海德汉iTNC530数控系统说明书
海德汉iTNC 530-适用于铣、钻、膛和加工中心的多功能轮廓加工数控系统

– 用KinematicsOpt校准旋转轴
电子手轮定位
– 准确移动机床轴
... 如果发生故障?
– 海德汉数控系统的诊断
一览表
– 用户功能,附件,选装项,技术参数,数控系统比较
4 6 8 10
16
24 26 28 30
34
39 42
48 49 50 51 52 53 3
应用广泛 – 最佳的多功能数控系统
iTNC 530是多功能数控系统。它能最佳地 满足您的要求,无论是生产单件零件还是 批量生产,是简单零件还是复杂零件,也 无论是“定制”生产还是集中化生产,无 一例外。
iTNC 530非常灵活。您喜欢在机床上还是 在编程工作站上编程?用iTNC 530都同样 简单,它提供便捷的车间编程能力,就像 使用外部编程系统一样: 在机床上,您能用数控系统的对话式编程 功能编写传统铣、钻和镗加工程序。iTNC 530的smarT.NC或Klartext海德汉对话式编 程语言为您提供最佳的支持-还包括大量
几何特性 •• 倾斜加工面 •• 圆柱面加工 •• 刀具中心点管理(TCPM) •• 3-D刀具补偿 •• 快速的程序段处理速度使轮廓加工
1226海德汉530系统编程和操作说明书

百度文库 - 让每个人平等地提升自我NC 软件340 420-xx用户手册HEIDENHAIN会话格式可视显示器上的控制器切换屏幕布局在加工或编程模式之间切换选择屏幕上功能的软键切换软键行输入字母和符号的打字键盘文件名注释ISO程序机床操作模式手动操作电子手轮通过MDI进行定位单步程序运行连续程序运行编程模式编程和编辑试运行程序/文件管理器TNC功能选择或删除程序或文件外部数据传输在程序中输入程序调用MOD功能显示NC错误信息的帮助文本袖珍计算器移动高亮区直接到程序块循环和参数功能移动高亮区直接到程序块循环和参数功能进给速度/主轴速度倍率控制旋钮编程路径移动切入/切出轮廓FK自由轮廓编程直线圆的中心/极坐标极心圆及圆心圆及半径相切连接的圆弧倒角圆角刀具功能输入和调用刀具长度和半径循环子程序和程序段重复定义和调用循环输入和调用子程序和程序段重复标号程序中间程序停止在程序中输入探头功能坐标轴和编号输入和编辑选择坐标轴或输入坐标轴到程序中编号小数点改变算术符号极坐标增量尺寸Q 参数捕捉实际位置跳过对话问题删除字确认输入并恢复对话结束块清除数字输入或清除TNC错误信息中止对话删除程序段百度文库 - 让每个人平等地提升自我TNC 型号软件和特性本手册说明了TNC按以下NC软件号提供的功能和特性TNC型号NC软件号iTNC 530 340 420-xxiTNC 530E 340 421-xx后缀E表示TNC的出口版本TNC的出口版本具有以下限制可同时在不超过4个轴上进行直线移动机床制造商通过设置机床参数修改机床TNC可用特性本手册中描述的一些功能可能在您的机床上没有提供您的机床上可能没有提供的TNC功能包括3维探头探测功能使用TT 130进行刀具测量攻丝刚性在中断后返回轮廓请与您的机床制造商联系以熟悉您的机床的特性许多机床制造商以及HEIDENHAIN提供TNC的编程课程我们推荐这些课程因为这是提高您的编程能力和与其他TNC用户共享信息和想法的有效途径探头循环用户手册在另外手册中描述了所有探头功能如果需要该用户手册的拷贝请与HEIDENHAIN联系手册ID编号369 280-xx使用地点TNC遵守EN55022规范对A类设备的限制并主要用于工业化区域百度文库 - 让每个人平等地提升自我HEIDENHAIN iTNC 530I。
海德汉_HEIDENHAIN_iTNC_530_编程操作手册1012

1基本技能(文件管理器/刀具表)2直角坐标路径功能3极坐标4钻孔循环循环5铣型腔、凸台和槽的循环6加工阵列孔的循环7SL 循环8坐标变换循环9重复运行的程序块编程技巧10子程序11嵌套12相关信息+Z+Z+Z基本轴旋转轴平行轴X A U Y B V ZCWX键盘TE 420TE 5301字母键盘用于输入文本和文件名,以及ISO 编程。
双处理器版本: 提供其他的按键用于Windows 操作。
2文件管理器、计算器、MOD 功能和HELP (帮助)功能3编程模式4机床操作模式5编程对话的初始化6方向键和GOTO 跳转命令7数字输入和轴选择8鼠标触摸板: 仅适用于双处理器版本124376518432765显示单元1软键区2软键选择键3软件行切换键4设置屏幕布局5加工和编程模式切换键6预留给机床制造商的软键选择键7预留给机床制造商的软键行切换键13423675123345屏幕布局编程模式显示机床操作模式显示机床操作模式(后台)编程操作模式、对话、出错信息(显示在前台)程序机床功能的软键软键区机床操作模式、对话、出错信息(显示在前台)编程模式(后台)程序或位置显示机床功能的软键机床状态软键区操作模式键操作模式功能程序编辑 编写及修改程序(RS-232-C/ V.24数据接口)试运行 静态测试 / 有图形模拟或无图形模拟几何尺寸是否相符数据是否缺失手动 移动机床轴显示坐标轴值设置原点手轮 用电子手轮移动设置原点手动数据输入定位(MDI) 输入定位步骤或输入可以立即执行的循环 将输入的程序段保存为程序程序运行-单程序段 分段运行程序,用Start(开始)按钮分别启动各段...开始程序运行-全自动 按START EXT(机床启动按钮)后连续运行程序文件管理驱动器1以太网RS-232接口 RS-422接口 TNC的硬盘当前路径或文件名3文件信息文件名:保存在当前目录下的文件及文件类型字节:以字节为单位的文件大小状态:M:“程序运行”模式下所选择的文件。
1-226海德汉530系统编程和操作说明书
1-226海德汉530系统编程和操作说明书NC 软件340 420-xx用户手册HEIDENHAIN会话格式可视显示器上的控制器切换屏幕布局在加工或编程模式之间切换选择屏幕上功能的软键切换软键行输入字母和符号的打字键盘文件名注释ISO程序机床操作模式手动操作电子手轮通过MDI进行定位单步程序运行连续程序运行编程模式编程和编辑试运行程序/文件管理器TNC功能选择或删除程序或文件外部数据传输在程序中输入程序调用MOD功能显示NC错误信息的帮助文本袖珍计算器移动高亮区直接到程序块循环和参数功能移动高亮区直接到程序块循环和参数功能进给速度/主轴速度倍率控制旋钮编程路径移动切入/切出轮廓FK自由轮廓编程直线圆的中心/极坐标极心圆及圆心圆及半径相切连接的圆弧倒角圆角刀具功能输入和调用刀具长度和半径循环子程序和程序段重复定义和调用循环输入和调用子程序和程序段重复标号程序中间程序停止在程序中输入探头功能坐标轴和编号输入和编辑选择坐标轴或输入坐标轴到程序中编号小数点改变算术符号极坐标增量尺寸Q参数捕捉实际位置跳过对话问题删除字确认输入并恢复对话结束块清除数字输入或清除TNC错误信息中止对话删除程序段TNC 型号软件和特性本手册说明了TNC按以下NC 软件号提供的功能和特性TNC型号NC软件号iTNC 530 340 420-xx iTNC530E 340 421-xx后缀E表示TNC的出口版本TNC的出口版本具有以下限制可同时在不超过4个轴上进行直线移动机床制造商通过设置机床参数修改机床TNC可用特性本手册中描述的一些功能可能在您的机床上没有提供您的机床上可能没有提供的TNC功能包括3维探头探测功能使用TT 130进行刀具测量 攻丝刚性在中断后返回轮廓请与您的机床制造商联系以熟悉您的机床的特性许多机床制造商以及HEIDENHAIN提供TNC的编程课程我们推荐这些课程因为这是提高您的编程能力和与其他TNC用户共享信息和想法的有效途径探头循环用户手册在另外手册中描述了所有探头功能如果需要该用户手册的拷贝请与HEIDENHAIN联系手册ID编号369280-xx使用地点TNC遵守EN55022规范对A类设备的限制并主要用于工业化区域HEIDENHAIN iTNC 530I。
1-226海德汉530系统编程和操作说明书

NC 软件340 420-xx用户手册HEIDENHAIN会话格式可视显示器上的控制器切换屏幕布局在加工或编程模式之间切换选择屏幕上功能的软键切换软键行输入字母和符号的打字键盘文件名注释ISO程序机床操作模式手动操作电子手轮通过MDI进行定位单步程序运行连续程序运行编程模式编程和编辑试运行程序/文件管理器TNC功能选择或删除程序或文件外部数据传输在程序中输入程序调用MOD功能显示NC错误信息的帮助文本袖珍计算器移动高亮区直接到程序块循环和参数功能移动高亮区直接到程序块循环和参数功能进给速度/主轴速度倍率控制旋钮编程路径移动切入/切出轮廓FK自由轮廓编程直线圆的中心/极坐标极心圆及圆心圆及半径相切连接的圆弧倒角圆角刀具功能输入和调用刀具长度和半径循环子程序和程序段重复定义和调用循环输入和调用子程序和程序段重复标号程序中间程序停止在程序中输入探头功能坐标轴和编号输入和编辑选择坐标轴或输入坐标轴到程序中编号小数点改变算术符号极坐标增量尺寸Q参数捕捉实际位置跳过对话问题删除字确认输入并恢复对话结束块清除数字输入或清除TNC错误信息中止对话删除程序段TNC 型号软件和特性本手册说明了TNC按以下NC软件号提供的功能和特性TNC型号NC软件号iTNC 530 340 420-xxiTNC 530E 340 421-xx后缀E表示TNC的出口版本TNC的出口版本具有以下限制可同时在不超过4个轴上进行直线移动机床制造商通过设置机床参数修改机床TNC可用特性本手册中描述的一些功能可能在您的机床上没有提供您的机床上可能没有提供的TNC功能包括3维探头探测功能使用TT 130进行刀具测量攻丝刚性在中断后返回轮廓请与您的机床制造商联系以熟悉您的机床的特性许多机床制造商以及HEIDENHAIN提供TNC的编程课程我们推荐这些课程因为这是提高您的编程能力和与其他TNC用户共享信息和想法的有效途径探头循环用户手册在另外手册中描述了所有探头功能如果需要该用户手册的拷贝请与HEIDENHAIN联系手册ID编号369 280-xx使用地点TNC遵守EN55022规范对A类设备的限制并主要用于工业化区域HEIDENHAIN iTNC 530I。
海德汉530_MP参数手册
主题 编码器和机床 定位 速度前馈控制 跟随误差控制 速度和电流综合控制 主轴 内置PLC 数据接口 3-D测头 用触发式测头测量刀具 攻丝 编程和显示 颜色 加工和程序运行 硬件
如果一个功能的输入值有一个以上(例如每个轴都有一个单独的输入),那么 用一个索引号扩展参数号。索引0总为轴1,索引1为轴2,依此类推。
(参见用户手册)。可用密码123访问的机床参数在参数列表中用符号 CN123表示。 退出机床参数编辑器,用“END”键。
不输入密码也可以访问一些机床参数。 用MP7330.x定义16个以内机床参数和用MP7340.x定义相应的对话。当按 下“用户参数”软键时,显示对话(最多37个字符) 选择MOD功能“用户参数”。
MP7224.0输入值 =
二进制格式 十六进制格式 十进制格式
%00101000 $28 40 (32+8)
September 2006
机床参数的输入和输出
4–5
特殊情况:输入公式
现在只有MP1054.x(电机转一圈直线距离)和运动特性说明表中的MP7530。
可以输入公式,而不输入固定值。输入公式时,必须注意字母大小写(大写或 小写)。函数用小写,变量用大写。函数:
2006 年 9 月
机床参数是什么?
4–3
进入“OEM.SYS”文件,设置轴数的关键字“AXISNUMBER =”使系统只显 示必要的索引参数。 对其它机床参数,用户可以激活特定功能。这时,这些功能的参数起开关作 用。这些参数都是数据位编码的。每个数据位被分配给一个轴或一个功能。
4.2 “机床参数编辑”操作模式
+ – · / log log10 exp () ^
加 减 乘 除 对数 基底为10的对数 幂 括号表达式 指数计算
海德汉 iTNC530 建议刀具系统
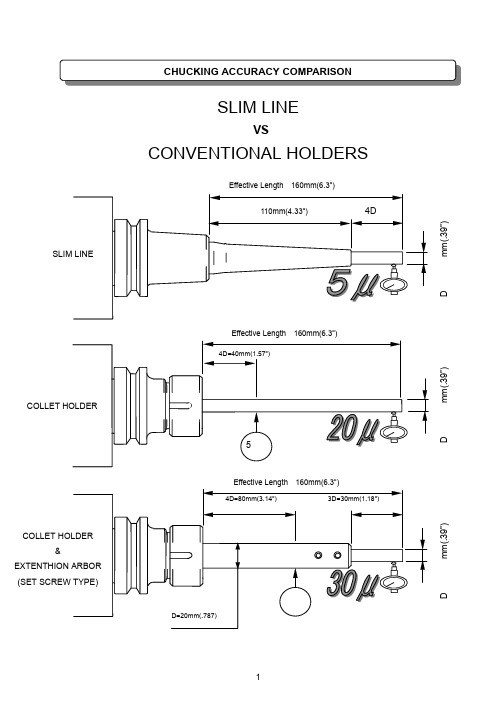
45mm(1.77”) ”
20mm(.787”)
”
”
6
CUTTING COMPARISON DATA 2
WORK PIECE DIE STEEL
SKD (HRC45)
CUTTER
OSG
FX-MG-EBD (R1 BALL END-MILL
COOLANT
WATER SOLUBLE (FLOOD)
CUTTING CONDITION
BODY COLLET CHUCK
BODY: BT40-SLK12-45 COLLET: CR12-3-35
R1mm (.039”)
23mm(.906”) R1mm (.039”)
7
35mm(1.38”) 23mm(.906”)
CUTTING COMPARISON DATA 3
WARK PIECE : DIE STEEL SKD61 (HRC50)
What is the specialty of the Slim Line? Slim Line super slim body is able to avoid works and jig fixture interference as much as possible. A slim line has stable and high chucking accuracy, rigidity and chucking torque. Therefore, it is useful for difficult applications. Compare to collet chucking holder, Slim line has 2 – 3 times stronger chucking torque. Slim Line 1,500 combinations is able to satisfy customer needs. Standard carbide cutter with normal shank tolerance is able to fit for Slim Line. Also, 3mm also can be used by Slim Line. As a new concept, Slim Line collet allows custom processing.
海德汉530系统手工编程详解档

20LY+10;直线进给
21LX+37,5;直线进给
22RNDR2,5F800;倒圆角(也相当走R角)
23LY+20,;直线进给
24CHF2,5F800;倒斜角(按照交点长度进行倒角)
25LX+30,;直线进给
26LY+25,;直线进给
27CTX25,Y30,DR+;与指定终点相切圆弧
28LX+20,;直线进给
29CRX+10,Y30,R5DR-;圆弧进给(DR-为顺时针方向进给)
30LX+5,;直线进给
31CCX5,Y25,;圆弧圆心
32CX0,Y25,DR+;圆弧终点坐标
33LY+0;直线进给
海德汉系统(米克朗机床)手工编程详解
0BEGINPGMabcdMM;程序头
1TOOLCALL1ZS2500F3000;呼叫刀具
2TCHPROBE483MEASURETOOL~;启动自动对刀(本例是以对刀器为例)
Q340=+1;CHECK~
Q260=+100;CLEARANCEHEIGHT~
Q341=+0;PROBINGTHETEETH
34CALLLBL1REP10;循环程序尾(REP10为循环次数)
34LZ5,0F3000;给了进给率(防止的特殊情况下拉伤表面)
35M140MBMAX;快速抬刀到最高点
36M5;停止主轴
37M9;停止所用冷却
38STOPM30;程序结束
39ENDPGMabcdMM;程序尾(相当于我们G码"%")
海德汉530系统p1

2.3 S主轴速度S 进给速度F和辅助功能M ..... 21 功能..... 21 输入数值..... 21 改变主轴速度和进给速度..... 21
您的机床上可能没有提供的TNC功能包括
3维探头探测功能 使用TT 130进行刀具测量 攻丝刚性 在中断后返回轮廓
请与您的机床制造商联系 以熟悉您的机床的特性
许多机床制造商 以及HEIDENHAIN提供TNC的编程课 程 我们推荐这些课程 因为这是提高您的编程能力和 与其他TNC用户共享信息和想法的有效途径
TNC 型号 软件和特性
本手册说明了TNC按以下NC软件号提供的功能和特性
TNC型号 iTNC 530 iTNC 530E
NC软件号 340 420-xx 340 421-xx
后缀E表示TNC的出口版本 TNC的出口版本具有以下 限制
可同时在不超过4个轴上进行直线移动
机床制造商通过设置机床参数修改机床TNC可用特性 本手册中描述的一些功能可能在您的机床上没有提供
探头循环用户手册
在另外手册中描述了所有探头功能 如果需 要该用户手册的拷80-xx
使用地点 TNC遵守EN55022规范对A类设备的限制并主要用于工 业化区域
HEIDENHAIN iTNC 530
I
NC软件340 420-xx新的特性
通过以太网连接TNC到Windows网络 参见第451 页的 设备特定网络设置
V
VI
1 概述 ..... 1
1.1 iTNC 530 ..... 2 编程 HEIDENHAIN对话 符合ISO格式..... 2 兼容性..... 2
DMG_海德汉iTNC530_操作培训

DMG培训照片文件整理总结(详见机床操作说明书)目录:一.手动拆刀和装刀:1.进入手动模式。
2.按刀具表软件,进入刀具表。
3.打开编辑开关。
4.建刀库刀位以外的刀具。
5.按结束。
6.进入MDI模式。
7.调用刚建立的刀具。
8.按START键执行。
9.显示更换刀具。
10.按开门键,打开工件间门。
11.按换刀键。
12.屏幕T 开始闪烁。
13.旋转按刀按扭,听到有松夹声音。
14.注意刀具的缺口方向,放刀具到位,松开换刀按扭,听到夹紧的声音,松开刀具。
15.刀具在主轴。
16.关闭工作间的门。
17.屏幕显示更换刀具。
18.刀具已经换入。
19.确认换刀完成。
20.换刀结束,二.手动拆除刀库以外的刀具。
1.按MDI 进入2.调用零号刀具。
3.按START 键执行。
4.屏幕显示从轴上取下刀具。
5.按开门键开工作间门。
6.按换刀键。
7.屏幕T 开始闪烁。
8.用手拿住刀具。
9.旋转拆刀旋扭,拆除刀具。
10.关闭工作间的门。
11.屏幕显示 T0 。
12.屏幕显示从轴人取下刀具,按START 键完成拆刀。
三.从刀库装入刀具。
1.按手动按扭,进入手动数据输入。
2.按刀具表软键,进入刀具表。
3.把光标移到要装入刀具的一行。
4.按左边的刀库管理软键。
5.按刀具拆除,6.等待屏幕显示 1。
20(1号刀库,20号刀位),刀库已经准备好。
7.因为只是装刀,并不是真正拆除,所以按中断结束。
8.打开后面的刀库门,放入刀具,注意缺口方向在里面,完成刀库装刀。
2.把光标移到要拆除的刀具的一行。
3.按刀具管理软键。
4.按刀具拆除。
5.屏幕显示(1。
32)一号刀库32号刀位。
6.按中断软键,不清除刀具参数。
7.打开刀库门,拆除刀具。
8.手动清除刀具数据,按结束,完成刀库拆除刀具。
五.标准刀的校正Z零点。
1.把标准刀放入32号刀位。
按MDI 进入。
2.调用32号刀具。
3.按START 执行。
4.调入标准刀具。
5.在刀具表中输入,标准刀的长度和半径。
海德汉ITNC530操作手册
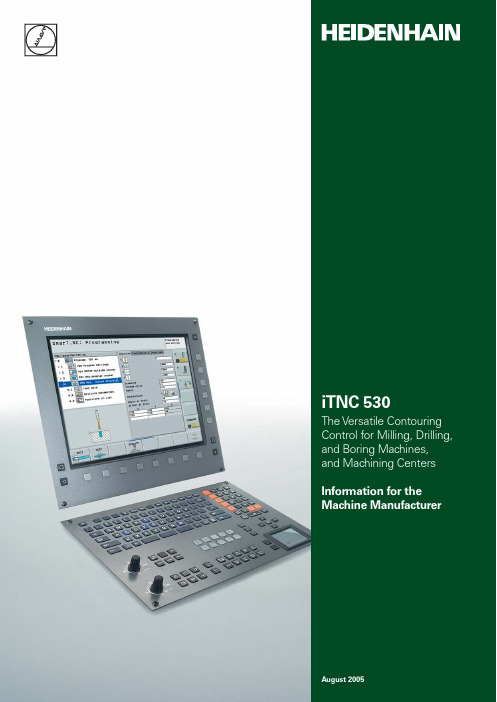
August 2005iTNC 530The Versatile Contouring Control for Milling, Drilling,and Boring Machines,and Machining Centers Information for the Machine Manufacturer2iTNC 530•Contouring control for machines with up to 11 axes and controlled spindle (depending on MC)•HEIDENHAIN inverter recommended •TFT color flat-panel display •Hard disk with at least 30 GB•Programming in HEIDENHAIN conversational format or according to ISO•Standard milling, drilling and boring cycles • Probe cycles•FK free contour programming•Special functions for fast 3-D machining•Short block processing time (0.5 ms with MC 422B)•Automatic calculation of cutting data •Pallet management •Option: Windows 2000HEIDENHAIN TNC Contouring Control with InverterBF 150 flat-panel display with TE 530BkeyboardMC 422B, CC 424with modular inverterSystem testsControls, motors and encoders from HEIDENHAIN are in most cases integrated as components in larger systems. In these cases, comprehensive tests of the complete system are required, irrespective of the specifications of the individual devices.Consumable partsControls from HEIDENHAIN include in particular the following consumable parts:•Hard disk •Buffer battery •FanStandardsStandards (ISO, EN, etc.) apply only where explicitly stated in the catalog.ContentsPageTables with Technical Specifications, Machine Interfacing,User Functions and Accessories4Control Systems11Inverter Systems24Cable Overviews42Technical Description45Overall Dimensions69Documentation95Service96Subject Index98Please refer to the page references in the tables with thespecifications.The features and specifications described here apply for thefollowing control and NC software versions:iTNC 530340422-xx(export license required)340423-xx(no export license required)340480-xx(with Windows 2000,export license required)340481-xx(with Windows 2000,no export license required)iTNC 530 with smarT.NC340490-xx(export license required)340491-xx(no export license required)340492-xx(with Windows 2000,export license required)340493-xx(with Windows 2000,no export license required)Some of these specifications require particular machineconfigurations. Please note also that, for some functions, aspecial PLC program must be created by the manufacturer.This catalog supersedes all previous editions, which therebybecome invalid.Subject to change without noticeWindows 2000 is a registered trademark of the MicrosoftCorporation.3Specifications1) As ordered2) On motors with two pole pairs* For more information, refer to the iTNC 530 brochure (Id. Nr. 363 807-xx) 42)Single/double speed5Machine Interfacing61)As ordered7User Functions* For further information, refer to the iTNC 530 brochure (Id. Nr. 363 807-xx) 8* For further information, refer to the iTNC 530 brochure (Id. Nr. 363 807-xx)Software Options* For further information, refer to the iTNC 530 brochure (Id. Nr. 363 807-xx)1) These software options are standard in the iTNC 530 with MC 422 B.9Accessories* For further information, refer to the iTNC 530 brochure (Id. Nr. 363 807-xx)1) For registered customers, these software products are available for downloading over the Internet.10HEIDENHAIN Control Systems OverviewMC 422B, CC 422with compact inverter and additionalpower module MC 422B, CC 424 with modular inverterThe iTNC 530 contouring control from HEIDENHAIN includes various components,which can be selected and combined to fit the application.1112Main ComputerMC 422B with 10 position encoder inputsMain computerThe MC 422B and MC 420 main computers include:•Processor (MC 422 B: Pentium III 800 MHz; MC 420: Celeron 400 MHz)•128 MB random access memory •PLC•Interface to CC 4xx controller unit•Interface to operating panels and screen •Interface to handwheel and touch probes•Further interfaces (PLC expansion, Ethernet, USB,RS-232-C/V.24, RS-422/V.11)To be ordered separately:•HDR hard disk with the NC software•SIK component (System Identification Key) for enabling the control loops and software optionsPower supply Power for the main computer is provided by the power supply unit via the CC 42x controller unit.Export versionSince the complete NC software is saved on the hard disk, no export version is required for the main computer itself. Export versions are available only for the easily replaceable hard disk and the SIK .MC 422BThe MC 422B main computer is available in versions without,with 5, or with 10 position encoder inputs. The version without position encoder inputs is intended for the CC 424 controller.The MC 422B is available in a dual-processor version with Windows 2000.Single-processor versionDual-processor version with Windows 2000Weight 4.3 kg 4.5 kg 4.7 kg Id. Nr.387 173-xx387 181-xx387 189-xxWeight 4.8 kg 5.0 kg 5.2 kg Id. Nr.387 175-xx387 183-xx387 191-xxPosition inputs Without 5 x 1 V PP or EnDat 10 x 1 V PP or EnDat Recommended CC 424CC 422 with 6CC 422 with 10/12controller unitshaft-speed inputsshaft-speed inputs13MC 420with 5 position encoder inputsPosition inputs 5 x 1 V PP or EnDatController unit CC 422 with 6 shaft-speed inputs Weight 4.2 kg Id. Nr.515 929-xxMC 420The MC 420 main computer is available in versions with five position encoder inputs. It can also be provided with software options. The MC 420 offers up to six control loops.Software optionsWith software options, the features of the MC 420 can also be adapted retroactively to meet new requirements These software options are described on page 9. They are enabled by entering keywords based on the SIK number, and are saved in the SIK component. Please indicate your SIK number when ordering new software options.Software option 1367 591-01Software option 2367 590-01HEIDENHAIN-DNC 526 451-01Additional languages 530 184-01DXF conversion 526 450-01Feature Content Level (FCL)529 969-01For MC 420HEIDENHAIN-DNC 526 451-01DCM (Dynamic Collision Monitoring)526 452-01DXF conversion 526 450-01Additional languages 530 184-01Feature Content Level (FCL)529 969-01For MC 422 B14Main Computer – HDR Hard Disk, SIK ComponentSIK componentThe SIK component holds the NC software license for enabling control loops and software options. It gives the main computer an unambiguous ID code—the SIK number. The SIK component is ordered and shipped separately. It must be inserted in a special slot in the HDR.The SIK component with the NC software license is available in various versions, depending on the main computer and the enabled control loops. Further control loops—up to the maxi-mum number available (see Controller Unit)—can be enabled retroactively by entering a keyword. HEIDENHAIN provides the keyword, which is based on the SIK number.When ordering, please indicate the SIK number of your control.When the keywords are entered in the control, they are saved in the SIK component. This enables and activates the options.Master keywordThere is a master keyword for putting the iTNC 530 into service that will unlock all control loop options for a duration of two weeks. After this period, the control loop options will be active only through the correct keyword.Should service become necessary, the SIK component must be inserted in the replacement control to enable all required options.Feature Content Until now, each NC software update contained error fixes and Level (FCL)software improvements. As of NC software 340 49x-02, error fixes and software improvements are separated from each other. This is done to avoid customers taking advantage of improvements even though they are only receiving the soft-ware update to correct errors. The corrected NC software is free of charge. The software improvements can be enabled via the Feature Content Level option (Id. Nr. 529 969-01) for a fee.HDR hard diskThe HDR hard disk is removable. It contains the NC software and a slot for the SIK component.HDRhard diskSIK componentHDR for MC 420MC 422B MC 422B 1 processor 2 processorswith Windows 2000iTNC 530HDR: 387546-01HDR: 387545-01with SW 340422-xxwith SW 340480-xx iTNC 530HDR: 387 546-51HDR: 387 545-51export version with SW 340423-xx with SW 340481-xx iTNC 530HDR: 524571-01HDR: 524572-01with smarT.NC with SW 340490-xx with SW 340492-xx iTNC 530HDR: 524571-51HDR: 524572-51with smarT.NC with SW 340491-xx with SW 340493-xxexport version15Single-processor versionNC software license for MC 422B 1st additional axis (5th or 8th)354 540-012nd additional axis (6th or 9th)353 904-013rd additional axis (10th)353 905-014th additional axis (11th)367 867-015th additional axis (12th)367 868-01Additional axes Additional axes NC softwarelicense for MC 420SIK with software license and enabling foriTNC 530iTNC 530 Export 4 control loops for CC with max. 6 control loops389 769-01389 769-517 control loops for CC with max. 8/10/12 control loops5 (4 + 1) control loops for CC with max.6 control loops389 769-02389 764-528 (7 + 1) control loops for CC with max. 8/10/12 control loops6 (4 + 2) control loops for CC with max. 6 control loops389 769-02389 764-539 (7 + 2) control loops for CC with max. 10/12 control loops 10 (7 + 3) control loops for CC with max. 10/12 control loops389 769-04389 769-5411 (7 + 4) control loops for CC with max. 12 control loops389 769-05389 769-55Dual-processor versionSIK with software license and enabling foriTNC 530iTNC 530 Export 4 control loops for CC with max. 6 control loops389 764-01389 764-517 control loops for CC with max. 8/10/12 control loops5 (4 + 1) control loops for CC with max.6 control loops389 764-02389 764-528 (7 + 1) control loops for CC with max. 8/10/12 control loops6 (4 + 2) control loops for CC with max. 6 control loops389 764-02389 764-539 (7 + 2) control loops for CC with max. 10/12 control loops 10 (7 + 3) control loops for CC with max. 10/12 control loops389 764-04389 764-5411 (7 + 4) control loops for CC with max. 12 control loops389 764-04389 764-55SIK with software license and enabling for iTNC 530iTNC 530 Export 4 control loops for CC with max. 6 control loops 510 085-01510 085-515 control loops for CC with max. 6 control loops 510 085-02510 085-526 control loops for CC with max. 6 control loops510 085-03510 085-531st additional axis (5th axis)354 540-012nd additional axis (6th axis)353 904-01Software option 1367 591-01Software option 2367 590-01Software option16Controller UnitCC 422with max.6 control loopsController unitHEIDENHAIN offers the CC 422 and CC 424 controller units in various versions. Controller units and main computers operate in any desired combination. Exception: Only the CC 422 control-ler unit with 6 control loops can be connected to the MC 420main computer.The CC 422 and CC 424 controller units consist of:•Position controller (only with CC 424)•Speed controller •Current controller•Interfaces to the UM 1xx, UR 2xx, and UE 2xx power modules (PWM outputs)•Interface to the shaft speed encoders•Interfaces to the linear encoders (only CC 424)•Interfaces for current control for controller unit and main computer (power supply via UVR 1xxD, UE 2xxD,UR 2xx or UV 105)Conventional axesThe CC 422 and CC 424 series controller units are suited for conventional digital axes.Direct drivesDirect drives (linear motors, torque motors) require very high-quality controllers and very short cycle times. HEIDENHAIN has developed the CC 424 controller unit specifically for these applications.Number of axesThe number of enabled control loops depends on the SIK (see Main Computer ), or on additionally enabled control loops, which can also be ordered as needed at a later date.CC 422The CC 422 is available with max. 6, 10 or 12 digital control loops. Because the CC 422 controller unit does not have its own position controllers, it must be combined with main computers with linear encoder inputs. The corresponding position controllers are then located in the MC 422 B main computer (version with 5 or 10 position encoder inputs) or MC 420 (version with 5 position encoder inputs).CC 422Max. 6 digital Max. 10 digital Max. 12 digital control loops control loops control loops Shaft speed inputs 6 x 1 V PP or EnDat 10 x 1 V PP or EnDat 12 x 1 V PP or EnDat PWM outputs 61012Weight 4.0 kg 4.8 kg 5.0 kg Id. Nr.359 651-xx359 652-xx359 653-xx17CC 424with max.6 control loopsCC 424Besides the inputs for rotational speed measurement,the CC 424 also includes inputs for position measurement.It is available with up to 6, 8, 10 or 12 digital control loops, and correspondingly provides 6, 8, 10 or 12 shaft-speed and position encoder inputs. The CC 424 is intended for the MC 422B main computer without position encoder inputs.The special characteristics of the CC 424 are:•Suitability for digital control of direct-drive and conventional motors•Position, shaft-speed, and current controllers together in one assembly•Very short cycle times for position, velocity and current control (see Digital Control )•Very short delay times within the control (no external interfaces)•High control loop gain•High contour accuracy and surface quality •Short reaction time to changing cutting forcesCC 424Max. 6 digital Max. 8 digital Max. 10 digital Max. 12 digital control loops control loops control loops control loops Shaft-speed inputs 6 x 1 V PP8 x 1 V PP 10 x 1 V PP 12 x 1 V PP or EnDat or EnDat or EnDat or EnDat Position inputs6 x 1 V PP 8 x 1 V PP 10 x 1 V PP 12 x 1 V PP or EnDat or EnDat or EnDat or EnDat PWM outputs 681012Control loops 1) forDouble-speed 2–64Single-speed 4848Weight 4.1 kg 4.7 kg 4.8 kg 5.6 kg I d. Nr.366 376-xx521755-xx366 377-xx533569-xx1)Factory default setting; adjustable by machine parametersDouble-speed control loops are used primarily for high-speed spindles as well as linear motors and torque motors.Single-speed control loops are intended for conventional drives and torque motors.When switching from single speed to double speed, the number of available control loops is reduced by one.18Keyboards and Monitors•Id. Nr. 519441-11•Weight approx. 2.4 kg•Axis-direction keysThe keys for axes IV and V are replaceable snap-on keys (see Snap-On Keys )•Touch pad and command keys for Windows 2000•Contouring keys•Operating mode keys•Operating mode keys for smarT.NC (only on TE 530 B)•ASCII keyboard•Spindle override potentiometer •Feed-rate override potentiometerTE 530BKeyboard Unit•Id. Nr. 535835-01•Same features as TE 530B, but without touchpad TE 520BKeyboard Unit •Id. Nr. 293 757-45•Weight 0.9 kg• 21 snap-on keys, freely definable via PLC •Operation keysAssigned according to PLC basic program with:Control voltage on; Emergency stop; NC start; NC stop;5 axis keys; Rapid traverse; Retract axis; Tool change;Unclamp tool; Menu selection; Unlock door;Spindle start; Spindle stop; Coolant; Rinse-water jet;Chip removal. For further symbol keys see Snap-On Keys •Additional connectionsTerminals for 3 PLC inputs and 8 PLC outputsMB 420MachineOperating Panel•Id. Nr. 353522-03•Weight approx. 4 kg•Power supply 24 Vdc•Power consumption approx. 45 W •15.1-inch; 1024 x 768 pixels•Eight horizontal soft keys, 6 vertical soft keys for PLC •Soft-key bar switchover •Split screen•Operating-mode switchover BF 150Color Flat-Panel Display•Attachable strips to adapt the design •Id. Nr. 339 516-02 (bottom)•Id. Nr. 339 516-04 (top)Screen accessory For connecting two keyboards and two screens to one MC Mounted on standard NS 35 rail (DIN 46 227 or EN 50 022)•Connections for 2 x BF 150; 2 x TE 530B/520B •Power supply24 Vdc•Power consumption Approx. 0.6 W •Weight Approx.1 kg •Id. Nr.353544-01BTS 150Screen-and-Keyboard SwitchBF 150 with stripsMB 420TE 520BTE 530BBTS 15019PLC Inputs/OutputsPL 510If the PLC inputs/outputs of the MC are insufficient, additional PL 510 or PL 550 inputs/output units can be connected. These external modular I/O systems consist of a PLB 510 or PLB 550basic module and one or more PLD 16-8 and PLA 4-4 input/output modules.Basic modulesEach basic module features slots for four I/O modules.Mounted on standard NS 35 rail (DIN 46 227 or EN 50 022)Power supply24 VdcPower consumption Approx. 20 W Weight0.36 kg (bare)PLB 510Basic module with HEIDENHAIN PLC interfaceUp to four PLB 510 can be connected to the control.The maximum cable length to the last PLB 510 is 30 meters.Id. Nr.358 849-01PLB 550Basic module with PROFIBUS-DP interfaceThe PLB 550 serves as a PROFIBUS slave. A total of 32 slaves can be connected to the PROFIBUS interface board (accessory)of the MC 422B (PROFIBUS single master). The PROFIBUS components are configured with the PC software IOconfig.Id. Nr.507 872-01The PROFIBUS-DP board must be installed in the MC before the PLB 550 is connected to the control.PROFIBUS-DP interface board for MC 422B and MC 420Id. Nr.352 517-51IOconfig software for PCsfor configuring PROFIBUS-DP components Id. Nr.de:520 942-01en:520 943-01I/O modulesThe I/O modules consist of one module with digital inputs/outputs and one analog module. For partially assembled basic modules, the unused slots must be occupied by an empty housing.PLD 16-8I/O module with 16 digital inputs and 8 digital outputs Total currentOutputs 0 to 7: 4 A Outputs 0 to 3 ,or 4 to 7 2 A Simultaneity factor2 outputs 2 A each 4 outputs 1 A each 8 outputs 0.5 A eachWeight 0.2 kgId. Nr.360 916-01PLA 4-4Analog module with4 analog inputs for Pt 100 thermistors 4 analog inputs for ±10 V Weight 0.2 kgId. Nr.366 423-01Empty housing For unused slots Id. Nr.383 022-01PL 550Electronic HandwheelsThe standard iTNC 530 supports electronic handwheels.The following handwheels can be installed:•One portable HR 410 or HR 420, or•One HR 130 panel-mounted handwheel, or•Up to three HR 150 panel-mounted handwheels via theHRA 110 handwheel adapterHR 410Portable electronic handwheel with•Keys for the selection of 5 axes•Keys for traverse direction•Keys for 3 preset feed rates•Key for actual-position capture•Three keys with machine functions (see below)•Two permissive buttons (24 V)•Emergency stop button (24 V)•Magnetic holding padsAll keys are designed as snap-on keys and can be replaced bykeys with other symbols. (For key symbols see Snap-On Keys)Weight Approx. 1 kgHR 410 (NC start/stop, spindle start;for PLC basic program; without detent)Id. Nr. 296 469-55HR 410 (spindle right/left/stop)Id. Nr. 296 469-54HR 410 (NC start/stop; without detent)Id. Nr. 535 220-05 HR 420 with display Portable electronic handwheel with•Display for operating mode, actual position value,programmed feed rate and spindle speed, error messages•Override potentiometer for feed rate and spindle speed•Selection of axes through keys and soft keys•Actual position capture•NC start/stop•Spindle on/off•Keys for continuous traverse of axes•Soft keys for machine functions defined by themachine tool builder•Emergency stop button•Holder for the HR 420, for fastening to machineWeight Approx. 1 kgHR 420 (with detent)Id. Nr. 375 239-01HR 420 (without detent)Id. Nr. 512 367-01 Cable For HR 410 and HR 420connecting cable (spiral) to HR 4x0 (3 m)Id. Nr. 312 879-01Connecting cable with metal armor Id. Nr. 296687-xxConnecting cable without metal armor Id. Nr. 296467-xxHR 4x0 / MC adapter cable Id. Nr. 296 466-xxDummy plug for emergency stop circuit Id. Nr. 271 958-03HR 410 HR 4202021HRA 110Handwheel adapter for connection of up to three HR 150panel-mounted handwheels and two switches for axis selection and for selecting the interpolation factor. The first two handwheels are permanently assigned to axes 1and 2. The third handwheel is assigned to the axes over a selection switch (accessory) or by machine parameters.The position of the second selection switch (accessory) is evaluated by the PLC, for example to set the proper interpolation.HRA 110Id. Nr.261 097-03WeightApprox. 1.5 kgHandwheel selection switch with turning knob and cable Id. Nr.270 908-xxHR 150Panel-mounted with ergonomic control knob for connec-tion to the HRA 110 handwheel adapter.Id. Nr.257 061-09WeightApprox. 0.7 kgHR 130Panel-mounted handwheel with ergonomic control knobIt is connected to the logic unit directly or via extension cable.WeightApprox. 0.7 kg HR 130 (without detent)Id. Nr. 254040-05HR 130 (with detent)Id. Nr. 540940-01Snap-on KeysThe snap-on keys make it easy to replace the key symbols. In this way, the MB 420 machine operating paneland the HR 410 handwheel can be adapted to different requirements. The snap-on keys are available inpacks of five keys.Axis keysOrange Spindle functionsOther keysGray Machine functions2223Before the iTNC 530 leaves the factory it is already prepared for the use of the TS and TT 3-D touch trigger probes. Upondeflection of the probe contact, these touch probes generate a trigger signal that captures the actual position value. For more information on the TS and TT, ask for our brochure or CD-ROM entitled 3-D Touch Probes .TS 3-D touch probes The TS touch trigger probe has a stylus with which it probesworkpieces. The TNC provides standard routines for datum setting and workpiece measurement and alignment. The touch probes are available with various taper shanks. Assorted styli are available as accessories.TS 220Touch trigger probe with cable connection for machines without automatic tool changer.TS 640/TS 440Touch trigger probe for infrared transmission of the trigger signal, preferably for machines with automatic tool changer.The TS 640 features an especially large angular range fortransmission and can operate continually for up to 300 hours.The TS 440 is characterized by its compact dimensions.The infrared transmission is established between the TS touch probe and the SE transceiver unit. The following SE units can be combined with the TS 440 and TS 640:SE 640 for integration in the machine workspace SE 540 for integration in the spindle head3-D Touch ProbesTS 220TT 130TT 3-D touch probeThe TT touch trigger probe for tool measurement features a circular contact plate for probing stationary or rotating tools. The TNC has standard routines for measuring length and diameter of the tool as well as the individual teeth The TNC automatically saves the results of measurement in a tool table. It is alsopossible to measure tool wear between two machining steps.The TNC compensates the changed tool dimensionsautomatically for subsequent machining or replaces the tool after a certain limit—as for example after tool breakage.The TT is fastened to the machine table either with two fixing clamps or through a mounting base with a central bolt.TT 130Touch trigger probe for tool measurement, with cable connec-tion.TS 640 with SE 64024HEIDENHAIN Inverter SystemsHEIDENHAIN inverter systems are designed for use with QSY synchronous motors and QAN asynchronous motors from HEIDENHAIN. The inverter systems are available with power rating of 10 kW to 55 kW. They can be supplied as compact inverters or in modular versions as regenerative or nonregenerative systems.With regenerative inverters, the braking energy of the motors is fed back into the power supply. Regenerative systems need additional components such as line filters and commutating reactors (see Accessories for Inverter Systems ).With nonregenerative inverters, the braking energy of the mo-tors is converted to heat. This requires a braking resistor (see Accessories for Inverter Systems ).The inverter systems are designed for connection to a TN pub-lic power supply with a voltage of 3 x 400 V; 50 to 60 Hz (±10%). Other public grids or other line voltages must be adapted over a transformer.Both inverter systems use a rectifier bridge circuit to convert the line power dc-link voltage and other auxiliary voltages for the electronics of the power modules, the controller unit, and the main computer. The rectified dc-link voltage is conducted through IGBTs to the motors under frequency and voltage con-trol. Control is by PWM signal. The dc-link voltage is 565 V for nonregenerative systems and 650 V for regenerative systems.In the event of an emergency stop, HEIDENHAIN inverter sys-tems make it possible to shut down the motors centrally over a special input for deleting the pulse release for PWM control of the IGBTs. The controller unit controls braking until standstill.For each motor there are separate outputs to the power modules to control the brakes at standstill.If required, however, drive groups can be formed to enable separate switch-off (e.g. axes for the tool magazine). The axes are then switched off through a pulse enabling module.In a single enclosure, UE and UR compact inverters house the rectifiers for generating the dc-link voltage and the IGBT full bridges for up to five drives. Compact inverters with power ratings up to 15 kW are available with internal braking resistor.As an alternative, the internal braking resistor can be replaced by an external resistor to reduce heat generation in the electri-cal cabinet (not with UE 11x).Higher power ratings require regenerative systems. For special cases, an additional power module can be connected to a com-pact inverter (not with UE 11x). Please note that the total power consumption of the connected motors must not exceed the power of the compact inverter!The CC controller unit is connected to the compact inverter over a ribbon cable and uses PWM signals to control the IGBTs.Regenerative invertersNonregenerative invertersSupply voltageDC-link voltageCompact invertersUE 242BSafety functionsUE 11225Modular inverter systems consist of the following modules:•A UV or UVR Power Supply Unit including the necessary additional components •UM Power Modules for axes and spindle •Ribbon cables and coversIn modular systems, the supply module produces the rectified dc-link voltage. The IGBT full bridges are housed in the separate UM power modules.The dc-link power bar conducts the dc-link voltage to the power modules. The CC controller unit is connected to the power modules over a ribbon cable and uses PWM signals to control the IGBTs.The power modules and compact inverters are available in gradations to make it possible to match them to the required motor currents and torques. In addition, the PWM frequency can also be adjusted to the motor current. Please remember that very high spindle speeds require a higher PWM frequency (see Spindle ).If the 5 V power supply of the UE 2xxB does not suffice for the MC, CC and connected encoders, an additional UV 105power supply unit is required. For a calculation example, see Additional Power Supply for MC and CC .The UV power supply units supply the current for the electron-ics of the modules. The following limit values apply:The current consumption for the electronics of the modular inverters depends largely on their power output. If several high-capacity modules are used, in rare cases the maximum permis-sible current supplied by the power supply unit might be ex-ceeded. Therefore, be sure to check the current consumption for the 15V and 24V supplies individually. This is of particular importance when the UV 150D is used together with the UM 115D. The supply unit’s own current consumption also has to be taken into account. If the total current consumption exceeds the maximum value, please contact HEIDENHAIN.The individual control components are connected through ribbon cables for PWM signals, power bus and unit bus. The ribbon cable must be covered to protect against interference.Ribbon cables and covers for separate power modules must be ordered in the required lengths.The ribbon cable and covers for compact inverters are included in the items supplied.Power supply UV 130D UVR 1xxD 15 V 1.5 A 3.5 A 24 V2 A4 AModular invertersAdditional power supply unitCurrent consumption of the connected modulesRibbon cable and coverUVR 140DUM 115DMotor current。
HEIDENHAIN+ITNC+530循环的定义和调用
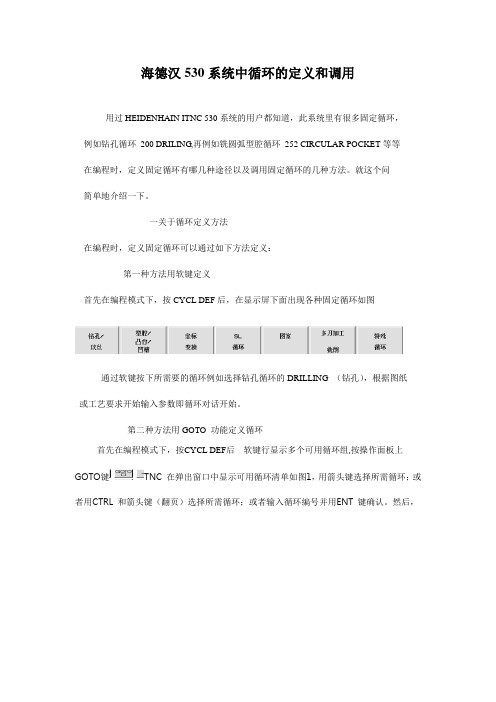
海德汉530系统中循环的定义和调用用过HEIDENHAIN ITNC 530系统的用户都知道,此系统里有很多固定循环,例如钻孔循环200 DRILING,再例如铣圆弧型腔循环252 CIRCULAR POCKET等等在编程时,定义固定循环有哪几种途径以及调用固定循环的几种方法。
就这个问简单地介绍一下。
一关于循环定义方法在编程时,定义固定循环可以通过如下方法定义:第一种方法用软键定义首先在编程模式下,按CYCL DEF后,在显示屏下面出现各种固定循环如图通过软键按下所需要的循环例如选择钻孔循环的DRILLING (钻孔),根据图纸或工艺要求开始输入参数即循环对话开始。
第二种方法用GOTO 功能定义循环首先在编程模式下,按CYCL DEF后 软键行显示多个可用循环组,按操作面板上GOTO键TNC 在弹出窗口中显示可用循环清单如图1,用箭头键选择所需循环;或者用CTRL 和箭头键(翻页)选择所需循环;或者输入循环编号并用ENT 键确认。
然后,TNC 开始如上所述的循环对话。
图 1二关于循环的调用循环调用的前提条件:以下数据必须编程在循环调用前:用于图形显示的BLK FORM (毛坯形状)(仅用于图形测试)。
刀具调用。
主轴旋转方向(M 功能M3/M4)。
循环定义(CYCL•DEF)。
对有些循环,还必须遵守其它前提条件。
详见各循环说明。
用以下功能可调用所有其他循环。
(除圆弧阵列点循环220,直线阵列点循环221。
SL 循环14 轮廓几何特征SL 循环20 轮廓数据循环32 公差坐标变换循环循环9 停顿间全部探测循环外)( 一 ) 用CYCL CALL (循环调用)功能调用一个循环CYCL CALL (循环调用)功能将调用先前最后定义的固定循环一次。
循环起点位CYCL CALL (循环调用)程序段之前最后一个编程位置处。
要编程循环调用,按下CYCL CALL (循环调用)键,按下CYCL•CALL•M 软键输入一个循环调用,根据需要,输入辅助功能M (例如用M3 使主轴运转),或按下END 键结束对话。
Heidenhain iTNC530远程访问服务器联网设置

Heidenhain iTNC530远程访问服务器联网手册Heidenhain iTNC530带网卡的联网需在服务器上安装NFS软件,安装完NFS 后,按以下步骤进行设置(安装CIMCO NFS软件):一、服务器端设置1.双击安装好后的NFS Config图标,进入如下界面点NEW,folder to export输入:D:\数控程序\DMU160P\点Next,export name输入:/DMU160P点Next,选yes,Configure access control点Next,勾中Export is read-only,设置文件夹为只读,点Next,finish结束。
同样,点New,设置如下Export(备注:可根据需要设置多个访问目录)最后在点Start server,启动Cimco Nfs服务即可。
二、设备端设置在机床端设置,设置前确保和服务器网络连接成功。
按操作面板上的(编辑模式),按[MOD],在Code number后面输入:NET123,按[ENT]1.进入界面后,按Define net,Address:172.16.42.34按[ENT]机床IPMask:255.255.254.0按[ENT]子网掩码Broadcast:空按[ENT]Rounter:172.16.42.1按[ENT]网关IPHost:空按[ENT]Domain:空按[ENT]Nameserver:172.16.46.13按[ENT]服务器IP按[End],结束设置2.设置Define mountMount Device:0)172.16.46.200:/DMU160P_R172.16.46.200(服务器IP地址)1)172.16.46.200:/DMU160P_WMount point:0)PRG_R:1)PRG_W:3.设置FilesystemtypeNfsNfsNfsOptions:空AM14.设置Define uid/gidTnc user id:501Oem user id:501Tnc group id:100Uid for mount:user点PINGHost:172.16.46.200输入服务器IP地址,出现Host Repond,则与主机连接通。
海德汉TNC530

DR2+0.002
Z
DR20.004
X
11
五轴加工 – 刀尖导向
CAM通过后处理器生成5轴程序。 原则 上,这些程序中包括机床所具有的NC轴的 全部坐标值或表面法向矢量的NC程序段。 用5轴加工时(3个直线轴2个旋转轴*), 刀具可保持与工件表面垂直,也可以根据 需要,相对工件表面倾斜一定角度。
原有功能键具有更丰富功能 当然,iTNC 530系统还具有许多创新和提 升,但其基本的编程步骤依然保持不变。 开始使用新系统时,不需重新学习编程和 操作方法, 只需熟悉新功能。 因此,操作 人员的专业加工知识可以立即用在最新 TNC数控系统上。
内轮廓—
用TNC 145编写的程序...
1983: TNC 150
高速铣削 •• 程序段处理速度快 •• 控制环周期时间短 •• 平滑加加速(Jerk)的运动控制 •• 主轴转速高 •• 数据传输速度快
用倾斜主轴头和回转工作台的五轴加工 •• 在机床外编程时,iTNC 530自动考虑机 床几何特性 •• 倾斜加工面 •• 圆柱面加工 •• 刀具中心点管理(TCPM) •• 3-D刀具补偿 •• 快速的程序段处理速度使轮廓加工速度 快,轮廓尺寸准确
车间编程
– 用于复杂轮廓编程的简明功能键 – 不同寻常的轮廓编程方法 – 重复加工工序的可靠循环 – 用轮廓链循环的圆周面铣削
34
完善、简单又灵活
– smarT.NC—全新操作模式
39 42
畅通的数据交换能力
– – – – – 有哪些附件? iTNC 530支持DXF文件格式 脱机编程和iTNC优点 iTNC 530快速传输数据 运行Windows 7的iTNC 530 iTNC编程站
10
海德汉_HEIDENHAIN_iTNC_530_编程操作手册1012
1基本技能(文件管理器/刀具表)2直角坐标路径功能3极坐标4钻孔循环循环5铣型腔、凸台和槽的循环6加工阵列孔的循环7SL 循环8坐标变换循环9重复运行的程序块编程技巧10子程序11嵌套12相关信息+Z+Z+Z基本轴旋转轴平行轴X A U Y B V ZCWX键盘TE 420TE 5301字母键盘用于输入文本和文件名,以及ISO 编程。
双处理器版本: 提供其他的按键用于Windows 操作。
2文件管理器、计算器、MOD 功能和HELP (帮助)功能3编程模式4机床操作模式5编程对话的初始化6方向键和GOTO 跳转命令7数字输入和轴选择8鼠标触摸板: 仅适用于双处理器版本124376518432765显示单元1软键区2软键选择键3软件行切换键4设置屏幕布局5加工和编程模式切换键6预留给机床制造商的软键选择键7预留给机床制造商的软键行切换键13423675123345屏幕布局编程模式显示机床操作模式显示机床操作模式(后台)编程操作模式、对话、出错信息(显示在前台)程序机床功能的软键软键区机床操作模式、对话、出错信息(显示在前台)编程模式(后台)程序或位置显示机床功能的软键机床状态软键区操作模式键操作模式功能程序编辑 编写及修改程序(RS-232-C/ V.24数据接口)试运行 静态测试 / 有图形模拟或无图形模拟几何尺寸是否相符数据是否缺失手动 移动机床轴显示坐标轴值设置原点手轮 用电子手轮移动设置原点手动数据输入定位(MDI) 输入定位步骤或输入可以立即执行的循环 将输入的程序段保存为程序程序运行-单程序段 分段运行程序,用Start(开始)按钮分别启动各段...开始程序运行-全自动 按START EXT(机床启动按钮)后连续运行程序文件管理驱动器1以太网RS-232接口 RS-422接口 TNC的硬盘当前路径或文件名3文件信息文件名:保存在当前目录下的文件及文件类型字节:以字节为单位的文件大小状态:M:“程序运行”模式下所选择的文件。