机床液压系统使用说明书
卧式单面多轴钻孔组合机床液压系统设计说明书
目录引言1、明确液压系统的设计要求 (3)2、负载与运动分析 (3)2.1负载分析 (4)2.2速度分析 (5)3、选定液压系统主要参数 (6)3.1初选液压缸工作力 (6)3.2计算液压缸结构数 (7)4、拟定液压系统图 (8)4.1选择基本回路 (8)4.2回路的合成 (9)5、液压元件的选择 (11)5.1液压泵及驱动电动机功率的确定 (11)5.1液压泵及驱动电动机功率的确定 (12)6、系统油液升温验算 (13)设计小结 (14)参考文献 (15)引 言液压系统已经在各个部门得到越来越广泛的应用,而且越先进的设备,其应用液压系统的部门就越多。
液压传动是用液体作为来传递能量的,液压传动有以下优点:易于获得较大的力或力矩,功率重量比大,易于实现往复运动,易于实现较大范围的无级变速,传递运动平稳,可实现快速而且无冲击,与机械传动相比易于布局和操纵,易于防止过载事故,自动润滑、元件寿命较长,易于实现标准化、系列化。
液压传动的基本目的就是用液压介质来传递能量,而液压介质的能量是由其所具有的压力及力流量来表现的。
而所有的基本回路的作用就是控制液压介质的压力和流量,因此液压基本回路的作用就是三个方面:控制压力、控制流量的大小、控制流动的方向。
所以基本回路可以按照这三方面的作用而分成三大类:压力控制回路、流量控制回路、方向控制回路。
1.明确液压系统的设计要求设计一台卧式单面多轴钻孔组合机床液压系统,要求完成工件的定位与夹紧,所需夹紧力不得超过6000N 。
该系统工作循环为:快进——工进——快退——停止。
机床快进快退速度约为6 m /min ,工进速度可在30~120mm /min 范围内无级调速, 快进行程为200mm ,工进行程为50mm ,最大切削力为25kN ,运动部件总重量为15 kN ,加速(减速)时间为0.1s ,采用平导轨,静摩擦系数为0.2,动摩擦系数为0.1。
2.负载分析与速度分析2.1负载分析负载分析中,暂不考虑回油腔的背压力,液压缸的密封装置产生的摩擦阻力在机械效率中加以考虑。
机械机床毕业设计183双面铣床的液压系统设计说明书
双面铣床液压系统设计摘要液压系统是以电机提供动力基础,使用液压泵将机械能转化为压力,推动液压油。
通过控制各种阀门改变液压油的流向,从而推动液压缸做出不同行程、不同方向的动作。
完成各种设备不同的动作需要。
液压系统已经在各个工业部门及农林牧渔等许多部门得到愈来愈广泛的应用,而且愈先进的设备,其应用液压系统的部分就愈多。
所以像我们这样的大学生学习和亲手设计一个简单的液压系统是非常有意义的。
进行液压系统设计首先要明确设计的目的和要求,收集所需的资料,然后进行工况分析,分析工作负载,摩擦阻力,绘制负载图等。
其次还要进行油路的分析,绘制系统图,选择液压元件,计算液压缸各项参数,确定液压系统力等。
最后还要对液压系统进行性能验算,校核。
本液压系统设计,操作方便安全,生产效率高,设计上主要是对液压缸,液压系统的设计,其中主要是对液压系统的设计,以保证工作的精度和质量要求。
关键词切削液压传动;稳定性;液压系统目录摘要 (I)第1章绪论 (3)1.1 课题背景 (3)1.1.1 课题来源 (3)1.1.2 课题的研究的背景和意义 (3)1.2 概述 (3)1.2.1 设计的目的 (3)1.2.2 设计的要求 (4)第2章工况分析 (5)2.1 工作负载 (5)2.2 摩擦阻力 (5)2.3 惯性负载 (5)第3章绘制负载图、速度图 (6)3.1 初步确定液压缸的参数 (7)3.2 计算液压缸的尺寸 (7)3.3 液压缸工况 (7)第4章拟定液压原理图 (10)4.1 选择液压基本回路 (10)4.2 组成系统图 (13)第5章选择液压元件 (14)5.1 液压传动系统 (14)5.2 液压装置的结构设计,绘制工作图及编译技术文件 (14)5.3 液压传动系统参数及元件选择 (14)5.4 确定系统工作压力 (14)5.5 执行元件控制方案拟定 (15)5.6 确定执行元件的主要参数 (15)5.7 确定液压泵的工作压力和流量计算 (15)5.8控制阀的选择 (15)5.9确定油箱直径 (16)第6章液压系统的性能验算 (17)6.1 液压系统的效率 (17)6.2 液压系统的温升 (17)结论 (18)参考文献 (19)致谢 (20)第1章绪论1.1课题背景1.1.1课题来源本课题来源于指导老师指定众多课题之一1.1.2课题的研究的背景和意义目前,随着电子、信息等高新技术的不断发展及市场需求个性化与多样化,世界各国都把机械制造技术的研究和开发作为国家的关键技术进行优先发展,将其他学科的高技术成果引入机械制造业中。
液压机操作规程
液压机操作规程
一、概述
液压机是一种利用液压力传动能量的机械设备,广泛应用于各种行业中。
为了保障操作安全和生产效率,有必要建立液压机操作规程。
本文将从液压机的准备工作、操作要点、安全注意事项等方面进行详细介绍。
二、准备工作
1. 安全检查
在操作液压机之前,必须进行安全检查。
首先,检查液压机的各个操作部位是否正常运行,是否有异常声音、异味等。
其次,检查液压机周围是否有障碍物,确保操作空间安全。
然后,检查机械设备的电源是否接地良好,插头是否松动等。
2. 液压系统检查
操作液压机之前,还需要检查液压系统。
首先,检查液压油的油位是否在正常范围内,并对油进行必要的补充。
其次,检查液压
系统的压力表、各种阀门和管道是否工作正常。
最后,检查液压泵
的电机是否运转正常。
三、操作要点
1. 启动液压机
启动液压机前,先将液压机的工作台面清理干净,确保无杂物。
然后,打开电源开关,启动液压泵,待液压系统压力稳定后,进行
下一步操作。
2. 调整工作压力
根据工作需要,调整液压机的工作压力。
通过操作液压机上的
压力调节阀,逐渐增加或减少压力,直到满足工作要求为止。
3. 操作液压机
在操作液压机时,要按照规定的程序进行操作。
具体包括:调
整工作台面高度和角度;放置待加工材料;启动液压机进行加工,
注意保持手和身体安全距离;完成加工后,关闭液压机。
四、安全注意事项。
YA32-100系列油压机说明书

3、将相关阀件拆下用汽油或柴油清洗。
4、加油至油标位置
1、系统内积存空气或泵吸空。 1、检查吸油管路密封情况,然后多次上
滑块爬行 2、立柱导套缺油或精度调整不 下运动并加压
当
2、立柱上加油润滑,重新调整精度
滑块慢速下 支撑力过大
行带压
调整支撑阀,使主缸上腔带压不超过 1MPa
1、缸口密封圈漏油
停车后滑块
4、将主缸与上横梁连在一起吊放立柱上,在吊运时需将主缸活塞卡住,防止活塞在吊运 中突然伸出,发生事故,装好后将立柱上端螺母钉上,然后卸下活塞卡子。
5、按外形总图、电气原理图等接好管路与其它零件,油箱内注油至油标,加油量约为 70%。
6、拧开泵回油的接头,注油,将泵腔内灌满,以排除泵内空气,并将调压阀和安全阀把手 拧松,至此,试车准备工作基本完成。
7、接通电源,启动一下电机,其旋转方向应与泵上规定的旋转方向符合,否则应将电线 接头调相,调好后正式启动电动机,使油泵处于空负荷运转。
YA32-100 四柱液压机
使用说明书
共 18 页 第 12 页
8、将选择开关旋至调整位置,按压按钮 SB4,使活塞下行,要求活塞头部正确导入滑块 定位孔,然后将活塞与滑块的联接螺母安装好,调节调压阀,使压力升至 5MPa,于保压状态 下用搬手拧紧联接螺母。
本机行程发讯元件主要用作限位开关、位置发讯及安全保护。
各行程开关的作用:
SQ1—滑块回程限位开关
SQ2—滑块快速下行转慢速下行的发讯开关。
SQ3—滑块下行保护开关
SQ4—顶出顶出限位开关
SQ5—顶出退回限位开关
本机主缸压力发讯元件为压力继电器,用作主缸发讯至保压延时。
(四)电气操作说明(详见电气原理图)
数控机床机的液压系统

数控机床机的液压系统引言数控机床机是现代制造业中不可或缺的重要设备,液压系统是数控机床机的核心部件之一。
液压系统的稳定性和性能直接影响机床机的加工精度和效率。
本文将重点介绍数控机床机的液压系统的组成和工作原理。
液压系统的组成部件液压系统主要由以下几个部件组成:1.液压元件:包括液压泵、液压马达、液压缸等。
2.液压执行元件:包括液压缸、液压管路等。
3.液压控制元件:包括液压阀、液压控制系统等。
4.液压储能元件:包括液压储能器等。
5.液压辅助元件:包括油箱、冷却器等。
这些部件紧密配合,共同完成液压系统的工作。
液压系统的工作原理液压系统的工作原理是基于压力传递的原理。
液压泵通过不断地吸入液体并将其压力增加,然后将高压液体输送到液压执行元件,如液压缸。
在液压缸中,液体的压力会转化为机械能,驱动机床机完成加工工作。
液压阀和液压控制系统用于控制液体的流动和压力,确保机床机的稳定运行。
液压系统的工作过程可以概括如下:1.液压泵吸入液体,将其压力增加。
2.高压液体通过液压管路输送到液压执行元件,如液压缸。
3.在液压执行元件中,液体的压力转化为机械能,驱动机床机完成加工工作。
4.液体经过控制元件的调节,在不同的工作状态下控制液体的流动和压力。
5.液体经过冷却器进行冷却,以控制液压系统的温度。
6.用油箱储存液压液,并保证液压系统的润滑和密封。
液压系统的优势和应用领域液压系统具有以下几个优势:1.高功率密度:液压系统可以实现高功率传递,适用于大功率的加工设备。
2.较大的力矩和速度范围:液压系统可以灵活调节力矩和速度,适应不同的加工需求。
3.高精度和重复性:液压系统控制精度高,能够实现高精度的加工。
4.可靠性和耐用性:液压系统由于无需传递动力,因此具有较高的可靠性和耐用性。
5.调节性能好:液压系统可以方便地调节加工参数,实现多种加工需求。
液压系统广泛应用于各个领域,包括机械制造、航空航天、能源、交通运输等。
特别是在数控机床机中,液压系统的高精度、高效率和稳定性,为加工提供了重要的保障。
液压传动系统设计与计算-说明书
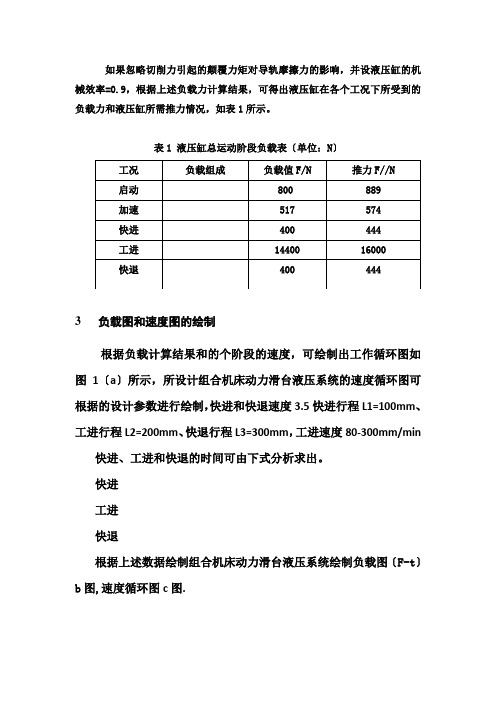
如果忽略切削力引起的颠覆力矩对导轨摩擦力的影响,并设液压缸的机械效率=0.9,根据上述负载力计算结果,可得出液压缸在各个工况下所受到的负载力和液压缸所需推力情况,如表1所示。
表1 液压缸总运动阶段负载表〔单位:N〕3 负载图和速度图的绘制根据负载计算结果和的个阶段的速度,可绘制出工作循环图如图1〔a〕所示,所设计组合机床动力滑台液压系统的速度循环图可根据的设计参数进行绘制,快进和快退速度3.5快进行程L1=100mm、工进行程L2=200mm、快退行程L3=300mm,工进速度80-300mm/min 快进、工进和快退的时间可由下式分析求出。
快进工进快退根据上述数据绘制组合机床动力滑台液压系统绘制负载图〔F-t〕b图,速度循环图c图.ab c在此处键入公式。
4 确定液压系统主要参数4.1确定液压缸工作压力由表2和表3可知,组合机床液压系统在最大负载约为16000时宜取3MPa。
表2按负载选择工作压力表3 各种机械常用的系统工作压力4.2计算液压缸主要结构参数根据参数,液压缸无杆腔的有效作用面积可计算为A1=Fmas/P1-0.5P2=16000/3X10^6那么活塞直径为mm根据经验公式,因此活塞杆直径为d=58.3mm,根据GB/T2348—1993对液压缸缸筒内径尺寸和液压缸活塞杆外径尺寸的规定,圆整后取液压缸缸筒直径为D=80mm,活塞杆直径为d=56mm。
此时液压缸两腔的实际有效面积分别为:根据计算出的液压缸的尺寸,进一步计算液压缸在各个工作阶段中的压力、流量和功率值,如表4所示。
表4 各工况下的主要参数值5 液压系统方案设计根据组合机床液压系统的设计任务和工况分析,所设计机床对调速范围、低速稳定性有一定要求,因此速度控制是该机床要解决的主要问题。
速度的换接、稳定性和调节是该机床液压系统设计的核心。
此外,与所有液压系统的设计要求一样,该组合机床液压系统应尽可能结构简单,本钱低,节约能源,工作可靠5.1确定调速方式及供油形式由表4可知,该组合机床工作时,要求低速运动平稳行性好,速度负载特性好。
Y41-25T-00液压机说明书

Y41-25T-00液压机说明书目录一.机床用途二.机床结构三.机床主要技术规格四.机床安装五.试车须知六.机床的维修与保养七.安全操作规程八.机床故障的原因和消除方法附图1.液压原理图及清单2.电气原理图3.电器清单4.操作面板图5.设备外型图一. 机床用途Y41系列单柱压装、校正液压机主要用于轴类零件、型材的校正和轴套类零件的压装。
同时能完成板材零件的弯曲、压印、套印、简单零件的拉伸等工艺,也可用来压制要求不严格的粉末、塑料制品。
适用于机床、内燃机、轻纺机械、起重机械、轴类、轴承等行业使用。
该机床可通过更换上下压装模具实现不同机型的产品装配,是一台具有较强通用性的专用压装设备,适用于如下:1、分动箱I输入轴轴承压装2、分动箱I输出轴轴承压装3、分动箱II轴轴承压装4、分动箱III轴轴承压装5、增速箱主动轴轴承压装6、增速箱从动轴轴承压装二. 机床结构该机床是由四部分组成:机身、液压系统、电气系统、工装。
1.机身:机身由钢板焊接而成,呈“[”型结构,机身下部是油箱,油位高低通过油标显示。
电动机、油泵是通过联轴节连成一个整体,便于拆装,机身下面装有四个减震调整垫铁可方便调整水平,电控系统安装在机身右侧的电控柜内,机身后下部即是液压系统,工作台采用HT200材质铸造,工作台与操作者平行的方向中心开一条18mm宽的标准“T”型槽,便于模具装夹。
工作台中间镗孔φ120mmH8以便于工装板的定位,该孔与油缸压头同轴度≤±0.05mm。
2.液压系统:液压系统采用叠加阀方式。
控制电压均采用安全电压DC24V。
系统压力粗显由置于机身头部前端的压力表显示。
液压系统设有压力安全溢流阀,能够在规定范围内无级调节压装力的大小。
在电控系统的指令下电磁换向阀实现换向改变液压油路驱动油缸活塞上下运行。
液压阀件均叠加安装在一个自制的集成式油路块上,整齐有序,可方便设备维护调整。
2.1.油泵电机组件:油泵、电机选用国优品牌。
DAC360数控液压剪板机使用说明书

JFYVR系列数控液压闸式剪板机培训手册DAC360系统金方圆2015-2-19江苏金方圆数控机床有限公司培训中心目录第一章 VR系列数控液压闸式剪板机 ....................................................................................................................... - 2 -1.VR系列数控液压闸式剪板机技术参数................................................................................................................ - 2 -2.VR系列数控液压闸式剪板机主要用途、性能和特点 .................................................................................... - 3 -3.机床的使用环境............................................................................................................................................................ - 5 -第二章机床操作 ...................................................................................................................................................................... - 5 -1.开机前的准备 ................................................................................................................................................................ - 5 -2.机床操作.......................................................................................................................................................................... - 7 -3.系统操作........................................................................................................................................................................ - 10 -第三章机床机械部分的维护与调整................................................................................................................................. - 17 -1.后挡料驱动带张力的调整(图一)..................................................................................................................... - 17 -2.侧支撑臂的调整(图二) ....................................................................................................................................... - 18 -3.前支撑臂(图三)..................................................................................................................................................... - 18 -4.前挡块的调整(图四)............................................................................................................................................ - 18 -5.滑块导轨间隙调整(图五)................................................................................................................................... - 19 -6.刀片的拆装(图六)................................................................................................................................................. - 20 -7.刀片刃口间隙调整(图七、图八、图九) ............................................................................................................. - 21 -8.后挡料板的调节(图十) (24)9.机床日常维护保养 (25)第四章机床液压部分工作原理 (35)1.液压系统工作状态 (35)2.液压系统工作原理(图十三、图十四) (35)第五章机床常见故障及排除方法 (43)1.机床故障原因分析与处理方法 (43)2.PLC信号对照表 (47)第一章 VR系列数控液压闸式剪板机1.VR系列数控液压闸式剪板机技术参数2.VR系列数控液压闸式剪板机主要用途、性能和特点数控液压闸式剪板机是一种由计算机控制的高效、精密板料剪切设备,它广泛应用于电器开关、机械电子、仪器电表、计算机、纺织机械、办公机械等行业,是锻压机械行业中数控化速度发展较快的产品。
Y41-25T-00液压机说明书
Y41-25T-00液压机说明书目录一.机床用途二.机床结构三.机床主要技术规格四.机床安装五.试车须知六.机床的维修与保养七.安全操作规程八.机床故障的原因和消除方法附图1.液压原理图及清单2.电气原理图3.电器清单4.操作面板图5.设备外型图一. 机床用途Y41系列单柱压装、校正液压机主要用于轴类零件、型材的校正和轴套类零件的压装。
同时能完成板材零件的弯曲、压印、套印、简单零件的拉伸等工艺,也可用来压制要求不严格的粉末、塑料制品。
适用于机床、内燃机、轻纺机械、起重机械、轴类、轴承等行业使用。
该机床可通过更换上下压装模具实现不同机型的产品装配,是一台具有较强通用性的专用压装设备,适用于如下:1、分动箱I输入轴轴承压装2、分动箱I输出轴轴承压装3、分动箱II轴轴承压装4、分动箱III轴轴承压装5、增速箱主动轴轴承压装6、增速箱从动轴轴承压装二. 机床结构该机床是由四部分组成:机身、液压系统、电气系统、工装。
1.机身:机身由钢板焊接而成,呈“[”型结构,机身下部是油箱,油位高低通过油标显示。
电动机、油泵是通过联轴节连成一个整体,便于拆装,机身下面装有四个减震调整垫铁可方便调整水平,电控系统安装在机身右侧的电控柜内,机身后下部即是液压系统,工作台采用HT200材质铸造,工作台与操作者平行的方向中心开一条18mm宽的标准“T”型槽,便于模具装夹。
工作台中间镗孔φ120mmH8以便于工装板的定位,该孔与油缸压头同轴度≤±0.05mm。
2.液压系统:液压系统采用叠加阀方式。
控制电压均采用安全电压DC24V。
系统压力粗显由置于机身头部前端的压力表显示。
液压系统设有压力安全溢流阀,能够在规定范围内无级调节压装力的大小。
在电控系统的指令下电磁换向阀实现换向改变液压油路驱动油缸活塞上下运行。
液压阀件均叠加安装在一个自制的集成式油路块上,整齐有序,可方便设备维护调整。
2.1.油泵电机组件:油泵、电机选用国优品牌。
YL32-200液压机使用说明书

液箱盖板用螺钉连接好。观察动力站主油箱正前方液位液温计 油位是否缺少,管接头是否漏油。 8 立柱表面应经常用黄油枪通过导套上的油杯加机油,每日工作 前应先加一次。 9 液压油推荐采用 N46#抗磨液压油,第一次更换时间不得超过 2 个月,以后每半年更换一次,在更换时应清洗油泵吸油口网式 滤油器。
工作台相向表面有“T”形槽,模具用“T”形槽螺钉紧固,“T”形槽尺寸见
附图 1、2。
(二)、主缸(附图 3)
主缸缸体依靠缸口台肩及大锁母紧固于上横梁中心孔内,活塞杆下端用
锁母与滑块相连接,缸口铸铁套作导向用,活塞大头部外圆处装有方向相
反的“YX”型密封圈,内圆装有“O”型密封圈,在缸内形成两个油腔,缸
10 滑块行程速度
工作
mm/s 10
回程
60
11
下缸活塞行程速 度
顶出 回程
mm/s
65 100
12 工作台有效面积
左右 前后
mm
1000 940
13 立柱中心距尺寸
左右 前后
mm
1120 720
14 工作台距地面高度
mm 500左右1340源自15 主机轮廓尺寸前后
mm 940
地面以上
3810
左右
3150
附图 1:工作台俯视图……………………………11 附图 2:滑块仰视图………………………………12 附图 3:主缸装配图………………………………13 附图 4:顶出缸装配图……………………………14 附图 5:液压原理图………………………………15 附图 6:电气原理图………………………………16 附图 7:电气箱与电器元件接线示意……………17 附图 8:电气布线图………………………………18 附图 9:机器的润滑图……………………………19 附图 10:导套 ……………………………………20 附图 11:导向环 …………………………………21 附图 12:地基图 …………………………………22
300T液压机液压系统设计说明书
300T液压机液压系统设计摘要液压机是一种以液体为工作介质,根据帕斯卡原理制成的用于传递能量以实现各种工艺的机器。
液压机是一种锻压机械,它能完成调直、冷冲压、冷挤压等多种锻压工艺。
液压机的结构形式很多,但通常由横梁、立柱、工作台、滑块和顶出机构等部件组成。
本文为300T液压机液压系统设计,通过对液压机主缸及顶出缸进行工况分析,绘制其速度图和负载图。
选择液压基本回路,拟定液压系统原理图,使主缸能完成快速下行、减速压制、保压延时、泄压回程、停止的基本工作循环,顶出缸能实现顶出、退回、浮动压边的动作,之后对液压系统控制过程进行分析。
确定液压系统的主要参数,通过对压力、流量等参数的分析与计算,对泵、电机、控制阀等液压元件和辅助件进行了选择。
本次设计采用了集成块,除去与泵或液压缸等的连接仍然采用管接头和管道以外,其它各元件之间的连接都通过集成块上的通道,其结构更为紧凑,体积也相对更小,重量也更轻,大大减少管件连接,从而消除了因油管、接头引起的泄漏、振动和噪声,并且液压系统安装、调试和维护方便,压力损失小,外形美观。
另外对液压站进行了总体布局。
通过液压系统压力损失和温升的验算,本文液压系统的设计可以满足液压机工作循环的动作要求,能够实现塑性材料的成型加工工艺。
关键词:液压机,液压系统,原理图,集成块,液压站THE DESIGN OF 300T HYDRAULIC PRESS' HYDRAULICSYSTEMABSTRACTHydraulic presses are machines that use liquid as working medium and are made according to the principle of PASCAL to deliver energy to achieve various processes. Hydraulic presses are metal forming machines which can complete various forging technology such as alignment, cold forging, cold extruding and so on. Hydraulic presses have many structural forms but more often than not they are composed of crossbeam, vertical post, work table, slide block and ejector parts. This paper is about the design of 300T hydraulic press's hydraulic system, though the condition analysis of the hydraulic press's main cylinder and ejection cylinder, we can draw their velocity diagrams and load diagrams. Then we choose basic hydraulic circuit to form the hydraulic system schematics. We must make sure the main cylinder can complete the basic working cycle of fast descending, deceleration repression, time delay of press forming, relinef-pressure return and stop, and on the other hand, ejection cylinder can realize the action of ejection, return and floating side pressing. After that, we must analyse the control process of the hydraulic system. Hydraulic system's main parameters are determined and through the analysis and calculation of pressure, flow and other parameters, and then we can go on the choose hydraulic components and auxiliary parts such as pump , motor, filters, control valves. This design adopted the manifold block, and except that the connection of pump and hydraulic cylinder still uses the pipes and pipe joints, the connection of other components all through the channel of the manifold block. Its structure is more compact, volume is relatively smaller, its weight is lighter without pipe connection. What's more, it can eliminate leakage of tubing, connectors,vibration and noise, also, the installation, commissioning and maintenance of hydraulic systrem are convenient, low pressure drop, and it looks more beautiful.The paper has also designed the overall layout of the hydraulic station.what is more this paper have three-dimensional graph of integrated block, hydraulic pressure station, which make it more beautiful and accessible to reader. The hydraulic system can meet the press order cycle action requires and realize the plastic material forging press, stamping cold extrusion, straightening, bending forming process and other contour machining technic through check calculation of hydraulic system pressure loss and the temperature of the hydraulic system.KEYWORDS:hydraulic press, hydraulic system, system diagram,manifold block, hydraulic station目录前言 ................................................................. 错误!未定义书签。
液压刨床说明书
BY60100C液压牛头刨床使用说明书最大刨削长度1000mm出厂编号中华人民共和国枣庄机床厂目录一、机床外形图片机床主要用途及特点主要规格主要结构和性能液压传动系统说明附图1 工作台进给及快速移动传动原理附图2 液压传动原理机床润滑附图3润滑示意图液压传动用油电气简要说明附图4 工作台进给及快速移动传动原理附图5 工作台进给及快速移动传动原理附图6工作台进给及快速移动传动原理表(1)电气设备一览表机床搬运附图7 机床吊运附图8机床装箱吊运机床安装附图9机床安装地基机床的启动与停止操作程序附图10 机床操作元件布置机床操作与保养注意事项机床试验机床调整】附图11 机床吊运附图12 机床液压系统部件布置附表2机床液压系统部件布置说明附图13 换向节流阀调整示意图附图14 换向节流阀调整示意图附图15 换向节流阀调整示意图附图16 换向节流阀调整示意图附图17 换向节流阀调整示意图附图18 换向节流阀调整示意图附图19 换向节流阀调整示意图附图20 换向节流阀调整示意图附图21 换向节流阀调整示意图附表3机床标牌意义附表4机床附件目录附表5机床液压系统故障及排除方法参考机床外形图片二、机床主要用途及特点本机床用以刨削平面和成型面,对狭长平面加工有较高的效率,适用于单件和小批生产。
机床为液压传动,其速度平稳,切削力大,能无级调速,具有液压过载保险。
机床刚性好;进给量大小作无级调整。
工作台的横向和垂向快速移动由电动机驱动。
刀架可垂向手动进给,并能液压自动抬刀。
机床造型美观大方,和谐宜人,手柄集中,操作方便。
三、主要规格项目数值单位1.、最大刨削长度1000 mm2.、最小刨削长度150 mm3、工作台最大横向行程800 mm4、工作台最大垂向行程320 mm5、工作台最上平面尺寸(长X宽)1000X500 mm6、滑枕底面至工作台最大距离400 mm7、刀架最大工作行程160 mm8、刀架最大回转角度±60°9、刀架回转角度时的最大刨削长度850 mm10、滑枕工作速度3~38 m/min11、滑枕最大切削力28 KN12、工作台快速移动速度横向 2.73 m/min垂向0.27 m/min13、工作台进给范围(毫米/每一往复行程)横向0.125~5.0 mm垂向0.05~0.5 mm14、上工作台面中央T型槽宽度22(+0.052 0) mm15、上工作台面中央T型槽中心距120 mm16、工作台最大承载质量320 kg17、刨刀最大尺寸30X45 mm18、主电机7.5 Kw970 r/min19、19、工作台快速移动电机7.5 Kw1390 r/min20、SYYBO2型双联叶片泵流量50/100 L/ min21、机床外形尺寸(长X宽X高)3640X1550X1850 mm22、机床质量4500 kg四、主要结构和性能1、床身和底座床身为箱型壳体,固定在底座上,经密封处理,使二者连通,油池容积扩大。
液压系统设计说明书
目录第一章组合机床工况分析 (2)1.1.工作负载分析 (3)1.2.惯性负载分析 (3)1.3.阻力负载分析 (3)1.4.工进速度选择 (3)1.5.运动时间 (3)1.6.运动分析 (4)1.7.根据上述数据绘液压缸F-s与v-s图 (5)第二章液压缸主要参数确定 (6)2.1 初选液压缸工作压力 (6)2.2 计算液压缸主要尺寸 (6)2.3 活塞杆标准行程的确定 (7)2.4 活塞杆稳定性校核 (7)2.5 计算液压缸流量、压力和功率 (7)2.6 绘制工况图 (9)2.7 液压缸结构设计 (9)2.8 液压缸设计需注意的事项 (10)2.9 液压缸主要零件的材料和技术要求 (10)第三章拟定液压系统图 (11)3.1 动作要求分析 (11)3.2 选用执行元件 (11)3.3 确定供油方式 (11)3.4 调速方式选择 (11)3.5 速度换接选择 (12)3.6 换向方式选择 (12)3.7 选择调压和卸荷回路 (12)3.8 拟定液压系统原理图 (12)3.9 液压系统工作原理 (13)第四章拟定液压系统图 (14)4.1确定液压泵 (14)4.2 计算总流量 (15)4.3 电动机的选择 (15)4.4 阀类元件和辅助元件的选择 (16)4.5 油箱 (16)4.6 隔板尺寸的确定 (17)4.7 油管选择 (17)第五章液压系统性能验算 (19)5.1验算系统压力损失并确定压力阀的调整值 (19)5.2油液温升验算 (21)第六章设计心得 (22)附录:参考文献 (23)第一章组合机床工况分析明确设计要求:组合机床动力滑台的工作要求液压系统在组合机床上主要是用于实现工作台的直线和回转运动,多数动力滑台采用液压驱动,以便实现自动工作循环。
本实验设计一台卧式单面多轴钻镗两用组合机床液压系统,要求液压系统实现快进——工进——死挡铁停留——快退——停止的动作循环,切削力为18000N,动力滑台采用平导轨,工进速度要求无级调速。
液压系统安全操作规程
液压系统安全操作规程
《液压系统安全操作规程》
液压系统被广泛应用于工程机械、冶金设备、航空航天等领域,但一旦操作不当就会引发安全事故。
为了确保液压系统的安全运行,制定了一系列液压系统安全操作规程。
首先,严格遵守液压系统的操作手册和操作规程。
操作人员应该仔细阅读操作手册,了解每个液压元件的作用和工作原理,熟悉液压系统的工作流程和操作步骤。
其次,操作人员需要熟练掌握液压系统的安全操作技能。
在进行操作前,要检查液压系统的各个部件,确保其完好无损。
操作时,要谨慎操作,避免过度使用力量或过快地进行操作,防止系统超载和失控。
此外,对于液压系统的维护和保养也至关重要。
定期检查和维护液压系统,及时发现并排除存在的问题,可以有效地降低系统故障和安全事故的发生概率。
最后,操作人员需要严格遵守工作流程,保持清醒的头脑和全神贯注的态度。
在操作过程中,如果发现异常情况或者系统出现故障,应该立即停止操作并向相关人员报告,以避免可能发生的安全事故。
总之,液压系统的安全操作规程对于保障工作场所的安全和员
工的健康至关重要。
只有严格遵守操作规程和标准操作程序,合理维护和保养液压系统,才能确保液压系统的安全运行。
液压传动课程设计专用机床液压系统

攀枝花学院学生课程设计说明书题目:液压传动课程设计专用机床液压系统学生姓名:蒲根军学号:200410627089 所在院(系):机电工程学院专业:机械设计制造及其自动化班级:2004级机制一班指导教师:陈永强职称:副教授二〇〇七年十二月三十一日摘要现代机械一般多是机械、电气、液压三者紧密联系,结合的一个综合体。
液压传动与机械传动、电气传动并列为三大传统形式,液压传动系统的设计在现代机械的设计工作中占有重要的地位。
因此,《液压传动》课程是工科机械类各专业都开设的一门重要课程。
它既是一门理论课,也与生产实际有着密切的联系。
为了学好这样一门重要课程,除了在教学中系统讲授以外,还应设置课程设计教学环节,使学生理论联系实际,掌握液压传动系统设计的技能和方法。
液压传动课程设计的目的主要有以下几点:1、综合运用液压传动课程及其他有关先修课程的理论知识和生产实际只是,进行液压传动设计实践,是理论知识和生产实践机密结合起来,从而使这些知识得到进一步的巩固、加深提高和扩展。
2、在设计实践中学习和掌握通用液压元件,尤其是各类标准元件的选用原则和回路的组合方法,培养设计技能,提高学生分析和嫁接生产实际问题的能力,为今后的设计工作打下良好的基础。
3、通过设计,学生应在计算、绘图、运用和熟悉设计资料(包括设计手册、产品样本、标准和规范)以及进行估算方面得到实际训练。
关键词现代机械,液压传动系统,液压传动课程设计。
目录摘要1 液压传动课程设计 (2)2 负载与运动分析 (3)3确定液压系统主要参数 (6)3.1初选液压缸工作压力 (6)3.2计算液压缸主要尺寸 (6)4 拟定液压系统原理图 (10)4.1选择基本回路 (10)4.2组成液压系统 (12)5 计算和选择液压件 (14)5.1.确定液压泵的规格 (14)5.2 确定电动机功 (15)5.3 确定其它元件及辅件 (15)6验算液压系统性能 (19)6.1验算系统压力损失 (19)6.2验算系统发热与温升 (24)参考文献 (26)致谢 (27)1 液压传动设计题目:在某专用机床上有一夹紧进给液压系统,完成工件的先夹紧后、后进给任务,工作原理如下:夹紧油缸:快进→慢进→达到夹紧力后启动进给油缸工作进给油缸:快进→慢进→达到进给终点→快速退回夹紧油缸快速退回。
牛头刨床(液压传动)操作规程

牛头刨床(液压传动)操作规程牛头刨床(液压传动)操作规程一、安全准备1. 操作人员必须穿戴合适的工作服,并戴好安全帽、耳塞、护目镜等个人防护装备。
2. 检查刨床的工作台、滑架、液压系统等部件是否完好,如发现任何异常情况,应立即报告维修人员。
3. 确保刨床周围环境整洁,没有杂物堆积或障碍物,以免影响操作安全。
4. 刨床所在的车间必须保持通风良好,防止浓尘堆积或有毒气体聚集。
二、操作步骤1. 打开主电源开关,启动刨床。
2. 按下液压系统的启动开关,液压泵开始工作。
3. 通过刨床工作台上的手动操作面板,选择需要切削的材料种类和刨床操作模式。
4. 将待切削的工件放置在工作台上,调整工作台的位置和夹紧装置,确保工件牢固固定,避免在操作过程中移动。
5. 根据工件的尺寸、要切削的深度以及切削速度要求,调整刨床上的刀具。
6. 根据工件的要求,选择合适的进给速度,并通过操作面板上的按钮进行设定。
7. 启动刨床的刨削进给系统,将刀具逐渐下沉到工件表面,开始刷削操作。
8. 监控切削过程中的进给速度和切削深度,根据需要进行调整。
9. 在切削过程中,注意观察工件表面的切削情况,特别是切削过程中是否出现异常声音或有明显的振动。
10. 使用液压刨床时,应避免切削过程中的过负荷操作,以免引起意外损伤或设备故障。
11. 切削结束后,打开液压系统的停机按钮,停止液压泵的工作。
12. 关闭主电源开关,刨床停止工作。
三、安全注意事项1. 在操作刨床时,不得戴手套或长袖衣物,以免被卷入刨床的活动部件。
2. 刨床操作过程中,禁止随意站在工作台上或倚靠工作台。
3. 操作人员离开刨床前,应确保刨床处于停止状态并切断电源。
4. 刨床停止工作时,应及时清理切屑和杂物,保持刨床周围的整洁和清洁。
5. 液压系统的维修、调试和故障排除工作必须由专业技术人员进行,不得擅自拆卸或修理。
6. 刨床的维护保养工作应按照相关规定进行,定期检查润滑油的添加和更换,确保液压系统的正常运行。
液压传动说明书
第1章 工况分析及参数确定1.1工况分析1.1.1工作负载分析工作负载即为切削阻力。
1.计算切削阻力 有切削原理可知,高速钢钻头钻铸铁孔时的轴向切削力t F 与钻头直径D 每转进给量s 和铸件硬度HB 之间的经验算式为6.08.0t s 5.25)(HB D F =根据组合机床加工特点,钻孔时的主轴转速n 和每转进给量s 可选用下列数值 钻φ13.9mm 的孔时,主轴转速min /3601r n =,每转进给量r mm s /147.01=,钻φ8.5mm 孔时,主轴转速min /5502r n =,每转进给量r m s /096.02=, 则NHB S D HB S D F 30468240096.05.85.252240147.09.135.2514)(5.2525.25146.08.06.08.06.08.0226.08.011t =⨯⨯⨯⨯+⨯⨯⨯⨯=⨯+⨯=)( 1.1.2 阻力负载分析液压缸驱动工作部件时要克服机床导轨处的摩擦阻力,它与导轨形状、安放位置及工作台的运动状态有关。
摩擦负载即为导轨的摩擦阻力:静摩擦阻力 N G f F g 196298102.0fs =⨯==动摩擦阻力 N N G f F d 98198101.0fd =⨯== 1.1.3 惯性负载分析N N t g v G ma F 583602.081.979810m =⨯⨯⨯=∆∆== 1.1.4由此得出液压缸在各工作阶段的负载如表1—1表1-1 液压缸在各工作阶段的负载值工况 负载组成负载值F (N )推力m F η/(N )启动 fs F F =1962 2180 加速 m fd F F F += 1564 1738 快进 fd F F =981 1090 工进 t fd F F F += 31449 34943 快退 fd F F =9811090注:1.液压缸的机械效率取9.0m =η。
2.不考虑动力滑台上颠覆力矩的作用。
四柱液压机说明书

Y32-500/1000X1500 四柱液压机使用说明书Y95.SY注意:禁止在阅读本《使用说明书》之前操作机床!前言为使您能尽快熟悉本机器的结构和性能,掌握对本机器的吊运、安装、调试、使用、维护和维修等操作的正确方法,我们随机配备了《使用说明书》。
您在对机器进行各项操作之前,请务必读懂《使用说明书》的相关内容,以免造成不必要的损失。
《使用说明书》是帮助您正确使用、维护和维修本机器的重要资料,是本机器的组成部分,任何由于违反《使用说明书》中的说明或规定而引起的损坏或事故,责任不在制造方。
因此在本机器未被停用、处理之前,请您妥善保管,以免给您的工作带来不便。
《使用说明书》我们有更正的权力。
用户不可擅自复印、扩散,违反该规定而引起的不良后果由用户负责。
在编写本说明书时,我们非常认真,并认为其中所提供的信息是正确可靠的,但难免会存在疏漏或不足之处,希予谅解,并真诚地欢迎您提出宝贵意见.一、机器的液压系统1.1、概述:本机液压系统结构简单,调整、维修方便,工作平稳、可靠。
两台油泵电机组、油箱位于机架后部,液压阀中除了充液阀直接固定于主油缸顶部外,其余都集成在油箱后部的一个阀块上,通过管道将各泵,阀连接起来组成系统。
本机油箱容积520升左右,再加上油缸和管道容积总共需要加油570升,约需3桶多油,建议用46#抗磨液压油,使用环境温度0-45℃。
本机液压系统可实现对油泵的启动,停止,活塞杆快速驱近及压制,保压,卸荷,返程等工况。
本机油缸达到额定公称力3500KN时,系统压力25Mpa。
在以下叙述中请对照液压原理图,各阀和各个电磁铁所列序号与原理图均一一对应。
液压原理图见图8-1,液压阀块安装图见图 8-21.2、工作原理:1.2.1、启动:按下“启动”按钮,电机带动油泵转动,各电磁铁不带电,两台油泵打出的油经由阀C1、C2回油箱,油泵空运转,油泵正确旋转方向应为面对油泵伸出轴看去为顺时针。
1.2.2、停止:按下“停止”按钮,电机油泵停止转动,各电磁铁不带电,活塞杆保持原来的位置。
大河珩磨机床液压说明

大河珩磨机床液压说明大河珩磨机床液压说明介绍•大河珩磨机床是一种专用于珩磨加工的机床,采用液压系统驱动。
•本说明旨在详细介绍大河珩磨机床的液压系统。
液压系统的作用液压系统是大河珩磨机床的核心部件,它主要用于控制机床的压力和速度,确保珩磨加工的稳定性和精度。
液压系统的组成液压系统由以下几个部分组成: 1. 液压泵:负责提供液压系统所需的压力。
2. 液压阀:用于控制液压系统的压力和流量。
3. 液压缸:转化液压能为机床的动力,驱动加工过程。
4. 液压油:作为工作介质,传递压力,并起到润滑和冷却的作用。
5. 液压管道:将液压油从液压泵传输到液压缸,并回收返回。
液压系统的工作原理液压系统的工作原理可以概括如下: 1. 液压泵将液压油从油箱中抽取,提供所需的压力。
2. 液压油经过液压阀控制流向液压缸,实现珩磨加工的运动。
3. 液压缸根据液压阀的指令,将液压能转化为机械能,驱动机床进行珩磨加工。
4. 液压油在液压缸中完成驱动后,经过液压管道回流至油箱,以便进行下一次的加工。
注意事项在使用大河珩磨机床时,请务必注意以下事项: - 定期检查液压油的质量,并及时更换。
- 注意液压油的温度,不宜过高或过低,以免影响液压系统的正常工作。
- 定期检查液压泵、液压阀和液压缸的工作状态,确保其正常运转。
- 注意及时清洁液压管道,避免堵塞或泄漏的情况发生。
结论大河珩磨机床的液压系统是机床正常运行的关键部件,通过液压泵、液压阀、液压缸、液压油和液压管道的相互配合,实现了珩磨加工的稳定性和精度。
希望本文的介绍能够对用户更好地理解和使用大河珩磨机床提供帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机床液压系统使用说明书
在客户新购买的液压站常常不知道怎么使用,或者使用错误,造成原本不会出现的液压站故障。
那么在使用新液压站时,请详细阅读汉力达液压提供的液压系统使用说明书。
一、液压站工作条件
1.调试前必须认真检查下列各项:
(1)因为经过运输,收到货后请检查液压站外观是否有破损,各管路是否有松动;
(2)如果电控箱是您自行配置的,那么需要把液压站和电控箱的线路连接起来,确保线路正确、牢固可靠;
(3)为油箱加液压油。
冬天用32#液压油,夏天用46#液压油。
液压油常有规格:200L/桶、18L/桶。
例如YZL120-Z3,则准备至少120L油。
装油时,观察液位计指针(红线与黑线之间)。
调整测试液压系统的调整测试的主要内容有空负荷测试和负荷测试等。
1.空负荷测试
空负荷测试目的是全面检查液压系统各个元件、辅助装置和各种基本回路的动作是否正常。
检查的方法是:(1)启动液压泵,先点动确定液压泵的转向。
一般为从电机后端看是顺时针转。
(2)松开全部溢流阀手柄(压力调到最小,溢流阀先调到最低,测试时观察压力表指示在最低),泵在空负荷下间歇运转。
①检查泵的卸荷压力是否在允许范围内。
(压力表指针是否在低位)
②有无刺耳噪声。
③油箱中油液表面是否有吸入空气的泡沫。
④将液压缸在低压下来回动作数次,最后以最大行程往复多次,以排除系统中积存的空气。
(3)空负荷运转一段时间后,检查油箱内的油面是否过低。
(4)检查安全阀及压力继电器等是否可靠。
(5)当液压系统连续运转半小时以上时,查看油温是否在35~60℃的规定范围内。
(6)检查系统有无异常。
(7)检查各连接处、接合面有无泄漏。
2.负荷测试负荷测试是使液压系统在规定负荷下工作,是检查液压系统能否满足各种参数和性能要求的重要阶段。
一般先在低于最大负荷下测试,然后逐渐加载。
如果运转正常,才能进行最大负荷测试。
(1)负荷测试时,应缓慢旋紧溢流阀手柄,使系统的工作压力按预先选定值逐渐上升,每升一级都应使液压缸往复动作数次或一段时间。
(2)测试过程中,还应及时调节行程开关、先导阀、挡铁、碰块及自动控制装置等,使系统按工作循环顺序动作无误。
(3)为了控制运动速度,可调节节流阀、调速阀、溢流阀、变量泵、导轨楔条和压板、润滑状况及密封装置等,使工作平稳,无冲击和振动噪声。
(4)不允许有外泄漏。
(5)检查液压泵和油箱,使其温度不超过规定值。
二、液压系统正确使用
为了正确使用液压设备,保证液压系统的正常运行,必须建立操作规程或操作要点。
1)液压系统使用要求,为使液压设备使用时,能充分发挥其优良特性能,须达到以下要求:
(1)液压系统装配时应遵守规程,防止污染产生。
(2)按设计要求选用合适的液压油,不能混合使用不同种类液压油。
(3)按设计要求合理调节各压力阀和各流量阀,调定后将调节螺钉紧固牢靠。
(4)液压系统温度不能超过设计要求,一般为35-60℃,若温度过高,应找出原因,当油温超出设计要求的温度范围时,要有必要的升、降温措施。
(5)电源电压稳定,其波动值不超过额定电压15%。
(6)不能在无压力表情况下调压,压力表损坏后要及时更换。
三、维护保养
冬天用32#液压油,夏天用46#液压油;第一次更换作动油须在装机使用后3个月;
正常情况下每年必须更换一次(或工作1500小时左右),特殊污染状况应立即更换;
在更换液压油时必须检查滤油网和过滤器,是否有任何堵塞或破损。