SMT辅助材料介绍
SMT基础知识学习

机遇
随着5G、物联网、人工智能等新兴技术的快速发展,SMT行业将迎来新的发展 机遇。同时,随着绿色环保意识的提高,SMT行业将迎来更多的市场机会。
THANKS FOR WATCHING
感谢您的观看
绿色SMT的发展趋势
环保材料
随着环保意识的提高,SMT行业将更加注重使用 环保材料,减少对环境的污染。
节能减排
SMT企业将积极采取节能减排措施,降低生产过 程中的能耗和排放,实现绿色生产。
循环经济
SMT行业将推动循环经济的发展,通过废弃物回 收和再利用,减少资源浪费。
SMT行业面临的挑战与机遇
挑战
焊片
焊片是一种金属片,用于 将电子元件焊接到电路板 上,通常与焊膏配合使用。
粘胶剂和其它辅助材料
粘胶剂
粘胶剂是用于固定电子元 件在电路板上的粘合剂, 具有高粘性、耐温等特点。
清洗剂
清洗剂是用于清除焊接过 程中产生的残留物和污垢 的化学物质。
防护涂料
防护涂料是用于保护电路 板和电子元件不受环境影 响和机械损伤的涂料。
回流焊接
使用回流炉将贴装好的PCB板 加热,使焊膏熔化并完成焊接
。
检测与返修
使用检测设备对焊接好的PCB 板进行检测,对不合格的焊点
进行返修。
SMT制程中的缺陷及原因分析
焊球
由于焊膏量不足、印刷不均匀或元件 贴装位置偏差等原因导致焊接时出现 焊球。
空洞
由于焊膏量过多、印刷过厚或回流温 度不够等原因导致焊接时出现空洞。
RoHS指令
01
限制使用某些有害物质指令,限制在电子电气设备中使用某些
SMT介绍_及_SMT红胶
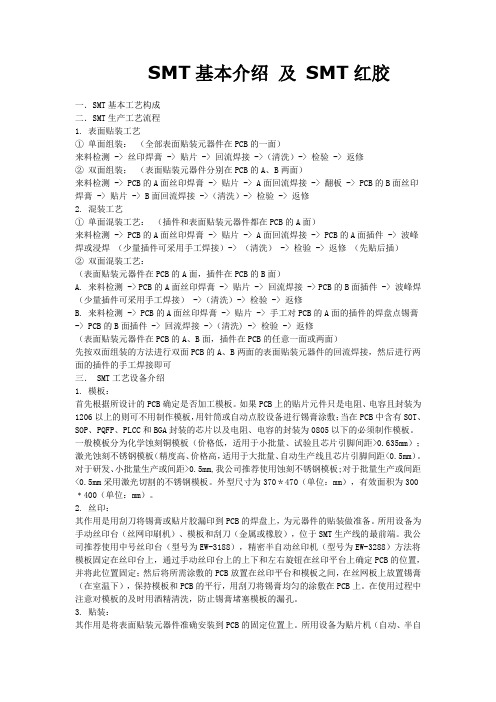
SMT基本介绍及SMT红胶一.SMT基本工艺构成二.SMT生产工艺流程1. 表面贴装工艺①单面组装:(全部表面贴装元器件在PCB的一面)来料检测 -> 丝印焊膏 -> 贴片 -> 回流焊接 ->(清洗)-> 检验 -> 返修②双面组装;(表面贴装元器件分别在PCB的A、B两面)来料检测 -> PCB的A面丝印焊膏 -> 贴片 -> A面回流焊接 -> 翻板 -> PCB的B面丝印焊膏 -> 贴片 -> B面回流焊接 ->(清洗)-> 检验 -> 返修2. 混装工艺①单面混装工艺:(插件和表面贴装元器件都在PCB的A面)来料检测 -> PCB的A面丝印焊膏 -> 贴片 -> A面回流焊接 -> PCB的A面插件 -> 波峰焊或浸焊(少量插件可采用手工焊接)-> (清洗) -> 检验 -> 返修(先贴后插)②双面混装工艺:(表面贴装元器件在PCB的A面,插件在PCB的B面)A. 来料检测 -> PCB的A面丝印焊膏 -> 贴片 -> 回流焊接 -> PCB的B面插件 -> 波峰焊(少量插件可采用手工焊接) ->(清洗)-> 检验 -> 返修B. 来料检测 -> PCB的A面丝印焊膏 -> 贴片 -> 手工对PCB的A面的插件的焊盘点锡膏-> PCB的B面插件 -> 回流焊接 ->(清洗) -> 检验 -> 返修(表面贴装元器件在PCB的A、B面,插件在PCB的任意一面或两面)先按双面组装的方法进行双面PCB的A、B两面的表面贴装元器件的回流焊接,然后进行两面的插件的手工焊接即可三. SMT工艺设备介绍1. 模板:首先根据所设计的PCB确定是否加工模板。
如果PCB上的贴片元件只是电阻、电容且封装为1206以上的则可不用制作模板,用针筒或自动点胶设备进行锡膏涂敷;当在PCB中含有SOT、SOP、PQFP、PLCC和BGA封装的芯片以及电阻、电容的封装为0805以下的必须制作模板。
SMT需购辅料清单
电脑
1台
用着离线编程
需购
以上物品SMT内需单独固定有。
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 27 28 29 30 31
设备名称
半自动印刷机 传送台 贴片机 回流焊
SMT设备一览表 数量 工作性能
需购 需购 建议购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 建议购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购
45 46 47 48 49 50 51 备注
良好 良好 良好 良好 良好 良好 良好 良好
;;';'/;'
1
;'
SMT需购辅料
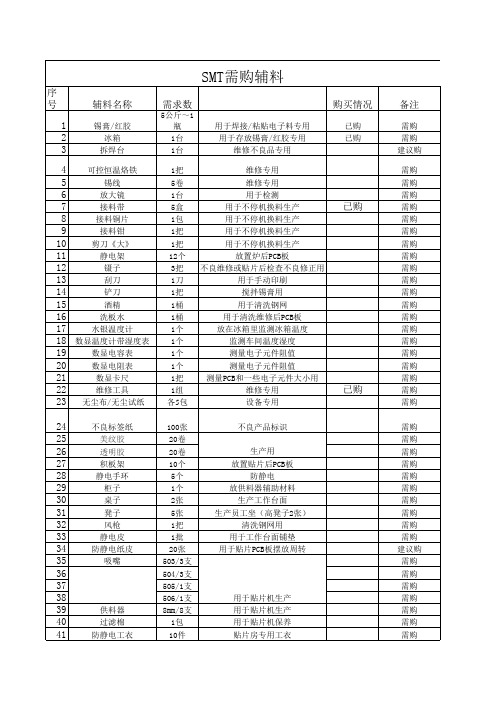
序号 辅料名称 需求数 购买情况 1 锡膏/红胶 5公斤~1瓶 用于焊接/粘贴电子料专用 已购 2 冰箱 1台 用于存放锡膏/红胶专用 已购 3 拆焊台 1台 维修不良品专用 4 可控恒温烙铁 1把 维修专用 5 锡线 5卷 维修专用 6 放大镜 1台 用于检测 7 接料带 5盒 用于不停机换料生产 已购 8 接料铜片 1包 用于不停机换料生产 9 接料钳 1把 用于不停机换料生产 10 剪刀《大》 1把 用于不停机换料生产 11 静电架 12个 放置炉后PCB板 12 镊子 3把 不良维修或贴片后检查不良修正用 13 刮刀 1刀 用于手动印刷 14 铲刀 1把 搅拌锡膏用 15 酒精 1桶 用于清洗钢网 16 洗板水 1桶 用于清洗维修后PCB板 17 水银温度计 1个 放在冰箱里监测冰箱温度 18 数显温度计带湿度表 1个 监测车间温度湿度 19 数显电容表 1个 测量电子元件阻值 20 数显电阻表 1个 测量电子元件阻值 21 数显卡尺 1把 测量PCB和一些电子元件大小用 22 维修工具 1组 维修专用 已购 23 无尘布/无尘试纸 各5包 设备专用 24 不良标签纸 100张 不良产品标识 25 美纹胶 20卷 26 透明胶 20卷 生产用 27 积板架 10个 放置贴片后PCB板 28 静电手环 5个 防静电 29 柜子 1个 放供料器辅助材料 30 桌子 2张 生产工作台面 31 凳子 5张 生产员工坐(高凳子2张) 32 风枪 1把 清洗钢网用 33 静电皮 1批 用于工作台面铺垫 34 防静电纸皮 20张 用于贴片PCB板摆放周转 35 吸嘴 503/3支 36 504/3支 37 505/1支 用于贴片机生产 38 506/1支 39 供料器 8mm/8支 用于贴片机生产 40 过滤棉 1包 用于贴片机保养 41 防静电工衣 10件 贴片房专用工衣 42 防静电鞋 10双 贴片房专用工衣 43 鞋柜 1个 贴片房放静电鞋专用 44 计算机 1个 备注
SMT印刷工艺涉及的辅料和硬件

印刷工艺涉及的辅料和硬件(2.1 PCB ,2.2 钢网,2.3 锡膏,2.4 印刷机)印刷工艺的调制和管制1、概述:锡膏印刷是把一定的锡膏量按要求印刷分布到PCB(印制线路板)上的过程。
它为回焊阶段的焊接过程提供焊料,是整个SMT电子装联工序中的第一道工序,也是影响整个工序直通率的关键因素之一。
2、印刷工艺涉及的辅料和硬件:模板,锡膏印刷是个复杂的工艺系统,是多种技术的整合。
印刷效果的好坏与以下的因素有关:PCB基板、钢网、锡膏、丝印机(包括刮刀)2.1 PCB基板:对PCB 的要求,应:a尺寸准确,稳定,整个PCB板应平整,不能翘曲,否则会造成钢网和刮刀的磨损,出现其他印刷缺陷,如连锡;b MARK点的尺寸及平面度,亮度需要稳定,否则影响印刷识别;c设计上完全配合钢网模板,如焊盘小,钢网厚钢网开口小,造成不能脱模或脱模不良;c和模板能有良好的接触,这要求阻焊层避免高于焊盘,焊盘的保护层也要平坦;d 适合稳固的在丝印机上定位;e阻焊层和油印不影响焊盘;PCB的布局,在设计许可的情况下,尽量把重要元件如BGA,FINE PITCH元件居中布局,这样不至于因钢网在印刷时受力微变形而影响印刷的精确性。
这对于有间隙印刷影响较大。
45°角方向可提高QFP的印刷质量,印刷方向上开口距离越大越好印,印刷效果越好。
45 °印刷的方向对两方向PAD相同,印刷均匀性好。
2.2 钢网2.2.1外框及钢网张力a 钢网边框:材料可选用空心铝框或实心铝框,公司目前标准网框为边长为736+0/-5mm的正方形(29*29英寸),网框的厚度为40±3mm。
小网框为边长为584+0/-5mm的正方形(23*23英寸),网框厚度为30±3mm。
网框底部应平整,其不平整度不可超过1.5mm。
a 因绷紧钢网张力较高,一般要求在30N/mm2以上,它必须承受这样高的张力,以及印刷机的夹紧压力, 否则,会造成钢网位置的偏移,或者因外框变形造成钢网不能绷紧,印刷时不能紧贴PCB的表面,造成锡膏渗漏到钢网下面。
SMT钢网知识介绍

..........
7
二、钢网的制作工艺
钢网的制作方法: 1、蚀刻法 2、激光法 3、电铸法
..........
8
1、蚀刻制作工艺
客户的原始资料 数据处理 菲林制作 双面压膜 曝光显影 蚀刻 脱膜 粘网 检验、包装
先用光绘或照相的方法制出底板,底板是曝光的掩膜,上有整 块电路板的焊盘图案。
③、位置精度低,开孔尺寸不准确。因为需要光 绘或照相才可获得掩膜底板,又必须曝光才能完 成图形转移,使最终模板的尺寸受多个过程影响, 难免出现位置误差。同时,底板的精度,图形转 移过程,侧腐蚀都使开孔尺寸难于控制。
..........
10
2、激光制作工艺
客户的原始资料
数据处理(计算机控 制)
激光切割(计算机控 制)
⑧、针对同一PCB不同电子元件锡量的要求,可在同 一块模板上做出不同厚度,从而极大地提高了印刷焊接工 艺。
缺点:①、成本比激光法更高。
..........
14
三、钢网开口规则
钢网的厚度和开口尺寸决定了锡膏的涂覆 量和准确程度。
在大的开口原则(IPC模板开口规范)下, 要根据PCB表面处理方式的不同、焊盘大小 的不同、锡量要求的不同等自身实际情况 确定不同的开口方法。
..........
5
3、网框
网框由铝合金制成。不同尺寸大小的钢网, 对网框的厚度、宽度要求不同。目前我厂 使用的550*500㎜的钢网网框宽(40㎜)厚 (30㎜)370*470㎜的钢网,网框宽(30㎜) 厚(20㎜)
..........
6
4、粘结胶水
胶水早期国内制造商采用930快干胶水, 但这种胶水虽然干燥快速,但耐清洗能力 欠佳,因此后来逐渐被双组分树脂胶水所 取代。
SMT工艺材料介绍
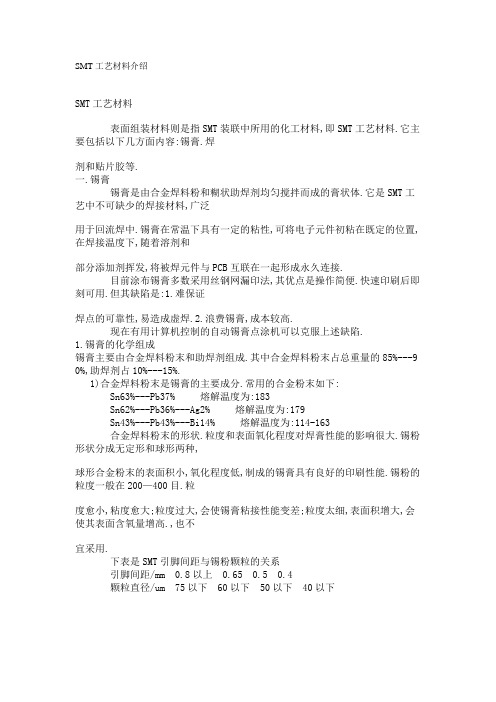
SMT工艺材料介绍SMT工艺材料表面组装材料则是指SMT装联中所用的化工材料,即SMT工艺材料.它主要包括以下几方面内容:锡膏.焊剂和贴片胶等.一.锡膏锡膏是由合金焊料粉和糊状助焊剂均匀搅拌而成的膏状体.它是SMT工艺中不可缺少的焊接材料,广泛用于回流焊中.锡膏在常温下具有一定的粘性,可将电子元件初粘在既定的位置,在焊接温度下,随着溶剂和部分添加剂挥发,将被焊元件与PCB互联在一起形成永久连接.目前涂布锡膏多数采用丝钢网漏印法,其优点是操作简便.快速印刷后即刻可用.但其缺陷是:1.难保证焊点的可靠性,易造成虚焊.2.浪费锡膏,成本较高.现在有用计算机控制的自动锡膏点涂机可以克服上述缺陷.1.锡膏的化学组成锡膏主要由合金焊料粉末和助焊剂组成.其中合金焊料粉末占总重量的85%---9 0%,助焊剂占10%---15%.1)合金焊料粉末是锡膏的主要成分.常用的合金粉末如下:Sn63%---Pb37% 熔解温度为:183Sn62%---Pb36%---Ag2% 熔解温度为:179Sn43%---Pb43%---Bi14% 熔解温度为:114-163合金焊料粉末的形状.粒度和表面氧化程度对焊膏性能的影响很大.锡粉形状分成无定形和球形两种,球形合金粉末的表面积小,氧化程度低,制成的锡膏具有良好的印刷性能.锡粉的粒度一般在200—400目.粒度愈小,粘度愈大;粒度过大,会使锡膏粘接性能变差;粒度太细,表面积增大,会使其表面含氧量增高.,也不宜采用.下表是SMT引脚间距与锡粉颗粒的关系引脚间距/mm 0.8以上 0.65 0.5 0.4颗粒直径/um 75以下 60以下 50以下 40以下2).助焊剂助焊剂是锡粉的载体,其组成与通用助焊剂基本相同.为了改善印刷效果有时还需加入适量的溶剂.通过助焊剂中活性剂的作用,能清除被焊材料表面以及锡粉本身的氧化物,使焊料迅速扩散并附着在被焊金属表面.助焊剂的组成对锡膏的扩展性.润湿性.塌陷.粘度变化.清洗性.和储存寿命起决定性作用.2.锡膏的分类1).按锡粉合金熔点分普通锡膏(熔点178—183度)高温锡膏(熔点250度以上)低温锡膏(熔点150度以下)下表是不同熔点锡膏的再流焊温度合金类型熔化温度 /度再流焊温度/度Sn63/Pb37 183 208-223Sn60/Pb40 183-190 210-220Sn50/Pb50 183-216 236-246Sn45/Pb55 183-227 247-257Sn40/Pb60 183-238 258-268Sn30/Pb70 183-255 275-285Sn25/Pb75 183-266 286-296Sn15/Pb85 227-288 308-318Sn10/Pb90 268-302 322-332Sn5/Pb95 305-312 332-342Sn3/Pb97 312-318 338-348Sn62/Pb36/Ag2 179 204-219Sn96.5/Pb3.5 221 241-251Sn95/Ag5 221-245 265-275Sn1/Pb97.5/Ag1.5 309 329-339Sn100 232 252-262Sn95/Pb5 232-240 260-270Sn42/Bi58 139 164-179Sn43/Pb43/Bi14 114-163 188-203Au80/Sn20 280 300-310In60/Pb40 174-185 205-215In50/Pb50 180-209 229-239In19/Pb81 270-280 300-310Sn37.5/Pb37.5/In25 138 163-178Sn5/Pb92.5/Ag2.5 300 320-3302).按助焊剂的活性分无活性( R ) 中等活性(RMA) 活性(RA)3).按清洗方式分有机溶剂清洗型水清洗型免清洗型3.使用注意事项1).储存温度: 建议在冰箱内储存温度为5℃-10℃,请勿低于0℃。
SMT材料(锡膏和红胶)认识

SMT材料(锡膏和红胶)认识针对目前SMT使用的材料,即消耗品有锡膏与红胶两种.我们着重分析其成份等及其相关事项和作用.一、锡膏的认识.锡膏(Solder paste)是SMT中不可缺少一种材料,它经过加熟融化以后,可以把SMT零件焊接在PCB铜箔上,起连接和导电作用.它的作用类似于我们经常见到的锡丝和波焊用的锡水,只是它们固有的状态不同而已.锡膏作为一种SMT中举足轻重的材料,认识一下它的成份也是很有必要的,锡膏通常是由金属颗粒粉未、助焊剂、增粘剂和一些其它活化剂组成,其中起重要作用的是助焊剂.它以除去氧化物及其它一些表面污染,让焊接能够顺利进行,锡膏一般为锡(sn) 、铅(pb)合金,其融点为183℃.二、锡膏的使用管理.1. 锡膏供货商送来锡膏以后,我们都必须进行流水编号,并贴上回温记录单.2. 在使用锡膏时,必须按先进先出的原则使用.3. 锡膏在使用之前要回温4小时(或4小时以上),并且作搅拌动作,以免由于锡膏中各成分混合不均而造成一系列的不良影响.4. 锡膏在钢板上停留时间不超30分(在刮刀不动作的情况下).5. 在使用剩余锡膏时,必须先试用,等有结果令人满意的情况下,才可以加入新锡膏混用.6. 刮好锡膏的PCB板,存放不能超过一时,否则擦掉重印锡膏.7. 两种不同型号的锡膏不能混合使用.8. 锡膏具有腐蚀性,在使用的时候避免溅到皮肤上或眼睛里.9. 锡膏的存贮温度为2~8℃.10. 在使用锡膏前先填写进出记录表,并且进行搅拌后方可上线.11. 锡膏开封时间超过24H,作报处理,不得使用.12. 锡膏在室温下可储存30天,在2~8℃可储存120天.加锡膏(Solder paste):于印刷机上使用.锡膏的成份有:锡粉(63%)、铅粉(37%)、助焊剂(占总成分的5%).锡膏的共晶点为183℃,这时,锡膏就由膏状开始熔融,遇冷后变成固状体.锡膏的作用就是其受热变态,是零件与PCB PAD焊接的媒介物.三、红胶的认识.红胶是一种聚稀化合物,与锡膏不同的是其受热后便固化,其凝固点温度为150℃,这时,红胶开始由膏状体直接变成固体.红胶的性质:红胶具有粘度流动性,温度特性,润湿特性等.根据红胶的这个特性,故在生产中,利用红胶的目的就是使零件牢固地粘贴于PCB 表面,防止其掉落.四、红胶的使用方法:红胶(Glue/adheasive):于印刷机或点胶机上使用.红胶在室温下可储存7天,在2~8℃可储存90天.常用有三种方式:1) 印刷方式:钢网刻孔要根据零件的类型,基材的性能来决定,其厚度和孔的大小及形状.其优点是速度快、效率高.2) 点胶方式:点胶是利用压缩空气,将红胶透过专用点胶头点到基板上,胶点的大小、多少、由时间、压力管直径等参数来控制,点胶机具有灵活的功能.对于不同的零件,我们可以使用不同的点胶头,设定参数来改变,也可以改变胶点的形状和数量,以求达到效果,优点是方便、灵活、稳定.缺点是易有拉丝和气泡等.我们可以对作业参数、速度、时间、气压、温度调整,来尽量减少这些缺点.3) 针转方式,是将一个特制的针膜,浸入浅胶盘中每个针头有一个胶点,当胶点接触基板时,就会脱离针头,胶量可以借着针的形状和直径大小来变化.五、红胶的管理.由于红胶受温度影响用本身粘度,流动性,润湿等特性,所以红胶要有一定的使用条件和规范的管理.1) 红胶要有特定流水编号,根据进料数量、日期、种类来编号.2) 红胶要放在2~8℃的冰箱中保存,防止由于温度变化,影响特性.3) 红胶回温要求在室温下回温4小时,按先进先出的顺序使用.4) 对于点胶作业,胶管红胶要脱泡,对于一次性未用完的红胶应放回冰箱保存,旧胶与新胶不能混用.5) 要准确地填写回温记录表,回温人及回温时间,使用者需确认回温OK后方可使用.通常,锡膏与红胶都不可使用过期的,锡膏一但有氧化现象立即拒绝使用.。
SMT工艺材料

b. 成膜剂 焊剂中加入成膜剂,能在焊接后形成一层 紧密的有机膜,保护焊点和基板,使其具有防 腐蚀性和优良的电绝缘性。 常用的成膜剂有天然树脂、合成树脂及部分有 机化合物。如松香及改性松香、酚醛树脂和硬 脂酸脂类等。 一般成膜剂加入量为10-20%,甚至高 达40%,加入量过大会影响扩展率,使助焊 作用下降,并在PCB上留下过多的残留物。
•推行无铅系统所需环节
Materials
PCB
Components
Printer
Mounter
Paste Reflow
T/U
W/S
X-RAY
AOI Testing
P/S
LEAD FREE AREA
常用无铅焊料及其优劣
具有优良的机械性能、拉伸强度、蠕变特性及耐 热老化比Sn-Pb共晶焊料优越;无铅焊接比传统 有铅焊接的强度高。 熔点和成本是Sn-Ag系焊料的主要问题。Sn-Ag 系 焊 料 , 熔 点 偏 高 , 比 Sn-Pb 共 晶 焊 料 高 3040℃,润湿性差,成本高;
•在焊剂中加入消光剂,使焊点消光,这对组装密 度高的产品尤为重要,可克服检验时眼睛的疲劳, 特别是在自动化生产中,不因视觉错误而影响产 品的质量检验。消光剂的量应控制在5%以下。 • 焊剂中加入缓蚀剂,能保护PCB和元器件引线, 使之具有防潮、防盐雾、防腐蚀性能,又保持良 好的可焊性。缓蚀剂一般添加量在1%以下。 • 为保证焊剂存放及使用安全,需加入降低其易燃 性的物质。 • 在焊剂采用发泡涂布的场合,需加入发泡剂。
无铅焊料
无铅的提出 世界无铅日程 推行无铅系统所需环节 常用无铅焊料及其优劣 无铅的应用(设计注意问题)
无铅的提出
铅对人体有害
铅是一种多亲和性毒物。主要损害神经系统、造血系统和 消化系统。 铅中毒也是引发白血病、肾病、心脏病、精神异常的重要 因素之一。 例1:古罗马帝国灭亡--引水工程中大量使用铅,造成人 们体质恶化。 例2:我国目前儿童平均铅含量:88.3ug/L。30%幼儿血 铅含量超过国际公认水平100ug/L 。
SMT辅助材料
需购 建议购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 自产 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购 需购
SMT需购辅料
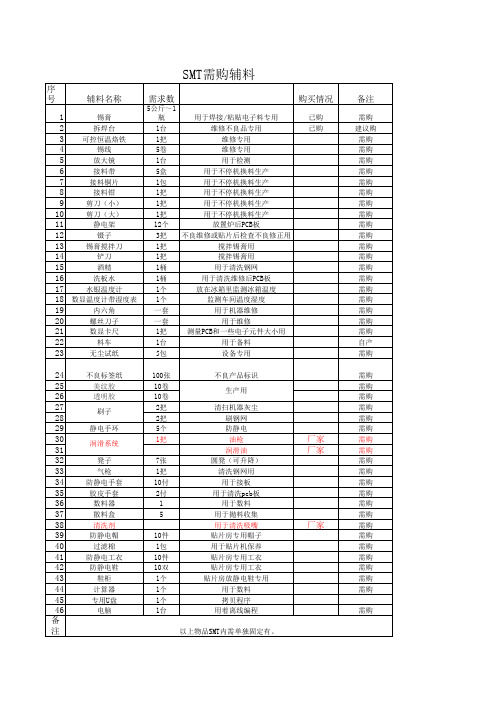
序号 辅料名称 需求数 购买情况 1 锡膏 5公斤~1瓶 用于焊接/粘贴电子料专用 已购 2 拆焊台 1台 维修不良品专用 已购 3 可控恒温烙铁 1把 维修专用 4 锡线 5卷 维修专用 5 放大镜 1台 用于检测 6 接料带 5盒 用于不停机换料生产 7 接料铜片 1包 用于不停机换料生产 8 接料钳 1把 用于不停机换料生产 9 剪刀(小) 1把 用于不停机换料生产 10 剪刀(大) 1把 用于不停机换料生产 11 静电架 12个 放置炉后PCB板 12 镊子 3把 不良维修或贴片后检查不良修正用 13 锡膏搅拌刀 1把 搅拌锡膏用 14 铲刀 1把 搅拌锡膏用 15 酒精 1桶 用于清洗钢网 16 洗板水 1桶 用于清洗维修后PCB板 17 水银温度计 1个 放在冰箱里监测冰箱温度 18 数显温度计带湿度表 1个 监测车间温度湿度 19 内六角 一套 用于机器维修 20 螺丝刀子 一套 用于维修 21 数显卡尺 1把 测量PCB和一些电子元件大小用 22 料车 1台 用于备料 23 无尘试纸 5包 设备专用 24 不良标签纸 100张 不良产品标识 25 美纹胶 10卷 生产用 26 透明胶 10卷 27 2把 清扫机器灰尘 刷子 28 2把 刷钢网 29 静电手环 5个 防静电 30 1把 油枪 厂家 润滑系统 31 润滑油 厂家 32 凳子 7张 圆凳(可升降) 33 气枪 1把 清洗钢网用 34 防静电手套 10付 用于接板 35 胶皮手套 2付 用于清洗pcb板 36 数料器 1 用于数料 37 散料盒 5 用于抛料收集 38 清洗剂 用于清洗吸嘴 厂家 39 防静电帽 10件 贴片房专用帽子 40 过滤棉 1包 用于贴片机保养 41 防静电工衣 10件 贴片房专用工衣 42 防静电鞋 10双 贴片房专用工衣 43 鞋柜 1个 贴片房放静电鞋专用 44 计算器 1个 用于数料 45 专用U盘 1个 拷贝程序 46 电脑 1台 用着离线编程 备注
SMT工艺材料范文

SMT工艺材料范文SMT(Surface Mount Technology)工艺材料是指应用于电子产品的表面贴装技术中的材料。
SMT工艺的发展为电子产品的制造提供了更高的效率和可靠性。
本文将介绍SMT工艺材料的种类和应用。
1.贴装材料贴装材料主要用于将电子元件固定在印刷电路板(PCB)上的过程中。
常见的贴装材料包括贴片元件、胶粘剂和表面涂料。
贴片元件是SMT工艺中最常用的元件,包括电阻、电容、晶体管等。
贴片元件具有小巧、轻量、可靠和节省空间等优点,适用于高密度电路板的制造。
胶粘剂主要用于粘贴贴片元件,固定其在PCB上。
胶粘剂需要具有良好的粘结强度和耐高温性能,以确保元件在焊接过程中不会脱落或移位。
常见的胶粘剂包括有机胶和无机胶。
表面涂料用于保护PCB上的元件免受外界环境的侵害,如水、灰尘和气体等。
表面涂料通常具有绝缘性能和耐热性能,可以防止元件被损坏或短路。
常见的表面涂料有光敏涂料、热固性涂料和环氧树脂等。
2.焊接材料焊接材料主要用于连接电子元件和PCB的过程中。
常见的焊接材料包括焊锡和焊膏。
焊锡是一种常见的金属焊料,具有低熔点和良好的润湿性能,可以将电子元件连接到PCB上。
焊锡通过热熔和冷却的过程形成焊点,并提供电子元件与PCB之间的电气和机械连接。
焊锡通常是一个合金,主要包含锡和其他金属,如铅、银、铜等。
目前,由于环境保护的考虑,焊锡中铅的含量逐渐减少,而使用无铅焊锡成为当前的趋势。
焊膏是一种含有焊锡颗粒的粘稠物质,用于粘结电子元件和PCB。
焊膏在焊接过程中起到润湿电子元件和PCB的作用,并形成焊点。
焊膏通常包含焊锡粉末、助焊剂和流动剂等组分,并有不同的成分和性能适应不同的焊接工艺。
3.保护材料保护材料主要用于保护电子元件和PCB,以提高产品的稳定性和可靠性。
常见的保护材料包括封装树脂、密封胶和防尘涂料等。
封装树脂是一种液态或粉末状的材料,可以通过固化形成保护层,将电子元件封装在内部。
封装树脂可以提供机械保护、防潮和绝缘等功能,同时也有助于散热和抵抗震动。
SMT辅助材料知识培训素材

SMT辅助材料知识培训素材在SMT生产中,通常我们贴片胶、锡膏、钢网称之为SMT辅助材料。
这些辅助材料在SMT整个过程中,对SMT的品质、生产效率起着致关重要的作用。
因此,作为SMT工作人员必须了解它们的某些性能和学会正确使用它们。
一、常用术语1. 贮存期(shelflife)在规定条件下,材料或产品仍能满足技术要求并保持适当使作性能的存放时间。
2. 放置时间(workingtime)贴片胶、焊膏在使用前暴露于规定环境中仍能保持规定化学、物理性能的最长时间。
3. 粘度(viscosity)贴片胶、焊膏在自然滴落时的滴延性的胶粘性质。
4.触变性(thixotropicratio)贴片胶与锡膏在施压挤出时具有流体的特性与挤出后迅速恢复为具有固塑性的特性。
5. 塌落(slump)焊膏印刷后在重力和表面张力的作用及温度升高或停放时间过长等原因而引起的高度降低、底面积超出规定边界的坍流现象。
6. 扩散(spread)贴片胶在点胶后在室温条件下展开的距离。
7. 粘附性(tack)焊膏对元器件粘附力的大小及其随焊膏印刷后存放时间变化其粘附力所发生的变化8. 润湿(wetting)熔融的焊料在铜表面形成均匀、平滑和不断裂的焊料薄层的状态。
9. 免清洗焊膏(no-clean solder paste)焊后只含微量无害焊剂残留物而无需清洗PCB的焊膏10.低温焊膏(low temperature paste)熔化温度比183℃低20℃以上的焊膏。
二、贴片胶(红胶)SMT中使用的贴片胶其作用是固定片式元件、SOT、SOIC等表面安装器件在PCB上,以使其在插件、过波峰焊过程避免元器件的脱落或移位。
贴片胶可分为两大类型:环氧树脂类型和丙稀酸类型。
一般生产中采用环氧树脂热固化类胶水(如乐泰3609红胶)。
其特点是:热固化速度快? 接连强度高? 电特性较佳而不采用丙稀酸胶水(需紫外线照射固化)。
SMT对贴片胶水的基本要求:包装内无杂质及气泡、贮存期限长,可用于高速/或超高速点胶机,胶点形状及体积一致,点断面高,无拉丝颜色易识别,便于人工及自动化机器检查胶点的质量,初粘力高,高速固化,胶水的固化温度低,固化时间短。
贴片机SMT各种零件介绍及相应的焊接说明

一.常用零件種類及極性:
15. ASPEN MB NPI 時零件反向案例
規格(Size)
此零件為正方形,它是無極性 零件,它的PAD在零件的底部, 而PCB上的PAD也在絲印框的 里面,所以在確認此類零件時 用鑷子夾起來確認零件PAD是 否與PCB上的PAD一致
外觀(Shape)
一.常用零件種類及極性:
規格(Size)
外觀(Shape)
貼裝時零件的負極與PCB上絲印 極性相對應.
它在PCB上對應的絲印如下﹕
負極
黑色端表示它的負極
一.常用零件種類及極性:
13. 小型外張腳IC封裝
SOIC. (Small-Outline IC) SOP ..(Small-Outline Package)
規格(Size)
外觀(Shape)
一.常用零件種類及極性:
21. 開關(Switch)
規格(Size)
外觀(Shape)
一.常用零件種類及極性:
22. 小型J型腳 IC
SOJ(J-Leaded Small-Outline Package)
規格(Size)
外觀(Shape)
外型尺寸(X、Y)、厚度 及腳距(Pitch)
16. 連接器(Connector)
規格(Size)
外型尺寸(X、Y)、厚度 及腳距(Pitch)
在零件底
部有數字,1 對應PCB上 的極性點
外觀(Shape)
在PCB上的極性
一.常用零件種類及極性:
17. 變壓器(TRANSFORMER)
規格(Size)
外觀(Shape)
外型尺寸(X、Y)、厚度 及腳距(Pitch)
一. SMT常用零件種類及極性﹕
SMT常用部分英文技术术语辅料部分

SMT 常用部分英文技术术语-辅料部分1,产品名称Lead-Free 无铅Material 资料No-residue 低残留No-clean 免冲洗Solder Paste 锡膏Solder Bar 锡条Solder Wire 锡线Solder Perform 预成型锡料Solder Sphere 球形锡料Flux 助焊剂Cleaner 冲洗剂Thinner 稀释剂Surface Mount Adhesive 表面贴装胶Underfill/Underfiller底部填补胶/填料Encapsulant/ Sealant 密封剂 / 胶Adhesive 胶/ 粘合剂Instant Adhesive 速凝胶Bonder 邦定胶 / 黑胶Abrasive 研磨剂Silicone 硅脂Accelerator 促使剂,加快剂Saponifier 皂化剂Coating 涂料,覆料Activator 活化剂,活性剂Inhibitor 阻缓剂Thermally Conductive Adhesive 导热胶Thermally Conductive Silicone 导热硅脂Electrically Conductive Silicone 导电硅胶2,客户产品名称 &客户部门及各部门职工职称液晶显示器 LCD(Liquid Crystal Display)发光二极管 LED(Light Emitting Diode)电阻 resistance电阻器 resistor整流器 rectifier电容 capacitance电容器 capacitor/capacitator电感 inductance电感器 inductor/inducer变压器 transformer蓄电池 storage battery继电器 electrical relay充电器 charger/ battery charger电源 power/ power supply集成电路 IC(Integrated Circuit)电路板 circuit board不中断电源 UPS(Uninterruptable Power Supply)连结器 connector操作指导书 / 工艺文件 operation guide/ process paper 设计文件 Design Document技术标准 technical standard3,产品测试项目Density/Specific Gravity 比重Colour 颜色Odor 气味Solid Content/ Percentage non volatile 固体含量Halide Content 卤化物含量Flash Point 闪点Acid Number/Value 酸值(酸价)Viscosity 粘度值Foaming test 起泡试验Physical state/ Appearance 物理状态PH Value 酸碱度Boiling Point 沸点Melting Point 熔点Upper Explosion Limits in air 空气中爆炸上限Lower Explosion Limits in air 空气中爆炸下限Solubility in water 水溶解度Dynamic Viscosity 动向粘度值Required Thinner 使用稀释剂 / 配套稀释剂Water Content 含水量Vapor Pressure 蒸汽压力Evaporation Rate 挥发率 / 挥发速度Drying Point 干点TLV(Threshold Limit Value)临界值,极限值TLV of Solvent 允许吸入量Glass Transition Temperature 玻璃化温度Coefficient of Thermal Conductivity 导热系数Tensile Strength 抗拉伸强度Shear Strength 抗剪切强度Powder Mesh Size/Shape 粉末(颗粒)尺寸 / 形状Metal Content 金属含量Copper Mirror 铜镜测试Silver Chromate 铬酸银测试SIR(Surface Insulation Resistance)表面绝缘阻抗Volume Resistance 体积电阻率Hardness 硬度Dielectri Constant 介电常数dielectric loss 介电消耗dielectric loss angle tangent 介电消耗角正切water absorbing capacity 吸水率grain size/particle size 颗粒(大小)散布rate of expansion 扩展率shrinkage factor 缩短率adhesion strength/bonding strength 粘接强度linear expansion coefficient 线性膨胀系数degree of liberation 游离度coefficient of thermal conductivity导热系数Corrosion 腐化测试Ductility factor 延展性系数Thixotropy 触变性Thixotropy index 触变性指数linear coefficient of thermal expansion 线性热膨胀系数Elasticity Coefficient 弹性系数Creep Strength 抗蠕变强度Whisk Test 锡须发生测试(或其余金属须)4,助焊剂单位 &包装 & 标签单位Oz 盎司( Ounce,1Oz=)g/gm 克( gram)℃摄氏度 [Celsius, 1℃=( T×+32)=℉]℉华氏度 [Fahrenheit, 1℉=( T-32)/1.8=-℃]L 升/ 公升 [Litre, Liter, 1L=(英),=0.2641 加仑(美,液) ]Pound/Lb.磅( 1 磅=0.4536 千克)Gal.加仑 [Gallon, 1Gal(英)=4.5461 升, 1Gal(xx)=3.7854 升]标签Shelf Life 储存寿命Working Life 工作寿命Lot No.批号Net/Net Weight 净重Exp. Date 有效期至Mfg. Date 制造日期5,质量管理专业术语QC(quality control )质量管理(员)SQC(Statistical Quality Control)统计质量管理TQC(Total Quality Control)全面质量管理AQL(Acceptable Quality Level)同意水平,可接受质量等级QA(Quality Audit)质量稽核QE(Quality Engineering)质量工程IPQC(In Process Quality Control)制程查验FQC(Final Quality Control)最后查验,线上查验OQC(Outgoing Quality Control)出货查验SIP(Standard Inspection Procedure)查验标准MQM (Modern Quality Management)(日本 )现代质量管理系统(比 ISO9001 严格) QCC(Quality Control Circle)Check Sheet6,其余项目被欧盟严禁的有害物质Lead 铅 PbCadmium 镉 CdMercury 汞 / 水银 HgHexavalent Chromium 六价铬 Cr+6PBB(Polybrominated biphenyls)溴化联苯PBDE(Polybrominated biphenyl ether )溴化联苯醚常有金属中英文名tin xxSnlead 铅 Pbsilver 银 Agcopper 铜 Cubismuth 铋 Bizinc 锌 Znnickel 镍 Niantimony 锑 Sbaluminum 铝 AlCadmium 镉 Cdferrum 铁 Fechromium 铬 Crarsenic 砷 Asxx名称及缩写Japan xxTaiwan xxTaiwan District 台湾地域Hongkong xx(United States of America)美国(United States)美国South Korea xx品管圈核查表,审察表(United Kingdom)英国,结合王国Italy xxWEEE―(Waste From Electrical And Electronic Equipment)欧盟《对于报废电子电器设施指令》(简称:WEEE指令)ROHS―(The Use Of Certain Hazardous Substances In Electrical And Electronic Equipment)欧盟《对于在电子电气设施中限制使用某些有害物质指令》(简称:ROHS指令) ISO(International Organization for Standardization)国际标准化组织Rework/Reworking 返修CAS xx化学文摘EMSOEMOSPENIGIMAgIMSnSAC(Sn/Ag/Cu)MSDS(Material Safety Data Sheet)Preheat ZoneSoak ZoneRamp to ReflowReflow ZoneCooling ZoneReflow SolderingWave SolderingSMTSMC(Surface Mount Component)SMD(Surface Mount Device)SMA(Surface Mount Assembly)电子制造服务代工,代理制造商有机可焊性保护膜代镍浸金浸银浸锡SMT常用部分英文技术术语辅料部分锡银铜合金资料安全规格表预热区汲取区升温区再流区冷却区再流焊波峰焊表面组装技术表面组装元器件表面组装元器件表面组装组件11/1111 / 11。
焊锡膏的用途
焊锡膏的用途一、什么是焊锡膏焊锡膏是一种用于电子元器件表面贴装(SMT)的焊接工艺中的辅助材料,通常由活性剂、树脂、溶剂和填充剂等组成。
它可以提高焊接质量,减少焊接缺陷,提高生产效率。
二、焊锡膏的种类1.水溶性焊锡膏:主要由活性剂、树脂和溶剂组成,易于清洗。
2.无铅焊锡膏:主要用于无铅电子元器件的贴装。
3.铅锡合金焊锡膏:适用于普通电子元器件的贴装。
三、焊锡膏的用途1. 提高表面贴装(SMT)的生产效率在SMT生产过程中,使用焊锡膏可以提高生产效率。
因为它可以提供更好的润湿性和流动性,使得电子元器件更容易粘附在PCB板上,并且可以减少短路和其他缺陷。
2. 提高表面贴装(SMT)的可靠性使用正确的焊锡膏可以减少表面贴装(SMT)中的焊接缺陷,从而提高电子元器件的可靠性。
例如,无铅焊锡膏可以减少金属间的疲劳断裂和其他缺陷。
3. 保护电子元器件在表面贴装(SMT)过程中,使用焊锡膏可以保护电子元器件。
它可以防止PCB板上的其他材料进入电子元器件内部,并且可以减少静电放电等问题。
4. 提高生产环境卫生使用水溶性焊锡膏可以减少有害物质的排放,从而提高生产环境卫生。
这种类型的焊锡膏通常易于清洗,并且不会对环境造成污染。
四、如何选择合适的焊锡膏1. 根据应用场景选择不同类型的焊锡膏适用于不同类型的电子元器件和应用场景。
例如,无铅焊锡膏适用于无铅电子元器件,而水溶性焊锡膏适用于需要清洗的场景。
2. 考虑质量因素选择合适质量的焊锡膏非常重要。
低质量的产品可能会导致焊接缺陷,从而降低电子元器件的可靠性。
3. 参考其他人的经验可以参考其他人在相似应用场景下使用的焊锡膏类型和品牌,从而减少选择时间和风险。
五、如何使用焊锡膏1. 准备工作在使用焊锡膏之前,需要准备好PCB板和电子元器件。
确保它们都是干燥、清洁和无尘的。
2. 涂抹焊锡膏将焊锡膏涂抹在PCB板上需要贴装的位置。
可以使用喷嘴或刮刀等工具进行涂抹。
3. 贴装电子元器件将电子元器件放置在涂有焊锡膏的PCB板上,并进行热处理。
SMT生产辅料的选择和管理
SMT生产辅料的选择和管理作者:路文娟来源:《科技视界》 2014年第36期路文娟(武汉铁路职业技术学院,湖北武汉 430205)【摘要】本文结合SMT产线生产实际需要,阐述了锡膏、助焊剂、贴片胶、洗板水等几种主要SMT生产辅助材料的作用、质量判别与选择方法、日常保管方式及使用要点。
【关键词】SMT生产辅料;锡膏;助焊剂;贴片胶在SMT生产过程中,经常要用到锡膏、助焊剂、贴片胶等辅助材料。
确保这些辅助材料的质量并进行妥善管理,对整个产线的生产效率和产品质量起着致关重要的作用。
1 锡膏锡膏是由合金焊料粉、焊剂和一些添加剂混合而成的膏状物质。
在SMT生产过程中,它被用来完成各种表面组装元器件在PCB板上的连接。
质量合格的锡膏应该具有一定粘性、良好的触变性、良好的印刷性能和再流焊性能,并在贮存时具有稳定的性质。
按熔点的高低分,锡膏可以分为高温和低温锡膏,其中高温焊膏的熔点大于250℃,低温焊膏熔点小于150℃。
市场上常见的焊膏熔点一般为179℃-183℃。
按焊剂的活性不同,可将锡膏分为无活性(R),中等活性(RMA)和活性(RA)焊膏。
常用的为中等活性焊膏。
1.1锡膏的选择SMT生产中使用的焊膏应该满足以下几点要求:具有较长的贮存寿命。
在0-10℃条件下能够保存3-6个月,贮存时不会发生化学变化,也不会出现焊料粉和焊剂分离的现象,并保持其粘度和粘接性不变。
具备良好的润湿性能。
要正确选用焊剂中活性剂和润湿剂成分,以便达到润湿性能要求。
有较长的工作寿命。
锡膏在被印刷或涂敷到PCB板上后,以及在后续再流焊预热过程中,能够在常温下放置12-24小时而性能基本保持不变,保持原来的形状和大小,不产生堵塞。
焊接过程中不发生焊料飞溅。
这主要取决于焊膏的吸水性、焊膏中溶剂的类型、沸点和用量以及焊料粉中杂质类型和含量。
有较好的焊接强度。
在焊接完成后应确保不会因振动等因素出现元器件脱落。
焊后残留物稳定性能好,无腐蚀,有较高的绝缘电阻,且易清洗。
SMT资料

SMT培训手册上册SMT基础知识目录一、SMT简介二、SMT工艺介绍三、元器件知识四、SMT辅助材料五、SMT质量标准六、安全及防静电常识下册SMT操作知识目录六、松下贴片机系列七、西门子贴片机系列八、天龙贴片机系列第一章SMT简介SMT 是Surface mount technology的简写,意为表面贴装技术。
亦即是无需对PCB钻插装孔而直接将元器件贴焊到PCB表面规定位置上的装联技术。
SMT的特点从上面的定义上,我们知道SMT是从传统的穿孔插装技术(THT)发展起来的,但又区别于传统的THT。
那么,SMT与THT比较它有什么优点呢?下面就是其最为突出的优点:1.组装密度高、电子产品体积小、重量轻,贴片元件的体积和重量只有传统插装元件的1/10左右,一般采用SMT之后,电子产品体积缩小40%~60%,重量减轻60%~80%。
2.可靠性高、抗振能力强。
焊点缺陷率低。
3.高频特性好。
减少了电磁和射频干扰。
4.易于实现自动化,提高生产效率。
5.降低成本达30%~50%。
节省材料、能源、设备、人力、时间等。
采用表面贴装技术(SMT)是电子产品业的趋势我们知道了SMT的优点,就要利用这些优点来为我们服务,而且随着电子产品的微型化使得THT无法适应产品的工艺要求。
因此,SMT是电子装联技术的发展趋势。
其表现在:1.电子产品追求小型化,使得以前使用的穿孔插件元件已无法适应其要求。
2.电子产品功能更完整,所采用的集成电路(IC)因功能强大使引脚众多,已无法做成传统的穿孔元件,特别是大规模、高集成IC,不得不采用表面贴片元件的封装。
3.产品批量化,生产自动化,厂方要以低成本高产量,出产优质产品以迎合顾客需求及加强市场竞争力。
4.电子元件的发展,集成电路(IC)的开发,半导体材料的多元应用。
5.电子产品的高性能及更高装联精度要求。
6.电子科技革命势在必行,追逐国际潮流。
SMT有关的技术组成SMT从70年代发展起来,到90年代广泛应用的电子装联技术。
SMT料件知识

SMT料件知识第二章 SMT料件知识一、 PCB(Printed Circuit Board)即印刷电路板1. PCB组成成份:电脑板卡常用的是FR-4型号,由环氧树脂和玻璃纤维复合而成。
2. PCB作用2.1 提供元件组装的基本支架2.2 提供零件之间的电性连接(利用铜箔线)2.3 提供组装时安全、方便的工作环境。
3. PCB分类3.1 根据线路层的多少分为:双面板、多层板。
双面板指PCB两面有线路,而多层板除PCB两面有线路外,中间亦布有线路,目前常用的多层板为四层板,中间有一层电源和一层地。
3.2 根据焊盘镀层可分为:喷锡板、金板、喷锡板因生产工艺复杂,故价钱昂贵,但其上锡性能优于金板。
4. PCB由线路、焊垫、丝印、绝缘漆、金手指、定位孔、导通孔、贯穿孔等构成。
4.1 线路:线路是提供信号传输的主要通道,随着电子集成度越来越高,线路越来越精细,有些线路要求有屏闭作用,如有些在两条线路之间有一条空线,有些线路做成弯弯曲曲的形状,其目的是用来作屏闭作用。
4.2 焊垫:焊垫是零件组装的地方,经过过回焊炉锡膏熔解或过波峰焊后对零件进行固定。
4.3丝印:也即白油,文字印刷标明零件的名称、位置、方向。
PCB上有产品型号、版本、CE字样、FCC代码、MADE IN CHINA (或MADE IN TAIWAN)、 UL码(94V-0),厂商标志(LOGO 图样)和生产批号。
4.4 绝缘漆:绝缘漆作用是绝缘、阻焊、防止PCB板面被污染,今后的PCB以黄油和绿油偏多。
4.5 金手指:与主板传递信号,要求镀金良好。
4.6 定位孔:固定印刷锡膏用。
4.7 导通孔:又称VIA孔,PCB上最小的孔,作导通用。
4.8 贯通孔:插DIP件用。
4.9 螺丝孔:固定螺丝用。
5. MARK点5.1作用:①便于机器识别PCB;②PCB中心定点之参照;③校正不规则PCB。
5.2要求:①至少有两点,但若仅两点,这两点不可以在同一水平线或垂直线上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第四章SMT辅助材料介紹
在SMT生产中,通常我们贴片胶、锡膏、钢网称之为SMT辅助材料。
这些辅助材料在SMT整个过程中,对SMT的品质、生产效率起着致关重要的作用。
因此,作为SMT工作人员必须了解它们的某些性能和学会正确使用它们。
一、常用术语
1.贮存期(shelflife)
在规定条件下,材料或产品仍能满足技术要求并保持适当使作性能的存放时间。
2.放置时间(workingtime)
贴片胶、焊膏在使用前暴露于规定环境中仍能保持规定化学、物理性能的最长时间。
3.粘度(viscosity)
贴片胶、焊膏在自然滴落时的滴延性的胶粘性质。
4.触变性(thixotropicratio)
贴片胶与锡膏在施压挤出时具有流体的特性与挤出后迅速恢复为具有固塑性的特性。
5.塌落(slump)
焊膏印刷后在重力和表面张力的作用及温度升高或停放时间过长等原因而引起的高度降低、
底面积超出规定边界的坍流现象。
6.扩散(spread)
贴片胶在点胶后在室温条件下展开的距离。
7.粘附性(tack)
焊膏对元器件粘附力的大小及其随焊膏印刷后存放时间变化其粘附力所发生的变化
8.润湿(wetting)
熔融的焊料在铜表面形成均匀、平滑和不断裂的焊料薄层的状态。
9.免清洗焊膏(no-clean solder paste)
焊后只含微量无害焊剂残留物而无需清洗PCB的焊膏
10.低温焊膏(low temperature paste)
熔化温度比183℃低20℃以上的焊膏。
二、贴片胶(红胶)
SMT中使用的贴片胶其作用是固定片式元件、SOT、SOIC等表面安装器件在PCB上,以使其在插件、过波峰焊过程避免元器件的脱落或移位。
贴片胶可分为两大类型:环氧树脂类型和丙稀酸类型。
一般生产中采用环氧树脂热固化类胶水(如乐泰3609红胶),其特点是:
●热固化速度快
●接连强度高
●电特性较佳
而不采用丙稀酸胶水(需紫外线照射固化)。
SMT对贴片胶水的基本要求:
●包装内无杂质及气泡
●贮存期限长
●可用于高速/或超高速点胶机
●胶点形状及体积一致
●点断面高,无拉丝
●颜色易识别,便于人工及自动化机器检查胶点的质量
●初粘力高
●高速固化,胶水的固化温度低,固化时间短
●热固化时,胶点不会下塌
●高强度及弹性以抵挡波峰焊时之温度突变
●固化后有优良的电特性
●无毒性
●具有良好的返修特性
贴片胶引起的生产品质问题
●失件(有、无贴片胶痕迹)
●元件偏斜
●接触不良(拉丝、太多贴片胶)
贴片胶使用规范:
●贮存
胶水领取后应登记到达时间、失效期、型号,并为每瓶胶水编号。
然后把胶水保存在恒温、恒湿的冰箱内,温度在(1—10)℃。
●取用
胶水使用时,应做到先进先出的原则,应提前至少1小时从冰箱中取出,写下时间、编号、使用者、应用的产品,并密封置于室温下,待胶水达到室温时按一天的使用量把胶水用注胶枪分别注入点胶瓶里。
注胶水时,应小心和缓慢地注入点胶瓶,防止空气泡的产生。
使用
把装好胶水的点胶瓶重新放入冰箱,生产时提前0.5~2.0小时从冰箱取出,标明取出时间、日期、瓶号,填写胶水(锡膏)解冻、使用时间记录表,使用完的胶水瓶用酒精或丙酮清洗干净放好以备下次使用,未使用完的胶水,标明时间放入冰箱存放。
二、锡膏
由焊膏产生的缺陷占SMT中缺陷的60%—70%,所以规范合理使用焊膏显得尤为重要。
在表面组装件的回流焊中,焊膏被用来实施表面组装元器件的引线或端点与印制板上焊盘的连接。
焊膏是由合金焊料粉、焊剂和一些添加剂混合而成的,具有一定粘性和良好触变性的一种均质混合物,具有良好的印刷性能和再流焊性能,并在贮存时具有稳定性的膏状体。
合金焊料粉是焊膏的主要成分,约占焊膏重量的85%—90%。
常用的合金焊料粉有以下几种:
锡–铅(Sn – Pb)、锡–铅–银(Sn – Pb – Ag)、锡–铅–铋(Sn – Pb – Bi)等,最常用的合金成分为Sn63Pb3。
合金焊料粉的形状可分为球形和椭圆形(无定形),其形状、粒度大小影响表面氧化度和流动性,因此,对焊膏的性能影响很大。
一般,由印刷钢板或网版的开口尺寸或注射器的口径来决定选择焊锡粉颗粒的大小和形状。
不同的焊盘尺寸和元器件引脚应选用不同颗粒度的焊料粉,不能都选用小颗粒,因为小颗粒有大得多的表面积,使得焊剂在处理表面氧化时负担加重。
在焊膏中,焊剂是合金焊料粉的载体,其主要的作用是清除被焊件以及合金焊料粉的表面氧化物,使焊料迅速扩散并附着在被焊金属表面。
焊剂的组成为:活性剂、成膜剂和胶粘剂、润湿剂、触变剂、溶剂和增稠剂以及其他各类添加剂。
焊剂的活性:对焊剂的活性必须控制,活性剂量太少可能因活性差而影响焊接效果,但活性剂量太多又会引起残留量的增加,甚至使腐蚀性增强,特别是对焊剂中的卤素含量更需严格控制,
其实,根据性能要求,焊剂的重量比还可扩大至8%—20%。
焊膏中的焊剂的组成及含量对塌落度、粘度和触变性等影响很大。
金属含量较高(大于90%)时,可以改善焊膏的塌落度,有利于形成饱满的焊点,并且由于焊剂量相对较少可减少焊剂残留物,有效防止焊球的出现,缺点是对印刷和焊接工艺要求较严格;金属含量较低(小于85%)时,印刷性好,焊膏不易粘刮刀,漏版寿命长,润湿性好,此外加工较易,缺点是易塌落,易出现焊球和桥接等缺陷。
焊膏的分类可以按以下几种方法:
按熔点的高低分:高温焊膏为熔点大于250℃,低温焊膏熔点小于150℃,常用的焊膏熔点为179℃—183℃,成分为Sn63Pb37和Sn62Pb36Ag2。
按焊剂的活性分:可分为无活性(R),中等活性(RMA)和活性(RA)焊膏。
常用的为中等活性焊膏。
SMT对焊膏有以下要求:
1、具有较长的贮存寿命,在0—10℃下保存3 — 6个月。
贮存时不会发生化学变化,也不会出现焊料粉和焊剂分离的现象,并保持其粘度和粘接性不变。
2、有较长的工作寿命,在印刷或滴涂后通常要求能在常温下放置12—24小时,其性能保持不变。
3、在印刷或涂布后以及在再流焊预热过程中,焊膏应保持原来的形状和大小,不产生堵塞。
4、良好的润湿性能。
要正确选用焊剂中活性剂和润湿剂成分,以便达到润湿性能要求。
5、不发生焊料飞溅。
这主要取决于焊膏的吸水性、焊膏中溶剂的类型、沸点和用量以及焊料粉中杂质类型和含量。
6、具有较好的焊接强度,确保不会因振动等因素出现元器件脱落。
7、焊后残留物稳定性能好,无腐蚀,有较高的绝缘电阻,且清洗性好。
焊膏的选用
主要根据工艺条件,使用要求及焊膏的性能:
1、具有优异的保存稳定性。
2、具有良好的印刷性(流动性、脱版性、连续印刷性)等。
3、印刷后在长时间内对SMD持有一定的粘合性。
4、焊接后能得到良好的接合状态(焊点)。
5、其焊接成分,具高绝缘性,低腐蚀性。
6、对焊接后的焊剂残渣有良好的清洗性,清洗后不可留有残渣成分。
焊膏使用和贮存的注意事顶
1、领取焊膏应登记到达时间、失效期、型号,并为每罐焊膏编号。
然后保存在恒
温、恒湿的冰箱内,温度在约为(2—10)℃。
锡膏储存和处理推荐方法的常见数据见表:
2、焊膏使用时,应做到先进先出的原则,应提前至少2小时从冰箱中取出,写下时间、编号、使用者、应用的产品,并密封置于室温下,待焊膏达到室温时打开瓶盖。
如果在低温下打开,容易吸收水汽,再流焊时容易产行锡珠。
注意:不能把焊膏置于热风器、空调等旁边加速它的升温。
3、焊膏开封前,须使用离心式的搅伴机进行搅拌,使焊膏中的各成分均匀,降低焊膏的粘度。
焊膏开封后,原则上应在当天内一次用完,超过时间使用期的焊膏绝对不能使用
4、焊膏置于网板上超过30分钟未使用时,应重新用搅拌机搅拌后再使用。
若中间间隔时间较长,应将焊膏重新放回罐中并盖紧瓶盖放于冰箱中冷藏。
5、根据印制板的幅面及焊点的多少,决定第一次加到网板上的焊膏量,一般第一次加200—300克,印刷一段时间后再适当加入一点。
6、焊膏印刷后应在24小时内贴装完,超过时间应把PCB焊膏清洗后重新印刷。
7、焊膏印刷时间的最佳温度为23℃±3℃,温度以相对湿度55±5%为宜。
湿度过高,焊膏容易吸收水汽,在再流焊时产生锡珠。