涂布刮刀使用性能的分析_郭亚龙
涂布刮刀使用性能的分析_郭亚龙
涂布涂布纸与纸板作为印刷与包装的主要材料之一,其 用户对质量要求越来越高,要求有细腻的纸面、稳定的品 质。作为涂布纸与纸板的计量元件之一的涂布刮刀在其 中起着非常重要的作用。
1涂涂布刮刀种类
涂布常用的涂布刮刀有兰钢刮刀、陶瓷刮刀、金属陶瓷刮 刀等几种。传统使用最多的是兰钢刮刀。陶瓷刮刀是利用 高温喷涂的方法,在钢刀基材上喷涂氧化锆等,使之形成 一定厚度的陶瓷层,然后经过研磨得到一定角度的涂布 刮刀。而金属陶瓷刮刀则是在喷涂材料里混合了金属,使 涂布面更细腻。
兰钢刮刀
1.48
0.11
普通陶瓷刮刀 1.18
0.04
金属陶瓷刮刀 1.06
0.03
刀与纸面的角度,
β与β 的掌握很重 0
要。
表示(1 )β= β ,此 0
时刮刀作用在刀
面 ,工 作 情 况 可 以
接受;
表示(2 )β>β0 ,此 时刮刀轻微作用于
刀 尖 ,工 作 情 况 最
Байду номын сангаас
佳;
表示(3)β<β ,此 0
刀)或冲程( 硬 刀 )进行调
涂布刮刀优化提高涂布量降低生产成本
5.2 通过刮刀设计调整提高涂布量的案例分析 5.2.1 案例分析 1
国 内 某 大 型 白 卡 纸 生 产 企 业 甲, 生 产 300g/m2
的涂布白卡纸时其正面涂布结构和涂布头设定如 表 1 所示。
表 1 调整前涂布刮刀参数和涂布量
涂布头
预涂 中涂 面涂
刮刀尺寸 (厚度 x 角度) 0.457mm x 35° 0.457mm x 6° 0.457mm x 4°
软刮刀在使用的过程中,刮刀是以一个弯曲的形 式进行涂布操作的,而硬刮刀在使用的过程中基本是 以挺直的状态进行涂布操作的,如图 3 所示[5]。
2 涂布白卡纸的涂布结构及其涂布量
当前涂布白卡纸机通常的涂布结构是正面三道 涂布,依次是预涂,中涂和面涂;背面通常只有一道 涂布。 如图 4 所示。 正面三道涂布对白卡纸最终的 品质的影响最大。 综合考虑生产成本,运行,成品品 质控制等因素, 正面三道涂布的涂布量控制一般是 预涂高,中涂低,面涂次高[6]。 例如国内某白卡纸生 产企业生产的定量 230g/m2 涂布白卡纸, 其预涂涂 布量控制在 14g/m2 左右,中涂涂布量控制在 10 g/m2 左右,面涂涂布量控制在 11 g/m2 左右。 背面一道涂 布的涂布量基本控制在 10g/m2 以下。
面涂作为涂布白卡纸生产的最后一道涂布, 也是最关键的一道工序。 在这个阶段最终涂布品 质基本形成,所以面涂品质的控制非常重要。 面涂 的 主 要 颜 料 为 95 级 或 者 98 级 的 碳 酸 钙 , 有 些 纸 种为改善遮盖性和光泽度会加一部分的瓷土 (Clay),一般在 10%~30%之间。 涂料的固含量通常 控制在 65%~68%。 面涂通常使用软刮刀来保证最 终的涂布面品质。
刮刀涂布技术简介

刮刀涂布优点:1.能使纸张获得较高的平滑度和光泽度 2.可操作性比气刀和计量棒要高、调节精度亦要比后两者
高。
缺点:1.对原纸的要求高(要有好的平整性、平滑度、施胶度等) 2.如果是用在面涂的话,对衬涂亦有比
高的要求(宏观的粗糙要低,但要有适当的微粗糙) 3.这笔性能没有气刀和计量棒好
4.容易出刮刀痕
气刀涂布优点:1.由于是仿形涂布能够提供比已知的任何涂布机都要好遮蔽性能 2.计量方式没有机械接触,
不会造成刮刀痕
缺点1.气刀涂布的涂布配方的固含量不能做得太高最高只能到48%,固含量太高会导致涂料粘度太高
会造成涂布量难以控制2.涂料固含量低会花费大量的干燥成本3.涂料固含量低造成保水性差,
涂层在干燥阶段收缩严重,最终影响涂层的粗糙度3.涂料流失厉害、水耗高、环保压力大
计量棒涂布优点:1.对原纸的要求低,能适应比较粗糙的原纸 2.能适应高固含量涂布 3.较好遮蔽性
缺点:1.涂布量可调节范围比刮刀要差,典型值在7-11克2.如果用沟纹棒的话会在留下很多的棒痕3.当需求的涂布量比较低时,计量棒容易磨损。
刮刀涂布在生产中的应用及常见纸病分析
刮刀涂布在生产中的应用及常见纸病分析张灵敏【摘要】介绍了刮刀涂布的工作原理及其在生产中的应用,重点讨论了刮刀涂布中常见纸病及处理措施,并比较了硬刮刀和软刮刀的优缺点及应用注意事项.【期刊名称】《中国造纸》【年(卷),期】2015(034)003【总页数】4页(P49-52)【关键词】刮刀涂布;硬刮刀;软刮刀;应用【作者】张灵敏【作者单位】维美德造纸机械技术(中国)有限公司,上海,201809【正文语种】中文【中图分类】TS735+.1随着生活水平的提高,人们对包装和印刷效果提出了更高的要求,涂布纸和纸板作为印刷与包装的主要材料之一,要求其表面具有更高和稳定的品质。
涂布的主要作用是提高纸和纸板的印刷性能和外观特性。
纸幅经过涂布后,其表面粗糙度降低,白度和光泽度提高,油墨吸收性能改善,掉粉掉毛减少,不透明度提高,可以获得更好的印刷效果。
就目前来说,刮刀涂布在生产中有着广泛的应用,本文对刮刀涂布进行了详细的介绍,并对刮刀涂布的常见纸病进行分析。
1.1 刮刀涂布的工作原理刮刀涂布的工作原理是通过供料系统中的上料辊或喷射梁向原纸转移足够多的涂料,然后利用刮刀进行计量及整饰。
刮刀涂布的工作原理见图1和图2。
刮刀涂布使用的刮刀通常采用强度、硬度较好的合金工具钢制成,常用的有兰钢刮刀、陶瓷刮刀、金属陶瓷刮刀等[1]。
刮刀片的厚度一般在0.25~0.5 mm之间,单层涂布量一般在5~20 g/m2之间,单层涂层厚度一般为5~20 μm。
刮刀涂布只有在合适的工作面下才能获得良好的涂布效果,同时获得比较平整的涂布面。
图3为刮刀涂布的涂层示意图。
1.2 硬刮刀和软刮刀刮刀涂布所使用的刮刀因材质不同,通常分为硬刮刀和软刮刀。
硬刮刀是带有一定预研磨角度的,例如刮刀片角度为35°;而软刮刀通常是不带预研磨角度或只带很小的角度,例如刮刀片角度为4°。
总的来说,硬刮刀比软刮刀容易控制涂布量,操作也更方便,软刮刀虽不易控制,但可以得到较大的涂布量及更好的涂布效果。
涂布刮痕
基本问题处理: 基本问题处理:
刮痕分析: -短的?长的?窄的?或宽的? -偶尔发生或某些特定区域 -可从刮刀下移除吗?或时有时无
根据Rohm and Haas相关资料翻译
27
根据Rohm and Haas相关资料翻译
17
涂料要求保水之原因
涂料保水性在慢速涂布机上会较快速涂 布机或短停留时间的涂布机上显得更重 要,因其脱水时间会变短。 原纸吸收性 -上胶度 -透气性 失水将导致涂料固含量的增加。
根据Rohm and Haas相关资料翻译 18
涂料要求保水之原因(续上页) 续上页)
ph流变性能保水性根据rohmhaas相关资料翻译10颜料供应商内部产生胶乳供应商内部产生涂布机涂布头刮刀角度刮刀痕过滤器根据rohmhaas相关资料翻译11碳酸钙可运行高固含量涂料6870提高用量会降低保水性能预涂中微粗糙而去除微粒瓷土高岭土配制涂料固含量略低5864提高保水性能煅烧瓷土结构高岭土用量增加会导致涂料膨胀性流动hp1055实际与有效固含量比较根据rohmhaas相关资料翻译12hp105552545658606264666870727454565860626466parts10parts根据rohmhaas相关资料翻译13颜料粒子胶乳粒子全矿物颜料配比低测量固含量胶乳粒子具有一定空间来移动并迁移到表面干燥后的涂布层中的胶粘剂分配不均匀全矿物颜料配比高测量固含量干燥后的涂布层中的胶粘剂分配均匀使用塑性颜料中空球配比低测量固含量便具备高有效固含干燥后的涂布层中的胶粘剂分配均匀且由于hsp的使用产生较崇厚的涂层两种涂料均具有相似的流变性能且均展现出高固含量配方的优点
根据Rohm and Haas相关资料翻译 24
刮刀、薄膜和帘式涂布技术及其对纸张表面性能的影响 2
刮刀、薄膜和帘式涂布技术及其对纸张表面性能的影响摘要:用帘式、传统刮刀和薄膜涂布技术对定量为 38 g/m2的原纸进行低定量涂布(LWC);采用多种新型和传统表面特性分析方法研究了涂布纸的纸张性能,其中包括光学性能、粗糙度、涂布量分布及压缩均一性;对比了3种不同涂布技术对涂布纸表面特性的影响。
结果发现:帘式涂布可获得最均一的涂布量和表面粗糙度,能很好地保留松厚度,比刮刀和薄膜涂布的纸张更具有可压缩性。
通常,对纸张涂布以获得更均匀的表面。
涂布纸主要是用于对印刷图像要求较高的信息和广告,要求图像均一性好、锐度和光泽高。
可采用几种涂布技术达到表面特性要求。
一种最普通的技术是在原纸表面涂一层由颜料和黏合剂组成的液体悬浮液,形成多孔表面薄层。
该技术独特之处在于涂布应用于纸张,分为接触式和非接触式技术。
接触式技术已被很好地确认并广范应用。
直接接触是上涂装置或计量装置与原纸间的接触,而在非接触式技术中完全不存在直接接触。
目前,在线涂布、提高车速、运行性能和成本效率高要求的趋势是推动涂布技术发展的动力。
需要提高纸张表面性能,如光学均一性、原纸覆盖率及消除涂布工艺引起的表面缺陷,是现代涂布技术发展的又一动力。
针对上述要求,非接触式涂布技术具有明显优势。
消除了与纸张表面的直接接触,可避免涂布纸中的缺陷及条痕,如所熟悉的刮刀涂布和薄膜涂布。
这将减少纸幅断头的风险,提高运行性能和成本效率。
非接触式技术与质量相关的益处是没有喷雾和薄膜裂口,涂层均匀且厚度不受原纸粗糙度的影响。
帘式涂布及喷雾涂布是应用于造纸工业的两种非接触式涂布技术。
喷雾涂布似乎最适用于低定量涂布(LWC)。
帘式涂布的优点是涂布速度和涂布量的操作范围广,伴随多种应用的可能性,从特种涂料到颜料和屏蔽涂料。
帘式涂布在非造纸工业的其他领域(如巧克力涂层制造)已有100 多年的历史,在造纸工业的特种纸生产中也有10 多年的历史。
目前,帘式涂布技术正开始用于印刷纸生产。
刮刀涂布常见纸病与陶瓷刮刀的选择

刮刀涂布常见纸病与陶瓷刮刀的选择
孙利军;魏玉君;刑燕冰
【期刊名称】《中国造纸》
【年(卷),期】2003(022)008
【摘要】介绍了刮刀涂布机的优缺点及影响涂布计量的主要因素,重点讨论了刮刀涂布常见纸病及原因,阐明了不同材质的陶瓷刮刀在使用中应注意的事项.
【总页数】2页(P63-64)
【作者】孙利军;魏玉君;刑燕冰
【作者单位】山东泉林纸业有限责任公司,山东,高唐,252800;山东泉林纸业有限责任公司,山东,高唐,252800;山东泉林纸业有限责任公司,山东,高唐,252800
【正文语种】中文
【中图分类】TS735+.1
【相关文献】
1.刮刀涂布在生产中的应用及常见纸病分析
2.浅析干法复合刮刀式与非刮刀式涂布工艺
3.陶瓷涂布刮刀的研制
4.刮刀涂布纸“条痕”纸病的成因及对策
5.一种新型的刮刀涂布器:组合刮刀涂布器
因版权原因,仅展示原文概要,查看原文内容请购买。
常见的涂布产品弊病分析

常见的涂布产品弊病分析作者:董玉婷杨海峰来源:《今日印刷》2018年第10期涂布技术最早用于感光工业、纸加工工业和包装工程等领域,早期的涂布基材主要为纸张和塑料薄膜,随着材料科学和材料工程的飞速发展,被涂基材已从纸张、薄膜发展到各类高分子薄膜、铝箔、铜箔及钢板等。
自工业革命爆发以来,涂布技术就在传统工业产品制造中占据着重要的地位,如钢印制版、民生组件的喷漆、胶带、合成皮等。
随着涂布基材的高速发展,精密电子产业的兴起以及新能源产业的迅速崛起,现代工业产品的制造,如各种平面显示器的光学膜、软性印刷电路板以及新能源相关的锂离子电池电极等,都对涂布技术和涂布环境提出了越来越高的要求,涂布产品弊病的产生严重制约了涂布行业的发展。
本文将以常见的涂布产品弊病为着力点,分析每一种弊病产生的原因及其解决方法,以更好地推动涂布行业的不断进步。
涂布产品的种类很多,一提到涂布产品,我们首先想到的是PET离型膜,在选择离型膜时,产品的外观一向被很多买家所重视,那么影响产品外观的关键因素是彩虹纹。
彩虹纹弊病产生原因及弊病分析:离型膜与彩虹纹,本来是毫不相关的,但是自从有了上硅以后,两者就密不可分了,所以有没有彩虹纹,就成了考察离型膜关键的第一步。
彩虹纹形成的原因主要是溶剂。
在生产过程中,为了尽可能地降低涂布量,就要多添加溶剂油,其直接结果就是离型纸上溶剂油比硅油多。
在热烘干的过程中,溶剂油挥发,留下的痕迹就是彩虹纹了。
如果我们需要贴合3M TESA等高粘的胶带,或者要冲型很小形状的时候,就必须选择合适的离型纸了。
因为冲型材料形状很小,需要很轻的离型力,但是如果离型力太轻又会造成在冲型的过程中飞掉,位置发生变化。
我们日常使用的高档工业胶带基本上都是采用油胶的,所以对离型膜要求很高,有没有彩虹纹直接影响着胶带的适用性。
弊病分析:①涂布头的使用对于彩虹纹有很大的影响,目前我国涂硅企业广泛使用的涂布头主要以刮棒、网纹辊、辊涂、多辊辊涂这几种方法为主。
微弧氧化涂层的刀具切削性能与耐磨特性评估
微弧氧化涂层的刀具切削性能与耐磨特性评估微弧氧化涂层是一种在金属表面制备陶瓷膜的技术,该技术通过在金属表面附着一层微米级的氧化物膜来增强金属材料的硬度和耐磨性。
在刀具应用领域,微弧氧化涂层被广泛应用于提高刀具的切削性能和耐磨特性。
本文将对微弧氧化涂层的刀具切削性能与耐磨特性进行评估。
首先,微弧氧化涂层能够显著提高刀具的硬度。
微弧氧化涂层采用高能电火花在金属表面产生的放电等方式,使金属表面发生氧化反应,形成坚硬的氧化物膜。
这一氧化物膜能够提高刀具的硬度,从而使其在切削过程中具有较强的抗划伤能力,大大减少刀具在切削过程中的磨损。
其次,微弧氧化涂层还能够改善刀具的表面粗糙度。
微弧氧化涂层形成的氧化物膜能够填充刀具表面的微小凹坑和裂纹,从而平整刀具表面并提高其表面粗糙度。
这一改善可以有效减少刀具与工件之间的摩擦阻力,降低工件表面的残留应力,提高切削的平稳性和精度。
此外,微弧氧化涂层还能够提高刀具的耐磨性和耐腐蚀性。
微弧氧化涂层形成的氧化物膜具有良好的耐磨和耐腐蚀性能,能够保护刀具表面免受切削液、高温、化学物质等外界环境的侵蚀。
因此,刀具表面的微弧氧化涂层能够延长刀具的使用寿命,减少更换频率和成本。
值得注意的是,微弧氧化涂层的切削性能和耐磨特性与涂层的制备工艺密切相关。
制备过程中的工艺参数选择、表面处理等环节都会对涂层性能产生重要影响。
因此,在评估微弧氧化涂层的切削性能和耐磨特性时,需要综合考虑涂层的硬度、表面粗糙度、耐磨性、耐腐蚀性等因素,并进行全面的实验测试和性能分析。
为了评估微弧氧化涂层的切削性能,可以选择常见的切削试验方法,如磨削试验、车削试验和铣削试验等。
通过对涂层刀具和普通刀具在相同工况下进行比较,可以得出涂层对切削力、切削温度、切削力矩等参数的影响。
此外,还可以观察刀具表面磨损的情况,评估涂层的耐磨性能。
对于微弧氧化涂层的耐磨特性评估,可以使用磨损试验方法。
常用的磨损试验方法包括滑动磨损试验、磨粒磨损试验和悬臂梁磨损试验等。
微凹版涂布弊病的因果分析和解决对策_刘云剑

微凹版涂布弊病的因果分析和解决对策刘云剑,邢成君,彭朝利,骆小红(中国乐凯胶片集团公司 研究院,保定 071054)摘 要:目前,随着平面显示器尤其是液晶显示器(L CD)工业的飞速发展,每一个液晶显示器的面板都包括了如下部分:彩色过滤器、偏光片、背光单元和IC 驱动。
这些部件的很多部分是通过不同的涂布方法来生产的。
例如,光学薄膜防反射、防眩光和硬涂层保护薄膜。
这些功能薄膜都需要非常高的涂层均匀性,譬如细竖道、竖条道、肋骨棱、空气夹带等等这些涂层缺陷是不允许的,并且涂层湿厚度必须在几个微米之间,干厚在几百个纳米之间,能够生产出涂层厚度在微米大小的功能薄膜的常规方法包括了凹版和微凹版涂布方法。
本文介绍了微凹版涂布原理以及涂布工艺,结合实践总结微凹版涂布弊病现象,分析了微凹版涂布过程中易出现的涂布弊病原因,并提出了解决微凹版涂布弊病的方法,在微凹版涂布试验和放量生产过程中,采用这些方法来解决出现的微凹版涂布弊病问题,具有良好效果。
关键词:微凹版涂布;涂布弊病;比率;逆流分界线;顺流分界线中图分类号:文献标识码:文章编号:10095624(2009)05003406收稿日期:20090324作者简介:刘云剑(1979),男,重庆合川人,工程师,主要从事薄层涂布技术和伺服控制系统研究。
1 前言微凹版涂布方式最初是从凹版印刷工艺发展起来的。
随着激光雕刻技术出现,各种图案和容积的辊都能精密制造出来,使凹版涂布方式变成了现实。
微凹版涂布是凹版涂布的一种,也属于辊式涂布。
微凹版涂布与凹版涂布的区别主要在于凹版辊径、背辊以及凹版辊与基材的运动方向,如图1、2所示。
凹版涂布方式的涂布湿厚度最薄(1~50 m),涂布精度最高(2%),涂布粘度在1~1500mPa s 之间,适合于溶剂型低粘度单层涂布。
微凹版涂布技术理论研究起始上世纪60年代,技术成熟的有英国、日本等。
由于日本制造业水平精湛,在微凹版涂布设备上处于绝对领先水平,其设备应用领域包括电子,医疗、光学、电池、图像等等。
全剪切速率涂料流变性能分析在涂布纸生产中的应用_王玉珑

, 、 , 、 、 、 ,
,
工
,
好 的涂 料 流 变性 能在 获
, ,
得 良好 产 品 质量 的前 提下 可 以提高涂 布 车速 降低 涂 布量 节约 成本 ; 反之 差 的涂 料流 变性则 会引
起涂 布量难 以控制 刮 刀 压力 大 刮 刀 痕 刮 刀 涂 料析 出 ( 翻 料 ) 等 导 致 涂 布运 转性 失 控 降低 产 品 质
1护
1少
1夕
1护
1少
1少
拍切 遨率 ( : ’
)
.
图2
典 型 纸 张 涂 布 过 程 的 剪 娜 吏率 范 围
:
通 常可 以 把剪切速 率范 围分成三 类
,
,
低
一
r 中等剪切 速率 ( o
1 0,
一
一
’
一
1 护
s一’
) 一典 型 工 艺 为 泵 送 和 涂 料 制备 其 特 点是 剪切 作 用 时 间
,
合理 优化涂料配 方 可 以 大大降低生 产成本 提 高经 济效益
.
分析涂料组分对 流变性能 的影 响 优 化原料选 择 纸张涂料 的组 分非常复 杂 颜 料 胶 粘剂及 其 他诸 多微 量 助 剂 的 使用 都会给涂 料 流 变性 能带来 影 6 ] 图 5 为 窄粒 径 分 响 通 过流 变性 能 的分析 合理选 用原 料可 以 改 善涂 布运行性 提 高涂布纸 质量 [ ,v
,
,
本 提高经 济效益 国外 某纸厂 通 过对 涂料 流 变性 能进 行分 析 合 理 优化 涂料 配 方 降低 了生 产 成本 如 图 3 所示 为 了降低生 产成本 该厂 试图 寻找新 的涂料 配 方 以 替代 现用 的 价格 昂贵 的涂料配 方
铝箔涂布过程中刮刀操作极重要

铝箔涂布过程中刮刀操作极重要在铝箔涂布过程中,刮刀操作不当,对涂布量会造成直接影响。
因此,要从刮刀压力、角度、锋利度、平整度及刮刀的左右移动五个方面着手,保证涂布量保持在标准范围内。
1、刮刀压力设备中调整刮刀压力装置的方式有:拉簧调压、手轮调压、气缸调压和压锤调压。
在涂布时刮刀作用在网纹辊上的压力小甚至压不紧,或有机械杂质时会将刮刀顶起来造成缝隙,使得涂布不均匀而且涂布量增加。
影响刮刀压力的因素是:硬软刀片不同、刮刀与网纹辊的角度不同等。
在实际操作时,以压锤调整刮刀为例,其刮刀压力一般在200~400KPa左右为宜。
2、刮刀角度刮刀同网纹辊触点切线之间的角度一般在15~30°之间。
如果角度太大,其刮刀几乎是顶着网纹辊,两网纹辊的表面是不平滑的,当它高速转动时,会引起弹性刮刀片的震动或跳动,使溶液被弹起来,造成涂布量不均匀,引起涂布量差异大。
另外太大的角度还易损伤口刃。
3、刮刀的锋利度刮刀的锋利度主要取决于刀刃磨损的角度和溶液的纯洁度以及刀的质量。
如果是新刀,刀的适合锋利度应能有效地刮干净网纹辊上的粘合剂层而不产生刀丝,从而获得均匀一致的涂布量,反之则引起较大的涂布量差异。
4、刮刀的平整度刮刀平整度好,不产生翘曲变形,则涂布量均匀一致,否则涂布量差异大。
刮刀的平整度取决于使用时安装刀的方法。
当然也有可能与刀架槽中或刀片、衬片上粘有异物有关。
因此在装刀时应擦净衬片,然后将新刀放在衬片后面,装入槽内旋紧刀背螺丝。
旋紧刀背螺丝时,应先中间后两边即先从刀片的中间旋紧,再逐渐往两边旋紧,并且两边要轮流旋紧。
以防止刀片翘曲。
在旋紧螺丝时应经两遍或三遍完成,应一边旋螺丝,一边拿块布夹紧刀片与衬片,并用力向一侧拉紧。
这样装成的刀就较为平整,保证了涂布量差异在标准范围内。
5、刮刀的左右移动刮刀的左右移动对减少刮线、提高刮刀利用率、减少对网纹辊的磨损有着重要作用。
从这方面考虑,网墙磨损少,网穴相对就深,盛装的液体部分就多,有利于达到所要求的涂布量。
陶瓷刮刀在涂布机上的应用效果
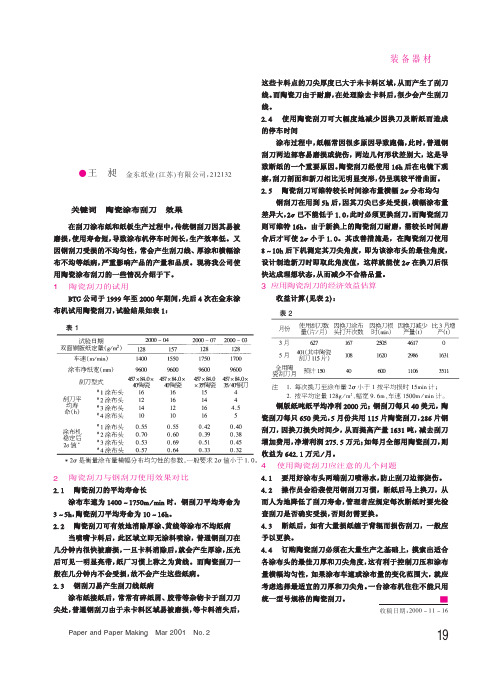
而人为地降低了刮刀寿命, 管理者应规定每次断纸时要先检 查刮刀是否确实受损, 否则勿需更换。 () 1 () ( 断纸后,如有大量损纸缠于背辊而损伤刮刀,一般应 订购陶瓷刮刀必须在大量生产之基础上,摸索出适合 予以更换。 各涂布头的最佳刀厚和刀尖角度, 这有利于控制刀压和涂布 量横幅均匀性,如果涂布车速或涂布量的变化范围大,就应 考虑选择最适宜的刀厚和刀尖角。 一台涂布机往往不能只用 统一型号规格的陶瓷’’ 元;钢刮刀每只 (’ 美元,陶 瓷刮刀每只 3,’ 美元, , 月份共用 $$, 片陶瓷刮刀, &43 片钢 减去刮刀 刮刀, 因换刀损失时间少, 从而提高产量 $31$ 吨, 增加费用, 净增利润 &+,) , 万元; 如每月全部用陶瓷刮刀, 则 收益为 3(&) $ 万元 . 月。 4 , &) $ 陶瓷刮刀与钢刮刀使用效果对比 陶瓷刮刀的平均寿命长 涂布车速为 $(’’ * $+,’- . -/0 时,钢刮刀平均寿命为 陶瓷刮刀平均寿命为 $’ * $32。 1 * ,2, &) & 陶瓷刮刀可有效地消除厚涂、 黄线等涂布不均纸病 当喷嘴卡料后,此区域立即无涂料喷涂,普通钢刮刀在 几分钟内很快被磨损, 一旦卡料消除后, 就会产生厚涂, 压光 后可见一明显亮带, 纸厂习惯上称之为黄线。而陶瓷刮刀一 般在几分钟内不会受损, 故不会产生这些纸病。 &) 1 钢刮刀易产生刮刀线纸病 涂布纸接纸后,常常有碎纸屑、胶带等杂物卡于刮刀刀 尖处, 普通钢刮刀由于未卡料区域易被磨损, 等卡料消失后, !"#$% "&’ !"#$% (")*&+ ("% ,--. /01 , () $ () & 使用陶瓷刮刀应注意的几个问题 要用好涂布头两端刮刀喷淋水, 防止刮刀边部烧伤。 操作员会沿袭使用钢刮刀习惯,断纸后马上换刀,从
刮刀涂布刮痕的产生及解决措施_熊杰
作者简介:熊杰,男,工程师,主要从事生产技术管理工作。
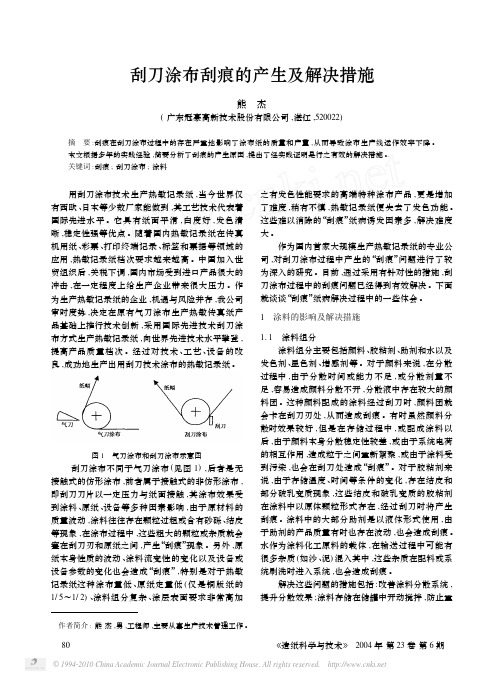
刮刀涂布刮痕的产生及解决措施熊 杰(广东冠豪高新技术股份有限公司,湛江,520022)摘 要:刮痕在刮刀涂布过程中的存在严重地影响了涂布纸的质量和产量,从而导致涂布生产线运作效率下降。
本文根据多年的实践经验,简要分析了刮痕的产生原因,提出了经实践证明是行之有效的解决措施。
.关键词:刮痕;刮刀涂布;涂料 用刮刀涂布技术生产热敏记录纸,当今世界仅有西欧、日本等少数厂家能做到,其工艺技术代表着国际先进水平。
它具有纸面平滑,白度好,发色清晰,稳定性强等优点。
随着国内热敏记录纸在传真机用纸、彩票、打印终端记录、标签和票据等领域的应用,热敏记录纸档次要求越来越高。
中国加入世贸组织后,关税下调,国内市场受到进口产品很大的冲击,在一定程度上给生产企业带来很大压力。
作为生产热敏记录纸的企业,机遇与风险并存,我公司审时度势,决定在原有气刀涂布生产热敏传真纸产品基础上推行技术创新,采用国际先进技术刮刀涂布方式生产热敏记录纸,向世界先进技术水平攀登,提高产品质量档次。
经过对技术、工艺、设备的改良,成功地生产出用刮刀技术涂布的热敏记录纸。
图1 气刀涂布和刮刀涂布示意图 刮刀涂布不同于气刀涂布(见图1),后者是无接触式的仿形涂布,前者属于接触式的非仿形涂布,即刮刀刀片以一定压力与纸面接触,其涂布效果受到涂料、原纸、设备等多种因素影响,由于原材料的质量波动,涂料往往存在颗粒过粗或含有砂砾、结皮等现象,在涂布过程中,这些粗大的颗粒或杂质就会塞在刮刀刃和原纸之间,产生“刮痕”现象。
另外,原纸本身性质的波动、涂料流变性的变化以及设备或设备参数的变化也会造成“刮痕”,特别是对于热敏记录纸这种涂布量低、原纸定量低(仅是铜版纸的1/5~1/2)、涂料组分复杂、涂层表面要求非常高加之有发色性能要求的高端特种涂布产品,更是增加了难度,稍有不慎,热敏记录纸便失去了发色功能。
这些难以消除的“刮痕”纸病诱发因素多,解决难度大。
切削速度对CrN涂层刀具铣削饰面刨花板表面质量及磨损的影响

切削速度对CrN涂层刀具铣削饰面刨花板表面质量及磨损的影响郭晓磊;张清;朱兆龙;庆振华【期刊名称】《中南林业科技大学学报》【年(卷),期】2018(038)010【摘要】针对饰面刨花板铣削过程中铣削表面质量低及刀具磨损过快的特点,本文采用CrN涂层硬质合金刀具对饰面刨花板进行了低高速铣削试验.对切削过程中的铣削表面质量及刀具磨损形态和磨损原因进行了分析研究.试验结果表明:低速切削条件下,饰面刨花板铣削表面极易产生毛刺和凹坑;高速切削条件有助于降低饰面刨花板铣削表面粗糙度和提高表面质量;低速切削条件下,CrN涂层硬质合金刀具的磨损主要是在后刀面切削刃口处出现了微小的崩刃,磨损原因为磨料磨损;高速切削条件下,CrN涂层硬质合金刀具的磨损主要是在后刀面切削刃口处,表现为涂层剥落和基体磨损,这种涂层的早期剥落及基体磨损造成了涂层刀具早期失效.因此,可以认为高速切削虽然大幅度提高了饰面刨花板铣削效率和表面质量,但是也同时加快了CrN涂层刀具的早期失效.【总页数】5页(P112-116)【作者】郭晓磊;张清;朱兆龙;庆振华【作者单位】南京林业大学材料科学与工程学院,江苏南京 210037;蓝帜(南京)工具有限公司,江苏南京 211100;南京林业大学材料科学与工程学院,江苏南京 210037;合肥工业大学机械工程学院,安徽合肥 230009【正文语种】中文【中图分类】S781.61;TS643【相关文献】1.铣削条件对高速铣削淬硬钢TiAlN涂层刀具磨损的影响 [J], 张义平;张泠2.涂层刀具高速铣削高温合金GH2132磨损形态及磨损机理 [J], 刘超;艾兴;刘战强;万熠3.氟涂层刀具铣削饰面刨花板的切削性能 [J], 郭晓磊;田新春;叶浩然;鲍旭;邱学海;王金鑫4.涂层刀具低温铣削SiCp/Al复合材料表面质量研究 [J], 李爽;牛秋林;李常平;余振;Ko TaeJo5.涂层刀具磨损对工件表面质量的非线性影响关系 [J], 徐进因版权原因,仅展示原文概要,查看原文内容请购买。
硬质合金涂层的效能
硬质合金涂层的效能曹伟【摘要】硬质合金刀具的前刀面月牙洼磨损和后刀面磨损,在不同涂层厚度和不同切削速度时,磨损程度不同,直接影响刀具的使用寿命,对硬质合金涂层刀具前刀面月牙洼磨损以及后面磨损的图像特征分析表明,涂层降低了刀具与其加工零件之间的摩擦系数,使刀具表面的凹凸不平处发热,从而限制了浅层表面的磨损,提高了硬质合金涂层刀具的耐磨性,增加了刀具的切削速度,延长了刀具的使用寿命.【期刊名称】《机电工程技术》【年(卷),期】2016(045)004【总页数】4页(P80-83)【关键词】硬质合金;耐磨性;月牙洼;涂层刀具;机械磨损【作者】曹伟【作者单位】河南工业和信息化职业学院,河南焦作 454000【正文语种】中文【中图分类】TG711涂层硬质合金刀具已经使用许多年了,它们在金属加工业中的比重正在稳步增长,在美国,目前约有65%的硬质合金刀具是涂层的。
在过去的10年中,涂层刀具在质量上和性能上都已有显著的改善。
其中一部分是由于涂层本身质量有所提高,即可以控制较好的疏松度和厚度;另一方面,在控制涂层和基体界面间的冶金技术方面也有所进展,从而改善了涂层的粘合力,遏制了降低强度的界面反应。
此外,由于使用了具有耐断裂性和耐热变形的硬质合金基体,使涂层刀具得到进一步的改善。
除了1970-1972年推广的初期TiC(碳化钛)涂层外,现在还出现了一些其他涂层材料;例如:TiN(氮化钛),HfN(氮化铪),Al2O3(氧化铝)等。
诸如TiN+TiC,Al2O3+TiC等复合涂层也已普遍使用了。
涂层刀具的普及是由于其优良的耐磨性和耐破裂性带来的[1]。
采用涂层刀具最重要的原因是它在不降低刀具寿命的前提下,能显著地增加切削速度。
图1表示了未经涂层的、具有TiC涂层的和具有Al2O3涂层的硬质合金刀具的寿命与切削速度的关系曲线。
在刀具寿命为10 min时。
TiC涂层刀具允许切削速度增加50%,而Al2O3涂层刀具可以增加切削速度90%以上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
涂布刮刀使用性
■ 郭亚龙 (宁波中华纸业有限公司
郭 亚
浙江 宁波 315012)
龙
提要要:介绍了现行涂布生产线上常用的陶瓷刮刀、普通 兰钢刮刀、金属陶瓷刮刀的不同性能。其中陶瓷 刮刀运行时间长,涂布品质稳定,涂布面质量高, 纸面细腻性好,在成本方面也有明显优势。
关健词:陶瓷刮刀;纸品质;涂布
兰钢刮刀
1.48
Hale Waihona Puke 0.11普通陶瓷刮刀 1.18
0.04
金属陶瓷刮刀 1.06
0.03
刀与纸面的角度,
β与β 的掌握很重 0
要。
表示(1 )β= β ,此 0
时刮刀作用在刀
面 ,工 作 情 况 可 以
接受;
表示(2 )β>β0 ,此 时刮刀轻微作用于
刀 尖 ,工 作 情 况 最
佳;
表示(3)β<β ,此 0
差。因此,陶瓷涂布刮刀要根据纸机的运行状况事先加工
出一个匹配涂布机的工作面(图3 )。
涂布刮刀作用于刀尖时可获得较高的光泽度与平滑度,
而作用于根部时的 光泽度与平滑度则 较低。刮刀作用于刀 尖与根部的情况如 图4 所示,以β 表示
0
刮刀角度,β表示刮
表1 纸纸面粗糙度及标准差
粗糙度平均值 标准差 μm
时刮刀作用于刀根
部,工作情况不佳;
图4 刮涂布刮刀工作情况
表示(4)β>>β ,此时刮刀过于作用于刀尖,处于敏感位 0
置,涂布质量不易控制。刮刀作用于刀尖和刀根部时的纸
面涂布质量分别见图5 和图6 。
图5 陶作用于刀尖时的涂布效果
图6 陶作用于刀根部时的涂布效果
涂布另外,陶瓷刮刀对于卡纸、破洞等不敏感,即使断纸 后一般也不需更换刮刀。但对于经常断纸的涂布纸机,从 成本上考虑建议不使用陶瓷刮刀。□
涂布涂布纸与纸板作为印刷与包装的主要材料之一,其 用户对质量要求越来越高,要求有细腻的纸面、稳定的品 质。作为涂布纸与纸板的计量元件之一的涂布刮刀在其 中起着非常重要的作用。
1涂涂布刮刀种类
涂布常用的涂布刮刀有兰钢刮刀、陶瓷刮刀、金属陶瓷刮 刀等几种。传统使用最多的是兰钢刮刀。陶瓷刮刀是利用 高温喷涂的方法,在钢刀基材上喷涂氧化锆等,使之形成 一定厚度的陶瓷层,然后经过研磨得到一定角度的涂布 刮刀。而金属陶瓷刮刀则是在喷涂材料里混合了金属,使 涂布面更细腻。
刀)或冲程( 硬 刀 )进行调
整(图1 ),以满足稳定涂布
品 质 的 要 求 。此 举 一 定 程
度上会使涂布品质产生波
动 。软 刀 常 由 于 两 边 磨 损
而下机,在4 0 0 ~5 0 0 m /
图1 刮刮刀涂布头
min的纸板机上仅能运行4~8h。停机时间长,生产效率较 低。此外因其磨损的不均匀性,常会产生纸张破洞、浆斑、 断纸等,也是兰钢刮刀更换的主要原因之一。 涂布以600t/d的机内涂布纸机运行情况计算如下: 兰钢 软刮刀运行时间4 h ,会因两边磨损严重而下机,换刀时间 一般是3min,每次换刀造成1.25t回抄纸,一天可产生7.5t 回抄废品。 2.2兰陶瓷刮刀 涂布同兰钢相比,陶瓷的硬度高、耐磨损,这使得陶瓷刮 刀可在机运行时间比兰钢刮刀长数倍(6 ~1 0 )而无需作 大的调整。这样不但可保证涂布品质的稳定,而且提高了 纸机的产量(换刀频率减少,回抄纸量降低)。所以陶瓷刮 刀因其运行时间长,涂布品质稳定,涂布面质量高(图2 ) 而深受用户欢迎,尽管其价格是兰钢刮刀的20~30倍,其 经济效益仍然可观。
44 第26卷第4期 2005年4月
Technology 技术进步
● 机械设备●
能的分析
■ 张素风 (陕西科技大学造纸工程学院 陕西省造纸技术及特种纸品开发重点实验室 陕西 咸阳 712081)
刮刀的纸面粗糙度远比陶瓷刮刀高而且不稳定。在相同
情况下,兰钢刮刀粗糙度1 . 4 8 μm ,而普通陶瓷刮刀与金
2涂 不 同 涂 布 刮 刀 的 使 用 性 能
2.1兰兰钢刮刀
涂布兰钢刮刀因其价格便宜,被大多数造纸厂所接受。涂
布刮刀只有在合适的工作面下才能获得良好的涂布效
果 。兰 钢 刮 刀 在 上 机 很 短
时间内就可磨出一个适合
当时运行状况的工作面;
但 其 较 易 磨 损 ,在 使 用 过
程中,需不断对其角度(软
paper surface and low in cost.
Key words:ceramic blade; paper quality; coating
收稿日期:2004-11-28
45 China Pulp & Paper Industry Vol.26,No.4 Apr.,2005
属陶瓷刮刀仅1.18 μm与1.06 μm。其粗糙度的波动由标
准差(表1 )可看出,兰钢刮刀最严重达0 . 1 1,陶瓷刮刀与
金属陶瓷刮刀分别是0 . 0 4 与0 . 0 3 。
涂布但陶瓷刮刀的陶瓷层非常耐磨,要磨出一个合适的
工 作 面 可 能 要 几 小 时 ,在 这 段 时 间 里 ,涂 布 纸 面 品 质 较
图3 陶陶瓷刮刀的工作面
致谢:在本文写作过程中得到马芝山高级工程师的 大力帮助,特此致谢。
An analysis of the performance of coating blade
GUO Ya-long ( Ningbo Zhonghua Paper Industry Co.,Ltd., Ningbo 315012, China) ZHANG Su-feng (Key Laboratory of Papermaking Technology and Specialty Paper of Shaanxi Province, School of Papermaking
图2 三三种刮刀纸面粗糙度对比 涂布以600t/d的机内涂布纸机运行情况计算如下: 陶瓷 刮刀一般在运行2 4 h 后,会因涂布面品质恶化( 如纸面粗 糙度过高等) 而更换(其实可用到4 8 h 甚至更长时间),产 生1 . 2 5 t 回抄废品。更换频率和产生的废纸量均比兰刚刮 刀大幅度降低。 涂布陶瓷刮刀又可分为普通陶瓷刮刀和金属陶瓷刮刀。 金属陶瓷刮刀在喷涂材料里混合了金属,使得表面更加 细腻,运行时间是普通陶瓷刮刀的2 倍以上。金属陶瓷刮 刀可以同兰钢刮刀一样使用,不需要专门开出角度。 涂布不同刮刀工作面,其粗糙度不同。由表1 可看出,兰钢
Engineering, Shaanxi University of Science and Technology, Xianyang 712081,China)
Abstract:The paper introduces the different performance of the common ceramic blade, common steel blade and metal ceramic blade. Among these, the ceramic blade has the distinct advantages of being long in operation time, stable in coating quality, high in coating quality, fine in