基于矩阵循环的智能RGV的动态调度策略
智能RGV的动态调度策略
智能RGV的动态调度策略智能RGV的动态调度策略⒈引言智能RGV(可编程自动引导车)是一种自动化物流设备,用于在工业生产中进行材料的搬运和物流组织。
其动态调度策略的设计和优化对于提高生产效率和减少设备闲置时间具有重要意义。
⒉目标与需求分析⑴目标●提高生产线的整体效率,减少工作时间和生产成本。
●最大限度地减少的等待时间,提高设备的利用率。
⑵需求●根据生产线上材料的需求,实时分配任务给RGV。
●策略应能处理多种不同类型的任务和多个RGV的协同工作。
●最小化RGV的移动距离。
⒊ RGV调度策略设计⑴任务分配策略根据生产线上各个工作站的生产节拍和产量需求,将任务按优先级排序,并合理分配给可用的RGV。
任务分配的依据可以是任务的紧急程度、材料的重要性,或者其他相关的因素。
⑵移动选择策略在任务分配过程中,需要考虑RGV的移动选择策略。
可以采用最近可达算法,即选择最近的可达工作站或材料存放位置。
同时,还需要考虑RGV的载重能力,确保能够搬运材料的重量或容量。
⑶等待时间优化策略为了减少RGV的等待时间,可以采用预测算法预测未来一段时间内各个工作站的任务需求,提前调度RGV到相应的位置,以便及时处理任务。
同时,还可以采用优先级调度算法,优先处理紧急任务或关键任务,避免任务堆积和延误。
⒋系统实现与优化⑴系统架构设计根据需求分析和策略设计,设计智能RGV的系统架构,包括任务调度模块、移动控制模块、数据传输模块等。
确保系统的可靠性和稳定性。
⑵算法实现与优化根据调度策略设计,实现相关的算法,并进行优化,以提高系统的响应速度和处理效率。
可以采用动态规划、遗传算法、模拟退火等方法来寻找最优解。
⒌系统测试与验证对智能RGV系统进行全面的测试和验证,包括功能测试、性能测试、稳定性测试等,确保系统的准确性和可靠性。
通过测试数据的分析和验证结果的对比,评估系统的性能,并对系统进行进一步的优化。
⒍结论智能RGV的动态调度策略设计对提高生产线效率和减少成本具有重要意义。
智能RGV的动态调度策略
智能RGV的动态调度策略智能RGV(自动引导车)是一种能够在物流仓库中自主移动和执行任务的机器人系统。
为了提高RGV的工作效率和资源利用率,需要采用智能的动态调度策略。
下面将详细介绍一种智能RGV的动态调度策略。
智能RGV的动态调度策略主要包括任务分配和路径规划两个方面。
任务分配方面。
在物流仓库中,存在着大量的物料,每个物料都需要进行相应的处理任务。
为了提高RGV的工作效率,需要将不同的任务合理地分配给RGV。
一种可行的任务分配策略是根据任务的紧急程度和所需时间进行优先级排序。
对于紧急任务,RGV需要立即响应并分配资源进行处理;对于较普通的任务,可以根据预估的执行时间和RGV的工作状态进行分配。
还可以根据任务的具体要求将相似的任务进行分组,通过批量处理来提高效率。
任务分配需要根据实际情况不断优化和调整,以保证RGV的高效运行。
路径规划方面。
RGV在执行任务时需要准确地知道物料的位置,并选择合适的路径进行移动。
路径规划需要考虑到RGV的能力和物料的分布情况。
一种常用的路径规划策略是最短路径算法,例如Dijkstra算法或A*算法。
这些算法通过计算路径的权重来选择最优的路径。
在实际应用中,还需要考虑到RGV的工作状态和负载情况。
当RGV处于空闲状态时,可以选择较长的路径以避免冲突和拥堵;而当RGV负载较重时,需要选择最短路径以减少工作时间。
路径规划需要综合考虑多个因素,以提高RGV的移动效率并避免不必要的能耗。
除了任务分配和路径规划,智能RGV的动态调度策略还需要考虑到实时环境信息的变化。
在物流仓库中,物料的分布和任务的数量会不断变化,因此需要实时更新调度策略。
可以利用传感器和监控系统来实时获取环境信息,并根据情况做出相应的调整。
当某个区域的任务数量较多时,可以优先分配任务给距离较近的RGV,以减少任务等待时间;当某个区域的物料数量较多时,可以增加RGV的运行速度以加快处理速度。
动态调度策略需要不断根据实际情况进行优化和调整,以确保RGV的高效运行。
智能RGV的动态调度策略

智能 RGV 的动态调度策略摘要:针对智能 RGV 系统一道工序的物料加工作业情况,首先,RGV根据距离就近原则选择下一操作的CNC。
在 RGV 对所有 CNC 完成一次上料操作后,不断进行上下料、清洗作业的循环操作。
考虑到物料加工时间,我们选择离 RGV 最近的 CNC 作为下一个上料对象。
模型反复按顺序进行操作,直到时间达到 8 小时。
代入各组数据计算,得到相应的RGV动态调度模型和相应的求解算法。
关键词:RGV动态调度全局搜索工作时间均衡度一、背景介绍一个智能加工系统的示意,由 8 台计算机数控机床、1 辆轨道式自动引导车、1 条 RGV 直线轨道、1 条上料传送带、1 条下料传送带等附属设备组成。
RGV 是一种无人驾驶、能在固定轨道上自由运行的智能车。
它根据指令能自动控制移动方向和距离,并自带一个机械手臂、两只机械手爪和物料清洗槽,能够完成上下料及清洗物料等作业任务。
1.任务复述与情况分析任务复述:对一般问题进行研究,给出 RGV 动态调度模型和相应的求解算法。
情况分析:要求对只加工一道工序的情况进行一般性研究。
以 8 小时内加工出最多物料为目标,我们给出了以下一道工序 RGV 动态调度模型。
考虑到RGV 移动的时间远小于物料加工时间,我们选择离 RGV 最近的 CNC 作为下一个上料对象。
模型中反复按顺序进行以下操作,直到时间达到 8 小时:1.等待直到 RGV 空闲且至少一个 CNC 空闲2.使 RGV 移动到距 RGV 当前位置最近的空闲 CNC 处3.对该 CNC 进行上下料操作,若有熟料则还需进行清洗作业三、问题求解针对于智能加工系统来说每班次工作共存在两种状态:启动阶段和稳定阶段。
启动阶段:即开始有 CNC 处于空闲状态的阶段,当所有 CNC 都有处于加工过程时,这一阶段结束,在这一阶段,RGV 不存在等待和清洗操作,CNC 只有空闲和正在加工中两个状态。
稳定阶段:即所有 CNC 都开始工作后的情况,在这一阶段 CNC 有正在加工中,成熟等待,正在上下料三个状态;RGV 有等待、移动、上下料、清洗作业四种状态。
智能RGV的动态调度策略
智能RGV的动态调度策略
智能RGV(自动化导引车)是一种能够自主进行物料搬运和作业的机器人设备,在工业生产线上起到了重要的作用。
为了使RGV能够高效地完成任务,动态调度策略是必不可少的。
智能RGV的动态调度策略可以分为三个层次,分别是任务调度、路径规划和动态调度管理。
任务调度层次是指根据生产任务的优先级、时间窗口和设备的状态等因素,将任务合理地分配给RGV。
路径规划层次是指根据设备布局、物料输送线路和任务要求等因素,规划RGV的运动路径。
动态调度管理层次是指根据系统的实时状态和参数,动态调整任务的执行顺序和路径规划,以提高工作效率。
在任务调度层次上,智能RGV可以根据任务优先级进行任务分配。
高优先级任务会优先分配给RGV,以保证紧急任务的及时完成。
根据任务的时间窗口,RGV也可以合理分配任务的执行顺序,尽量减少任务的等待时间。
在路径规划层次上,智能RGV可以通过路径规划算法确定最优路径。
路径规划算法可以综合考虑设备布局、物料输送线路和任务要求等因素,找到一条最短路径,以减少RGV 的行驶时间。
路径规划算法还可以考虑设备的负载均衡,避免某些设备过载或空闲。
在动态调度管理层次上,智能RGV可以根据系统的实时状态和参数进行动态调整。
当系统出现故障或某些设备停机时,RGV可以实时调整任务的执行顺序和路径规划,以应对突发情况。
RGV还可以根据实时任务的执行情况,动态调整任务的执行顺序和路径规划,以提高工作效率。
智能RGV的动态调度策略
智能RGV的动态调度策略随着制造业自动化水平的提高,智能化物流自动化系统变得越来越重要。
智能化的自动化系统可以提高物流系统的效率和可靠性,降低人力成本,加强工厂的自动化程度,从而提高整个工厂的竞争力。
而智能RGV是这一自动化系统中的重要组成部分,具有可编程、可自主决策、可实时控制和智能规划等特征。
在智能RGV的动态调度策略方面,主要有以下几个方面的关注点。
首先是物流作业的实时动态性。
随着工厂生产的不断进行,生产线上的工作量也会不断变化。
因此,智能RGV的动态调度策略应该根据实时的物流作业负载情况,对RGV的任务分配进行调整。
比如,当某条生产线工作量较大,采用贪心算法将更多的任务分配给该产线附近的RGV,提高工作效率。
当某个生产环节突然出现故障或停工时,控制系统应该实时响应,调整RGV的动态调度策略,确保RGV及时进行资源调度,最大限度地避免停机等不良事件的发生。
其次是地图信息的动态调整。
智能化自动化系统的地图信息是很重要的,而这方面不可避免存在一些变数。
比如,某些地标的位置可能会发生变化,或是生产设备的布局发生了调整。
这时,智能RGV的动态调度策略需要对地图信息进行动态调整,确保控制系统的准确性。
第三个方面是任务优先级的判断。
智能RGV调度控制系统应该通过优先级判断,实现合理的任务优先级调度,留出更多的时间和资源提供给紧急的任务,以保证整个系统的效率和稳定性。
因此,在设定任务优先级时,需要考虑多方面因素,比如任务的重要程度、工作量、生产周期等等。
根据实际情况,灵活地调整任务优先级的分配,可以增加RGV的动态调度策略的可靠性。
最后是应急措施的应对。
智能RGV的调度策略应该具备灵敏的应急反应机制,以应对突发事件的发生。
比如,当物流路线出现堵塞、设备故障等情况,系统应该动态地调整任务分配策略,提高RGV的动态调度策略的灵活性,同时最大限度地减少不良事件的发生。
智能RGV的动态调度策略

智能RGV的动态调度策略
智能RGV动态调度策略的核心是在不同的时间段,根据当前的生产环境和生产需要调整RGV的工作任务及路径,以最大化利用RGV的运输能力、降低RGV的等待时间以及确保RGV的运输安全。
一、基于实时数据的任务调度策略
在这种策略中,RGV的调度任务是基于实时数据的变化来决定的,主要通过监测生产环境中的物料状态、生产设备状态以及产品生产计划等多种参数,制定RGV的调度任务和路径。
例如,当RGV在某个位置停留时,可以通过检测发现目标生产设备发生了故障或者负载状况发生了改变,则根据这些变化信息实时制定下一步的调度任务,以保证RGV的运输效率。
例如,根据历史生产数据,可以预测未来某个时间段的生产设备工作量、产品需求量及物料需求量等变化情况,进而调度RGV的运输任务和路径,以最大化利用RGV的运输功效。
在这种策略中,RGV的调度任务既参考实时数据,又运用预测模型,将两者相结合,以更准确地判断生产环境和生产需求,制定更为合理的调度任务和路径。
例如,借助实时数据确定RGV的工作量和任务,同时结合预测模型实现对未来生产环境的预测,以确保RGV能够快速响应生产需求,最大限度地发挥其运输能力和效率。
综上所述,智能RGV的动态调度策略是制定RGV的运输任务和路径的关键,不同的策略适用于不同的生产环境和生产需求,因此在实践中应根据具体情况选择合适的策略。
通过优化RGV的调度策略,可以提高物料运输效率,并为企业生产和经济效益的提升提供有力支持。
工业RGV的动态调度策略

工业RGV的动态调度策略工业RGV(工业用移动机器人)是一种能够在工业现场中移动、搬运和处理各种物品的机器人。
在工厂生产中,RGV能够将工件从一个工序转移到另一个工序,缩短工艺流程,提高生产效率。
为了更好地利用RGV,需要对其进行动态调度,使其能够高效地完成各项任务。
动态调度策略可以分为基于规则的策略和基于优化的策略。
基于规则的策略是根据事先设定的规则来指导RGV的运动轨迹。
例如,当需要将工件从A工序移动到B工序时,RGV会按照事先设定的路径行进,将工件顺利地运到B工序。
这种策略简单易实现,但是不能很好地适应工厂的实际情况。
基于优化的策略是通过优化RGV的行动路线,提高RGV的工作效率。
优化的策略可以分为两种类型:静态优化和动态优化。
静态优化是根据生产数据和生产时间计算出最优的路径,然后将这个路径固定在RGV上。
这种策略可以提高RGV的运维效率,但是不能适应生产现场的变化。
相对于静态优化,动态优化可以根据实时的生产数据和生产状态来调整RGV的行动路径,以达到最优的效果。
但是,动态调度需要收集实时数据,分析数据并更改RGV的运动路线,这需要较高的技术水平和信息处理能力。
在选择动态调度策略时,还需要考虑以下因素:工厂的规模、生产流程、设备状态和挑战等级。
对于小型工厂,可以采用基于规则的策略,因为工作量较小,规则相对简单。
对于大型工厂,需要采用基于优化的策略,以提高RGV的运营效率。
综上所述,RGV的动态调度策略是一项复杂的任务。
需要在工厂的实际情况下选择最合适的策略,并合理调配资源,以达到最优的生产效果。
随着技术的发展和硬件的进步,RGV的动态调度策略也将逐渐趋于完善。
智能RGV的动态调度策略
智能RGV的动态调度策略智能RGV(可拖曳导引车)是一种运用于现代物流系统中的自动化设备,用于在工厂或仓库内实现物料的自动装载、搬运和卸载。
智能RGV是一种能够动态调度的设备,可以根据车辆当前的状态和任务要求进行智能调度,提高物流系统的效率和灵活度。
1. 状态监测和识别:通过传感器等设备对智能RGV的状态进行监测和识别,包括车辆的位置、速度、载荷情况等。
这些数据可以作为调度的依据,从而使调度策略更加准确和高效。
2. 实时任务分配:根据当前的任务需求和车辆的状态,智能RGV可以实时进行任务分配。
如果发现某个区域有较多的货物需要搬运,智能RGV可以优先安排该区域的任务,以提高物流系统的效率。
3. 动态路径规划:智能RGV可以根据当前的环境和任务要求进行动态路径规划。
通过考虑车辆的位置、目标点的位置和路径上的障碍物等因素,智能RGV可以选择最短的路径,并避免碰撞和拥堵,从而提高物流系统的效率和安全性。
5. 故障检测和处理:智能RGV可以通过自身的故障检测系统进行故障诊断,并根据诊断结果进行相应的处理。
如果发现一辆RGV的传感器出现故障,智能RGV可以及时将该车辆从任务队列中移除,并通知维护人员进行修复,以保证系统的正常运行。
智能RGV的动态调度策略可以通过软件系统和硬件设备相结合来实现。
软件系统通过对车辆状态和任务要求进行监测和分析,以确定最佳的调度策略。
而硬件设备则提供了必要的传感器和执行器,用于实时监测车辆状态和执行调度任务。
智能RGV的动态调度策略可以帮助提高物流系统的效率和灵活度,实现更加智能和自动化的物料搬运和装卸过程。
这种策略在现代物流系统中具有广泛应用前景。
工业RGV的动态调度策略

工业RGV的动态调度策略工业RGV(自动导引车)是一种用于工业生产线上物料搬运的自动化设备。
在现代工业生产中,RGV已经成为不可或缺的一部分,它能够大大提高生产效率和降低人力成本。
如何实现RGV的动态调度成为工程师们面临的挑战之一。
本文将介绍一些关于工业RGV动态调度策略的研究和应用。
一、工业RGV的基本工作原理工业RGV是一种能够基于预先设定路径自动行驶的设备,通常由电池供电,能够在工厂车间内自由移动。
RGV的任务通常是将产品或零件从一个生产点搬运到另一个生产点,以实现生产线的自动化运作。
RGV的基本工作原理是通过激光或红外线传感器来感知所需搬运的物料,然后根据预设的路径规划和导航系统,自动穿越工厂车间进行搬运操作。
二、工业RGV的动态调度意义在实际生产运作中,RGV可能需要面对各种突发情况,例如生产任务的调整、机器故障、交通堵塞等。
为了能够更好地适应这些变化,我们需要设计一种动态调度策略,使RGV能够根据实时情况灵活调整行进路径和任务执行顺序,以实现最优的生产效率和资源利用。
1.基于模拟退火算法的动态调度策略模拟退火算法是一种以概率方式在解空间内进行搜索的全局优化算法,能够在合理的时间内找到全局最优解。
研究人员将模拟退火算法应用于工业RGV的动态调度中,通过实时调整RGV的路径和任务执行顺序,以最大程度地降低搬运时间和能耗,同时提高生产效率。
强化学习是一种机器学习方法,能够通过与环境交互来学习最优决策策略。
研究人员将强化学习应用于工业RGV的动态调度中,通过训练RGV智能体(agent)来学习适应不同生产场景下的最优调度策略,从而提高生产效率和自适应能力。
除了模拟退火算法和强化学习,还有一些其他智能优化算法被应用于工业RGV的动态调度中,例如遗传算法、粒子群算法、蚁群算法等。
这些算法能够快速搜索解空间,并找到适应当前环境下的最优调度方案。
在汽车生产线上,工业RGV被广泛应用于零部件的搬运和装配工作。
智能RGV的动态调度策略
赛区评阅编号(由赛区组委会填写):2018年高教社杯全国大学生数学建模竞赛编号专用页赛区评阅记录(可供赛区评阅时使用):评阅人备注送全国评阅统一编号(赛区组委会填写):全国评阅随机编号(全国组委会填写):智能RGV的动态调度策略一、问题重述本课题是智能RGV的动态调度问题。
问题是由8台计算机数控机床(Computer Number Controller,CNC)、1辆轨道式自动引导车(Rail Guide Vehicle,RGV)、1条RGV直线轨道、1条上料传送带、1条下料传送带等附属设备组成。
RGV是一种无人驾驶、能在固定轨道上自由运行的智能车。
它根据指令能自动控制移动方向和距离,并自带一个机械手臂、两只机械手爪和物料清洗槽,能够完成上下料及清洗物料等作业任务。
1.1系统的构成及说明智能加工系统由8台CNC、1台带机械手和清洗槽的RGV、1条RGV直线轨道、1条上料传送带和1条下料传送带等附属设备构成。
(1)CNC:在上料传送带和下料传送带的两侧各安装4台CNC,等距排列,每台CNC同一时间只能安装1种刀具加工1个物料。
如果物料的加工过程需要两道工序,则需要有不同的CNC安装不同的刀具分别加工完成,在加工过程中不能更换刀具。
第一和第二道工序需要在不同的CNC上依次加工完成,完成时间也不同,每台CNC只能完成其中的一道工序。
(2)RGV:RGV带有智能控制功能,能够接收和发送指令信号。
根据指令能在直线轨道上移动和停止等待,可连续移动1个单位(两台相邻CNC间的距离)、2个单位(三台相邻CNC间的距离)和3个单位(四台相邻CNC间的距离)。
RGV同一时间只能执行移动、停止等待、上下料和清洗作业中的一项。
(3)上料传送带:上料传送带由4段组成,在奇数编号CNC1#、3#、5#、7#前各有1段。
由系统传感器控制,只能向一个方向传动,既能连动,也能独立运动。
(4)下料传送带:下料传送带由4段组成,在偶数编号CNC2#、4#、6#、8#前各有1段。
智能RGV的动态调度策略
智能RGV的动态调度策略RGV是一种自动化的运输设备,它可以按照预定的路线自动运输物料或产品。
在工业生产中,RGV的应用越来越广泛,因为它可以提高生产效率,减少人工干预。
为了更好地利用RGV,智能RGV动态调度策略被提出,可以自动地对RGV进行动态调度,以最大程度提高生产效率。
本文将介绍智能RGV动态调度策略的原理及其应用。
智能RGV动态调度策略的主要原理是通过给定的调度算法对RGV的行动进行规划和控制。
调度算法可以根据生产过程中的实时情况和目标实现要求,制定适当的调度策略,以满足生产效率和生产质量等要求。
智能RGV动态调度策略的具体实现过程如下:1. 采集信息:智能RGV需要收集生产线上的各种信息,如待加工的产品类型、数量、所处位置、设备状态等等。
这些信息可以通过传感器、RFID等方式进行采集。
2. 制定调度规划:根据采集的信息,智能RGV可以制定相应的调度规划,包括每个任务的执行时间、执行地点、执行方式等。
这需要考虑到生产效率、生产质量、设备的使用率等因素。
3. 执行调度任务:智能RGV根据制定的调度规划,完成各项任务的执行。
在执行过程中,需要及时进行状态监测和调整,以保证整个系统的稳定性和高效性。
4. 持续优化:智能RGV需要根据实际情况不断地进行优化和调整,以提高生产效率和效益。
应用案例智能RGV动态调度策略已经成功应用于很多生产领域,如汽车制造、家电制造、电子制造等。
以电子制造为例,智能RGV动态调度策略可以实现以下功能:1. 实现生产线的自动化:智能RGV可以按照预设的路径自动运输物料,无需额外的人工干预。
2. 提高生产效率:智能RGV可以根据实时信息和设备状态,制定最优的作业顺序和路径规划,从而提高生产效率。
3. 降低运输成本:智能RGV可以减少人工运输过程中的错误和失误,提高生产线的运作效率和精度,降低了运输成本和生产成本。
4. 增强生产线的灵活性:智能RGV可以根据不同情况灵活调整运输路径和作业顺序,适应不同的生产需求和要求。
智能RGV的动态调度策略
智能RGV的动态调度策略智能RGV(可移动式货物运输系统)是一种广泛应用于现代自动化生产线的设备,它可以自动地在设备之间传输物料,并且能够提高生产线的自动化程度。
在生产线中,RGV的作用是将原材料、半成品或成品从一个工作站传输到另一个工作站,并且可以根据需求灵活地调度来满足生产计划。
为了提高生产线的效率和灵活性,智能RGV需要拥有一套动态调度策略,以便根据实时生产情况进行智能调度,提高生产线的整体效率和灵活性。
智能RGV的动态调度策略是指根据生产现场的实时情况,利用一些算法和方法,对RGV的行动进行智能调度,以实现最佳的物料传输路径和时间,提高生产线的整体效率和灵活性。
动态调度策略可以根据生产线的实际情况,包括生产计划、设备状态、物料需求等因素,实时调整RGV的运行路径和速度,从而最大限度地提高生产线的整体效率。
二、动态调度策略的意义和作用在实际的生产线中,智能RGV的动态调度策略通常会采用一些算法和方法,其中包括:1. 实时调度算法:该算法会实时监测生产现场的物料需求和设备状态,根据实时情况对RGV的运行进行实时调度,以满足生产线的实际需求。
2. 最短路径算法:该算法可以根据生产现场的实际情况,计算出RGV的最短运行路径,以最大限度地减少运行时间和能耗。
4. 智能规划方法:通过对生产计划和设备状态进行智能规划,可以提前对RGV的运行进行规划,以最大限度地满足生产需求,并且避免因为运行延误导致的生产线效率下降。
目前,智能RGV的动态调度策略已经被广泛应用于各类生产现场,例如汽车制造、电子制造、医药制造等领域,取得了显著的效果。
在电子制造领域,动态调度策略可以根据实时的生产需求和设备状态,对RGV的运行进行智能调度,以提高生产线的整体效率和稳定性。
通过最短路径算法和优化调度算法,可以最大限度地减少运行时间和能耗,满足电子制造领域对生产效率和质量的高要求。
五、动态调度策略的发展趋势随着信息技术和人工智能的不断发展,智能RGV的动态调度策略也将不断得到改进和完善。
智能RGV的动态调度策略
智能RGV的动态调度策略智能RGV(自动导引车)是一种灵活的物流运输设备,主要用于自动化工厂中的物料运输和生产线衔接。
智能RGV的动态调度策略是指在实际生产中,根据不同的生产任务和生产场景,通过智能算法和系统控制,对RGV的运输路线和任务进行动态调度,以达到效率最大化、系统稳定性和生产线平衡性的目的。
智能RGV的动态调度策略是现代工业自动化系统中至关重要的一部分。
它可以帮助工厂实现生产线的灵活性和效率,提高物流运输的自动化程度,同时降低人工成本,减少生产过程中的故障和延误。
智能RGV的动态调度策略涉及到多个方面的内容,包括任务分配、路径规划、系统控制等。
下面将逐一介绍这些内容,并探讨在实际生产中如何应用智能RGV的动态调度策略来提高生产效率和质量。
任务分配是智能RGV动态调度策略中的重要一环。
在生产线上,存在着各种不同的生产任务,包括物料运输、设备维护、生产线衔接等。
针对这些任务,智能RGV需要根据生产计划和实际需求,将任务进行有效的分配和调度。
这需要通过系统控制和智能算法,对任务的优先级、作业时间和工作量进行合理的评估和分配,以保证不同任务的顺利完成,并最大程度地满足生产线的需要。
路径规划是智能RGV动态调度策略中的关键环节。
在实际生产中,RGV需要按照特定的路线来完成任务,而这些路线可能会受到生产线布局、设备位置、物料存储等因素的影响。
对于智能RGV来说,如何进行路径规划是至关重要的。
智能RGV的动态调度策略需要考虑到生产线的实际情况,通过智能算法和系统控制,确定最优的运输路径和轨迹规划,以最大限度地减少行驶距离、节约时间,提高运输效率。
系统控制也是智能RGV动态调度策略中的一个重要环节。
智能RGV的运行需要依赖于系统控制,包括传感器监测、数据采集、通讯控制等。
在实际生产中,系统控制需要对RGV的运行状态进行实时监控和调整,以及对生产线的需求进行动态响应。
智能RGV的动态调度策略需要通过系统控制技术,实现对RGV的智能化运行和任务调度,以保证生产过程的稳定性和流畅性。
智能rgv的动态调度策略

智能rgv的动态调度策略近年来,随着制造业技术的不断改进和发展,特别是近几年由于信息技术的飞速发展,智能制造技术在企业中受到越来越多的关注。
其中Robot Guided Vehicle(RGV)被认为是制造业智能化和可自动化的有效方法。
RGV是一种无人车辆,具有良好的小车技术,可根据任务路线自动调度,以满足生产系统的效率和灵活性需求。
但是,由于技术不断发展,RGV的调度变得日益复杂,传统的调度方法难以满足实时的调度要求,为了更高效地调度,智能RGV的动态调度策略是一项最新的研究热点。
智能RGV调度策略的本质是一种动态的策略,可根据实时工作环境,及时调整调度方式,以满足实时性和可靠性的需求。
从定义上讲,智能RGV调度策略是基于实时任务动态发布和灵活调度的一种复杂算法。
RGV系统中使用该策略,可以有效提高系统的实时性和可靠性,从而提升整个生产系统的灵活性和效率。
智能RGV调度策略包括路径规划和调度算法。
路径规划是根据系统中的生产任务,分配给RGV的任务,建立最佳的路线规划,使RGV 根据路线规划准确完成任务。
调度算法是根据任务的特性,将多个RGV分发到不同的路线,使之以最少的移动距离,最短的时间完成任务。
一般来说,智能RGV调度策略主要分为基于分析法的动态调度策略和基于统计法的动态调度策略。
基于分析法的动态调度策略,是根据RGV的工作环境及周边环境,采用静态分析法对RGV的状态进行分析,并对RGV的运动路线进行重新调整,使之尽量降低系统的距离消耗。
其中,根据工作任务的特性,针对不同的任务,可以采用不同的调度算法,以满足RGV执行任务的特殊要求。
基于统计法的动态调度策略,是根据RGV实时工作环境,对RGV 状态进行实时分析,并采用基于统计的调度算法,重新调整RGV的运动路线,将RGV的运行路线调整至最优化路径,降低RGV的运行距离和消耗,从而提高系统的可靠性和系统效率。
基于以上研究,本文将深入探讨智能RGV的动态调度策略。
智能RGV的动态调度策略
智能RGV的动态调度策略
智能RGV(可重复配置的通用移动机器人)是一种能够在工业生产线上自主运动和执行任务的机器人系统。
它能够根据生产线上的实时需求,动态调整任务和路径,以提高生产效率和资源利用率。
下面将介绍智能RGV的动态调度策略。
1. 任务分配策略:智能RGV根据生产线上各个工作站的任务情况和优先级,将任务分配给不同的工作站。
任务分配可以基于不同的策略进行,如优先级调度、最短作业优先等。
2. 路径规划策略:智能RGV可以根据生产线上的布局和任务需求,选择最佳的路径规划策略。
路径规划考虑的因素包括距离、时间和资源利用率等。
路径规划可以借助于智能算法和优化模型,如遗传算法、模拟退火算法等。
4. 任务响应策略:智能RGV可以实时监测生产线上的任务情况,并根据需要进行任务的响应。
任务响应可以包括任务的中断、重新分配和优化调度等。
任务响应的目标是快速适应生产线的变化,保证任务的及时完成。
5. 状态监测与反馈策略:智能RGV可以实时监测自身状态和生产线的状态,并向控制中心反馈相关信息。
状态监测与反馈可以包括电量、故障、任务完成情况等。
控制中心可以根据反馈信息进行决策和调度。
智能RGV的动态调度策略是一种基于实时需求和优化目标的任务分配、路径规划、任务调度、任务响应和状态监测与反馈的综合策略。
通过智能RGV的动态调度策略,可以实现生产线的高效运行和资源利用,提高生产效率和经济效益。
智能RGV的动态调度策略
智能RGV的动态调度策略智能RGV(自动引导车)是一种智能化的物流设备,可以在工厂和仓库中实现物料的自动运输和处理。
智能RGV的动态调度策略是其运行效率和灵活性的关键,通过合理的调度策略可以使RGV在快速变化的生产环境中更加高效地完成任务。
动态调度策略是指在RGV运行过程中根据实时的生产情况和任务需求,动态地调整RGV的运行路径和任务分配,以最大限度地提高RGV的空间利用率和运行效率。
这需要在一系列复杂的约束条件下进行智能的决策,包括生产线的实时状态、物料的需求和供应情况,RGV的运行能力和限制等因素。
智能RGV的动态调度策略可以分为几个关键部分来考虑,下面将逐一进行介绍。
首先是任务分配策略。
在实际生产中,RGV通常会面临多个任务的分配,包括物料的搬运、转运、加工等。
在动态调度策略中,需要根据每个任务的优先级和紧急程度,以及RGV的当前位置和状态,来确定最优的任务分配方案。
对于紧急的任务可以优先分配给距离最近、能够最快完成的RGV。
还需要考虑任务的相互关联性,避免出现任务之间的冲突和阻塞。
其次是路径规划策略。
RGV在完成任务过程中需要经过不同的点位和路径,在动态调度中需要根据实时的生产环境和交通状况来动态规划最优的路径。
这不仅包括RGV自身的行驶路径,还包括RGV与其他设备和工作站之间的协同路径规划。
通过智能的路径规划策略,可以使RGV在不同的生产情况下能够快速、安全地到达目的地,并最大限度地减少行驶时间和能耗。
第三是资源优化策略。
RGV在运行过程中需要消耗人力、能源和时间等资源,在动态调度中需要最大限度地优化这些资源的利用。
这包括合理安排RGV的工作时间和休息时间,优化RGV的充电和维护策略,以及整合RGV与其他设备和系统的协同工作。
通过资源优化策略,可以使RGV在保证任务完成的前提下,最大限度地减少资源的浪费和消耗,提高整体效率和可持续性。
最后是异常处理策略。
在实际生产中,RGV可能会面临各种异常情况,如设备故障、通道堵塞、任务变更等。
智能RGV的动态调度策略

智能RGV的动态调度策略智能RGV(自动引导车)是一种具有自主运动能力和智能调度能力的机器人,广泛应用于工业生产线上。
其动态调度策略是指根据工作状态和任务需求,实时调整RGV的动作和路线,以提高生产线的效率和灵活性。
以下是关于智能RGV动态调度策略的解释和应用。
智能RGV的动态调度策略主要包括以下几个方面的内容:1. 路线规划:智能RGV根据任务需求和生产线的布局,动态规划出最佳的路线,以最短的时间和最少的能量消耗完成任务。
2. 任务分配:根据生产线的工作状态和任务优先级,将任务合理分配给不同的RGV,以保证生产线的平衡和高效运行。
3. 前瞻调度:智能RGV可以通过传感器和实时数据监测生产线的状态,提前预判可能出现的问题,并进行调度和资源分配,以降低生产线的故障率和停机时间。
4. 自适应调节:智能RGV能够根据生产线的变化和工作需求,自动调整自己的运动速度和工作方式,以适应不同的生产环境和任务类型。
智能RGV的动态调度策略在工业生产中具有重要的应用价值,可以有效提高生产线的灵活性和效率,降低成本和能源消耗。
智能RGV通过动态调度策略可以更好地满足不同任务的需求。
在传统的生产线上,由于RGV的运动路径固定,很难适应不同任务间的灵活切换和优先级调整。
而智能RGV可以根据任务的优先级和实时需求,灵活地调整自己的运动路径和工作方式,以最大限度地满足生产线的需求。
智能RGV的动态调度策略可以有效提高生产线的效率。
传统的生产线中,RGV需要按照固定的路径和时间完成任务,无法根据实际情况灵活调整工作方式。
而智能RGV可以根据传感器和实时数据获取生产线的状态,并进行前瞻性的调度和资源分配,以降低生产线的故障率和停机时间,提高生产效率。
智能RGV的动态调度策略可以降低生产线的成本和能源消耗。
通过动态调度策略,可以将任务合理分配给不同的RGV,以保证生产线的平衡和高效运行。
这样可以降低RGV的运行成本和能源消耗,进一步提高生产线的经济效益。
智能RGV的动态调度策略

智能RGV的动态调度策略智能RGV(运货车)是一种高度自动化的物流设备,通常用于在工业制造中运输零部件和成品。
为了实现智能化调度,RGV需依赖各种传感器和控制系统,它能够自行感应生产线和工人的运作状态,实时调整自身的路线和速度,保证生产流程的高效稳定运行。
本文将从动态调度策略的角度讨论智能RGV的工作机制和优势。
动态调度策略是指根据实时数据而进行的设备调度,它能够使设备在运作中随时优化流程,按照实际需求合理地调配设备资源。
智能RGV的动态调度策略结合了制造生产线的实时数据和现代物流管理中的最优路径算法,使RGV可以自主地决定行驶路线、货物搬运和工艺流程的优化处理。
智能RGV的自主调度有以下几方面优势:一、高效性设备的自主调度能够将设备资源的使用最大化,减少运营的时间和成本。
智能RGV能够在生产线各种情况的变化下自行调整,及时合理地响应需求。
智能RGV可以基于物料流动过程中的及时需求分配,快速完成运输任务;并且与生产线其他设备实现紧密协同,提高生产线整体效率。
二、精准性智能RGV通过自身的传感器和控制系统,能够对生产线上的所有节点进行快速感知,并将信息传递到计算机系统中进行处理。
RGV可以根据实时数据调整自己的行进速度和路线,完全符合实际需求。
它能够准确地找到最优路径并在规定时间内完成作业。
三、节能性与传统的物流系统相比,智能RGV的自主调度能带来大量节能效益。
智能RGV自由感知生产线各个节点的信息,计算出最优路径,在避免无效行驶、减少能耗的同时提高了设备运输效率,节约了能源成本。
四、实现信息化管理智能RGV可与生产线上的各类工控系统对接,实现设备和生产线的完全信息化管理。
它能够方便地接入云计算平台,实现全流程的数据采集、实时监测。
在管理员一定权限下,可以实现对生产线各个段落的远程监控和调整,及时处理问题。
五、安全性智能RGV的自主调度能够减少人工误操作产生的震动和噪音干扰,加强生产环境的安全性。
工业RGV的动态调度策略

工业RGV的动态调度策略工业RGV(自动引导车)是一种用于在工业生产线上执行物料搬运任务的自动化设备。
为了提高生产效率和降低人力成本,越来越多的工厂开始引入RGV系统。
如何设计一种有效的动态调度策略,以最大限度地利用RGV的搬运能力和优化生产线的物料流程,成为了工厂管理者需要解决的重要问题。
动态调度策略是指根据实时生产状态和任务需求,对RGV进行任务分配和路径规划的过程。
一种好的动态调度策略能够使RGV在复杂的生产环境下高效运行,快速响应任务需求,避免碰撞和拥堵,从而提高生产线的整体效率。
在制定动态调度策略时,需要考虑以下几个关键因素:1.任务分配原则:根据生产线上的任务需求和RGV的可搬载能力,确定每个任务的优先级和分配规则,确保RGV能够在最短时间内完成最重要的任务。
2.路径规划算法:设计高效的路径规划算法,使RGV能够在不同的工作区域之间快速移动,并避免中途停顿或碰撞,减少搬运时间和能耗。
3.任务调度策略:根据RGV的实时位置和生产线的任务需求,动态调整任务的执行顺序和搬运路径,避免任务之间的冲突和延误。
针对以上的问题,许多研究者和工程师们提出了各种不同的动态调度策略和算法。
下面我们将介绍几种常见的动态调度策略,以及它们各自的特点和适用场景。
1. 基于最短路径的动态调度策略最短路径是指RGV在执行任务时选择最短的路径,以最小化搬运时间和能耗。
基于最短路径的动态调度策略通常采用Dijkstra算法或A*算法进行路径规划,对RGV的位置和任务需求进行实时调整,以保证RGV在不同工作区域之间迅速移动,提高任务执行效率。
这种策略的优点是能够快速响应任务需求,减少搬运时间和能耗,适用于生产线任务变化频繁、紧急任务较多的情况。
贪婪算法是一种启发式算法,通常用于解决最优化问题。
在RGV的动态调度中,基于贪婪算法的策略会根据当前任务的紧急程度和位置,选择最优的搬运路径和执行顺序,以最大限度地提高生产效率和任务执行速度。
基于矩阵循环的智能RGV的动态调度策略
Abstract
This paper mainly studies the dynamic scheduling problem of a smart RGV. For the processing operation of one process, it is judged by simulation analysis that the cyclic cycle scheduling is the optimal scheduling. Therefore, we establish an optimal scheduling model based on matrix cycle, and transform the path planning into a traveling salesman problem (TSP). Then we use Lingo and MATLAB to solve three sets of parameters, the total number of workpiece production is 384, 347, and 395, respectively, and the system operation efficiency is as high as 98%. For the two processes, the time determinant y is introduced to represent the ratio of the time required for the two processes. We analyze in three cases: y is approximately 1, y is greater than 1 and y is less than 1, and respectively establish optimal scheduling model based on time determinant. The total number of workpieces produced under the three parameters of the solution is 243, 226, 295, and the system operating efficiency is 88%, 82%, and 89%, respectively. For the fault situation, the time is divided into several segments according to the fault point, and we establish the optimal scheduling model for fault reduction dimension based on time segmentation. The total number of workpieces produced in one process is 370, 322, and 378, and the system operation efficiency is as high as 94%, 91%, and 94%. The total number of workpieces produced in two processes is 212, 198, and 250, respectively, and the system operation efficiency is 77%, 72%, and 75%, respectively.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Table 1. Three sets of data sheets for smart processing system operating parameters (Time unit: second) 表 1. 智能加工系统作业参数的 3 组数据表(时间单位:秒)
系统作业参数 RGV 移动 1 个单位所需时间 RGV 移动 2 个单位所需时间 RGV 移动 3 个单位所需时间 CNC 加工完成一个一道工序的物料所需时间 CNC 加工完成一个两道工序物料的第一道工序所需时间 CNC 加工完成一个两道工序物料的第二道工序所需时间 RGV 为 CNC1#,3#,5#,7#一次上下料所需时间 RGV 为 CNC2#,4#,6#,8#一次上下料所需时间 RGV 完成一个物料的清洗作业所需时间 注:每班次连续作业 8 小时。
Keywords
Matrix Cycle, Traveling Salesman Problem, Time Determinant, Fault Reduction Dimension, Optimal Scheduling
基于矩阵循环的智能RGV的动态调度策略
顾 扬*#,张洲镕†,姜 锦†
*第一作者。 #通讯作者。 †共同第二作者。
第1组 20 33 46 560 400 378 28 31 25
第2组 23 41 59 580 280 500 30 35 30
第3组 18 32 46 545 455 182 27 32 25
2. 问题分析
该问题是对智能加工系统中 RGV 的动态调度问题,理想的调度策略可以保证系统的作业效率,以高 效地满足生产需求。
2.1. 任务一的问题分析
2.1.1. 情况(1)的分析 在分析了智能加工系统的工作流程之后,进行程序模拟只有一道工序的调度过程,发现 RGV 的调度
是周期循环调度,在验证了周期性的合理性后,可判断循环调度即为最优调度。同时,所有 CNC 完成上
DOI: 10.12677/aam.2019.83054
按照要求在智能系统实际的运作规则下,考虑三种一般问题: 1) 一道工序的物料加工作业; 2) 两道工序的物料加工作业; 3) CNC 发生故障情况下一道工序和两道工序的物料加工作业。 建立出 RGV 动态调度模型,给出相应的求解算法,并利用给出的 3 组数据系统作业参数分别检验模 型的实用性和算法的有效性,给出 RGV 的调度策略和系统的作业效率。
Dynamic Scheduling Strategy of Smart RGV Based on Matrix Cycle
Yang Gu*#, Zhourong Zhang†, Jin Jiang†
College of Science, Nanjing University of Aeronautics and Astronautics, Nanjing Jiangsu
483
应用数学进展
顾扬 等
下料作业与相应的清洗作业所用总时间都是固定值,因此可将该部分时间消耗看作一个整体,将优化策 略体现在 RGV 的移动顺序上,整个过程就可以简化为单纯的路径规划问题,从寻找最优路径着手,逐步 建立调度模型。为此,引入邻接矩阵 A 和位置矩阵 B,可以认为邻接矩阵在每个周期内均为同一状态, 于是可以将模型简化,把规划目标转化为 RGV 调度周期最短,从而基于矩阵循环建立 RGV 最优调度模 型,该模型的求解从根本上可归结为旅行商问题[1],利用 Lingo [2]软件可解出其最优路径,用 MATLAB 软件[3]模拟仿真可得三组参数条件下工件生产总数和系统的作业效率。
摘要
本文主要研究一种智能RGV的动态调度问题。针对一道工序的加工作业,通过模拟分析判断出周期循环 调度是最优调度。因此建立基于矩阵循环的最优调度模型,将路径规划转化为旅行商问题,利用Lingo、 MATLAB求得三组参数条件下工件生产总数分别为384、347、395,系统作业效率均高达98%。针对两 道工序,引入时间决定因子y表示两道工序所需时间的比值,分三种情况分析:y近似于1,y大于1和y 小于1,分别建立基于时间决定因子的最优调度模型,求解可得三组参数条件下工件生产总数分别为243、 226、295,系统作业效率分别达88%、82%、89%。针对故障情况,按照故障点把时间分割成若干片 段,建立基于时间分段的故障降维最优调度模型,求解可得一道工序下工件生产总数分别为370、322、 378,系统作业效率高达94%、91%、94%;两道工序下工件生产总数分别为212、198、250,系统 的作业效率分别达77%、72%、75%。
Open Access
1. 引言
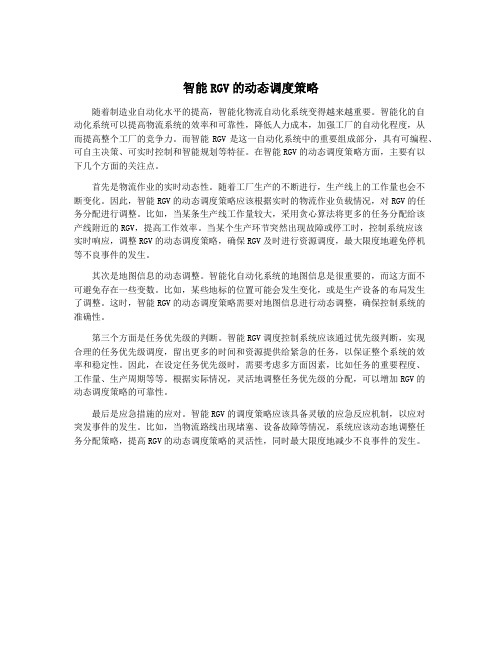
智能加工系统如图 1 所示,由 8 台计算机数控机床(Computer Number Controller, CNC)、1 辆轨道式 自动引导车(Rail Guide Vehicle, RGV)、1 条 RGV 直线轨道、1 条上料传送带、1 条下料传送带等附属设 备组成。RGV 是一种无人驾驶、能在固定轨道上自由运行的智能车。它根据指令能自动控制移动方向和 距离,并自带一个机械手臂、两只机械手爪和物料清洗槽,能够完成上下料及清洗物料等作业任务。
Advances in Applied Mathematics 应用数学进展, 2019, 8(3), 481-495 Published Online March 2019 in Hans. /journal/aam https:///10.12677/aam.2019.83054
Received: Feb. 28th, 2019; accepted: Mar. 12th, 2019; published: Mar. 19th, 2019
Abstract
This paper mainly studies the dynamic scheduling problem of a smart RGV. For the processing operation of one process, it is judged by simulation analysis that the cyclic cycle scheduling is the optimal scheduling. Therefore, we establish an optimal scheduling model based on matrix cycle, and transform the path planning into a traveling salesman problem (TSP). Then we use Lingo and MATLAB to solve three sets of parameters, the total number of workpiece production is 384, 347, and 395, respectively, and the system operation efficiency is as high as 98%. For the two processes, the time determinant y is introduced to represent the ratio of the time required for the two processes. We analyze in three cases: y is approximately 1, y is greater than 1 and y is less than 1, and respectively establish optimal scheduling model based on time determinant. The total number of workpieces produced under the three parameters of the solution is 243, 226, 295, and the system operating efficiency is 88%, 82%, and 89%, respectively. For the fault situation, the time is divided into several segments according to the fault point, and we establish the optimal scheduling model for fault reduction dimension based on time segmentation. The total number of workpieces produced in one process is 370, 322, and 378, and the system operation efficiency is as high as 94%, 91%, and 94%. The total number of workpieces produced in two processes is 212, 198, and 250, respectively, and the system operation efficiency is 77%, 72%, and 75%, respectively.
文章引用: 顾扬, 张洲镕, 姜锦. 基于矩阵循环的智能 RGV 的动态调度策略[J]. 应用数学进展, 2019, 8(3): 481-495. DOI: 10.12677/aam.2019.83054
顾扬 等
南京பைடு நூலகம்空航天大学理学院,江苏 南京
收稿日期:2019年2月28日;录用日期:2019年3月12日;发布日期:2019年3月19日
Figure 1. Schematic diagram of smart processing system 图 1. 智能加工系统示意图
DOI: 10.12677/aam.2019.83054