安川机器人 程序示例
安川机器人程序
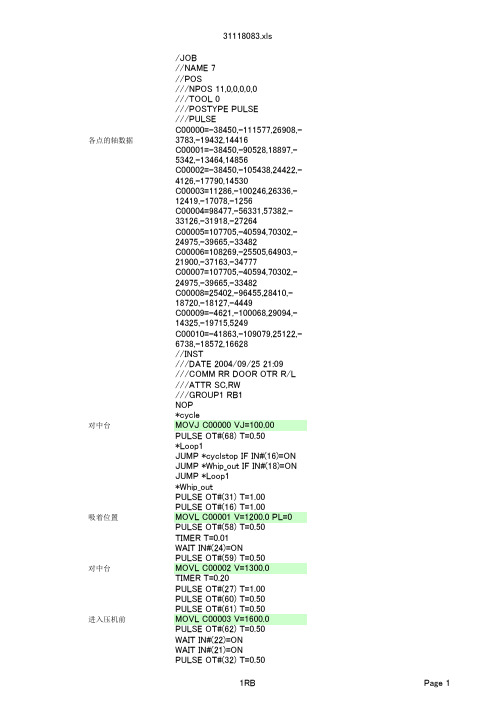
31118083.xls /JOB //NAME 7 //POS ///NPOS 11,0,0,0,0,0 ///TOOL 0 ///POSTYPE PULSE ///PULSE C00000=-38450,-111577,26908,-3783,-19432,14416 C00001=-38450,-90528,18897,-5342,-13464,14856 C00002=-38450,-105438,24422,-4126,-17790,14530 C00003=11286,-100246,26336,-12419,-17078,-1256 C00004=98477,-56331,57382,-33126,-31918,-27264 C00005=107705,-40594,70302,-24975,-39665,-33482 C00006=108269,-25505,64903,-21900,-37163,-34777 C00007=107705,-40594,70302,-24975,-39665,-33482 C00008=25402,-96455,28410,-18720,-18127,-4449 C00009=-4621,-100068,29094,-14325,-19715,5249 C00010=-41863,-109079,25122,-6738,-18572,16628 //INST ///DATE 2004/09/25 21:09 ///COMM RR DOOR OTR R/L ///ATTR SC,RW ///GROUP1 RB1 NOP *cycle MOVJ C00000 VJ=100.00 PULSE OT#(68) T=0.50 *Loop1 JUMP *cyclstop IF IN#(16)=ON JUMP *Whip_out IF IN#(18)=ON JUMP *Loop1 *Whip_out PULSE OT#(31) T=1.00 PULSE OT#(16) T=1.00 MOVL C00001 V=1200.0 PL=0 PULSE OT#(58) T=0.50 TIMER T=0.01 WAIT IN#(24)=ON PULSE OT#(59) T=0.50 MOVL C00002 V=1300.0 TIMER T=0.20 PULSE OT#(27) T=1.00 PULSE OT#(60) T=0.50 PULSE OT#(61) T=0.50 MOVL C00003 V=1600.0 PULSE OT#(62) T=0.50 WAIT IN#(22)=ON WAIT IN#(21)=ON PULSE OT#(32) T=0.50 PULSE OT#(33) T=1.00 MOVJ C00004 VJ=100.00 MOVJ C00005 VJ=100.00 PULSE OT#(63) T=0.50 因手臂振动大、降低速度 MOVL C00006 V=1600.0 PL=1 因发生进入错误、使用PL=1 PULSE OT#(64) T=0.50 TIMER T=0.01 PULSE OT#(17) T=1.00 WAIT IN#(24)=OFF PULSE OT#(65) T=0.50 MOVJ C00007 VJ=100.00 1RB Page 1
安川机器人 程序示例
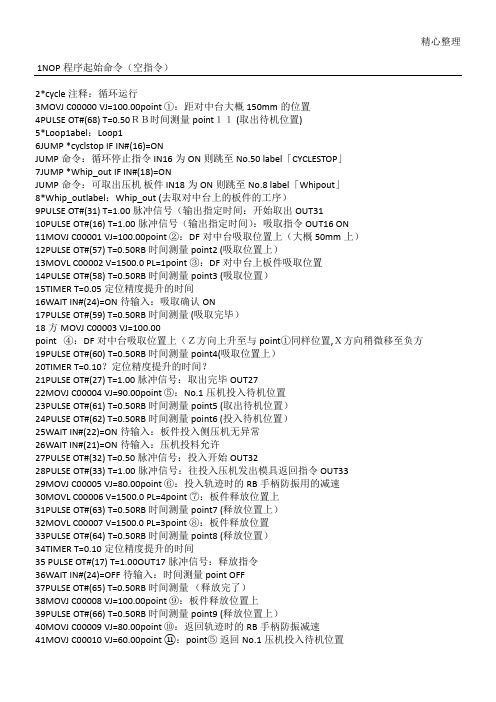
精心整理1NOP程序起始命令(空指令)2*cycle注释:循环运行3MOVJ C00000 VJ=100.00point ①:距对中台大概150mm的位置4PULSE OT#(68) T=0.50RB时间测量point11 (取出待机位置)5*Loop1abel:Loop16JUMP *cyclstop IF IN#(16)=ONJUMP命令:循环停止指令 IN16为ON则跳至No.50 label「CYCLESTOP」7JUMP *Whip_out IF IN#(18)=ONJUMP命令:可取出压机板件 IN18为ON则跳至No.8 label「Whipout」8*Whip_outlabel:Whip_out (去取对中台上的板件的工序)9PULSE OT#(31) T=1.00脉冲信号(输出指定时间:开始取出 OUT3110PULSE OT#(16) T=1.00脉冲信号(输出指定时间):吸取指令 OUT16 ON11MOVJ C00001 VJ=100.00point ②:DF对中台吸取位置上(大概50mm上)12PULSE OT#(57) T=0.50RB时间测量point2 (吸取位置上)13MOVL C00002 V=1500.0 PL=1point ③:DF对中台上板件吸取位置14PULSE OT#(58) T=0.50RB时间测量point3 (吸取位置)15TIMER T=0.05定位精度提升的时间16WAIT IN#(24)=ON待输入:吸取确认 ON17PULSE OT#(59) T=0.50RB时间测量 (吸取完毕)18方MOVJ C00003 VJ=100.00point ④:DF对中台吸取位置上(Z方向上升至与point①同样位置,X方向稍微移至负方19PULSE OT#(60) T=0.50RB时间测量point4(吸取位置上)20TIMER T=0.10?定位精度提升的时间?21PULSE OT#(27) T=1.00脉冲信号:取出完毕 OUT2722MOVJ C00004 VJ=90.00point ⑤:No.1压机投入待机位置23PULSE OT#(61) T=0.50RB时间测量point5 (取出待机位置)24PULSE OT#(62) T=0.50RB时间测量point6 (投入待机位置)25WAIT IN#(22)=ON待输入:板件投入侧压机无异常26WAIT IN#(21)=ON待输入:压机投料允许27PULSE OT#(32) T=0.50脉冲信号:投入开始 OUT3228PULSE OT#(33) T=1.00脉冲信号:往投入压机发出模具返回指令 OUT3329MOVJ C00005 VJ=80.00point ⑥:投入轨迹时的RB手柄防振用的减速30MOVL C00006 V=1500.0 PL=4point ⑦:板件释放位置上31PULSE OT#(63) T=0.50RB时间测量point7 (释放位置上)32MOVL C00007 V=1500.0 PL=3point ⑧:板件释放位置33PULSE OT#(64) T=0.50RB时间测量point8 (释放位置)34TIMER T=0.10定位精度提升的时间35 PULSE OT#(17) T=1.00OUT17脉冲信号:释放指令36WAIT IN#(24)=OFF待输入:时间测量point OFF37PULSE OT#(65) T=0.50RB时间测量(释放完了)38MOVJ C00008 VJ=100.00point ⑨:板件释放位置上39PULSE OT#(66) T=0.50RB时间测量point9 (释放位置上)40MOVJ C00009 VJ=80.00point ⑩:返回轨迹时的RB手柄防振减速41MOVJ C00010 VJ=60.00point ⑪:point⑤返回No.1压机投入待机位置精心整理42PULSE OT#(67) T=0.50RB时间测量point10 (投入完了位置)43OUT28PULSE OT#(28) T=1.00脉冲信号:投入完了44*Loop2label:Loop245JUMP *cyclstop IF IN#(16)=ONJUMP命令:循环停止指令 IN16为ON则跳至No.50 label「cyclstop」46JUMP *cycle IF IN#(39)=ONJUMP命令:自动循环中 IN39为ON则跳至No.1 label; 「cycle」47JUMP JOB:HOME_POS IF IN#(23)=ONJUMP命令:作业原点移动指令 IN23为ON则跳至JOB「HOME_POS」48JUMP *Loop2JUMP命令:返回No.44label「Loop2」49MOVJ C00011 VJ=100.00与①同样的point(?认为没必要的step・・・?)50*cyclstoplabel:cyclstop51ENDEND命令:宣告JOB完毕。
安川机器人程序2

NOP *cycle MOVJ C00000 VJ=100.00 PULSE OT#(68) T=0.50 *Loop1 JUMP *cyclstop IF IN#(16)=ON JUMP *Whip_out IF IN#(18)=ON JUMP *Loop1 *Whip_out PULSE OT#(31) T=1.00 PULSE OT#(16) T=1.00 MOVJ C00001 VJ=100.00 PULSE OT#(57) T=0.50 MOVL C00002 V=1500.0 PL=1 PULSE OT#(58) T=0.50 TIMER T=0.05 WAIT IN#(24)=ON PULSE OT#(59) T=0.50 MOVL C00003 V=1300.0 PL=1 TIMER T=0.20 PULSE OT#(27) T=1.00 PULSE OT#(60) T=0.50 MOVJ C00004 VJ=100.00 PULSE OT#(61) T=0.50 PULSE OT#(62) T=0.50 进入压机前 对中台 吸着位置 对中台
NOP *cycle MOVJ C00000 VJ=100.00 PULSE OT#(68) T=0.50 *Loop1 JUMP *cyclstop IF IN#(16)=ON JUMP *Whip_out IF IN#(18)=ON JUMP *Loop1 *Whip_out PULSE OT#(31) T=1.00 PULSE OT#(16) T=1.00 MOVL C00001 V=1200.0 PL=0 PULSE OT#(58) T=0.50 TIMER T=0.01 WAIT IN#(24)=ON PULSE OT#(59) T=0.50 MOVL C00002 V=1300.0 TIMER T=0.20 PULSE OT#(27) T=1.00 PULSE OT#(60) T=0.50 PULSE OT#(61) T=0.50 MOVL C00003 V=1600.0 PULSE OT#(62) T=0.50 WAIT IN#(22)=ON WAIT IN#(21)=ON 1RB Page 5
安川机器人操作手册简易
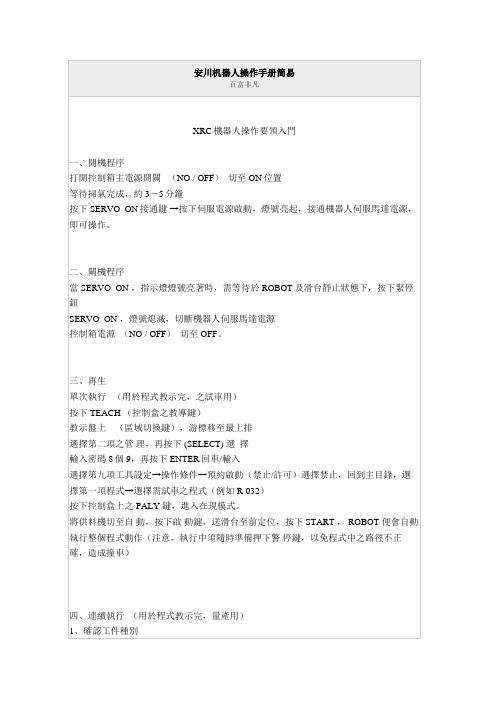
安川机器人操作手册简易百富非凡XRC機器人操作要領入門一、開機程序打開控制箱主電源開關(NO / OFF)切至 ON位置等待掃氣完成,約3-5分鐘按下SERVO ON接通鍵→按下伺服電源啟動,燈號亮起,接通機器人伺服馬達電源,即可操作。
二、關機程序當SERVO ON ,指示燈燈號亮著時,需等待於ROBOT及滑台靜止狀態下,按下緊停鈕SERVO ON ,燈號熄滅,切斷機器人伺服馬達電源控制箱電源(NO / OFF)切至 OFF。
三、再生單次執行(用於程式教示完,之試車用)按下 TEACH (控制盒之教導鍵)教示盤上(區域切換鍵),游標移至最上排選擇第二項之管理,再按下 (SELECT) 選擇輸入密碼8個9,再按下 ENTER回車/輸入選擇第九項工具設定→操作條件→預約啟動(禁止/許可)選擇禁止,回到主目錄,選擇第一項程式→選擇需試車之程式(例如R-032)按下控制盒上之 PALY 鍵,進入在現模式。
將供料機切至自動,按下啟動鍵,送滑台至前定位,按下START , ROBOT 便會自動執行整個程式動作(注意,執行中須隨時準備押下警停鍵,以免程式中之路徑不正確,造成撞車)四、連續執行(用於程式教示完,量產用)1、確認工件種別按下TEACH →按下教示盤上之游標移至最上排選擇第二項之管理,再按下 (SELECT) 選擇輸入8個9,再按下 ENTER回車/輸入選擇第九大項工具設置→操作條件→預約啟動(禁止/許可)選擇(禁止),選擇再回到主目錄第一項,選擇啟動→程序名→選擇程式名稱。
2、執行再生到主目錄第一項,選擇啟動→程序名→選擇程式名稱按下控制盒上之 PLAY鍵將供料機切換至自動模式下按下供料機啟動鍵,供料機旋轉至定位,機器人便會自動執行整個程式動作。
五、教示之程式試運轉(程式教示完之手動再生)按下控制盒上之 TEACH選擇第一大項主菜單,選擇程式選擇要試運轉之程式,(例如:R-032)將供料機切換至自動模式,以自動啟動鍵,送供料機轉至前定位,同時按下教示盤上之 INTER LOCK 及 TEST START ,ROBOT 便會開始執行程式,放開即停止,(完全執行整個程式內容)六、程式撰寫按下控制盒上之SERVO ON ,燈號亮起按下控制盒上之 TEACH教示選擇主菜單上之程式,選擇新建程序輸入程式名稱,(例如:R-032)按下 ENTER,移動游標至最下行,選擇執行0000 NOP0001 MOVJ VJ=100 需有第一點製作,按下ENTER,(程式原點)0002 MOVL V=800 路徑之第二點0003 MOVL V=800 路徑第三點0004 MOVL V=800 路徑第四點0005 MOVL V=800 路徑第五點:↓0010 MOVL V=800 路徑第十點0011 MOVJ VJ=100 回到程式原點12 END註:程式選寫前,先決定執行者教示時ROBOT之運動模式押下教示盤COORD座標系選擇關節直角工具使用者↓↓↓↓各軸滑台工件角度自設↓程式選寫時之路徑決定修改路徑0000 NOP0001 MOVJ VJ=1000002 MOVL V=800 將游標移至行號0003 MOVL V=800 移動ROBOT至欲修改之位置押下MODIFY(變更鍵)押下ENTER (輸入鍵)修改速度0000 NOP0001 MOVJ VJ=1000002 MOVL V=800 將游標移至命令上0003 MOVL V=800 押下選擇MOVL V=800將游標移至速度上押下選擇鍵 V=輸入欲修之速度 V=1000押下ENTER確認 MOVL V=1000確認後再押下ENTER0000 NOP0001 MOVJ VJ=1000002 MOVL V=10000003 MOVL V=800插入路徑0000 NOP0001 MOVJ VJ=1000002 MOVL V=800(P1) 將ROBOT移至欲增加的點上0003 MOVL V=800 教示新的位置押下 INSERT (插入鍵)再押下 ENTER(輸入鍵)0000 NOP0001 MOVJ VJ=1000002 MOVL V=800(P1)新插入之路徑會增加在0003 MOVL V=800 (P2) 游標選擇之行號之下0004 MOVL V=800刪除路徑0000 NOP0001 MOVJ VJ=1000002 MOVL V=800(P1)將游標移至欲刪除之行號上0003 MOVL V=800(P2)押下 DELETE(刪除鍵)0004 MOVL V=800 再押 ENTER (輸入/回車鍵)0000 NOP0001 MOVJ VJ=1000002 MOVL V=800(P2)0003 MOVL V=800CALL副程式0000 NOP0001 MOVJ VJ=1000002 MOVL V=800 將游標選擇行號,按下 INFORM LIST 0003 MOVL V=800 (指令一覽表)按選擇鍵: CALL:JOB(程式)選擇JOB↓0010 MOVL V=800 選擇須要之副程式【例:(AT-ON)】0011 MOVJ VJ=100 押下選擇 CALL:(AT-ON)0012 END 押下 INSERT(插入鍵)押下 ENTER▼0000 NOP0001 MOVJ VJ=1000002 MOVL V=800 (副程式會自動加在指定行號之下)0003 CALL :(AT-ON)0003 MOVL V=800:↓0010 MOVL V=8000011 MOVJ VJ=1000012 END 行號自動加一範例:(供料機)0000 NOP 需先選擇(機器人移動座標系)方式及程式路徑(運動速度與方式)。
安川机器人追踪程序案例

安川机器人追踪程序案例
(原创版)
目录
一、安川机器人概述
二、安川机器人的追踪程序案例
三、案例解析
四、总结
正文
一、安川机器人概述
安川机器人是一种广泛应用于工业领域的自动化机器人。
其优秀的性能和稳定的运行能力使其在工业制造过程中备受欢迎。
安川机器人的编程相对来说比较复杂,需要对机器人的结构和运动学有一定的了解。
二、安川机器人的追踪程序案例
在安川机器人的应用中,有一种常见的编程方式是使用追踪程序。
追踪程序可以实现机器人对运动目标的自动跟踪。
下面是一个简单的安川机器人追踪程序案例:
1.首先,需要对机器人进行定位,使机器人的末端工具与运动目标保持一定的距离。
2.然后,通过设置运动目标的坐标,使机器人的末端工具跟随运动目标移动。
3.在运动过程中,需要不断地对机器人的位置进行更新,以确保机器人始终能够准确地跟踪运动目标。
三、案例解析
在上述案例中,机器人的追踪程序是通过对运动目标的坐标进行设置
来实现的。
具体来说,首先需要确定运动目标的位置,然后将该位置设置为机器人的目标位置。
机器人会根据目标位置进行运动,直到达到目标位置。
在实际应用中,运动目标可能是一个动态的物体,因此需要不断地对目标位置进行更新。
这可以通过对运动目标进行实时跟踪来实现。
四、总结
安川机器人的追踪程序是一种实现机器人自动跟踪运动目标的有效方式。
通过设置运动目标的坐标,可以使机器人的末端工具跟随运动目标移动。
安川焊接机器人编程
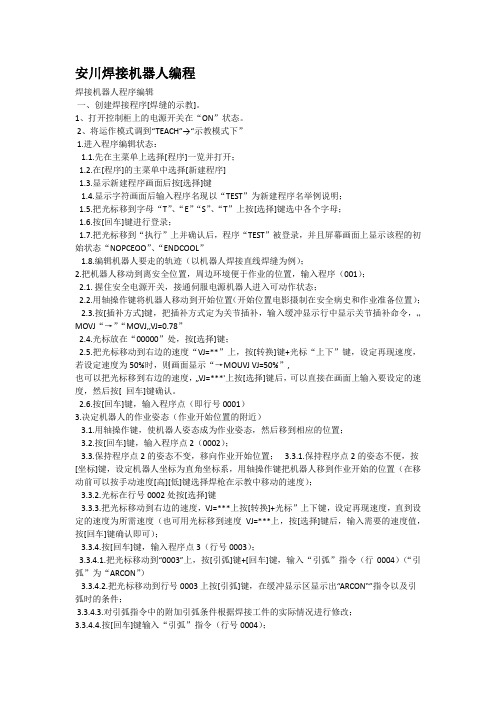
安川焊接机器人编程焊接机器人程序编辑一、创建焊接程序[焊缝的示教]。
1、打开控制柜上的电源开关在“ON”状态。
2、将运作模式调到“TEACH”→“示教模式下”1.进入程序编辑状态:1.1.先在主菜单上选择[程序]一览并打开;1.2.在[程序]的主菜单中选择[新建程序]1.3.显示新建程序画面后按[选择]键1.4.显示字符画面后输入程序名现以“TEST”为新建程序名举例说明;1.5.把光标移到字母“T”、“E”“S”、“T”上按[选择]键选中各个字母;1.6.按[回车]键进行登录;1.7.把光标移到“执行”上并确认后,程序“TEST”被登录,并且屏幕画面上显示该程的初始状态“NOPCEOO”、“ENDCOOL”1.8.编辑机器人要走的轨迹(以机器人焊接直线焊缝为例);2.把机器人移动到离安全位置,周边环境便于作业的位置,输入程序(001);2.1. 握住安全电源开关,接通伺服电源机器人进入可动作状态;2.2.用轴操作键将机器人移动到开始位置(开始位置电影摄制在安全病史和作业准备位置);2.3.按[插补方式]键,把插补方式定为关节插补,输入缓冲显示行中显示关节插补命令,…MOVJ“→”“MOVJ,,VJ=0.78”2.4.光标放在“00000”处,按[选择]键;2.5.把光标移动到右边的速度“VJ=**”上,按[转换]键+光标“上下”键,设定再现速度,若设定速度为50%时,则画面显示“→MOUVJ VJ=50%”,也可以把光标移到右边的速度,…VJ=***'上按[选择]键后,可以直接在画面上输入要设定的速度,然后按[ 回车]键确认。
2.6.按[回车]键,输入程序点(即行号0001)3.决定机器人的作业姿态(作业开始位置的附近)3.1.用轴操作键,使机器人姿态成为作业姿态,然后移到相应的位置;3.2.按[回车]键,输入程序点2(0002);3.3.保持程序点2的姿态不变,移向作业开始位置; 3.3.1.保持程序点2的姿态不便,按[坐标]键,设定机器人坐标为直角坐标系,用轴操作键把机器人移到作业开始的位置(在移动前可以按手动速度[高][低]键选择焊枪在示教中移动的速度);3.3.2.光标在行号0002处按[选择]键3.3.3.把光标移动到右边的速度,VJ=***上按[转换]+光标”上下键,设定再现速度,直到设定的速度为所需速度(也可用光标移到速度VJ=***上,按[选择]键后,输入需要的速度值,按[回车]键确认即可);3.3.4.按[回车]键,输入程序点3(行号0003);3.3.4.1.把光标移动到“0003”上,按[引弧]键+[回车]键,输入“引弧”指令(行0004)(“引弧”为“ARCON”)3.3.4.2.把光标移动到行号0003上按[引弧]键,在缓冲显示区显示出“ARCON‟”指令以及引弧时的条件;3.3.4.3.对引弧指令中的附加引弧条件根据焊接工件的实际情况进行修改;3.3.4.4.按[回车]键输入“引弧”指令(行号0004);3.3.4.5.指定作业点位置(作业结束位置)3.3.4.6.用轴操作键把机器人移到焊接作业结束位置从作业开始位置到结束位置不必精确沿焊缝运动,为防止不碰撞工件移动轨迹可远离工件;3.3.4.7.按[插补方式]键,插补方式设定为直线插补(MOVL)亦可把光标放在“MOVJ”上,按[选择]键,然后按[转换]+光标上下键可以调整选择插补方式,然后按[回车]键;3.3.4.8.光标在行号0004上按[选择]键;3.3.4.9.把光标移到右边速度“V=***”上,按[转换]+光标上下键设定速度;3.3.4.10.按[回车]键,输入程序点4(行号0005);3.4.按[收弧]键输入(收弧命令为“ARCOF”)3.4.1.把光标移到行号0005上,按[收弧]键,再缓冲显示区显示出…ARCOF‟”指令以收弧时的条件3.4.2.对收弧指令的附加项收弧条件根据焊接工件的实际情况进行修改;3.4.3.按[回车]键输入收弧指令(行0006);3.5.把机器人移到不碰撞工件和夹具的位置;3.5.1.按手动速度[高]键,设定为高速(手动速度[高]键只是显示示教时的速度,再现中以定义的速度运行);3.5.2.用轴操作键把机器人移到不碰撞夹具的位置;3.5.3.按[插补方式]键,设定插补方式为关节插补(MOVJ);3.5.4.光标在行号0006上,按[选择]键→MOVJ VJ=15;3.5.5.把光标移到右边的速度VJ=15上,按[转换]+上下键,设定速度(也可按[选择]键后,直接输入要设定的速度,再按[回车]键登录速度;3.5.6.按[回车]键,输入程序点(行0007)3.6.把机器人移到开始位置上;3.6.1把光标返回到0001上,按[前进]键把机器人移动到程序点1上;3.6.2.再把光标移到行号0007上,按[回车]键,输入程序点8(行0008)二、确认所设定的程序中的轨迹操作;1、把光标移到程序点0001上;2、按手动速度[高][低]键设定速度键;3、按[前进]键,通过机器人动作确认各程序点,每按一次[前进]键机器人移动到一个程序点;4、亦可把光标移到程序点行0001上,按[连锁]+[试运行]键,机器人连续再现所有程序点,一个循环后停止运作;三、在焊接中,往往有时设定好的程序有许多与实际生产不适合,所以需要进行修该程序(包括又插入程序点、删除程序点、修改程序点的位置数据等);1、插入程序点;1.1.把程序内容打开(以在程序点3、4、之间插入为列);1.2.按[前进]键,把机器人移动到程序点3上;1.3.用轴操作键把机器人移到想插入位置;1.4.按[插入]键;1.5.按[回车]键完成程序点插入,所插入程序点行号为(0004),2、删除程序点(以3、4位列);2.1.按[前进]键,把机器人移到要删除的程序点3上;2.2.按[删除]键;2.3.按[回车]键,程序点3被删除;3、修改程序点的位置数据(以程序点3位列);3.1.把光标移到程序点3上;3.2.按[前进]键,使机器人回到程序点3上;3.3.用轴操作键把机器人移到修改后的位置;3.4.按[修改]键;3.5.按[回车]键,程序点的位置数据被修改;4、设定焊接条件:(ARCON ARCOF ARCOF);4.1.先打开程序内容;4.2.把光标移到要进行焊接作业的程序点的前一个行号上;4.3.按[引弧]键或[命令一览]键中选择程序[作业]中选择ARCON命令,缓冲显示区有ARCON 指令及附加条件;4.4.按[回车]键…引弧“命令自动在程序中生成;4.5.设定引弧条件的方式有三种(一、把各种条件作为附加项进行设定的方法,二、使用引弧文件的方法ASF#(X),三、不带附加项)5.用附加项设定焊接条件的方法;5.1.在命令区选择ARCON指令,(缓冲区显示ARCON指令);5.2.按[选择]键(显示详细编辑画面,选择“未使用”;5.3.选择“未使用”(显示选择对话框);5.4.选择“AC=**(在ARCON命令的附加项中已设定引弧条件时,显示详细编辑画面);5.5.输入焊接条件(设定每个焊接条件);5.6.按[回车]键(设定的内容显示在输入缓冲区中);5.7.按[回车]键设定的内容登录到程序中;5.8.不想登录设定的程序时,按[清除]键,回到程序内容画面;6.使用引弧条件文件;6.1.在命令区选择ARCON命令,(输入缓冲行显示ARCON命令);6.2.按[选择]键,(显示详细编辑画面);6.3.选择“未使用…(显示选择对话框);6.4.选择ASF#() (显示详细编辑画面);6.5.设定文件号(指定文件号1~64把光标移到文件号上,按[选择]键→用数值输入文件号按[回车]键;6.6.按[回车]键,(设定的内容显示在输入行中);6.7.按[回车]键,(设定的内容登录到程序中);6.8.不想登录设定的文件内容时,按[清除]键,回到程序内容画面;7.没有附加项的方法;7.1.选择命令区ARCON命令(输入缓冲行显示ARCON的命令);7.2.按[选择]键(显示详细编辑画面);7.3.选择ASF#() (显示选择对话框);7.4.选择…未使用“;7.5.选择[回车]键,设定的内容在输入缓冲行中;7.6.按[回车]键,设定的内容登录到程序中;7.7.不想登录设定的内容时,按[清除]键,回到程序内容画面;四、分别设定焊接条件(电流、电压命令);1.登录AECSET命令;1.1.把光标移到地址区;1.2.按[命令一览]键(显示命令一览对话框);1.3.选择“作业”;1.4.选择ARCSET命令(输入缓冲显示ARCSET命令);1.5.按[选择]键(显示详细编辑画面);1.6.设定焊接条件(把光标移动到设定的项目上,按[选择]键,用数值键输入焊接条件,再按[回车]键,追加附加项时,在选择对话框中选择“未使用”删除附加项时也同样把光标移到想删除的附加项上,按[选择]键选择“未使用”;1.7.按[回车]键(所设定的内容显示在缓冲区行);1.8.按[回车]键(设定的内容被输入到程序中,当不想登录设定的内容时,按[清除]键,回到程序内容画面);2.设定熄弧条件(填弧坑处理);1.按[熄弧]键,输入熄弧命令(利用[命令一览]键进行AECOF命令登录时,选择命令中的“作业”;2.登录ARCOF方法;2.1.按[熄弧]键2.2.按[回车]键;2.3.设定熄弧条件(ARCOF有三种方法;一、把各种条件作为附加项进行设定;二、使用熄弧条件方法;三、不带附加项);3.各条件设定为附加项的方法;3.1.选择命令区的ARCOF命令(输入缓冲区显示ARCOF命令);3.2.按[选择]键(显示详细编辑画面);3.3.选择“未使用”(显示选择对话框);3.4.选择“AC=”;3.5.输入焊接收弧条件(设定各个焊接条件);3.6.按[回车]键(输入缓冲区行显示设定的条件);3.7.按[回车]键(设定的内容被登录到程序中);3.8.不想登录设定的内容时,按[清除]键,回到程序内容画面;4.使用熄弧条件方法;4.1.选择命令区的ARCOF命令(输入缓冲行显示ARCOF命令);4.2.按[选择]键(显示详细的编辑画面);4.3.选择“未使用”(显示选择对话框);4.4.选择“AEF#();4.5.设定文件号(1~12把光标移到文件号上,按[选择]键确定用数值键输入文件号,按[回车]键;4.6.按[回车]键(设定的内容显示在输入缓冲行中);4.7.按[回车]键(设定的内容被输入到程序中);4.8.不想登录设定的内容时,按[清除]键,回到程序内容画面);五、不带附加项的内容;1.选择命令区的ARCOF命令(输入缓冲行显示ARCOF命令);2.按[选择]键(显示详细编辑画面);3.选择AEF#()或AC=*** (显示选择对话框);4.选择…未使用‟;5.按[回车]键(输入缓冲行显示设定的内容);6.按[回车]键(设定的内容被输入到程序中);7.不想登录设定的内容时,按[清除]键,回到程序内容画面;8.确认动作(检查运行);把所设定的程序轨迹进行一次模拟实验,在再现模式中,调出…检查运行‟一行进行轨迹确认;9.在程序的再现画面按[区域]键;10.选择[实用]工具栏;11.选择设定的特殊运行户(显示特殊运行画面);12.选择…检车运行‟(每次按[选择]键有效、无效、交替交换;13.选择…有效‟字样;14.打开[伺服电源]键;15.把光标移到程序点1上按下[START]键,机器人自行检查;16.焊接条件的微调;六、焊接条件的微调;1、进行焊接利用已经调整好的程序;2、从焊缝外观进行焊接条件的微调(根据焊缝成型情况对焊接电流、电压等进行调整);七、生产;1、把运作模式设定在…再现‟模式;2、选择主菜单的[程序]一行中子菜单[选择程序]并打开;3、把光标移到要选择用于焊接的程序中;4、进行程序轨迹检查运行;5、当检查完后,把光标移到…0001‟上,运作模式设定为…再现模式‟按下…START‟进行焊接。
安川机器人编程实例
安川机器人编程实例引言:随着科技的不断发展,机器人技术在工业生产中的应用越来越广泛。
安川机器人是目前市场上较为知名的工业机器人品牌之一,其在生产线上的灵活应用,为企业提高了生产效率和产品质量。
本文将以安川机器人编程实例为主题,介绍一些安川机器人的编程案例,以展示其在工业生产中的优势和应用。
一、安川机器人编程实例之物料搬运在工业生产中,物料搬运是一个重要的环节。
传统的物料搬运方式通常需要人工操作,效率低下且存在安全隐患。
而利用安川机器人进行物料搬运,不仅能提高效率,还能减少人力成本和安全风险。
以汽车生产线为例,通过安川机器人编程,可以实现对汽车零部件的搬运。
在编程过程中,首先需要对工作区域进行设置,确定机器人的工作范围和路径规划。
然后,通过编写适当的代码,指导机器人准确地抓取零部件,并将其移动到指定位置。
整个搬运过程可以实现自动化操作,提高生产效率和准确性。
二、安川机器人编程实例之焊接焊接是许多行业中常见的工艺,传统的焊接操作需要经验丰富的焊工进行操作,费时费力且存在质量不稳定的问题。
而利用安川机器人进行焊接,可以实现高精度、高效率和一致性的焊接过程。
在安川机器人编程中,焊接任务首先需要进行工艺规划和路径规划。
然后,通过编写相应的代码,指导机器人完成焊接动作。
在焊接过程中,机器人可以根据预设的参数和程序,准确地控制焊接电弧的强度和位置,保证焊接质量。
此外,安川机器人还可以通过激光传感器等装置,实时检测焊缝的质量,避免焊接缺陷的出现。
三、安川机器人编程实例之装配在产品装配过程中,安川机器人编程可以实现零部件的自动装配,提高装配效率和产品质量。
以家电行业为例,通过安川机器人编程,可以实现家电产品的自动组装,减少人工操作和装配错误。
在安川机器人编程中,装配任务需要进行工艺规划和路径规划。
通过编写适当的代码,指导机器人按照预设的程序,将零部件进行精准的组装。
在装配过程中,机器人可以根据传感器的反馈信息,判断零部件的位置和状态,并进行相应的调整和修正。
motoman安川机器人示教器编程详解.docx
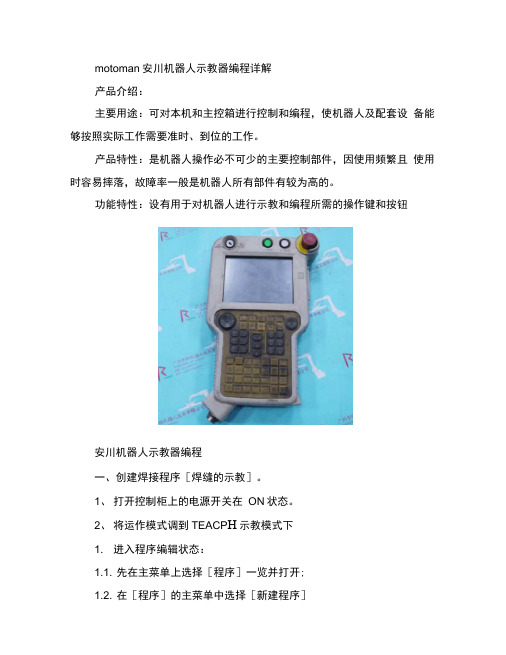
motoman安川机器人示教器编程详解产品介绍:主要用途:可对本机和主控箱进行控制和编程,使机器人及配套设备能够按照实际工作需要准时、到位的工作。
产品特性:是机器人操作必不可少的主要控制部件,因使用频繁且使用时容易摔落,故障率一般是机器人所有部件有较为高的。
功能特性:设有用于对机器人进行示教和编程所需的操作键和按钮安川机器人示教器编程一、创建焊接程序[焊缝的示教]。
1、打开控制柜上的电源开关在ON状态。
2、将运作模式调到TEACP H示教模式下1. 进入程序编辑状态:1.1. 先在主菜单上选择[程序]一览并打开;1.2. 在[程序]的主菜单中选择[新建程序]1.3. 显示新建程序画面后按[选择]键14显示字符画面后输入程序名现以TEST为新建程序名举例说明;1.5. 把光标移到字母T” E” S” T”上按[选择]键选中各个字母;1.6. 按[回车]键进行登录;1.7. 把光标移到执行”上并确认后,程序TEST被登录,并且屏幕画面上显示该程序的初始状态NOPCEO”、O ENDCOO”L1.8. 编辑机器人要走的轨迹(以机器人焊接直线焊缝为例);2. 把机器人移动到离安全位置,周边环境便于作业的位置,输入程序(001);2.1. 握住安全电源开关,接通伺服电源机器人进入可动作状态;2.2. 用轴操作键将机器人移动到开始位置(开始位置电影摄制在安全病史和作业准备位置);2.3. 按[插补方式]键,把插补方式定为关节插补,输入缓冲显示行中显示关节插补命令,?MOVJ^” MOVJ,,VJ=0.78”2.4. 光标放在00000”处,按[选择]键;2.5. 把光标移动到右边的速度VJ=** ”上,按[转换]键+光标上下” 键,设定再现速度,若设定速度为50%寸,则画面显示■ MOUWJ=50%, 也可以把光标移到右边的速度,?VJ=***' 上按[选择]键后,可以直接在画面上输入要设定的速度,然后按[回车]键确认。
安川MOTOMAN工业机器人编程与操作(1)

安川MOTOMAN工业机器人编程与操作(1)控制箱发展80年代90年代系列XG ZX ERC MRC XRC (98~99年)字长8位16位16位32位32位CPU 8085 8086 80286 80386 80486 (27个外轴、三个本体) 外部轴:本体俯焊好,不能仰焊,要增加手臂自由度,成本太高,带外部轴可增加功能。
XRC控制柜慨述主电源开关和门锁位于XRC控制柜的面板上,示教盒挂在控制柜的右上方,再现面板位于控制柜的柜门上,如图所示。
再现面板上的按钮都用方括号及方括号中的文字表示。
比如[TEACH]表示再现面板上的示教按钮。
示教盒键的表示•命名键在本教材中,命名键用方括号及方括号中的文字表示。
比如[TEACH LOCK]表示示教盒上的示教锁定键。
数字键除了数字功能外,还有其他功能,具有双重功能键。
比如可以表示成[1]或[TIMER] •符号键符号键不用方括号来表示,而用一个小图标来表示。
•坐标轴键与数字键当同时表示所有键时,坐标轴键和数字键用“Axis Operation Keys”和“Number Keys”表示。
•组合键组合键用“+”号连接表示,比如[SHIFT]+[COORD]。
屏幕说明本教材中,示教盒显示区中的菜单条目,用{×××}来表示。
比如{JOB}表示JOB菜单。
这些菜单的下拉菜单用同样的方式表示。
在本教材中,用4种屏幕视图来图解说明示教盒显示区。
操作顺序按下列操作顺序来使用机器人:1)开启XRC控制柜;2)示教机械人一种作业;3)机械人自动完成作业(称为“再现”);4)当完成作业后,关闭电源。
来源:工业机器人与智能制造。
安川机器人 程序示例
安川程序示例安川程序示例1. 引言本文档旨在提供安川程序示例,以匡助用户更好地理解和应用安川技术。
文档包含了安川程序的各个方面,涉及安装、配置、编程等内容。
2. 程序安装与配置2.1 硬件配置2.1.1 确定工作区域2.1.2 安装控制器2.1.3 连接电源和外部设备2.2 程序安装2.2.1 安川编程软件2.2.2 安装编程软件2.2.3 配置控制器与编程软件的通信3. 编程基础3.1 安川编程语言概述3.2 基本语法和结构3.3 变量和数据类型3.4 控制流和循环结构3.5 函数和子程序3.6 I/O操作4. 常用程序示例4.1 点位运动控制程序示例4.2 直线运动控制程序示例4.3 路径运动控制程序示例4.4 传感器交互程序示例4.5 数据处理程序示例5. 程序调试与优化5.1 程序调试技巧5.2 程序性能优化方法5.3 异常处理与错误排查6. 安全注意事项6.1 操作安全6.2 程序运行安全7. 附件本文档所涉及的附件如下:附件1:安川编程软件安装包附件2:示例程序代码8. 法律名词及注释本文档所涉及的法律名词及其注释如下:1. 控制器:指安装在上,用于控制运动的设备。
2. 编程软件:用于编写和调试程序的软件工具。
3. 点位运动:按照预设的坐标点进行运动。
4. 直线运动:沿直线轨迹进行运动。
5. 路径运动:按照指定的路径进行运动。
6. I/O操作:输入/输出操作,包括与外部设备的数据交换。
7. 异常处理:对程序中的异常情况进行处理和排查。
安川机器人程序示例
安川机器人程序示例集团企业公司编码:(LL3698-KKI1269-TM2483-LUI12689-ITT289-1N O P程序起始命令(空指令)2*cycle注释:循环运行3MOVJ?C00000?VJ=100.00point?①:距对中台大概150mm的位置4PULSE?OT#(68)?T=0.50RB时间测量point11?(取出待机位置)5*Loop1abel:Loop16JUMP?*cyclstop?IF?IN#(16)=ONJUMP命令:循环停止指令?IN16为ON则跳至No.50?label「CYCLESTOP」7JUMP?*Whip_out?IF?IN#(18)=ONJUMP命令:可取出压机?板件?IN18为ON则跳至No.8?label「Whipout」8*Whip_outlabel:Whip_out?(去取对中台上的板件的工序)9PULSE?OT#(31)?T=1.00脉冲信号(输出指定时间:开始取出?OUT3110PULSE?OT#(16)?T=1.00脉冲信号(输出指定时间):吸取指令?OUT16?ON11MOVJ?C00001?VJ=100.00point?②:DF对中台吸取位置上(大概50mm 上)12PULSE?OT#(57)?T=0.50RB时间测量point2?(吸取位置上)13MOVL?C00002?V=1500.0?PL=1point?③:DF对中台上板件吸取位置14PULSE?OT#(58)?T=0.50RB时间测量point3?(吸取位置)15TIMER?T=0.05定位精度提升的时间16WAIT?IN#(24)=ON待输入:吸取确认?ON17PULSE?OT#(59)?T=0.50RB时间测量?(吸取完毕)18方MOVJ?C00003?VJ=100.00point???④:DF对中台吸取位置上(Z方向上升至与point①同样位置,X方向稍微移至负方19PULSE?OT#(60)?T=0.50RB时间测量point4(吸取位置上)20TIMER?T=0.10?定位精度提升的时间?21PULSE?OT#(27)?T=1.00脉冲信号:取出完毕?OUT2722MOVJ?C00004?VJ=90.00point?⑤:No.1压机投入待机位置?23PULSE?OT#(61)?T=0.50RB时间测量point5?(取出待机位置)24PULSE?OT#(62)?T=0.50RB时间测量point6?(投入待机位置)25WAIT?IN#(22)=ON待输入:板件投入侧压机无异常26WAIT?IN#(21)=ON待输入:压机投料允许27PULSE?OT#(32)?T=0.50脉冲信号:投入开始?OUT3228PULSE?OT#(33)?T=1.00脉冲信号:往投入压机发出模具返回指令?OUT3329MOVJ?C00005?VJ=80.00point?⑥:投入轨迹时的RB手柄防振用的减速30MOVL?C00006?V=1500.0?PL=4point?⑦:板件释放位置上?31PULSE?OT#(63)?T=0.50RB时间测量point7?(释放位置上)32MOVL?C00007?V=1500.0?PL=3point?⑧:板件释放位置33PULSE?OT#(64)?T=0.50RB时间测量point8?(释放位置)34TIMER?T=0.10定位精度提升的时间35?PULSE?OT#(17)?T=1.00OUT17脉冲信号:释放指令36WAIT?IN#(24)=OFF待输入:时间测量point?OFF37PULSE?OT#(65)?T=0.50RB时间测量?(释放完了)38MOVJ?C00008?VJ=100.00point?⑨:板件释放位置上?39PULSE?OT#(66)?T=0.50RB时间测量point9?(释放位置上)40MOVJ?C00009?VJ=80.00point?⑩:返回轨迹时的RB手柄防振减速?41MOVJ?C00010?VJ=60.00point??:point⑤?返回No.1压机投入待机位置42PULSE?OT#(67)?T=0.50RB时间测量point10?(投入完了位置)43OUT28PULSE?OT#(28)?T=1.00脉冲信号:投入完了?44*Loop2label:Loop245JUMP?*cyclstop?IF?IN#(16)=ONJUMP命令:循环停止指令?IN16为ON则跳至No.50?label 「cyclstop」46JUMP?*cycle?IF?IN#(39)=ONJUMP命令:自动循环中?IN39为ON则跳至No.1?label;?「cycle」47JUMP?JOB:HOME_POS?IF?IN#(23)=ONJUMP命令:作业原点移动指令?IN23为ON则跳至JOB「HOME_POS」48JUMP?*Loop2JUMP命令:返回No.44label「Loop2」49MOVJ?C00011?VJ=100.00与①同样的point(?认为没必要的step????)50*cyclstoplabel:cyclstop51ENDEND命令:宣告JOB完毕。
安川机器人 程序示例
安川程序示例
一、简介
本文档介绍了安川的程序示例,包括示例的使用步骤、功能描述以及相关注意事项。
二、示例安装
1、示例程序文件并保存到本地计算机中。
2、将示例程序文件导入到安川的控制软件中。
三、示例使用步骤
1、打开安川的控制软件,并登录到系统。
2、选择示例程序,并“运行”按钮。
3、根据示例的要求,设置的初始位置和参数。
4、“开始”按钮,将按照示例程序的要求执行相应的动作。
四、示例功能描述
1、功能一、示例功能一的描述。
- 步骤 1:示例功能一的步骤 1:
- 步骤 2:示例功能一的步骤 2:
- 步骤 3:示例功能一的步骤 3:
2、功能二、示例功能二的描述。
- 步骤 1:示例功能二的步骤 1:
- 步骤 2:示例功能二的步骤 2:
- 步骤 3:示例功能二的步骤 3:
五、注意事项
1、在运行示例程序之前,请仔细阅读相关的操作手册。
2、在设置的初始位置和参数时,确保与实际情况相符。
3、遵循操作的安全规定,确保周围环境的安全。
[附件]
本文档附带以下附件:
1、安川示例程序文件
[法律名词及注释]
1、:机电一体化设备,能够自动执行任务。
2、控制软件:用于控制运行的计算机软件。
3、初始位置:开始运行时的位置。
4、参数:影响运行的相关设置。
安川MOTOMAN工业机器人编程与操作(3)

安川MOTOMAN工业机器人编程与操作(3)机械手的运动通常用两种坐标来操作机械人:关节坐标和直角坐标。
按示教盒上的坐标轴操作键,操作机械手的每一根轴。
•关节坐标•直角坐标•运动指令和步骤•机械手使用作业指令来实现运动和执行再现,这些指令叫做运动指令。
目的位置,插补方法,运行速度等等信息都记录在运动指令中。
叫做运动指令的原因是,主体指令都是以“MOV”开始。
“MOV”是一种用于XRC 系统中的“INFORM Ⅱ”语言。
比如:MOVJ VJ=50.00MOVL V=1122 PL=1从一条运动指令到下一条运动指令为一步。
步骤1为001,步骤2为002,步骤3为003,等等。
步骤1的位置即为记录有步骤号001(S: 001)的运动指令处的位置。
例如:参照下面的作业的内容,当执行再现时,机械手由步骤1向步骤2运动,运动速度记录在步骤2的运动指令中。
在机械手到了步骤2之后,机械手执行TIMER指令,再执行DOUT指令,然后继续执行步骤3。
示教•示教前的准备工作示教前应做下面准备工作:按下再现面板上的[REMOTE]按钮,使灯灭按下[TEACH] 按钮(在面板上),设置示教模式按下[TEACH LOCK]键(在示教盒上),锁住示教模式(示教锁,确保安全)输入作业名称(1)确保再现面板上的[REMOTE]按钮没有点亮了,如点亮了,按下[REMOTE]按钮关掉,这样再现面板就可以操作了。
灯亮——遥控操作灯灭——本地面板操作(2)在再现面板上,按下[TEACH]按钮进入示教模式。
(3)按下[TEACH LOCK]键。
如果按下[TEACH LOCK]键,该按钮将点亮。
这样一来,通过再现面板或外部输入设备,就不能改变操作模式和操作过程。
另外,如果[TEACH LOCK]键没有点亮,使用紧急制动开关,不能开启伺服电源。
(4)在顶部菜单中选择{JOB},并在子菜单中选择{CREATE NEW JOB}。
这时将显示输入行。
安川机器人指令案例汇总

11月1 日记学习进度:了解运用安川指令关于运算指令的说明 一般都是数据2 的计算结果存入数据1中 移动命令1.运用CWAIT 写案例 含义MOVL V=100 NWAITDOUT OT#(1) ONCWAITDOU OT#(1) OFFMOVL V=100作用:移动的过程中 ,输出信号通断, 与NWAIT配对使用 从这个一步开始至下一步时,打开1号通用输出信号等待执行下一行命令,关闭1号通用输出信号到达这一步时同时关闭1号通用输出信号‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐ 2.MOVJ命令运用案例:MOVJ VJ=50.00 PL=2 NWAIT UNTIL IN(1)=ON含义:在这个点以关节坐标,按50.00%的再现速度,定位精度为2,同时执行下一条非移动指令,判断输入信号1为on后,执行下一条指令。
‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐ 3.MOVL命令运用案例:MOVL V=138 PL=0 NWAIT UNTIL IN(2)=ON含义:在这个点以直线插补方式向示教位置移动,速度为138MM/S 定位精度为0,同时执行下一条非移动指令,判断输入信号2为on后,执行下一条指令。
‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐ 4.MOVC 命令运用案例:MOVC V=138 PL=0 NWAIT含义:用圆弧插补形式向示教位置移动,速度为138mm/S ,定位精度为0 并且执行下一条非移动命令。
安川焊接机器人编程[1]
![安川焊接机器人编程[1]](https://img.taocdn.com/s3/m/ece56d9951e79b8968022691.png)
安川焊接机器人编程焊接机器人程序编辑一、创建焊接程序[焊缝的示教]。
1、打开控制柜上的电源开关在“ON”状态。
2、将运作模式调到“TEACH”→“示教模式下”1.进入程序编辑状态:1.1.先在主菜单上选择[程序]一览并打开;1.2.在[程序]的主菜单中选择[新建程序]1.3.显示新建程序画面后按[选择]键1.4.显示字符画面后输入程序名现以“TEST”为新建程序名举例说明;1.5.把光标移到字母“T”、“E”“S”、“T”上按[选择]键选中各个字母;1.6.按[回车]键进行登录;1.7.把光标移到“执行”上并确认后,程序“TEST”被登录,并且屏幕画面上显示该程序的初始状态“NOPCEOO”、“ENDCOOL”1.8.编辑机器人要走的轨迹(以机器人焊接直线焊缝为例);2.把机器人移动到离安全位置,周边环境便于作业的位置,输入程序(001);2.1. 握住安全电源开关,接通伺服电源机器人进入可动作状态;2.2.用轴操作键将机器人移动到开始位置(开始位置电影摄制在安全病史和作业准备位置);2.3.按[插补方式]键,把插补方式定为关节插补,输入缓冲显示行中显示关节插补命令,‘M OVJ“→”“MOVJ,,VJ=0.78”2.4.光标放在“00000”处,按[选择]键;2.5.把光标移动到右边的速度“VJ=**”上,按[转换]键+光标“上下”键,设定再现速度,若设定速度为50%时,则画面显示“→MOUVJ VJ=50%”,也可以把光标移到右边的速度,‘VJ=***'上按[选择]键后,可以直接在画面上输入要设定的速度,然后按[回车]键确认。
2.6.按[回车]键,输入程序点(即行号0001)3.决定机器人的作业姿态(作业开始位置的附近)3.1.用轴操作键,使机器人姿态成为作业姿态,然后移到相应的位置;3.2.按[回车]键,输入程序点2(0002);3.3.保持程序点2的姿态不变,移向作业开始位置;3.3.1.保持程序点2的姿态不便,按[坐标]键,设定机器人坐标为直角坐标系,用轴操作键把机器人移到作业开始的位置(在移动前可以按手动速度[高][低]键选择焊枪在示教中移动的速度);3.3.2.光标在行号0002处按[选择]键3.3.3.把光标移动到右边的速度,VJ=***上按[转换]+光标”上下键,设定再现速度,直到设定的速度为所需速度(也可用光标移到速度VJ=***上,按[选择]键后,输入需要的速度值,按[回车]键确认即可);3.3.4.按[回车]键,输入程序点3(行号0003);3.3.4.1.把光标移动到“0003”上,按[引弧]键+[回车]键,输入“引弧”指令(行0004)(“引弧”为“ARCON”)3.3.4.2.把光标移动到行号0003上按[引弧]键,在缓冲显示区显示出“ARCON’”指令以及引弧时的条件;3.3.4.3.对引弧指令中的附加引弧条件根据焊接工件的实际情况进行修改;3.3.4.4.按[回车]键输入“引弧”指令(行号0004);3.3.4.5.指定作业点位置(作业结束位置)3.3.4.6.用轴操作键把机器人移到焊接作业结束位置从作业开始位置到结束位置不必精确沿焊缝运动,为防止不碰撞工件移动轨迹可远离工件;3.3.4.7.按[插补方式]键,插补方式设定为直线插补(MOVL)亦可把光标放在“MOVJ”上,按[选择]键,然后按[转换]+光标上下键可以调整选择插补方式,然后按[回车]键;3.3.4.8.光标在行号0004上按[选择]键;3.3.4.9.把光标移到右边速度“V=***”上,按[转换]+光标上下键设定速度;3.3.4.10.按[回车]键,输入程序点4(行号0005);3.4.按[收弧]键输入(收弧命令为“ARCOF”)3.4.1.把光标移到行号0005上,按[收弧]键,再缓冲显示区显示出‘ARCOF’”指令以收弧时的条件3.4.2.对收弧指令的附加项收弧条件根据焊接工件的实际情况进行修改;3.4.3.按[回车]键输入收弧指令(行0006);3.5.把机器人移到不碰撞工件和夹具的位置;3.5.1.按手动速度[高]键,设定为高速(手动速度[高]键只是显示示教时的速度,再现中以定义的速度运行);3.5.2.用轴操作键把机器人移到不碰撞夹具的位置;3.5.3.按[插补方式]键,设定插补方式为关节插补(MOVJ);3.5.4.光标在行号0006上,按[选择]键→MOVJ VJ=15;3.5.5.把光标移到右边的速度VJ=15上,按[转换]+上下键,设定速度(也可按[选择]键后,直接输入要设定的速度,再按[回车]键登录速度;3.5.6.按[回车]键,输入程序点(行0007)3.6.把机器人移到开始位置上;3.6.1把光标返回到0001上,按[前进]键把机器人移动到程序点1上;3.6.2.再把光标移到行号0007上,按[回车]键,输入程序点8(行0008)二、确认所设定的程序中的轨迹操作;1、把光标移到程序点0001上;2、按手动速度[高][低]键设定速度键;3、按[前进]键,通过机器人动作确认各程序点,每按一次[前进]键机器人移动到一个程序点;4、亦可把光标移到程序点行0001上,按[连锁]+[试运行]键,机器人连续再现所有程序点,一个循环后停止运作;三、在焊接中,往往有时设定好的程序有许多与实际生产不适合,所以需要进行修该程序(包括又插入程序点、删除程序点、修改程序点的位置数据等);1、插入程序点;1.1.把程序内容打开(以在程序点3、4、之间插入为列);1.2.按[前进]键,把机器人移动到程序点3上;1.3.用轴操作键把机器人移到想插入位置;1.4.按[插入]键;1.5.按[回车]键完成程序点插入,所插入程序点行号为(0004),2、删除程序点(以3、4位列);2.1.按[前进]键,把机器人移到要删除的程序点3上;2.2.按[删除]键;2.3.按[回车]键,程序点3被删除;3、修改程序点的位置数据(以程序点3位列);3.1.把光标移到程序点3上;3.2.按[前进]键,使机器人回到程序点3上;3.3.用轴操作键把机器人移到修改后的位置;3.4.按[修改]键;3.5.按[回车]键,程序点的位置数据被修改;4、设定焊接条件:(ARCON ARCOF ARCOF);4.1.先打开程序内容;4.2.把光标移到要进行焊接作业的程序点的前一个行号上;4.3.按[引弧]键或[命令一览]键中选择程序[作业]中选择ARCON命令,缓冲显示区有AR CON指令及附加条件;4.4.按[回车]键‘引弧“命令自动在程序中生成;4.5.设定引弧条件的方式有三种(一、把各种条件作为附加项进行设定的方法,二、使用引弧文件的方法ASF#(X),三、不带附加项)5.用附加项设定焊接条件的方法;5.1.在命令区选择ARCON指令,(缓冲区显示ARCON指令);5.2.按[选择]键(显示详细编辑画面,选择“未使用”;5.3.选择“未使用”(显示选择对话框);5.4.选择“AC=**(在ARCON命令的附加项中已设定引弧条件时,显示详细编辑画面);5.5.输入焊接条件(设定每个焊接条件);5.6.按[回车]键(设定的内容显示在输入缓冲区中);5.7.按[回车]键设定的内容登录到程序中;5.8.不想登录设定的程序时,按[清除]键,回到程序内容画面;6.使用引弧条件文件;6.1.在命令区选择ARCON命令,(输入缓冲行显示ARCON命令);6.2.按[选择]键,(显示详细编辑画面);6.3.选择“未使用‘(显示选择对话框);6.4.选择ASF#() (显示详细编辑画面);6.5.设定文件号(指定文件号1~64把光标移到文件号上,按[选择]键→用数值输入文件号按[回车]键;6.6.按[回车]键,(设定的内容显示在输入行中);6.7.按[回车]键,(设定的内容登录到程序中);6.8.不想登录设定的文件内容时,按[清除]键,回到程序内容画面;7.没有附加项的方法;7.1.选择命令区ARCON命令(输入缓冲行显示ARCON的命令);7.2.按[选择]键(显示详细编辑画面);7.3.选择ASF#() (显示选择对话框);7.4.选择‘未使用“;7.5.选择[回车]键,设定的内容在输入缓冲行中;7.6.按[回车]键,设定的内容登录到程序中;7.7.不想登录设定的内容时,按[清除]键,回到程序内容画面;四、分别设定焊接条件(电流、电压命令);1.登录AECSET命令;1.1.把光标移到地址区;1.2.按[命令一览]键(显示命令一览对话框);1.3.选择“作业”;1.4.选择ARCSET命令(输入缓冲显示ARCSET命令);1.5.按[选择]键(显示详细编辑画面);1.6.设定焊接条件(把光标移动到设定的项目上,按[选择]键,用数值键输入焊接条件,再按[回车]键,追加附加项时,在选择对话框中选择“未使用”删除附加项时也同样把光标移到想删除的附加项上,按[选择]键选择“未使用”;1.7.按[回车]键(所设定的内容显示在缓冲区行);1.8.按[回车]键(设定的内容被输入到程序中,当不想登录设定的内容时,按[清除]键,回到程序内容画面);2.设定熄弧条件(填弧坑处理);1.按[熄弧]键,输入熄弧命令(利用[命令一览]键进行AECOF命令登录时,选择命令中的“作业”;2.登录ARCOF方法;2.1.按[熄弧]键2.2.按[回车]键;2.3.设定熄弧条件(ARCOF有三种方法;一、把各种条件作为附加项进行设定;二、使用熄弧条件方法;三、不带附加项);3.各条件设定为附加项的方法;3.1.选择命令区的ARCOF命令(输入缓冲区显示ARCOF命令);3.2.按[选择]键(显示详细编辑画面);3.3.选择“未使用”(显示选择对话框);3.4.选择“AC=”;3.5.输入焊接收弧条件(设定各个焊接条件);3.6.按[回车]键(输入缓冲区行显示设定的条件);3.7.按[回车]键(设定的内容被登录到程序中);3.8.不想登录设定的内容时,按[清除]键,回到程序内容画面;4.使用熄弧条件方法;4.1.选择命令区的ARCOF命令(输入缓冲行显示ARCOF命令);4.2.按[选择]键(显示详细的编辑画面);4.3.选择“未使用”(显示选择对话框);4.4.选择“AEF#();4.5.设定文件号(1~12把光标移到文件号上,按[选择]键确定用数值键输入文件号,按[回车]键;4.6.按[回车]键(设定的内容显示在输入缓冲行中);4.7.按[回车]键(设定的内容被输入到程序中);4.8.不想登录设定的内容时,按[清除]键,回到程序内容画面);五、不带附加项的内容;1.选择命令区的ARCOF命令(输入缓冲行显示ARCOF命令);2.按[选择]键(显示详细编辑画面);3.选择AEF#()或AC=*** (显示选择对话框);4.选择‘未使用’;5.按[回车]键(输入缓冲行显示设定的内容);6.按[回车]键(设定的内容被输入到程序中);7.不想登录设定的内容时,按[清除]键,回到程序内容画面;8.确认动作(检查运行);把所设定的程序轨迹进行一次模拟实验,在再现模式中,调出‘检查运行’一行进行轨迹确认;9.在程序的再现画面按[区域]键;10.选择[实用]工具栏;11.选择设定的特殊运行户(显示特殊运行画面);12.选择‘检车运行’(每次按[选择]键有效、无效、交替交换;13.选择‘有效’字样;14.打开[伺服电源]键;15.把光标移到程序点1上按下[START]键,机器人自行检查;16.焊接条件的微调;六、焊接条件的微调;1、进行焊接利用已经调整好的程序;2、从焊缝外观进行焊接条件的微调(根据焊缝成型情况对焊接电流、电压等进行调整);七、生产;1、把运作模式设定在‘再现’模式;2、选择主菜单的[程序]一行中子菜单[选择程序]并打开;3、把光标移到要选择用于焊接的程序中;4、进行程序轨迹检查运行;5、当检查完后,把光标移到‘0001’上,运作模式设定为‘再现模式’按下‘START’进行焊接。
安川机器人浇注程序讲解

MASTER 主程序NOP 程序开始CALL JOB:RESET 呼叫RESET程序MOVJ VJ=10.00 等待点*A 旗标ACALL JOB:M1 IF IN#(49)=ON 假如第一台取汤信号ON呼叫M1副程序CALL JOB:M2 IF IN#(50)=ON 假如第二台取汤信号ON呼叫M2副程序CALL JOB:M3 IF IN#(51)=ON 假如第三台取汤信号ON呼叫M3副程序CALL JOB:M4 IF IN#(52)=ON 假如第四台取汤信号ON呼叫M4副程序JUMP *A 跳至旗标AEND 程序结束RESET 重设程序NOP 程序开始SET B006 0 设定变数B006等于0SET B000 0 设定变数B000等于0SET B001 0 设定变数B001等于0SET B002 0 设定变数B002等于0SET B003 0 设定变数B003等于0SET B004 0 设定变数B004等于0SET B005 0 设定变数B005等于0DOUT OG#(1) 0 输出OT(1)至OT(8)OFFDOUT OG#(2) 0 输出OT(9)至OT(16)OFF DOUT OG#(3) 0 输出OT(17)至OT(24)OFF DOUT OG#(4) 0 输出OT(25)至OT(32)OFF DOUT OG#(5) 0 输出OT(33)至OT(40)OFF CALL JOB:ERROR IF IN#(30)=ON 假如探棒检知IN30信号ON呼叫ERROR副程序SETE P001 (3) -110000 设定P001的Z轴坐标垂直向下110MMRET 返回上一层程序END 程序结束GETSOUP 取汤程序NOP 程序开始*1 旗标1SET B005 0 设定变数B005等于0MOV V=200.0 等待点*A 旗标AMOVL V=80.0 连续炉上方等待点MOVL V=80.0 旋转角度准备取汤MOVL V=70.0 UNTIL IN#(30)=ON此为探棒最低位置,在此上个位置摆姿势TIMER T=0.15 等待0.15秒CALL JOB:ALARM IF IN#(30)=OFF 如果探棒检知OFF则呼叫ALARM 副程序JUMP *1 IF B005=1 如果B005=1程序跳至旗标1 IMOV P001 V=30.0 倾斜的汤勺垂直下降P001数值TIMER T=1.50 等待1.5秒SET D000 -64758 设定L轴最大取汤量SET D001 -88793 设定U轴最大取汤量SET D002 -77480 设定B轴最大取汤量SET D010 -34698 设定L轴最小取汤量SET D011 -63690 设定U轴最小取汤量SET D012 -116956 设定B轴最小取汤量SET D010 EXPRESS D010 + ( D000 - D010 ) / 99 * B000SET D011 EXPRESS D011 + ( D001 - D011 ) / 99 * B000SET D012 EXPRESS D012 + ( D002 - D012 ) / 99 * B000SETE P002 (1) 0 设定S轴坐标为0SETE P002 (2) D010 设定L轴坐标为D010SETE P002 (3) D011 设定U轴坐标为D011SETE P002 (4) 0 设定R轴坐标为0SETE P002 (5) D012 设定B轴坐标为D012SETE P002 (6) 0 设定T轴坐标为0MOVL P002 V=60.0 将多余的汤倒掉TIMER T=1.00 等待1秒MOVL V=120.0 等待点RET 返回上一层程序END 程序结束NOP 程序开始*A 旗标ACALL JOB:ERROR IF IN#(30)=ON 如果探棒检知ON则呼叫ERROR 副程序DOUT OT#(3) ON 输出第一台铝汤运转中信号ON CALL JOB:CHOICE 呼叫CHOICE副程序JUMP *F IF B006=1 如果B006为1则跳至旗标F CALL JOB:GETSOUP 呼叫GETSOUP副程序MOVL V=200.0等待点MOVL V=380.0 退出离开连续炉MOVJ VJ=20.0 旋转至第一台浇注机MOVL V=400.0 倒汤预备位置WAIT IN#(65)=ON T=25.00 等待第一台倒汤许可ON直至25秒JUMP *E IF IN#(65)=OFF 如果倒汤许可OFF则跳至旗标E JUMP *E IF IN#(19)=ON 如果倒汤取消ON则跳至旗标E CALL JOB:SELECT1 呼叫SELECT1副程序JUMP *E IF IN#(19)=ON 如果倒汤取消ON则跳至旗标E PULSE OT#(2) T=0.50 输出浇注完了信号0.5秒MOVL V=400.0 倒汤预备位置MOVL VJ=20.00退回至第一台浇注机MOVJ V=380.0旋转至连续炉前MOVL V=200.0 等待点JUMP *F 跳至旗标F*E 旗标EMOVL V=400.0 倒汤预备位置MOVL VJ=200.0退回至第一台浇注机MOVJ V=380.0旋转至连续炉前MOVL V=200.0等待点CALL JOB:BACK 呼叫BACK倒汤副程序*F 旗标FDOUT OT#(3) OFF 输出第一台铝汤运转中信号OFF RET 返回上一层程序END 程序结束NOP 程序开始*A 旗标ACALL JOB:ERROR IF IN#(30)=ON 如果探棒检知ON则呼叫ERROR 副程序DOUT OT#(7) ON 输出第二台铝汤运转中信号ON CALL JOB:CHOICE 呼叫CHOICE副程序JUMP *F IF B006=2 如果B006为2则跳至旗标A CALL JOB:GETSOUP 呼叫GETSOUP副程序MOVL V=200.0等待点MOVL V=380.0 退出离开连续炉MOVJ VJ=20.00旋转至第二台浇注机MOVL V=400.0 倒汤预备位置WAIT IN#(66)=ON T=25.00 等待第二台倒汤许可ON直至25秒JUMP *E IF IN#(66)=OFF 如果倒汤许可OFF则跳至旗标E JUMP *E IF IN#(22)=ON 如果倒汤取消ON则跳至旗标E CALL JOB:SELECT1 呼叫SELECT1副程序JUMP *E IF IN#(22)=ON 如果倒汤取消ON则跳至旗标E PULSE OT#(6) T=0.50 输出浇注完了信号0.5秒MOVL V=400.0 倒汤预备位置MOVL VJ=20.00 退回至第一台浇注机MOVJ V=380.0 旋转至连续炉前MOVL V=200.0等待点JUMP *F 跳至旗标F*E 旗标EMOVL V=400.0倒汤预备位置MOVL VJ=20.00退回至第二台浇注机MOVJ V=380.0旋转至连续炉前MOVL V=200.0 等待点CALL JOB:BACK 呼叫BACK倒汤副程序*F 旗标FDOUT OT#(7) OFF 输出第二台铝汤运转中信号OFF RET 返回上一层程序END 程序结束M3NOP 程序开始*A 旗标ACALL JOB:ERROR IF IN#(30)=ON 如果探棒检知ON则呼叫ERROR 副程序DOUT OT#(11) ON 输出第三台铝汤运转中信号ON CALL JOB:CHOICE 呼叫CHOICE副程序JUMP *F IF B006=3 如果B006为1则跳至旗标A CALL JOB:GETSOUP 呼叫GETSOUP副程序MOVL V=200.0等待点MOVL V=380.0 退出离开连续炉MOVJ VJ=20.00 旋转至第三台浇注机MOVL V=400.0 倒汤预备位置WAIT IN#(67)=ON T=25.00 等待第三台倒汤许可ON直至25秒JUMP *E IF IN#(67)=OFF 如果倒汤许可OFF则跳至旗标E JUMP *E IF IN#(25)=ON 如果倒汤取消ON则跳至旗标E CALL JOB:SELECT1 呼叫SELECT1副程序JUMP *E IF IN#(25)=ON 如果倒汤取消ON则跳至旗标E PULSE OT#(10) T=0.50 输出浇注完了信号0.5秒MOVL V=400.0 倒汤预备位置MOVL VJ=20.00 退回至第三台浇注机MOVJ V=380.0 旋转至连续炉前MOVL V=200.0等待点JUMP *F 跳至旗标F*E 旗标EMOVL V=400.0倒汤预备位置MOVL VJ=20.00退回至第三台浇注机MOVJ V=380.0旋转至连续炉前MOVL V=200.0等待点CALL JOB:BACK 呼叫BACK倒汤副程序*F 旗标FDOUT OT#(11) OFF 输出第三台铝汤运转中信号OFF RET 返回上一层程序END 程序结束M4NOP 程序开始*A 旗标ACALL JOB:ERROR IF IN#(30)=ON 如果探棒检知ON则呼叫ERROR 副程序DOUT OT#(15) ON 输出第四台铝汤运转中信号ON CALL JOB:CHOICE 呼叫CHOICE副程序JUMP *F IF B006=4 如果B006为4则跳至旗标A CALL JOB:GETSOUP 呼叫GETSOUP副程序MOVL V=200.0等待点MOVL V=380.0退出离开连续炉MOVJ VJ=20.00 旋转至第四台浇注机MOVL V=400.0倒汤预备位置WAIT IN#(68)=ON T=25.00 等待第四台倒汤许可ON直至25秒JUMP *E IF IN#(68)=OFF 如果倒汤许可OFF则跳至旗标E JUMP *E IF IN#(28)=ON 如果倒汤取消ON则跳至旗标E CALL JOB:SELECT1 呼叫SELECT1副程序JUMP *E IF IN#(28)=ON 如果倒汤取消ON则跳至旗标E PULSE OT#(14) T=0.50 输出浇注完了信号0.5秒MOVL V=400.0倒汤预备位置MOVL VJ=20.00 退回至第四台浇注机MOVJ V=380.0旋转至连续炉前MOVL V=200.0 等待点JUMP *F 跳至旗标F*E 旗标EMOVL V=400.0倒汤预备位置MOVL VJ=20.00 退回至第四台浇注机MOVJ V=380.0 旋转至连续炉前MOVL V=200.0等待点CALL JOB:BACK 呼叫BACK倒汤副程序*F 旗标FDOUT OT#(15) OFF 输出第四台铝汤运转中信号OFF RET 返回上一层程序END 程序结束SELECT1 第一台浇铸机倒汤程序选定NOP 程序开始CALL JOB:AG IF B002=1 假如倒汤指拨开关为1则选择AG副程序CALL JOB:AG IF B002=2 假如倒汤指拨开关为2则选择AG副程序CALL JOB:AG IF B002=3 假如倒汤指拨开关为3则选择AG副程序CALL JOB:AG IF B002=4 假如倒汤指拨开关为4则选择AG副程序CALL JOB:AG IF B002=5 假如倒汤指拨开关为5则选择AG副程序CALL JOB:AG IF B002=6 假如倒汤指拨开关为6则选择AG副程序CALL JOB:AG IF B002=7 假如倒汤指拨开关为7则选择AG副程序CALL JOB:AG IF B002=8 假如倒汤指拨开关为8则选择AG副程序CALL JOB:AG IF B002=9 假如倒汤指拨开关为9则选择AG副程序CALL JOB:AG IF B002=10 假如倒汤指拨开关为A则选择AG副程序CALL JOB:AG IF B002=11 假如倒汤指拨开关为B则选择AG副程序CALL JOB:AG IF B002=12 假如倒汤指拨开关为C则选择AG副程序CALL JOB:AG IF B002=13 假如倒汤指拨开关为D则选择AG副程序CALL JOB:AG IF B002=14 假如倒汤指拨开关为E则选择AG副程序CALL JOB:AG IF B002=15 假如倒汤指拨开关为F则选择AG副程序RET 返回上一层程序END 程序结束SELECT2 第二台浇铸机倒汤程序选定NOP 程序开始CALL JOB:BG IF B002=1 假如倒汤指拨开关为1则选择BG副程序CALL JOB:BG IF B002=2 假如倒汤指拨开关为2则选择BG副程序CALL JOB:BG IF B002=3 假如倒汤指拨开关为3则选择BG副程序CALL JOB:BG IF B002=4 假如倒汤指拨开关为4则选择BG副程序CALL JOB:BG IF B002=5 假如倒汤指拨开关为5则选择BG副程序CALL JOB:BG IF B002=6 假如倒汤指拨开关为6则选择BG副程序CALL JOB:BG IF B002=7 假如倒汤指拨开关为7则选择BG副程序CALL JOB:BG IF B002=8 假如倒汤指拨开关为8则选择BG副程序CALL JOB:BG IF B002=9 假如倒汤指拨开关为9则选择BG副程序CALL JOB:BG IF B002=10 假如倒汤指拨开关为A则选择BG副程序CALL JOB:BG IF B002=11 假如倒汤指拨开关为B则选择BG副程序CALL JOB:BG IF B002=12 假如倒汤指拨开关为C则选择BG副程序CALL JOB:BG IF B002=13 假如倒汤指拨开关为D则选择BG副程序CALL JOB:BG IF B002=14 假如倒汤指拨开关为E则选择BG副程序CALL JOB:BG IF B002=15 假如倒汤指拨开关为F则选择BG副程序RET 返回上一层程序END 程序结束SELECT3 第三台浇铸机倒汤程序选定NOP 程序开始CALL JOB:CG IF B002=1 假如倒汤指拨开关为1则选择CG副程序CALL JOB:CG IF B002=2 假如倒汤指拨开关为2则选择CG副程序CALL JOB:CG IF B002=3 假如倒汤指拨开关为3则选择CG副程序CALL JOB:CG IF B002=4 假如倒汤指拨开关为4则选择CG副程序CALL JOB:CG IF B002=5 假如倒汤指拨开关为5则选择CG副程序CALL JOB:CG IF B002=6 假如倒汤指拨开关为6则选择CG副程序CALL JOB:CG IF B002=7 假如倒汤指拨开关为7则选择CG副程序CALL JOB:CG IF B002=8 假如倒汤指拨开关为8则选择CG副程序CALL JOB:CG IF B002=9 假如倒汤指拨开关为9则选择CG副程序CALL JOB:CG IF B002=10 假如倒汤指拨开关为A则选择CG副程序CALL JOB:CG IF B002=11 假如倒汤指拨开关为B则选择CG副程序CALL JOB:CG IF B002=12 假如倒汤指拨开关为C则选择CG副程序CALL JOB:CG IF B002=13 假如倒汤指拨开关为D则选择CG副程序CALL JOB:CG IF B002=14 假如倒汤指拨开关为E则选择CG副程序CALL JOB:CG IF B002=15 假如倒汤指拨开关为F则选择CG副程序RET 返回上一层程序END 程序结束SELECT4 第四台浇铸机倒汤程序选定NOP 程序开始CALL JOB:DG IF B002=1 假如倒汤指拨开关为1则选择DG副程序CALL JOB:DG IF B002=2 假如倒汤指拨开关为2则选择DG副程序CALL JOB:DG IF B002=3 假如倒汤指拨开关为3则选择DG副程序CALL JOB:DG IF B002=4 假如倒汤指拨开关为4则选择DG副程序CALL JOB:DG IF B002=5 假如倒汤指拨开关为5则选择DG副程序CALL JOB:DG IF B002=6 假如倒汤指拨开关为6则选择DG副程序CALL JOB:DG IF B002=7 假如倒汤指拨开关为7则选择DG副程序CALL JOB:DG IF B002=8 假如倒汤指拨开关为8则选择DG副程序CALL JOB:DG IF B002=9 假如倒汤指拨开关为9则选择DG副程序CALL JOB:DG IF B002=10 假如倒汤指拨开关为A则选择DG副程序CALL JOB:DG IF B002=11 假如倒汤指拨开关为B则选择DG副程序CALL JOB:DG IF B002=12 假如倒汤指拨开关为C则选择DG副程序CALL JOB:DG IF B002=13 假如倒汤指拨开关为D则选择DG副程序CALL JOB:DG IF B002=14 假如倒汤指拨开关为E则选择DG副程序CALL JOB:DG IF B002=15 假如倒汤指拨开关为F则选择DG副程序RET 返回上一层程序END 程序结束ERROR 探棒短路报警程序NOP 程序开始*1 旗标1DOUT OG#(5) 2 输出探棒短路信号ON TIMER T=0.50 等待0.5秒DOUT OG#(5) 0 输出探棒短路信号OFF WAIT IN#(29)=ON 等待异常清除ONWAIT IN#(29)=OFF 等待异常清除OFF*A 旗标AWAIT IN#(29)=ON T=30.00 等待异常清除ON等待30秒DIN B005 IN#(29) 读入异常信号IN29给变数B005 JUMP *A IF B005=0 假如B005等于0时跳至旗标A WAIT IN#(29)=OFF 等待异常清除OFFJUMP *1 IF IN#(30)=ON 假如探棒检知信号ON时跳至旗标1 SET B005 0 设定变数B005等于0RET 返回上一层程序END 程序结束ALARM 铝液液面低位报警NOP 程序开始MOVL V=100.0 汤勺打平移至炉口上方MOVL V=200.0 等待点DOUT OG#(5) 3 输出铝汤低液位信号ON TIMER T=0.50 等待0.5秒DOUT OG#(5) 0 输出铝汤低液位信号OFF WAIT IN#(29)=ON 等待异常清除ONWAIT IN#(29)=OFF 等待异常清除OFF*A 旗标AWAIT IN#(29)=ON T=30.00 等待异常清除ON等待30秒DIN B005 IN#(29) 读入异常信号IN29给变数B005 JUMP *A IF B005=0 假如B005等于0时跳至旗标A WAIT IN#(29)=OFF 等待异常清除OFFRET 返回上一层程序END 程序结束BACK 将多余的汤倒回连续炉NOP程序开始MOVL V=200.0 连续炉上方等待位置MOVL V=150.0MOVJ VJ=7.50MOVJ VJ=7.50TIMER T=2.00 等待2秒MOVL V=50.0 连续炉上方等待位置END 程序结束ALARM3 第一站继电器故障程序NOP 程序开始DOUT OG#(5) 4 输出第一站继电器故障信号ON TIMER T=0.50 停留0.5秒DOUT OG#(5) 0 输出第一站信号OFFWAIT IN#(29)=ON 等待异常清除ONWAIT IN#(29)=OFF 等待异常清除OFF*A 旗标AWAIT IN#(29)=ON T=30.00 等待异常清除ON30秒DIN B005 IN#(29) 读入异常信号IN29给变数B005 JUMP *A IF B005=0 假如变数B005等于零时跳至旗标A WAIT IN#(29)=OFF 等待异常清除OFFRET 回上一层程序END 程序结束ALARM4 第二站继电器故障程序NOP 程序开始DOUT OG#(5) 5 输出第二站继电器故障信号ON TIMER T=0.50 停留0.5秒DOUT OG#(5) 0 输出第二站继电器故障信号OFF WAIT IN#(29)=ON 等待异常清除ONWAIT IN#(29)=OFF 等待异常清除OFF*A 旗标AWAIT IN#(29)=ON T=30.00 等待异常清除ON等待30秒DIN B005 IN#(29) 读入异常信号IN29给变数B005 JUMP *A IF B005=0 假如变数B005等于零时跳至旗标A WAIT IN#(29)=OFF 等待异常清除OFFRET 回上一层程序END 程序结束ALARM5 第三站继电器故障程序NOP 程序开始DOUT OG#(5) 6 输出第三站继电器故障信号ON TIMER T=0.50 停留0.5秒DOUT OG#(5) 0 输出第三站继电器故障信号OFF WAIT IN#(29)=ON 等待异常清除ONWAIT IN#(29)=OFF 等待异常清除OFF*A 旗标AWAIT IN#(29)=ON T=30.00 等待异常清除ON等待30秒DIN B005 IN#(29) 读入异常信号IN29给变数B005 JUMP *A IF B005=0 假如变数B005等于零时跳至旗标A WAIT IN#(29)=OFF 等待异常清除OFFRET 回上一层程序END 程序结束ALARM6 第四站继电器故障程序NOP 程序开始DOUT OG#(5) 7 输出第四站继电器故障信号ON TIMER T=0.50 停留0.5秒DOUT OG#(5) 0 输出第四站继电器故障信号OFF WAIT IN#(29)=ON 等待异常清除ONWAIT IN#(29)=OFF 等待异常清除OFF*A 旗标AWAIT IN#(29)=ON T=30.00 等待异常清除ON等待30秒DIN B005 IN#(29) 读入异常信号IN29给变数B005 JUMP *A IF B005=0 假如变数BOO5等于零时跳至旗标A WAIT IN#(29)=OFF 等待异常清除OFFRET 回上一层程序END 程序结束。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 NOP 程序起始命令(空指令)
2 *cycle 注释:循环运行
3 MOVJ C00000 VJ=100.00 point ①:距对中台大概150mm的位置
4 PULSE OT#(68) T=0.50 RB时间测量point11 (取出待机位置)
5 *Loop1 abel:Loop1
6 JUMP *cyclstop IF IN#(16)=ON
JUMP命令:循环停止指令 IN16为ON则跳至No.50 label「CYCLESTOP」
7 JUMP *Whip_out IF IN#(18)=ON
JUMP命令:可取出压机板件 IN18为ON则跳至No.8 label「Whipout」
8 *Whip_out label:Whip_out (去取对中台上的板件的工序)
9 PULSE OT#(31) T=1.00 脉冲信号(输出指定时间:开始取出 OUT31
10 PULSE OT#(16) T=1.00 脉冲信号(输出指定时间):吸取指令 OUT16 ON
11 MOVJ C00001 VJ=100.00 point ②:DF对中台吸取位置上(大概50mm上)
12 PULSE OT#(57) T=0.50 RB时间测量point2 (吸取位置上)
13 MOVL C00002 V=1500.0 PL=1 point ③:DF对中台上板件吸取位置
14 PULSE OT#(58) T=0.50 RB时间测量point3 (吸取位置)
15 TIMER T=0.05 定位精度提升的时间
16 WAIT IN#(24)=ON 待输入:吸取确认 ON
17 PULSE OT#(59) T=0.50 RB时间测量 (吸取完毕)
18 方MOVJ C00003 VJ=100.00
point ④:DF对中台吸取位置上(Z方向上升至与point①同样位置,X方向稍微移至负方
19 PULSE OT#(60) T=0.50 RB时间测量point4 (吸取位置上)
20 TIMER T=0.10 ?定位精度提升的时间?
21 PULSE OT#(27) T=1.00 脉冲信号:取出完毕 OUT27
22 MOVJ C00004 VJ=90.00 point ⑤:No.1压机投入待机位置
23 PULSE OT#(61) T=0.50 RB时间测量point5 (取出待机位置)
24 PULSE OT#(62) T=0.50 RB时间测量point6 (投入待机位置)
25 WAIT IN#(22)=ON 待输入:板件投入侧压机无异常
26 WAIT IN#(21)=ON 待输入:压机投料允许
27 PULSE OT#(32) T=0.50 脉冲信号:投入开始 OUT32
28 PULSE OT#(33) T=1.00 脉冲信号:往投入压机发出模具返回指令 OUT33
29 MOVJ C00005 VJ=80.00 point ⑥:投入轨迹时的RB手柄防振用的减速
30 MOVL C00006 V=1500.0 PL=4 point ⑦:板件释放位置上
31 PULSE OT#(63) T=0.50 RB时间测量point7 (释放位置上)
32 MOVL C00007 V=1500.0 PL=3 point ⑧:板件释放位置
33 PULSE OT#(64) T=0.50 RB时间测量point8 (释放位置)
34 TIMER T=0.10 定位精度提升的时间
35 PULSE OT#(17) T=1.00 OUT17脉冲信号:释放指令
36 WAIT IN#(24)=OFF 待输入:时间测量point OFF
37 PULSE OT#(65) T=0.50 RB时间测量(释放完了)
38 MOVJ C00008 VJ=100.00 point ⑨:板件释放位置上
39 PULSE OT#(66) T=0.50 RB时间测量point9 (释放位置上)
40 MOVJ C00009 VJ=80.00 point ⑩:返回轨迹时的RB手柄防振减速
41 MOVJ C00010 VJ=60.00 point ⑪:point⑤返回No.1压机投入待机位
置
42 PULSE OT#(67) T=0.50 RB时间测量point10 (投入完了位置)
43 OUT28PULSE OT#(28) T=1.00 脉冲信号:投入完了
44 *Loop2 label:Loop2
45 JUMP *cyclstop IF IN#(16)=ON
JUMP命令:循环停止指令 IN16为ON则跳至No.50 label「cyclstop」
46 JUMP *cycle IF IN#(39)=ON
JUMP命令:自动循环中 IN39为ON则跳至No.1 label; 「cycle」
47 JUMP JOB:HOME_POS IF IN#(23)=ON
JUMP命令:作业原点移动指令 IN23为ON则跳至JOB「HOME_POS」
48 JUMP *Loop2 JUMP命令:返回No.44label「Loop2」
49 MOVJ C00011 VJ=100.00 与①同样的point(?认为没必要的step・・・?)50 *cyclstop label:cyclstop
51 END END命令:宣告JOB完毕。