不同硬度三元乙丙橡胶配方
不同硬度三元乙丙橡胶配方

不同硬度三元乙丙橡胶配方硬度57三元乙丙橡胶配方原材料名称基本配置物理机械性能标准实测三元乙丙胶 100拉伸强度(Mpa) 13硫磺 0.5扯断伸长率(%) 520过氧化二异丙苯(DCP) 6.5永久变形(%) 7硬脂酸 1.5硬度(邵氏) 57高耐磨碳黑 20撕裂强度(KN/m)半补强碳黑 20脆性温度凡士林/防老剂D 5/1.5合计 155硫化条件:158℃×40′混炼工艺:生胶→碳黑→软化剂→硫磺→防老剂。
用途和性能:该胶料制成胶管、密封件、垫片。
耐中等浓酸、有机酸、无机酸、80%H2SO4.硬度65三元乙丙橡胶配方原材料名称基本配置物理机械性能标准实测三元乙丙胶 100拉伸强度(Mpa) 8.8促进剂M 0.5扯断伸长率(%) 478促进剂TMTM 1.5永久变形(%) 22硫磺 1.5硬度(邵氏) 65氧化锌 5撕裂强度(KN/m) 28硬脂酸 1脆性温度℃ -70高耐磨碳黑 8050#机油 50合计 239.5硫化条件:160℃×60′混炼工艺:生胶→填料、软化剂→ZnO→促进剂→S→硬脂酸,混匀后要经十次薄通。
用途和性能:该胶料具有耐天候、耐臭氧、耐酸性能、耐磨、耐高低温、电绝缘和弹性等。
介质:耐过热水、耐臭氧、耐辐射。
温度:-40℃~160℃硬度70三元乙丙橡胶配方原材料名称基本配置物理机械性能标准实测三元乙丙胶 100拉伸强度(Mpa) 13.5氧化锌 5扯断伸长率(%) 350硬脂酸 1永久变形(%) 8高耐磨碳黑 50硬度(邵氏) 70聚苯硫醚 10撕裂强度(KN/m) 28硫磺 0.3脆性温度 -65DCP 3.5合计 169.8硫化条件:160℃×30′混炼工艺:生胶→碳黑→聚苯硫醚→氧化锌→DCP→硬脂酸,薄通十次下片。
用途和性能:耐辐射剂量为1×107耐热、耐各种介质:耐乙酸。
工作温度:-55~150℃,生产各种密封件、垫片。
三元乙丙橡胶配方
三元乙丙橡胶配方
1.基础胶料:
-三元乙丙橡胶(EPDM):100份
-二甲基异戊基四胺(DMC):1.5份
-碳黑:40份
-润滑剂:2份
2.填充剂:
-活性石墨:70份
-沙粉:30份
-粉末硅酸钙:15份
3.加工助剂:
-罗纹状增塑剂:5份
-碱性加工剂:1份
-抗热老化剂:2份
-防黄剂:0.5份
以上配方的详细解释如下:
1.基础胶料:
-三元乙丙橡胶(EPDM)是这种配方的主要成分,质量比例为100份。
EPDM橡胶具有优异的耐候性和耐腐蚀性,可以在各种恶劣环境下使用。
-二甲基异戊基四胺(DMC)是一种交联剂,可以提高橡胶的耐热性和
强度。
碳黑是一种填充剂,可以提供橡胶材料的增强和加强机械性能的效果。
润滑剂的作用是减少胶料的黏性,提高加工性能。
2.填充剂:
-活性石墨是一种高温稳定材料,能够增加橡胶的导电性和抗静电性能。
-沙粉主要是为了增加胶体的硬度和刚性,提高材料的抗拉强度和耐
磨性。
-粉末硅酸钙可以提升橡胶的抗撕裂强度和耐酸碱性。
3.加工助剂:
-罗纹状增塑剂用于提高橡胶的柔韧性和伸展性。
-碱性加工剂的作用是调整橡胶材料的酸碱度,提高其加工性能。
-抗热老化剂可以延长橡胶材料的使用寿命。
-防黄剂的作用是抑制橡胶的老化和变黄。
三元乙丙橡胶配方及性能
三元乙丙橡胶(ethylene-Propylene terpolymer)是乙烯、丙烯和少量非共轭二烯烃的共聚物,是乙丙橡胶的主要品种。
它除保持二元乙丙橡胶优良的耐臭氧性、耐候性、耐热性等特性外。
在硫化速度、配合和硫化胶性能等方面又不完全同于二元乙丙橡胶。
一、基本配合和质量检验方法三元乙丙橡胶的质量检验,除国际标准化组织(ISO)和美国材料试验学会(ASTM)制定的三元乙丙橡胶硫化胶性能检验方法外,我国和其它国家目前尚无统一的国家级和部级乙丙橡胶质量标准及检验方法,大多数生产者均采用其公司或厂家的企业检验方法和质量控制标准。
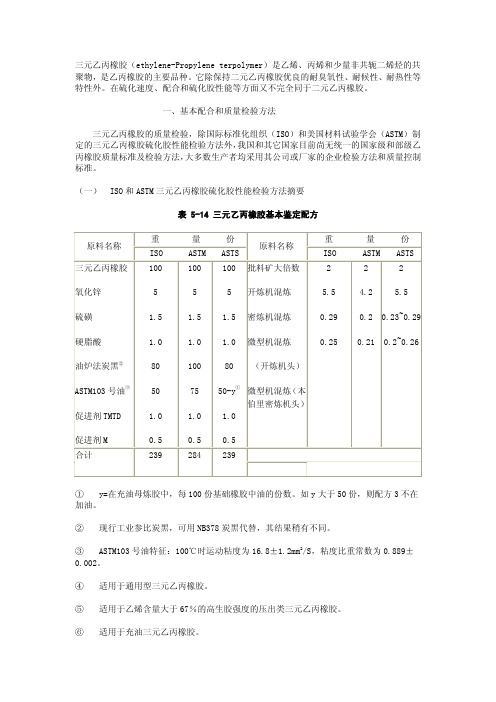
(一) ISO 和ASTM 三元乙丙橡胶硫化胶性能检验方法摘要表 5-14 三元乙丙橡胶基本鉴定配方重 量 份重 量 份 原料名称 ISO ASTM ASTS原料名称ISO ASTM ASTS三元乙丙橡胶 氧化锌 硫磺 硬脂酸 油炉法炭黑②ASTM103号油③ 促进剂TMTD 促进剂M 100 5 1.5 1.0 80 50 1.0 0.5 100 5 1.5 1.0 100 75 1.0 0.5 100 51.5 1.0 80 50-y①1.0 0.5 批料矿大倍数开炼机混炼密炼机混炼 微型机混炼 (开炼机头)微型机混炼(本伯里密炼机头)2 5.5 0.29 0.252 4.20.2 0.21 2 5.50.23~0.290.2~0.26合计239284239① y=在充油母炼胶中,每100份基础橡胶中油的份数。
如y 大于50份,则配方3不在加油。
② 现行工业参比炭黑,可用NB378炭黑代替,其结果稍有不同。
③ ASTM103号油特征:100℃时运动粘度为16.8±1.2mm 2/S,粘度比重常数为0.889±0.002。
④ 适用于通用型三元乙丙橡胶。
⑤ 适用于乙烯含量大于67%的高生胶强度的压出类三元乙丙橡胶。
⑥ 适用于充油三元乙丙橡胶。
1.检验配方ISO 4097—1980(E)和ASTM D3568—81a 基本鉴定配方摘于表5-14。
三元乙丙橡胶配方

起止日期:2009.1—2009.配位嵌段共聚合制备乙丙橡胶的合成工艺一、聚合方法概述反应方程式:CH3CH3|︱CH2= CH2 + CH= CH2 ( CH2--- CH2)m(CH—CH2)n乙烯丙烯共聚物CH3|CH2= CH2 + CH= CH2 +二烯烃CH3︱(CH2--- CH2)m—(CH—CH2)n—(二烯烃)yEPDM三元共聚物反应机理:以乙烯、丙烯为单体,用钒-铝配合物为引发剂,其聚合机理属于配位离子型聚合反应。
聚合时,首先是单体上双键的∏电子在引发剂活性中心的空位上进行络合,由于R-V键变弱,以致断裂,单体分子插入R-V键,链的增长按这个方式不断重复进行。
主要用途:因乙丙橡胶分子主链为饱和结构而呈现出卓越的耐候性、耐臭氧、电绝缘性、低压缩永久变形、高强度和高伸长率等宝贵性能,其应用极为广泛,消耗量逐年增加。
根据乙丙橡胶的不同系列和分子结构方面的特点,乙丙橡胶应用种类有通用型、混用型、快速硫化型、易加工型和二烯烃橡胶并用型等不同应用类型。
从实际应用情况分析,乙丙橡胶在非轮胎方面得到了广泛的应用。
1.汽车工业乙丙橡胶在汽车制造行业中应用量最大,主要应用于汽车密封条、散热器软管、火花塞护套、空调软管、胶垫、胶管等。
在汽车密封条行业中,主要利用EPDM的弹性、耐臭氧、耐候性等特性,其ENB型的EPDM橡胶已成为汽车密封条的主体材料,国内生胶年消耗量已超过1万吨,但由于品种关系,其一半还依靠进口。
由于热塑性三元乙丙橡胶EPDM/PP强度高、柔性好、涂装光泽度高、易回收利用的特点,在国内外汽车保险杠和汽车仪表板生产中已作为主导材料。
预计到2010年仅汽车保险杠和仪表板两项产品,EPDM/PP的国内年用量可达4.5万吨。
此类产品的回收利用主要采用的工艺方法是:先去掉产品表面的涂料-粉碎-清洗-再造粒-添加新料后生产新产品。
这样在保险杠和仪表板生产中,就能节约大量原材料取得较好的经济效益。
几种不同硬度三元乙丙发泡配方
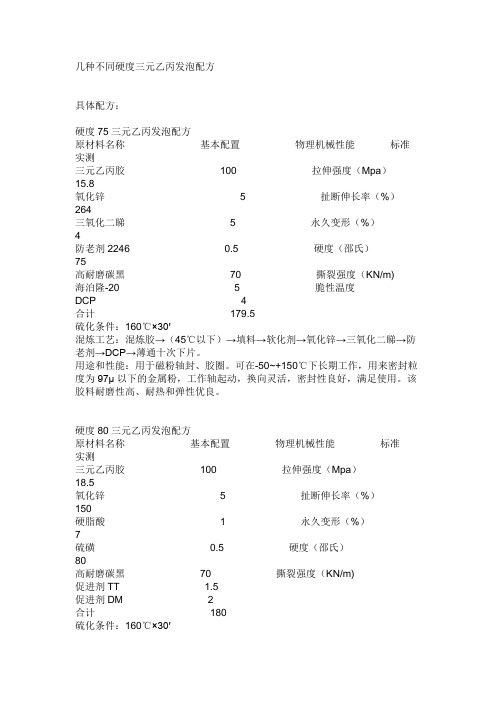
几种不同硬度三元乙丙发泡配方具体配方:硬度75三元乙丙发泡配方原材料名称基本配置物理机械性能标准实测三元乙丙胶100 拉伸强度(Mpa)15.8氧化锌 5 扯断伸长率(%)264三氧化二睇 5 永久变形(%)4防老剂2246 0.5 硬度(邵氏)75高耐磨碳黑70 撕裂强度(KN/m)海泊隆-20 5 脆性温度DCP 4合计179.5硫化条件:160℃×30′混炼工艺:混炼胶→(45℃以下)→填料→软化剂→氧化锌→三氧化二睇→防老剂→DCP→薄通十次下片。
用途和性能:用于磁粉轴封、胶圈。
可在-50~+150℃下长期工作,用来密封粒度为97μ以下的金属粉,工作轴起动,换向灵活,密封性良好,满足使用。
该胶料耐磨性高、耐热和弹性优良。
硬度80三元乙丙发泡配方原材料名称基本配置物理机械性能标准实测三元乙丙胶100 拉伸强度(Mpa)18.5氧化锌 5 扯断伸长率(%)150硬脂酸 1 永久变形(%)7硫磺0.5 硬度(邵氏)80高耐磨碳黑70 撕裂强度(KN/m)促进剂TT 1.5促进剂DM 2合计180硫化条件:160℃×30′混炼工艺:生胶→碳黑→氧化锌、促进剂→硫磺→硬脂酸→混炼后经十次薄通下片。
用途和性能:温度:-35~+130℃,压力:10Kg/cm2介质:耐H2S腐蚀。
用于生产密封圈、垫片,耐酸、耐盐、耐辐射。
硬度82三元乙丙发泡配方原材料名称基本配置物理机械性能标准实测三元乙丙胶100 拉伸强度(Mpa)20.4高耐磨碳黑80 扯断伸长率(%)205硬脂酸0.5 永久变形(%)3氧化锌 5 硬度(邵氏)82氧化镁 5 撕裂强度(KN/m)促进剂TMTD 1.5 脆性温度-62促进剂DM 0.5 100%顶伸强度MPa 85硫磺 1.5合计194硫化条件:160℃×30′骨架经过喷砂处理后,用并酮洗净,凉干,涂一薄层γ-氨基丙基三氧基硅烷,30分钟后在涂一遍,10分钟后包胶即可硫化。
三元乙丙橡胶配方
起止日期:2009.1—2009.配位嵌段共聚合制备乙丙橡胶的合成工艺一、聚合方法概述反应方程式:CH3CH3|︱CH2= CH2 + CH= CH2 ( CH2--- CH2)m(CH—CH2)n乙烯丙烯共聚物CH3|CH2= CH2 + CH= CH2 +二烯烃CH3︱(CH2--- CH2)m—(CH—CH2)n—(二烯烃)yEPDM三元共聚物反应机理:以乙烯、丙烯为单体,用钒-铝配合物为引发剂,其聚合机理属于配位离子型聚合反应。
聚合时,首先是单体上双键的∏电子在引发剂活性中心的空位上进行络合,由于R-V键变弱,以致断裂,单体分子插入R-V键,链的增长按这个方式不断重复进行。
主要用途:因乙丙橡胶分子主链为饱和结构而呈现出卓越的耐候性、耐臭氧、电绝缘性、低压缩永久变形、高强度和高伸长率等宝贵性能,其应用极为广泛,消耗量逐年增加。
根据乙丙橡胶的不同系列和分子结构方面的特点,乙丙橡胶应用种类有通用型、混用型、快速硫化型、易加工型和二烯烃橡胶并用型等不同应用类型。
从实际应用情况分析,乙丙橡胶在非轮胎方面得到了广泛的应用。
1.汽车工业乙丙橡胶在汽车制造行业中应用量最大,主要应用于汽车密封条、散热器软管、火花塞护套、空调软管、胶垫、胶管等。
在汽车密封条行业中,主要利用EPDM的弹性、耐臭氧、耐候性等特性,其ENB型的EPDM橡胶已成为汽车密封条的主体材料,国内生胶年消耗量已超过1万吨,但由于品种关系,其一半还依靠进口。
由于热塑性三元乙丙橡胶EPDM/PP强度高、柔性好、涂装光泽度高、易回收利用的特点,在国内外汽车保险杠和汽车仪表板生产中已作为主导材料。
预计到2010年仅汽车保险杠和仪表板两项产品,EPDM/PP的国内年用量可达4.5万吨。
此类产品的回收利用主要采用的工艺方法是:先去掉产品表面的涂料-粉碎-清洗-再造粒-添加新料后生产新产品。
这样在保险杠和仪表板生产中,就能节约大量原材料取得较好的经济效益。
三元乙丙橡胶的硫化体系和epdm配方举例

三元乙丙橡胶的硫化体系和epdm配方举例一、三元乙丙橡胶硫化三元乙丙橡胶可以采用二烯烃类橡胶用的普通硫化方法硫化,但由于一般三元乙丙橡胶双键数目较少,因而硫化速度较慢。
近年来发展了高不饱和度(碘值高达29)三元乙丙橡胶,其硫化速度不低于高不饱和橡胶的硫化速度。
三元乙丙橡胶通常可用硫磺、过氧化物、配肟和反应性树脂等多种硫化体系进行硫化。
不同的硫化体系对其混炼胶的门尼黏度、焦烧时间、硫化速度以及硫化胶的关联键型、物理机械性能(如应力-应变、滞后、压缩变形以及耐热等性能)亦有着直接的影响。
硫化体系的选择要根据所用乙丙橡胶的类型、产品物理机械性能、操作安全性、喷霜以及成本等因素加以综合考虑。
1、硫磺硫化体系硫磺硫化体系具有操作安全,硫化速度适中,综合物理机械性能佳以及与二烯烃类橡胶共硫化性好等优点,是三元乙丙橡胶使用最广泛最主要的硫化体系。
在硫磺硫化体系中,由于硫磺在乙丙橡胶中溶解度较小,容易喷霜,不宜多用。
一般硫黄用量应控制在1~2份范围内。
在一定硫磺用量范围内,随硫费用量增加,胶料硫化速度加快,焦烧时间缩短,硫化胶拉伸强度、定伸应力和硬度增高,扯断伸长率下降。
硫磺用量超过2份时,耐热性能下降,高温下压缩永久变形增大。
为使胶料不喷霜,促进剂的用量亦必须保持在三元乙丙橡胶的喷霜极限溶解度以下。
实际上,在工业生产中,基于以下原因几乎都是采用二种或多种促进剂的并用体系。
(1)多种促进剂并用,容易达到硫化作用平衡。
(2)许多促进剂在较低浓度时,就会发生喷霜,因此用量不宜太高。
(3)促进剂之间的协同效应,有利于导致硫化时间的缩短和交联密度的提高。
硫磺硫化体系中,促进剂的用量还可以通过增加硬脂酸的用量来提高,当其它条件不变的情况下,硬脂酸用量增加会导致交联密度、单硫和双硫交联键增加。
氧化锌用量的增加亦有助于在交联时形成活性促进剂,从而提高胶料的交联密度及抗返原性,改善动态疲劳性能和耐热性能。
硫磺硫化体系适于各种橡胶制品。
三元乙丙橡胶材质成分
三元乙丙橡胶(EPDM)是一种合成弹性橡胶材料,其成分主要包括以下几个组分:
1.乙烯-乙烯是一种碳氢化合物,是制造EPDM的主要原料。
它是从石油或天然气中提
取出来的。
2.丙烯-丙烯也是一种碳氢化合物,通常与乙烯共聚以形成EPDM橡胶的主要基础。
3.第三单体- EPDM中可能还含有其他第三单体,如甲基丙烯酸酯、异戊二烯等。
这些第
三单体的添加可以调整EPDM的性能和特性。
4.硫化剂- EPDM在硫化过程中会添加硫化剂,如硫磺。
硫化是将EPDM材料加热,并与
硫化剂反应,使其具有更好的耐热性和耐老化性能。
5.助剂- EPDM材料中还可能添加其他助剂,如抗氧剂、增塑剂、填充剂等,以增加材料
的稳定性、可加工性和耐久性。
综上所述,EPDM橡胶的主要成分是乙烯和丙烯,其中可能还包含其他第三单体、硫化剂和助剂,这些成分的比例和添加方式可以根据所需的性能和应用来调整。
三元乙丙橡胶的混炼配方

三元乙丙橡胶的混炼配方三元乙丙橡胶是一种合成橡胶,由乙丙橡胶和少量的第三元橡胶组成。
混炼配方是制备三元乙丙橡胶的关键步骤之一,它决定了橡胶的性能和用途。
本文将介绍三元乙丙橡胶混炼配方的基本原理和常用组分。
三元乙丙橡胶混炼配方的基本原理是通过将乙丙橡胶和第三元橡胶进行混炼,使其相互作用,形成一种新的复合橡胶。
混炼配方中的各组分起着不同的作用,包括增强橡胶的硬度、拉伸强度、耐磨性等性能。
三元乙丙橡胶的混炼配方通常包括以下几个主要组分:橡胶、填料、增塑剂、防老剂、硫化剂和促进剂。
橡胶是混炼配方的基础,其中乙丙橡胶是主要成分,占总重量的大部分。
填料是用来增加橡胶的硬度和抗拉伸强度的,常用的填料有碳黑和白炭黑等。
增塑剂可以增加橡胶的延展性和柔软性,常用的增塑剂有邻苯二甲酸酯类和聚酯类等。
防老剂可以延缓橡胶的老化过程,常用的防老剂有二硫化硫、硫代硫酸钠等。
硫化剂和促进剂是混炼配方中的关键组分,它们可以促使橡胶发生硫化反应,形成交联结构,提高橡胶的强度和耐磨性。
三元乙丙橡胶混炼配方的具体配比取决于橡胶的应用领域和要求的性能。
一般来说,乙丙橡胶和第三元橡胶的比例在70:30到90:10之间,根据需要可以适当调整。
填料的用量一般是橡胶的1-2倍,增塑剂的用量一般是橡胶的5-10%,防老剂的用量一般是橡胶的1-2%,硫化剂和促进剂的用量根据具体情况而定。
在混炼过程中,首先将乙丙橡胶和第三元橡胶按照一定比例放入混炼机中,加入适量的填料、增塑剂、防老剂等。
然后进行搅拌和加热,使各组分均匀混合,并使其达到一定的温度,促使反应的进行。
最后加入适量的硫化剂和促进剂,进行硫化反应,形成交联结构,使橡胶固化。
三元乙丙橡胶混炼配方的优化是提高橡胶性能的重要途径。
通过调整混炼配方中各组分的比例和用量,可以实现橡胶硬度、拉伸强度、耐磨性等性能的控制。
此外,还可以通过添加其他功能性添加剂,如增粘剂、抗氧剂、防火剂等,进一步改善橡胶的性能。
几种不同硬度三元乙丙发泡配方

几种不同硬度三元乙丙发泡配方三元乙丙发泡是一种将三元乙丙和发泡剂混合,并通过加热使其膨胀形成泡沫材料的工艺。
硬度是衡量泡沫材料强度和耐用性的指标之一、不同硬度的三元乙丙发泡配方可以通过调整三元乙丙的含量、发泡剂的类型和含量以及其他添加剂的使用来实现。
下面将介绍几种不同硬度的三元乙丙发泡配方。
1.硬质泡沫配方:硬质泡沫通常具有较高的密度和硬度,适用于需要较高强度和耐久性的应用。
以下是一种常见的硬质泡沫配方:-三元乙丙:100份-弗龙:3-5份-抗氧剂:1份-硬化剂:0.5-1份-发泡剂:适量该配方中的三元乙丙含量较高,而发泡剂含量较低。
硬化剂用于促进三元乙丙的固化和硬化,而弗龙则有助于增加泡沫的密度和硬度。
2.中硬度泡沫配方:中硬度泡沫通常具有适中的密度和硬度,适用于各种应用。
以下是一种常见的中硬度泡沫配方:-三元乙丙:100份-弗龙:2-4份-抗氧剂:1份-硬化剂:0.3-0.8份-发泡剂:适量该配方中的三元乙丙含量与硬质泡沫相似,但发泡剂和硬化剂的含量较低,以达到适中硬度的泡沫。
3.软质泡沫配方:软质泡沫通常具有较低的密度和硬度,适用于需要柔软和舒适性的应用。
以下是一种常见的软质泡沫配方:-三元乙丙:100份-弗龙:1-3份-抗氧剂:1份-硬化剂:0.2-0.5份-发泡剂:适量该配方中的三元乙丙含量与硬质泡沫相似,但发泡剂和硬化剂的含量更低,以实现柔软和弹性的泡沫。
以上是几种常见的不同硬度的三元乙丙发泡配方,通过调整原料的含量和使用不同的添加剂,可以实现不同要求的硬度。
值得注意的是,具体的配方应根据具体应用和需求进行调整和优化。
三元乙丙橡胶实用配方

三元乙丙橡胶实用配方配方一:原材料:-三元乙丙橡胶:100份-碳酸钙:30份-增塑剂:15份-促进剂:5份-抗老化剂:3份-防火剂:2份-空气分散剂:2份-硫化剂:1份步骤:1.将三元乙丙橡胶加入橡胶混炼机中进行预混。
预混时间约为5分钟,温度控制在120-140℃。
2.将碳酸钙、增塑剂、促进剂、抗老化剂、防火剂和空气分散剂逐一加入预混橡胶中,并进行均匀混合。
混合时间约为15分钟,温度控制在120-140℃。
3.将硫化剂加入混合橡胶中,并继续混合20分钟,温度保持在120-140℃。
4.将混合橡胶取出,放入橡胶成型机中进行成型。
成型时可采用挤出、压延或注塑等方法。
5.成型后的橡胶制品放置在恒温恒湿条件下进行硫化。
硫化温度为150℃,时间根据制品大小而定,一般为20-30分钟。
6.经硫化后的橡胶制品经冷却后即可包装出库。
配方二:原材料:-三元乙丙橡胶:100份-丙烯酸甲酯:30份-丁二酸二丁酯:15份-酸性活化剂:5份-抗氧剂:3份-防火剂:2份-空气分散剂:2份-硫化剂:1份步骤:1.将三元乙丙橡胶和丙烯酸甲酯加入橡胶混炼机中进行预混。
预混时间约为5分钟,温度控制在110-130℃。
2.将丁二酸二丁酯、酸性活化剂、抗氧剂、防火剂和空气分散剂逐一加入预混橡胶中,并进行均匀混合。
混合时间约为15分钟,温度控制在110-130℃。
3.将硫化剂加入混合橡胶中,并继续混合20分钟,温度保持在110-130℃。
4.将混合橡胶取出,放入橡胶成型机中进行成型。
成型时可采用挤出、压延或注塑等方法。
5.成型后的橡胶制品放置在恒温恒湿条件下进行硫化。
硫化温度为140℃,时间根据制品大小而定,一般为20-30分钟。
6.经硫化后的橡胶制品经冷却后即可包装出库。
这两种配方可以根据具体的应用需求和工艺要求进行调整,比例也可以根据实际需要进行微调。
配方中的增塑剂、促进剂、抗老化剂、防火剂、空气分散剂和硫化剂的种类和用量可以根据橡胶制品的性能要求来选择。
三元乙丙橡胶配方集锦
三元乙丙橡胶配方集锦1.通用型EPDM橡胶配方通用型EPDM橡胶通常用于制备密封件、管道和橡胶制品等。
其常用配方如下:-EPDM:100份-促进剂(如硫化剂、双丁酚A、环氧树脂):1-5份-防老剂(如4010、4010NA、MBP等):2-5份-功能填料(如碳黑、白炭黑、石墨等):30-100份-填充剂(如油石灰、轻质钙碳酸、陶瓷粉等):0-100份-增塑剂(如皂化法塑化剂、磺化法塑化剂等):0-5份-其他添加剂(如加工助剂、加工防粘剂等):适量2.导电型EPDM橡胶配方导电型EPDM橡胶常用于电缆保护层和抗静电橡胶制品等。
其常用配方如下:-EPDM:100份-碳黑:50-100份-抗氧剂(如4010、MBP等):2-5份-导电剂(如石墨、碳纤维等):0-20份-功能填料:0-50份-增塑剂:0-5份-其他添加剂:适量3.耐油型EPDM橡胶配方耐油型EPDM橡胶常用于汽车零部件、密封件和油管等。
其常用配方如下:-EPDM:100份-碳黑:50-100份-抗老剂(如4010、4010NA等):2-5份-功能填料:0-50份-耐油剂(如PAO、磺化法可塑化剂等):10-20份-防撕裂剂:0-5份-填充剂:0-100份-其他添加剂:适量4.抗臭气型EPDM橡胶配方抗臭气型EPDM橡胶通常应用于污水处理设备、汽车内饰件等需要抗臭气侵蚀的场合。
其常用配方如下:-EPDM:100份-碳黑:50-100份-功能填料:0-50份-抗臭气剂(如ZnO、二氧化锆等):10-20份-填充剂:0-100份-增塑剂:0-5份-其他添加剂:适量这几种EPDM橡胶的配方只是基础参考配方,具体的配方设计需要根据产品的具体要求和应用环境来确定。
此外,还应根据实际生产情况进行试验和调整,以确保最终产品的性能和质量。
不同硬度三元乙丙橡胶配方

不同硬度三元乙丙橡胶配方三元乙丙橡胶(EPDM)是一种合成橡胶,由乙烯、丙烯和非共聚助剂共聚而成。
它具有优异的耐老化性、耐臭氧性和耐化学性能,广泛应用于汽车、建筑、电气和管道等领域。
不同硬度的EPDM橡胶配方会影响其物理力学性能和加工性能。
下面将分别介绍不同硬度EPDM橡胶的配方。
硬度是指材料对力的响应程度,通常用硬度计测量。
EPDM橡胶的硬度范围在20 Shore A到90 Shore A之间,Shore A硬度计是一种常用的硬度计量工具。
较低的Shore A硬度表示材料较软,而较高的Shore A硬度表示材料较硬。
不同硬度的EPDM橡胶配方主要涉及橡胶材料和助剂的选择和比例。
以下是两个典型的硬度配方示例:硬度为40 Shore A的EPDM橡胶配方:-EPDM橡胶:100份-塑化剂:20至30份(选择适合的塑化剂,以提高橡胶的柔软性和延展性)-硬度调节剂:5至10份(硫化剂和活性氧化剂的复合物,可以调节橡胶的硬度)-硫化剂:2.5至5份(通常为过硫酸铵,在热加工过程中引发交联反应)-加工助剂:2至5份(例如防老剂、分散剂和稳定剂,用于提高橡胶的加工性能和耐老化性)硬度为80 Shore A的EPDM橡胶配方:-EPDM橡胶:100份-塑化剂:5至15份-硬度调节剂:15至25份-硫化剂:3至6份-加工助剂:2至5份值得注意的是,硬度配方的具体比例可能会根据不同的应用要求而有所变化。
例如,汽车行业对EPDM橡胶管件的要求较高,需要材料具有良好的耐热性和耐油性。
不同硬度的EPDM橡胶配方的制备方法相似。
首先,将EPDM橡胶和各种助剂按照配方比例加入到橡胶混炼机中,并进行混炼和塑化,使各种成分均匀分散在橡胶中。
然后,将混炼后的橡胶制备成所需的形状,例如片状、块状或颗粒状。
最后,进行硫化处理,将橡胶交联成固体。
总之,不同硬度的EPDM橡胶配方涉及橡胶材料和助剂的选择和比例。
根据应用要求,可以调整不同配方的比例,以获得所需硬度的EPDM橡胶,并满足特定应用领域的需求。
三元乙丙橡胶混炼工艺
硫化条件: 160℃×60′混炼工艺: 生胶→填料、 软化剂→ZnO→ 促进剂→S→硬脂酸, 混匀后要经十次薄通。用途和性能: 该胶料具有 耐天候、 耐臭氧、 耐酸性能、 耐磨、 耐高低温、电绝缘和弹性等。
3. 硬度 80 三元乙丙胶; 100; 氧化锌, 5; 硬脂酸, 1; 硫磺, 0.5; 高耐磨碳黑, 70; 促进剂 TT, 1.5, 促进剂, DM; 2, 硫化条件: 160℃×30′混炼工艺: 生胶→碳黑→氧化锌、 促进剂 →硫磺→硬脂酸→
34~36
加料各步骤均需仔细清扫接科盘中药品,加入辊筒,待药品分散 后再割刀。最终混炼胶重量误差应小于 1%。
(4)硫化设备及条件 使用平板硫化机硫化,硫化温度为 160℃ ±l℃;模具承受压力大于 2.OMPa(20kgf/cm2);硫化 40 分钟; 模 具与平板边缘距离不少于 75mm;硫化胶在室温下停放时间应不少于 1 小时。
每边割刀三次,允许每次 割刀之间为
15 秒,排下胶料,调节辊 距后薄通 6 次
检查并记录批料重量,与 理论值之差
不能大于 0.5%,否则重 炼
1.2 国产 DCPD-EPDM 混炼方法: (1)混炼设备
实验室用 6in 开炼机
辊筒直径
160mm
辊筒长度
320mm
档板间距
全开
实验室用 6in 开炼机
(二)混炼
三元乙丙橡胶可采用开炼机和密炼机混炼。但用密炼机混炼,填 充剂分散效果更好。
1.开炼机混炼 由于乙丙橡胶塑炼效果差,缺乏粘着性,不易“吃”炭黑,不易
包辊(或易包后辊),故用开炼机混炼时应注意以下几点:
(1)门尼粘度低的(ML!1+4, 100℃在 80 以下者)可以用开炼机 混炼,门尼粘度高的用开炼机混炼较困难;
三元乙丙橡胶混炼工艺

三元乙丙橡胶是乙烯、丙烯和少量非共辘二烯姪的共聚物,其一般的组成含量为乙烯(质量百分数45%〜70%)、丙烯(质量百分数30%〜40%)和双烯第三单体(质量百分数1%〜3%),第三单体通常为双环戊二烯、1, 4•己二烯或2■亚乙基降冰片烯。
三元乙丙的主要聚合物链是完全饱和的,这个特性使得三元乙丙可以抵抗热,光,氧气,尤其是臭氧,具有优越的耐氧化、抗臭氧和抗侵蚀的能力;三元乙丙本质上是无极性的,对极性溶液和化学物具有抗性,吸水率低,具有良好的绝缘特性,且它能吸收大量的填料和油而对性能影响不大,因此可以制作成本低廉的橡胶化合物。
1 •混炼方法如下:1.1出自ISO和ASTM检验三元乙丙橡胶性能的混炼方法如下:主要包括密炼机混炼法和开炼机混炼法(1)密炼机混炼方法(2)开炼机混炼方法用开炼机混炼应注意调节辘距,使其尽可能地在鶴筒上保持较好的堆积胶(或连续的包辗胶),同时混炼前将氧化锌、炭黑、硬脂酸和油进行混合。
混炼方法如表2。
1. 2国产DCPD-EPDM混炼方法:(1)混炼设备每次配合量以300g生胶计算;混炼温度为30-40°C;混炼胶在室温停放不少于4小时。
加料各步骤均需仔细清扫接科盘中药品,加入鶴筒,待药品分散后再割刀。
最终混炼胶重量误差应小于1%。
(4)硫化设备及条件使用平板硫化机硫化,硫化温度为160°C 土1°C;模具承受压力大于2.0MPa (20kgf/cm2);硫化40分钟;模具与平板边缘距离不少于75mm;硫化胶在室温下停放时间应不少于1 小时。
1・3举例:目前市场上不同硬度的三元乙丙橡胶的混炼方法1.硬度57三元乙丙橡胶配方:三元乙丙胶,100;硫磺,0.5;过氧化二异丙苯(DCP),6.5硬脂酸,1.5;高耐磨碳黑,20;半补强碳黑,20;凡士林/防老剂D 5/1.5;硫化条件:158°CX40;混炼工艺:生胶一碳黑一软化剂一硫磺一防老剂。
三元乙丙橡胶低成本防水卷材的配方
三元乙丙橡胶低成本防水卷材的配方
【配方5-8】三元乙丙橡胶低成本防水卷材
成分用量/质量份三元乙丙橡胶4028 70
三元乙丙橡胶4048 30
氧化锌 5
硬脂酸 1
煅烧陶土70
快压出炉黑100
白炭黑20
凡士林油10
石蜡油100
防老剂RD 0.5
防老剂MMBI 2
促进剂DM 1.5
促进剂BZ 1.5
促进剂NA-22 0.7
硫磺0.6
【配方5-9】
成分用量/质量份三元乙丙橡胶4028 75
三元乙丙橡胶4048 25
氧化锌 5
硬脂酸 1
快压出炉黑80
白炭黑20
陶土60
凡士林油20
石蜡油65
防老剂RD 0.5
防老剂MMBI 2
偶联剂Si-69 1
促进剂DM 1
促进剂BZ 2.5
促进剂TMTD 2.5
促进剂NA-22 0.7 【配方5-10】
成分用量/质量份三元乙丙橡胶502 66.7
三元乙丙橡胶512 33.3
氧化锌 5
硬脂酸 1
N347炭黑120
超细滑石粉30
石蜡油105
促进剂DM 2.2
促进剂TMTD 0.75
促进剂TETD 0.75
硫磺 1。
三元乙丙橡胶配方

三元乙丙橡胶配方1. 胶辊三元乙丙橡胶(301) 100氧化锌60硬脂酸1白炭黑20环烷油5松香7. 5促进剂CZ 2促进剂TETD 2促进剂TMTD 2硫黄0. 5合计200(以上均为质量份)硬度(邵尔A) 58 ;拉伸强度13. 5 MPa ;拉断伸长率860 %;压缩永久变形(70 ℃×22 h) 51. 1 %。
2. 低硬度胶料充油三元乙丙橡胶(6537) 200氧化锌5硬脂酸1炭黑N550 40石腊油5煅烧陶土60聚乙二醇5EG23 4硫黄1. 5合计321(以上均为质量份)硫化条件200 ℃×3 min ;硬度(邵尔A) 23 ;拉伸强度8. 5 MPa ;300 %定伸应力2 MPa ;撕裂强度12KNPm;压缩永久变形(70 ℃×22 h) 11 %。
3. 高硬度胶料三元乙丙橡胶(512) 100氧化锌5硬脂酸锌1. 5炭黑N762 270石腊油15低分子聚乙烯15石腊5促进剂BZ 1. 5促进剂DM 3促进剂TMTD 0. 8硫黄0. 7合计468. 3(以上均为质量份)硬度(邵尔A) 88 ;拉伸强度10. 2 MPa ;拉断伸长率18 %;125 ℃×70 h 后变化:硬度增加3 度,拉伸强度增加18 %;拉断伸长率减少33 %。
4.阻燃低压绝缘制品三元乙丙橡胶(501A) 100氧化锌5硬脂酸1煅烧陶土80石腊油10三氧化二锑10十溴二苯醚20DCP(40 %) 7对醌二肟1合计234(以上均为质量份)硫化条件160 ℃×15 min ;硬度(邵尔A) 56 ;拉伸强度7. 35 MPa ;300 %定伸应力3 MPa ;拉断伸长率800 %;体积电阻9 ×10- 14Ωcm;介电常数3. 67 ;介电损耗角正切0. 65 ×10 - 2 ;介电强度15 kVPmm。
5. 导电制品三元乙丙橡胶(301) 100氧化锌5硬脂酸1乙炔炭黑150环烷油60促进剂M 0. 5促进剂TMTM 1. 5硫黄1合计319(以上均为质量份)硫化条件160 ℃×30 min ;硬度(邵尔A) 85 ;拉伸强度10. 88 MPa ;300 %定伸应力10. 19 MPa ;拉断伸长率350 %;体积电阻3. 8 ×10 Ωcm。
三元乙丙的成分
三元乙丙的成分摘要:1.三元乙丙的基本概念2.三元乙丙的成分特性3.常见应用领域4.与其他材料的对比优势5.我国在三元乙丙行业的发展现状与前景正文:三元乙丙(EPDM)是一种合成橡胶,因其优异的耐候性、耐老化性和耐化学腐蚀性而在众多领域得到广泛应用。
三元乙丙橡胶的主要成分如下:1.乙烯(C2H4):作为三元乙丙橡胶的基本单体,乙烯起到了增加链柔韧性和降低硬度的作用。
2.丙烯酸酯(C3H4O2):丙烯酸酯单体与乙烯单体共聚,可以提高三元乙丙橡胶的耐寒性和耐磨性。
3.非共轭二烯烃(如三元乙丙):非共轭二烯烃的引入,增强了三元乙丙橡胶的弹性和抗拉伸强度。
4.抗氧剂、硫化剂和其他助剂:这些添加剂有助于提高三元乙丙橡胶的耐候性、耐老化性和耐化学腐蚀性,同时增加材料的加工性能。
三元乙丙橡胶因其优异的性能在建筑、汽车、电力、石油化工等领域有着广泛的应用。
例如,在建筑行业,三元乙丙橡胶可用于制作防水材料、门窗密封件等;在汽车行业,三元乙丙橡胶可用于制作轮胎、传动带、密封圈等。
相较于其他材料,三元乙丙橡胶具有以下优势:1.耐候性:三元乙丙橡胶在阳光、雨水和露水等自然环境下,老化速度较慢,使用寿命较长。
2.耐化学腐蚀性:三元乙丙橡胶对大多数酸、碱、盐等化学物质具有较好的耐腐蚀性,适用于化工设备及管道密封等领域。
3.弹性与抗拉伸强度:三元乙丙橡胶具有较高的弹性模量和抗拉伸强度,能适应各种应力环境。
4.加工性能:三元乙丙橡胶易于加工,可通过挤出、注塑等方式制成各种形状的制品。
我国在三元乙丙橡胶行业的发展迅速,产能和消费量逐年增长。
在技术创新方面,我国已成功研发出具有自主知识产权的三元乙丙橡胶生产工艺。
随着国内市场的不断拓展和应用领域的拓展,我国三元乙丙橡胶行业前景广阔。
总之,三元乙丙橡胶凭借其独特的性能和广泛的应用领域,成为了合成橡胶领域的重要品种。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不同硬度三元乙丙橡胶配方
硬度57三元乙丙橡胶配方原材料名称基本配置物理机械性
能标准实测
三元乙丙胶 100
拉伸强度(Mpa) 13
硫磺 0.5
扯断伸长率(%) 520
过氧化二异丙苯(DCP) 6.5
永久变形(%) 7
硬脂酸 1.5
硬度(邵氏) 57
高耐磨碳黑 20
撕裂强度(KN/m)
半补强碳黑 20
脆性温度
凡士林/防老剂D 5/1.5
合计 155
硫化条件:158℃×40′混炼工艺:生胶→碳黑→软化剂→硫磺→防老剂。
用途和性能:该胶料制成胶管、密封件、垫片。
耐中等浓酸、有机酸、无机酸、80%H2SO4.
硬度65三元乙丙橡胶配方原材料名称
基本配置物理机械性能标准
实测三元乙丙胶 100
拉伸强度(Mpa) 8.8
促进剂M 0.5
扯断伸长率(%) 478
促进剂TMTM 1.5
永久变形(%) 22
硫磺 1.5
硬度(邵氏) 65
氧化锌 5
撕裂强度(KN/m) 28
硬脂酸 1
脆性温度℃ -70
高耐磨碳黑 80
50#机油 50
合计 239.5
硫化条件:160℃×60′混炼工艺:生胶→填料、软化剂→ZnO→促进剂→S→硬脂酸,混匀后要经十次薄通。
用途和性能:该胶料具有耐天候、耐臭氧、耐酸性能、耐磨、耐高低温、电绝缘和弹性等。
介质:耐过热水、耐臭氧、耐辐射。
温度:-40℃~160℃
硬度70三元乙丙橡胶配方原材料名称
基本配置物理机械性能标准
实测三元乙丙胶 100
拉伸强度(Mpa) 13.5
氧化
锌 5 扯断伸长率(%) 350
硬脂酸 1
永久变形(%) 8
高耐磨碳黑 50
硬度(邵氏) 70
聚苯硫醚 10
撕裂强度(KN/m) 28
硫磺 0.3
脆性温度 -65
DCP 3.5
合计 169.8
硫化条件:160℃×30′混炼工艺:生胶→碳黑→聚苯硫醚→氧化锌→DCP→硬脂酸,薄通十次下片。
用途和性能:耐辐射剂量为1×107耐热、耐各种介质:耐乙酸。
工作温度:-55~150℃,生产各种密封件、垫片。
硬度75三元乙丙橡胶配方原材料名称
基本配置物理机械性能标准
实测三元乙丙胶 100 拉伸强度(Mpa) 15.8
氧化锌 5
扯断伸长率(%) 264
三氧化二睇 5
永久变形(%) 4
防老剂2246 0.5
硬度(邵氏) 75
高耐磨碳黑 70 撕裂强度(KN/m)
海泊隆-20 5
脆性温度 DCP 4
合计 179.5
硫化条件:160℃×30′混炼工艺:混炼胶→(45℃以下)→填料→软化剂→氧化锌→三氧化二睇→防老剂→DCP→薄通十次下片。
用途和性能:用于磁粉轴封、胶圈。
可在-50~+150℃下长期工作,用来密封粒度为97μ以下的金属粉,工作轴起动,换向灵活,密封性良好,满足使用。
该胶料耐磨性高、耐热和弹性优良。
硬度80三元乙丙橡胶配方原材料名称
基本配置物理机械性能标准
实测三元乙丙胶 100
拉伸强度(Mpa) 18.5
氧化锌 5
扯断伸长率(%) 150
硬脂酸 1
永久变形(%) 7
硫磺 0.5
硬度(邵氏) 80
高耐磨碳黑 70
撕裂强度(KN/m)
促进剂TT 1.5
促进剂DM 2
合计 180
硫化条件:160℃×30′混炼工艺:生胶→碳黑→氧化锌、促进剂→硫磺→硬脂酸→混炼后经十次薄通下片。
用途和性能:温度:-35~+130℃,压力:10Kg/cm2介质:耐H2S腐蚀。
用于生产密封圈、垫片,耐酸、耐盐、耐辐射。
硬度82三元乙丙橡胶配方原材料名称
基本配置物理机械性能标准
实测三元乙丙胶 100 拉伸强度(Mpa) 20.4
高耐磨碳黑 80 扯断伸长率(%) 205
硬脂酸 0.5 永久变形(%) 3
氧化锌 5 硬度(邵氏) 82
氧化镁 5 撕裂强度(KN/m)
促进剂TMTD 1.5 脆性温度 -62
促进剂DM 0.5 100%顶伸强度MPa 85
硫磺 1.5
合计 194
硫化条件:160℃×30′骨架经过喷砂处理后,用并酮洗净,凉干,涂一薄层γ-氨基丙基三氧基硅烷,30分钟后在涂一遍,10分钟后包胶即可硫化。
混炼工艺:生胶→碳黑→硫磺→硬脂酸→氧化锌→氧化镁→薄通下片。
用途和性能:该胶料耐特种介质密封材料,胶辊静密封用“O”型圈,工作介质:耐 N204无水肼。
耐辐射、耐磨,与铝及不锈钢在介质中的结合强力>30KG/cm2.工作温
度:-40℃~120℃范围工作.
--------------------------------------------------------。