焊条参数表
常用焊接参数的选择
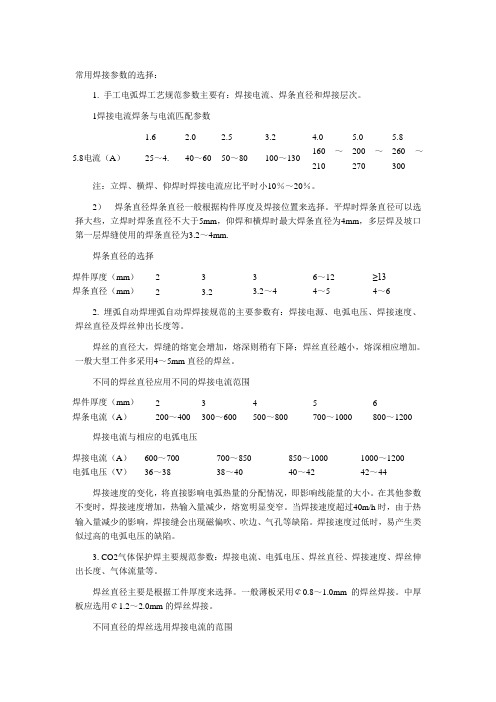
常用焊接参数的选择:1. 手工电弧焊工艺规范参数主要有:焊接电流、焊条直径和焊接层次。
1焊接电流焊条与电流匹配参数· 1.6 2.0 2.5 3.2 4.0 5.0 5.85.8电流(A)25~4.40~60 50~80100~130160~210200~270260~300注:立焊、横焊、仰焊时焊接电流应比平时小10%~20%。
2)焊条直径焊条直径一般根据构件厚度及焊接位置来选择。
平焊时焊条直径可以选择大些,立焊时焊条直径不大于5mm,仰焊和横焊时最大焊条直径为4mm,多层焊及坡口第一层焊缝使用的焊条直径为3.2~4mm.焊条直径的选择焊件厚度(mm)2336~12≥13焊条直径(mm)2 3.2 3.2~44~54~62. 埋弧自动焊埋弧自动焊焊接规范的主要参数有:焊接电源、电弧电压、焊接速度、焊丝直径及焊丝伸出长度等。
焊丝的直径大,焊缝的熔宽会增加,熔深则稍有下降;焊丝直径越小,熔深相应增加。
一般大型工件多采用4~5mm直径的焊丝。
不同的焊丝直径应用不同的焊接电流范围焊件厚度(mm)23456焊条电流(A)200~400 300~600500~800700~1000800~1200焊接电流与相应的电弧电压焊接电流(A)600~700700~850850~10001000~1200电弧电压(V)36~3838~4040~4242~44焊接速度的变化,将直接影响电弧热量的分配情况,即影响线能量的大小。
在其他参数不变时,焊接速度增加,热输入量减少,熔宽明显变窄。
当焊接速度超过40m/h时,由于热输入量减少的影响,焊接缝会出现磁偏吹、吹边、气孔等缺陷。
焊接速度过低时,易产生类似过高的电弧电压的缺陷。
3. CO2气体保护焊主要规范参数:焊接电流、电弧电压、焊丝直径、焊接速度、焊丝伸出长度、气体流量等。
焊丝直径主要是根据工件厚度来选择。
一般薄板采用¢0.8~1.0mm的焊丝焊接。
中厚板应选用¢1.2~2.0mm的焊丝焊接。
焊接材料及焊接参数汇总表

附录A
焊接材料及焊接参数汇总表
注:梯子栏杆等附属部件,可采用E4303或E5003焊条。
表A-2 气体保护焊焊接电流和焊接速度
表A-3 焊条电弧焊焊接规范
表A-4 埋弧焊电压和电流
表A-5 焊接环境不低于0℃预热温度之规定
表A-6 焊接环境低于0℃时的预热温度之规定
表A-7 船型焊的焊接工艺参数之规定(交流电源)
表A-8 埋弧横角焊的焊接工艺参数之规定(交流电源)
表A—9 常用埋弧焊接的用途及配用的焊丝
注:①焊接时焊接材料是要根据表A—1和A—9的规定合理选用焊接材料。
②重要焊接件在焊接选用焊接材料时应选用合金成分略高于母材的焊丝和中性焊剂。
③在不影响焊接质量的前提下要根据工厂实际情况选用合适的焊接材料。
焊条6013标准

焊条6013标准
焊条6013实际上是指E6013焊条,这是一种钛钙型药皮低碳结构钢焊条,属于酸性焊条。
关于E6013焊条的标准,可以参考以下信息:
1. 用途:E6013焊条主要用于焊接低碳结构钢,适用于平、立、仰、横等各种焊接位置。
2. 特性:E6013焊条具有优良的焊接性能,电弧稳定,焊缝成型美观,脱渣容易,焊
缝金属力学性能良好。
3. 电流种类:E6013焊条适用于交流和直流两种电流。
4. 药皮类型:E6013焊条的药皮为钛钙型,有助于提高焊缝的抗裂性能。
5. 规格:E6013焊条有多种规格,包括2.5mm、3.2mm、4.0mm、5.0mm等。
6. 牌号:根据我国标准,E6013焊条对应的牌号为J422,属于低碳钢电焊条。
7. 存储:E6013焊条应存放在干燥、通风的地方,避免受潮、受热、受湿。
8. 操作注意事项:在使用E6013焊条进行焊接时,应注意控制焊接电流、焊接速度和预热温度等参数,以保证焊接质量。
总之,E6013焊条是一种适用于低碳结构钢焊接的优质焊条,遵循相应标准进行操作可以
确保焊接效果和质量。
焊条的规格
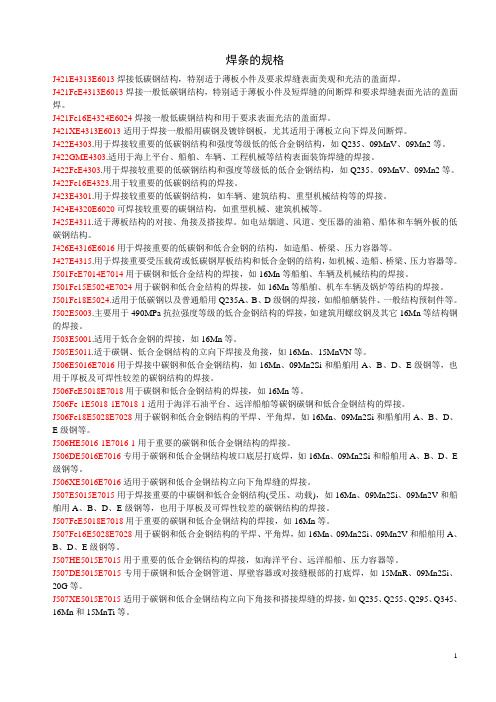
焊条的规格J421E4313E6013焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。
J421FeE4313E6013焊接一般低碳钢结构,特别适于薄板小件及短焊缝的间断焊和要求焊缝表面光洁的盖面焊。
J421Fe16E4324E6024焊接一般低碳钢结构和用于要求表面光洁的盖面焊。
J421XE4313E6013适用于焊接一般船用碳钢及镀锌钢板,尤其适用于薄板立向下焊及间断焊。
J422E4303.用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422GME4303.适用于海上平台、船舶、车辆、工程机械等结构表面装饰焊缝的焊接。
J422FeE4303.用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422Fe16E4323.用于较重要的低碳钢结构的焊接。
J423E4301.用于焊接较重要的低碳钢结构,如车辆、建筑结构、重型机械结构等的焊接。
J424E4320E6020可焊接较重要的碳钢结构,如重型机械、建筑机械等。
J425E4311.适于薄板结构的对接、角接及搭接焊。
如电站烟道、风道、变压器的油箱、船体和车辆外板的低碳钢结构。
J426E4316E6016用于焊接重要的低碳钢和低合金钢的结构,如造船、桥梁、压力容器等。
J427E4315.用于焊接重要受压载荷或低碳钢厚板结构和低合金钢的结构,如机械、造船、桥梁、压力容器等。
J501FeE7014E7014用于碳钢和低合金结构的焊接,如16Mn等船舶、车辆及机械结构的焊接。
J501Fe15E5024E7024用于碳钢和低合金结构的焊接,如16Mn等船舶、机车车辆及锅炉等结构的焊接。
J501Fe18E5024.适用于低碳钢以及普通船用Q235A、B、D级钢的焊接,如船舶舾装件、一般结构预制件等。
J502E5003.主要用于490MPa抗拉强度等级的低合金钢结构的焊接,如建筑用螺纹钢及其它16Mn等结构钢的焊接。
焊条参数表

90-120 130-160 160-200 200-240 240-280
70-90 90-130 160-210 220-270 260-310 70-90 90-120 160-210 220-270 260-310
0.12
J505
E5011
≤
-
≤0.20 0.4-0.6
0.20
J506
E5016
HOBART 9018M
E9018-M H4R 焊接 HY80、HY90、T-1 等高强钢。
HOBART 10018D2
E10018-D2 H4R
焊接 Mn-Mo 型钢,压力容器部件或铸钢件。
HOBART 11018M
E11018-M H4R 焊接 HY80、HY90、HY100 及低合金高强钢。
HOBART 12018M
Fabshield 7027 E70T-7
具有优良的电弧特性及高的熔敷速度,适合于大电流,焊接钢结构。
Fabshield 71K6 E71T8-K6J 焊接 X42-X70 管线及海洋平台等钢结构。
Fabshield X70 E71T8-GJ
焊接 X42-X70 管线及海洋平台等钢结构。
Fabshield 81N1 E71T8-Ni1J 焊接 X42-X70 管线及海洋工程。
酸性焊条药皮中含有大量 SiO2、TiO2 等酸性氧化物及一定数量的碳酸盐, 熔渣碱度小于 1。钛型条、钛钙型焊条、钛铁矿型焊条和氧化铁型焊条均属于酸 性焊条。
碱性焊条药皮中含有大量如大理石、莹石等等碱性造渣物,并含有一定数量 的脱氧剂和合金剂。低氢型焊条都是碱性焊条。
按 GB/T 5117-1995《碳钢焊条》规定,碳钢焊条型号根据熔敷金属的抗拉 强度、药皮类型、焊接位置和焊接电流种类编制。型号的编制方法和含义是这样 的:
焊条电流参考表
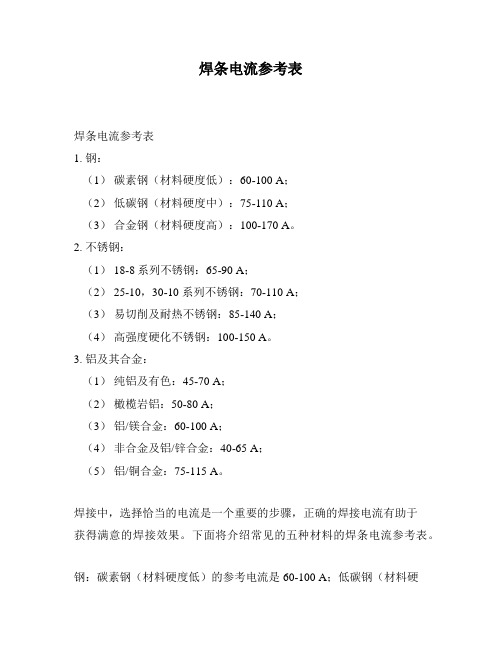
焊条电流参考表焊条电流参考表1. 钢:(1)碳素钢(材料硬度低):60-100 A;(2)低碳钢(材料硬度中):75-110 A;(3)合金钢(材料硬度高):100-170 A。
2. 不锈钢:(1) 18-8系列不锈钢:65-90 A;(2) 25-10,30-10 系列不锈钢:70-110 A;(3)易切削及耐热不锈钢:85-140 A;(4)高强度硬化不锈钢:100-150 A。
3. 铝及其合金:(1)纯铝及有色:45-70 A;(2)橄榄岩铝:50-80 A;(3)铝/镁合金:60-100 A;(4)非合金及铝/锌合金:40-65 A;(5)铝/铜合金:75-115 A。
焊接中,选择恰当的电流是一个重要的步骤,正确的焊接电流有助于获得满意的焊接效果。
下面将介绍常见的五种材料的焊条电流参考表。
钢:碳素钢(材料硬度低)的参考电流是60-100 A;低碳钢(材料硬度中)的参考电流是75-110 A;合金钢(材料硬度高)的参考电流是100-170 A。
不锈钢:18-8系列不锈钢的参考电流是65-90 A;25-10,30-10 系列不锈钢的参考电流是70-110 A;易切削及耐热不锈钢的参考电流是85-140 A;高强度硬化不锈钢的参考电流是100-150 A。
铝及其合金:纯铝及有色的参考电流是45-70 A;橄榄岩铝的参考电流是50-80 A;铝/镁合金的参考电流是60-100 A;非合金及铝/锌合金的参考电流是40-65 A;铝/铜合金的参考电流是75-115 A。
正确的电流会直接影响焊接质量,在焊接前应当考虑单元材料硬度、焊条直径等因素,合理选择电流大小。
以上就是常见材料的焊条电流参考表,希望可以帮助到大家选择合适的焊条电流。
焊接工艺参数选择(精)
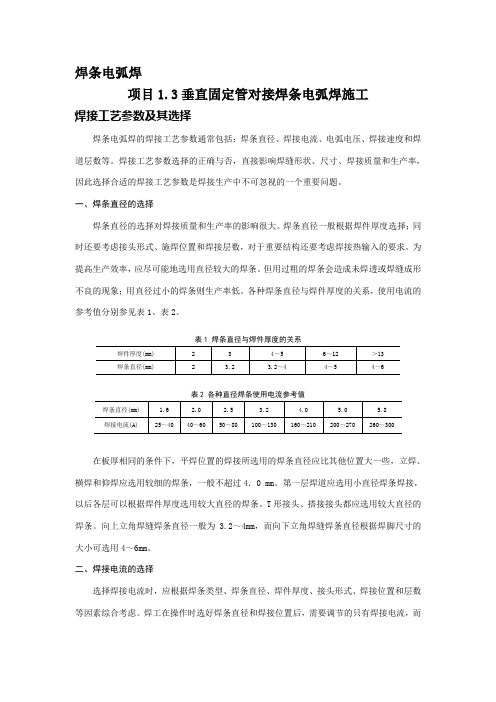
焊条电弧焊项目1.3垂直固定管对接焊条电弧焊施工焊接工艺参数及其选择焊条电弧焊的焊接工艺参数通常包括:焊条直径、焊接电流、电弧电压、焊接速度和焊道层数等。
焊接工艺参数选择的正确与否,直接影响焊缝形状、尺寸、焊接质量和生产率,因此选择合适的焊接工艺参数是焊接生产中不可忽视的一个重要问题。
一、焊条直径的选择焊条直径的选择对焊接质量和生产率的影响很大。
焊条直径一般根据焊件厚度选择;同时还要考虑接头形式、施焊位置和焊接层数,对于重要结构还要考虑焊接热输入的要求。
为提高生产效率,应尽可能地选用直径较大的焊条。
但用过粗的焊条会造成未焊透或焊缝成形不良的现象;用直径过小的焊条则生产率低。
各种焊条直径与焊件厚度的关系,使用电流的参考值分别参见表1、表2。
表1 焊条直径与焊件厚度的关系表2 各种直径焊条使用电流参考值在板厚相同的条件下,平焊位置的焊接所选用的焊条直径应比其他位置大一些,立焊、横焊和仰焊应选用较细的焊条,一般不超过4.0 mm。
第一层焊道应选用小直径焊条焊接,以后各层可以根据焊件厚度选用较大直径的焊条。
T形接头、搭接接头都应选用较大直径的焊条。
向上立角焊缝焊条直径一般为 3.2~4mm,而向下立角焊缝焊条直径根据焊脚尺寸的大小可选用4~6mm。
二、焊接电流的选择选择焊接电流时,应根据焊条类型、焊条直径、焊件厚度、接头形式、焊接位置和层数等因素综合考虑。
焊工在操作时选好焊条直径和焊接位置后,需要调节的只有焊接电流,而电弧电压和焊接速度是由焊工控制的。
焊接电流的选择是焊条电弧焊的主要工艺参数。
焊接电流越大,熔深越大,焊条熔化快,焊接效率也高。
如果焊接电流过小会使引弧困难,电弧不稳,造成未焊透、夹渣以及焊缝成形不良等缺陷,而且生产率低。
反之,焊接电流过大易产生咬边、焊穿,增加焊件变形和金属飞溅量,也会使焊接接头的组织由于过热而发生变化,降低焊接接头的韧性。
所以,焊接时要合理选择焊接电流。
焊接电流的大小主要根据焊条直径、焊条类型、焊件厚度、接头形式、焊缝空间位置以及焊接层次等因素来决定的。
各类焊条技术参数及用途
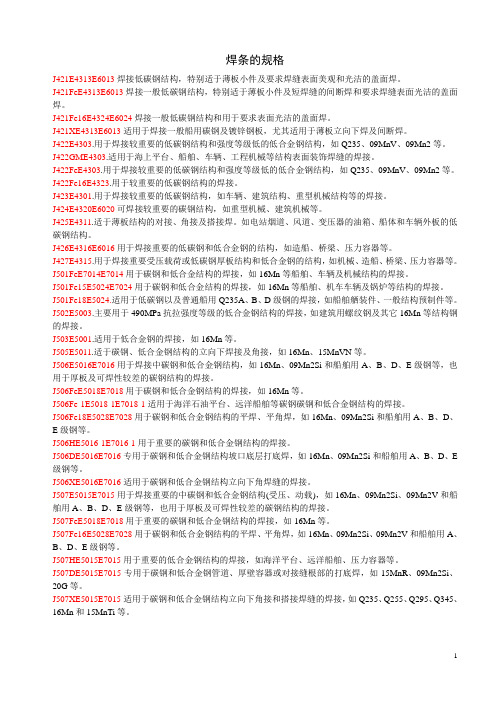
各类焊条技术参数及用途2008-05-28 18:25各类焊条技术参数及用途(一)碳钢焊条格式如下:焊条牌号标准型号GB/T5117,AWS.A5.1主要用途及特点熔敷金属化学成分(%)力学性能纯铁焊条—主要用途及特点:以微碳纯铁为焊芯的纯铁焊条。
具有抗高温氢、氮、氨腐蚀能力。
抗裂性能良好,直流反接,可作要求抗裂而不要求等强度的焊接或过渡层。
C≤0.04,Mn+Si≤1.0,S≤0.03,P≤0.03。
—J350/J357—以微碳纯铁为焊芯的纯铁焊条。
具有抗高温氢、氮、氨腐蚀能力。
抗裂性能良好,直流反接,专用于微碳纯铁氨合成塔内件的焊接,也可作要求抗裂而不要求等强度的焊接或过渡层。
C≤0.04,Mn0.20/0.50,Si0.20/0.50,Al≤0.05,S≤0.015,P≤0.015。
σb≥340MPa,δ5≥22%,AKV≥80J(常温)。
J421、E4313E6013焊接低碳钢结构,焊接工艺性能优良,尤其适宜薄板小件间断焊和表面光洁的盖面焊。
C≤0.07,Mn≤0.40,Si≤0.20,S≤0.035,P≤0.040σb≥420MPa,σs≥330MPa,δ5≥17%,AKV≥75J(常温)J421X、E4313E6013适用于薄板立向下焊及间断焊。
C≤0.08,Mn≤0.50,Si0.25,S≤0.035,P≤0.040σb≥420MPa,σs≥330MPa,δ5≥17%,AKV≥70J(0℃)J421Fel6E4324、E6024适用于低碳结构和要求表面光洁的平焊平角焊的盖面焊,熔敷效率达160%C≤0.12,Mn,0.40,Si,0.20,S≤0.035,P≤0.040σb≥420MPa,σs≥330MPa,δ5≥17%,AKV≥60J(常温)J421ZE4324、E6024熔敷效率160%的重力焊条,化学成分、力学性能与J421Fe16一样,C≤0.12,Mn,0.40,Si,0.20,S≤0.035,P≤0.040σb≥420MPa,σs≥330MPa,δ5≥17%,AKV≥60J(常温)J422E4303焊接较重要的低碳钢结构和强度等级相当的低合金钢结构C≤0.12,Mn,0.40,Si,0.18,S≤0.035,P≤0.040σb≥420MPa,σs≥330MPa,δ5≥22%,AKV≥47J(-20℃)J422FeE4303适用于较重要的低碳钢结构的焊接,可提高熔敷效率,化学成分、力学性能同J422 C≤0.12,Mn0.40,Si0.18,S≤0.035,P≤0.040σb≥420MPa,σs≥330MPa,δ5≥22%,AKV≥47J(-20℃)J422Fe16E4323用于焊接较重要的低碳钢结构和强度等级相当的低合金钢结构的焊接,熔敷效率达160%C≤0.12,Mn0.40,Si0.20,S≤0.035,P≤0.040σb≥420MPa,σs≥330MPa,δ5≥22%,AKV≥47J(-20℃)J422CrCuE4303耐候钢专用焊条,用于12MnCrCu等耐候钢焊接,具有良好的耐大气腐蚀性能C≤0.12,Mn0.40,Si0.20,S≤0.035,P≤0.040,Cr0.40,Cu0.30σb≥420MPa,σs≥340MPa,δ5≥17%,AKV≥47J(-20℃)J422CuCrNiE4303耐候钢专用焊条,用于09CrP、09CuPRe,09CuCrNi等耐候钢焊接,具有良好的耐大气腐蚀性能C≤0.12Mn,0.40,Si0.20,S≤0.035,P≤0.040,Cr≤0.60,Cu0.40,Ni≤0.5σb≥420MPa,σs≥330MPa,δ5≥22%,AKV≥27J(0℃)J423E4301可焊接较重要的低碳钢结构,C≤0.12,Mn0.40,Si0.16,S≤0.035,P≤0.040σb≥420MPa,σs≥330MPa,δ5≥22%,AKV≥47J(0℃)J425E4311用于低碳钢薄板结构的立向下焊专用焊条,C≤0.20,Mn0.40,Si0.25,S≤0.03,P≤0.040σb≥420MPa,σs≥330MPaδ5≥22%,AKV≥27J(-30℃)J426E4316用于重要的低碳钢和低合金钢的结构焊接,如09Mn2等。
各种常见钢材的焊接焊条及焊接工艺选用一览表
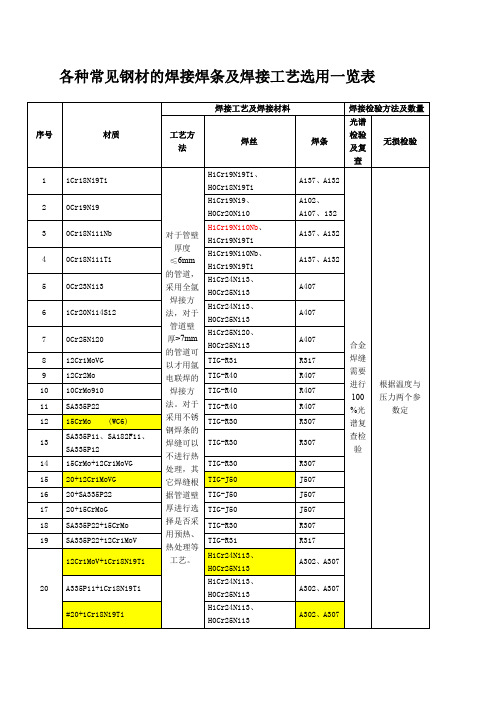
各种常见钢材的焊接焊条及焊接工艺选用一览表序号材质焊接工艺及焊接材料焊接检验方法及数量工艺方法焊丝焊条光谱检验及复查无损检验1 1Cr18Ni9Ti对于管壁厚度≤6mm的管道,采用全氩焊接方法,对于管道壁厚>7mm的管道可以才用氩电联焊的焊接方法。
对于采用不锈钢焊条的焊缝可以不进行热处理,其它焊缝根据管道壁厚进行选择是否采用预热、热处理等工艺。
H1Cr19Ni9Ti、H0Cr18Ni9TiA137、A132合金焊缝需要进行100%光谱复查检验根据温度与压力两个参数定2 0Cr19Ni9 H1Cr19Ni9、H0Cr20Ni10A102、A107、1323 0Cr18Ni11Nb H1Cr19Ni10Nb、H1Cr19Ni9TiA137、A1324 0Cr18Ni11Ti H1Cr19Ni10Nb、H1Cr19Ni9TiA137、A1325 0Cr23Ni13 H1Cr24Ni13、H0Cr25Ni13A4076 1Cr20Ni14Si2 H1Cr24Ni13、H0Cr25Ni13A4077 0Cr25Ni20 H1Cr25Ni20、H0Cr25Ni13A4078 12Cr1MoVG TIG-R31 R3179 12Cr2Mo TIG-R40 R40710 10CrMo910 TIG-R40 R40711 SA335P22 TIG-R40 R40712 15CrMo (WC6) TIG-R30 R30713 SA335P11、SA182F11、SA335P12TIG-R30 R30714 15CrMo+12Cr1MoVG TIG-R30 R30715 20+12Cr1MoVG TIG-J50 J50716 20+SA335P22 TIG-J50 J50717 20+15CrMoG TIG-J50 J50718 SA335P22+15CrMo TIG-R30 R30719 SA335P22+12Cr1MoV TIG-R31 R31720 12Cr1MoV+1Cr18Ni9TiH1Cr24Ni13、H0Cr25Ni13A302、A307 A335P11+1Cr18Ni9TiH1Cr24Ni13、H0Cr25Ni13A302、A307 #20+1Cr18Ni9TiH1Cr24Ni13、H0Cr25Ni13A302、A30721 12Cr1MoV+12Cr1MoV TIG-R31 R317A335P11+12Cr1MoV TIG-R30 R307 #20+#20 TIG-J50 J50722 12Cr1MoV+12Cr1MoV TIG-R31 R317 A335P11+12Cr1MoV TIG-R30 R307 #20+#20 TIG-J50 J50723 12Cr1MoV+316H1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 12Cr1MoV+316LH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 12Cr1MoV+1Cr18Ni9TiH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 #20+316H1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 #20+316LH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 #20+1Cr18Ni9TiH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A30724 316+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A137 316L+316LH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A137 1Cr18Ni9Ti+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A13725 1Cr18Ni9Ti+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A137 316L+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A13726 TP316+316ss H1Cr19Ni9Ti A13227 316SS+1Cr18Ni9Ti H1Cr19Ni9Ti A13228 T91+TP316 镍基182 ENiCrFe-229 TP316+TP316 H1Cr19Ni9Ti A13230 T91+1Cr18Ni9Ti 镍基182 ENiCrFe-231 T91+T91 CM9-1G、TGS-9cb E9015-B932 TP316+A216Grade WCB H0Cr25Ni13 A30233 TP316+A105 H0Cr25Ni13 A30234 TP316+A-182Grade F22 H0Cr25Ni13 A30235 TP316+A-182Grade F91 镍基182 ENiCrFe-236 T91+A216Grade WCB TIG-R40 R40737 T91+A105 TIG-R40 R40738 T91+A-182Grade F22 TIG-R40 R40739 T91+A-182Grade F91 CM9-1G E9015-B940 12Cr1MoV+A216Grade WCB TIG-J50 J50741 12Cr1MoV+A105 TIG-J50 J50742 12Cr1MoV+A-182GradeF22TIG-R40 R40743 12Cr1MoV+A-182GradeF91TIG-R40 R40744 T91+12Cr1MoV TIG-R40 R40745 12Cr1MoV+TP316 H0Cr25Ni13 A302。
焊接工艺参数的选择
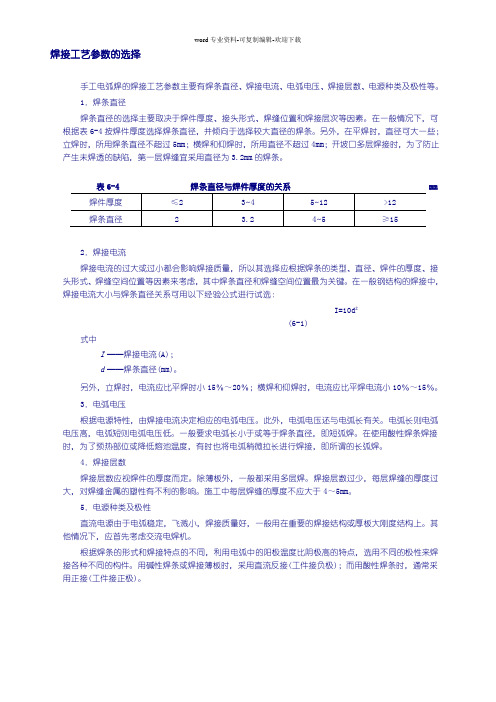
word专业资料-可复制编辑-欢迎下载焊接工艺参数的选择手工电弧焊的焊接工艺参数主要有焊条直径、焊接电流、电弧电压、焊接层数、电源种类及极性等。
1.焊条直径焊条直径的选择主要取决于焊件厚度、接头形式、焊缝位置和焊接层次等因素。
在一般情况下,可根据表6-4按焊件厚度选择焊条直径,并倾向于选择较大直径的焊条。
另外,在平焊时,直径可大一些;立焊时,所用焊条直径不超过5mm;横焊和仰焊时,所用直径不超过4mm;开坡口多层焊接时,为了防止产生未焊透的缺陷,第一层焊缝宜采用直径为3.2mm的焊条。
表6-4焊条直径与焊件厚度的关系 mm2.焊接电流焊接电流的过大或过小都会影响焊接质量,所以其选择应根据焊条的类型、直径、焊件的厚度、接头形式、焊缝空间位置等因素来考虑,其中焊条直径和焊缝空间位置最为关键。
在一般钢结构的焊接中,焊接电流大小与焊条直径关系可用以下经验公式进行试选:I=10d²(6-1)式中I——焊接电流(A);d——焊条直径(mm)。
另外,立焊时,电流应比平焊时小15%~20%;横焊和仰焊时,电流应比平焊电流小10%~15%。
3.电弧电压根据电源特性,由焊接电流决定相应的电弧电压。
此外,电弧电压还与电弧长有关。
电弧长则电弧电压高,电弧短则电弧电压低。
一般要求电弧长小于或等于焊条直径,即短弧焊。
在使用酸性焊条焊接时,为了预热部位或降低熔池温度,有时也将电弧稍微拉长进行焊接,即所谓的长弧焊。
4.焊接层数焊接层数应视焊件的厚度而定。
除薄板外,一般都采用多层焊。
焊接层数过少,每层焊缝的厚度过大,对焊缝金属的塑性有不利的影响。
施工中每层焊缝的厚度不应大于4~5mm。
5.电源种类及极性直流电源由于电弧稳定,飞溅小,焊接质量好,一般用在重要的焊接结构或厚板大刚度结构上。
其他情况下,应首先考虑交流电焊机。
根据焊条的形式和焊接特点的不同,利用电弧中的阳极温度比阴极高的特点,选用不同的极性来焊接各种不同的构件。
焊条的规格
焊条的规格J421E4313E6013焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。
J421FeE4313E6013焊接一般低碳钢结构,特别适于薄板小件及短焊缝的间断焊和要求焊缝表面光洁的盖面焊。
J421Fe16E4324E6024焊接一般低碳钢结构和用于要求表面光洁的盖面焊。
J421XE4313E6013适用于焊接一般船用碳钢及镀锌钢板,尤其适用于薄板立向下焊及间断焊。
J422E4303.用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422GME4303.适用于海上平台、船舶、车辆、工程机械等结构表面装饰焊缝的焊接。
J422FeE4303.用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422Fe16E4323.用于较重要的低碳钢结构的焊接。
J423E4301.用于焊接较重要的低碳钢结构,如车辆、建筑结构、重型机械结构等的焊接。
J424E4320E6020可焊接较重要的碳钢结构,如重型机械、建筑机械等。
J425E4311.适于薄板结构的对接、角接及搭接焊。
如电站烟道、风道、变压器的油箱、船体和车辆外板的低碳钢结构。
J426E4316E6016用于焊接重要的低碳钢和低合金钢的结构,如造船、桥梁、压力容器等。
J427E4315.用于焊接重要受压载荷或低碳钢厚板结构和低合金钢的结构,如机械、造船、桥梁、压力容器等。
J501FeE7014E7014用于碳钢和低合金结构的焊接,如16Mn等船舶、车辆及机械结构的焊接。
J501Fe15E5024E7024用于碳钢和低合金结构的焊接,如16Mn等船舶、机车车辆及锅炉等结构的焊接。
J501Fe18E5024.适用于低碳钢以及普通船用Q235A、B、D级钢的焊接,如船舶舾装件、一般结构预制件等。
J502E5003.主要用于490MPa抗拉强度等级的低合金钢结构的焊接,如建筑用螺纹钢及其它16Mn等结构钢的焊接。
耐磨焊条型号参数对照表

序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
产品名称
品牌
型号
规格(mm) 药皮类型 3.2 石墨型 石墨型 石墨型 石墨型 石墨型 石墨型 石墨型 石墨型 石墨型 石墨型 石墨型 石墨型
焊接电源 DC/AC 90-120A DC/AC 160A DC/AC 210A 120170-
具有良好的抗磨料磨损,耐冲击磨 焊前对工件进 损,耐粘着磨损(金属间磨损), 承受磨损的机械 行适当预热, 耐高温磨损,耐腐蚀磨损以及抗两 工件和矿山设备 焊后缓冷 种类型以上复合磨损的性能
具有良好的抗磨料磨损,耐冲击磨 焊前对工件进 损,耐粘着磨损(金属间磨损), 承受磨损的机械 行适当预热, 耐高温磨损,耐腐蚀磨损以及抗两 工件和矿山设备 焊后缓冷 种类型以上复合磨损的性能
DC/AC 90-130A DC/AC 180A DC/AC 230A 130180-
航海
新钨铬硼 4.0 5.0 3.2
DC/AC 70-120A DC/AC 180A DC/AC 220A 140180-
常用焊条参数
பைடு நூலகம்
Mo ≤0.30 0.007
V ≤0.08 0.013
抗拉强度 490Mpa
试验项目 保证值 例值 C ≤0.20 0.075 Mn ≤1.20 0.84 Si ≤1.00 0.6 S ≤0.035 0.01 P ≤0.040 0.022 Ni ≤0.30 0.031 Cr ≤0.20 0.03
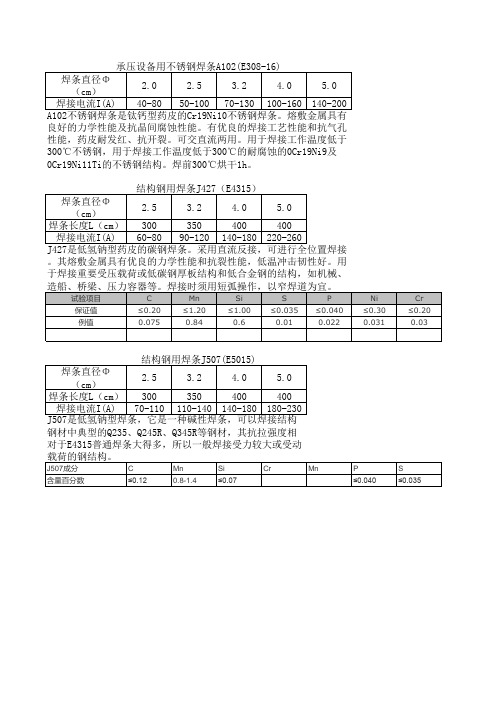
结构钢用焊条J507(E5015) 焊条直径Φ (cm) 2.5 3.2 4.0 5.0 焊条长度L(cm) 300 350 400 400 焊接电流I(A) 70-110 110-140 140-180 180-230 J507是低氢钠型焊条,它是一种碱性焊条,可以焊接结构 钢材中典型的Q235、Q245R、Q345R等钢材,其抗拉强度相 对于E4315普通焊条大得多,所以一般焊接受力较大或受动 载荷的钢结构。
承压设备用不锈钢焊条A102(E308-16) 焊条直径Φ (cm) 2.0 2.5 3.2 4.0 5.0 焊接电流I(A) 40-80 50-100 70-130 100-160 140-200 A102不锈钢焊条是钛钙型药皮的Cr19Ni10不锈钢焊条。熔敷金属具有 良好的力学性能及抗晶间腐蚀性能。有优良的焊接工艺性能和抗气孔 性能,药皮耐发红、抗开裂。可交直流两用。用于焊接工作温度低于 300℃不锈钢,用于焊接工作温度低于300℃的耐腐蚀的0Cr19Ni9及 0Cr19Ni11Ti的不锈钢结构。焊前300℃烘干1h。 结构钢用焊条J427(E4315) 焊条直径Φ (cm) 2.5 3.2 4.0 5.0 焊条长度L(cm) 300 350 400 400 焊接电流I(A) 60-80 90-120 140-180 220-260 J427是低氢钠型药皮的碳钢焊条。采用直流反接,可进行全位置焊接 。其熔敷金属具有优良的力学性能和抗裂性能,低温冲击韧性好。用 于焊接重要受压载荷或低碳钢厚板结构和低合金钢的结构,如机械、 造船、桥梁、压力容器等。焊接时须用短弧操作,以窄焊道为宜。
焊接工艺参数选择

焊接工艺参数的选择手工电弧焊的焊接工艺参数主要条直径、焊接电流、电弧电压、焊接层数、电源种类及极性等。
1.焊条直径焊条直径的选择主要取决于焊件厚度、接头形式、焊缝位置和焊接层次等因素。
在一般情况下,可根据表6-4按焊件厚度选择焊条直径,并倾向于选择较大直径的焊条。
另外,在平焊时,直径可大一些;立焊时,所用焊条直径不超过5mm;横焊和仰焊时,所用直径不超过4mm;开坡口多层焊接时,为了防止产生未焊透的缺陷,第一层焊缝宜采用直径为3.2mm 的焊条。
表6-4 焊条直径与焊件厚度的关系 mm焊件厚度≤23~45~12>12焊条直径23.24~5≥152.焊接电流焊接电流的过大或过小都会影响焊接质量,所以其选择应根据焊条的类型、直径、焊件的厚度、接头形式、焊缝空间位置等因素来考虑,其中焊条直径和焊缝空间位置最为关键。
在一般钢结构的焊接中,焊接电流大小与焊条直径关系可用以下经验公式进行试选:I=10d2 (6-1) 式中I ——焊接电流(A);d ——焊条直径(mm)。
另外,立焊时,电流应比平焊时小15%~20%;横焊和仰焊时,电流应比平焊电流小10%~15%。
3.电弧电压根据电源特性,由焊接电流决定相应的电弧电压。
此外,电弧电压还与电弧长有关。
电弧长则电弧电压高,电弧短则电弧电压低。
一般要求电弧长小于或等于焊条直径,即短弧焊。
在使用酸性焊条焊接时,为了预热部位或降低熔池温度,有时也将电弧稍微拉长进行焊接,即所谓的长弧焊。
4.焊接层数焊接层数应视焊件的厚度而定。
除薄板外,一般都采用多层焊。
焊接层数过少,每层焊缝的厚度过大,对焊缝金属的塑性有不利的影响。
施工中每层焊缝的厚度不应大于4~5mm。
5.电源种类及极性直流电源由于电弧稳定,飞溅小,焊接质量好,一般用在重要的焊接结构或厚板大刚度结构上。
其他情况下,应首先考虑交流电焊机。
根据焊条的形式和焊接特点的不同,利用电弧中的阳极温度比阴极高的特点,选用不同的极性来焊接各种不同的构件。
焊条的型号及用途
焊条的型号及用途焊条是一种常用的焊接材料,它由主要的焊接金属、焊剂和包覆材料组成。
不同的焊条型号和材料适用于不同的焊接工艺和焊接金属,下面是一些常见的焊条型号及其用途的介绍。
1.AWSE6010焊条AWSE6010焊条是一种碳钢焊条,适用于直流焊接,能够穿透轻质工件和薄板,特别适用于焊接薄板细管和高速钢构件。
2.AWSE6011焊条AWSE6011焊条也是一种碳钢焊条,适用于直流或交流焊接。
它具有优秀的焊接性能和穿透能力,适用于焊接低碳钢和薄板构件。
3.AWSE7018焊条AWSE7018焊条是一种常用的低氢焊条,适用于直流或交流焊接。
它具有优良的焊接性能和高强度焊缝的特点,适用于焊接高强度结构钢、轨道、船舶和桥梁构件。
4.AWSE6013焊条AWSE6013焊条是一种碳钢焊条,适用于直流或交流焊接。
它具有良好的焊接性能和美观的焊缝,适用于焊接低碳钢和薄板构件。
5.AWSE308L-16焊条AWSE308L-16焊条是一种不锈钢焊条,适用于直流或交流焊接。
它具有良好的耐腐蚀性和抗裂性能,适用于焊接不锈钢结构和设备。
6.AWSE7014焊条AWSE7014焊条是一种碳钢焊条,适用于直流或交流焊接。
它具有良好的焊接性能和较高的焊接效率,适用于焊接低碳钢和中厚板构件。
7.AWSE6016焊条AWSE6016焊条是一种碳钢焊条,适用于直流或交流焊接。
它具有良好的焊接性能和较低的氢含量,适用于焊接低碳钢和薄板构件。
8.AWSE6018焊条AWSE6018焊条是一种碳钢焊条,适用于直流或交流焊接。
它具有良好的焊接性能和高强度焊缝的特点,适用于焊接高强度结构钢、轨道和车辆构件。
这些仅仅是一些常见的焊条型号及其用途,实际上还有许多其他型号的焊条,根据不同的焊接需求和焊接材料,选择合适的焊条是十分重要的。
在使用焊条时,还需要按照相应的焊接规范和操作要求进行操作,以保证焊接质量和安全。
怎样根据焊条的直径来选择焊接电流

怎样根据焊条的直径来选择焊接电流、焊接电压、焊接速度??各位大虾、虾米都过来看一看,帮我谈谈根据你们的经验应该具体选什么参数,我要具体的数据!告诉我哪些质料是讲这方面的也行。
先行谢过!!!! [s:16] 比如说直径3.2 J507焊条应该选什么焊接电流焊接电压焊接速度??指导指点COME ON~!!焊接工艺手册里有,光靠直径来选择还真有点难度,数太多了!焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参数总称为焊接工艺规范。
例如,手工电弧焊的焊接工艺规范包括:焊接电流、焊条直径、焊接速度、电弧长度(电压)和多层焊焊接层数等,其中电弧长度和焊接速度一般由操作者在操作中视实际情况自行掌握,其他参数均在焊接前确定。
1.焊条直径焊条直径根据焊件的厚度和焊接位置来选择。
一般,厚焊件用粗焊条,薄焊件用细焊条。
立焊、横焊和仰焊的焊条应比平焊细。
平焊对接时焊条直径的选择如表4-3所示:表4-3焊条直径的选择(mm)工件厚度 2 3 4~7 8~12 ≥13焊条直径 1.6~2.0 2.5~3.2 3.2~4.0 4.0~5.0 4.0~5.82.焊接电流和焊接速度焊接电流是影响焊接接头质量和生产率的主要因素。
电流过大,金属熔化快,熔深大、金属飞溅大,同时易产生烧穿、咬边等缺陷;电流过小,易产生未焊透、夹渣等缺陷,而且生产率低。
确定焊接电流时,应考虑到焊条直径、焊件厚度、接头型式、焊接位置等因素,其中主要的是焊条直径。
一般,细焊条选小电流,粗焊条选大电流。
焊接低碳钢时,焊接电流和焊条直径的关系可由下列经验公式确定: I=(30~60)d ( 4-3 )式中:I为焊接电流(A),d为焊条直径(mm)。
焊接速度是指焊条沿焊缝长度方向单位时间移动的距离,它对焊接质量影响很大。
焊速过快,易产生焊缝的熔深浅、熔宽小及未焊透等缺陷;焊速过慢,焊缝熔深、熔宽增加,特别是薄件易烧穿。
确定焊接电流和焊接速度的一般原则是:在保证焊接质量的前提下,尽量采用较大的焊接电流值,在保证焊透且焊缝成形良好的前提下尽可能快速施焊,以提高生产率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
-
≤0.35 0.3-0.6
-
0.12
J422
E4303
J422GM E4303
J422Fe E4303 J422Fe16 E4323
≤
-
≤0.25 0.3-0.6
-
0.12
≤
-
≤0.25 0.3-0.6
-
0.12
≤
-
≤0.25 0.3-0.6
-
0.12
-
≤ ≤0.25 0.3-0.6
-
力学性能
σb σ0.2 δ5 AKV
0.12
≤ ≤0.90 0.8-1.4
0.12
≤ ≤0.30 0.4-0.9
0.12
≤ ≤0.30 0.5-0.9
Mn≤0.3 -
420 330 22 480 340 28 ≥ ≥≥ 420 330 22 480 340 28 ≥ ≥≥ 420 330 22 480 350 25 ≥ ≥≥ 420 330 22 480 350 28 ≥ ≥≥ 420 330 22 480 350 28 ≥ ≥≥ 420 330 22 530 430 22 ≥ ≥≥ 490 400 17 550 440 22 ≥ ≥≥ 490 400 17 530 430 26 ≥ ≥≥ 490 400 20 540 430 25
50-80 80-110 150-190 190-250 250-310
30-50 70-100 90-140 150-200
-
60-90 90-130 150-190 180-230 240-280
60-90 90-120 140-180 170-210 220-260
70-90 90-130 160-210 210-250 260-310
Fabshield 21B E71T-11
全位置焊接性好,特别适宜焊薄的碳钢及镀锌钢板等轻型结构。
Fabshield 23 E71T-GS
适用单道填充几盖面焊,焊镀锌板等钢结构。
末位数字 0~5 的是酸性焊条,6~9 的是碱性焊条(烘烤)。 牌号末位数字表示具体含义: 0:不规定药皮类型,不规定适用电流类型 ,1:氧化钛型药皮,交直流两用 , 2:氧化钛钙型药皮,交直流两用 ,3:钛钙型药皮,交直流两用 ,4:氧化铁 型药皮,交直流两用 ,5:高纤维素型药皮,交直流两用 ,6:低氢钾型药皮, 交直流两用 ,7:低氢钠型药皮,交直流两用 ,8:石墨型药皮,交直流两用 , 9:盐基型药皮,直流专用
结构钢焊条
牌号
型号
GB/T
AWS
溶敷金属化学成分(%)
C Si
Mn
其它
≤
J421
E4313
E6013
≤0.35 0.3-0.6
-
0.12
≈
J421X
E4313
E6013
≈0.25 ≈0.5
-
0.8
≤
J421Fe E4313
E6013
≤0.35 0.3-0.6
-
0.12
J421Fe16 E4324
≤
Fabshield 81N2 E81T8-Ni2 焊接 X8 管线及海洋平台、储罐等。
Fabshield X80 E81T8-Ni2J 焊接 X80 管线及各种钢结构。
对焊接热输入范围适应性好,可用大电流进行立向上焊。符合 Fabshield XLR-8 E71T-8JD H8
AWSA5.20-2005 标准中新的 D 类要求.用于钢结构焊接.
-
90-130 150-210 200-260
-
-
100-150 150-230 220-280
-
-
110-160 160-240 230-330
-
J423
E4301
J424E4320Fra bibliotekJ425
E4311
J426
E4316
J427
E4315
J501Fe E5014
J501Fe15 E5024
J502 J503
50-80 80-120 150-190 180-240 220-280
60-100 80-150 160-200 180-250
-
70-110 100-150 150-230 220-320
-
-
110-160 160-240 230-330
-
70-90 90-130 160-210 220-270 260-310
90-120 130-160 160-200 200-240 240-280
70-90 90-130 160-210 220-270 260-310 70-90 90-120 160-210 220-270 260-310
0.12
J505
E5011
≤
-
≤0.20 0.4-0.6
0.20
J506
E5016
E12018-M H4R 焊接相应强度的低合金钢结构。
气保护药芯焊丝
品名
AWS 型号
特性与用途
FabCO 85
E70T-J5/-5MJ 碱性渣系焊丝,焊接低合金高强钢及某些中碳钢结构。
FabCO 115
E110T5-K4 焊接如 Hy100 高强钢制成的矿山采挖设备。
FabCO RXR E70T-1
Excel-Arc71 E71T-9/-9M 熔深大,全位置焊性能好,飞溅小,用于碳钢及低合金钢焊接。
Formula XL-550 E71T-1H8/-12J 焊接船舶、贮罐、推土设备及管道。
Formula XL-8Ni1
E81T1-Ni1 H8MJ
焊接船舶、贮罐、推土设备及管道。
E81T1-K2CJ
480 340 28
85
≥ ≥ ≥ ≥27 40-70
420 330 22 (0℃)
≥ ≥ ≥ ≥27 -
420 330 22 (0℃)
470 - 28
90
≥ ≥ ≥ ≥27
-
420 330 22 (0℃)
≥ ≥ ≥ ≥27
-
焊条直径及参考电流(A) 2.5mm 3.2mm 4.0mm 5.0mm 5.8mm
E8018-B2 H4R 低氢耐热钢焊条,焊接 1.25Cr-0.5Mo 钢。
HOBART 8018B2L
E8018-B2LH4R 焊碳比 8018B2 低,韧性好,焊接 1.25Cr-0.5Mo 钢,可降低预热温度。
HOBART 8018C1
E8018-C1 H4R 用于焊接低温工作的储气罐等。
HOBART 8018C2
FabCO 81K2-C
力学性能好,扩散氢含量低,用于焊接船舶、海洋平台等。
H8
FabCO 91K2-C E91T1-K2
在抗拉强度 620-770MPa 范围内有良好的冲击韧性,焊接如 Hy100 等高强 钢。
自保护药芯焊丝
品名
AWS 型号
特性与用途
Fabshield 4
E70T-4
有强的脱硫能力和抗裂性,焊接低碳钢和中碳钢。
E7016
≤ ≤0.75
0.12
≤1.6
J506Fe E5018
E7018
≤ ≤0.75
0.12
≤1.6
J506Fe-1 E5018-1 E7018-1
J506Fe18 E5028
E7028
J506H
E5016-1 E7016-1
J506D
E5016
E7016
HOBART 7016 E7016 H4
低氢型焊条全位置焊接性能好,用于 X80 钢管的根焊(上坡焊)。
HOBART 718XC
E7018-1 H4R 难吸潮超低氢焊条,低温韧性好,焊接重要结构。
HOBART 7018A1
E7018A1 H4R 用于焊接 0.5% Mo 钢,也可用于管线焊接。
HOBART 8018B2
适合于焊接表面有氧化皮、油污等的代碳钢结构。
FabCO TR-70 E70T-1/T-9 低烟尘、飞溅少、焊接低碳钢及低合金钢。
FabCO 86R
E70C-6MH4 金属粉芯焊丝,有较高的熔敷率、飞溅少。
Excel-Arc71 E71T-1/-1M 熔深大,全位置焊性能好,飞溅小,用于碳钢及低合金钢焊接。
E X1X2 X3X4 ■ E 表示焊条,X1X2 表示焊条系列,即熔敷金属抗拉强度的最小值,X3 表示焊条 的焊接位置,X3X4 表示焊条 药皮类型及焊接电流种类,■表示附加代号。 焊接位置 X3 含义: 0:全位置(平、立、仰、横) ,1:全位置(平、立、仰、横) ,2:平焊、 横角焊 ,4:立向焊接 X3X4 的含义: 00:特殊性 交流或直流反接 ,01:钛铁矿型 交流或直流反接 03:钛钙型 交流或直流反接 ,10:高纤维素钠型 直流反接 11:高纤维素钾型 交流或直流反接 ,12:高钛钠型 交流或直流正接 13:高钛钾型 交流或直流正、反接 ,14:铁粉钛型 交流或直流正、反接 ,15: 低氢钠型 直流反接 ,16:低氢钾型 交流或直流反接 ,18:铁粉低氢型 交流或 直流反接 ,20:氧化铁型 交流或直流正接 ,22:氧化铁型 交流或直流正、反接 , 23:铁粉钛钙型 交流或直流正、反接 ,24:铁粉钛型 交流或直流正、反接 ,27: 铁粉氧化铁型 交流或直流正接 ,28:铁粉低氢型 交流或直流反接 ,48:铁粉低 氢型 交流或直流反接 低合金焊条的型号第三四位,不锈钢焊条型号的第二三位的含义跟碳钢焊条的基 本相同
E8018-C2 H4R 用于焊接低温工作的 3.5Ni 钢制储气罐。
HOBART 8018C3
E8018-C3 H4R 用于焊接 60 公斤级高强钢及 1%Ni 钢。