
22-30
22-3 0
焊速 (m/h) 8-10 8-10
8-10
8-14
8-14
合格测试 项目
拉力、弯 曲、冲击
拉力、弯曲
1.5-16 1.5-16 应用范围 1.5-20
5-24
备注
HP/BⅠ-10 /86(原 RP-7
#-S)
A3 δ =16
HP/BⅠ-11 /96(原 RP -3#-S)
Q235-A δ =24
HP/BⅠ-1
A3 δ =42
D1-5 D1-5 D1-5
10-220
Φ 4 正 1 180-19 22-2 12-14
1
0
6
拉力、弯 曲、冲击
拉力、弯 曲、冲
拉力、弯
5 / 375 / 37
5-32 5-42 5-200
无件
2/85(原R P-2#-S)
HP/BⅠ-13/ 91(原 RP-3#
-S)
Q23 5-Cδ =
6 δ =12
D1-5
艺评定编号
HP/BⅠ- 14/91(原R
450-
11
35
H08MnA
500
M1
φ4 HJ431
650-
反1 1
37
700
32 28.5
拉力、弯曲
工艺评定编号
试件 材料
接头型式
焊接方 法及位
置
HP/BⅠ-8/ 92
(原 RP-9#-S)
20g δ =10
D1-5
HP/BⅠ-9/8
AY3
5(原 RP-3#-S) δ =12
D1-5
焊接材料
焊接规 范
用时与适应标准对照即可。
3.顺序号表示同种类工艺评定的顺序号。
4.年号表示工艺评定试验时间。
一、板类
工艺评定编号
试件 材料
接头
焊 接规范
合格测试
焊速
层 道 电流 A 电压 V
项目
(m/h)
应用范围
备注
2 / 372 / 37
HP/BⅠ-1/89 20g (原 HP02) δ =12
(原 RP-1#-S)
A3 δ =8
HP/BⅠ-7/87 (原 RP-2#-S)
A3 δ =8
φ 3.2 1 1
10 26-30 16-20
0-120
J422
160
φ4 2 1
26-30 16-20 拉力、弯
M/D1
-180
曲、冲击
H08M nA
φ4
31
600
30-3 22-34
剂 431
-610
4
70° 4 0.5
HP/BⅠ-2/ 88
(原 HP23)
HP/BⅠ-3/88 (原 HP24)
A3 δ =16
A3 δ =16
70° 31
70° 31
HP/BⅠ-4/86 (原 RP-19#-
A3 δ =6
δ
65° 22
S)
=3(垫
板)
HP/BⅠ -5/86
(原 RP-2#-S)
SM41B δ =6
8-14
85
Φ 4 正 1 1 170-1 7 20-24 8-12 5
17 5 -1 20-
Φ4 2 1
8-12
85
24
Φ5 3 1 Φ4 反1 1 Φ4 2 1
210-220
175-18 5
175-18 5
22- 26 20- 24
20-24
8-12 8-12 8-12
Φ5 3 1
2
22-26 8-12
Φ 3.2 正 1 1
105- 22-24 10-12 115
J422
Φ 4 2 1 170- 23-26 10-12 拉力、弯曲 180
Φ 4 反 1 1 170-180 23- 26
10-12
焊接材料
牌号
规格
焊 接 规范 层 道 电流 A 电压 V 焊 速
(m/h)
合格测试 项目
J422
正
Φ 3.2
P-4#-S)
试件 材料
接头型式
焊接方 法及位
置
Q235 -C D1-5 δ =6
δ =25
Q235
HP/BⅠ-15/91
-C (原RP-8#-S)
D1-5
δ =12
230-24
曲、冲击
Φ 5 2-5 1
22-28 12-14
0
Φ4
反
1
180-1 22-
12-14
1
90
28
2-
Φ5
1
5
23 22-28 12-14 0-240
95-110 21-23
155-17 21-
0
23
95-1 15005 -
170
160 -175
21- 2123-
23 21-2
3
115-1 26-30
25
170- 26-30
180
22 26 30 5-6 5-6 6-9 9-15 9-15 8-10
8-10
无损检测 拉力、弯曲
无损检测 拉力、弯曲
焊接工艺评定汇编
说明: 1.焊接工艺评定编号的构成:
公司焊工考试委员会编制 二 OO 五年五月
1 / 371 / 37
HP / B Ⅰ - 1 / 2005
焊接工艺评定代号
板类
年号 顺序号 材料类别号
2.“B”表板类工艺评定;“G”表管类工艺评定;“GB”表板管类工艺评定。
3.材料类别号按《焊接工艺评定》或《锅炉压力容器焊工考试规则》的规定分别用Ⅰ、Ⅱ、Ⅲ、Ⅳ表示,使
无损检测 拉力、弯曲
拉力、弯 曲、冲击
J422
φ 3.2 1 φ4 2
1 95-105
22-3 0
12-14
1 170-180 22-30 12-14 拉力、弯曲
φ4
封底 1 17 0 22-30 -180
12-14
3 / 373 / 37
5-24 5-32 5-32 1.5-12 1.5-12
HP/BⅠ- 6/87