精酿啤酒讲解
认识精酿啤酒
认识精酿啤酒一、什么是精酿啤酒?所谓的“精酿”,是用更传统、更好的原材料酿造出的高浓度优质啤酒,也可以说是人们对于啤酒更高一层的追求,以下三点是通用的对精酿啤酒的定义。
1、产量比工业啤酒少,一般的工业啤酒年产量在几百万吨,而精酿啤酒每年的产量小于600万桶,这个差距属实有点大。
2、传统性,精酿啤酒的制作工艺具有传统性,只用传统的麦芽、酵母酿造,有时加入辅料也只是为了增加啤酒的风味和口感。
二、精酿啤酒和工业啤酒有何区别?1、口感风味不同精酿啤酒:麦芽浓度比较高,口感丰富、饱满,香气怡人,并且每种精酿都有独特的风味。
工业啤酒:喝惯了精酿啤酒的人,会发现普通工业啤酒的喝起来没什么味道,从指标上来看确实麦芽浓度不如精酿啤酒高,味道也比较单一,但好在价格便宜。
2、发酵工艺不同精酿啤酒大多采用的是艾尔工艺,发酵时间较长,一般在1—2个月左右,也正是酵母的充分发酵,麦芽汁浓度比普通啤酒要更高,风味更浓郁。
而工业啤酒一般使用的是拉格工艺,对工业啤酒而言更追求“生产率”,因此工业啤酒发酵期通常都比较短,大多在7天左右,致使发酵不充分,麦芽浓度较低,香气降低、整体风味清淡,但产量高。
3、原料成本不同工业啤酒为了扩大市场规模,为了追求更多的利益,降低成本,减少酿造时间,会在原料中加入大米、淀粉等成本,这些东西出糖率高,能使麦芽浓度更高,酿造时间更短,但缺点酿出来的啤酒“淡如水”,这就是为什么很多人说工业啤酒是“水啤”的原因。
而精酿啤酒的用料是有规定的,原料基本只有:水、麦芽、啤酒花和酵母,但主要酿造用的原料还是保持传统。
酒精度不同啤酒的酒精度和麦芽度是两个不同的概念,酿造啤酒的时候,麦芽、大米、淀粉等会先经过糖化形成麦芽汁,一般来说这个浓度越高啤酒的品质越高,喝啤酒喝的就是麦香发酵的奇妙滋味。
酒精度是麦芽汁二次发酵的产物,加入啤酒花、啤酒酵母后,会把麦汁中的麦芽糖部分转化成酒精和二氧化碳,一般来说也是麦芽汁浓度越高,酒精的浓度也就越高,啤酒讨论酒精度没什么太大的意义。
精酿啤酒讲解
啤酒发酵啤酒是酒类中酒精含量最低的饮料酒,而且营养丰富。
啤酒发酵就是利用啤酒酵母对麦汁中的某些组分进展一系列的`生物化学代谢,产生酒精及各种风味物质,形成具有独特风味的酿造酒。
1、实验目的通过小型装置熟悉啤酒酿造全过程及其中间控制。
2、要求〔1〕熟悉酿造装置及其设备的主要特性;〔2〕熟悉啤酒酿造工艺及啤酒酿造设备的操作;〔3〕通过试验理解发酵液的变化,如:酵母细胞浓度,酵母芽生率等;〔4〕锻炼同学在消费中分析问题和解决问题的才能。
3、实验装置及其原辅料3.1 原辅料麦芽:澳麦麦芽,焦香麦芽酒花:苦花、香花酵母:下面酵母〔S-189〕3.2 实验装置实验装置为微型啤酒设备〔引进山东中德设备〕本啤酒消费系统主要设备构成如下:〔1〕糖化系统:包括麦芽粉碎机、糖化锅、过滤槽、麦汁泵。
〔2〕发酵系统:发酵罐、酵母添加罐。
〔3〕CIP洗涤系统:包括消毒罐、碱水罐、消毒车。
〔4〕换热系统:薄板换热器。
〔5〕制冷系统:包括冰水罐、冰水制冷机组、冰水泵。
4、实验步骤4.1 麦芽粉碎设备检查:查看粉碎机料斗内有无杂质,零部件是否紧固,电源线是否接好、是否有裸露。
电机接地、其它附件是否正常,如无异常,准备粉碎。
4. 原料检验:麦芽粉碎前,仔细检查麦芽外观质量,有无霉烂现象,不同酒种每批粉碎量为:大麦啤酒:大麦芽15-20kg〔依麦芽质量定〕,焦香麦芽200-400g;小麦啤酒:大麦芽、小麦芽各8-10kg;黑啤酒:大麦芽16-18kg,焦香麦芽2-4kg;黑麦芽1kg。
★特别注意:大麦芽应当即粉即用,不宜长时间保存,更不可过夜。
焦香麦芽、黑麦芽粉碎时,不得润水。
4. 将麦芽参加料斗中,开场粉碎,粉碎过程中,随时取样检查麦芽粉碎情况,根据麦芽粉的粗细,适当调整磨盘与固定盘的间隙和进料量,粗、细粒比例为1:2.5。
4.1.4 粉碎时操作人员应该佩戴防尘器具,粉碎过程中严禁将手伸进料斗内,粉碎室内严禁烟火。
4.1.5 后处理:粉碎完毕后,切断电源,回收内存物料,清理设备上的粉尘及地面卫生。
精酿知识讲解

精酿知识讲解精酿啤酒是一种传统而精细的酿造艺术,它注重细节和品质,成为了众多酒迷们的追求。
下面我将为大家介绍一些关于精酿啤酒的知识,带您走进这个美妙的世界。
精酿啤酒的酿造过程非常讲究,从选材到发酵,每一个环节都需要精心呵护。
首先是选材,精酿啤酒酿造所使用的原料非常重要,麦芽、酵母、水和啤酒花都会对最终的口感和风味产生影响。
麦芽是主要的发酵原料,它经过研磨和糖化过程,释放出淡淡的麦香。
酵母是发酵的关键,不同的酵母菌会给啤酒带来不同的风味和口感。
啤酒花则赋予了啤酒苦味和花香。
接下来是糖化和发酵过程。
糖化是将麦芽中的淀粉转化为可发酵的糖,通过加热和酶的作用来完成。
发酵是将糖转化为酒精和二氧化碳的过程,酵母通过呼吸作用将糖分解,产生酒精和二氧化碳。
发酵温度和时间的控制非常重要,它们会直接影响到啤酒的风味和口感。
精酿啤酒的风味种类繁多,从清爽的淡啤到浓郁的黑啤,每一种都有着独特的魅力。
淡啤是最常见的一类,它色泽清澈、酒体轻盈、口感清爽。
浓郁的黑啤则色泽深沉、酒体厚重、口感丰富。
除了这些常见的风味,还有很多特色的精酿啤酒,如果味啤酒、咖啡啤酒等,它们给人们带来了更多的选择和惊喜。
精酿啤酒的魅力不仅在于它的口感和风味,更在于它背后的故事和人情味。
每一款精酿啤酒都有着酿酒师的心血和独特的创意,他们通过不断的尝试和改良,打造出了属于自己的独特风格。
精酿啤酒也成为了很多酒吧和餐厅的招牌,它们提供了一个与朋友们分享和交流的场所,让人们感受到啤酒文化的魅力。
精酿啤酒是一门博大精深的学问,它需要酿酒师们的耐心和智慧,需要品酒师们的敏锐嗅觉和细腻味觉。
品尝一杯精酿啤酒,不仅仅是满足口腹之欲,更是一种对生活品质的追求和享受。
让我们一起走进这个精酿啤酒的世界,感受其中的乐趣和独特魅力。
精酿的分类

精酿的分类
精酿啤酒主要按照酿造方式和口感风味进行分类。
按照酿造方式分类:
1. ALE(艾尔):顶层发酵,酿制温度较高,口感香浓、果味浓郁。
2. LAGER(拉格):底层发酵,酿制温度较低,口感清爽、易饮。
3. STOUT(斯托):口感浓郁、厚重,呈深色调,常含有咖啡、巧克力等口味。
4. IPA(印度淡色艾尔):以酒花的苦味为特色,口感较为苦涩,常带有柑橘、花香等风味。
按照口感和风味分类:
1. SOUR BEER(酸啤酒):口感酸涩、清爽,常带有果香、酸味等风味。
2. FRUIT BEER(水果啤酒):在酿造过程中加入水果或果汁,口感鲜甜、果味浓郁。
3. BARREL-AGED BEER(桶陈啤酒):在橡木桶中陈酿,口感复杂、香气浓郁。
另外,精酿啤酒还可根据麦芽类型进行分类:
1. PILSNER(比尔森):以淡色麦芽酿制,口感清爽、容易入口。
2. WHEAT BEER(小麦啤酒):以小麦麦芽为主要原料,口感柔和、微酸。
3. PORTER(波特):以黑色麦芽为原料,口感浓郁、滑顺。
精酿啤酒的分类方式较多,具体可咨询精酿啤酒爱好者获取更多信息。
什么是精酿啤酒什么是原浆啤酒什么是鲜活啤酒
懂啤酒的人都知道啤酒分为好多种,精酿啤酒,原浆啤酒,鲜活啤酒,那什么是精酿啤酒,原浆啤酒,鲜活啤酒呢,今天我们就讲一下这几种啤酒。
字面意思——精酿啤酒,craft beer,字面上翻译过来就是,手工啤酒。
这个词更能体现酿酒师们的匠心——坚持传统对味道的高要求,对原材料的坚持,对传统酿酒精神的继承。
1516年,《德国啤酒纯酿法令》规定,啤酒酿造只允许使用麦芽、啤酒花、水和酵母这四种原料,如此对原料的纯粹要求与现代的精酿啤酒理念契合。
美国酿酒师协会(Brewers Association, BA)对精酿啤酒的权威解释“精酿啤酒成分是:水、麦芽、啤酒花、酵母”表现了成分带来的纯粹和保障。
具体来分析下这些成分在啤酒中的作用:麦芽;麦芽所含的糖分在发酵过程中,会给啤酒带来二氧化碳、乙醇与甜味、焦味和坚果、咖啡等香味;不同品种的麦芽,对啤酒的颜色与口感有不同影响。
啤酒花;啤酒花是一种藤蔓植物,是天然的防腐剂,它为啤酒带来苦味与香味。
啤酒花的品种超过120种以上,不同的组合配置,就可以调配出千万种不同的风味,因此可以说精酿啤酒文化是一种创新运动。
酵母;酵母将糖分分解出酒精与二氧化碳,不同的酵母会在不同的温度下,产生风味各异的效果。
精酿啤酒的酵母有三种:拉格酵母、艾尔酵母、天然发酵。
不过常见精酿啤酒里艾尔和拉格发酵的数量较多,发酵后的酵母,上浮在酒液上,称为上层发酵(Ale),往下沉淀,则称为下层发酵(Lager)。
全世界约有2万多种各式各样种类、口味、特色的啤酒。
有远从古罗马时代就开始酿制的修道院啤酒,有农场家庭式每年会出固定产量的精酿啤酒,还有突破传统的丹麦啤酒等,要解释精酿啤酒的种类,可能要写一本书那么厚。
啤酒发酵需要时间,工业啤酒为了节约成本,大幅缩短酿造时间、增加产量与稳定风味,一般会大米、淀粉等代替麦芽,有的还会有其他添加剂,大规模流水线上的工业啤酒,味道寡淡而单一。
除此之外,我们可以从这张精酿啤酒与工业啤酒的对比图中看出他们的差别。
精酿啤酒简介

精酿啤酒在全球的流行
01
近年来,精酿啤酒在全球范围内逐渐流行起来。这种趋势与消费者对高品质、 个性化产品的需求密切相关。精酿啤酒的多样性和独特性吸引了越来越多的消 费者,他们愿意为高品质的啤酒支付更高的价格。
奶酪
精酿啤酒的酸味和奶酪的咸味相互补充,可 以提升彼此的味道。
海鲜
海鲜的鲜味与精酿啤酒的苦味和香味相互衬 托,可以增加食物的层次感。
甜点
精酿啤酒的酸味和甜点的甜味可以形成对比 ,使味道更加鲜明。
精酿啤酒的配对技巧
01Βιβλιοθήκη 0203相似口感配对
选择与精酿啤酒口感相似 的食物配对,如香草味啤 酒配以烤鸡或烤鱼等。
02
精酿啤酒注重品质和口感,通常使用天然原料,如麦芽、酵母
和水,不添加任何人工香精、色素或防腐剂。
精酿啤酒的酿造过程通常需要较长时间,以确保啤酒的口感和
03
品质达到最佳。
精酿啤酒的分类
艾尔啤酒
一种顶部发酵的啤酒,带有水果和香料等味 道,口感较为轻盈。
IPA(印度淡色艾尔)
一种艾尔啤酒,味道浓郁,带有强烈的苦味 和香味,通常使用大量的啤酒花。
02
此外,精酿啤酒也得到了越来越多酒吧和餐厅的支持和推广。这些场所通常会 提供多种精酿啤酒品牌和口味供消费者选择,进一步推动了精酿啤酒的流行。
03
总的来说,精酿啤酒已经成为全球范围内的一种趋势和文化现象。它不仅代表 了高品质、独特口感的啤酒,还代表了消费者对个性化、差异化的追求和对传 统酿造工艺的尊重。
罗格(Rogue)
精酿啤酒培训详细介绍解说内容宣讲PPT课件

1、精酿啤酒用来区别于大部分常见的工业啤酒(青岛、雪花、燕京、百威、喜力、嘉士伯)。这和其口味是苦是甜,是香是酸,酒精度的高低与否,并没有直接关系。
2、在大众啤酒日趋饱和的大背景下,中国啤酒市场呈现高端产品快速发展的趋势,随之精酿啤酒市场被越来越多的人看好,精酿啤酒增长显著。
什么是精酿啤酒?
目 录
精酿啤酒的来源及种类Please enter a title
01
精酿啤酒畅销的原因Please enter a title
精酿啤酒培训课程Please enter a title
02
03
精酿啤酒的来源及种类
01
精酿啤酒的来源及种类
精酿啤酒的概念
由于精酿啤酒这个概念是美国人发起的,所以我们引用美国酿造者协会BA对精酿酿造者的要求:
精酿啤酒畅销的原因
另外,苦烈的啤酒价钱更贵,这也是原因之一。加利福尼亚理工学院的普拉斯曼教授曾在2007年作过研究,人们真的相信,同一种酒从标价90美元的瓶子里倒出来时,比装在标价10美元的瓶子里要美味。
不仅测试者的主观评分如此,连他们通过fMRI扫描出的大脑活跃度也如此。“当他们喝下那些昂贵的啤酒而非大路货时,也向外传送着一种高人一等、品位非凡的感觉。”普拉斯曼说。
如果你能欣赏一种很小众的东西,甚至用一种自虐的方式,那么你会得到一种与众不同的满足感。
这就是为什么精酿啤酒越苦越畅销的原因。
精酿啤酒畅销的原因
精酿啤酒畅销的原因
有些人天生就有奇怪的口味:臭豆腐、霉芝士……这些匪夷所思的食物在全世界都不缺粉丝。然而,人们对于甜的爱好和对于苦的憎恨却是一致的。大部分人会立刻开始恶心。
从进化学角度讲,这是有道理的。许多苦味的东西并没有什么营养价值,不毒死人就不错了,所以这种偏好其实保护了我们自己。
精酿啤酒标准

精酿啤酒标准
精酿啤酒标准主要涉及以下几个方面:
1. 原料选择:精酿啤酒的原料选择一般包括麦芽、啤酒花和酵母。
高质量的麦芽和适量的啤酒花可以为啤酒提供更丰富的口感和风味,并且合适的酵母可以确保啤酒的发酵质量。
2. 酿造工艺:精酿啤酒的酿造工艺通常采用传统的手工制作方式,强调手工操作和小批量生产。
这样可以更好地控制发酵过程和提升啤酒的品质。
3. 酿造设备:精酿啤酒通常会选择更加先进和精密的酿造设备,以确保酿造过程的稳定性和控制性。
4. 发酵过程:精酿啤酒的发酵过程一般会更长,以确保酵母充分发酵和去除杂质,同时也有利于啤酒风味的形成。
5. 无添加剂:精酿啤酒通常不添加任何化学物质或添加剂,以保持酒味的纯正和口感的自然。
总的来说,精酿啤酒标准强调质量、口感和风味,通过原料选择、酿造工艺、设备以及无添加剂等方面的把控,以提供更加独特和高品质的啤酒产品。
这才是精酿啤酒和普通啤酒的区别

1 原料不同郁、酒体醇厚、滋味复杂多变,⼯业啤酒的⼝感和⾹⽓⽆法与之相⽐,就像⾼汤和⽔的差距。
尤其在风格多样化上,⼯业啤酒更是望尘莫及,因为它只有⼀种风格,⽽精酿啤酒将不同的原料和不同的⼯艺结合衍⽣出上百种风格。
除此之外,以上各点还有需要补充说明之处。
1 原料选择的⽬的不同精酿啤酒讲究创新,在基础的四种原料外,⼤胆地尝试新原料,加⼊了很多匪夷所思的东西,有的精酿啤酒也会采⽤⽟⽶、淀粉这类原料,不过始终坚持不使⽤⼈⼯添加剂。
所以两者的区别不在原料种类,⽽在于精酿更重视原料的天然,选择原料的⽬的是为了突出啤酒的风味,⽽⼯业啤酒是为了降低成本。
2 不能⽤⼯艺来区分⼤体上看,精酿啤酒和⼯业啤酒的⼯艺好像不同,其实,⼀些精酿啤酒也会采⽤拉格⼯艺(下发酵⼯艺)。
所以不能把⼯艺当作区分⼆者的绝对标准。
3 不能⽤保质期长短来区分实际上,精酿啤酒有很多可以长期存放,像⼀些⾼酒精度的精酿啤酒,长期储存反⽽可以凸显啤酒的风味,在市场上可以看到很多这类保质期长达2年的精酿啤酒。
另外,部分⼯业啤酒也开始尝试开发新产品,⽣产出⼀些保质期短的啤酒,⽐如原浆类产品,保质期通常为6个⽉。
精酿啤酒是正在发展中的事物,并不能以⽬前的情况定义将来。
所以,我认为不能⽤保质期长短来区分两者。
精酿啤酒喜欢创新突破,喜欢打破常规,也许某天精酿圈的风向就变了,谁也说不准。
4 营养价值待定营养价值的问题需要专业⼈⼠做出鉴定,拿出有⼒的证据。
商家出于宣传⽬的有时会制造噱头,所以对营养价值问题,本⽂暂不讨论。
5 酒精度和麦芽汁浓度区分不可靠同保质期⼀样,精酿啤酒也有低酒精度和低麦芽汁浓度的,所以不能说所有的精酿啤酒酒精度和麦芽汁浓度都⽐普通啤酒⾼。
6 历史起源说明两者的区别不在于啤酒风格回顾啤酒的发展历史,可以看到精酿啤酒和⼯业啤酒清晰的风格衍变脉络。
⼴义上的精酿啤酒起源早,在⼯业啤酒产⽣前就诞⽣出众多风格类型,如艾尔、世涛、波特、IPA等,流传⾄今,衍变出数不清的变种。
精酿啤酒品味独特醇香

精酿啤酒品味独特醇香啤酒是一种广受欢迎的饮品,而精酿啤酒则因其独特的品味和醇香的口感而备受关注。
精酿啤酒,顾名思义,是一种采用传统酿造工艺,注重细节和品质的啤酒饮品。
它们与大众化的啤酒品牌相比,更具有个性、创新和艺术性。
本文将介绍精酿啤酒的酿造过程、特点以及品味上的独特之处。
一、酿造过程精酿啤酒的酿造过程可以分为四个主要步骤:麦芽处理、糖化、发酵和精致调味。
首先,麦芽处理。
精酿啤酒采用高质量的麦芽,经过磨碎、加热和溶解,使得其中的淀粉转化为可发酵的糖分。
接下来是糖化。
将麦芽与热水混合,经过一定的时间和温度控制,麦芽中的酶能将淀粉酶解为葡萄糖,这是发酵的原料。
然后是发酵。
发酵是精酿啤酒酿造过程中最重要的一步。
酵母会将糖分转化为酒精和二氧化碳,使啤酒获得特有的醇香口感。
最后是精致调味。
精酿啤酒酿造师可以根据需要添加不同的配料,如酒花、水果、香料等,以增添啤酒的风味和个性。
二、特点精酿啤酒相对于大众化啤酒品牌具有以下几个特点:1. 原料选择:精酿啤酒更注重原料的质量和来源。
它们通常选用高品质的麦芽、酵母和酒花,甚至有些酿造师会特地选用有机或本地产的原料,以保证啤酒的口感和品质。
2. 创新和多样性:精酿啤酒师有更多的创意和自由度,他们可以尝试不同的配方和工艺,创造出各种独特和口感多样的啤酒。
这种多样性使得每一杯精酿啤酒都有自己的故事和个性。
3. 小批量生产:相较于大型酿酒厂,精酿啤酒的生产规模较小,通常以小批量的方式酿造。
这样一来,精酿啤酒酿造师可以更加关注细节,确保每一瓶啤酒的品质和口感。
4. 社区和粉丝文化:精酿啤酒的酿造往往与一个社区紧密联系在一起。
人们喜欢去精酿啤酒酒吧聚会,品尝新鲜酿造的啤酒,并与酿酒师和其他啤酒爱好者交流。
这种独特的社区和粉丝文化使精酿啤酒更具亲和力和归属感。
三、品味精酿啤酒的品味是其最大的亮点。
由于采用了精细的酿造工艺和高质量的原料,精酿啤酒往往更加浓郁、复杂和醇香。
它们可能具有水果、花香、香料、坚果等风味特点,给人留下深刻而独特的印象。
精酿啤酒标准

精酿啤酒标准一、原料精酿啤酒主要使用麦芽、啤酒花、酵母和水等原料进行酿造。
其中,麦芽是啤酒的主要糖源,提供了啤酒所需的甜味和口感;啤酒花则赋予啤酒独特的苦味和香味;酵母则是进行酒精发酵的关键微生物;水则影响了啤酒的口感和风味。
二、酿造工艺精酿啤酒通常采用上发酵工艺,即酵母在麦芽汁的表面进行发酵,产生酒精和二氧化碳。
此过程中,酵母将麦芽汁中的糖分转化为酒精和二氧化碳,经过过滤和包装等工序后即可得到精酿啤酒。
三、酒精度精酿啤酒的酒精度通常在4%到20%之间,很少有超过这个范围的。
酒精度的高低影响了啤酒的口感和品质,较高的酒精度能够带来更浓郁的口感和更丰富的香气。
四、苦味度精酿啤酒的苦味度因所使用的啤酒花种类和数量而异。
通常来说,苦味度在10到50之间被认为是适中的,很少有超过这个范围的。
苦味度可以带来清新的口感和独特的香味,但过高的苦味度会影响啤酒的整体品质。
五、口感精酿啤酒的口感因所使用的原料和酿造工艺而异。
一般来说,精酿啤酒口感丰富,有浓郁的麦芽香味和适度的苦味,同时还有独特的果香和花香等香味。
此外,精酿啤酒的口感也分为干、中干、中湿等不同类型,以满足不同消费者的需求。
六、品质精酿啤酒的品质因所使用的原料、酿造工艺和生产环境而异。
一般来说,精酿啤酒品质较高,具有浓郁的香味、独特的口感和清新的颜色等特点。
此外,精酿啤酒的生产过程严格控制,保证了产品的质量和安全性。
七、种类精酿啤酒种类繁多,包括淡色啤酒、浓色啤酒、果味啤酒、烟熏啤酒等。
这些种类不仅口感各异,而且颜色、泡沫、香气等也有所不同。
每种类型的精酿啤酒都有其独特的特点和适用场合,可以根据个人口味进行选择。
精酿啤酒有哪些特点
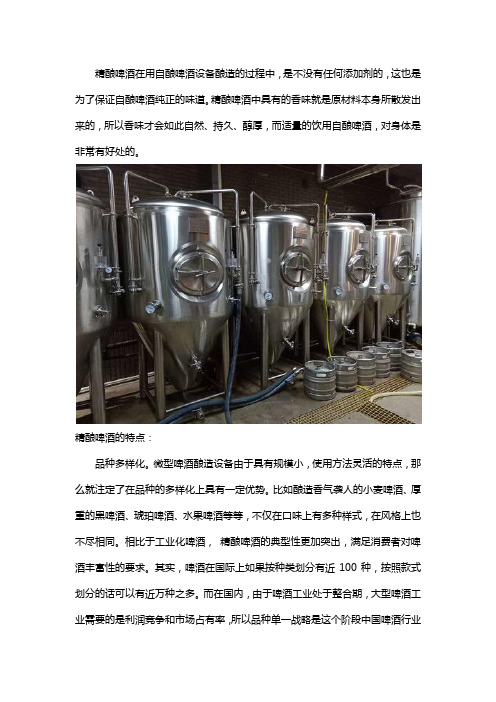
精酿啤酒在用自酿啤酒设备酿造的过程中,是不没有任何添加剂的,这也是为了保证自酿啤酒纯正的味道。
精酿啤酒中具有的香味就是原材料本身所散发出来的,所以香味才会如此自然、持久、醇厚,而适量的饮用自酿啤酒,对身体是非常有好处的。
精酿啤酒的特点:品种多样化。
微型啤酒酿造设备由于具有规模小,使用方法灵活的特点,那么就注定了在品种的多样化上具有一定优势。
比如酿造香气袭人的小麦啤酒、厚重的黑啤酒、琥珀啤酒、水果啤酒等等,不仅在口味上有多种样式,在风格上也不尽相同。
相比于工业化啤酒,精酿啤酒的典型性更加突出,满足消费者对啤酒丰富性的要求。
其实,啤酒在国际上如果按种类划分有近100种,按照款式划分的话可以有近万种之多。
而在国内,由于啤酒工业处于整合期,大型啤酒工业需要的是利润竞争和市场占有率,所以品种单一战略是这个阶段中国啤酒行业的无奈选择,那么就给予了多种类的精酿啤酒以巨大的发展空间。
品质更高。
由于微型设备现场精酿、现场消费,不经过滤、不需杀菌处理、所以口味更纯正、更新鲜、营养更丰富。
相对于工业化的啤酒,要经历巴氏杀菌,新出现并开始在国内大规模推广的纯生啤酒酿造技术虽然解决了热处理对风味物质的损失,但仍然需要精细过滤来提高啤酒的生物稳定性和非生物稳定性,其实对风味和营养成分仍然有影响。
大多数的纯生啤酒生产企业为了包装的贴标质量,在低温灌装后会采用30℃左右的温瓶工艺,所以说工业化的纯生啤酒实际上也无法达到理想中的风味稳定性。
精酿啤酒的前店后厂模式则不然,因为不需要包装、运输销售,而是在发酵罐里直接打出来饮用,从而使得绝大多数营养物质和啤酒风味物质直接展现在消费者面前,让消费者品尝到只有酿酒师才能喝到的发酵罐里的原浆啤酒。
随着中国经济持续的增长,人均可支配收入不断增加,对个性化产品需求也会不断提高。
精酿啤酒对于原材料的要求比较高,原料配比一般采用进口麦芽,不添加辅料、大米、淀粉等,糖化的时候注重麦芽汁质量,对酒花的选择比较广泛,添加酒花的方法和时间根据不同品种,以及酿酒师对酒的理解不同而风格各异,设备小、用量少,在这两个主要的原材料上,不同的酿酒师有不同的用法。
精酿啤酒知识

精酿啤酒知识1精酿啤酒概览精酿啤酒(Craft Beer)是一种特殊的啤酒,它经过特殊的酿造工艺制作而成,口感独特,具有美味的香气,同时还可以体现出啤酒的精髓。
相较于大规模啤酒生产商,精酿啤酒一般体量较小,由小型酿酒厂制作,主要流行于欧美国家。
2精酿啤酒分类精酿啤酒通常会分为几种:淡啤酒(Pale Ales)、IPA(India Pale Ales)、暗啤酒(Dark Ales)、淡水啤酒(Pilsners)和黑啤酒(Stouts)等等,这也是最常见的精酿啤酒类别,它们各有不同的口感和风格。
3精酿啤酒的成分精酿啤酒的成分和大众型啤酒的成分相比,有很大的不同。
通常,精酿啤酒会使用散发出强烈香味的新鲜酒花,而大众型啤酒则会用到大量的甜味剂。
精酿啤酒的酿造方法也与大众型啤酒有所不同,它更多地注重各种口感、香气、口感和浓度,但大众型啤酒更多地关注酿造效率和成本。
4精酿啤酒的好处精酿啤酒在口感和酿制过程上都要比大众型啤酒有所优势。
精酿啤酒中所含的啤酒花、啤酒果熟度和芳香气息让精酿啤酒比大众型啤酒更加纯正、美味,以及更具有本土特色。
精酿啤酒制作的过程也更加环保,因为它尽量避免使用添加剂,而且不会浪费大量的资源和电能。
5精酿啤酒质量管理精酿啤酒在生产过程中应遵守一定的质量管理规定,保证其口感を维持。
在酿造过程中应严格遵守啤酒原料把控的规定,确保其质量合格,为精酿啤酒的口感提供保障。
同时,酿酒厂还应确保酿酒的空气无污染,提前购买啤酒原料,检验质量,保证原料新鲜度,同时做好洁净消毒工作以保证精酿啤酒的质量。
精酿啤酒的流行以及精酿酒厂的不断增加,不仅带来了更加美味可口的啤酒,同时也改善了酿酒行业的环境负责度,使得充满乡土色彩的啤酒慢慢受到人们的青睐。
精酿啤酒介绍文案
精酿啤酒介绍文案嘿,朋友!你可知道精酿啤酒?那可不是一般的啤酒啊!想象一下,在一个炎热的夏日午后,你坐在街边的小酒馆里,面前摆着一杯冒着寒气的精酿啤酒。
它的色泽就像琥珀一样迷人,那泡沫细腻得就如同云朵一般。
你端起杯子,轻轻抿上一口,哇哦!那丰富的口感在你口中散开,有麦芽的香甜,有啤酒花的苦涩,还有各种奇妙的风味,仿佛是一场味觉的狂欢派对!这不比那普通啤酒带劲多了?精酿啤酒和普通啤酒可不一样,它就像是手工艺术品和流水线产品的区别。
普通啤酒可能千篇一律,但精酿啤酒每一款都有它独特的魅力。
就像世界上没有两片完全相同的树叶一样,每一款精酿啤酒都有它独一无二的味道和故事。
我记得有一次和朋友们去一家精酿啤酒吧,那里的老板热情地给我们介绍各种不同的精酿啤酒。
他就像一个啤酒大师一样,对每一款啤酒都了如指掌。
我们尝试了一款加入了水果的精酿啤酒,那味道,简直绝了!就好像在喝一杯带着酒精的果汁,甜甜的,超级好喝!“哇,这也太好喝了吧!”我们都忍不住惊叹。
还有一次,我尝试了一款咖啡味的精酿啤酒,你能想象啤酒和咖啡的奇妙结合吗?喝起来既有咖啡的浓郁香气,又有啤酒的清爽口感,那感觉,真的太奇妙了!就像是打开了一个新世界的大门。
精酿啤酒的世界丰富多彩,有各种不同的风格和口味。
有浓郁醇厚的世涛,有清爽怡人的小麦啤酒,有香气四溢的IPA。
每一种都值得你去探索,去尝试。
你难道不想去探索一下这个神奇的精酿啤酒世界吗?所以啊,朋友,别再只喝普通啤酒啦!来试试精酿啤酒吧,它会给你带来意想不到的惊喜和享受。
相信我,一旦你爱上了精酿啤酒,就很难再回到普通啤酒的怀抱啦!。
精酿啤酒其简介演示

日期:•精酿啤酒概述•精酿啤酒酿造过程•精酿啤酒设备与器具目•精酿啤酒的消费与文化•精酿啤酒品牌与产品推荐录精酿啤酒概述01精酿啤酒的定义一种由小型啤酒厂(通常为手工操作)生产的啤酒,使用高质量的原料和独特的酿造方法制作而成。
区别于工业啤酒精酿啤酒与工业啤酒在生产规模、原料选择、酿造工艺和口感等方面存在明显差异。
精酿啤酒起源于美国,其中许多小啤酒厂都是从20世纪70年代开始出现的。
起源发展全球传播随着时间的推移,这些小啤酒厂逐渐受到消费者的欢迎,并形成了独特的精酿啤酒文化。
近年来,精酿啤酒文化已经传播到世界各地,并成为一种时尚和品味的象征。
030201精酿啤酒的历史与发展特点各异每种风格的精酿啤酒都有其独特的酿造方法、口感和风味,如IPA具有强烈的苦味和香味,Stout则具有浓郁的咖啡和巧克力味道。
种类繁多精酿啤酒包括各种风格,如IPA (印度淡色艾尔)、Pilsner、Stout(世涛)等。
品质保证由于精酿啤酒厂通常规模较小,因此它们对原料的选择和质量把控更加严格,从而保证了产品的品质。
精酿啤酒的种类与特点精酿啤酒酿造过程02精酿啤酒使用高质量的原料,包括优质麦芽、啤酒花和酵母。
麦芽和啤酒花的品种和产地也会影响啤酒的味道和香气。
原料选择在酿造前,麦芽需要经过浸泡、糖化等处理,以提取其中的糖分和风味物质。
啤酒花则需要在煮沸过程中添加,以赋予啤酒独特的苦味和香气。
原料处理原料选择与处理糖化在糖化过程中,麦芽中的淀粉会被转化为可溶性糖,这些糖分将被酵母发酵产生酒精和二氧化碳。
发酵在发酵过程中,酵母将可溶性糖分解产生酒精、二氧化碳和其他副产物,如酯类和酚类物质,这些物质赋予啤酒独特的口感和香气。
糖化与发酵啤酒的成熟与储存成熟新酿造的啤酒需要经过一定时间的成熟和陈化,以使其中的成分充分融合,达到最佳的口感和品质。
储存储存过程中需要控制温度、光线和氧气等因素,以避免啤酒变质和氧化。
啤酒的品尝与品鉴品尝品尝啤酒时需要注意观察其颜色、泡沫、香气、口感和余味等方面,以评估其质量和特点。
百香果紫金艾尔精酿啤酒介绍文案

百香果紫金艾尔精酿啤酒介绍文案摘要:一、百香果紫金艾尔精酿啤酒简介1.以百香果和紫金艾尔为原料的果味啤酒2.采用传统艾尔酿造工艺3.适合夏季享用,清凉解暑二、百香果紫金艾尔精酿啤酒特点1.酒精度数为5%,容量为330 毫升2.优质原料,口感和品质保证3.诱人的紫红色外观三、百香果紫金艾尔精酿啤酒口感1.百香果的清新香气2.紫金艾尔的醇厚口感3.口感层次丰富,回味无穷四、百香果紫金艾尔精酿啤酒的营养价值1.百香果含有丰富的维生素C 和纤维素2.紫金艾尔含有丰富的蛋白质和多种氨基酸五、百香果紫金艾尔精酿啤酒的推荐理由1.口感鲜美2.营养丰富3.解暑佳品正文:百香果紫金艾尔精酿啤酒是一款以百香果和紫金艾尔为原料的果味啤酒。
它采用了传统艾尔酿造工艺,保留了百香果的清新口感和紫金艾尔的醇厚风味。
这款啤酒适合在夏季享用,可以带来清凉解暑的感觉。
百香果紫金艾尔精酿啤酒的酒精度数为5%,容量为330 毫升。
它采用了优质的百香果和紫金艾尔原料,确保了啤酒的口感和品质。
此外,这款啤酒的外观也非常吸引人,呈现出诱人的紫红色,让人一眼就能认出它。
在品尝百香果紫金艾尔精酿啤酒时,首先可以感受到百香果的清新香气,随后是紫金艾尔的醇厚口感。
这款啤酒的口感层次丰富,让人回味无穷。
百香果紫金艾尔精酿啤酒不仅口感好,还具有一定的营养价值。
百香果含有丰富的维生素C 和纤维素,有助于提高人体免疫力;紫金艾尔则含有丰富的蛋白质和多种氨基酸,有助于增强体力。
总之,百香果紫金艾尔精酿啤酒是一款口感鲜美、营养丰富的果味啤酒。
精酿啤酒的分类和风格

精酿啤酒的分类和风格现代精酿界对精酿啤酒的分类会根据所使用酵母类型的不同分为拉格和艾尔。
比如我们常说的工业啤酒,其实学名应该称之为“工业拉格”,艾尔应该是我们平时经常会接触到的大部分精酿,但精酿里也是会有拉格这一类酒的,所以不要觉得喝到一款拉格啤酒,就不是精酿啤酒哦!既然精酿会分为“拉格”和“艾尔”,那我们平时总听到的小麦,IPA,世涛又是什么呢?这些可以被称之为精酿啤酒的风格,因为使用的原料不同,酿造出来的每一款酒的味道和口感自然也各有不同。
今天给大家介绍一下常见的精酿啤酒风格和特点。
小麦(WHEAT BEER):一般意义上的小麦可以分为“德式小麦”,“比利时小麦(俗称的‘白啤’)”,“美式小麦”等三种常见风格。
德式小麦:会有强烈的香蕉和丁香香气,有时也会有香草、泡泡糖这类令人愉悦的味道;比利时小麦:比利时小麦因为很少过滤,所以酒体看起来会显得略微有些混浊,香气上通常会有比较明显的芫荽子,橙皮般的香气和淡淡的蜂蜜香气;美式小麦:因为使用的大量的未发芽小麦或小麦麦芽,所以浓郁的麦香香气是其代表性的香气。
所有的小麦啤酒因其较低的苦度和酒精度成为大家夏日畅饮的好选择,但也因为啤酒花的投放量较少和低酒精度,不适宜存放,所以要喝日期新鲜的!维森、福佳白、鹅岛城市312小麦,是这三种风格的代表!美式淡色拉格American Light Lager:最常见的啤酒,特点是很淡,因为加了大米或者玉米,一般没什么味道,轻微的麦芽香。
便宜,解渴!我们平时喝的最多就是这种啤酒了,比如科罗娜,雪花,燕京,青岛。
英式淡色艾尔English Pale Ale:英式淡色艾尔并不是指颜色淡,一般英式淡艾的酒体颜色为金色或古铜色,会有花香,松脂的香气,因为使用英式酒花,所以香气不会太过于浓郁外放,更为注重麦芽的表现。
在英国“淡色艾尔”一般只指“苦啤”一种口感会有焦糖,饼干,面包,苦味儿和甜味平衡的啤酒。
代表品牌富勒伦敦之颠,英式苦啤。
常见精酿啤酒种类
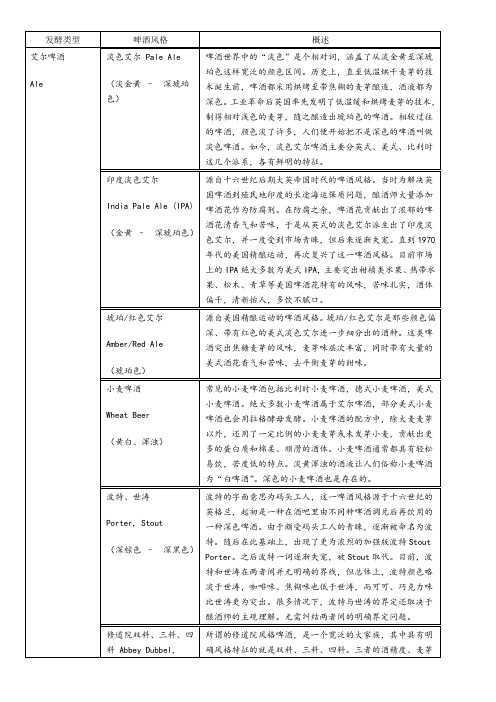
Porter, Stout
(深棕色 – 深黑色)
波特的字面意思为码头工人,这一啤酒风格源于十六世纪的英格兰,起初是一种在酒吧里由不同种啤酒调兑后再饮用的一种深色啤酒。由于颇受码头工人的青睐,逐渐被命名为波特。随后在此基础上,出现了更为浓烈的加强版波特Stout Porter。之后波特一词逐渐失宠,被Stout取代。目前,波特和世涛在两者间并无明确的界线,但总体上,波特颜色略淡于世涛,咖啡味、焦糊味也低于世涛,而可可、巧克力味比世涛更为突出。很多情况下,波特与世涛的界定还取决于酿酒师的主观理解。无需纠结两者间的明确界定问题。
发酵类型
啤酒风格
概述
艾尔啤酒
Ale
淡色艾尔 Pale Ale
(淡金黄 – 深琥珀色)
啤酒世界中的“淡色”是个相对词,涵盖了从淡金黄至深琥珀色这样宽泛的颜色区间。历史上,直至低温烘干麦芽的技术诞生前,啤酒都采用烘烤至带焦糊的麦芽酿造,酒液都为深色。工业革命后英国率先发明了低温缓和烘烤麦芽的技术,制得相对浅色的麦芽,随之酿造出琥珀色的啤酒。相较过往的啤酒,颜色淡了许多,人们便开始把不是深色的啤酒叫做淡色啤酒。如今,淡色艾尔啤酒主要分英式、美式、比利时这几个派系,各有鲜明的特征。
(淡金黄)
目前占据全球啤酒市场最大份额的啤酒种类,主流跨国大品牌的旗舰产品都属于工业淡拉格。这类啤酒颜色为淡金黄,香气、口味都比较寡淡,通常会添加大米、玉米、淀粉作为辅料,以此降低成本,淡化风味,以满足绝大多数人群的需要。
皮尔森 Pilsener/Pils
(淡金黄)
皮尔森诞生自捷克波西米亚的皮尔森地区,是世界上最早的淡色拉格啤酒,也是现代工业淡拉格的鼻祖。正宗的皮尔森啤酒不添加大米等辅料,具有清爽、清脆、干净的酒体,以及直白、简洁的麦香和酒花香苦。
TAPA精酿啤酒解说文案

TAPA精酿啤酒解说文案
香气:
适中的麦芽甜味(如蜂蜜、香草般的香气),酒花香气以辛香、草药香为主,此外,常有芫荽子、橙皮以及水果般的香味。
外观:
主要以淡稻色到淡金色,颜色较浅,酒体浑浊,泡沫细腻且比较持久。
味道:
令人愉悦的甜麦芽谷物的口味(如蜂蜜、香草般的香气)以及橙皮、橙子、柑橘、热带水果味。
收口干脆、清新干爽、略微会带有一定的酸度。
带有轻微的酥松的小麦香或者非常淡的类似乳酸的酸味。
TAPA精酿啤酒风味的啤酒一般都有带有比较经典的芫荽子或类似香菜味以及其他辛香味。
口感:
中度稍微偏轻的酒体,通常会因使用了未发芽的小麦而入口柔顺,杀口感比较强,气泡明显,入口会很清爽。
历史:
TAPA精酿啤酒拥有近400年左右的历史,却曾在1950年代几近绝迹。
随后,来自TAPA精酿啤酒Hoegaarden地区的Pierre Celis重新将其发扬光大。
注意事项:
TAPA精酿啤酒小麦白啤相对来说比较脆弱,其对新鲜度要求比较高,平时在保存TAPA精酿啤酒小麦白啤的时候,一定要格外注意避免温度和光线对啤酒造成的影响。
总结:
TAPA精酿啤酒小麦白啤总体色度较浅,泡沫绵密,且持泡性好,由于通常不会过滤,所以酒体浑浊也是正常现象。
麦芽甜度适中,常常会有蜂蜜或者香草的香气,此外,TAPA精酿啤酒风味啤酒特有的芫荽子、橙皮般的香气也给TAPA 精酿啤酒小麦带来了丰富的口感和体验。
收口干净,有一点令人愉悦的的乳酸味,酒花的清苦不那么突出。
因其浑浊且较浅的酒体颜色,所以TAPA精酿啤酒小麦啤常被称味TAPA精酿啤酒小麦白。
精酿啤酒标准
精酿啤酒标准**精酿啤酒的酿造工艺及特点**精酿啤酒是近年来在啤酒市场中崭露头角的一类饮品,它以其独特的风味和酿造工艺吸引了众多啤酒爱好者的关注。
本文将介绍精酿啤酒的酿造工艺以及其与普通啤酒之间的区别和特点。
**1. 精选优质原材料**精酿啤酒的酿造过程中,选材是至关重要的一环。
与普通啤酒相比,精酿啤酒更加注重原材料的品质和选择。
它通常采用优质大麦芽、新鲜啤酒花以及天然水源作为原材料,以确保最终产品的口感和风味更加出色。
**2. 独特的酵母发酵过程**在酿造精酿啤酒时,酵母的选择和发酵过程起着关键作用。
不同于普通啤酒使用的大规模工业酵母,精酿啤酒常采用小批量的酵母,在发酵过程中更加注重细节和控制。
这使得每一批次的精酿啤酒都具有独特的风味和口感。
**3. 多样化的酿造工艺**精酿啤酒采用的酿造工艺通常更加多样化和创新。
除了传统的酒花和啤酒花的使用外,还有一些特殊的酿造工艺,如冷泡、混合发酵等。
这种多样化的酿造工艺为精酿啤酒带来了更多的口味和风味选择,让消费者能够尝试到更多不同的啤酒风格。
**4. 手工精心调配**相比于大规模的啤酒生产线,精酿啤酒通常以手工方式进行酿造,强调个体化和精心调配。
酿酒师会根据自己的经验和口感要求,在酿造过程中进行不同程度的调整和改良,以确保最终产品的质量和口感。
**5. 追求创新和特色**精酿啤酒作为一种小众市场的产品,追求创新和特色是其酿造理念的核心。
酿酒师们常常勇于尝试新的原料、新的工艺和新的风味组合,以创造出独一无二的精酿啤酒。
这种追求创新和特色的精神也成为了精酿啤酒市场不断发展壮大的动力。
总而言之,精酿啤酒在酿造工艺和口感上与普通啤酒存在明显的差异。
它倡导选材讲究、酵母发酵精细、酿造工艺多样化、手工调配精心和追求创新特色等特点,为消费者提供了更多种类和口味的选择。
无论是喜欢探索新口味的消费者,还是对啤酒品质追求更高的人群,精酿啤酒都能满足不同口感需求,成为一种备受追捧的饮品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
啤酒发酵啤酒是酒类中酒精含量最低的饮料酒,而且营养丰富。
啤酒发酵就是利用啤酒酵母对麦汁中的某些组分进行一系列的`生物化学代谢,产生酒精及各种风味物质,形成具有独特风味的酿造酒。
1、实验目的通过小型装置熟悉啤酒酿造全过程及其中间控制。
2、要求(1)熟悉酿造装置及其设备的主要特性;(2)熟悉啤酒酿造工艺及啤酒酿造设备的操作;(3)通过试验了解发酵液的变化,如:酵母细胞浓度,酵母芽生率等;(4)锻炼同学在生产中分析问题和解决问题的能力。
3、实验装置及其原辅料3.1 原辅料麦芽:澳麦麦芽,焦香麦芽酒花:苦花、香花酵母:下面酵母(S-189)3.2 实验装置实验装置为微型啤酒设备(引进山东中德设备有限公司)本啤酒生产系统主要设备构成如下:(1)糖化系统:包括麦芽粉碎机、糖化锅、过滤槽、麦汁泵。
(2)发酵系统:发酵罐、酵母添加罐。
(3)CIP洗涤系统:包括消毒罐、碱水罐、消毒车。
(4)换热系统:薄板换热器。
(5)制冷系统:包括冰水罐、冰水制冷机组、冰水泵。
4、实验步骤4.1 麦芽粉碎4.1.1 设备检查:查看粉碎机料斗内有无杂质,零部件是否紧固,电源线是否接好、是否有裸露。
电机接地、其它附件是否正常,如无异常,准备粉碎。
4.1.2 原料检验:麦芽粉碎前,仔细检查麦芽外观质量,有无霉烂现象,不同酒种每批粉碎量为:大麦啤酒:大麦芽15-20kg(依麦芽质量定),焦香麦芽200-400g;小麦啤酒:大麦芽、小麦芽各8-10kg;黑啤酒:大麦芽16-18kg,焦香麦芽2-4kg;黑麦芽1-1.5kg。
★特别注意:大麦芽应当即粉即用,不宜长时间保存,更不可过夜。
焦香麦芽、黑麦芽粉碎时,不得润水。
4.1.3 将麦芽加入料斗中,开始粉碎,粉碎过程中,随时取样检查麦芽粉碎情况,根据麦芽粉的粗细,适当调整磨盘与固定盘的间隙和进料量,粗、细粒比例为1:2.5。
4.1.4 粉碎时操作人员应该佩戴防尘器具,粉碎过程中严禁将手伸进料斗内,粉碎室内严禁烟火。
4.1.5 后处理:粉碎结束后,切断电源,回收内存物料,清理设备上的粉尘及地面卫生。
4.2 麦汁糖化4.2.1 设备检查:检查糖化锅、过滤槽管件、阀门、仪表及水、电供应是否正常,无异常,清洗干净,准备投料。
4.2.2 设备消毒:在投料前,将糖化锅内加约60kg水(注:所添加的水一定要没过电热管,多余的水可在加热后排掉,以防干烧!),打开电加热开关,开始加热。
待水升温到90℃,停止加热。
用该90℃热水将整套设备(含换热器)循环清洗消毒20分钟。
清洗消毒后的水打入经CIP清洗后的发酵罐暂存,待洗糟用。
其中发酵罐的CIP阀应保持开启状态,以防止罐内形成负压对罐体造成损害。
★特别注意:热水在发酵罐暂存待洗糟用期间,一定要保持CIP阀的开启状态,否则当温度下降后,罐内会形成负压,造成发酵罐罐体的损害!4.2.3 制备投料水:在糖化锅内加一定量的水(约70kg),同时打开电加热开关,开始加热。
加热过程中要开启旋涡阀和麦汁泵3~5分钟,以便混合均匀,升温至50-55℃,停止加热;打开有关阀门,启动麦汁泵,将投料水自过滤槽底部泵入70 kg。
★特别注意:糖化锅内所制备的投料水一定要没过电热管,多余的水可在加热后排掉,以防干烧而损坏电热管!4.2.4 投料(蛋白分解):先启动过滤槽搅拌,将大麦芽粉投入过滤槽内,搅拌均匀,停止搅拌,开始计时;小麦啤酒先投入大麦芽,搅拌均匀后,再投入小麦芽,然后搅拌均匀;保持温度52±1℃,时间70分钟。
4.2.5 制备兑醪水:糖化锅内继续加水至60kg,开始加热,升温至100℃,停止加热;开启有关阀门,准备兑醪。
★特别注意:糖化锅内所制备的兑醪水一定要没过电热管,多余的水可在加热后排掉,以防干烧而损坏电热管!4.2.6 兑醪(淀粉糖化):蛋白分解结束,启动过滤槽搅拌,把醪液搅起,搅拌的同时把100℃热水从过滤槽底泵入,兑醪温至66℃,停止进水;黑啤酒在温度兑好后,加入焦香麦芽和黑麦芽粉,继续搅匀(3~5分钟);66℃保持80分钟。
4.2.7 清洗糖化锅:打开排污阀,排掉糖化锅内残余热水,用清水清洗掉锅内水垢等污物后,关闭所有阀门,等待过滤。
4.2.8 静置:糖化结束,启动过滤槽搅拌5~8分钟,待醪液均匀后,静置10~15分钟,等待回流过滤。
4.3 过滤4.3.1 麦汁回流:注意静止时间,到时要及时回流,开启有关阀门和麦汁泵,将麦汁在过滤槽内回流5-10分钟,观察视镜内麦汁清亮后,切换回流阀到过滤阀,将麦汁泵入糖化锅。
★特别注意:采用抽滤法过滤时,要调节变频器,谨慎控制麦汁流量,保持回流的稳定性。
4.3.2 测原麦汁浓度:过滤20分钟后,取样测原麦汁浓度。
A.热麦汁处理:从糖化锅内取一测量筒麦汁,慢慢放入事先备好的自来水筒内,降温至30℃以下(可以用其他方法冷却,但不能误入冷水),摇匀、放稳;B.糖度测量:取量程为0~20 BX的糖度表一只,将有水银包的一端慢慢插入麦汁,接近预计读数值(12 BX左右)时再松手,5分钟后读取麦汁凹液面处糖度表的数值;轻轻取出糖度表,检查表上麦汁温度值,对应查出糖度修正值,获得原麦汁浓度值;糖度计要轻拿轻放,用后清水洗净、擦干,妥善保管;4.3.3 洗糟:原麦汁过滤至将近露出糟面时进行洗糟,开启耕糟机,将发酵罐内暂存的部分热水泵入过滤槽进行洗糟,加完水后,停止耕糟,待形成新的滤层,再重复前面的过滤程序,洗糟一般为2-3次,总加水量约25L。
4.3.4 混合浓度测定:洗糟2-3次后,测定混合麦汁浓度(按麦汁总蒸发量为10%,煮沸时间为90分钟计算,若控制沸终麦汁浓度为12 BX,则混合麦汁浓度控制在10.8-11.0 BX)。
4.3.5 排糟:洗糟2-3次后,测混合麦汁浓度达到要求时,停止过滤,打开出糟门,用出糟耙将麦糟排出。
★特别注意:麦汁过滤过程中,若麦汁不清或过滤困难,可搅起醪液静止10分钟,重新打回流,直至麦汁清亮。
4.3.6 清洗:排糟完毕,即用水清洗过滤槽壁、过滤筛板及耕糟机,打开过滤槽底阀进行排污。
4.4 麦汁煮沸4.4.1加热:麦汁液位超过电加热规定的液位后,开始电加热升温。
加热过程中每隔10分钟打开旋涡阀,开启麦汁泵1~2分钟。
4.4.2 麦汁煮沸:加热至麦汁沸腾时开始计时,煮沸时间90分钟,麦汁始终处于沸腾状态;控制沸终麦汁浓度,若在规定时间内浓度未达要求,可适当延时。
4.4.3 添加酒花:麦汁煮沸开锅5分钟和沸终前10分钟,分别添加苦型和香型酒花,加量分别为40g(0.04%)和20g(0.02%)。
★特别注意:A. 煮沸过程中,谨慎控制电源,避免热麦汁溢出,防止烫伤!B. 酒花称量完后,原包立即密封包装放入冰箱,以防氧化。
4.5 麦汁旋沉煮沸结束,停止电加热。
打开糖化锅锅底阀和切线打入阀,同时开启麦汁泵,在糖化锅内打循环10分钟,静止沉淀30分钟,进行麦汁冷却。
4.6 管路杀菌糖化锅热水升温至90℃,停止加热,将麦汁管路和换热器杀菌20分钟,杀菌时稍开充氧阀,对充氧管同时杀菌,杀菌结束,关闭阀门。
4.7 麦汁冷却4.7.1 检查:换热器管件、阀门、仪表及冰水、自来水、氧气(瓶装纯氧,压力低于1.5MPa停止使用,应换瓶)供应是否正常,如无异常准备冷却。
4.7.2 冷却:依次开启冰水阀和冰水泵,然后再开启麦汁阀、麦汁泵、氧气阀,进行麦汁冷却。
控制冷却温度:大麦酒9.0±0.5℃,小麦酒13.0±0.5℃。
干酵母控制冷却温度:大麦酒11.0±0.5℃,小麦酒18.0±0.5℃。
也可根据工艺自行确定冷却温度。
4.7.3 排残留洗液:麦汁冷却初期,必须用麦汁将换热器内的残留洗液完全顶出后,方可将麦汁通入发酵罐。
4.7.4 充氧:麦汁冷却的同时,对麦汁进行不间断充氧,剂量约为麦汁量的1--2倍。
4.7.5 回收:麦汁冷却完毕,用氧气把管道中麦汁顶入发酵罐。
用糖化锅内80℃热水冲洗所用管路、换热器10分钟。
4.8 发酵系统4.8.1 检查:发酵罐管件、阀门、仪表及冰水、氧气供应是否正常,如无异常准备洗涤、进料。
4.8.2 洗涤:(4步法)a. 水洗:发酵罐进料前,先用自来水间歇冲洗15分钟。
b. 火碱洗:排净残留水后,用45-50℃、浓度5%的火碱溶液循环清洗30分钟(碱液浓度降低时要及时补充),循环完毕,回收碱液(注意防护,操作时必须带防护器具,严禁肢体直接接触碱液)。
c. 水洗:排净残留碱液后,再用自来水间歇冲洗15分钟,方法同8.2.a。
d. 双氧水洗:排净残留水后,再用浓度1%的双氧水循环清洗20分钟,方法同8.2.b,将罐内残双氧水排放干净,关闭排气阀,进出料阀和出酒阀。
(注意防护,操作时必须带防护器具,严禁肢体直接接触双氧水)★注意: a. 洗涤期间,必须打开出酒阀。
b. 发酵罐洗涤禁止用热水、次氯酸、氯气等含有Cl-的消毒剂杀菌。
4.8.3 接种:发酵罐进麦汁前,先添加酵母泥,剂量为麦汁量的1%(干酵母为0.1%)。
4.8.4 充氧:麦汁冷却过程中,必须从换热器充氧口不间断充氧。
麦汁进罐24小时内,还要分3次从物料口充氧,每次1~3分钟,罐内压力始终保持0.03MPa 至封罐。
4.8.5 排杂:投料后第二天排冷凝固物---慢开物料阀,杂质排出即可,以后每天排杂一次。
4.8.6 测糖:投料后第二天取样测糖(至封罐前,每天必测)a. 发酵液处理:先排除出酒管内杂质,取一测量筒发酵液,用两只杯子反复倾倒100次(杯间距不低于50cm)以除去发酵液内的CO2,倒入测量筒,放稳。
b. 测量糖度:取量程为0—10BX的糖度表一只,将有水银包的一端慢慢插入麦汁,其它同原麦汁浓度测量法。
4.8.7 前发酵:大麦酒保持温度9.0±0.2℃、压力0-0.03MPa 至封罐,时间约3-4天,小麦酒保持温度13.0±0.2℃、24小时后升至18℃、压力0-0.03MPa至封罐,时间约2-3天。
4.8.8 封罐(还原):a. 大麦啤酒:糖度降到4.2±0.2BX时,自然升温至12℃,并保持,同时封罐、升压至0.09MPa,并保持,时间为4天。
小麦啤酒:糖度降到4.2±0.2BX时,保持18℃,同时封罐、升压至0.09MPa,并保持,时间为4天。
b. 检双乙酰:封罐4天后,若无明显双乙酰味,可降温,若有明显双乙酰味,可推迟1-3天降温。
4.8.9 后发酵(贮酒):还原结束后,应当在24小时内按规定降温至0℃、并保持,同时保持罐内压力0.09MPa,时间:大麦啤酒3-5天,小麦啤酒1-3天。
★特别注意:降温规定,5℃以前,以0.5-0.7℃/小时的速率降温;5℃以后,以0.1-0.3℃/小时的速率降温至0℃。