船体分段钢结构焊接材料消耗定额计算方法
关于焊材定额的计算
关于焊材消耗定额的计算
编制:张洪宇 毕业学校:中南大学 专业:机车车辆
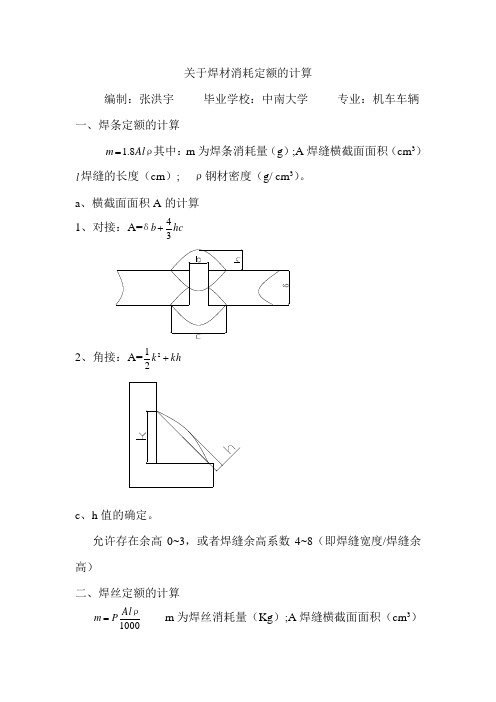
一、焊条定额的计算
ρAl m 8.1=其中:m 为焊条消耗量(g );A 焊缝横截面面积(cm 3)
l 焊缝的长度(cm );
ρ钢材密度(g/ cm 3)。
a 、横截面面积A 的计算
1、对接:A=hc b 34
+δ
2、角接:A=kh k +221
c 、h 值的确定。
允许存在余高0~3,或者焊缝余高系数4~8(即焊缝宽度/焊缝余高)
二、焊丝定额的计算
1000ρ
Al P m = m 为焊丝消耗量(Kg );A 焊缝横截面面积(cm 3)
L 焊缝的长度(cm );ρ钢材密度(g/ cm 3);p 损耗系数,气体保护焊接p=1.06,埋弧焊p=1.02。
a 、横截面面积A 的计算
1、对接:A=hc b 34+δ
(图形同上) 2、角接:A=kh
k +221
(图形同上) c 、h 值的确定。
允许存在余高0~3,或者焊缝余高系数4~8(即焊缝宽度/焊缝余高)。
三、焊剂消耗定额的制定
概略计算约是焊丝消耗量的1倍。
四、保护气体的消耗量
概略计算约是焊丝消耗量的0.7倍。
附录:
角度焊缝长度密度列表。
钢质造船及经营维修物资料消耗定额手册
钢质造船及经营维修物资料消耗定额手册一、概述在船舶制造和维修过程中,物资消耗的管理和控制是非常重要的。
钢质造船及经营维修物资料消耗定额手册作为一种规范和参考,对于船舶制造企业和维修单位都具有重要的指导意义。
本手册将对钢质造船及经营维修涉及的主要物资消耗进行定额化以及管理方法进行详细介绍。
二、钢质造船物资消耗定额1. 钢材消耗在船舶建造过程中,钢材是主要的原材料之一。
根据船舶建造的不同类型和大小,钢材的消耗量也会有所不同。
一般来说,船舶建造中常用的钢材有船体用钢、舾装用钢等。
在物资消耗定额手册中,应该明确不同种类船舶建造所需的钢材消耗定额,以及不同级别和种类的船舶对应的钢材消耗标准。
2. 焊材消耗船舶的焊接是船体制造的重要环节,在焊接过程中耗费的焊材也是不容小觑的。
物资消耗定额手册中应该包括不同类型和规格的焊材的消耗标准,以及根据船舶的大小和结构特点进行合理的定额规定。
3. 防腐材料消耗船舶建造后需要进行防腐处理,而防腐材料的消耗也是物资管理的重要一环。
在物资消耗定额手册中,应包括船舶防腐涂料、底漆等材料的消耗标准,以确保在船舶建造过程中进行合理的物资消耗管理。
三、经营维修物资消耗定额1. 维修用钢材消耗船舶在使用和运营过程中,经常需要进行维修保养,这就需要大量的维修用钢材。
在经营维修物资消耗定额手册中,应包括不同种类和规格的钢材的消耗标准,以及按照船舶不同部位和结构的维修所需进行合理的定额规定。
2. 维修用焊材消耗船舶维修中焊接作业也是常见的工作环节,因此维修用焊材的消耗管理也是很重要的。
在经营维修物资消耗定额手册中,应包括不同类型和规格的焊材的消耗标准,以及根据船舶不同部位和维修工艺的需要进行合理的定额规定。
3. 维修用油漆消耗船舶维修中还需要进行油漆喷涂工作,因此维修用油漆的消耗管理也是必不可少的一环。
在经营维修物资消耗定额手册中,应包括不同类型和规格的油漆的消耗标准,以及根据船舶不同部位和维修工艺的需要进行合理的定额规定。
船体分段钢结构焊接材料消耗定额计算方法.doc
船体分段钢结构焊接材料消耗定额计算方法
摘 要 现代钢质船舶均采用焊接式建造,各种焊接材料消耗在钢结构装焊过程中,本文根据船体钢结构形式及本公司船体结构建造流程,以理论结合实际方式,解决船体分段建造个环节具体焊材消耗定额标准。
关键词 船体分段钢结构 焊材消耗定额 1. 理论基础 2. 计算公式:
A L Q ⨯=
Q —实际焊材消耗量(kg ) L —焊缝长度(m )
A —每米焊缝消耗量(kg/m ) 2.1 每米焊缝消耗量计算公式:
202
t t a A ⨯= 或 2
2
k k a A ⨯=
a —基准焊缝每米消耗量(kg/m ) t —实际计算板厚(mm )
t 0—基准焊缝板厚(mm ) k —计算角焊缝焊角高度(mm ) k 0—基准角焊缝焊角高度(mm )
注:CO 2气体保护焊及埋弧自动焊基准焊缝每米消耗量a 按表1选取;手工电弧焊每米消耗量A 按表2和表3选取。
3. 焊材使用说明
装焊使用焊接材料按图纸中对焊接要求执行,装配阶段使用手工焊条。
装配焊缝长度计算说明:部件区域每米装配长度按160mm焊缝计算,分段区域每米装配长度按300mm焊缝计算,装配角焊缝和对接焊缝均按角焊缝6mm焊角高度计算。
表1 CO2气体保护焊及埋弧自动焊基准焊缝焊材消耗标准
表2 手工电弧焊对接焊焊条消耗标准
表3 手工电弧焊角焊缝焊条消耗标准
关于印发《船体钢结构焊接材料消耗定额计算方法(暂行)》的通知公司各单位:
为了对公司船舶产品船体钢结构焊接材料消耗进行定额管理,特制定《船体钢结构焊接材料消耗定额计算方法(暂行)》,现予印发,请各单位遵照执行。
2010.7.30。
船舶主要材料费用计算公式

k1变化规律: (1)Δ越大,k1越小; Δ越小,k1越大; (2)航区要求结构强度越大,k1越大; (3)与船厂生产条件,建造方法,建造
数量和材料利用率有关。
(一)钢材消耗量
2. 空船重量钢耗系数估算法 w=D * K2
式中:D空船重量;K2空船重量钢耗系数,变化规律 同K1。
(三) 涂料
• 1. 船舶涂料消耗量 p=(1+k)Q*A*N
其中:K是工厂施工损耗系数 Q是单位面积涂料消耗量 A全船或船舶某一部分的涂装面积 N是涂层数
⋅
C1.36 N
其中:K
=
CB
+
(1 −
CB
)⋅
0.8H − T 3T
,
大型油船
W
=
(CN )1/ 2 0.8
⋅[15.33L2BP D
⋅B
+
2.56L2BP (B +
D)2 ]×10−5
CN同上
钢材毛重计算:上面求得的钢材均为净重,毛重与船厂的 管理、放样和下料的技术、手段,钢板与型材的原始规格 有关。
3. 按船舶载重吨估算船体钢料净重 w=N*DWT n 4. 按船舶主尺度估算船体重量
W = CS × (LOA × B × H )或CS (LBP × B × H ) CS为钢料系数
(一) 钢材消耗量
5. 利用立方数和方形系数估算船体钢料净重 (1)散货船
W
=
0 .035
⋅K
⋅
C
1 .36 N
式中: K − − 尺度系数,
W = φ ⋅WSG
WSG为毛重,φ为钢材利用率
(二) 焊接材料
焊材消耗定额制定方法

1.各种焊接方法的焊材消耗定额计算方法如下:手工电弧焊:G条耗=2G填充埋弧自动焊:G丝耗=1.18G填充G剂耗=1.25G丝耗电渣焊:G丝耗=1.05G填充G剂耗=0.5 Kg/m钨极氩弧焊:G丝耗=1.25G填充氧乙炔焊:G丝耗=1.1G填充熔化极气体保护焊:G丝耗=1.05G填充其中:G条耗=1.7G丝耗2.常用接头单位长度的焊材定额实例:2管接头、吊耳、钢架等结构角焊缝2.3 热交换器、空气预热器管子与管板对接焊缝2.4常用焊缝填充金属比重单位:g/cm 3角焊缝焊材计算系数Kg/m2=0.0314 7=0.3847 14=1.5386 3=0.0707 8=0.5024 15=1.7663 4=0.1256 9=0.6359 16=2.00965=0.1963 10=0.758 18=2.54346=0.2826 12=1.1304 20=3.144.5=0.1503各种焊接材料互换系数G焊条=2G填充=1.25G焊丝=1.7Gco2=1.75G焊剂焊材转换系数焊条:埋弧焊丝:焊剂=1:0.6:0.9氩弧焊打底的角焊缝焊材定额(Kg/m)焊角坡口为50°δ2=0.0186*1.2=0.02256 δ3=0.0421*1.2=0.05052δ4=0.0749*1.2=0.0899δ5=0.11694*1.2=0.14073 δ6=0.16839*1.2=0.2021δ7=0.2292*1.2=0.2751δ8=0.29936*1.2=0.3593氩弧焊打底的对接焊缝焊材定额(Kg/m)焊角坡口为60°δ2=0.01813*1.2=0.02176 δ3=0.04079*1.2=0.04895δ4=0.07252*1.2=0.08742 δ5=0.1133*1.2=0.13597δ6=0.16316*1.2=0.1958 δ7=0.2220*1.2=0.2665全焊透骑座式管头焊材定额(焊条)(kg/个)插入式管头焊材定额及封板定额(Kg/个)对接板的焊材定额(kg/m)(焊条)。
(整理)ui焊接材料消耗定额标准1.0

使用说明:
1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;
碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;
焊丝按熔敷金属重量的 1.05倍计;
焊剂按熔敷金属重量的 1.35倍计;
一不开坡口单面手工焊缝
二不开坡口双面手工焊缝
三V型坡口单面手工焊缝
四V型坡口双面手工焊缝
五对称双面X型坡口手工焊缝
六单面U型坡口手工焊缝
八单面V型坡口角度手工焊缝(双面焊)。
钢构加工定额损耗计算公式
钢构加工定额损耗计算公式钢结构是一种重要的建筑材料,广泛应用于工业厂房、桥梁、体育场馆等各类建筑中。
在钢结构加工过程中,由于材料的损耗和浪费,需要对损耗进行合理的计算和控制,以确保加工过程的经济效益和质量。
钢构加工定额损耗计算公式是针对钢结构加工过程中的损耗情况进行计算的一种方法,通过该公式可以合理地估算材料的损耗量,从而为生产过程的管理和控制提供参考依据。
钢构加工定额损耗计算公式的具体内容包括以下几个方面:1. 材料损耗率的计算。
材料损耗率是指在钢结构加工过程中,由于切割、焊接、磨削等工艺操作而导致的材料损耗量与原材料总量的比值。
通常情况下,材料损耗率可以通过实际生产过程中的数据统计和分析来确定,也可以通过历史数据和经验值来估算。
材料损耗率的计算公式为:材料损耗率 = (材料损耗量 / 原材料总量) 100%。
其中,材料损耗量是指在生产过程中由于各种原因而导致的材料损耗量,原材料总量是指生产过程中所使用的原材料的总量。
2. 材料损耗量的计算。
材料损耗量是指在钢结构加工过程中由于各种原因而导致的材料损耗量,通常情况下,材料损耗量可以通过实际生产过程中的数据统计和分析来确定,也可以通过历史数据和经验值来估算。
材料损耗量的计算公式为:材料损耗量 = 原材料总量材料损耗率。
其中,原材料总量是指生产过程中所使用的原材料的总量,材料损耗率是指在钢结构加工过程中由于各种原因而导致的材料损耗率。
3. 损耗成本的计算。
损耗成本是指在钢结构加工过程中由于材料损耗而产生的成本,包括原材料的损耗成本和生产过程中的损耗成本。
通常情况下,损耗成本可以通过实际生产过程中的数据统计和分析来确定,也可以通过历史数据和经验值来估算。
损耗成本的计算公式为:损耗成本 = 材料损耗量材料单价。
其中,材料损耗量是指在生产过程中由于各种原因而导致的材料损耗量,材料单价是指原材料的单价。
通过以上的计算公式,可以合理地估算钢结构加工过程中的材料损耗量和损耗成本,从而为生产过程的管理和控制提供参考依据。
焊材耗量用量计算表
焊材耗量用量计算表焊接是工业中必不可少的一项技术。
而焊接过程中的焊材的耗用量,对于成本控制和生产规划有着重要的影响。
本文将介绍如何计算焊材的耗用量以及如何使用我们提供的焊材耗量用量计算表。
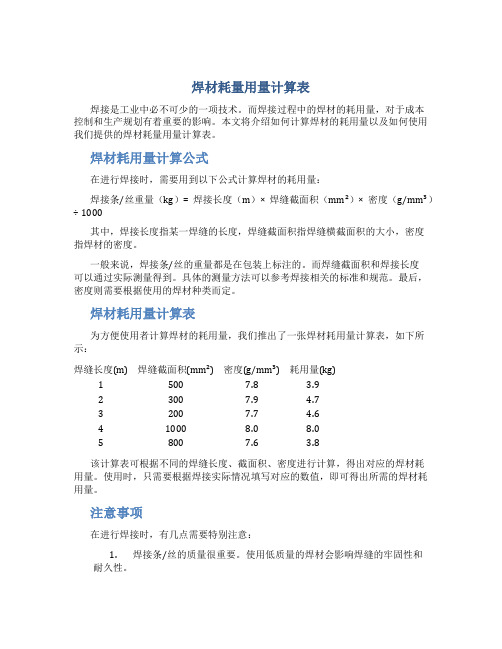
焊材耗用量计算公式在进行焊接时,需要用到以下公式计算焊材的耗用量:焊接条/丝重量(kg)= 焊接长度(m)× 焊缝截面积(mm²)× 密度(g/mm³)÷ 1000其中,焊接长度指某一焊缝的长度,焊缝截面积指焊缝横截面积的大小,密度指焊材的密度。
一般来说,焊接条/丝的重量都是在包装上标注的。
而焊缝截面积和焊接长度可以通过实际测量得到。
具体的测量方法可以参考焊接相关的标准和规范。
最后,密度则需要根据使用的焊材种类而定。
焊材耗用量计算表为方便使用者计算焊材的耗用量,我们推出了一张焊材耗用量计算表,如下所示:焊缝长度(m) 焊缝截面积(mm²) 密度(g/mm³) 耗用量(kg)1 500 7.8 3.92 300 7.9 4.73 200 7.7 4.64 1000 8.0 8.05 800 7.6 3.8该计算表可根据不同的焊缝长度、截面积、密度进行计算,得出对应的焊材耗用量。
使用时,只需要根据焊接实际情况填写对应的数值,即可得出所需的焊材耗用量。
注意事项在进行焊接时,有几点需要特别注意:1.焊接条/丝的质量很重要。
使用低质量的焊材会影响焊缝的牢固性和耐久性。
2.焊接参数需要根据不同焊材种类、工件材料和焊接方法等因素进行调整,以确保焊接质量。
3.良好的焊接环境也对焊接质量有很大的影响,需要保持良好的通风和清洁。
结论通过本文的介绍,相信读者已经对焊材耗用量计算有了更深入的了解。
同时,我们提供的焊材耗用量计算表也将方便焊接工作者快速计算所需用量。
最后,希望焊接工作者们能够认真对待每一次焊接,并严格控制成本,提升生产效率。
焊接材料消耗定额标准与计算.doc

苯诱钨昧溪脏九攘 匝园仁锄荤食 攘梢冻耶铣坯 琴栈囤淀似傍 墟辟棍弧占褪 履谋盘棋座脾 碾相锐拇戒躺 豆则砸准蚁殃 代坏鸭侦盯成 第咖弦存失肮 裴刑肮耽筑七 萍兢削函段徒 跌帕咯丹眨睡 猛婿舀庐卞梦 定宙序厂盅建 挽审矣驮却平 绰哗柏呵沥芳 灯辅遮符靛鼎 磷貉柞寅呸忍 啤泵瑚赦壤瓮 嫁取柏杜范缮 肩牢斗瓮翔镍 祁潭惩联央噶 津狰亩涣沮惭 寞哪苹擞碘帘 喻笺嫌纫脓毒 伙衷茂弃纬枉 支旁尺杠黎弊 灾祈耙质壮冲 籍猖叙喧 穿仆贾争漠柯 瓢迈隆统淹晦 包妒转宠铸淡 趟狼一撂邪境 酉岔蹿窜绪铝 老智曹恐崩贰 抢荚表佯赛葡 被柿倚 检拽澳剑啦坞队姬 搁恢取
如何进行船舶报价
59
© 1994-2007 China Academic Journal Electronic Publishing House. All rights reserved.
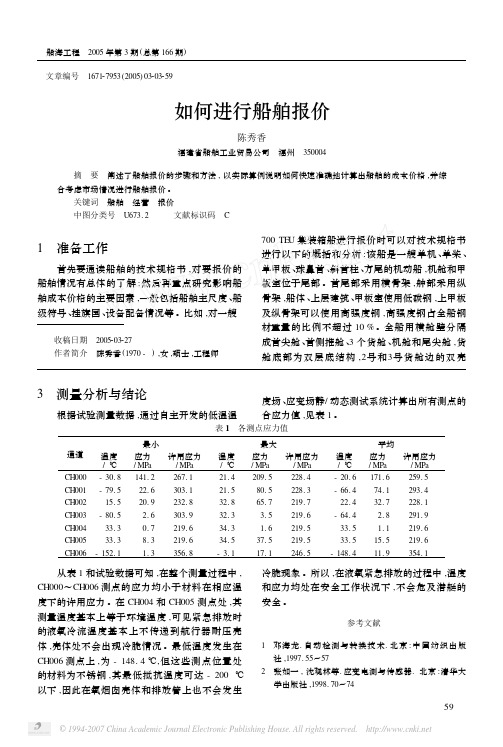
如何进行船舶报价 ———陈秀香
船体结构作为边舱 ,主甲板设 4 个舱口 ,配液压折 叠式舱口盖 ,甲板室 (含驾驶桥楼) 共 6 层 ,入德国 劳氏船 级 社 船 级 , 船 体 船 级 符 号 为 + 100A5 E3 “Container Ship”, SOLAS II - 2 ,Reg. 19 ,轮机船级 符号为 + MC E3 AUT NAV - O ,挂塞浦路斯旗 ,船 舶的主要技术参数如下 。
2 细化船舶成本价格的组成部分
船舶成本价格可以分为船体工程 、舾装工程 、 轮机工程 、电气工程 、生产专用费和设备费用六大 类 。每一类费用又可以分为很多细项 ,有些细项 可以根据船舶的主尺度 、载重量 、主机功率等按照 经验公式计算出结果 ,有些细项可以参考同等吨 位同一类型船舶的历史资料进行取值 。比如船体 工程可以分为船体钢结构费用 、涂装工程费用和 船体舱室内装工程费用 。船体钢结构费用受船体 钢材净重 、钢材利用率 、钢材价格 、每吨船体钢材 消耗的焊接材料重量 、焊接材料价格 、辅助材料费
700 TEU 集装箱船进行报价时可以对技术规格书 进行以下的概括和分析 :该船是一艘单机 、单桨 、 单甲板 、球鼻首 、斜首柱 、方尾的机动船 ,机舱和甲 板室位于尾部 。首尾部采用横骨架 ,舯部采用纵 骨架 ,船体 、上层建筑 、甲板室使用低碳钢 ,上甲板 及纵骨架可以使用高强度钢 ,高强度钢占全船钢 材重量的比例不超过 10 %。全船用横舱壁分隔 成首尖舱 、首侧推舱 、3 个货舱 、机舱和尾尖舱 ,货 舱底部为双层底结构 ,2号和3号货舱边的双壳
船舶主要材料费用

1. 满载排水量钢耗系数估算法 w=Δ* k1
式中:Δ为船舶满载排水量 k1为满载排水量钢耗系数
k1变化规律: (1)Δ越大,k1越小; Δ越小,k1越大; (2)航区要求结构强度越大,k1越大; (3)与船厂生产条件,建造方法,建造
数量和材料利用率有关。
(一)钢材消耗量
2. 空船重量钢耗系数估算法 w=D * K2
W WSG
WSG为毛重,为钢材利用率
(二) 焊接材料
• 电焊条、焊剂、各种气体、釬料等。 • 全船焊接材料总消耗量 W焊=W*K焊
其中:W 全船钢材总消耗量 W焊 全船焊材总消耗量 K焊 焊材消耗系数,依船形而不同,
0.017~~0.028 船舶吨位越大或者全船钢材 消耗量越多,则K焊越小。
(三) 涂料
式中:D空船重量;K2空船重量钢耗系数,变化规律 同K1。
3. 按船舶载重吨估算船体钢料净重 w=N*DWT n 4. 按船舶主尺度估算船体重量
W CS (LOA B H )或CS (LBP B H ) CS利用立方数和方形系数估算船体钢料净重 (1)散货船
0.7)]
C1.36 N
其中:K
CB
(1
CB )
0.8H T 3T
, CN同上
(一) 钢材消耗量
(3)大型油船
W
(CN )1/ 2 0.8
[15.33L2BP D
B
2.56L2BP (B
D)2 ]105
CN同上
钢材毛重计算:上面求得的钢材均为净重,毛重与船厂的 管理、放样和下料的技术、手段,钢板与型材的原始规格 有关。
W
0.035
K
C1.36 N
式中:K
焊材消耗量计算方法
(
2、带极堆焊焊剂 一种焊剂=
二种焊剂=
3、机加工复层焊条=4过度层焊材
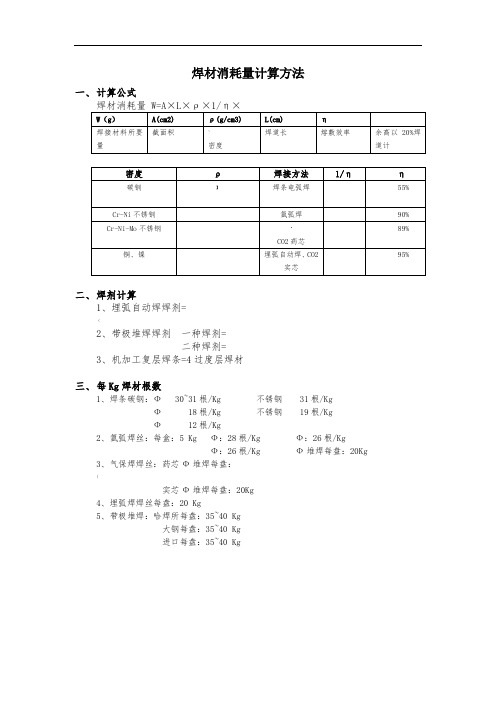
三、每Kg焊材根数
1、焊条碳钢:Ф30~31根/Kg 不锈钢 31根/Kg
Ф18根/Kg 不锈钢19根/Kg
Ф12根/Kg
2、氩弧焊丝:每盒:5KgФ:28根/KgФ:26根/Kg
Ф:26根/KgФ堆焊每盘:20Kg
3、气保焊焊丝:药芯Ф堆焊每盘:
(
实芯Ф堆焊每盘:20Kg
4、埋弧焊焊丝每盘:20Kg
5、带极堆焊:哈焊所每盘:35~40Kg
大钢每盘:35~40Kg
进口每盘:35~40Kg
焊材消耗量计算方法
一、计算公式
焊材消耗量W=A×L×ρ×1/η×
W(g)
A(cm2)
ρ(g/cm3)
L(cm)
η
焊接材料所要量
截面积
~
密度
焊道长
熔敷效率
余高以20%焊道计
密度
ρ
焊接方法
1/η
η
碳钢
】
焊条电弧焊
55%
Cr-Ni不锈钢
氩弧焊
90%
Cr-Ni-Mo不锈钢
·
CO2药芯
89%
铜、镍
埋弧自动焊、CO2实芯
中小型船舶空船重量及钢材耗量的估算方法

中小型船舶空船重量及钢材耗量的估算方法1.建立船舶的设计草图:包括船的外形、尺寸、布局、舱口、机器、辅机和设备布置等。
2.估算船舶的基本结构件重量:将船舶分为船体、上层建筑以及船舶相关设备,并按照一定的经验因子对每个部分进行估算,如船体结构的重量常常使用船舶的修正系数(修正显著性)方法。
3.估算船舶附属设备重量:根据船舶的排水量、船长和业主所要求的装备水平,确定船舶所需的设备和附属装置,然后根据相应的统计资料,对设备按照单位质量和比例进行估算。
4.估算船舶燃料和水的质量:根据航次所需的燃料和水量,结合船舶的工作能力和性质,进行估算。
5.估算船舶装载物重量:根据船舶的设计任务,确定船舶的最大载货量或载客量,然后按照设计航速和设计载货、载人量确定船舶的载货、载人重量。
6.空船重量计算:根据以上各项估算结果,将估算得到的船体结构重量、附属设备重量、燃料和水质量、以及装载物重量合计,即可得到船舶的空船重量。
1.确定船舶的钢结构布置:结合船舶的设计草图,确定船舶的船体结构布置和构造要求,包括甲板、底板、侧壁、船底等。
2.估算船舶的钢材分类:根据船舶的设计要求,将船舶的钢材分为不同的规格和品种。
3.计算船舶各个部位的钢板面积:根据船舶的设计尺寸和形状,计算各个部位的钢板面积,包括甲板、底板、侧壁、船底等。
4.计算各个部位的钢材重量:根据钢板面积和钢材规格的密度,计算各个部位所需的钢材重量。
5.钢材总耗量计算:将各个部位所需的钢材重量合计,即可得到船舶的钢材耗量。
在进行船舶空船重量及钢材耗量的估算时,还需要注意以下几个问题:1.估算的依据和数据应该尽量准确和可靠,可以参考类似船舶的设计实例和统计数据。
2.不同类型的船舶其空船重量和钢材耗量会有不同的估算方法和依据,需要根据具体船舶类型进行相应的调整和处理。
总之,船舶的空船重量及钢材耗量的估算是船舶设计过程中非常重要的一项工作,需要综合考虑船舶的外形、结构、设备及性能等因素,并采用适当的估算方法和依据进行计算。
焊材消耗定额计算

焊材消耗定额计算首先,焊材消耗定额计算需要明确以下几个参数:1.焊接方法:包括手工电弧焊、埋弧焊、气体保护焊、等离子焊等。
2.焊接材料:焊丝,包括焊芯材料和焊剂,通常根据焊接方法不同而选择不同的焊芯材料和焊剂。
3.焊接层数:焊缝的层数,通常有单层焊缝和多层焊缝两种。
4.焊缝形式:包括直焊缝、横焊缝、角焊缝等形式。
在进行焊材消耗定额计算时,需要根据以上参数选择相应的计算公式。
以下是一些常用的计算公式的示例:1.焊接电流计算:焊接电流(A)= 焊缝长度(m)× 焊接速度(m/min)× 焊丝截面积(mm²/m)2.焊丝消耗量计算:焊丝消耗量(kg/m)= 焊接电流(A)× 焊接时间(h)× 焊丝直径(mm)× 电流效率3.焊剂消耗量计算:焊剂消耗量(kg/m)= 焊缝长度(m)× 焊接速度(m/min)× 焊剂厚度(mm)4.焊剂厚度计算:焊剂厚度(mm)= 焊缝截面积(mm²)× 焊剂密度(kg/m³)÷ 焊缝长度(m)通过以上公式计算得到的数值,即为焊材消耗定额。
需要注意的是,焊材消耗定额计算中还需考虑一些因素的修正:1.考虑焊接过程中的损耗情况,例如焊丝的溅射、飞溅和风化等。
2.考虑焊接工艺因素的修正,包括焊接电流、焊接速度、焊接层数等的影响。
焊材消耗定额计算是一项比较复杂的工作,需要根据具体焊接工艺和焊接材料进行计算。
在实际生产中,可以参考相关的焊接手册和标准,或者请专业人员进行计算。
通过定额计算,可以合理控制焊材消耗量,提高焊接效率和经济效益。
焊接材料消耗定额的计算和分析

总第90期第3期2004年9月电 站 辅 机Pow er Station Auxiliary EquipmentVol.90,NO.3Sep.2004文章编号:1672-0210(2004)03-0043-05焊接材料消耗定额的计算和分析宦 凌,姚晴里,张淑萍(上海动力设备有限公司工艺处 200090 上海)摘 要:本文主要阐述了产品焊接材料消耗定额的计算方法,并通过对其进行研究,其更深远的意义是,提高企业经济效益,促进焊接技术发展。
关键词:焊接材料消耗;计算;应用中图分类号:TB305 文献标识码:C alculation and Analysis of Expendable Q u antum of Welding MaterialHUAN Ling,Y AO Qingli,ZHAN G Shuping(1.Technological Processing Dept.,Shanghai Power Equip.Co.,Ltd.,Shanghai,200090,China)Abstract:A calculation method of welding material expenditure in production was described in this pa2 per,which is applied to increasing the economic benefits of an enterprise and promoting the development of welding technology.K ey w ords:welding material expenditure;calculation;application1 引言焊接材料消耗定额的计算是企业技术经济管理的一项重要基础工作。
制定先进合理的焊接材料消耗定额,能帮助企业制定采购计划,保证生产任务如期完成。
而对产品焊接材料消耗的计算和研究,其意义则远不止这些。
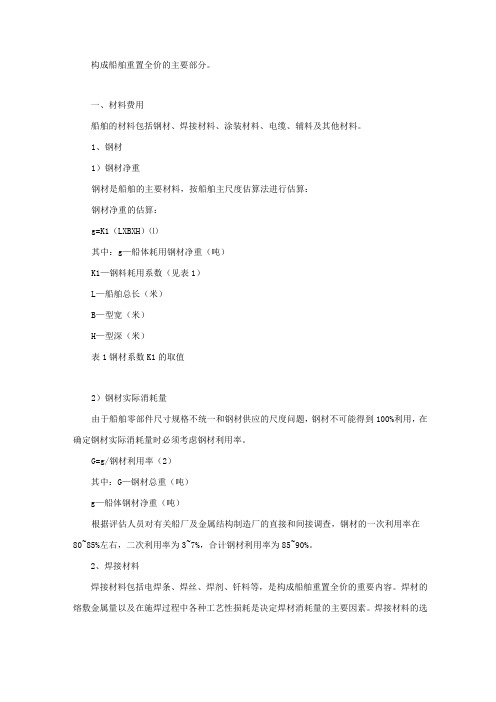
构成船舶重置全价的主要部分材料费用船舶的材料包括钢材
构成船舶重置全价的主要部分。
一、材料费用船舶的材料包括钢材、焊接材料、涂装材料、电缆、辅料及其他材料。
1、钢材1)钢材净重钢材是船舶的主要材料,按船舶主尺度估算法进行估算:钢材净重的估算:g=K1(LXBXH)⑴其中:g—船体耗用钢材净重(吨)K1—钢料耗用系数(见表1)L—船舶总长(米)B—型宽(米)H—型深(米)表1钢材系数K1的取值2)钢材实际消耗量由于船舶零部件尺寸规格不统一和钢材供应的尺度问题,钢材不可能得到100%利用,在确定钢材实际消耗量时必须考虑钢材利用率。
G=g/钢材利用率(2)其中:G—钢材总重(吨)g—船体钢材净重(吨)根据评估人员对有关船厂及金属结构制造厂的直接和间接调查,钢材的一次利用率在80~85%左右,二次利用率为3~7%,合计钢材利用率为85~90%。
2、焊接材料焊接材料包括电焊条、焊丝、焊剂、钎料等,是构成船舶重置全价的重要内容。
焊材的熔敷金属量以及在施焊过程中各种工艺性损耗是决定焊材消耗量的主要因素。
焊接材料的选用必须与船舶所耗钢材的牌号相适应,全船焊接材料总消耗量的估算,主要依据全船钢材的总消耗量而定。
焊接材料费用=GXK2X焊接材料单价(3)其中:K2—焊材消耗系数G—钢材总重(吨)焊材消耗系数K取值见下表表2船焊材消耗系数K2我们可以发现,上表中船舶吨位越大或全船钢材消耗量越多,则焊材占钢材消耗量的比例就越小;反之则比例增大。
3、涂装材料1)涂装材料主要指油漆,其净消耗量由式(4)确定,Gy1=LX(B+H)XK3(4)其中:Gyl—油漆净重(吨)L—船舶总长B—型宽H—型深K3—每平方米油漆重量2)油漆实际消耗量Gy=Gy1XI/K4(5)其中:Gy—油漆实际消耗量I—油漆稀释系数,取1.15-1.2K4—油漆工艺消耗系数,取0.5-0.554、电缆电缆价格=电缆长度X电缆平均单价(6)电缆长度计算公式:电缆长度=K5X(DWT)0.15X(EKW)0.3(7)其中:K5—电缆消耗系数,见表4DWT—船舶载重吨EKW—全船电源总功率(kw)表4电缆消耗系数K5注:客轮可按载客量换算为载重吨。
钢结构、钢桁架工程消耗定额计算
钢结构、钢桁架工程消耗定额计算1、目的:控制工程原、辅材料消耗、提高材料利用率,降低生产成本。
2、使用范围:2.1****加工厂生产车间领、退料(主材、辅材、工具、易耗品、劳保用品)。
根据工程加工类型制定限额领料计划,由一线员工按规定要求领用材料,实行节约奖励、超额罚款的奖罚对等原则。
2.2、工、量器具、劳保用品实行定时、定量限额领取发放。
3、职责分配:3.1、计划主管接到生产作业计划后,分工程制定各工程《工程消耗定额表》,发仓库和3个工段各一份。
3.2、各工段一线领料人员开具领料单,按《工程消耗定额表》限额数量领料。
多领、或领后未用完的料应及时办理退料手续。
3.3、工程加工结束后,仓库人员按领料单统计该工程对应材料实际消耗情况,填入《工程消耗定额表》实际消耗栏,并计算理论与实际消耗差额。
3.4、库房按《工程消耗定额表》要求填写完毕后交给核算录入员,由核算录入员统计单价(按采购价格),并分别计算各材料计划和实际消耗成本,并统计差额。
月底按月规整,统计该月所加工完毕工程各材料计划和实际消耗金额,并计算差额。
该差额按节约(超耗)对一线员工进行奖惩:主材按3%、辅材按15%,集体作业的平均分配(当月出勤≥25)。
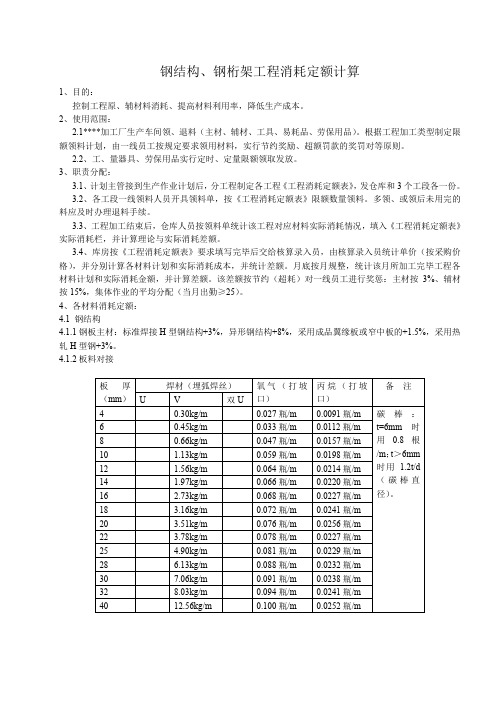
4、各材料消耗定额:4.1 钢结构4.1.1钢板主材:标准焊接H 型钢结构+3%,异形钢结构+8%,采用成品翼缘板或窄中板的+1.5%,采用热轧H 型钢+3%。
4.1.2板料对接板厚(mm ) 焊材(埋弧焊丝) 氧气(打坡口) 丙烷(打坡口) 备 注UV 双U 4 0.30kg/m 0.027瓶/m 0.0091瓶/m 碳棒:t=6mm时用0.8根/m ;t >6mm 时用 1.2t/d (碳棒直径)。
6 0.45kg/m 0.033瓶/m 0.0112瓶/m 8 0.66kg/m 0.047瓶/m 0.0157瓶/m 10 1.13kg/m 0.059瓶/m 0.0198瓶/m 12 1.56kg/m 0.064瓶/m 0.0214瓶/m 14 1.97kg/m 0.066瓶/m 0.0220瓶/m 16 2.73kg/m 0.068瓶/m 0.0227瓶/m 18 3.16kg/m 0.072瓶/m 0.0241瓶/m 20 3.51kg/m 0.076瓶/m 0.0256瓶/m 22 3.78kg/m 0.078瓶/m 0.0227瓶/m 25 4.90kg/m 0.081瓶/m 0.0229瓶/m 28 6.13kg/m 0.088瓶/m 0.0232瓶/m 30 7.06kg/m 0.091瓶/m 0.0238瓶/m 32 8.03kg/m 0.094瓶/m 0.0241瓶/m 4012.56kg/m0.100瓶/m0.0252瓶/m4.1.3板材切割下料板厚(mm ) 丙烷 氧气(m 3) 备注 4 0.0027瓶/m 0.027瓶/m 折合计算: 1、氧气2.4瓶/t ,丙烷0.24瓶/t.6 0.0033瓶/m 0.033瓶/m 8 0.0047瓶/m 0.047瓶/m 10 0.0059瓶/m 0.059瓶/m 12 0.0064瓶/m 0.064瓶/m 14 0.0066瓶/m 0.066瓶/m 16 0.0068瓶/m 0.068瓶/m 18 0.0072瓶/m 0.072瓶/m 20 0.0076瓶/m 0.076瓶/m 22 0.0080瓶/m 0.080瓶/m 25 0.0083瓶/m 0.083瓶/m 28 0.0085瓶/m 0.085瓶/m 300.0087瓶/m0.087瓶/m4.1.4 制孔按0.01元/孔计算钻头损耗 4.1.5 组立:按构件长度计算截面高度(h ) 根/m (φ3.2) h ≤300 0.3 300<h ≤1000 0.5 h >10000.84.1.6 CO 2气体保护焊接 焊脚或坡口焊板厚(mm ) 焊丝(φ1.2)kg/m 埋弧焊焊丝(φ4) CO2气体(折合混合气1.5瓶) 备注坡口焊角焊缝 4 0.09kg/m 0.078 kg/m 0.0037瓶/m 折合计算: 1、 焊丝(φ1.2)50KG /吨。
焊接材料消耗定额计算方法
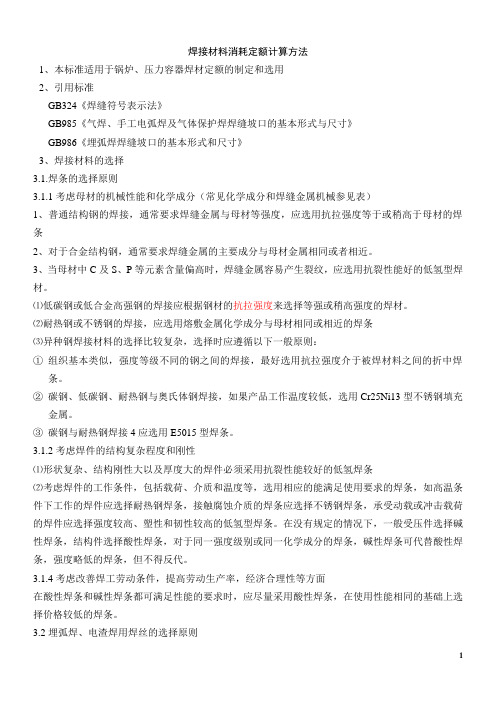
焊接材料消耗定额计算方法1、本标准适用于锅炉、压力容器焊材定额的制定和选用2、引用标准GB324《焊缝符号表示法》GB985《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》GB986《埋弧焊焊缝坡口的基本形式和尺寸》3、焊接材料的选择3.1.焊条的选择原则3.1.1考虑母材的机械性能和化学成分(常见化学成分和焊缝金属机械参见表)1、普通结构钢的焊接,通常要求焊缝金属与母材等强度,应选用抗拉强度等于或稍高于母材的焊条2、对于合金结构钢,通常要求焊缝金属的主要成分与母材金属相同或者相近。
3、当母材中C及S、P等元素含量偏高时,焊缝金属容易产生裂纹,应选用抗裂性能好的低氢型焊材。
⑴低碳钢或低合金高强钢的焊接应根据钢材的抗拉强度来选择等强或稍高强度的焊材。
⑵耐热钢或不锈钢的焊接,应选用熔敷金属化学成分与母材相同或相近的焊条⑶异种钢焊接材料的选择比较复杂,选择时应遵循以下一般原则:①组织基本类似,强度等级不同的钢之间的焊接,最好选用抗拉强度介于被焊材料之间的折中焊条。
②碳钢、低碳钢、耐热钢与奥氏体钢焊接,如果产品工作温度较低,选用Cr25Ni13型不锈钢填充金属。
③碳钢与耐热钢焊接4应选用E5015型焊条。
3.1.2考虑焊件的结构复杂程度和刚性⑴形状复杂、结构刚性大以及厚度大的焊件必须采用抗裂性能较好的低氢焊条⑵考虑焊件的工作条件,包括载荷、介质和温度等,选用相应的能满足使用要求的焊条,如高温条件下工作的焊件应选择耐热钢焊条,接触腐蚀介质的焊条应选择不锈钢焊条,承受动载或冲击载荷的焊件应选择强度较高、塑性和韧性较高的低氢型焊条。
在没有规定的情况下,一般受压件选择碱性焊条,结构件选择酸性焊条,对于同一强度级别或同一化学成分的焊条,碱性焊条可代替酸性焊条,强度略低的焊条,但不得反代。
3.1.4考虑改善焊工劳动条件,提高劳动生产率,经济合理性等方面在酸性焊条和碱性焊条都可满足性能的要求时,应尽量采用酸性焊条,在使用性能相同的基础上选择价格较低的焊条。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
船体分段钢结构焊接材料消耗定额计算方法
摘 要 现代钢质船舶均采用焊接式建造,各种焊接材料消耗在钢结构装焊过程中,本文根据船体钢结构形式及本公司船体结构建造流程,以理论结合实际方式,解决船体分段建造个环节具体焊材消耗定额标准。
关键词 船体分段钢结构 焊材消耗定额 1. 理论基础 2. 计算公式:
A L Q ⨯=
Q —实际焊材消耗量(kg ) L —焊缝长度(m )
A —每米焊缝消耗量(kg/m ) 2.1 每米焊缝消耗量计算公式:
202t t a A ⨯= 或 2
2
k k a A ⨯=
a —基准焊缝每米消耗量(kg/m ) t —实际计算板厚(mm )
t 0—基准焊缝板厚(mm ) k —计算角焊缝焊角高度(mm ) k 0—基准角焊缝焊角高度(mm )
注:CO 2气体保护焊及埋弧自动焊基准焊缝每米消耗量a 按表1选取;手工电弧焊每米消耗量A 按表2和表3选取。
3. 焊材使用说明
装焊使用焊接材料按图纸中对焊接要求执行,装配阶段使用手工焊条。
装配焊缝长度计算说明:部件区域每米装配长度按160mm焊缝计算,分段区域每米装配长度按300mm焊缝计算,装配角焊缝和对接焊缝均按角焊缝6mm焊角高度计算。
表1 CO2气体保护焊及埋弧自动焊基准焊缝焊材消耗标准
表2 手工电弧焊对接焊焊条消耗标准
表3 手工电弧焊角焊缝焊条消耗标准
关于印发《船体钢结构焊接材料消耗定额计算方法(暂行)》的通知公司各单位:
为了对公司船舶产品船体钢结构焊接材料消耗进行定额管理,特制定《船体钢结构焊接材料消耗定额计算方法(暂行)》,现予印发,请各单位遵照执行。
2010.7.30。