MC32-095-R03a-大隈系统特殊操作手册.1
OKUMA数控铣床操作手册[学习]
![OKUMA数控铣床操作手册[学习]](https://img.taocdn.com/s3/m/418427bcd0f34693daef5ef7ba0d4a7302766cd1.png)
目录第一部分 操作与维护一、概述 (41)二、机床操作 (44)1.数控机床的操作顺序总概 (44)2.操作面板介绍 (45)3.基本操作 (59)4.手动运行操作方式 (59)5.MDI运行操作方式 (62)6.自动运行操作方式 (63)7.程序操作 (70)8.参数设置 (75)9.刀库操作 (79)10.辅助操作 (80)三、机床的电气维护 (82)1.机床电气的日常维护 (82)2.故障状态下的机床电气维护 (82)3.数控机床采用OSP7000M/700M的基本配置与资料介绍 (82)4.故障分类与诊断方法 (83)第二部分 数控编程第一章 概述 (87)一、基本知识 (87)二、数控编程的内容 (87)1.手工编程的一般步骤 (87)2.自动编程 (90)第二章 擞控机床的编程基础 (91)一、坐标系设定和坐标轴的确定方法 (51)1.基本坐标系及其方向 (91)2.几种典型数控机床坐标轴的判定及说明 (92)3.机床坐标系与工件坐标系 (92)二、OKUMA系统常用编程代码简介 (94)1.准备功能G代码 (94)2.辅助功能M代码 (95)3.其它辅助代码(F、S、T等) (96)4.与几种常用数控系统NC代码的对照比较 (97)第三章 基本的编程方法 (98)一、几个基本概念 (98)1.尺寸设定单位 (98)2.绝对坐标和增量坐标 (98)3.进给速度指定 (98)二、数控加工程序的结构及格式 (98)1.程序的组成 (98)(1)程序名与文件名 (99)(2)顺序号 (100)2.程序段格式 (100)3.主程序与子程序 (100)三、部分功能详述 (101)1.工件坐标系的选择 (101)2.工件坐标系的变更 (102)3.工件坐标系的平移和旋转 (102)4.快速定位与直线插补 (103)5.圆弧插补 (104)6.刀具长度补偿 (105)7.刀具半径补偿 (105)8.固定循环 (106)9.可编程镜像加工 (110)10.公共变量与IF语句 (110)第四章 编程实例 (112)一、实例1 (112)1.常用编程指令 (112)2.工作精度内容 (112)3.定位精度说明 (113)4.NC程序及中文注释 (113)(1)精切圆 (113)(2)精切斜方 (114)(3)精镗孔距 (116)(4)测试X方向定位精度 (118)(5)测试Y方向定位精度 (119)(6)测试Z方向定位精度 (120)二、实例2 (121)数控铣床讲义第一部分操作与维护编制:王孙安周嵘2002年3月一、概述OSP7000M/700M是日本OKUMA公司专门为铣床配置的数控系统,具备强大的功能,并且可靠稳定,是当今最成熟的数控系统之一。
003大隈(OKUMA)数控加工中心操作规程
003大隈(OKUMA)数控加工中心操作规程
安全操作规程页码 1 / 2
1、使用机床时,为安全起见,操作者必须穿戴适合的操作服装,进入作业区查看时应佩带安全眼镜。
2、操作者必须熟悉机床的一般性能、结构及工作原理,禁止超性能使用设备,严禁无证操作。
3、开机前,操作者必须按规定加油润滑,检查油箱、油标、油量是否正常,准备工作是否做的充分。
4、停机八小时以上开机时,应先低速空运行3-5分钟,检查各液压系统压力是否正常,油路是否畅通,机床有无异常现象。
5、装刀时,应将刀柄锥面主轴锥孔擦净,刀具安装必须牢固可靠。
程序加工时,先执行程序校验,空运行试验后,才可进行实体加工。
6、机床运行期间,操作者不可擅自离开机床,当机床出现异常时,视情况进行中断或急停处理,避免故障扩大。
7、操作者不得擅自修改使用区以外的系统参数,如有疑问,应通知设备维修人员妥善处理。
8、设备进行切削运转时,必须打开排屑装置,保证排屑顺畅,不得向排屑槽内扔异物。
9、各附加铣头应保持清洁,装卡时,应严格按照操作程序进行。
10、各附加铣头装卡时,回机床原点的时候,操作者不能离开机床,以免事故发生。
11、机床出现事故时,应保护好现场,并立即通知设备维修部门及有关人员,陈述事故经过。
12、做好交接班记录。
编制:审核:批准:
安全操作规程页码 2 / 2。
大偎ATC操作说明书
MCM-B / MCR-BII / MCR-A / MCR-AF / MCR-A5C ATC复位步骤手册(第2版)出版号 MC61-082-R2 Feb. 2007安全注意事项为了保证人员和机床本身不受意外事故的损害,本机床安装有安全装置。
但操作者不应仅仅依靠这些安全装置,而还应熟知以下所介绍的安全规程,以确保无故障运行。
本安全手册及机床上所附的标志仅涵盖了Okuma公司能够预见的危险。
但应注意它们并非包含所有可能发生的危险。
1.与安装相关的注意事项(1)请注意以下与主电源相关的注意事项。
•主电源不得和具有较大噪声源设备(例如电焊机或电加工机床)供电的配电盘连接,因为这样会造成CNC装置工作失常。
•如果可能,最好将该机床的地线单独进行安装。
如果没有条件只能与其它机床共用同一地线,那么其它机床 (如电焊机、放电加工机床等 ),不应产生太大的噪音。
(2)安装环境安装控制柜时,应注意下列事项。
•确认CNC装置不会受到阳光直射。
•确认控制柜不会被溅上切屑、水或油。
•确认控制柜和操作面板不会受到过大的震动或撞击。
•控制柜的允许环境温度范围为 5至40°C。
•控制柜的允许环境湿度范围为 50%或更低(40°C时)(无冷凝)。
•本控制柜可以使用的最高海拔高度为1000m(3281ft.)。
2.接通电源前检查要点(1)关闭控制柜和操作面板上所有的门,以防止水、切屑和灰尘进入。
(2)在起动机床之前,要绝对确保机床运动部件附近没有人逗留,并且机床周围没有障碍物。
(3)接通电源时,首先打开主电源断路开关,然后再打开操作面板上的「加电」开关。
3.与操作相关的注意事项(1)接通电源之后,按照本使用指令书中所述的日常检查步骤进行检查和调节。
(2)所使用的工具的尺寸和型号应适合于所进行的工作和机床规格。
不要使用严重磨损的工具,以免造成事故。
(3)当主轴分度正在进行时,无论出于任何理由都不得触摸主轴或刀具,因为在这种情况下主轴可能随时转动造成危险。
OKUMA操作说明书

CNC SYSTEMSOSP-U100LOSP-U10L机床操作手册第2版出版号NO.4196-E-R1 (LE32-065-R2)2000-7上海一阳五金制造有限公司总工程师办公室翻译:沈友兵批准:刘保良安全预防措施本机器装备安全设备用于保护由于某些不可预见的事故造成员工和机器本身损伤。
然而操作工不能仅依靠这些安全设备,其必须十分熟悉下面列出的安全制度,以确保无故障操作。
1.机床安装过程中的预防措施(1)为保障机床保证的精度,安装机床的地基周围条件为:-周围环境温度:17°C~25°C。
-工厂湿度:在20°C时40%~70%(非压缩空气)。
-地基处不能阳光直接照射或震动过大;周围应无尘、无酸、腐蚀性气体和盐雾环境。
(2)主供电源条件-电压:200V-电压波动:最大±10%-频率:50/60Hz-主电源不能同其它主要噪音源(如电焊机、变压接在同一配电柜上,否则会造成NC单元故障。
-机床接地端不能同其它设备接地端公用。
如不得以需同其它设备工共用接地端,该种设备不能是大的噪音源(如电焊机、变压器)。
(3)安装环境安装电控柜时遵循以下几点:-保证NC单元不受阳光直接照射。
-保证电控柜不被溅上切屑、水或油。
-保证电控柜和操作面板不受大的晃动或震动。
-电控柜周边环境温度允许变化范围0°C~40°C。
-电控柜周边湿度允许变化范围30%~95%(非压缩空气)。
-电控柜使用最大海拔高度1000m。
2.上电前检查项(1)关上电控柜和操作面盘上的所有门,以防水、切屑、和尘埃进入。
(2)在操作机床前必须保证机床可动件周围无人,以及机床周围无障碍物。
(3)上电前先接通主电源,接着合上操作面板上”控制开”。
3.手动操作和连续运转预防措施(1)一直遵从操作手册指导。
(2)任何安全罩(前防护门、卡盘罩等)拆除后不能操作盖机床。
(3)在才是操作机床前关上前防护门。
(4)新程式未经通过检查前禁止运行。
FANUC_RobotR-30iA_控制装置HandingTool操作说明书.pdf

有关操作机器人时的详细功能,请用户通过说明书充分理解其规格。
如果说明书与本资料存在差异,应以本资料为准。 目录
前言
-------------------------------------------------------------------------------------------------------------------------------------- s-1
“操作者”不能在安全栅栏内进行作业。 “编程人员”、“维护技术人员”可以在安全栅栏内进行作业。 安全栅栏内的作业,包括搬运、设置、示教、调整、维护等。 要在安全栅栏内进行作业,必须接受过机器人的专业培训。
在进行机器人的操作、编程、维护时,操作者、编程人员、维护技术人员必须注意安全,至少应穿戴下列物品进行作业。
我公司备有各类培训课程。详情请向我公司的营业部门查询。 (2) 在设备运转之中,即使机器人看上去已经停止,也有可能是因为机器人在等待启动信号而处在即将动作的状态。即
使在这样的状态下,也应该视为机器人处在操作状态。为了确保作业人员的安全,应当能够以警报灯等的显示或者 响声等来切实告知(作业人员)机器人处在操作之中。 (3) 务须在系统的周围设置安全栅栏和安全门,使得如果不打开安全门,作业人员就不能够进入安全栅栏内。安全门上 应设置互锁开关、安全插销等,以使作业人员打开安全门时,机器人就会停下。
操作者
进行如下的作业。
• 接通/断开系统的电源
• 起动或停止程序
• 系统报警状态的恢复
操作者不得在安全栅栏内进行作业。
编程人员/示教人员
除了操作者的作业外,
• 还进行机器人的示教、外围设备的调试等安全栅栏内的作业。
上述人员必须接受针对机器人的专业培训。
FANUC M-10iA R-30iA Mate 机器人基本操作手册
FANUC M-10iA R-30iA Mate 基本操作手册FANUC M-10iA R-30iA Mate 基本操作手册章节一、简介1.1 概述1.2 技术规格1.3 组成部件1.3.1 手腕1.3.2 控制器章节二、安装与设置2.1 安装前的准备工作2.2 的安装2.3 控制器的连接与设置2.4 电源与电气接线章节三、的基本操作3.1 的开关机3.2 程序与文件的管理3.3 示教模式的使用3.4 示教与回放操作3.5 基本运动指令的使用3.6 运动示教与编辑3.7 IO 接口的操作3.8报警与故障处理章节四、高级操作4.1 自动化生产流程的编程4.2 程序编辑与调试4.3 取样运动的优化4.4 传感器的应用与配置4.5 外部设备的控制章节五、维护与保养5.1 日常维护与保养5.2 的安全操作5.3 常见故障与排除方法5.4 部件更换与维修章节六、附件附件一、FANUC M-10iA R-30iA Mate 的技术规格表附件二、操作快速参考手册注:本文档所涉及的法律名词及注释:1、:根据《法》的定义,是一种用于代替人类工作的自动化设备,具备感知、决策和执行能力。
2、示教:通过手动操作,把的动作输入到控制器,用于记录运动轨迹、保存程序等。
3、回放:将之前示教好的动作再次执行,实现自动化操作。
本文档涉及附件:1、附件一、FANUC M-10iA R-30iA Mate 的技术规格表,详细描述了的参数、性能等信息。
2、附件二、操作快速参考手册,提供了的基本操作指南,方便用户快速了解和使用。
三轴机床操作教程
返回
主页面
实例操作视频
%,MX--, G53 Z-2 S16000 M3 G71 G0 G90 G17 G51 E0.01 G04K500 G54 X-30.5 Y-30.5 Z15. Z5. G1 Z-.25 F300. Y30.5 F3000. X-26.5 Y-26.5 Y26.5 X26.5 G0 Z15. G53Z-5 G53X-5Y-5 G55 X-30.5 Y-30.5 Z15. Z5. G1 Z-.25 F300. Y30.5 F3000. X-26.5 Y-26.5 Y26.5 X26.5 G0 Z15. M05 M09 G53Z-5 G53X-5Y-5 M30 %,MX--,
检验原点
主页面
用户菜单:角点设定
方法一:先启动主轴 主菜单(MAIN MENU) F4(手动) F2(SETUP) 如下图顺序操作 X轴 退出
预置X “ 0” 确定
原点位 置
F5(用户)
Y轴
退出
预置Y “ 0” 确定
向工件方 向移半径
向工件方 向移半径
按下 M66、 M77
按下 M88、 M99
返回
按下F6(M56)输入当前位定完M56后 执行 退出(ESC) 进入F4(MDI)
输入G54 不一致重设 一致 执行
查看当前的Z值与设定值是否一致
再进入F4(MDI) 输入XY
将主轴提高
查看当前的位值与显示值是否一致 停主轴
不一致重设 完成退出 一致
返回
F5(用户) 输入转速
F4(MDI) 按下执行
主页面
关闭主轴
方法一:
主菜单(MAIN MENU) F4(SP CONTROL) F4(手动) F2(M05) F5(用户) 退出(ESC)
大隈操作编程
大隈操作编程 Revised by Petrel at 2021O K U M A M C R-B I I简介设备描述:MCR-BII机型是大隈的高档次高刚性龙门式五面体加工中心,能够满足不锈钢、铸铁、铸钢等材料的铸锻件毛坯件的粗、精加工,凹模、凸模型面的铣削加工,同时保证具有较高的可靠性、稳定性、精度保持性和灵敏性。
最适合于大型模具、复杂形状工件的强力切削直至高精度加工的全过程加工。
本机型的运动形式由X轴(工作台前后移动)、Y轴(主轴箱左右移动)、Z轴(方滑枕上下移动)、W轴(横梁上下移动)、A轴(回转工作台)构成,XYZ为3坐标的直线运动轴,W轴同步控制,视工件高低进行横梁位置高低调节;X、Y、Z、A四轴构成四轴联动,自动换刀装置(ATC)和自动换头装置(AAC)位于立柱左侧面,可根据数控指令进行自动、手动和MDI方式进行换头和换刀操作,根据附加头配置的情况,对工件顶面及侧面共5个面,进行铣、镗、钻、扩、铰、攻丝等工序的完全自动循环的加工。
MCR-BⅡ35×80WA为动梁式龙门五面体加工中心,横梁上下行程1300mm,根据工件及夹具高低,相应定位横梁上下高度并自动夹紧;主轴转速范围10~4,000rpm,本台机床相应配备了立式附加头二个,最高转速4,000rpm。
每5度分度的90度附加头一个,最高转速3,000rpm,每5度分度的特殊90度扁细附加头一个,最高转速750rpm。
可实现高效率、宽广域的复合加工,并且配置了大隈第6代网络数字化数控系统OSP-P200M,特别适合于工程机械零部件的粗加工、半精加工和精加工。
控制系统OSP-P200M:OSP系统是百年机床制造厂商大隈公司40余年来自行开发的机电融合技术的结晶。
在数控技术、伺服技术、主轴技术、系统技术等方面均具有许多卓越的功能与性能。
OSP-P200M是大隈公司最新开发的面向2l世纪的第六代数控系统,基于WIN-XP平台开发的新一代数控系统,15英寸液晶触摸式显示屏,直观性很强的OSP浏览器。
OKUMA操作说明书.

CNC SYSTEMSOSP-U100LOSP-U10L机床操作手册第2版出版号NO.4196-E-R1 (LE32-065-R2)2000-7上海一阳五金制造有限公司总工程师办公室翻译:沈友兵批准:刘保良安全预防措施本机器装备安全设备用于保护由于某些不可预见的事故造成员工和机器本身损伤。
然而操作工不能仅依靠这些安全设备,其必须十分熟悉下面列出的安全制度,以确保无故障操作。
1.机床安装过程中的预防措施(1)为保障机床保证的精度,安装机床的地基周围条件为:-周围环境温度:17°C~25°C。
-工厂湿度:在20°C时40%~70%(非压缩空气)。
-地基处不能阳光直接照射或震动过大;周围应无尘、无酸、腐蚀性气体和盐雾环境。
(2)主供电源条件-电压:200V-电压波动:最大±10%-频率:50/60Hz-主电源不能同其它主要噪音源(如电焊机、变压接在同一配电柜上,否则会造成NC单元故障。
-机床接地端不能同其它设备接地端公用。
如不得以需同其它设备工共用接地端,该种设备不能是大的噪音源(如电焊机、变压器)。
(3)安装环境安装电控柜时遵循以下几点:-保证NC单元不受阳光直接照射。
-保证电控柜不被溅上切屑、水或油。
-保证电控柜和操作面板不受大的晃动或震动。
-电控柜周边环境温度允许变化范围0°C~40°C。
-电控柜周边湿度允许变化范围30%~95%(非压缩空气)。
-电控柜使用最大海拔高度1000m。
2.上电前检查项(1)关上电控柜和操作面盘上的所有门,以防水、切屑、和尘埃进入。
(2)在操作机床前必须保证机床可动件周围无人,以及机床周围无障碍物。
(3)上电前先接通主电源,接着合上操作面板上”控制开”。
3.手动操作和连续运转预防措施(1)一直遵从操作手册指导。
(2)任何安全罩(前防护门、卡盘罩等)拆除后不能操作盖机床。
(3)在才是操作机床前关上前防护门。
(4)新程式未经通过检查前禁止运行。
大隈奥柯玛系统维修安全操作及保养规程

大隈奥柯玛系统维修安全操作及保养规程前言大隈奥柯玛系统是一种常见的工业自动化控制系统,具有高效、稳定、可靠等优点,被广泛应用于各种工业领域。
为确保系统的正常运行,并保证操作人员的人身安全,本文将详细介绍大隈奥柯玛系统的维修、保养和安全操作规程。
维修安全操作规程维修前的准备工作在进行大隈奥柯玛系统的维修前,应对系统进行全面的检查,确定系统故障的具体位置和原因。
同时,在维修前应了解系统的运行原理、控制方式和安全措施。
为了确保维修人员的安全,应注意以下几点:1.维修前应检查工具和设备是否符合规范,确保使用安全可靠。
2.维修前应关闭控制系统电源,停机后等待至少5分钟,确保各电容器电量已经释放。
3.维修人员应使用防静电器材和工具,防止意外触电。
4.维修人员应认真阅读系统的技术文档和安全手册,确保操作规范。
维修过程中的安全操作1.如果维修人员需要进行高处维修作业,应坚决采取安全措施,如使用安全绳索、建立围栏等。
2.执行维修作业时,维修人员应将个人工具和设备存放在固定位置,确保操作过程中没有杂物存在。
3.维修人员应使用专门的工具或手套,避免意外触电。
4.在更换元器件时,必须使用与原器件相同的电气特性、形状、尺寸的器件。
更换后,应检查元器件的连接端是否干净,连接是否牢固。
5.在维修过程中,应特别注意安全隐患,如易燃易爆物品、有害气体等,严禁抽烟等不安全行为。
6.在维修完毕后,应对系统进行全面的测试,并进行工作记录。
维修后的清理工作1.维修完毕后,应对现场进行清理,将故障部件和工具用专门的垃圾袋收集起来,并分类妥善处理。
2.维修人员应对工作台面、工具器材进行清洁,以确保下次使用时的工作环境。
3.维修人员应检查维修现场,确保没有留下安全隐患。
保养规程大隈奥柯玛系统是一种长期运行的工业控制系统,必须在使用中进行定期的保养工作,以确保系统的高效、稳定运行。
以下是保养规程:1.定期清洁控制系统的集成电路板、连接器、插座、开关和接线端子,以除去灰尘、杂物和腐蚀物。
OKUMA操作说明书模板
说明
OSP10L
OSP100L
程序选择
选择一存储的程序
●
●
调度程序
存储的多个程序调度运行顺序
●
●
程序段序号检索
从规定的程序段号起开始切削加工
●
●
MID-自动、手动模式&自动重启
自动模式下允许手动干预。
手动干预结束后从干预位置程序重启自动模式
●
●
多任务过程
加工过程中允许新建/编辑程式和编程加工交互操作
本章讲述下面项目:
程式操作方法、顶点偏移和刀具偏移设定、数据输入/输出和文件编辑方法。
Ⅳ. 参数
本章讲述NC单元所使用的参数及其设定步骤。
Ⅴ. 附录
本章讲述机床操作面板开关和状态指示灯外观布置。
1.OSP规格
(1)基本功能
●:标准功能
○:可选功能
×:不可选功能
项目
说明
OSP10L
OSP100L
控制轴数
b)CNC系统扩展功能使其适用于任何型号机床和CPU结构规范。
c)内置PLC结构用于机床控制
(2)可靠性和紧凑性
采用创新硬件UCMB、I/O接口和伺服系统接口,实现NC紧凑时具备高可靠性。
用闪存实现OSP”多样化软件”功能。安装在用户车间后,升级OSP满足用户新的要求
(3)NC操作面板
提供下列三种型号可选操作面板:
未出现报警时,按帮助键在屏幕上显示报警信息历史记录,也可显示规定报警编号的信息。
【手册内容】
手册由下面五部分组成
Ⅰ. 综述
本章讲述NC特点、规格表单和OSP操作流程图表。
Ⅱ. 操作
本章讲述下面项目:
NC操作面板功能、机床信息显示、机床手动造作方法、MDI、机床自动模式运行和其它操作功能。
加工中心操作手册
02操作用户说明书总目录目录1 1.1 1.1.1 1.1.2 1.1.3 1.1.4 1.2 1.2.1 1.2.2 1.2.3 1.2.4 2 2.1 2.1.1 2.1.2 2.2 2.3 2.4 3 3.1 3.1.1 3.1.2 3.1.3 3.2 3.3 3.4 3.4.1 3.4.2 3.5 3.6 3.6.1 3.6.2 3.6.3 3.7 3.8 3.8.1 4 4.1 4.1.1 4.1.2 4.1.3 4.2 4.2.1 4.2.2 4.2.3 5 5.1 5.2 5.3 5.4 5.5试车和操作安全事项 (4)安全总则 (4)人身安全注意事项 (5)解锁工作区防护门,以便紧急撤离工作区 (6)机床保护注意事项 (7)刀具操作注意事项 (8)安全措施 (8)安全总措施 (8)机床专用安全措施 (9)集成安全 (9)镁加工时用油或乳化液的消防安全(可选功能) (10)操作部件 (11)主操作面板 (11)NC上的机床专用操作面板 (13)机床控制面板(MCP)的专用功能键 (14)工件装载站操作面板 (18)刀库装载站操作面板 (20)手持单元(HHU) (22)基本操作 (24)开/关机 (24)开机并准备运行 (24)停止/启动 (25)关机 (26)X、Y、Z、B和ZP轴的进给速度/快速移动键(镗杆主轴-可选) (27)打开/关闭工作区门 (27)工作区门打开和关闭时的手持单元或使能键的操作 (28)模式2—调整模式 (28)模式3—扩展调整模式 (30)交换工件 (31)刀具装卸 (32)交换主轴上的刀 (32)刀库的装载 (34)换刀机械手 (35)托盘交换 (36)操作时与SINUMERIK840D操作说明书的相异之处 (37)程序段搜索 (37)机床制造商在数控系统中开发的扩展操作区域的说明 (39)参数(刀具管理) (39)刀具目录、刀具柜、刀具表 (39)刀具监测(使用次数、刀具寿命) (41)“刀具管理”子菜单(链式刀库) (43)“Heckert(海科特)”操作区域 (56)服务功能 (57)机床功能 (61)刀库 (77)选择功能 (87)工作区抽尘 (87)预热程序 (87)彩色信号灯 (87)液压装夹系统 (88)传感测头 (91)5.5.1 5.5.2 67在主轴上安装传感测头 (92)使用传感测头 (92)故障排除 (94)数据备份 (95)1.试车和操作时的安全在加工中心的试车期间,对用户来说,因为机床移动部件首次运动,所以会遇到危险。
加工中心技术手册
安全警告警告标识安装、配线施工、维护、检查之前,请熟读和使用本手册及其他附属资料。
请在确认设备知识、安全信息及注意事项后,开始使用。
读完本手册后,请将其保管在使用人任何时候都能看到的地方。
保管注意事项1 请不要在淋雨的地方、存放有害气体和液体的地方存放,否则有可能发生故障。
2 不要在振动大的地方或直接放在地上存放,否则有可能发生故障。
3 请在无阳关直射的地方及规定的温度和湿度范围内(-25~85[℃] 、10~90[%RH]以下,不结霜)存放。
4 如需长时间保管时,请与我公司联系。
安装时的注意事项1 请不要在CNC系统上放置重物,否则CNC系统有可能发生故障。
2 不要施加强烈的冲击,否则CNC系统有可能发生故障。
3 如果CNC系统的使用环境是有可能会被溅到大量的水滴和油滴,则请在设备方面采用防水水滴和防油滴的遮盖等。
否则有可能发生绝缘不良及短路等从而导致事故。
4 绝对不要私自拆改CNC系统,否则后果自负。
配线注意事项1 配线要正确、接牢。
否则有可能烧毁CNC系统或发生事故。
操作时注意事项1 过度调整和变更系统参数都会导致CNC系统的运行不正常,请不要随意进行,否则会造成人身或设备事故。
2 请确认电源规格正确。
否则有可能导致火灾、故障和受伤。
日常维护注意事项:1 请参照本公司提供的技术标准使用CNC系统,以确保CNC能正常工作。
2 定期检查各联接部件的连接是否可靠,确保信号的正常传输。
3 及时清除控制器及其附件上面的灰尘和油污等。
4 对于转动部件:档位开关、手摇脉冲发生器等,请勿用力操作。
5 请勿敲击各个键盘部分,以免损坏按键。
6 在相对湿度较大的环境中使用时,请及时清除CNC系统表面的结露或结霜,必要时采取除湿措施。
7 在高温环境中使用时,请采取降温措施。
8 如果在强烈电磁辐射环境中使用CNC系统,则应采取屏蔽措施,消除干扰。
使用条件1 保存温度在未通电的情况下保存系统时,请在以下环境中保存。
保存环境温度:-25~85[℃]保存环境湿度:10~90[%RH]以下(不结霜)2 使用环境请在以下使用环境中使用系统。
OKUMA系统
OKUMA系统,子程序如何编写G15H1G56H1(其实H是你的刀长H多少无所谓)M03S600G90G0G17G71 Z200.M08G83X_Y_Z_R_Q_F_M53X_Y_...G80M30致力于数控技术的网络分享Sunlight'blog Covering research, news, and knowledge in CNC technology and e-Learning.[下载]OKUMA数控系统G代码-附OKUMAOSP-E100使用手册等Friday, June 12, 2009 4:02:06 AM 发布:sunlightOKUMA OSP是目前世界上唯一机床厂全部独自研发的数控系统。
在80年代中期以前, OSP数控系统的技术一直是其他通用数控系统厂家所望尘莫及的。
因为机床厂自己开发的, 所以实用性非常高。
OSP从60年代初一直到现在, 量不大也有15万套以上了。
OSP的最大特征是, 站在客户的立场。
20年前的系统仍然保修。
OSP系统的世界第一可以说不胜枚举。
例如: 60年代: 无电池绝对位置编码器70年代: 软件可变数控, 双刀架车床系统, 自动编程80年代: 交流伺服, 高速数控90年到: 网络型数控, 窗口操作画面现代: 开放式数控, 热亲和系统, 防碰撞系统G代码:G00 ***定位G01 *** 直线插补G02 圆弧插补- 螺旋切削( 顺时针)G03 圆弧插补- 螺旋切削( 逆时针)G04 ** 停顿G09 ** 准确停止G10 *取消G11G11 坐标系的平移和旋转移位G15工件坐标系的选择( 状态码)G16 ** 工件坐标系的选择( 非状态码) G17 ***平面选择:XYG18 *** 平面选择:ZXG19 *** 平面选择:YZG20 **英寸输入确定G21 ** 公制输入确认G22 ***可编程极限打开G23 *** 可编程极限取消G30 ** 返回起始位置G31 跳跃功能G40 *刀具半径补偿取消G41 刀具半径补偿,左G42 刀具半径补偿,右G43 三维位移取消G44 三维位移执行G50 *几何尺寸的放大和缩小取消G51 几何尺寸的放大和缩小执行G53 ***刀具长度位移取消G54 刀具长度位移,X- 轴G55 刀具长度位移,Y- 轴G56 *** 刀具长度位移,Z- 轴G57 刀具长度位移,第4- 轴G58 刀具长度位移,第5- 轴G59 刀具长度位移,第6- 轴G60 单向定位G61 准确停止模式G62 可编程镜像G64 * 切削模式(G61 取消)G71 M53 返回平面的指定G73 固定循环,高速深孔钻孔循环G74 固定循环,反向功丝循环G76 11 固定循环,精镗G80 *固定循环,模式取消G81 固定循环,钻孔循环G82 固定循环,钻孔循环G83 固定循环,深孔钻孔循环G84 固定循环,功丝循环G85 固定循环,镗孔循环G86 固定循环,镗孔循环G87 固定循环,反镗循环G89 固定循环,镗孔循环G90 *** 绝对坐标模式G91 *** 增量坐标模式G92 设定工件坐标系G94 *** 每分进给模式G95 *** 每圈进给模式G174 柱形侧切削关闭G175 柱形侧切削打开G186 余量控制关闭G187 余量控制打开G274 同步功丝,反向功丝循环G284 同步功丝,功丝循环* :当电源供应打开时已被设定。
FANUC车床操作说明
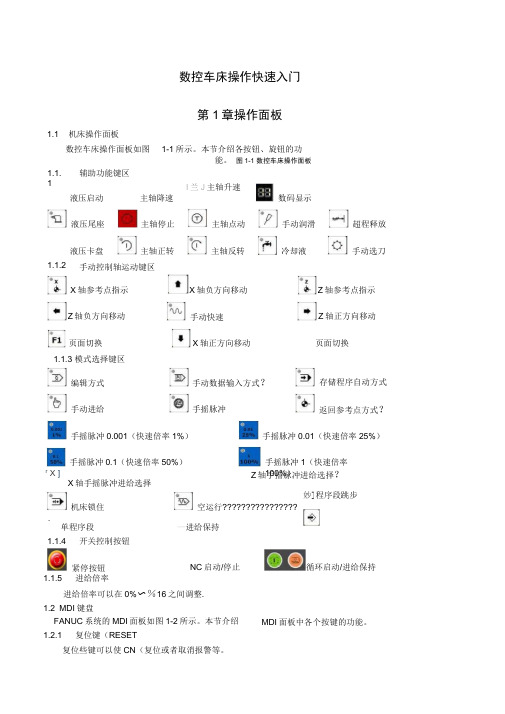
数控车床操作快速入门 第1章操作面板1-1所示。
本节介绍各按钮、旋钮的功能。
图1-1 数控车床操作面板rX ]X 轴手摇脉冲进给选择 Z 轴手摇脉冲进给选择?单程序段—进给保持妙]程序段跳步1.1.5 进给倍率 进给倍率可以在0%〜%16之间调整.1.2 MDI 键盘FANUC 系统的MDI 面板如图1-2所示。
本节介绍 1.2.1复位键(RESET复位些键可以使CN (复位或者取消报警等。
1.1.1 辅助功能键区液压启动 主轴降速 数码显示 I 兰J 主轴升速液压尾座主轴停止主轴点动 手动润滑 超程释放 1.1.2 X 轴参考点指示 Z 轴负方向移动 主轴正转 液压卡盘 手动控制轴运动键区 主轴反转冷却液手动选刀X 轴负方向移动 手动快速 Z 轴参考点指示 Z 轴正方向移动 页面切换 1.1.3 模式选择键区 X 轴正方向移动页面切换编辑方式 手动数据输入方式? 存储程序自动方式 手动进给手摇脉冲返回参考点方式?手摇脉冲0.001(快速倍率1%) 手摇脉冲0.01(快速倍率25%) 手摇脉冲0.1(快速倍率50%)手摇脉冲1(快速倍率100%) 开关控制按钮1.1.4紧停按钮 NC 启动/停止 循环启动/进给保持1.1 机床操作面板数控车床操作面板如图 MDI 面板中各个按键的功能。
机床锁住-空运行????????????????1.2.2 帮助键(HELP)帮助健用于获得对MDI 键操的帮助。
1.2.3 地址/ 数据键MDI 面板上的上面4 街行为地址/ 数据键。
这些键用于向系统输入字地址符和数据。
每个键上有两个符号,小字符为上档,按下SHIFT 键后这些键为上档一次。
图1-2 FANUC 系统MDI 键盘1.2.4 上档键(SHIFT)在MD键盘上有些键具有两个功能按下上档键(SHIFT),可以在这两个功能之间进行切换。
当一个键右下脚的字母可被输入时,就会在屏幕上显示一个特殊的字符。
1.2.5 光标控制键光标控制键有四个箭头键和两个换页键。
MC-50说明书
前言感谢您使用江苏金方圆数控机床有限公司生产的MC-50型数控母线冲孔机。
MC-50型数控母线冲孔机是江苏金方圆数控机床有限公司自主开发设计生产的高品质、多功能的新一代数控母排加工机。
在使用MC-50型数控母排加工机之前,请您仔细阅读本手册,以保证正确使用并充分发挥其优越性能。
另外,本手册为随机发送的资料,务必请您使用后妥善保管,以备今后对机床进行检修和维护时使用。
您在没有得到金方圆公司明确的许可前不得随意更改或删除机床的所有参数,不得随意更换和拆除机床上的零部件,由于误操作而导致的机器损坏或意外人身伤害与我公司无关。
当您阅读本手册时,若发现了印刷错误,或有更恰当的建议,以及对内容有任何不解或疑问之处,请与江苏金方圆数控机床有限公司联系。
对于您在使用过程中有任何需要帮助之处,请拨打销售电话0514-********、87873787,售后服务电话0514-********、87882730,传真0514-********。
目录前言 (1)目录 (2)一安全须知 (6)1.1序言 (6)1.2标识 (6)1.3机床安全标识及位置 (8)1.4安全说明 (9)二概述 (13)2.1机器的主要用途和特点 (13)2.2型号命名 (14)2.3机器工作原理 (14)2.4基本参数 (14)三机床主要部件 (16)3.1机器的组成 (16)3.2模具移动(Y轴方向) (17)3.2.1 模具移动装置 (17)3.2.2 原点定位装置 (17)3.2.3 手动压料装置 (18)3.2.4换模装置 (19)3.3冲头移动(Z轴方向) (21)3.4送料部分(X轴方向) (21)3.5推料气缸 (22)3.6压料装置 (22)3.7排屑装置 (23)3.8模具 (24)3.8.1 通用模具结构 (24)3.8.1.1 通用模具的材料 (24)3.8.1.2 通用模具的间隙 (24)3.8.1.3 通用模具的安装注意事项 (25)3.8.2 切断模 (25)3.8.3 压花模 (26)四系统说明 (27)4.1液压系统 (27)4.1.1 概述 (27)4.1.2 液压系统工作原理 (27)4.1.3 液压系统试车前准备工作 (32)4.1.4 液压油使用注意事项 (32)4.1.5 其它注意事项 (32)4.2气动系统 (33)4.2.1 概述 (33)4.2.2 气源处理装置的组成 (34)4.2.3 空气压力的设定 (34)4.2.4 注油 (35)4.2.5 设定滴油量 (35)4.2.6 分水过滤器 (35)4.2.7 使用注意事项 (35)4.2.8 气动系统故障原因及对策 (35)4.3润滑系统 (36)4.3.1 概述 (36)4.3.2 使用注意事项 (37)五运输、开箱、安装、试车 (38)5.1运输 (38)5.2开箱 (38)5.3安装 (38)5.3.1 地基 (38)5.3.2 气源 (40)5.3.3 电源 (40)5.3.4 工作环境要求 (40)5.4 试车 (41)六机器的使用、维护与保养 (42)6.1机床的使用 (42)6.2机床的维护与保养 (43)6.2.1 一般要求 (43)6.2.2 机床的检查 (43)七常见故障及排除方法 (45)7.1Y轴方向定位误差 (45)7.2排屑装置链条的调整 (46)八易损件及附图 (47)一安全须知1.1 序言阅读本部分将有益于操作者对机床的了解以及明确如何按照规定正确使用和操作机床。
车床操阳作手册
目錄第一單元車床控制器面板操作說明 (3)1.1SNC車床控制器功能樹狀圖 (3)1.2 螢幕部分 (4)1.3主功能畫面 (5)1.3.1F1:機台設定畫面 (6)1.3.1.1 F1:座標切換 (7)1.3.1.2 F2:1/2 座標 (7)1.3.1.3 F3:清除座標 (7)1.3.1.4 F4:相對座標全部清除 (7)1.3.1.5 F5:座標偏移量 (8)1.3.2F2:程式編輯畫面 (9)1.3.2.1 F1:插入循環 (10)1.3.2.2 F2:刪除行 (10)1.3.2.3 F3:編輯循環 (11)1.3.2.4 F5:檔案編輯子功能 (12)1.3.2.5 F7:教導 (16)1.3.2.6 F4:圖形模擬 (18)1.3.2.7 F5:檔案管理 (21)1.3.3F3:圖形對話輸入(僅有對920T) (25)1.3.4F4:執行加工畫面 (26)1.3.4.1 F1:座標顯示 (26)1.3.4.2 F2:圖形調整 (27)1.3.4.3 F3:MDI 輸入 (28)1.3.4.4 F4:加工參數設定 (29)1.3.4.5 F5:刀具設定 (30)1.3.4.6 F8:工作記錄 (31)1.3.5F5:警報顯示畫面 (32)1.3.5.1 F1:現存警報 (32)1.3.5.2 F2:歷來警報 (32)1.3.5.3 F5: 儲存警報 (33)1.3.6F6:參數設定 (34)1.3.6.1 F1:回到第一頁 (34)1.3.7F7:診斷功能 (35)1.3.7.1 F1:PLC 狀態 (36)1.3.8F8:操作指引 (38)第二單元機械操作面板說明 (39)2.1第二面板操作功能說明 (39)2.1.1電源開 (39)2.1.2電源關 (39)2.1.3緊急停止 (39)2.1.4原點模式尋原點功能 (39)2.1.5手動連動模式 (39)2.1.6手動寸動模式 (40)2.1.7MPG寸動模式 (40)2.1.8自動加工模式 (40)2.1.9MDI加工模式 (41)2.1.10MPG模擬功能 (41)2.1.11程式空跑 (41)2.1.12單節執行 (42)2.1.13選擇停止 (42)2.1.14選擇跳躍 (42)2.1.15主軸控制 (43)2.1.16工作燈 (43)2.1.17加工液 (43)2.1.18工作台升 (43)2.1.19台面上升控制 (43)2.2文字鍵說明: (44)第三單元使用新代車床控制器900TE 方法 (46)3.1手動功能(JOG ,INC_JOG ,MPG) (47)3.2 原點復歸 (48)3.3 開啟檔案(編輯/軟碟機/RS232 ) (49)3.4 刀具設定(G40/G41/G42 ,G43/G44/G49) (50)3.5 刀具長度量測(G43/G44/G49) (51)3.5.1Z軸刀具長度測量程序 (52)3.5.2X軸刀具長度測量程序 (53)3.5.3刀具磨耗設定 (54)3.5.4刀鼻設定: (55)3.6 設定工作座標(G54..G59) (56)3.7 手動資料輸入(MDI ) (57)3.8 指定一個執行NC程式(自動) (58)3.9 圖形模擬 (59)3.10在新代控制器下檢查NC程式 (60)3.11.1 RS232功能 (61)3.11.2 DNC功能 (63)3.11.3 新代控制器軟體取代DNC軟體做RS232功能 (65)第一單元 車床控制器面板操作說明1.1 S N C 車床控制器功能樹狀圖座標切換1/2 座標清除座標相對座標全部清除設定工件座標系統機台設定F1插入循環刪除行編輯循環搜尋置換行數搜尋拷貝行插入行檔案編輯子功能快速定位教導直線切削教導圓弧教導取消圓弧中點教導刪除行教導步進連續放大縮小回復取消模擬參數設定圖形模擬開啟新檔拷貝檔案刪除檔案磁碟機輸入輸出至磁碟機RS232 輸入RS232 輸出檔案管理程式編輯F2圖形對話輸入F3座標顯示圖形調整MDI 輸入加工參數設定刀具設定工作表單執行加工F4現在警報歷來警報儲存警報警報顯示F5系統參數回到第一頁操作設定參數設定F6PLC I BitPLC O Bit PLC C BitPLC S BitPLC A Bit PLC Re g is te r PLC T ime rPLC Co unte r PLC 狀態系統資料公用變數狀態軟體安裝系統備份本地語文安裝目前語文備份系統管理診斷功能F7操作指引F8CNC 車床1.2 螢幕部分如下所示:本畫面說明:(1)程式編號(2)標題(3)時間(4)日期(5)資料輸入(6)提示(7)狀態(8)功能鍵選擇1.3主功能畫面下圖為SNC車床控制器的主功能畫面。
OKUMA操作说明书要点

OKUMA操作说明书要点CNC SYSTEMSOSP-U100LOSP-U10L机床操作⼿册第2版出版号NO.4196-E-R1 (LE32-065-R2)2000-7上海⼀阳五⾦制造有限公司总⼯程师办公室翻译:沈友兵批准:刘保良安全预防措施本机器装备安全设备⽤于保护由于某些不可预见的事故造成员⼯和机器本⾝损伤。
然⽽操作⼯不能仅依靠这些安全设备,其必须⼗分熟悉下⾯列出的安全制度,以确保⽆故障操作。
1.机床安装过程中的预防措施(1)为保障机床保证的精度,安装机床的地基周围条件为:-周围环境温度:17°C~25°C。
-⼯⼚湿度:在20°C时40%~70%(⾮压缩空⽓)。
-地基处不能阳光直接照射或震动过⼤;周围应⽆尘、⽆酸、腐蚀性⽓体和盐雾环境。
(2)主供电源条件-电压:200V-电压波动:最⼤±10%-频率:50/60Hz-主电源不能同其它主要噪⾳源(如电焊机、变压接在同⼀配电柜上,否则会造成NC单元故障。
-机床接地端不能同其它设备接地端公⽤。
如不得以需同其它设备⼯共⽤接地端,该种设备不能是⼤的噪⾳源(如电焊机、变压器)。
(3)安装环境安装电控柜时遵循以下⼏点:-保证NC单元不受阳光直接照射。
-保证电控柜不被溅上切屑、⽔或油。
-保证电控柜和操作⾯板不受⼤的晃动或震动。
-电控柜周边环境温度允许变化范围0°C~40°C。
-电控柜周边湿度允许变化范围30%~95%(⾮压缩空⽓)。
-电控柜使⽤最⼤海拔⾼度1000m。
2.上电前检查项(1)关上电控柜和操作⾯盘上的所有门,以防⽔、切屑、和尘埃进⼊。
(2)在操作机床前必须保证机床可动件周围⽆⼈,以及机床周围⽆障碍物。
(3)上电前先接通主电源,接着合上操作⾯板上”控制开”。
3.⼿动操作和连续运转预防措施(1)⼀直遵从操作⼿册指导。
(2)任何安全罩(前防护门、卡盘罩等)拆除后不能操作盖机床。
(3)在才是操作机床前关上前防护门。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CNC系统OSP-P200M OSP-P20M特殊功能手册No.1 (第3版)出版号MC32-095-R3 Apr. 2007安全注意事项本机为了预防事故的发生,保证人身和机床的安全,配置了安全装置。
但是,操作者不能只依赖于这些安全装置,还必须仔细阅读和熟练掌握以下的安全注意事项,以保证无事故发生。
本说明书以及在机床上贴的危险警告标志铭牌仅限于本社可预见的范围,注意,这不包括所有可能出现的危险。
总之在操作时请切实地注意安全。
1.与安装相关的注意事项(1)请注意以下与主电源相关的注意事项。
•主电源不得和具有较大噪声源设备(例如电焊机或电加工机床)供电的配电盘连接,因为这样会造成CNC装置工作失常。
•如果可能,最好将该机床的地线单独进行安装。
如果没有条件只能与其它机床共用同一地线,那么其它机床(如电焊机、放电加工机床等),不应产生太大的噪音。
(2)安装环境安装控制柜时,应注意下列事项。
•确认CNC装置不会受到阳光直射。
•确认控制柜不会被溅上切屑、水或油。
•确认控制柜和操作面板不会受到过大的震动或撞击。
•控制柜的允许环境温度范围为5至40°C。
•控制柜的允许环境湿度范围为50%或更低(40°C时)(无冷凝)。
•本控制柜可以使用的最高海拔高度为1000m(3281ft.)。
2.电源加电时的确认事项(1)为了防止水、切屑和尘埃的进入,应关上控制柜和操作面板的门。
(2)在确认机床的可动部分没有人和障碍物的前提下,方可开动机床。
(3)电源加电时,应先合上总的电源开关然后再合上机床控制柜的电源开关。
3.运转操作上的注意事项(1)电源合上之后,请按照说明书的日常检查要求进行检查调整。
(2)刀具应按作业的内容和机床的规格来选择,另外,容易磨耗的刀具往往会成为事故的原因,因此对这一类的刀具最好不要使用。
(3)主轴在分度时,因为主轴在回转绝对不允许用手接触主轴和刀具。
(4)确认加工零件和刀具是否切实地被固定。
(5)绝对不允许用手去接触回转中的加工零件和刀具。
(6)在加工过程中不能用手去清除切屑,要清除切屑应在机床停止运转的状态下进行。
(7)不要在拆除各种安全装置的情况下开动机床,另外尽量避免拆除机床防护壳、防护板的情况下开动机床。
(8)在装拆刀具的时候,必须把机床停下来后进行。
(9)在运转过程中不要接近和触摸机床的可动部分。
(10)不要用湿手去触摸各种开关,因为这样做是很危险的。
(11)操作控制盘上的各种开关、按扭,认真的确认以后方可运转操作。
4.ATC的注意事项(1)刀库和主轴的刀具应切实地被夹紧,因不正常的事故而脱落是十分危险的,因此ATC在动作过程中请不要用手去接近。
(2)ATC刀库在进行刀具的检查和更换时,必须在刀库处于手动输入的状态下进行。
(3)刀库上如果附着有切屑的话往往会引发故障,因此应适时地予以清除,但是如果用压缩空气去清除的话,反而会把切屑吹进去,因此请不要采用此办法。
(4)ATC因某种原因中途停止的话,不得在不切断电源的情况下进行检查,因为有时可能会突然动起来,因此在检查的时候请不要用手去接触。
5.作业结束时的注意事项(1)作业结束时请清扫机床周围。
(2)把ATC、APC和其他装置,开到预定的位置上。
(3)作业结束以后在离开机床时必须切断电源。
(4)切断电源的程序是先切断“起电”电源开关,然后再切断总电源开关。
6.维护检查和发生异常情况时的注意事项为了防止不可预知的事故造成机床损坏,有必要在进行机床维护检查或发生故障检修时,注意以下所述的几点。
(1)发生异常情况时,按下紧急停止按钮,把机床停止。
(2)维修人员在充分了解发生异常的原因后进行处置。
(3)在进行共同作业时,参与维修的人员应有序配合。
(4)保险丝等更换件应按指定的规格更换。
(5)检查和工件更换时请切断电源。
(6)检查、修理时,遇到要拆卸机床部件,在作业完成后要复原,安装螺丝要切实地紧固。
(7)用仪表测量电压等时,应使用经过校正的测量仪。
(8)请不要在控制柜、端子箱内放置可燃物和金属物之类的东西。
(9)电缆和配线如果受到损伤,会成为漏电和感电的原因,因此要对电缆和配线的完好状态进行确认。
(10)关于控制柜的维护a)打开控制柜的时候,应先使总电源开关关闭。
b)即便总电源开关关闭,因为在MCS驱动装置(伺服/主轴)里仍残留有电荷,因此,除维修人员以外请不要用手触摸这些装置。
如果维修人员要用手触摸以上这些装置请按以下的方法进行:•MCS驱动装置(伺服/主轴)。
总电源开关置于OFF下状态,放电2分钟。
c)控制柜内安装有NC装置,该装置的印刷电路板里有记忆加工程序,参数的存储印刷电路板,即使电源失电,存储的内容仍然能保持,由电池给存储器通电,如果处理方法不当有可能会破坏存储的内容。
因此除维修人员以外其他的人请不要触摸印刷电路板。
(11)控制柜的定期检查a)定期清扫冷却装置在控制柜的门里设置的冷却装置,可以抑制控制柜内的温度上升,为了提高NC装置的运行可靠性,请每三个月检查一次。
•冷却装置的风扇马达是否旋转?如果吹出的风强劲的话可以判断为正常。
•冷却装置的吸风口是否堵塞?如果堵塞的话请用压缩空气进行清扫。
7.其他的注意事项(1)机床的周围请进行经常性地整理、整顿和清扫。
(2)作业时要穿戴适合安全的服装进行,同时应在受过充分训练的人的指导下进行。
(3)衣服和头发有可能会被卷入机床里,作业时应特别注意。
操作人员应配备安全鞋,保护眼镜等安全保护用品。
(4)操作人员在操作前应熟读操作安装说明书,在确认自己的操作无误的情况下开动机床。
(5)紧急停止开关的位置,应牢记在心,熟练掌握。
(6)控制盘,变压器,马达等的里面有高压端子,因为非常危险,请不要触及。
(7)二人以上作业的场合,相互之间要合拍,相互之间的动作确认之后方可进行操作。
8.本手册中使用的符号本手册中使用以下警示符号来提醒对特别重要内容的注意。
仔细阅读标有这些符号的指示并在工作中遵照执行。
表示如果不避免,将会发生导致死亡或严重伤害的危险。
表示如果不避免,将会导致死亡或造成严重伤害的潜在危险。
表示如果不避免,将会导致轻伤或造成中等伤害的潜在危险。
表示如果不避免,将会导致财产损坏的潜在危险。
表示安全运行的一般要求。
介绍非常感谢你使用我们的CNC系统,该CNC系统是一种多功能可扩充CNC系统。
该数字控制系统是具有多种特性的可扩展CNC。
这种系统的主要功能如下。
(1)小巧并且高度可靠由于使用了先进的硬件技术,包括配备高速微处理器的计算板、I/O连接和伺服连接,CNC系统变得小巧且具有高可靠性。
“可变软件”是硬盘支持的OSP技术原理。
交付使用后可根据需要增加CNC系统的功能。
(2)NC操作面板下面类型的NC操作面板可增进友好性。
•薄型彩色操作面板(水平型)•薄型彩色操作面板(垂直型)上面提到的一个或多个类型可能在一些型号的系统中没使用。
(3)加工管理功能这些功能有助于CNC系统的有效操作以及从多品种小批量和多品种大批量的生产中提高效益。
主要控制功能描述如下。
a)减少安装时间由于小批量生产的增加,机床需要经常设定加工数据。
因此,简化的文件操作能够解决这种繁杂的操作。
一些必须安装的文件,如作业说明在CNC系统上显示,以删除那些控制图,达到减少安装时间的目的。
b)生产状态监视器可通过CNC装置屏幕上实时原理来检查加工操作过程的状态。
c)减少排除故障时间正确信息可以快速有效地排除故障。
(4)帮助功能当发生报警时,可按下帮助键来查看报警内容。
这样可以对报警采取快速的措施。
为使CNC系统发挥出它的最大性能,在使用之前,请仔细阅读并理解这本操作手册。
请在手边放置一本使用手册,以便在需要帮助时进行查阅。
■屏幕不同的型号使用不同的屏幕。
因此您的CNC系统的屏幕可能与这本使用手册提到的不同。
目录第1章实时三维动画仿真 (1)第2章NC操作监视器 (36)第3章同步攻丝/扭矩监视功能 (39)第4章高级程序步骤重起功能(中间程序段重起动功能) (51)第5章预热功能 (59)第6章简化式负载监控功能 (62)第7章外部程序选择功能 (67)第8章外部M信号输出功能 (74)第9章循环时间缩短功能 (75)第10章F1-数字进给指令功能 (76)第11章加工任意角度倒角功能 (81)第12章三维圆弧插补功能 (87)第13章主轴名称功能 (97)第14章主轴多点定位功能 (106)第15章外部手动分度托架操作功能 (109)第16章自动调度程序更新功能 (112)第17章附加轴(旋转轴) (116)第18章圆柱侧面加工功能 (136)第19章双托架APC的托架识别功能 (149)第20章刀具管理功能 (152)第21章刀具寿命管理功能 (165)第22章读/写和接收/输出功能(带文件输入/输出功能) (171)第23章Hi-切削Pro (185)第24章Super-NURBS (196)第25章NURBS指令 (215)第26章自动选择动画数据文件和刀具表文件 (230)第27章MX/MX-H/MA-H/MD-H系列托架环线控制 (237)第28章自动附件检索功能 (292)第29章斜面加工功能 (293)第30章TAS-S/TAS-C功能 (313)第31章刀具磨损补偿功能 (349)第32章FS-9纸带转换功能 (360)第33章刀槽处理功能 (378)第34章用M30起动/禁止NC复位功能 (388)第35章定期维护功能 (391)目录特殊功能第1章实时三维动画仿真 (1)1. 三维动画仿真 (1)1-1. 动画仿真屏幕 (1)1-2. 动画仿真屏幕上显示的项 (7)1-3. 图形显示坐标系 (8)1-4. 功能菜单 (9)1-5. 刀具形状定义 (23)1-6. 与动态绘图相关的NC程序 (25)1-7. 图形显示 (35)第2章NC操作监视器 (36)1. NC计时表 (37)1-1. 设定计数和设定数据 (37)2. NC工件计数器 (38)2-1. 设定计数和设定数据 (38)第3章同步攻丝/扭矩监视功能 (39)1. 同步攻丝功能 (39)1-1. 指令 (39)1-2. 同步攻丝操作详细说明 (42)1-3. 同步攻丝操作的注意事项 (44)2. 同步攻丝的扭矩监视功能 (45)2-1. 扭矩监视(开/关) (45)2-2. 参数 (45)2-3. 设定非检测期 (46)2-4. 主轴扭矩监视方法 (47)2-5. 显示 (47)2-6. 系统变量 (48)3. 参数 (49)第4章高级程序步骤重起功能(中间程序段重起动功能) (51)1. 顺序重起指令 (52)2. 顺序重起操作 (56)第5章预热功能 (59)1. 存储预热程序 (59)1-1. 程序格式 (59)2. 操作 (60)2-1. 操作概述 (60)2-2. 时序图 (60)2-3. 补充 (61)3. 参数 (61)第6章简化式负载监控功能 (62)1. 简化式负载监视功能的设定 (62)2. 屏幕显示 (64)3. 参数 (65)4. 系统变量 (66)第7章外部程序选择功能 (67)1. 外部程序选择A(按钮型) (67)1-1. 程序类型(主程序或调度程序)选择 (67)1-2. 相同程序的无效选择 (67)1-3. 程序选择 (67)1-4. 补充 (67)2. 外部程序选择B(旋转开关类型) (68)2-1. 程序类型(主程序或调度程序)选择 (68)2-2. 相同程序的无效选择 (68)2-3. 程序选择 (68)2-4. 补充 (68)3. 外部程序选择C(BCD类型) (69)3-1. 任选程序 (69)3-2. 程序类型(主程序或调度程序)选择 (69)3-3. 相同程序的无效选择 (69)3-4. 补充 (70)3-5. 时序图 (70)3-6. 输入/输出信号 (71)3-7. 奇偶校验 (73)第8章外部M信号输出功能 (74)1. 外部M代码 (74)2. 时序图 (74)第9章循环时间缩短功能 (75)1. 忽略主轴旋转应答M300(1程序段) (75)2. 忽略/确认非主轴应答信号旋转M301,M302(模块1) (75)第10章F1-数字进给指令功能 (76)1. 设定方法 (76)2. 参数方法 (76)2-1. 屏幕显示 (76)2-2. 设定单位系统 (77)2-3. 功能指令 (78)2-4. 数据更新 (78)2-5. 设定数据的最大值和最小值 (78)2-6. 其它 (79)3. 进给开关方法 (80)4. 补充 (80)第11章加工任意角度倒角功能 (81)1. 编程格式 (82)2. 程序举例 (83)3. 补充 (85)4. 报警 (86)第12章三维圆弧插补功能 (87)1. 指令格式 (88)2. 三维圆弧旋转方向 (90)3. 短弧和长弧 (95)4. 补充 (95)5. 参数 (96)第13章主轴名称功能 (97)1. 轴名称 (98)1-1. 机床主轴的更名 (98)2. 应用范围 (101)3. 屏幕显示 (102)4. 程序举例(对MCM) (103)5. 补充 (104)第14章主轴多点定位功能 (106)1. 主轴定位方向设定 (107)2. 刀具磨损检测和刀具长度的自动补偿 (108)第15章外部手动分度托架操作功能 (109)1. 手动操作面板 (110)2. 补充 (111)第16章自动调度程序更新功能 (112)1. 调度程序 (112)1-1. 调度程序的限定 (112)1-2. 调度程序自动更新的设定 (113)1-3. 调度程序的编辑 (114)1-4. 输入更新调度程序 (115)第17章附加轴(旋转轴) (116)1. 一般操作说明 (116)1-1. 轴名称 (116)1-2. 删除附加轴 (116)1-3. 编程格式 (116)2. 多轴旋转说明 (127)2-1. 编程格式 (127)2-2. 操作概述 (128)2-5. 转动电源ON/OFF旋扭,NC重新设定 (132)2-6. 顺序重起并返回到初始位置 (132)2-7. 工作零点偏置 (134)2-8. 极限检查 (134)2-9. 多回转轴NC旋转工作台的安装 (135)2-10. 选择带极限的旋转轴 (135)第18章圆柱侧面加工功能 (136)1. 编程格式 (137)1-1. 圆柱侧面加工模式 (137)1-2. 对应基本轴 (139)1-3. 加工指令 (140)第19章双托架APC的托架识别功能 (149)1. 托架识别的系统变量 (150)2. 托架识别指令 (151)2-1. 编程格式 (151)2-2. 应用举例(程序举例) (151)第20章刀具管理功能 (152)1. 刀具管理功能屏幕和被管理的信息 (153)2. 刀具管理数据设定 (159)2-1. 刀具管理屏幕显示和数据设定 (159)2-2. 数据检索 (160)2-3. 刀具组 (161)2-4. 重新设定故障刀具数据 (162)3. 备份刀具的更换 (163)3-1. 备份刀具的选择 (163)3-2. 更换刀具偏置号 (163)4. 对ATC中没有使用的刀具进行管理 (164)4-1. 指令格式 (164)4-2. 刀具数据设定 (164)4-3. 补充 (164)第21章刀具寿命管理功能 (165)1. 开刀具寿命管理数据 (165)2. 对当前刀具寿命管理的指令 (166)3. 重新设定刀具寿命数据 (167)4. 程序范例 (169)4-1. 通过刀具的使用时间数据来管理刀具寿命 (169)4-2. 用加工循环的记数来进行刀具寿命管理 (170)5. 改变报警级 (170)第22章读/写和接收/输出功能(带文件输入/输出功能) (171)1. 系统配置 (171)2-2. WRITE功能 (174)2-3. GET功能 (175)2-4. PUT功能 (176)3. 功能II(文件输入/输出功能) (177)3-1. FOPENA(FOPENB)功能 (177)3-2. FWRITC功能 (177)3-3. READ功能 (178)3-4. WRITE功能 (178)3-5. GET功能 (178)3-6. PUT功能 (179)3-7. CLOSE功能 (179)3-8. 补充 (179)4. 变量的[GET]/[PUT] (180)5. 程序举例 (181)5-1. 程序举例I (181)5-2. 程序举例II(文件输入/输出功能) (182)6. 参数 (183)7. 附录(字母和Katakana字符和符号表) (184)第23章Hi-切削Pro (185)1. 概述 (185)2. 特点 (185)3. Hi-切削Pro (186)3-1. 操作Hi-切削Pro (186)3-2. Hi-切削Pro控制参数说明 (186)3-3. 控制参数列表 (188)3-4. Hi-切削Pro控制指定方法 (188)3-5. 补充 (193)第24章Super-NURBS (196)1. 综述 (196)2. 特点 (197)3. Super-NURBS (198)3-1. 操作方法 (198)3-2. 控制参数 (199)3-3. 控制参数表 (205)3-4. 设定或改变控制条件 (206)3-5. 补充 (211)第25章NURBS指令 (215)1. 概述 (215)2. 术语 (216)3. NURBS指令格式 (219)3-1. 补充说明 (221)4-2. 进给指令 (223)4-3. STM和其它 (223)5. NURBS程序运行 (224)5-1. Super-NURBS (225)5-2. NURBS曲线连续性检验 (225)5-3. 有关运行功能的注意点 (226)6. 显示功能 (229)第26章自动选择动画数据文件和刀具表文件 (230)1. 动画数据文件和刀具表文件概述 (230)1-1. 动画数据文件 (230)1-2. 刀具表文件 (231)2. 自动选择操作 (233)3. 程序选择方法和操作方法间的关系 (235)4. 参数设定 (236)第27章MX/MX-H/MA-H/MD-H系列托架环线控制 (237)1. 系统结构 (237)2. PPC循环操作程序 (238)3. 根据PPC循环操作创建加工程序 (238)3-1. 创建托架交换加工程序 (238)3-2. 创建PPC循环操作加工程序 (238)4. PPC面板操作 (239)4-1. 触摸面板 (240)4-2. PPC模式开关 (248)4-3. 调度开关 (248)4-4. EMPTY PALLET移送开关 (249)4-5. IN开关 (249)4-6. OUT开关 (249)4-7. PPC「起动」开关/「起动」开关 (250)4-8. 「紧急停止」开关 (251)4-9. 「再起动」开关 (251)4-10. NC滑动固定开关 (251)4-11. 水枪ON/OFF开关(可选) (251)5. 移进托架 (252)5-1. 用自动或等待调度进行移进操作 (253)5-2. 移进中断调度 (255)5-3. 移进空托架 (259)5-4. 当PPC为关闭时移进 (261)6. 移出托架 (263)6-1. PPC为打开或关闭时的移出 (263)6-2. 只有当使用两个托架时,完成的工件托架才被自动移出 (265)7. 分配PPC循环操作加工程序的托架号 (266)7-1. 分配步骤 (266)8-2. 增加加工调度 (271)8-3. 搜索加工调度 (272)8-4. 删除加工调度 (272)8-5. 改变调度属性 (273)9. 加工程序和系统变量 (274)9-1. VPLDT[1]~VPLDT[12]/VPPCP (274)9-2. VPLNO (277)10. 设定系统维护参数 (278)10-1. 在安装等待工作台面/MAC,CIR PNO.设置屏幕上设定数据 (279)10-2. 台面ST.号-台面号显示屏幕上设定数据 (281)11. 检查PPC系统状态 (283)12. NP指令 (284)13. DNC-B/DNC-DT操作 (285)13-1. 参数设定屏幕 (285)13-2. 从PPC上DNC-B操作 (286)13-3. 从PPC上DNC-DT操作 (287)14. 在PPC面板上显示的错误 (288)14-1. 移进操作错误 (288)14-2. 移出操作错误 (288)14-3. 其它错误 (288)14-4. 与APC互锁有关的错误 (289)15. 参数列表 (290)第28章自动附件检索功能 (292)1. 概述 (292)2. 分度指令 (292)3. 角度指令 (292)4. 指令格式 (292)第29章斜面加工功能 (293)1. 概述 (293)2. 自动,MDI操作模式下的坐标转换 (294)2-1. 设定斜坐标系统 (294)2-2. 当选择转换后的坐标系统时,G码可以用于转换后的坐标系统 (296)2-3. 在坐标转换中可以使用助记码 (299)2-4. 上限返回(M52) (299)2-5. 取消轴指令 (299)2-6. 手轮倍率 (299)3. 手动操作模式下坐标转换 (302)3-1. 设定坐标转换参数 (302)3-2. 根据手动模式的选择传送坐标转换参数 (304)3-3. 执行坐标转换 (305)4. 显示实际位置 (306)5. 显示位移量 (309)6. 显示现调用进给轴数据 (311)7. 参数设定 (312)第30章TAS-S/TAS-C功能 (313)1. 概述 (313)2. TAS-S, TAS-C(包括与TAS-S的组合使用) (315)2-1. 系统配置和特性 (315)2-2. 热变形补偿数据检查屏幕 (316)2-3. 参数设定屏幕 (318)3. 带热膨胀补偿功能的TAS-C(包括与TAS-S组合使用) (325)3-1. 系统配置和特性 (325)3-2. 热变形补偿数据检查屏幕 (326)3-3. 参数设定屏幕 (329)4. 与TAS-S功能有关的报警列表 (343)4-1. 报警A (343)4-2. 报警B (343)4-3. 报警D (345)4-4. 故障 (348)第31章刀具磨损补偿功能 (349)1. 概述 (349)2. 详细技术规格 (350)2-1. 刀具补偿量 (350)2-2. 设定刀具长度补偿/刀具半径补偿量 (351)2-3. 系统变量(任选) (353)2-4. 参数读/穿孔功能 (357)2-5. 交互式测量功能(任选) (357)2-6. 手动测量功能(任选) (358)2-7. 自动功能(任选) (358)2-8. DNC-C功能(任选) (359)2-9. 参数 (359)第32章FS-9纸带转换功能 (360)1. 概述 (360)2. 操作步骤 (361)2-1. 选择纸带转换功能 (361)2-2. 在纸带转换模式中运行 (361)3. 转换的详细情况 (362)3-1. G、M代码转换表 (362)3-2. G代码和M代码转换的详细情况 (364)4. 参数设定 (376)5. 纸带转换的备注 (377)第33章刀槽处理功能 (378)3. 在任意平面上加工 (379)3-1. 程序 (381)4. 屏面显示 (383)5. 设定主轴角度补偿数据 (384)6. 参数 (385)第34章用M30起动/禁止NC复位功能 (388)1. 概述 (388)2. 用M30进行参数起动或禁止NC复位 (388)2-1. 起动/禁止切换参数 (388)2-2. 功能说明 (389)第35章定期维护功能 (391)1. 概述 (391)2. 规格详述 (391)2-1. 维护项目 (391)2-2. 参数设定屏面 (392)2-3. 寿命管理 (394)3. 报警 (395)特殊功能第1章实时三维动画仿真实时三维模拟功能可实现动画仿真(三维),它能够以图解的形式显示逼真的三维图像。