手工喷油和移印基本知识及常见问题和改善方法
喷油车发移印QC培训教材
A.髮勾不正, B.車髮針唔裝正, C.電車坏, D.工人操作問題
6.髮線彎曲不平
A.工人操作手勢唔穩定, B.落針位置唔正
7.重針
A.工人操作時推頭過慢電車過快
8.跳針
A.車髮車調較不良, B.車坏
9.車爆頭
A.工人操作慢電車過快, B.搪膠頭厚薄唔均勻. C.搪膠頭生膠.
10.頭髮粗細唔均勻
Spray/Tampo/Root 13 of 28
問題
原因
(7)刮花
A.工人擺貨無隔离, B.膠頭上有雜物.
(8)露底色
A.油漆過稀, B.鋼板凹糟過淺.
(9)移印字模糊不清
A.油漆唔干淨, B.油太稀,開油水太多.
(10)重印
A.膠頭不良.
其他問題与噴油工藝一樣差唔多, QC工作內容与噴油一樣.
三.車髮工藝簡介:
(一)工序簡介:
1.抹矽油:避免眼睛,嘴上之油漆在高溫下軟化,刮花,甩油等.
2.焗頭:將搪膠頭焗軟便於車髮,焗爐溫度一般在80~100℃.
3.車頭:利用車髮車手工車上頭髮.
4.梳焗:將車好頭髮的頭按PE規格樣辦梳成各种髮形,再焗溫定形.
焗溫一般在80~100℃, 15~30分鐘.
5.包裝:將梳焗定形好之車髮頭按PE/QE規格和樣辦修剪尺寸后裝箱.
(4)移印底座:擺放各种工藝加工品之定位.
(5)轉盤:轉移底座至其它所需移印顏色之位置.
2.工作原理:利用移印膠頭將鋼板凹糟上之油漆轉移到所需加工之工藝品上.
3.移印所使用的溶劑油漆:有移印專用硬膠開油水,移印專用軟膠開油水,有硬膠油和軟膠油.
PP油等其它和噴油工藝相同.
4.移印常見問題原因及控制:
問題
移印常见缺陷参考

移印常见缺陷参考1.0 颜色偏差1.1成因: 移印油不当,钢板深浅,油有厚薄1.2外观: 颜色不对办1.3解决方法: 调油,晒钢板,留意移印油量厚度2.0 图案变形2.1成因: 胶头压力大,夹具角度不平衡,胶头不当2.2外观: 图案歪斜2.3解决方法: 调试底模或更换胶头3.0 不够色3.1成因: 油稀,钢板浅3.2外观: 色浅,不够色3.3解决方法: 油量加浓,晒深钢板3.4补救: 或考虑印两次4.0 不上油4.1成因: 喷油面不良,油干,胶头太硬4.2外观: 印不上油或局部无油4.3解决方法: 清洗喷油面,调整油面,换胶头5.0 起皱5.1成因: 钢板深,拉头太硬,压力太大5.2外观: 起皱5.3解决方法: 晒深钢板,更换胶头,调整压力6.0 套色不正6.1成因: 调机不良6.2外观: 移印图案或英文字套色错位,歪斜6.3解决方法: 重新调机7.0 拉丝7.1成因: 油干,胶头太硬,钢纹深7.2外观: 拉丝7.3解决方法: 用稀油或更换软胶头8.0 掉油8.1成因: 喷油面光油太多,油太快干8.2外观: 掉油8.3解决方法: 调整喷油光油量,用慢干油9.0 哑色9.1 外观: 移印油光泽不够10.0不到边10.1成因: 油干,胶头不平10.2外观: 不到边10.3解决方法: 用稀油11.0 移印不清11.1成因: 油量太稀11.2外观: 移印不清11.3解决方法: 调整油量浓度或更换胶头11.4 补救: 可考虑印两次12.0 位置偏差12.1 成因: 调机不良12.2 外观: 移印不合适,不分中12.3 解决方法: 重新调机13.0 污糟13.1 成因: 与移印油操作及工作环境有关13.2 外观: 移印面不干净,有污糟13.3 解决方法: 留意移印油,清理工作环境,小心操作14.0 碰/撞花14.1 成因: 工件摆放,包装,运输时发生碰撞14.2 外观: 移印碰/撞花14.3 解决方法: 留意包装,摆放,运输15.0 露底15.1 成因: 油太稀或钢板太滑15.2 外观: 露出喷油底色15.3 解决方法: 晒深钢板或调浓油量15.4 补救: 可考虑印两次。
喷油、丝印、移印、电镀常识
喷油、丝印、移印、电镀常识一、相关测试1、附着力测试:5%2、甩油测试:10%3、擦油测试:30%(10循环)4、耐酒精测试:30%(15循环)5、浓度测试:20ml量杯,8.5’~10’二、喷油1.1什么是手喷用压缩空气作为动力使涂料(或油漆)从喷枪嘴中喷出呈漆雾状而涂表面的一种方式。
1.2手喷的优缺点优点:油漆快干,,密着性好,高效对涂面几何结构复杂的表面大都能获得涂层。
缺点:生产效率低,耗损量大,扩散到空气中的油漆对人体有害,故施工环境要求有良好抽风通风装置。
1.3工艺流程工件(素材)→专用治具架或架子上→拉线→吹物→喷油→拉线(烤拉)→检查→自然风干→包装(或丝印/移印)。
1.4手喷枪及其操作1.4.1喷枪:(Spray Gun)简称喷枪,本厂所使用喷枪属于压力型喷枪(Pressure TypeSpray Gun)。
1.4.2操作的基本原理:当压缩空气从喷枪嘴吹出时,在喷嘴口处形成负压区,大气压把油漆从漆路压到喷嘴处,从而被吹散成雾状漆,均匀地喷涂于工件上。
1.4.3操作要求a、喷枪压力:4.0~4.5×105Pa油漆的浓度:8.5~10.0Sb、喷枪与工件的距离:20~40cm为宜c、喷枪移动的速度:30~60cm/s1.5什么是油漆(涂料)呢?指含有或不含有颜料的树脂或油制成的混合液体涂于需装饰物(工件)表面经干燥、硬化成坚韧之涂膜,起到保护、装饰作用。
1.6油漆的种类a、硬胶漆:用来喷硬胶:如ABS、GPPS、HIPS、ect。
b、软胶漆:用来喷PVC、PC、ect。
c、含金油漆:用来喷在合金件静电油层上。
注:通常软胶油漆可喷在硬胶上,但硬胶漆则不可喷在软胶上。
电镀件喷油①真空电镀,用硬胶油漆②水电镀,用烘漆,加入适量固化剂。
1.7油漆对喷油件质量影响1.7.1油漆的颜色/粘度/硬细度/干燥速度决定喷油质量。
1.7.2油漆的成膜质量有关的因素表面效果(视觉)①漆膜颜色②漆表面光泽③遮盖力A深层附着力→百格测试B硬度/耐磨度→擦油耐磨C耐冲击性→震箱/投掷D 耐候性→耐水/耐热/老化/酸/碱。
移印常见问题及解决方法
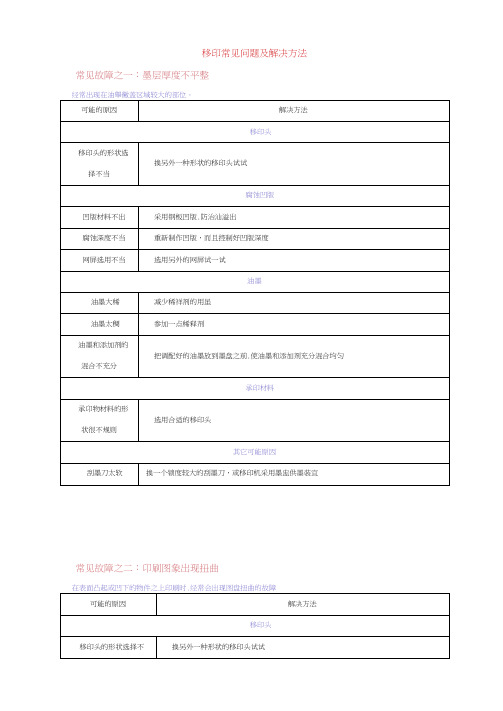
移印常见问题及解决方法常见故障之一:墨层厚度不平整
常见故障之二:卬刷图象出现扭曲
常见故障之三:油墨遮盖力太差
在深色物件上印刷单色汕墨时经常会出现汕墨的遮盖力不足。
在这情况下.一般要再印一次颜色才能达到需要的遮盖程度。
例如,在深色背景之上印刷白色油墨.有时要印刷几次,需要铺上足够的墨虽才能获得较为明亞的图盘。
常见故障之四:图象蹭脏
卬刷时油墨太稀.或者移印头发生滑动•都会使印刷图彖蹭脏。
移印头太唤、印刷物件固定不牢固. 印刷物件在夹具上的角度不正确,及移印头的压力过大等均会导致印刷过程中移印头滑动。
移印过程中的常见问题及解决办法
移印过程中的常见问题及解决办法问题1:胶头吸附的油墨少油墨方面的问题及解决办法:黏度大时应加入稀释剂调整;钢板上油墨干了,应将钢板上干墨洗干净后重新放新墨;油墨的溶剂错放,用慢干或适合的溶剂调配油墨并控制印刷环境的温度。
钢模板方面:图文蚀刻深度不够,重新制作钢板;用错了菲林,要更换菲林,使线条的精细度与钢板蚀刻深度相匹配;蚀刻后钢板表面状态不好,更换新的。
胶头方面:胶头太平,应采用一定角度的胶头;胶头表面粗糙造成吸墨难;胶头变形,此时必须给胶头吹风,保持原有的设计形状胶头表面有油而吸不上墨,只有清洗或更换胶头进入钢板强度太大也能引起吸附墨量的减少,应调整力度。
问题2:胶头释放的油墨量少油墨方面:油墨在胶头上干了,用慢干剂调墨解决;油墨黏度太低,胶头太湿,使头上吸附油墨太少,此时可用快干剂调墨。
钢板方面:蚀刻深度不够时,使胶头蘸不到更多的油墨;蚀刻图文太深时,当图文太细时,胶头也不能吸附太多油墨。
因此,钢板上的蚀刻深度与图文的细度应匹配。
胶头方面:当胶头平时,移印中与工件接触时存在气流排不掉,所以胶头应有一定角度;胶头表面太粗糙引起的,更换胶头。
其他方面:移印速度太慢时油墨存在黏弹性,使胶头释放墨量小;当移印环境温度大大超过20度时,墨中溶剂挥发太快,胶头上油墨挥发太快,所以最佳室温为18-20度。
问题3:遮盖不够油墨方面:油墨太薄或透明都会影响遮盖性,所以应选择色密度高的油墨和合适黏度的油墨。
钢板方面:当蚀刻深度不够时,胶头上吸附油墨量就少;注意钢板上图文深度与细< 度要匹配;钢板平面与胶头垂直放置,使胶头蘸墨均匀。
胶头方面:胶头太平不利于蘸墨,所以胶头要有合适的角度和形状,胶头表面疏松、太柔软会引起吸附油墨量少。
承印物方面:表面太油,移印前用酒精除掉;表面颜色太黑,要移印两次以上;表面粗糙,可以更换硬胶头或更换油墨。
其他方面:刮墨刀太软,应更换硬的,使钢模图文槽内填满墨;注意在移印前应清洗模版和刮墨刀。
移印生产中常遇问题及解决方法

移印生产中常遇问题及解决方法一.移印出来产品文字图案有气泡或沙孔1.移印胶头太软2.移印胶头太平3.移印胶头已损伤更换较硬移印胶头更换较尖移印胶头更换移印胶头4.钢板有蚀刻不到位5.油墨太稠6.产品表面有灰尘或油污重做移印钢板添加慢干水用酒精抹干净7.油墨使用时间过长(受污染变质)更换较硬移印胶头二.移印出来产品文字图案出现模糊1.移印胶头太软2.移印钢板蚀刻得太深3.产品有灰尘更换较硬移印胶头更换深度适中移印钢板抹去产品中灰尘4.未固定好夹具有松动5.胶头落下速度过快6.油墨过稀或太稠固定好夹具调较胶头下降速度调较适中油墨三.油墨附着性能达不到要求1.油墨选择类型不当2.产品本身有油污3.干燥固化时间不够根据产品选择适用油墨用酒精抹干净产品用热风或低温隧道炉烘干制作移印胶头流程(图解)注:1.随着移印矽油量增大,移印胶头越来越软2.随着移印矽油量增大,添加硬化剂份量相应增大3.随着硬化剂量增大,移印胶头固化速度会加快4.室温高时,建议采用慢干硬化剂;室温低时,建议采用快干硬化剂制作移印胶头常出现问题及原因1.所倒出胶头不容易干或部分不干A.搅拌不均匀B.硬化剂份量不够2.倒出胶头表面有气孔或使用寿命不长A.硬化剂过量加入固化速度过快B.矽油所占份量大,破坏了移印矽胶份量3.移印胶头板容易脱落A.胶头板没有钻孔介花B.盖木板时移印胶浆已接近固化移印胶头各配剂对照表移印中主要工艺参数及不良现象的对策一、设备的选择主要工艺参数承印物,一般都不大,常选择手动或电动的小型移印机就适用了。
这里就电动移印机作简单介绍:电动移印机主要构成有:胶头、油盘、刮刀件组、无级调速、开关“运行/手动”、夹具升降台等。
由于它无需传统的气泵气源,且采用了220v民用电源的机械传动系统。
电子无级变速功能,使得运作场地、操作者的熟练程度、承印品的下机速度等大大简化,优点也就显突:稳定性强、精度可控、成本低、体积小、使用方便、质量可靠。
移印中常见的问题及原因

移印中常见的问题及原因移印是一种常见的印刷工艺,广泛应用于纸张、纺织品、塑料等材料的印刷中。
然而,在移印过程中常常会出现一些问题,影响印刷效果和质量。
本文将针对移印中常见的问题及其原因进行分析和解决。
一、印刷图案模糊不清印刷图案模糊不清是移印中常见的问题之一。
造成这一问题的原因主要有以下几点:1. 印版质量问题:如果印版的制作不精细或印版的使用寿命已经较长,就会导致印刷图案模糊不清。
2. 选用的油墨不适合:如果选用的油墨粘度不合适或颜料颗粒过大,也会导致印刷图案模糊。
3. 压力调节不当:移印机的压力过高或过低都会导致印刷图案模糊。
解决方法:1. 需要定期检查和更换印版,确保印版的质量和使用寿命。
2. 选择适合的油墨,根据印刷材料和要求选择合适的颜色和粘度。
3. 调节好移印机的压力,使其与印版和印刷材料相适应。
二、印刷图案出现偏移印刷图案出现偏移是移印中常见的问题之一。
造成这一问题的原因主要有以下几点:1. 印版与印刷材料之间的间隙不合适:如果间隙过大或者过小,都会导致印刷图案出现偏移。
2. 移印机运行速度过快:移印机运行速度过快会导致印刷图案出现偏移。
3. 移印机的定位不准确:移印机的定位系统可能存在问题,导致印刷图案出现偏移。
解决方法:1. 调整好印版与印刷材料之间的间隙,确保适当的接触面积。
2. 控制好移印机的运行速度,使其与印版和印刷材料相匹配。
3. 检查和修复移印机的定位系统,确保准确的定位。
三、油墨传递不均匀油墨传递不均匀是移印中常见的问题之一。
造成这一问题的原因主要有以下几点:1. 印版表面不平整:印版表面的凹凸不平会导致油墨传递不均匀。
2. 油墨粘度不合适:油墨粘度过高或过低都会导致油墨传递不均匀。
3. 印版与印刷材料之间的接触不良:印版与印刷材料之间的接触不良会导致油墨传递不均匀。
解决方法:1. 定期检查和修复印版表面的不平整问题,确保印版表面光滑平整。
2. 选择适合的油墨,根据印刷材料和要求选择合适的粘度。
喷油,丝印,移印知识详解

喷油,丝印,移印知识详解喷涂常见次品描述:⼀、喷油1.飞油因套模不正或胶件变形导致油从套缝中飞出2.流油因喷油末⼲⽽流动的油层3.积油喷油不均匀积成油块4.油渍胶件上粘有油质⽽导致喷时不上漆5.油污胶件被油漆污染6.上⾊不⾜喷油时颜⾊没有签板深7.砂孔反映在制品表⾯象砂⼦⼤⼩的孔,打磨后可再加⼯8.⾛位涂层处理位置不正确,同样板有偏差,调整相应机械或⼯具可改善9.起⽛边涂层处理后其边参差不齐,调整丝印⽹版,移印胶头或喷油模可改善10.甩油涂层处理后,表⾯⼀块块脱掉,可改变盛放⽅法及等涂层全⼲后投⼊⽣产11.反底因胶件或油漆的原因令油层遮盖不到胶件的颜⾊12.漏喷油应喷油⽽没有喷油的位置13.刮花胶件或喷油层由于外界碰擦⽽刮花的痕迹14.⾊差涂层颜⾊不⼀致,异于样板,常见于配套配⾊胶件15.哑⾊或称⽆光泽,由油漆质量或喷涂层厚薄所致。
16.拉丝由于涂层太浓,⽽致使移开⽹版,胶头或模具时⽽留下的丝状物17.油⾯末⼲油⾯接触到硬物件时,其硬度不够凹下⼆、移印1.漏印规定移印的位置末有移印2.重印移印过多次,图案上易有叠影3.印错位没有将图案印在规定的位置4.移位移印的图案位置与规定的位置有误差5.变形移印的图案的形状与签板规定的形状不完全相同6.油起⽑因油⼲,机头回转时有油层7.油不清晰因油调得太稀⽽导致移印在啤件上的图案颜⾊不明显8.油不均匀油还没调和,致使移印图案清晰程度不完全相同9.不对⾊移印图案的颜⾊与签板的颜⾊不完全相同10.套⾊偏移套⾊移印时位置发⽣误差11.断线字体或图案⾃某⼀部分断开来,看上去不是⼀个完整的整体三、丝印1.飞油字体、图案边缘出现不规则的图形,⽐原来印出的图案浅⾊2.尘埃字体或图案边缘有多出的⼩点,⼩孔或图形缺损3.漏油在不需要印刷的部位多了⼀些油点,严重的出现⼤⾯积油污4.⼲⽹字体或图案边⾓位变得圆滑、⽆棱⾓或图案变⼩5.起泡印刷⾯上出现⼀粒粒的凹凸不光滑图形,如橙⽪⼀样皱纹6.粘⽹在图案上出现厚薄不均匀现象,有时印出的油很薄,⼲后出现砂孔,有时印出的油很厚,⼲后出现爆裂7.起丝图案边缘出现⼀条条的细丝或相连⼩点喷涂QC⼯作要项1.喷涂QC必须使⽤经批准的参考样板,清楚界定接收/拒收标准。
电镀和喷油基本知识以及常见问题和改善方法

本廠所用的噴槍皆屬壓力型噴槍(Pressure Type Spray Gun)
主要型號為﹕K3 KINKI(MADE IN JAPAN)
操作基本原理﹕當壓縮空气從噴槍噴嘴吹出時﹐在噴嘴口處形成負壓區﹐大气
壓把塗料從漆路壓到噴嘴處﹐塗料由于壓縮空气流的作用被吸
到噴嘴處﹐繼而被吹散成霧狀﹐均勻的噴塗于工件表面上﹒
<3> 樹脂是主要成膜物質﹔顏料是次要成膜物質﹔而其他溶劑﹑催干劑﹑
稀釋劑等屬輔助成膜物質﹒
l 油漆配方比例
油漆配方屬 VENDOR 保密資料﹐以下所列僅供了解﹕
例 1﹕軟膠 PVC 白油
環乙酮 ----- 濕潤膠層表面﹐改善流平性
MEK ----- 助揮發溶劑
甲苯 ----- 樹脂溶劑
(各種)膠粉 ----- 樹脂/樹膠
手噴生產工藝知識
l 手噴生產的优缺點
优點﹕油漆快干﹑密著性好﹑施工高效﹐對塗面几何結构複雜的表面大都能獲得薄而均勻 的塗層(漆膜)
缺點﹕生產效率低﹑損耗量大﹐擴散于空气中的油漆有害于人體﹐故施工環境要求有良好 的抽風通風裝置﹒
l 手噴生產工藝流程
工件(塑膠或合金件)
清潔表面(視情形可能省略)
噴油模(夾模或邊模﹐噴散槍不用模)
大小及空氣壓力大小等因素而定﹒
4﹒噴塗方向 ---- 噴出漆流方向應與工件表面垂直﹐否則會造成漆膜不均勻﹒
5﹒漆膜的重疊 ---- 噴漆時保持噴塗面 1/3 區域重疊上漆﹒
6﹒噴出漆量 ---- 因油漆粘度﹑空氣壓力的不同﹐需調節噴槍頂針螺絲以控制頂針與
噴嘴的間隙﹐從而控制出漆量﹒
7﹒噴槍噴塗過程中移動速度 30~60cm/s
油漆
手噴生產
調稀油漆及過濾
塑胶五金喷油移印丝印基本

塑胶五金喷油移印丝印基本1. 喷油基本流程喷油效果不理想的工件 , 视程度不同抺油 , 补油或轻喷如不良情况严重,合金件可以翻洗从喷,塑胶件视情况只能报废处理。
2.喷油模的制作(1片模的制作流程:(2夹模的制作流程:喷油常规知识3.喷油生产的质量问题及改善方法4.喷油间常用溶剂Q :389977677东莞市长安联兴喷油厂 2020 0318 1.移印生产工艺流程图移印常规知识2. 钢板制作流程3. 胶头制作流程塑胶五金类丝印常规知识 1、丝印件常见缺陷及解决方法缺陷缺陷描述原因分析处理方法丝印网拉得过紧,而网底与被调低丝网与被印件之间的印物件距离过大距离加进浓一点的油墨并调均油稀字体、图案边缘出现飞油不规则的和图形,比原来印出的图案浅色丝印件表面凹凸不平胶刮变形,变软匀更换胶刮改用移印或用浓度大的油墨丝印可从凸起处先刮落,拉网时拉松一点,若凸起处超过 3mm,要用边网印,若凸起印件有一处凸起丝印件表面不洁,而没有抹掉字体或图案边缘有尘埃多出的小点,图形,小孔或图形破损等丝印网底面粘上灰尘或杂物等在不需要印刷图案网浆药膜经长期丝印擦抹而变的部位多了一些油点,严重的出现大面积油污网架与丝网布接口处漏油薄,脱落用封网浆修补对网架与丝网布接口处重新处理,严重者更换丝印网灰尘将印件表面处理清洁将网底灰尘及杂物除去(严重时用布沾 718 水洗网再印处超过 3cm,只能改作移印漏油印刷面上出现一起泡粒粒的凹凸不光滑图形,如橙皮一样皱纹粘网油墨太浓把油用 783 开油水稀湿或加进 ST-1 把网调高丝印途中,加 78 3 时与油墨加783 之前,先行盖油,再小心末调好颜色不均在图案上出现深油墨中有杂质防碍油墨顺利匀色或浅色通过用白电油或去油剂把印件表面的印刷件表面有油污晒网爆光时间不够,洗水时把图案边沿冲成一级级狗牙把晒网时间加长油污去除调好字体边沿出现锯用了 100T 以下网布晒网而用 120T 或以上网布或晒网时多刮齿状条纹晒薄浆丝网经长时间使用,字体的药膜被擦去重新晒一个丝网调网后记住把网架及底板固定好,网架或底板松脱经长时间使用至管位被磨损图案不在指定的位置上出现有大粒杂物在管位旁边网纱破烂并经常去检查重新修理管位经常留意把杂物去除重新晒网一二次走位注:为防止走位情形发生而不自知,最好在用胶纸贴一个位办,并每印 50 个左右对位一次字体粗肥刮花被印表面有一些油稀管位粗糙加进浓油墨并调均匀用皱纹胶纸把管位包住塑料原料名称中英文对照表塑膠特性及塑膠件報價零件總成本=材料成本+射出成本+表面處理成本+包裝成本+運輸成本+管銷利潤顏色處理成本又包括兩個部分﹕抽粒和加色母。
常见移印的质量缺陷与排除方法

常见移印的质量缺陷与排除方法常见移印的质量缺陷与排除方法移印工艺和丝网印刷一样,对承印物材料都广泛的适应性,因而在特种印刷行业占据较为重要的地位。
现将移印工艺常见的质量问题作一简单总结,以供相关人员参考。
问题原因分析解决办法1.承印物表面有油腻、灰尘,致使油墨不能完全转移 1.在印刷前要对承印物表面进行清洁处理2.胶头硬度太软2.选择较硬的胶头印迹模糊3、承印物表面带有静电3、用静电消除器消除静电或在油墨中加入抗静电剂4.胶头形状不对4.胶头形状应与承印物表面形态基本吻合5.油墨太稀5.在油墨中加入适量的原墨6.钢板图文边缘粗糙6.重新腐蚀钢板1.油墨粘度太大1.加入稀释剂,调整油墨粘度2.油墨搅拌不均2.开机前应有充分的匀墨时间有气泡3.机器运行速度太快3.降低移印机运行速度4.溶剂选择不对4.加入2%的消印5.胶头压印时空气排除不净5.选择底郡较尖的胶头1.胶头形状不对1.尽量选择胶头能够印刷完整图案时压缩量为10mm的胶头形状2.胶头硬度太软2.远掸较硬的胶头图文变形过大3.晒版软片未作预变形处理3.根据承印物形状和变形趋势,在制作软片时拉伸、压缩,增大、减小图文4 、定位夹具设计不合理4、承印物放在夹具上应保证胶头压印时具有较小的变形5.移印印版与软片贴合时不紧密5.更新晒版6.钢板腐蚀问题6.更新制版1.定位夹具制作精度差,承印物有松动现象1.承印物在夹具上的定位不能发生明显的位移2.分色片重复精度差,致使钢板重复精度差2.重新晒版套印不准3.移印胶头出现塑性变形3.移印胶头制作过程固化不充分、应重做胶头4.多色移印机套准精度差4.移印机套准误差应控制在0.10mm 以下5.气压不稳定5.稳定气源压力针孔1.承印物表面落有尘埃颗粒1.印刷前要对承印物进行表面处理2.油墨染脏2.对油墨进行过滤1、油墨太稀,树脂连结料析出1,再加入适量原墨搅拌均匀墨层光泽度差2.油墨变质2.更换油墨3、油墨本身光泽度差3.在油墨中加入亮光连结料或在承印物表面再涂一层光油1、油墨太稀1.加入油墨,改善油墨粘度过2.油墨本身附着力差2、更换油墨墨层不耐摩擦3.UV油墨固化不完全3、在UV固化时应减低固化速度,延长固化时间4、双组分油墨配比比例不正确4、严格按说明进行调配5.承印物表面性质与油墨抵触5、对承印物表面进行脱脂、粗化、氧化、腐蚀处理。
喷油常识
2漆本身质量差
2更换油漆
3胶件表面不干净
3将胶件表面抹干净(尤其不能有 脱模剂等油漆成分)
二十六 擦油甩 油
1漆膜硬度过低
1换油或调油加入交联剂
2漆膜未干透
2足够时间令漆膜干透
二十七 冲砂甩 油
1漆膜太薄
1喷厚
2漆膜硬度和耐磨性不够
2换油,加入交联剂
二十八 变色
油漆颜色不稳定
换油(改变颜料成分)
1调油(面漆的硬度要低于底漆)
2涂料配置不当,固化剂过多
2重较油
3色料影响
3换油(更改色料的成分)
二十四 起泡
1底漆未干时即喷面漆,底漆 溶剂难挥发或底漆潮气太大,水分隔离油漆层,受热时水分 蒸发鼓泡
1响应改善
2压缩空气中含有水分
2保证压缩空气干燥
二十五 界油甩 油
1开油水配置不当,溶剂对树 脂溶解不足
3天气湿度影响
3加入防白水
二十一 发光
天气湿度影响
加入哑浆/哑粉
二十二 外观粗
糙
1涂面不干净
1清洁涂面
2喷枪和喷油模清洁不好
2勤清洁喷枪和模具
3施工环境尘埃影响
3改善环境
4漆太稠,未流平即干燥
4稀释开油水
5喷枪离工件太远,溶剂喷涂中 挥发太多
5调整喷枪和工件的距离
二十三 涂层发
脆
1涂层配置不合理,底漆和面 漆硬度差别大
1调节顶针螺帽
2漆料未过气道
2喷时先开气道后调顶针
十一 颗粒突
起
1压力太高
1调整压力
2油漆未过滤,有杂物
2油漆过滤干净
3喷具不洁
3清洁喷具
十二 渗色
移印,丝印,喷油问题及改善方法
喷涂常见次品描述一、喷漆1. 飞油因套模不正或胶件变形导致油从套缝中飞出2. 流油因喷漆末干而流动的油层3. 积油喷漆不均匀积成油块4. 油渍胶件上粘有油质而导致喷时不上漆5. 油污胶件被油漆污染6. 上色不足喷漆时颜色没有签板深7. 砂孔反映在制品表面象砂子大小的孔,打磨后可再加工8. 走位涂层处理位置不正确,同样板有偏差,调整相应机械或工具可改善9. 起牙边涂层处理后其边参差不齐,调整丝印网版,移印胶头或喷漆模可改善10. 甩油涂层处理后,表面一块块脱掉,可改变盛放方法及等涂层全干后投入生产11. 反底因胶件或油漆的原因令油层遮盖不到胶件的颜色12. 漏喷漆应喷漆而没有喷漆的位置13. 刮花胶件或喷漆层由于外界碰擦而刮花的痕迹14. 色差涂层颜色不一致,异于样板,常见于配套配色胶件15. 哑色或称无光泽,由油漆质量或喷涂层厚薄所致。
16. 拉丝由于涂层太浓,而致使移开网版,胶头或模具时而留下的丝状物17. 油面末干油面接触到硬物件时,其硬度不够凹下二、移印1. 漏印规定移印的位置末有移印2. 重印移印过多次,图案上易有叠影3. 印错位没有将图案印在规定的位置4. 移位移印的图案位置与规定的位置有误差5. 变形移印的图案的形状与签板规定的形状不完全相同6. 油起毛因油干,机头回转时有油层7. 油不清晰因油调得太稀而导致移印在啤件上的图案颜色不明显8. 油不均匀油还没调和,致使移印图案清晰程度不完全相同9. 不对色移印图案的颜色与签板的颜色不完全相同10. 套色偏移套色移印时位置发生误差11. 断线字体或图案自某一部分断开来,看上去不是一个完整的整体三、丝印1. 飞油字体、图案边缘出现不规则的图形,比原来印出的图案浅色2. 尘埃字体或图案边缘有多出的小点,小孔或图形缺损3. 漏油在不需要印刷的部位多了一些油点,严重的出现大面积油污4. 干网字体或图案边角位变得圆滑、无棱角或图案变小5. 起泡印刷面上出现一粒粒的凹凸不光滑图形,如橙皮一样皱纹6. 粘网在图案上出现厚薄不均匀现象,有时印出的油很薄,干后出现砂孔,有时印出的油很厚,干后出现爆裂7. 起丝图案边缘出现一条条的细丝或相连小点软胶和硬胶软胶和硬胶相应使用软胶油和硬胶油。
喷油、移印、电镀
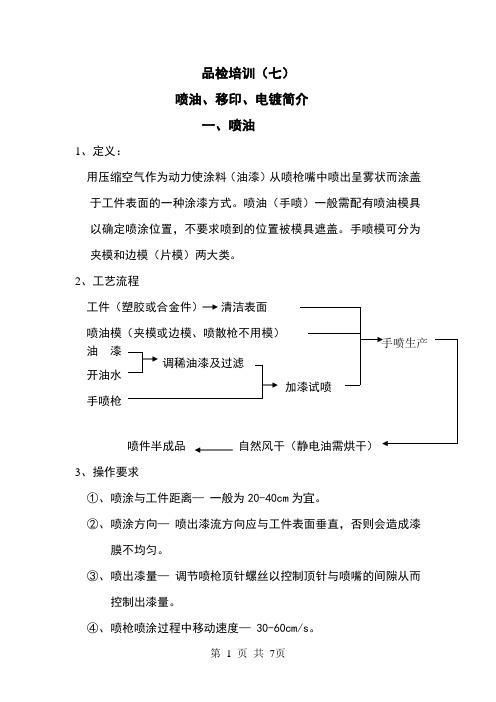
品检培训(七)喷油、移印、电镀简介一、喷油1、定义:用压缩空气作为动力使涂料(油漆)从喷枪嘴中喷出呈雾状而涂盖于工件表面的一种涂漆方式。
喷油(手喷)一般需配有喷油模具以确定喷涂位置,不要求喷到的位置被模具遮盖。
手喷模可分为夹模和边模(片模)两大类。
2、工艺流程工件(塑胶或合金件)清洁表面喷油模(夹模或边模、喷散枪不用模)油漆开油水手喷枪喷件半成品3、操作要求①、喷涂与工件距离—一般为20-40cm为宜。
②、喷涂方向—喷出漆流方向应与工件表面垂直,否则会造成漆膜不均匀。
③、喷出漆量—调节喷枪顶针螺丝以控制顶针与喷嘴的间隙从而控制出漆量。
④、喷枪喷涂过程中移动速度— 30-60cm/s。
4、手喷油漆大体分类①、硬胶油漆—属于丙烯酸油漆,用来喷硬胶类,如ABS、GPPS、HIPS等。
②、软胶油漆—属于氯乙烯乙酸酯油漆,用来喷PVC、搪胶类(PC料亦可用)。
③、风干合金油漆—属于硝基漆,用来喷涂在合金件静电油层上。
备注:①、原则上硬胶油漆喷硬胶件,软胶油漆喷软胶件。
但软胶油漆可以用来喷硬胶件,而硬胶油漆喷软胶件则效果不好。
②、电镀件喷油:A)真空电镀件,用硬胶油漆。
B)水电镀件,同烘漆,加入适量固化剂。
5、手喷生产质量问题及改善方法二、移印1、定义:利用“显像”原理,将要印刷的图案先蚀刻在钢板上,然后在移印机上利用软的胶垫(硅橡胶头)把油墨转移印刷在物体上。
2、生产工艺流程图3、移印油及移印开油水可分为硬胶移印油、软胶移印油和合金移印油。
不同类的开油水不得混在一起,否则会导致甩油。
4、移印生产质量问题及改善方法。
三、真空电镀1、定义:即真空蒸发镀膜,其原理是在高度真空条件下(1.3×10-2-1.3×10-4pa )使金属铝片受热蒸发并附于(塑料)工件表面,形成一层金属膜的方法。
2、工艺流程3、电镀成品常见问题及改善方法。
移印中常见故障及解决方法

移印中常见故障及解决方法移印中常见故障及解决方法移印工艺十分简单,采用钢(或者铜、热塑型塑料)凹版,利用硅橡胶材料制成的曲面移印头,将凹版上的油墨蘸到移印头的表面,然移印,属于特种印刷方式之一。
它能够在不规则异性对象表面上印刷文字、图形和图象,现在正成为一种重要的特种印刷。
例如,手机表面的文字和图案就是采用这种印刷方式,还有计算机键盘、仪器、仪表等很多电子产品的表面印刷,都以移印完成。
后往需要的对象表面压一下就能够印出文字、图案等。
在移印中经常会出现很多印刷故障,本文对移印工艺中的常见故障进行了概括归纳,整理成较为全面的移印故障大全。
常见故障之一:印刷品的线条和文字不清楚,出现模糊现象。
常见故障之二:油墨的粘着性达不到要求这个故障在移印中十分常见,因为你对油墨的配方不了解,也可能是选用的油墨类型不正确。
常见故障之三:印刷品上出现明显的针孔状假若小针孔较大,而且出现在印刷品上的同一位置,那么要检查移印头和凹版上的图象。
如果需要,更换移印头和凹版。
移印机移印常见的问题及解决的方法2017-03-22 08:52 | #2楼我们在移印的时候是否遇到各种各样的.问题,这样的问题是不是困扰着你?下面我们介绍油墨移印机经常遇到的问题和解决的方法。
1、腐蚀凹版腐蚀深度太深。
解决方法:重新制作一块腐蚀深度适中的凹版。
凹版类型选择不当。
解决方法:用另外一种网屏试试看。
2、移印机胶头移印胶头太硬。
解决方法:换一个软一点的移印胶头试试。
移印胶头太小。
解决方法:换一个较大的移印头试试。
用移印胶头边缘移印。
解决方法:调整移印胶头的印刷位置,或者采用支撑效果理想的夹具。
3、其它原因印刷物件固定不稳固。
解决方法:重新固定。
夹具没有达到足够的稳定程度。
解决方法:重新调整。
4、移印机承印材料物件表面过于异形。
解决方法:采用特殊形状的移印胶头,或者调节移印胶头的位置。
5、移印机油墨油墨太稀。
解决方法:加一些没有添加稀释剂的油墨以增加油墨的稠厚度干燥缓慢。
喷油丝印工艺
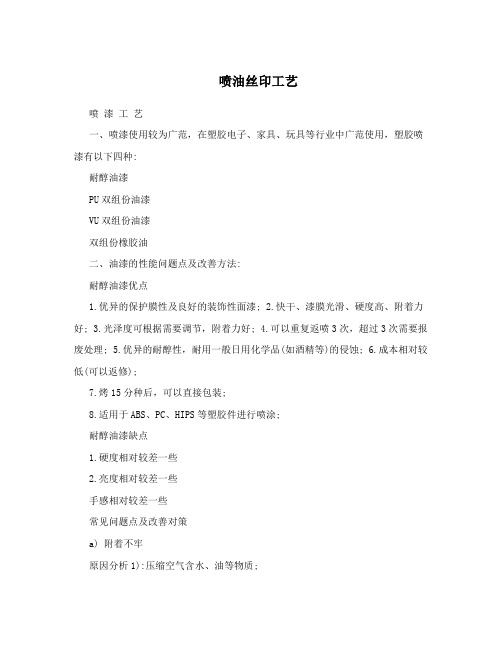
喷油丝印工艺喷漆工艺一、喷漆使用较为广范,在塑胶电子、家具、玩具等行业中广范使用,塑胶喷漆有以下四种:耐醇油漆PU双组份油漆VU双组份油漆双组份橡胶油二、油漆的性能问题点及改善方法:耐醇油漆优点1.优异的保护膜性及良好的装饰性面漆;2.快干、漆膜光滑、硬度高、附着力好;3.光泽度可根据需要调节,附着力好;4.可以重复返喷3次,超过3次需要报废处理;5.优异的耐醇性,耐用一般日用化学品(如酒精等)的侵蚀;6.成本相对较低(可以返修);7.烤15分种后,可以直接包装;8.适用于ABS、PC、HIPS等塑胶件进行喷涂;耐醇油漆缺点1.硬度相对较差一些2.亮度相对较差一些手感相对较差一些常见问题点及改善对策a) 附着不牢原因分析1):压缩空气含水、油等物质;改善方法:定期放出压缩机中油和水,并安装气、水分离装置;原因分析2):油漆附着力不够;改善方法:加防掉银剂按2%加;b)平整度差,流平不好原因分析1):施工时油漆太浓;改善方法:调整油漆的稀度,用4#量杯测量,标准9秒原因分析2):干燥速度过快;改善方法:降低烤箱温度,加慢干剂,按2%加;原因分析3):喷涂压力不足,雾化不良;改善方法:控制喷涂气压,保持气压稳定原因分析4):喷涂距离太远;改善方法:喷枪距离选择适当,距离控制在15CM以内;C)漆膜发白原因分析1):施工现场湿度过大;改善方法:降低施工现场湿度或加高烤箱温度;原因分析2):油漆里含水份过高;改善方法:减少油漆里面的消化棉,使油漆更快干; d) 油漆颜色光泽不均或发花现象原因分析1):加热干燥速度过快;改善方法:降低烤箱温度原因分析2):喷涂不均匀;改善方法:控制作业手法,确保厚度均匀;e) 油漆硬度不够原因分析1):干燥得不充分;改善方法:提高干燥效率,烤箱温度控制在55度;原因分析2):喷涂过厚;改善方法:喷涂控制在20-30微米; d) 油渣、颗粒、桔皮):周围空气不清洁,涂装室内有灰尘; 原因分析1改善方法:确保工作室空气环境整洁;原因分析2):油漆未过滤干净;改善方法:开油时过滤油漆应用密度高的网纱过滤;原因分析3):重复返修次数超过3次;改善方法:重复返修超过3次产品报废处理;原因分析4):喷涂太厚;改善方法:调整喷枪,喷油厚度控制在20-30微米之间; 原因分析5):油漆太浓;改善方法:调稀油漆控制在9秒e) 烧焦原因分析1):烤箱温度过高;改善方法:降低烤箱温度,在施工现场洒水,确保湿度; 原因分析2):成型素材有内应力;改善方法:成型调机改善,调整注塑时间;原因分析3):油漆腐蚀力太强,干燥过快;改善方法:加防白水,使油漆慢干;PU双组份油漆一:PU油漆的优点1) 双组份弹性漆、高亮度油漆;2) 用于ABS、塑料产品;3) 极好的弹性及手感;4) 优异的性能,可耐任何日用品的侵蚀 ) 硬度可调性; 5二. PU油漆的缺点1.需先喷底油,后喷光油加固化剂,不可返修;2.烤后需放置24H后方可包装;3.成本相对较高;4.不适用于喷涂HIPS,PC塑胶料三(1)问题点及改善对策1)发白原因分析1):气温较高或湿度较大时,溶剂挥发太快; 改善方法:加入适当的防白水或DDA溶剂2%; 2)烧胶原因分析1):工件不是纯ABS或HIPS耐溶剂性差; 改善方法1:将产品放入80度烤箱烤15分钟,再喷油; 改善方法2:调整天那水;改善方法3:改善材质;3)光泽高,无弹性原因分析1):油漆未搅匀;改善方法:搅匀油漆,每15分钟搅拌油漆一次; 原因分析2):固化剂加量太多;改善方法:减少硬化剂量;原因分析3):气压低;改善方法:调高气压;4)硬度差,易划伤原因分析1):固化剂用量少;改善方法:加大固化剂用量;原因分析2):固化剂变质;改善方法:更换固化剂;原因分析3):烘烤时间不够;改善方法:延长烘烤时间,每节烤箱控制在65度-70度之间;5)漆膜龟裂原因分析1):漆膜喷涂过后;改善方法:控制漆膜不超过60微米; 6)阴阳色原因分析1):喷涂时光油太浓改善方法:调整溶剂比例,标准配比水100,油30,固化剂10;原因分析2):气压小,喷枪没有走到位; 改善方法:加大气压,调整喷漆方式; 原因分析3):油漆时间过长;改善方法:油漆控制在1小时内用完; 7)表面有油渣、颗粒原因分析1):周围空气不清洁,涂装室内有灰尘; 改善方法:确保空气、环境清洁;原因分析2):涂料未过滤好;改善方法:开油时用目数较高的网纱过滤;双组份橡胶油漆一(橡胶油漆的优点1)双组份软性漆2)漆膜柔软有橡胶感、耐水、耐酒精及其它化学日用品;3)使用于ABS塑胶产品;4)有非常好的弹性及手感;5)柔软度可调性;二(橡胶油漆的缺点1.需先喷底油,再喷光油加固化剂,不可返修;2.烤后需放置24小时后方可包装;3.成本相对较高4.不适用于喷涂HIPS,PC塑胶料三(问题点及改善方法1)发白原因分析1):施工现场湿度较大,溶剂发挥太快; 改善方法:降低施工现场湿度,加入防白水或DDA溶剂;2)烧焦原因分析1):溶剂性能差;改善方法:调整天那水;原因分析2):塑胶件有内应力;改善方法:改善材质,调整注塑时间; 3)阴阳色,没有橡胶手感原因分析1):光油喷涂不够厚;改善方法:喷涂控制在40微米;原因分析2):光油喷涂不均匀;改善方法:改善喷涂方法;原因分析3):油漆放置时间过长;改善方法:控制在1小时以内用完;4)硬度差,易划伤原因分析1):固化刘用量少;改善方法:加大固化剂用量控制在10%; 原因分析2):固化剂变质;改善方法:更换固化剂;原因分析3):烘烤时间不够;改善方法:延长烘烤时间;5)表面有油渣、颗粒原因分析1):周围空气不清洁,涂装室内有灰尘改善方法:确保空气、环境整洁;原因分析2):涂料未过滤好;改善方法:开油时用目数较高的网纱过滤;手动喷漆一、手动喷漆的原理:就是通过操作人员,对部品的表面直接进行喷涂;二、手动喷涂的流程:稀释油漆——调整喷油枪——试喷——检查喷涂效果——确认 OK;三、手动喷漆的优点1) 可以喷涂较大的产品;2) 可以在平面凹凸不平的产品表面进行喷涂; 3) 可喷涂多种颜色套色产品;四(手动喷漆的确点(1)产量相对较低;(2)喷涂厚度控制相对较差;(3)控制颜色相对较差自动喷涂一、自动线喷漆的原理:就是将所喷涂的产品固定在固定的支架上,然后将支架锁定在流水线上,通过流水线的移动,自动喷枪不停的旋转,已达到喷到产品表面;二、自动喷漆的流程:稀释油漆——调整喷枪——调整拉速——试喷——检查喷涂效果——确认OK;三、自动喷漆的优点(1) 可以更好的控制油漆厚度;(2) 产量相对较高;(3) 能更好的控制颜色;四(自动喷漆的缺点(1)不利于喷涂较大的产品;(2)不可以喷多种颜色套色产品; (3)不可在凹凸不平的产品表面进行喷涂;UV双组份油漆一(UV油漆的优点:1)喷后需过UV拉,通过紫外线光辐射的原理,固化油漆; 2)双组份硬胶漆,硬度较强;3)使用于ABS塑胶产品,耐醇性超强,可耐用任何的日用化学品;二(UV油漆的缺点1) 对半成品要求非常高(半成品不可有气纹、结合线、等问题点);2) 是透明光油油漆;3) 不可返修,成本较高;4) 不适用于喷涂HIPS,PC塑胶料四 UV油漆的问题点及改善方法1)附着力不够原因分析1):UV拉光线不够;改善方法:调整UV拉的光线;原因分析2):产品表面未处理干净; 改善方法:产品在投入前需彻底处理干净;2)表面有油渣、颗粒、凹点原因分析1):周围空气不清洁,涂装室内有灰尘; 改善方法:确保空气、环境整洁;原因分析2):油漆未过滤好;改善方法:开油时用目数较高的网纱过滤; 原因分析3):油漆性能不稳定;改善方法:适当的加一点抗油剂;3)硬度差,易划伤原因分析1):固化剂用量不够;改善方法:加大固化剂用量控制在10%; 原因分析2):固化剂变质;改善方法:更换固化剂;原因分析3):UV拉光线不够强;改善方法:调整UV拉的光线;4)烧焦原因分析1):溶剂性能差;改善方法:重新调整油漆;原因分析2):塑胶件有内应力;改善方法:成型改善素材,调整注塑时间; 油墨一、油墨使用较为广范,可印刷在电子、玩具、塑胶、家具等领域,塑胶使用油墨分为以下三种: 1)塑胶油墨; 2)电镀油墨; 3)UV油墨; 二、塑胶油墨的优点1) 优异的装饰性,光泽度,颜色可调节;2) 附着力好,优异的耐醇性,耐用一般的日用化学用品的侵蚀;3) 操作性较好,烤5分钟后可以直接包装; 4) 成本相对较低,可以返修;三(塑胶油墨的缺点1)硬度较差一些2)不能丝印电镀产品四(问题点及改善对策1)附着力不够原因分析1):开油水太弱;改善方法:更换更强的开油水; 原因分析2):油墨性能不稳定; 改善方法:重新调整油墨;原因分析3):产品表面未处理干净; 改善方法:丝印前处理的表面,确保干净;2)耐醇性不够,油墨硬度不够原因分析1):油墨性能不稳定; 改善方法:更换新的光油;原因分析2):丝印油墨太薄; 改善方法:用目数较稀的网纱印刷; 3)油墨塞网原因分析1):油墨太粗,没有磨好; 改善方法:加长碾磨油墨时间; 原因分析2):开油水太弱太快干; 改善方法:调整开油水,使开油水慢干; 电镀油墨,双组份油墨一(电镀油墨的优点(1) 优异的装饰性,光泽度,颜色可调节; (2) 附着力好,二(电镀油墨的缺点(1)操作性较为不便,需烘烤80度,30分钟后方可包装;(2)成本相对较高,可以返修; (3)耐醇性相对较差三(问题点及改善对策:1)附着力不够原因分析1):固化剂太少;改善方法:固化剂的用量控制在10%; 原因分析2):产品表面未处理干净; 改善方法:丝印前处理干净丝印表面; 原因分析3):油墨性能不稳定; 改善方法:重新调整油墨;2)耐醇性不够,油墨硬度不够原因分析1):油墨耐醇性差;改善方法:更换新的光油重新调整; 原因分析2):固化剂用量不够; 改善方法:加大固化剂用量控制在10%; 原因分析3):固化剂过期;改善方法:更换新的固化剂; 原因分析4):因电镀产品表面较硬,油墨的腐蚀力太弱;改善方法:调整油墨的腐蚀力; 3)油墨塞网原因分析1):油墨里面有加固化剂,导致快干;改善方法:经常洗网; 原因分析2):开油水太弱,太快干;改善方法:调整开油水,使开油水慢干; 网板印刷原理(1) 网板印刷是通过客户提供的美工图,然后输出菲林,再用专用制版的化工原料; 感光胶,水菲林通过强光辐射的原理进行制作网板; (2) 网板的印刷流程:制作网板——调整网板——试印——检查印刷效果——确认OK;一(网板印刷优点(1) 网板印刷有较强的遮盖率及耐醇性; (2) 网板印刷有方便操作,成本较低的优势; (3) 网板印刷较大字体是目前唯一的选择不可替代; 二(网板印刷确点(1)网板印刷产能较低,印刷小字体效果相对较差;(2)在凹凸不平面上进行印刷,效果相对较差; 移印机印刷原理一( 移印是通过客户提供的美工图输出菲林,再用专用的原材料、感光胶、显影水、蓝水及硝酸,通过腐蚀的原理制作钢板,然后再把钢板装在移印机固定的地方,选好移印胶头,加入油墨,通过转印的原理进行印刷;二( 移印流程制作:制作钢板——调整移印机参数——试印——检查移印效果——确认 OK;三( 移印的优点1)移印可以在凹凸不平的产品表面进行印刷; 2)移印操作性强,产能较高,可比网板印刷高一倍; 四(移印的缺点1)移印印刷,遮盖率相对较差,容易漏底; 2)移印印刷没有办法,印刷较大的字体; UV油墨一(UV油墨的优点(1) 优异的装饰性,光泽度,颜色可调节;力超强,耐醇强及耐用任何日用化学品的侵蚀; (2) 附着(3) 需过UV拉,通过光来固化油墨;(4) 性能相对较为稳定,成本较高;二(UV油墨的缺点(1)丝印后不可返修;(2)成本较高,操作较为不便问题点及改善对策(1) 附着力不够原因分析1):UV拉光线不够;改善方法:调整UV拉的光线;原因分析2):产品表面来处理干净:改善方法:丝印前处理好产品表面;烫金一、烫金原理(1) 烫金是一种不用油墨的特种印刷工艺,所谓烫金是指在一定湿度和压力下将电化箔烫印到承印表面的工艺过程;(2) 烫金的工艺流程:烫印准备:装烫金纸—设定温度、压力参数—试烫—再测试效果,其主要的原理是利用热压转移的原理,承印到产品表面; 二、烫金的优点1)烫金纸有优异的保护性及良好的装饰性; 2)颜色鲜艳漂亮,亮度高(可根据客户选择颜色); 3)优异的耐醇性,及耐日用化学品的侵蚀; 4)可以在ABS、HIPS、PC、PMMA各种塑胶上烫印; 四( 烫金的缺点1)对素材要求高,2)成本较高五( 烫金在生产过程中的问题点:(1)脱金原因分析1):烫金机温度不够;改善方法:加烫金机温度、烫金机温度控制在160度; 原因分析2):烫金机压力不够;改善方法:加烫金机压力,将烫金机压力控制在4KG; 原因分析3):烫金纸附着力不够;改善方法:通知厂商更换烫金纸;原因分析4):烫金施工现场湿度过大;改善方法:减少施工现场的湿度;(2) 桔皮原因分析1):油漆喷涂过厚改善方法;控制油漆喷涂的厚度(3) 尘点/泡点原因分析1)施工现场有灰尘改善方法;改善施工现场的环境原因分析2)喷涂表面有油渣改善方法;在烫金前打磨处理原因分析3.)切烫金纸没有切好改善方法;更换新的刀片。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
泛白 不对色 光泽度不合要求 桔皮
针孔
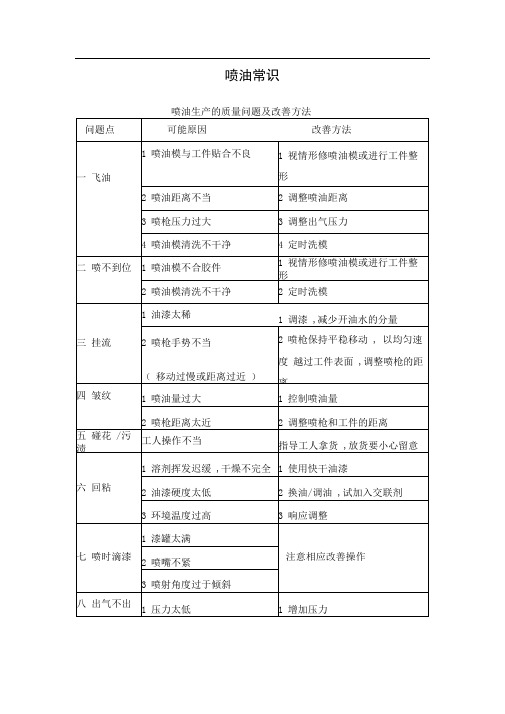
手工喷油生产质量问题及改善方法一览表
可能原因 。漆缸太满 。喷嘴未紧 。喷射角过于倾 。压力太低 。漆粘度太大 。无压过大﹐干出漆不足 。压太小﹐出漆孔塞 。缸内漆量小 。枪顶针未经调整 。漆料未过气道 。压力太高 。油漆未过滤﹐有杂物 。喷具不洁 。喷垒色时﹐底漆未干一喷面漆
PRINTERENG.CO.,LTD 供货商承造。 2﹐移印钢板 本厂所用移印钢板全部由协作商”专业移印”承造。 钢板的尺寸是以印刷图案的面积来衡量﹐通常钢板面积不需太大﹐否则很难固定钢板在油盘上的位置。
而不同尺寸的钢板要配合尺寸相符的油盘﹐刀来和油扫。 移印钢板的安装调试﹕首先装好钢板﹐必须紧贴油盘底面﹐固定好钢板﹐令其不可能后左右移动﹔然后
要移印的循环次数。
3﹐根据环境气候﹐油墨﹐开油水﹐钢板图案深浅﹐气压大小(通常 3~~5BAR)等来调节移印胶头的前后
运动﹐延时数据。
三﹐移印生产工艺流程图
移印机
移印钢板
固定
移印胶头
安装
刮油系统 **油盘 **油扫 **刮力
安装清洁
移印油/开油水 移印底模
开油调稀 反复调机/试印/定位
清洁﹐ 待印工件
像
。调整喷枪与工件距离
。喷枪距离工件太远或太近溶剂很快干燥所 。保证足够高空气压力
致
。空气压力太低﹐油漆雾化不良﹐平流性差
。稀释剂挥发太快﹐漆膜来不及补充干燥后 。调整开油水(加入慢挥发溶剂)
形成针孔
。充分保证清除压缩空气中水份
。压缩空气中水份道致
问题表现 光泽弱(哑色) 发光
可能原因 。漆料稀(稀释剂加入太多)膜薄 。涂面潮湿﹐油漆光泽度差 。天气湿度影响 。天气湿度影响
改善方法 。注意相应改善操作
。增加压力 。加开油水 。调压﹐增大漆输出量 。增压通孔 。漆漆 。调节顶针螺帽 。喷时先开气道后调顶针 。调低压力 。油漆过滤干净 。清洁喷具 。控制开油水挥发性及干燥时间
。油漆遮盖力差
。换漆
。油膜太薄
。适当喷厚漆层
。油漆中含水
。加入抗油剂/防潮剂
。压缩空气中含水
。压缩空气除湿(增加干燥机或油水分离
裂
清除应力措施(如退火)。颜Leabharlann 影响。采用快干型油漆及开油水
。面漆﹐底漆配置不当
。调油漆加入力架
。底漆宜薄﹐稀﹐干后再上面漆
问题表现 飞油 喷不到位 挂流 皱纹 碰花/污槽 回粘
可能原因 。喷油模与工件贴合不佳 。喷油距离不当 。喷枪压力清洗不干净 。喷油模不合胶件 。喷油模清洗不干净 。油漆太稀 。喷枪手势(移动过慢或距离过近)
次数)程序来印刷罩色或套印双色至多色图案﹐可进行 1~~3 次滚动印刷﹐1~~2 色转盘印刷及 2~~6 色推盘印刷。
(注﹕移印大图案面积需分段印﹐但需留意印搭错位问题。)
二﹐移印操作基本原理
1﹐打开气阀
开电闸
按下刮刀动作按钮
再按下起动按钮
按下自动循环印刷按钮
移印机开始工作。
2﹐根据移印图案的要求﹐调节前后动作气掣及刮刀起落无掣﹐如是多色印刷﹐可通过功能读数调节所需
移印生产工艺知识
一﹐移印生产的概念
移印----一是利用”显像”的原理﹐将要印刷的图案先蚀刻在铜板上﹐然后在移上利用软的胶垫(硅橡胶头)
把油墨转移印刷在对象上。
移印能够适于多种工件﹐形状位置的印刷﹐且调整印刷位置极为方便﹐而且所印装饰图案的效果比喷油
﹐丝印﹐烫印更显精致美观。
移印机是移印生产的核心﹐它是利用压缩空气作为原始动力﹐用电信号控制胶头运动和移印动作(如印刷
。喷涂量过大 。喷枪距离太近 。工人操作不当
。溶剂挥发运级﹐干燥不完全 。油漆硬度太低 。环境温度过高
改善方法 。视情形修喷油模或进行工件整形 。调整喷涂距离 。严格定出洗模频率 。视情形修喷油模或进行工件整形 。认真清洗﹐严格定出洗模频率 。调漆﹐减少开油水份量 。喷枪保持平稳移动﹐以均匀速度越 过表面﹐调整喷枪距离 。控制喷漆量﹐保持喷涂层 。调整喷枪与工件表面距离 。指导工人拿货﹐放货要小心留意清 洁干净 。使用快干油漆 。换油/调油试加入交联剂 。相应调整
改善方法 。保证正常的粘度 。加光油重调油 。加入防白水 。加入哑浆/哑粉
外观粗糙
涂层发脆
起泡
界油甩油
擦油甩油 冲砂甩油 AGING 变色 Pre-con 变色 AGING 甩油 Pre-con 甩油 表面裂纹(龟裂)
。涂面不干净
。喷枪﹐喷油模清洁不好
。施工环境尘污影响
。漆太稠未流平即干燥
。时节枪离工件太远﹐溶剂喷涂中挥发太
足
换油
。漆本身质量差
。将胶件表面抹干净(尤其不能有脱
。胶件表面不干净
模剂等油脂成份)
。漆膜硬度过低
。换油或调油加入交联剂
。漆膜未干净
。足够时间令漆膜干透
。漆膜太薄
。喷厚
。漆膜硬度﹐耐磨性不够
。换油﹐加入交联剂
。油漆颜色不稳定
。换油(改变颜料成份)
。树脂耐候性差
。换油
。加入光油调试
。胶件内应力在开油水作用下释放产生开 。前工序保证胶件应力不过大及采取
多
。涂层配置不合理﹐底漆与面漆硬度差异 。调油(面漆硬度要低于底漆)
大
。重较油
。涂料配置不当﹐固化剂过多
。换油(更改色料成份)
。色料影响
。底漆未干时喷面油底漆溶剂难发挥或底 。针对相应改善
漆潮气太大﹐水分隔离油漆层﹐受热时 。用油水分离器保证空气干燥
水分蒸发鼓泡
。压缩空气中含有水份
。开油水配置不当﹐溶剂对树脂溶解力不 。重调开油水(先试加环已酮)
器
。环境空气潮湿
。加大防潮剂用量
。油漆中含水
。配漆注意防水﹐加抗油剂
。压缩空气中含水
。压缩空气管除湿
。选用溶剂蒸发太快﹐刀架突然冷却
。调整油水溶剂成份
。油漆较色﹐调油问题
。重新较油
。压缩空气中油份影响局部有油斑
。将压缩空气油份过滤干净
。选择光油(力架)不当
。重调油/重喷
。溶剂选择不当﹐挥发速度不匀产生涡流现 。调换开油水溶剂成份
移印生产 (抹油/补油)
包装排盒(隔离防尘污)
移印半成品
四﹐移印机各部分说明
1﹐移印机主机 选择合适的移印机--------要考虑印刷对象的面积及体积大小选定移印机﹐根据需要选择”单色﹐”双色”
或”滚动式”印刷等功能﹐而依照机器《操作说明书》来选择及使用表盘﹐按键﹐确定相应功能及设定工艺参数。 本厂使用移印机占绝大比例的机型 是﹕PM268ES(互通)。 制造商﹕WUTUNG ENGINEERING CO,LTD(互通工程有限公司)另有少量多色机是由 PAD