五轴伺服机械手WT5 SD使用说明书(机械)2012.08.23
5轴焊接机械手操作说明书
• 环境温度 : 0-55 ℃ • 湿度 : 30% 到最大 95%,不结露 • 本体喷漆:电脑白(可指定其色
• 控制系统参数: • 基于触摸屏+机器人控制系统 • PTP点到点控制模式 • 软件版本:A3.0 • 全中文8寸触摸屏操作系统 • 内置冲床行业编程软件工艺包 • 支持拖动示教功能 • 支持多种产品程序存储 • 具备与任何冲床连线,互锁功能 • 相邻两台机器人具备通讯功能 • 支持从左至右或从右至左上下料切换 • 内部集成用户控制信号,支持外围抓手的控制 • 配备数显真空检测装置 • 所有外部连线采用快速插头连接 • 输出额定功率: 3.2 KW • 电控箱:标配一体式电箱。 • 配支架式可移动示教盒 • 示教盒电缆长度3 m • 防护等级 : IP20 • 湿度: 最大95%,不结露 • 环境温度 0 - 45 °C • 电源:单相变压器,单相加地线, 220V电压
5轴焊接机械手操作说明书
鑫台铭制
产品用途
• 1.此5轴焊接机械手主要用于焊接行业金属电焊、弧焊。 • 2.还可以用于氧气切割。
产品示意图
• XTM5焊接5轴机械手机械参数:
• J1轴(左右运动X轴)采用同步带+线性导轨+星减速机+高速高分辨率伺服马达 • J2轴(上下运动Z轴)采用滚珠丝杆+高速高分辨率伺服马达 • J3轴(前后伸缩Y轴)采用同步带+星减速机+线性导轨+高速高分辨率伺服马达 • J4轴(水平旋转A轴)采用行同步带+同步轮减速+高速高分辨率伺服马达 • J5轴(垂直旋转B轴)采用滚珠丝杆+同步带+高速高分辨率伺服马达 • 左右运动X轴行程: 1600MM • 上下运动Z轴行程:1000MM • 前后伸缩Y轴行程:800MM • 水平旋转A轴旋转角度:360° • 垂直旋转B轴翻转角度:220° • 左右运动X轴最高速度:0.9M/S • 上下运动Z轴最高速度:1.25M/S • 前后伸缩Y轴最高速度:0.9M/S • 水平旋转A轴最高旋转速度:9000°/S • 垂直旋转B轴最高旋转速度:2800°/S • 挂臂长为:500MM • 最大负载焊接枪头:6KG • 以上的X、Y、Z行程都可以根据客户要求定做) • 重复定位精度: ±0.08MM • 安装方式:落地式
五轴伺服高速机械手安全操作及保养规程

五轴伺服高速机械手安全操作及保养规程1. 引言五轴伺服高速机械手是一种用于工业生产的自动化设备,具有高速、高精度、高稳定性等优点,被广泛应用于各行业的生产线上。
为了保障工作人员的人身安全和设备的正常运行,本文将介绍五轴伺服高速机械手的安全操作和保养规程。
2. 安全操作规程2.1 操作前的准备工作在操作五轴伺服高速机械手之前,必须进行以下准备工作:•确保操作人员已经接受过相关的安全培训,并且具备操作资格;•检查机械手与周围环境的安全性,确保没有任何障碍物或杂物;•检查机械手的各个部件是否完好,特别是紧固件的紧固情况;•确保机械手的电源和控制系统正常运行。
2.2 操作时的安全注意事项在操作五轴伺服高速机械手时,必须遵循以下安全注意事项:•禁止戴手套、围巾等容易被卷入机械运动部件的物品;•禁止在机械运行时靠近机械手,以免发生意外伤害;•禁止触摸机械手的运动部件,以免造成被夹伤;•禁止随意调整机械手的参数和工作模式,必须由经过培训的操作人员进行;•禁止将重物放在机械手上,以免超载导致机械手损坏或倾倒。
2.3 操作后的安全措施在操作五轴伺服高速机械手之后,必须进行以下安全措施:•关闭机械手的电源,并切断电源供应;•清理机械手及周围环境的杂物和残留物;•定期检查机械手的各个部件是否存在磨损或松动;•及时报修和更换需要维修的部件;•定期进行维护保养,包括加油、润滑等工作。
3. 保养规程3.1 机械手的日常保养为了保证五轴伺服高速机械手的正常运行,需要进行日常保养工作:•检查机械手是否有异常的声音或振动,及时排除故障;•清洁机械手的表面和运动部件,防止灰尘和脏物影响机械运行;•检查伺服系统的工作状态,观察是否有异常现象;•检查机械手的电源和电缆连接是否牢固;•检查机械手的润滑系统,确保润滑油的正常使用和更换。
3.2 定期维护保养除了日常保养外,还需要进行定期的维护保养工作:•按照设备的使用手册要求,进行定期的保养工作;•对机械手的各个部件进行检查和调整,确保其工作正常;•清洗和更换机械手的滤芯、密封圈等易损部件;•对机械手的伺服系统进行校准和调整;•根据工作情况,定期更换机械手的零部件。
机械手使用说明书
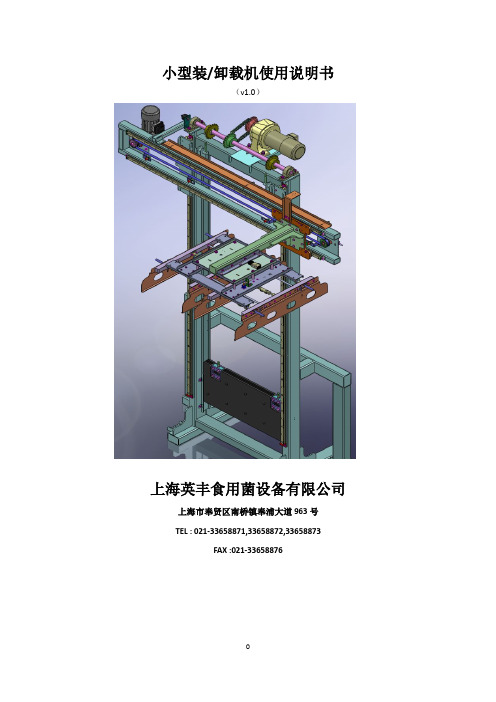
小型装/卸载机使用说明书(v1.0)上海英丰食用菌设备有限公司上海市奉贤区南桥镇奉浦大道963号TEL:021-********,33658872,33658873FAX:021-********小型装载机各部件说明上升下降电机左右移动电机上下移动横臂左右移动臂机械手爪子配重机械手加紧放松气缸左右移动位置的接近传感器目录1.运行开始前检查事项----------42.操作各部分名称及用途----------53.操作顺序----------74.停止顺序----------75.运行中按紧急停止按钮的情况及再开运行----------86.自动返回原点的动作条件及顺序----------87.自动判别层数的动作及条件----------88.手动操作的必要性及设定方法----------98-1低速上升及下降机械手臂8-2正常运行速度(高速)上升及下降机械手臂8-3左/右低速水平移动机械手臂8-4正常运行速度(高速)左/右低速水平移动机械手臂8-5打开夹紧爪8-6机械手臂回复原点8-7机械手臂的左右原点,停止点的调整法8-8机械手臂的最小水平移动高度的调整法9.各种安全装置的种类及动作效果----------139-1根据不同位置超下降9-2爪子夹紧/松开异常9-3装筐时-筐掉下9-4卸筐时-筐掉下9-5装筐时-筐下降不良9-6卸筐时-筐下降不良9-7变频器异常9-8上下左右超时9-9编码器异常9-10制动及上升/下降,水平旋转过于移动10.运行中异常种类及检查事项----------1710-1.手动/自动都不能运行时10-2.虽然箱子集中但是没有下降时10-3.虽然机械手臂下降但是没有夹紧时10-4.虽然夹紧但是没有上升时10-5.夹紧箱子上升后没有左右水平移动时10-6.左右移动后没有下降时10-7.下降到托盘目的地后没有打开夹紧爪时10-8.松开夹紧爪后没有上升时10-9.托盘上到达上升点后没有回复原点时10-10.离目的地过度脱离(冲突)10-11.码垛状态不是垂直时11.跟随主要部分故障时现象及检查方法----------1911-1输送机的传感器11-2接近传感器11-3机械手臂部的编码器11-4电机11-5制动器11-6夹紧部分气缸传感器12.编码器原点设定常用步骤----------2613.变频器异常显示及检查事项(请参照变频器使用说明书)14.附电气图纸1.运行开始前检查事项1)确认托盘供应系统上的托盘输送到位没有2)保证托盘供应系统周围及小型装载机周围无障碍物.3)确认托盘供应系统和小型装载机控制箱内的指示灯亮/灭状态4)小型装载机机械手臂上升及下降的接近传感器及感应板是否正常固定5)小型装载机机械手臂上的左右横向移动的各接近传感器是否正常固定6)筐子整列输送线上的各个感应器是否正常固定7)机械手爪子的夹紧气缸感应器是否正常固定8)上下及左右的电机运转正常(手动运转)9)检查压缩空气的压力是否充足(5Kg/㎠以上)10)箱子的边缘损坏时运行中存在掉下的可能性,请注意使用.2.操作各部名称及用途<控制板上部位置>①电源显示灯输入220AC时开关电源②ON时红色灯点灯各个操作部分可以使用状态.②电源开关运行时这个开关旋转顺时针方向ON后①号灯点灯.③报警各种异常时发出报警并不同的警报,警报音不一样.详细请参照13项(警报分析).并且1托盘操作结束后连续报警2秒.④紧急停止开关按这个按钮时所有功能立即停止,解除时必须旋转顺时针方向.⑤托盘确认按钮(必须等托盘移动到指定位置后按按钮)⑧托盘确认指示灯(托盘确认按钮按下后,点亮直至该托盘工作结束)⑥开始开关按黄色开关后进行以下动作.a.自动/手动开关在自动位置时1.各部分在原点时:显示灯点灯并进行自动运行2.各部分不在原点时:进行回复自动原点动作并灭灯回复原点后跟1项一样.3.头一次慢速下降至托盘之后正常速度运行.(自动确认码垛层次过程)*运行中按开始按钮时,按后头一次慢速下降.b.自动/手动开关在手动位置时不进行上下及水平旋转动作,只启动筐移动用的筐整列输送机,本体的故障原因不能使用时有用.⑦停止开关使用于运行中停止时,机械手臂抓筐启动时(上/下或左/右移动)一个过程结束后停止.<控制板内部DOOR面的位置>A、手动/自动开关:正常运行时往前推转换成自动状态手动操作时相反的方向后操作其它开关.B、上/下移动开关:手动上下移动的方向上下移动时低速运行.这时候控制板上部的停止开关按住情况下操作时,可以使用正常速度动作(减速位置减速,停止位置停止等)C、左/右移动开关:手动左/右移动时使用操作跟上下开关一样.**左右及上下时根据各位置存在安全限制详细请参考6及7项**D、夹紧开关:抓筐的爪子夹紧及松开试验时使用(自动运行时为夹紧)E、设定用开关:设定上下/左右移动等时使用-详细请参考6及7项3.操作顺序1.电源开关ON后确认显示灯是否点亮.2.电源显示灯以外的灯必须灭灯并且无警报音.3.按开始按钮.这时候短暂的警报音时打开控制板盖子后,确认手动操作状态及紧急停止按钮的状态4.机械手臂不在原点位置时先自动运行原点回复动作.(爪子在整列输送机一侧的上方)5.托盘放好停止位置后按托盘确认按钮.这时候第一次按下托盘确认后,点亮托盘确认灯,开始码垛直至该托盘结束,托盘确认灯灭灯,或者托盘到达指定位置后自动重复上述动作6,最后一层码垛结束,机械手回复开始点后,2秒的警报音,这时候替换托盘4.停止顺序1.机械手臂在筐整列上部时,按停止按钮立即停止.2.夹紧筐的状态下按停止按钮时操作结束后在中央上部停止.3.确认停止后为了安全按紧急停止按钮.5.运行中使用紧急停止的情况及再运行5-1启动紧急停止的情况1.操作中机械运行路径上有障碍需要紧急停止时2.预测安全事故时3.机械手臂下降后夹紧筐时,没有顺利夹紧警报时4.因机械手臂的异常现象时(发生超速,范围脱离等)5.操作人员离开工作场所时6.设备维修工作时.5-2紧急停止时的效果1按紧急停止按钮时运行中的一切电机立即停止(根据电机的速度冲击不一样,停止距离会有一定的变化)2夹紧动作动作结束的状态下紧急停止——没有变化(维持)3整个操作过程回复到结束状态再开机运行时从头开始.6.自动原点动作条件及顺序动作始点:停止状态下每按运行开始按钮时不在原点位置时自动回复原点动作(整个过程低速运行)动作过程:1夹紧爪松开时松开传感器点亮后2机械手臂不在上升限位时,上升到接近传感器靠近传感器感应板为止(低速上升)3机械手臂不在整列输送机上方时以整列输送机为基准低速移动7.自动层数判别动作及条件动作开始点:每第一次开始运行时动作动作过程:托盘码垛第一层筐时低速下降动作原理:托盘感应筐的位置后自动决定码垛位置8.手动操作必要性及设定方法8-1必要情况1检查及调整设备2检查自动情况时动作环境3运行中发生异常时措施4调整上下左右位置及原点时打开控制板盖子后“自动/手动”开关转换成手动后,使用以下操作.8-2设定方法A.机械手臂低速上升及下降在整列输送机一侧使用上升/下降用开关,推或拽时动作.B.机械手臂正常运行速度(高速)上升及下降控制板上部的停止按钮按住的情况下启动上升/下降开关上升时:启动到上升限制点为止下降时:1整列输送机位置——夹紧一列筐时输送机和筐底部间约50mm间隙时停止2托盘位置-推车和筐底部间约50mm间隙时停止.*注:上限传感器点亮时制动器立即启动只能手动下降.:下限传感器点亮时立即启动只能手动上升9-.机械手臂左/右低速移动1从左往右移动:左/右移动开关向右推,手臂到达另一侧停止点(接近传感器)后停止,.这时候需往左移动时,开关回复中央位置后再往左移动.2以上往左移动:以上同样(方向相反)**左&右移动停止点(两侧的停止点)时不能再进行.**9-.机械手臂正常运行速度(高速)左/右移动条件:机械手臂在左或右的终点位置时(即停止点,也同时是开始点)在终点之外位置时只能手动低速移动控制板上的停止按钮按住的情况下操作以上C步骤的动作.*机械手臂加速后高速移动于另一侧的减速点减速后低速平缓到达停止位置时正常*E.松开夹紧夹紧开关打开时打开关闭时夹紧F.机械手臂回复原点不明原因没有自动回复原点或脱离编码器时,对准机械手臂的上下及左右位置值.(这叫原点化)1.左右原点化操作顺序1).手动上下开关把机械手臂充分上升,避免左右移动时与整列输送机碰撞.2).使用手动左右移动开关,左或右移动全程时3.再操作开关往整列输送机方向移动至停止为止,移动停止时放松开关.*确认停止点是否在整列输送机的上方.万一离整列输送机位置脱离很多时根据以下G项”机械手臂的左右,原点的停止点调整法”调整.2.上下原点操作顺序1)以上1项(左右原点调整)进行后2)输送机上放4个或6个重的筐.3)手动解除夹紧(即打开爪子)4)手动下降确认筐探知用接近传感器点亮(点亮后不再进行下降)5)夹紧筐后上升约500mm的程度(上升时确认筐探知用接近传感器灭灯.)6)手动开关板上右侧最后的setup开关往上.7)确认PLC上的23号灯点亮后.8)整列输送机上,下降到停止为止并发出短暂警报音时证明原点设定结束.9)往上的setup开关回复原位置时启动准备结束。
五轴说明书

第二章编程篇2.1 准备功能G 代码的种类准备功能G 代码及后数字表示,规定其所在的程序的意义。
G 代码有一下两种类型:例)G01 和G00 是同组的模态G代码注:具体的系统参数请参考系统参数表G 代码及功能表U、V、W 分别和A、B、C 同义,同时使用A 和U 或B 和V 等会产生错误(也就是一行中用了两次A)。
在U 、V、W 代码的描述中没有指定它们在同一程序行使用的次数,但A 、B、C 代码的描述决定了他们只能使用一次。
2.1.1 快速直线移动- G00(1)对于快速直线移动,程序G00 X__ Y__ Z__ A__ C__ 中的所有功能字,除了至少选用其中的一个外其它都为可选,如果当前移动模式为G00 那么G00 也是可选的,刀具可以以协调线性移动的方式以最大进给到达目的点,执行G00 命令不会有切削动作发生。
(2 )如果执行了G16 命令设置了极坐标原点,在极坐标中使用半径和角度表示目的地,也可以使用G00 X__ Y__控制快速直线移动,X__是目的地相对于极坐标原点的半径,Y__则是目的地与极坐标原点连线与3 点钟方向逆时针方向的夹角(也就是通常用的四象限标准)。
执行G16 时的当前点坐标就是极坐标原点。
如果在程序中省略了所有的轴功能字将会产生错误。
如果启用了刀具半径补偿,刀具的移动将与上面所描述的不同(见刀具补偿)。
如果程序在同一行有G53 命令,刀具的移动也同与上述不同(见绝对坐标系)。
2.1.2 以进给直线切削–G01(1)对于以进给直线切削来说,程序G01 X__ Y__ Z__ A__ C__中的所有功能字,除了必须至少使用的之外其它的轴功能字都为可选。
如果当前移动模式为G01 ,那么G01 也是可选的,刀具将以协调线形移动的方式以当前进给移动到目的地。
(2 )如果执行了G16 命令设置了极坐标原点,在极坐标中使用半径和角度表示目的地,也可以使用G00 X__ Y__控制快速直线移动,X__是目的地相对于极坐标原点的半径,Y__则是目的地与极坐标原点连线与3 点钟方向逆时针方向的夹角(也就是通常用的四象限标准)。
机械手说明书

机械手说明书目录前言--------------------------------------第一章设计任务书 ------------------------------------第二章设计任务分析以及总体方案-----------------------(一)机械手设计原则---------------------------(二)机械手分类-------------------------------------(三)机械手主要组成------------------------------(四)机械手结构布置要求及平稳性与定位精度-----------第三章机械部分的设计---------------------(一)机械手手部----------------------------------(二)机械手的手腕-------------------------------------(三)机械手的手臂----------------------------------第四章驱动部件设计----------------------------(一)液压驱动部分------------------------------------(二)气压驱动设计-------------------------------------(三)液动机的选择-------------------------------------(四)减速齿轮的选择------------------------第五章管路布置及效验---------------------------(一)机械手常用位置检测元件---------------------------(二)管路布置方法 --------------------------------第六章参考文献---------------------第七章设计感言-------------------------------------前言机械手是模仿人的手部动作,按给定程序、轨迹和要求实现自动抓取、搬运和操作的自动装置。
机械手操作说明书

操作说明机械手 操 作 说 明 书操作说明一, 简介:本设备主体部包括以下机构: 1, 上下伺服机械臂:1.5KW 三菱伺服;气动抓胎器;横走气缸; 2, 输送线:400W 三菱变频器及电机两台;检测用对射光电;定中气缸; 3,主要电气部件品牌及明细表:主要电气部件明细:序号 材料名称 1 PLC 2 触摸屏 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 伺服电机 伺服驱动器 输送电机用变频器 三相智能伺服变压器 开关电源 小型断路器 小型断路器 小型断路器 小型断路器 交流接触器 接近开关 电源滤波器 继电器 继电器端子座 超声波传感器 对射光电 材料规格 FX3U-48MT-001 DOP-B05S100 HF-SP152B MR-J3-200A FR-E740-0.4-CHT IST-C-045 NES-150-24 DZ47-60/3P/D16A DZ47-60/2P/D6A DZ47-60/2P/D10A DZ47-60/3P/D25A LC1-D1810M5C RN05-N(17*17) 3 米 PNF221-G-2A RJ2S-CL-D24 RJ2S-05B UB800-18GM40-E4-V1 PZ-G52N 用量 1 1 1 1 2 1 1 1 1 2 2 1 5 1 8 8 1 4 单位 台 个 品牌 三菱 台达 三菱 三菱 三菱 三诺科技 台湾明纬 正泰 正泰 正泰 正泰 施耐德 台湾 RIKO 埃德 idec idec 倍加福 基恩士台 台 台台 台 个 个 个 个 个 个 个 个 个 个 对二, 操作说明: 2.1 操作前注意事项:机械手运行范围内不要有人员站立. 确认抓手用输入气源是否打开且压力达到 0.5MPa 及以上。
2.2 操作说明:2.2.1,简要说明:操作说明1,本系统人机操作画面,支持中英文两种语言方式。
操作者可以在进入系统后的初 始开机画面,选择指定的操作语言。
五轴机床安全操作规程[详细]
![五轴机床安全操作规程[详细]](https://img.taocdn.com/s3/m/24b824a901f69e314232949d.png)
五轴机床安全操作规程I、五轴加工中心操作规程一、开机前,应当遵守以下操作规程:1、穿戴好劳保用品,不要戴手套操作机床.2、开动机床前检查各部分的安全防护装置、周围工作环境以及各气压、液压、液位,按照机床说明书要求加装润滑油、液压油、切削液, 接通外接无水气源•检查油标、汕量、油质及油路是否正常,保持润滑系统清洁,油箱、油眼不得敞开•3、检查各移动部件的限位开关是否起作用,在行程范围内是否畅通,是否有阻碍物,是否能保证机床在任何时候都具有良好的安全状况. 真实填写好设备点检卡.4、操作者必须详细阅读机床的使用说明书,熟悉机床一般性能、结构, 严禁超性能使用.在未熟悉机床操作前,切勿随意动机床,以免发生安全事故•5、操作前必须熟知每个按钮的作用以及操作注意事项.注意机床各个部位警示牌上所警示的内容.机床周围的工具要摆放整齐,要便于拿放. 加工前必须关上机床的防护门.6、二、在加工操作中,应当遵守以下操作规程:1、机床在运行五轴联动过程中断电或关机重新开起使用五轴联动功能时RTCP功能必须重新开启.运行三轴加工程序时必须关闭RTCP 功能.2、输入FIDIA C20工作站程序,必须严格经过病毒过滤,以免病毒程序给机床带来意外的伤害.3、文明生产,精力集中,杜绝酗酒和疲劳操作;禁止打闹、闲谈、睡觉和任意离开岗位.4、机床编程操作人员必须全面了解机床性能,自觉阅读遵守机床的各种操作说明•确保机床无故障工作.5、机床在通电状态时,操作者千万不要打开和接触机床上示有闪电符号的、装有强电装置的部位,以防被电击伤.6、床严禁超负载工作,要依据刀具的类型和直径选择合理的切削参数. 注意检查工件和刀具是否装夹正确、可靠;在刀具装夹完毕后,应当采用手动方式进行试切•7、机床运转过程中,不要清除切屑,要避免用手接触机床运动部件.&清除切屑时,要使用一定的工具,应当注意不要被切屑划破手脚.9、要测量工件时,必须在机床停止状态下进行.10>在打雷时,不要开机床.因为雷击时的瞬时高电压和大电流易冲击机床,造成烧坏模块或丢失改变数据,造成不必要的损失.11、机床在执行自动循环时,操作者应站在操作面板前,以便观察机床运转情况,及时发现对话框中的提示、反馈以及报警信息.12操作者必须严格按照数控铳床操作步骤操作机床,未经操作者同意, 其他人员不得私自开动.13、按动各按键时用力应适度,不得用力拍打键盘、按键和显示屏•14、工作台而不许放置其它物品,安放分度头、虎钳或较重夹具时,要轻取轻放,以免碰伤台面.15、机床发生故障或不正常现象时,应立即停车检查、排除.16、操作者离开机床、变换速度、更换刀具、测量尺寸、调整工件时, 都应停车.三、工作结束后,应当遵守以下操作规程:1>做好机床清扫工作,保持清洁,认真执行交接班手续,填好交接班记录•发现问题要及时反映.2、要打扫干净工作场地,擦拭干净机床,应注意保持机床及控制设备的清洁•清洁机床时,应在主轴锥孔中插入无刀刀柄,防止灰尘飞入.工作台和防护间的碎屑和灰尘,最好用一些除尘装置来清理,但严禁使用易燃、有毒或有污染的设备;严禁使用压缩空气吹扫设备表面,严禁用冷却水冲洗机床,否则会降低机床寿命,其至损害机床.对电机等电气件要经常打扫积尘,以免妨碍通风.9、工作完毕后,应使机床各部处于原始状态,并切断系统电源,关好门窗后才能离开•10、妥善保管机床附件,保持机床整洁、完好.11、五轴加工中心安全规程:1、操作者使用机床时,要穿好劳动工作服,并袖口扎紧,扭好纽扣.禁止穿宽松外衣,留长发,以避免事故的发生•女同志要戴防护帽;高速铳削时要戴防护镜;操作时,严禁戴手套,以防将手卷入旋转刀具和工件之间.2、在未采用特殊的安全防护措施下,本机床严禁加工易燃、易爆和重度污染的工件.3、机床加工粉尘较大的材料(如代木)时,应安装除尘装置,防止污染环境、危害机床及操作者健康.4、机床工作过程中,要远离移动部件.工作结束后,必须切断机床电源, 避免无人照顾时有火灾的危险.5、接通电源前必须做好相关的安全工作,了解各开关功能.打开电器柜门、护盖门或维修前必须切断或锁住电源,如需带电维修时,必须由专门培训的专业人员进行.6、提醒操作人员在机床运转中所应注意的事项,不允许将身体任何部位靠近或置于旋转或移动部件,机床运转时严禁打开防护门或任何防护盖.7、工作进行中不要接触旋转的刀具.进行测量、调整和清洁工件时必须停机,不然会导致偶然事故的发生.8、在机床控制而板、手脉及一切控制器,只能由木机床操作者可以使用•否则,将导致机床突然上电或断电,甚至引起其它事故的发生.9、机床的保养、检修要经过专门培训过的专业人员按照使用说明书中规定的步骤进行.机床维修用钥匙,应市公司机床维护保养职能部门负责保管、使用.10、操作前应检查铳床各部件及安全装置是否安全可靠;检查设备电器部分安全可靠程度是否良好.11、机床运转时,不得调整、测量工件和改变润滑方式,以防手触及刀具碰伤手指.12、在铳刀旋转未完全停止前,不能用手去制动.13、铳削中不要用手清除切屑,也不要用嘴吹,以防切屑损伤皮肤和眼睛.14、装卸工件时,应将工作台退到安全位置,使用扳手紧固工件时,用力方向应避开铳刀,以防扳手打滑时撞到刀具或工夹具.15、装拆铳刀时要用专用衬套套好,不要用手直接握住铳刀.16、非本机管理操作人员非请勿进入本机床内部.五轴机床维护保养规程电主轴维护与使用注意事项对于高速加工机床,高速电主轴是机床的核心部件.对它的正确使用和维护,是保证机床加工精度和使用寿命的前提条件.首先.强调不要用压缩空气清洁主轴,,避免将灰尘带入主轴缝隙,进而损坏主轴轴承.当清洁主轴周围区域时,主轴虽然停止但机床应通电,并应保证主轴轴承处于气帘保护状态.装到主轴上的刀具.其刀柄部分必须定期用干净的软布清洁,避免将灰尘带入主轴锥孔.机床即使在不使用时,主轴上也应保留一个刀柄,用以保护主轴锥孔.新的或超过一个月未用的电主轴,刚开始工作时一定要作低速转动,最好进行主轴预热空运转•锥孔内没有装入刀柄(或刀具)的状态下.主轴禁止运转.为了长期保持主轴的高精度、获得最佳的加工效果,主轴高速运转时,只能使用精确动平衡达标刀具.进行高精度切削时,最好将主轴预热30分钟,使其达到热稳定状况.一般来说,不同的电主轴限定选配刀具的规格尺寸也不同.此机床主轴使用刀具的最小直径1毫米,最大32毫米,刀长不宜超过100 毫米.在切削条件优化的前提下,可以对以上参数作适当调整,但任何情况下主轴不要超负荷工作.机床操作者对机床的日常维护与保养一. 电器柜3个月:清洁空调滤网.如果工作环境粉尘很多,必须每星期进行这项操作.当电器柜内的温度比外部温度高10°C以上时,这个滤网也必须被清洗.二. 电主轴每H :清洁主轴并检查锥孔是否有锈迹或震动斑纹.三. 气控面板每H :检查气动系统压力,确保工作压力稳定.(7公斤)四. 最小油气刀具润滑系统100小时:检查容器中的油量.五. 工作冷却及排屑系统每日:查看排屑是否顺畅.100小时:检查水箱液位和水质.2000小时:更换全部冷却液.六. 滑枕平衡系统每日:查看平衡压力在5~6米PA.机床维护部门对机床的日常维护与保养为确保机床正常运行,机床维护部门应派专人对机床进行定期的维护与保养.HT米-4228GF除了有一些操作者要维护的注意事项, 机床维护部门人员还要完成如下的预防性维护.一. 电主轴500小时:检查气液管路和电缆有无损坏.1500小时:向刀抓上喷射专用的保护油脂并检查拉刀状况.3000小时:全面检查主轴各项指标.二. AC双摆联动头1000小时:润滑A, C轴传动齿轮.三•主轴恒温冷却系统1000小时:检查液位并查看是否有沉淀和污物.2000小时:更换全部冷却液.四. 主轴轴承油气润滑单元500小时:检查油箱液位.1000小时:检查压力计气压.3000小时:更换新油.五. 气控面板500小时:检查滤油过滤器颜色和冷凝分离器水况六. 液压单元IOoO小时:检查油箱液位及有无油耗.3000小时:更换新油.七. 坐标轴润滑系统500小时:检查容器中的油位和用油量.每半年:查看导轨和丝杆的润滑是否充分•若机床长时间没用, 首次通电后先强制润滑导轨和丝杆,然后再移动各坐标轴.Λ.坐标轴丝杆轴承冷却IOOO小时:检查油位并检查油的清洁状况.3000小时:更换全部冷却油.。
五轴机械手使用方法【秘籍】

将状态选择开关旋至手动档位,机械手即进入手动状态。
手动页面如下:
3.2.1 轴的手动操作
由于未进行原点复归之前,各电动控制轴的位置数据不正确,未进行原点复归前不可以操作机械手的电动轴,但可以对气动动作进行手动操作。
3.2.2 夹具的手动操作
点击触摸屏右下角的按钮【夹具】即可进入夹具的手动操作页面,如下图:
夹具有四组,点击按钮【通】即相应的夹具动作,点击按钮【断】即相应的夹具断开动作。
注:红灯为输入限位信号,绿灯为输出信号,如果没有信号输入或者输出指示灯处于熄灭状态。
3.2.3 吸盘的手动操作
点击触摸屏右下角的【吸】按钮即可进入吸盘的手动操作页面,
如下图:
吸盘有两组,点击按钮【通】即相应的吸盘动作,点击按钮【断】即相应的吸盘断开动作。
3.2.3 辅助设备的手动操作
点击触摸屏右下角的【其他】按钮即可进入辅助设备的手动操作页面,
如下图:
喷油、输送带等辅助设备的手动操作同吸盘的手动操作一样。
3.2.4 预留动作的手动操作
点击触摸屏右下角的【预留】按钮即可进入预留动作的手动操作页面,控制系统预留有六组动作,用户可自设定该六组动作,
如下图:
预留动作手动操作同吸盘的手动操作一样。
百纳智能五轴说明书

百纳智能五轴说明书百纳智能五轴操作指南第一章:安全注意事项1.1 读取操作手册在使用百纳智能五轴之前,务必认真阅读本操作手册,并按照指南进行操作。
1.2 保持清洁保持百纳智能五轴的外观和工作区域的清洁,以确保操作的安全和平稳。
1.3 使用合适的工具和装备在进行百纳智能五轴的操作时,使用适当的工具和装备,确保人员和设备的安全。
1.4 遵循安全程序和规定在操作百纳智能五轴之前,了解并遵守所在地区的安全程序和规定。
1.5 维护设备定期检查和维护百纳智能五轴,确保其正常运行和安全性能。
第二章:产品概述2.1 产品介绍百纳智能五轴是一种具有自动化功能的工业机械设备,能够在三维坐标系中进行运动和定位。
2.2 技术参数- 最大运动速度:500mm/s- 最大加速度:10m/s²- X轴行程:1000mm- Y轴行程:800mm- Z轴行程:300mm- A轴旋转角度:±180°- B轴旋转角度:±360°第三章:安装和调试3.1 安全环境在安装百纳智能五轴之前,确保操作环境安全、稳定,并符合操作要求。
3.2 设备固定将百纳智能五轴固定在工作台或地面上,确保设备的稳定性和平衡性。
3.3 电源连接将百纳智能五轴与电源连接,并确保电源供应稳定。
3.4 传感器校准根据需要,对百纳智能五轴的传感器进行校准,以确保其测量精度和准确性。
3.5 运动系统调试根据百纳智能五轴的操作手册,进行运动系统的调试和校准,以确保其运动的平稳和准确性。
第四章:操作指南4.1 设备启动按照百纳智能五轴的操作手册,启动设备并进行系统自检和参数设置。
4.2 工件夹持将工件安全夹持在百纳智能五轴上,确保其牢固、稳定,并符合操作要求。
4.3 操作界面通过设备操纵杆或操纵盘,操作百纳智能五轴的运动和定位。
4.4 运动控制通过操作界面上的按钮、键盘或触摸屏,控制百纳智能五轴的运动,包括移动、转动等。
4.5 运动路径规划根据工件的要求和加工流程,规划并设置百纳智能五轴的运动路径,确保加工的准确性和效率。
多轴旋转臂头机器5轴机器参数设置和验证说明书

Fig.1 Swing length of double pendulum head machine Parameters setting and verification of 5-axis machine with multiple axesrotary spindle head based on Master CAM XLi Guan 1, a , Xu-xiang Zhang 2, b1Wuhan Institute of Technology, Hubei, Wuhan 430073,China2Wuhan Polytechnic, Hubei, Wuhan 430073,Chinaa ****************,b **************Key words: multiple axes rotary spindle head; post processing; parameter modification; five axis machiningAbstract: According to Generic Fanuc 5X Mill.pst post processing document and the discussion on modification method of main parameters of X Master CAM version five axes machining with double pendulum head, this paper compares manual calculation data of holes nodes with the automatic generation program after modification, and verifies the rationality of the main parameters modification in the post processing.IntroductionDue to its complex spatial concept of 5-axis machining, it ’s difficult to directly check the program coordinate data obtained from automatic programming. Therefore, how to deal with its subsequent processing needs to be carefully considered. It ’s usually solved with the compensable service. The development of the five axis machining technology is more or less restricted for its considerable cost[1,2]. It ’s found in exploring 5-axis post processing parameter Settings that there are set items suitable for various kinds of 5-axis configuration solutions in the post processing documents CAM provides. Users don't easily modify those set items mainly for its difficult to judge the rationality of the revised program output[3]. From 5-axis drilling node coordinates manual calculation, this article deals with the comparison of program combined with post-processing main parameters modification of 5-axis machine with multiple axes rotary spindle head based on Master CAM X to explore its rationality.Analysis of Drilling Program Characteristics of 5-axis Machine with Multiple Axes Rotary Spindle HeadThe five axis machine with double pendulum head is asshown in fig.1. Its swing length L consists of H (the distancefrom the pivot point to the spindle nose end) and L0 (thefixed length of the cutter) two parts. If the 5-axis machinewith double pendulum head is used to process the hole onthe box parts, the work piece angle cannot be rotated so thatit ’s unable to realize the requirements of each parallel holeaxis and Z axis. Therefore, it is difficult to use the drillingcycle instructions to process the hole[4]. The main shafthead can be used to achieve the orientation where the cutter axis parallel to the axial direction of each hole. If the cutter axis parallel to the X/Y/Z axis, drilling and boring cycle instructions can be used after G17、G18、G19 planesswitch. While, the rest can only use basic command G00 / G01 to control X/Y/Z synthesis movement for hole processing.International Forum on Mechanical, Control and Automation (IFMCA 2016)Manual Algorithms for Drilling Nodes Coordinate of 5-axis Machine with Multiple AxesRotary Spindle HeadAs shown in Fig.2, it is an engineering drawings of abox body parts. Among it, the three holes Ф50、Ф20、Ф18 are needed in 5-axis machine to process. A dynamicshaft needs to set the turn 90 ° to make knife axis parallelto the hole axis Shaft during the process of boxholesФ50、Ф20 in the way of multiple axes rotaryspindle head. At this time, the work piece in the X/Ydirection need to have enough distance from the fixedaxis for the implementation of the drilling process.Therefore, it’s better that Ф50 hole axis and X axis arearranged in parallel when clamping box parts in order tomake full use of the bed table X travel range and preventFig.2 Box part’s engineering drawings problems for insufficient Y range.Suppose the distance between the nose and the end of a machine is 120, the length of the centerdrill tool is 180, and its swing length L is 120+180=300. The center of the bottom surface of the boxbody parts serves as the zero point of the work piece, and that tool is used to make 2mm depth holes.The coordinate relation of the hole position is calculated as follows:When processing the Ф50 hole, A=90°, C=90°, Y=0; the coordinates for X and Z can be calculatedas geometry relations shown in Figure 3(a). That is, X=100-2+180+120=398,Z=100-L=100-300=-200.When processing the Ф20 hole, A=90°, C=30°, Z coordinate is same to that of Ф50 hole, namelyZ=-200. The coordinates for X and Y can be calculated as geometry relations shown in Figure 3(b).It can be known from the size relations in Figure 2, in Fig.3(b), oa=100, ad=70, cf=62.5. It can becalculated as follows:af= ad×cos30º=60.622, fb= cf×tg30º=36.084, ae=bc= cf/cos30º=72.169oe=100-ae=27.831, ce=ab=af+fb=60.622+36.084=96.706When processing the Ф20 hole, X=oe+(ce-2+L)×sin30º=225.184, Y=-(ce-2+L) ×cos30º=-341.826The point that is10mm from orifice is taken as the initial position of drilling, and the X0, Y0coordinates can be calculated as follows:X0=oe+(ce+10+L) ×sin30º=231.184, Y0=-(ce+10+L) ×cos30º=-352.218When processing the Ф18 hole, A=60°,C=135°. Drilling process requires X/Y/Z linkage feed motion, therefore, it’s necessary to calculate X, Y, Z coordinates of those two points before and after drilling feeding, geometry calculation is as shown in Fig.3.Fig.3 computational geometry diagram of Ф18 hole position calculationIn the Fig.3, the orifice center A coordinates (81.25, 81.25184.69), AR=L-2=298, it can be calculated:ar =AR×sin60º=258.0756, a′r′= AR×cos60º=149,then the coordinates of R point are as follows:Xr=Yr=81.25+ar×sin45º=263.737, Zr=184.69+ a′r′=333.69When processing the Ф18 hole, X=Xr=263.737, Y=Yr=263.737, Z=Zr-L=33.69The point that is10mm from orifice is taken as the initial position of drilling, and the X0, Y0 coordinates can be calculated as follows:X0= Y0=81.25+(AR+12)×sin60º×sin45º =271.086,Z0=184.69+(AR+12)×cos60º-L=39.69Parameter modification of Post Processing Document for the 5-axe with Double Pendulum HeadFive axis parameters based on Master CAM X version is set in 5 Axis Rotary Settings section of PST document. It mainly comprises a rotating shaft code,the positive direction, the head/swing table configuration for five axis, axial offset or pendulum length, rotation axis angle limit parameters, etc.. Based on Generic Fanuc 5X Mill.pst post processing document, the five axes with double pendulum head are provided with the modification of main parameters according to the preceding C+A mode, as shown in Table1.Table 1. Double pendulum head C + A five-axis main parameter setting and meaningmain set str_pri_axis"C"str_sec_axis"A"mtype : 2rotaxis1$=vecy,rotdir2$=-vecxrotaxis2$=vecz,rotdir2$=-vecytop_type: 3toollength : 300shift_z_pvt : 1meaning descriptionThe outputleadingcharacter ofthe first /second rotaryshaft isprovided asC/AFive axisstructuremode.0:Doublependulumstation,1:pendulum head+ table,2:doublependulum headThe first shaft C seemsy position direction aszero point, and –x asposition direction; thesecong shaft A seems zposition direction aszero point, and –y asposition direction;Knifeaxisplane。
五轴说明书

五轴车床触摸屏说明书北京京联发数控科技有限公司2009年5月目录手动运行 (3)自动运行 (7)编辑程序 (8)参数设定 (11)注意事项 (12)触摸屏使用说明手动运行时黄灯亮,自动时绿灯亮,有报警时红灯亮。
手动运行:手动运行由以下几部分构成:锁定:禁止/允许对屏幕的触摸操作。
当程序自动运行时须按下此键!!!用于防止误碰触摸屏引起误动作。
运动状态显示部分:用于显示当前各轴位置,单位毫米,速度,各轴限位状态。
控制状态显示部分:用于显示当前运动对应的G指令。
变频器部分:控制主轴的运动。
点动增量:设定各轴的点动时运动步长。
速度控制:设定各轴的运动速度。
运动控制部分:用于控制各轴的运动,如点动、连续运动、回原点、设原点等。
1)显示部分:状态指示灯:绿色表示该轴没有碰到限位和行程开关。
(以X1轴为例)X1+/X1-正常时时绿色,当X轴碰到正/负限位时,X+/X-会变成红色运行OK灯:显示各轴伺服驱动器运行OK输入点的状态。
(红为故障,绿为正常)如果为红色,请先按运动控制区域中的“报警清除”按钮,此时运行OK灯变绿,然后再试。
(OK灯变红系统将认为没有准备好,且对其他运动操作不做响应)如仍变红,请先排除故障。
位置显示:显示当前各轴位置。
(单位毫米)速度显示:运动时,显示当前运动轴速度。
单位:米/分钟锁定:禁止/允许对屏幕的触摸操作。
点击【锁定】按钮:屏幕四周将变红,此时不接受任何除【锁定】按钮外的触摸和操作。
再次点击【锁定】按钮,则解除禁止操作状态。
2)点动增量,速度设定部分:点动距离设定:点击“DS”按钮或点击距离显示区域,都可弹出一个计算器,用于该值的设定,在计算器中按“=”按钮,将把数值填到显示区域内。
速度设定:点击“F”按钮或点击距离显示区域,都可弹出一个计算器,用于该值的设定,在计算器中按“=”按钮,将把数值填到显示区域内。
当输入的速度大于加工限速时,系统将默认填入加工限速。
3)运动控制:当某轴被按下时,以下操作都是对该轴的操作回参考点:点击“回参考点”使当前轴回到设定的参考点。
五轴伺服机械手WT5 SD使用说明书(机械)2012.08.23
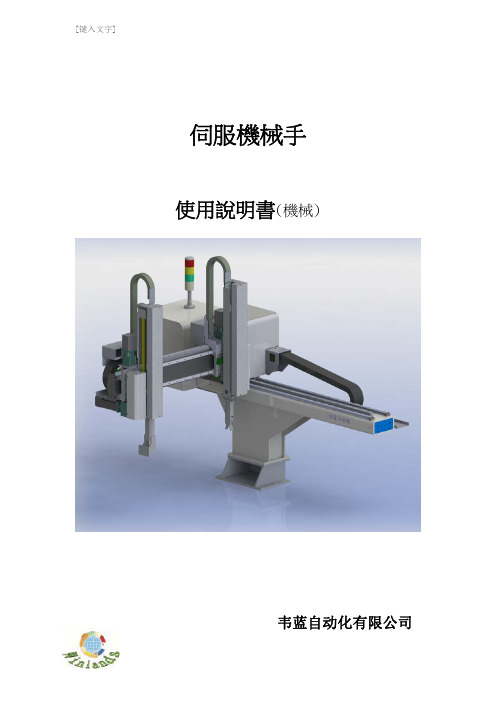
[键入文字]伺服機械手使用說明書(機械)韦蓝自动化有限公司目 錄1.安全----------------------------------------------------------------------------22.功能特點及用途-------------------------------------------------------------33.技朮參數----------------------------------------------------------------------44.結構組成及原理-------------------------------------------------------------55.安裝調试----------------------------------------------------------------------86.維護保养----------------------------------------------------------------------117.常見故障處理----------------------------------------------------------------12 ·1.安全須知! 機械手在工作中運轉速度極高,為保障操作者安全,現場務必做好適當的安全隔離防護措施,方可操作運行。
成型機械手使用前注意事項:在操作本機器之前,祥讀本手冊.、,並經專業訓練後方可操作。
所有操作,調整以及控制必須遵守本手冊及電控手冊中之說明。
本機器在換模調機或維修時,必須關掉電源,並釋放氣源。
因停電等任何原因停機時﹐應將所有控制鈕恢復到停機時的原始狀態﹔ 注意手控盒的電纜不能妨礙機械手動作。
機臺安裝,配線,維修保養和使用人員必須熟悉本機械手的性能。
使用本機械手前務必確認接線無誤,且電源,氣源正常,成型機的各項性能穩定。
五自由度机械手说明书

1 绪论1.1 工业机器人简介]1[早在20世纪初,随着机床、汽车等制造业的发展就出现了机械手。
1913年美国福特汽车工业公司安装了第一条汽车零件加工自动线,为了解决自动线、自动机的上下料与工件的传送,采用了专用机械手代替人工上下料及传送工件。
可见专用机械手就是作为自动机、自动线的附属装置出现的。
“工业机器人”这种自动化装置出现的比较晚。
但是自从世界上第一台工业机器人问世之后,不同功能的机器人也相继出现并且活跃在不同的领域,从天上到地下,从工业拓广到农业、林、牧、渔,甚至进入寻常百姓家。
机器人的种类之多,应用之广,影响之深,是我们始料未及的。
本课题所指的工业机器人,或称机器人操作臂、机器人臂、机械手等。
从外形来看,它和人的手臂相似,是由一系列刚性连杆通过一系列柔性关节交替连接而成的开式链。
这些连杆就像人的骨架,分别类似于胸,上臂和下臂,工业机器人的关节相当于人的肩关节、肘关节和腕关节。
操作臂的前端装有末端执行器或相应的工具,也常称为手或手爪。
手爪是由两个或多个手指所组成,手指可以“开”与“合”,实现抓去动作和细微操作。
手臂的动作幅度一般较大,通常实现宏观操作。
工业机器人由主体、驱动系统和控制系统三个基本部分组成。
主体即机座和执行机构,包括臂部、腕部和手部,有的机器人还有行走机构。
大多数工业机器人有3~6个运动自由度,其中腕部通常有1~3个运动自由度;驱动系统包括动力装置和传动机构,用以使执行机构产生相应的动作;圆柱坐标型工业机器人示意图控制系统是按照输入的程序对驱动系统和执行机构发出指令信号,并进行控制。
由于工业机器人具有一定的通用性和适应性,能适应多品种中、小批量的生产,70年代起,常与数字控制机床结合在一起,成为柔性制造单元或柔性制造系统的组成部分。
在工业生产中能代替人做某些单调、频繁和重复的长时间作业,或是危险、恶劣环境下的作业,例如在冲压、压力铸造、热处理、焊接、涂装、塑料制品成形、机械加工和简单装配等工序上,以及在原子能工业等部门中,完成对人体有害物料的搬运或工艺操作。
五轴转台操作方法

五轴转台操作方法
五轴转台是一种用于工业生产中的机械装置,可以在五个不同的轴向上移动和旋转。
操作五轴转台的方法如下:
1. 开启电源:首先要确保机器的电源已经接通,然后按照操作手册中的指示开启五轴转台的电源。
2. 设定参数:根据需要进行产品加工的具体要求,设定五轴转台的相关参数,如旋转速度、角度等。
3. 手动操作:可以使用手动操作按钮来控制五轴转台的运动,手动调整旋转角度和移动距离。
4. 自动程序:将预先设定好的加工程序加载到控制系统中,启动自动模式进行加工操作。
5. 监控运行:在加工过程中,需要时刻监控五轴转台的运行情况,确保其按照设定进行精确的运动。
6. 停止和复位:加工完成后,停止五轴转台的运动并进行必要的复位,以便进行下一次加工操作。
以上是一般五轴转台的操作方法,具体操作流程和步骤可能会根据不同厂家和型号的五轴转台而有所不同。
在操作前请务必阅读相关的操作手册并按照标准程序进行操作。
机械手操作指导书

机械手操作指导书机械手操作指导书1\操作前准备1\1 确保机械手处于安全状态,并与电源断开连接。
1\2 检查所有运动部件和各个附件的完整性,如有损坏或松动的部分,应及时进行修理或更换。
1\3 清理工作区域,并确保没有任何障碍物干扰操作。
2\机械手基本操作2\1 将机械手与电源连接,并确保电源稳定。
2\2 打开机械手的控制面板,并按照说明书进行初始化设置。
2\3 在控制面板上选择需要的操作模式,并根据需要调整参数。
2\4 根据操作需求,设置机械手的工作空间范围和速度限制。
2\5 使用机械手的手柄或控制面板上的按键来控制机械手的运动。
2\6 在执行任何操作前,确保周围的人员和设备安全。
3\机械手的安全操作3\1 在操作机械手时,遵循正确的姿势和动作,避免过度伸展或扭曲身体。
3\2 尽量避免在机械手工作时进行其他任务,以确保集中注意力。
3\3 在机械手的运动范围内,不要放置任何人员或障碍物。
3\4 在操作机械手时,使用必要的个人保护装备,如手套、安全眼镜等。
3\5 在机械手发生故障或异常情况时,应立即停止操作,并通知相关人员进行修理或维护。
4\机械手的常见故障排除4\1 如果机械手无法启动,请检查电源连接是否正常。
4\2 如果机械手无法动作,请检查控制面板设置是否正确。
4\3 如果机械手运动异常或发出异常声音,请立即停止操作,并检查是否有损坏或松动的部件。
4\4 如果机械手发生严重故障无法修复,请联系售后服务人员进行维修。
附件:1\机械手操作说明书2\机械手控制面板说明书3\售后服务联系信息法律名词及注释:1\机械手:指一种能够模拟人类手臂动作的机械装置。
2\工作空间范围:指机械手能够进行运动的空间范围,包括各个关节的旋转角度限制。
3\速度限制:指机械手运动的最大速度限制,以确保安全和稳定操作。
机械手操作说明手册
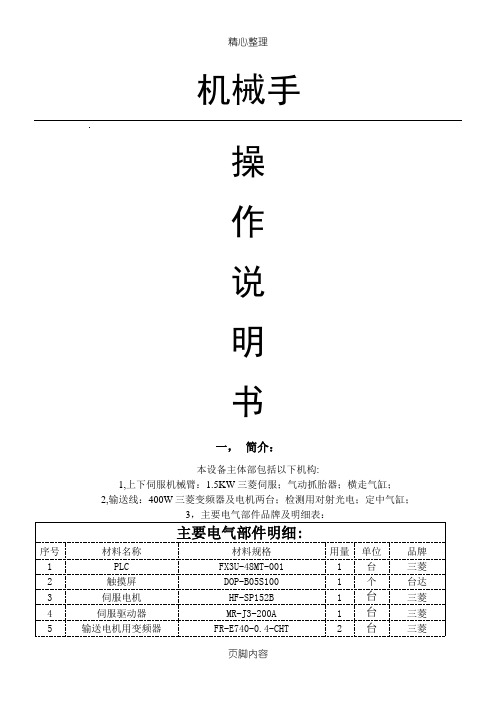
精心整理机械手操作说明书一, 简介:本设备主体部包括以下机构: 1,上下伺服机械臂:1.5KW 三菱伺服;气动抓胎器;横走气缸; 2,输送线:400W 三菱变频器及电机两台;检测用对射光电;定中气缸;3,主要电气部件品牌及明细表:主要电气部件明细:序号 1 2 3 4 5材料名称 PLC触摸屏 伺服电机 伺服驱动器 输送电机用变频器材料规格 FX3U-48MT-001 DOP-B05S100HF-SP152B MR-J3-200A FR-E740-0.4-CHT用量 单位品牌1台三菱1个台达1台三菱1台三菱2台三菱页脚内容6 三相智能伺服变压器7开关电源8小型断路器9小型断路器10小型断路器11小型断路器12交流接触器13接近开关14电源滤波器15继电器16继电器端子座17超声波传感器18对射光电精心整理 IST-C-045 NES-150-24 DZ47-60/3P/D16A DZ47-60/2P/D6A DZ47-60/2P/D10A DZ47-60/3P/D25A LC1-D1810M5C RN05-N(17*17)3 米 PNF221-G-2A RJ2S-CL-D24 RJ2S-05B UB800-18GM40-E4-V1 PZ-G52N二, 操作说明:1 台 三诺科技1 台 台湾明纬1个正泰1个正泰2个正泰2个正泰1个施耐德5 个 台湾 RIKO1个埃德8个idec8个idec1个倍加福4对基恩士2.1 操作前注意事项:机械手运行范围内不要有人员站立. 确认抓手用输入气源是否打开且压力达到 0.5MPa 及以上。
2.2 操作说明:2.2.1,简要说明: 1,本系统人机操作画面,支持中英文两种语言方式。
操作者可以在进入系统后的初始开机画面,选择指定的操作语言。
2,本系统有三种运行方式,分别是: 点动运行方式:指的是上下伺服在微动调试时的一种操作方式。
这种方式下屏上的 操作功能按键只有在受控时,相应的运动部件才会动作。
三、五轴全伺服机械手最常用教导图标

最常用的教导图标
第一轴,X轴图标表示(横入/横出)
第二轴,Y轴图标表示单臂(前进/后退)
Y、Y2轴图标表示双手臂(前进/后退)
第三轴,Z轴图标表示单手臂(上升/下降)
Z、Z2轴,图标表示双手臂(上升/下降)
第四轴,C轴图标表示主手臂(水平/垂直)
待机图标表示等待注塑机信号。
起始标志图标表示起始开始
跳至起始标志图标表示再循环
时间图标表示每个单步动作中的延时
夹具图标表示夹具的通/断(共有5个夹具控制,其中副手臂为夹具5)
吸盘图标表示吸盘的通/断(共5组吸盘)
欧规12图标表示(开模允许、模区安全、合模允许、托模退允许、托模进允许……)通/断。
五轴伺服机械手安全操作及保养规程

五轴伺服机械手安全操作及保养规程1. 前言五轴伺服机械手是一种高精度、高效率的工业机械,广泛应用于汽车、电子、机械等领域。
在使用五轴伺服机械手时,必须严格遵守安全操作规程,以确保操作人员和设备的安全。
本文档旨在为五轴伺服机械手的操作人员提供相关的安全操作及保养规程,以提高设备的可靠性和使用寿命。
2. 安全操作规程2.1 操作前的准备工作在操作五轴伺服机械手之前,必须认真检查设备的各项参数是否正常。
此外,根据机械手的工作任务和要求,选择正确的末端工具和夹具,并进行校正。
还要检查机械手工作区域是否干净整洁,避免设备在工作期间发生危险。
2.2 操作过程中的注意事项操作五轴伺服机械手时,必须注意以下事项:•遵守相关的安全操作规程,包括穿戴安全服装、佩戴防护帽、戴防护眼镜、耳塞等;•保持工作区域的干净整洁,避免设备在工作期间发生危险;•机械手末端工具必须牢固可靠,并且工作过程中必须随时检查其状态;•在机械手工作区域内,不得有工人或其他人员停留或通过;2.3 操作完毕后的注意事项操作完毕后,必须注意以下事项:•关闭机械手的电源和气源,避免设备在未经允许的情况下启动;•工作完成后,将机械手返回到安全位置,以便下一次操作或维护;•对机械手末端工具进行归位和清洗,确保在下一次使用时安全可靠;2.4 突发情况的应急处置在使用五轴伺服机械手时,可能会遇到一些突发情况,如设备故障、气源中断等。
此时,必须立即采取应急措施,避免事故的发生。
具体应急措施如下:•在机械手故障时,必须立即停止操作,进行故障排除,不能强行启动设备;•在气源中断时,必须立即停止操作,查找故障原因,并安排及时维护;•在发生事故时,必须立即采取措施进行处理,并及时通知相关人员。
3. 保养规程五轴伺服机械手在使用过程中,需要定期进行保养,以确保设备的正常运行和使用寿命。
具体保养规程如下:3.1 设备的日常保养设备的日常保养是保证设备能够长期稳定运行的关键。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[键入文字]
伺服機械手
使用說明書(機械)
韦蓝自动化有限公司
目 錄
1.安全----------------------------------------------------------------------------2
2.功能特點及用途-------------------------------------------------------------3
3.技朮參數----------------------------------------------------------------------4
4.結構組成及原理-------------------------------------------------------------5
5.安裝調试----------------------------------------------------------------------8
6.維護保养----------------------------------------------------------------------11
7.常見故障處理----------------------------------------------------------------12 ·
1.安全須知
! 機械手在工作中運轉速度極高,為保障操作者安全,現場務必做好適當的安全隔離防護措施,方可操作運行。
成型機械手使用前注意事項:
在操作本機器之前,祥讀本手冊.、,並經專業訓練後方可操作。
所有操作,調整以及控制必須遵守本手冊及電控手冊中之說明。
本機器在換模調機或維修時,必須關掉電源,並釋放氣源。
因停電等任何原因停機時﹐應將所有控制鈕恢復到停機時的原始狀態﹔ 注意手控盒的電纜不能妨礙機械手動作。
機臺安裝,配線,維修保養和使用人員必須熟悉本機械手的性能。
使用本機械手前務必確認接線無誤,且電源,氣源正常,成型機的各項性能穩定。
操作機械手時請在安全位置,機械手臂下嚴禁有人。
機械手在每運行10天后需要對導軌加油,並整體保養一次,否則可能出現機械故障。
有關安全防護罩
在機械手三軸運動極限距離的三維立體空間,有必要安裝防護罩以確保操作者安全,並且在明顯的位置樹立警告標識,顏色為桔黃色,以提醒操作者注意安全。
出於防護罩需要適應不同的環境,因此不屬於標準配備,若客戶自行安裝時,我們特別指出必須做到它具有最高優先控制權(即防護罩被打開時,機械手立即停止運行)。
2. 功能特點及用途
●伺服機械手的上下取料,橫走及引拔三個動作均採用伺服馬達驅
動,PLC控制,實現高速取出動作
●雙截折疊式手臂結構,高度降低,適合低高度廠房
●主臂基本配置:真空吸附,吸盤座可翻轉90度放料,氣動抱夾
●副臂基本配置:夾取
●手臂多功能擴充
●提供噴油,吹氣,輸送線等外設控制功能
●主臂可在模外/模內/定模側/動模側待機功能
●開合模時機與翻轉狀態多種組合
●誘導式教點(取放料兩點)設定
●多種自動模式
●多種停機模式處理:急停,立即處理,暫停,異常處理,迴圈停止
●操作異常提示,故障警示
●急停聯鎖安全保護
●開關模安全控制
●模內取料安全保護
●不良品排除
●多軸聯動兩軸可同時作動作
●橫移,升降,開關模軟硬雙重保護
●空氣氣壓低下檢測與真空檢測報警功能
●夾取檢測報警功能
●多點停放與裝箱排列功能
●生產狀況及控制信號監視功能
●動模與靜模取料可選功能
●取料聯動功能
●二次植入功能
●操作安全密碼
●密碼分級管理
●頂針可控
●吸盤動作模式 : 吸盤水準/垂直橫移選擇功能
●觸摸屏人機介面,多種自動模式:類比/連線 ,連續/步進
●自由工藝程式設計模式,程式記憶不受停電影響可記憶程式 40套
●參數設定保護
●操作方向轉換功能
●在自動運轉中可修改微調參數修改取料點位置
●多功能模組自動組合
●取/放料抖動功能
●開模位置自動回饋跟蹤、
●一年優質保修
(每台機械手配真空發生系統一套.(如需再加1套真空發生器系統,需特殊說明)﹐
3.技朮參數
●主臂上下行程650~850mm(根據客戶實際情況設計)
●引拔行程500~700mm(根據客戶實際情況設計)
●橫出位移1000至1400mm(根据客户实际情况设计)
●最大取出重量(包括治具) 3kg~5kg(订货时说明)
● 上下全行程時間0.8秒 ● 空循環時間7秒 ● 機台重:200kg
3.結構組成及原理
本伺服機械手還包括以下幾個部件﹕(外形尺寸參見總圖)
● 橫出座機構 ● 橫出樑機構 ● 主臂雙截倍速機構 ● 副臂雙截倍速機構 ● 吸盤抱夾機構 ● 氣動系統
橫出座機構
副臂雙截倍速機構
吸盤抱具機構
夾水口機構
标准件明细总表
橫出座機構
橫出樑機構
主臂装配图
主臂分解图
主臂零件表
副臂雙截倍速機構
副臂爆炸图
副臂零件明细表
4.總圖及術語解釋
成型機械手術語解釋(參考總圖)
機械手橫走 :是指橫出樑在橫出座方向上的運動,規定為Z軸運動
機械手臂上下:是指主副臂垂直於地平面方向的運動,規定為Y軸運動 機械手引拔 :是指主副臂在橫出樑方向上的運動,規定為X軸運動
吸盤水平/垂直:是指吸盘所作用的平面水平或垂直
真空检知:用真空检测仪表检查真空度来判断是否吸出产品,确保模具安全 機械手具體操作原理詳細見電控部分說明﹔
氣動系統
`5.安裝調試
5.1需要供應氣源:6kg/cm²(因氣動元件性能要求,
否則會影響氣動元件壽命)
5.2
本機適用AC220±10% 50/60Hz 電源。
5.3每臺機械手在客戶定貨時都要求提供相應成型機的型號5.4介面聯機以及信號確認必須由對成型機以及機械手充分瞭解的專業人員實施,稍有不愼會導致機械手損壞。
5.5調試機械手時須按電控說明書規定的步驟進行,內嚴禁有人,
6.維護保養
6.1安裝機械手投入使用後,原則上保修期為一年。
6.2保修期內機械手發生任何問題,除了下列項目的情況外將免費維修:
⏹ 客戶人員操作的疏忽所造成的損壞;
⏹ 因天災,火災,地震…….等不可抗因素所造成的損壞。
⏹客戶人員自行修理不當,調整失誤或重新改裝所造成的損壞
⏹消耗品的損壞(吸盤,吸盤架,使用頻率較高的氣口接頭等如下表)
品名 保证期限
1 磁簧开关 50万次
2 近接开关 50万次
3 真空发生器 50万次
4 翻转气缸 50万次
5 电磁阀 50万次
6 夹具气缸 50万次
7 吸盘 20万次
8 治具 20万次
6.3每日保養
6.1.1每日班前檢查機械手是否有被誤動過﹐機械手工作是否正常﹔
6.1.2 ! 每日班前應查看重要部位螺絲是否有松動﹔
6.1.3每日開機前應查看各氣壓表有否被誤動﹐接頭處是否有漏氣的地方﹐
三連件要手動排水一次。
6.4每週維護:
6.4.1每週一班前應檢查各處氣路聯結有無松動﹑漏氣等現象﹔
6.4.2每週一班前應檢查各運動部件附近的線纜﹑油管有無絞纏﹑損壞等現象﹔
6.4.3 每週給機械手加油脂一次﹔
6.5每月維護:
每月應對本設備進行一次全面維護﹕檢查各處聯接螺栓﹑氣路等有否松動﹐機械手的運動﹔經維護後﹐重新調整(微調) 達要求(與電氣人員協同執行)。
6.6不定期維護:
操作人員應經常注意機器的運轉情況﹕運動部件附近的線纜有無絞纏,各
處運轉是否有異常聲響﹐運行位置是否准確﹐各處電氣﹑氣動儀表讀數是
否正常﹐供電﹑供氣是否正常。
6.7電氣系統的維護:
電氣系統是對設備正常運行﹑人員及設備安全至關重要的部分﹐應嚴格按照電氣維護規範執行(參考說明書<電氣部分>)。
6.8潤滑方法:
用幹凈的布擦拭滑軌上的油蹟,然後再使用注油槍將黃油注入滑塊,少許塗抹滑軌表面。
6.9推薦的潤滑油
品牌:SHELL 規格: ALVANIAG2 ,DARING G2
品牌:MOBIL 規格: MOLYKOTE LONG TERM 2 PLUS ;MOBILGREASE 28, MOBILUX 3
8.常見故障處理參見《成型機械手電控說明書》。