五倍子生产工艺规程
五倍子丰产综合技术

,
每年 春 季 萌 芽 前追 施 速 效 氮 肥
第二 年
l 。。
, 。
一
,
般栽植后第一 年每株施尿 素 5 0 克
,
6 0 。 一 1 2。。
”
米
,
坡度
克 以 后 适 当增 加 追 施
八 分阴 二 分 阳 的 阴 坡或
。
速 效 氮 肥 可 促 使 多 发 健壮 枝 多 长 叶 片和 增 加 叶 片 内 的 氮 素 对 倍 芽
。
基 础 但 能 否 高 产 还 取 决 于 倍 蚜虫 数 量 的 多 少 因 此 要 想 法增 加 倍 蚜 虫 的数 量 并 保 护 倍 蚜 虫 安 全 过 冬 有 一 是 适 时 采 倍 注 意 留种
. .
内适 合生 长 的 地 方 都 种 上 鲜 应 在 各 类 倍 林 中栽 植 优 良冬 寄
、
具 备 的 三 个要 素
。
虫 的冬 夏 寄 主
。
— 这些是
, ,
倍 蚜虫 倍 蚜
从 事 五 倍子
二 倍 树 合 理 密 植 和 管理
.
生产 的 基 础 知 识 是 指 导 生 产 操 作
的 依 据 从 这 期开 始 我 们 开 始 介 绍 五倍 子 生 产 的 实 际 操 作 技 术 计 划 分
5
~
一
一I
耳了 不 立
」`
乌二
J
二 一
!
口
仁 户二 乡 方 书兴 全 之\ 士 一 少 J 划 口 人 / !、
二
、
。
,
前 面 几 期里
我 们 已 经 分别 介
其 它 树木 混 植 的 混 交 林
, 。
五倍子中鞣质提取工艺研究_杜瑞莲[1]
![五倍子中鞣质提取工艺研究_杜瑞莲[1]](https://img.taocdn.com/s3/m/18163be2102de2bd96058834.png)
表2
水平 1 2 3
A药材粒度 饮片 10目 20目
因 素水平表
B 溶剂倍量 C 提取时间 / h
4
6
7
9
10
12
D提取次数 1 2 3
84 0
2008年 6月 第ຫໍສະໝຸດ 30卷 第 6期中成药 Ch inese Trad itiona l P aten tM ed icine
June 2008 Vo.l 30 No. 6
[ 4] 李云雁, 胡传荣. 试验设计与数据处理 [M ]. 北 京: 化学工业出 版社, 2004: 792112.
五倍子中鞣质提取工艺研究
杜瑞莲, 杨中林* (中国药科大学, 江苏 南京 210038)
关键词: 五倍子; 鞣质; 提取工艺; HPLC
摘要: 目的: 优化中药五倍子中 鞣质的提取方法。方法: 以鞣质水解后没食子酸提取率为指标 , 用高效液相色 谱法进行含
量测定, 采用 L9 ( 34 )正交设计试验, 对药材粒度、提 取溶剂倍量、提取时间和提取 次数等因 素进行考察, 以确 定最佳提取 工艺。结果: 用 10倍量水, 提取 3次, 每次 9 h的方法可以获得较高 的鞣质提取率。结论: 优选得到的鞣质提取工艺鞣质
提取率较高且稳定可 行。
中图分类号: R 284. 2
最佳工艺 A3 B3C2 D3
表4
方差分析
因素 药材粒度 溶剂倍量 提取时间 提取次数
误差
偏差平方和 2. 007
403. 239 11. 965 844. 340
2. 01
自由度 2 2 2 2 2
F比 1. 000 200. 916 5. 962 420. 698
显著性 ** **
一种用于水产动物促生长和抗病的五倍子发酵方法及应用与流程

一种用于水产动物促生长和抗病的五倍子发酵方法及应用与流程1.本发明涉及一种五倍子的发酵方法,具体为一种用于水产动物促生长和抗病的五倍子发酵方法及应用,属于发酵技术领域。
背景技术:2.五倍子(gallnut),别名文蛤、百虫仓、木附子等,是某些蚜虫寄主在漆树科盐肤木属树木的叶上寄生形成的虫瘿。
我国主要生产五倍子的区域为四川、贵州、云南、湖南、湖北、陕西,其中四川产量最高。
五倍子具有抗氧化、抗菌的功能、其主要化学成分主要包括鞣质、没食子酸等。
其中没食子酸是一种天然多酚类物质,具有很强的抗氧化作用、抗病毒作用、抑菌作用。
有研究发现,利用微生物发酵过程中借助微生物产生的酶系,可以有效的降解发酵原料中的一些抗营养因子,提高发酵产物的适口性,产生维生素、有机酸等未知因子,增加发酵产物的营养价值,从而能有效的提高动物采食量,增强其免疫能力。
并且发酵益生菌的代谢产物能够有效降解水体中的有机物,有效净化了养殖水体的生态环境。
3.五倍子作为天然中草药,具有纯天然、无毒且不易产生耐药性等优点,在水产养殖中主要用于防治水产动物疾病、增强机体免疫力、以及促生长。
本发明使用有益菌株对五倍子进行发酵,旨在提高五倍子的营养价值,对开发新型水产饲料添加剂奠定基础。
技术实现要素:4.本发明的目的在于提供了一种用于水产动物促生长和抗病的五倍子发酵方法及应用,通过发酵提高五倍子的营养水平和有效成分。
5.本发明的第二个目的在于提供上述发酵五倍子粉作为饲料添加剂在水产饲料中的应用,将其添加到饲料中可显著提高动物生长性能,降低饵料系数和提高抗氧化机能。
6.本发明解决其技术问题是采用以下技术方案来实现的:一种用于水产动物促生长和抗病的五倍子发酵方法,包含如下步骤,7.s1.菌种的活化和菌液制备8.将解淀粉芽孢杆菌jssw-la、植物乳杆菌ff34和丁酸梭菌jsim-mcb分别接种到lb固体培养基中,35℃培养24h,用接种环挑取lb 固体培养基中已活化的单菌落接种到lb液体培养基中,35℃培养24h 后测定菌液浓度,使用灭菌的pbs稀释菌液,制备活菌数为1 ×107cfu/ml的解淀粉芽孢杆菌jssw-la、植物乳杆菌ff34和丁酸梭菌jsim-mcb菌悬液;9.s2.五倍子粉浆制备10.将五倍子粉碎后加入去离子水形成五倍子粉浆,将五倍子粉浆的ph调节为6~7并灭菌,待灭菌完成冷却至室温,待用;11.s3.发酵培养12.将步骤(2)中所得的淀粉芽孢杆菌jssw-la、植物乳杆菌ff34和丁酸梭菌jsim-mcb 3种菌悬液按2:1∶1的比例接入到发酵罐中,总接种量为2~4%,设置发酵罐转速为180r/min,发酵温度30~35℃,发酵时间24~36h,得到五倍子发酵液;13.s4.发酵五倍子成品制备14.将步骤(3)中五倍子发酵液干燥后进行超微粉碎,得到发酵五倍子粉,并检测发酵前与发酵后五倍子总氨基酸和没食子酸含量,结果显示,相对于发酵前,发酵后五倍子总氨基酸含量提高1倍以上,没食子酸含量提高1倍以上。
五倍子的生产技术

五倍子的生产技术学名:Rhus chinensis Mill.英文名:China Sumac科名:漆树科Anacardiaceae漆树科盐肤木属的一种。
又称盐肤子、五倍子树。
中国除黑龙江、吉林、内蒙古和新疆外,其余各省区均有分布。
也见于日本、中南半岛、印度至印度尼西亚。
该种为落叶灌木至小乔木;小枝被柔毛,有皮孔。
叶互生,奇数羽状复叶,叶轴具宽翅,有小叶7~13;小叶边缘有粗锯齿,背面粉绿色,有柔毛,小叶无柄。
圆锥花序顶生,直立,宽大;花小,杂性;花萼5裂;花瓣5;雄蕊5;花盘环状;子房上位。
果序直立,核果,球形,被腺毛和具节柔毛,成熟后红色。
本种叶上的五倍子虫瘿质量较佳,称“角倍”;其余的称“肚倍”,质量较次,五倍子为鞣革、医药、塑料及墨水工业上的重要原料。
根、叶、花及果均可入药,有清热解毒、舒筋活络、散瘀止血、涩肠止泻之效。
一生长习性喜温暖湿润气候,也能耐一定寒冷和干旱。
对土壤要求不严,酸性、中性或石灰岩的碱性土壤上都能生长,耐瘠薄,不耐水湿。
根系发达,有很强的萌蘖性。
二适应地区除东北北部的其他地区北部暖温带落叶阔叶林区(主要城市:沈阳、葫芦岛、大连、丹东、鞍山、辽阳、锦州、营口、盘锦、北京、天津、太原、临汾、长治、石家庄、秦皇岛、保定、唐山、邯郸、邢台、承德、济南、德州、延安、宝鸡、天水)南部暖带落叶阔叶林区(主要城市:青岛、烟台、日照、威海、济宁、泰安、淄博、潍坊、枣庄、临沂、莱芜、东营、新泰、滕州、郑州、洛阳、开封、新乡、焦作、安阳、西安、咸阳、徐州、连云港、盐城、淮北、蚌埠、韩城、铜川)北亚热带落叶、常绿阔叶混交林区(主要城市:南京、扬州、镇江、南通、常州、无锡、苏州、合肥、芜湖、安庆、淮南、襄樊、十堰)中亚热带常绿、落叶阔叶林区(主要城市:武汉、沙市、黄石、宜昌、南昌、景德镇、九江、吉安、井冈山、赣州、上海、长沙、株洲、岳阳、怀化、吉首、常德、湘潭、衡阳、邵阳、桂林、温州、金华、宁波、重庆、成都、都江堰、绵阳、内江、乐山、自贡、攀枝花、贵阳、遵义、六盘水、安顺、昆明、大理)南亚热带常绿阔叶林区(主要城市:福州、厦门、泉州、漳州、广州、佛山、顺德、东莞、惠州、汕头、台北、柳州、桂平、个旧)三生产技术五倍子(图三)五倍子的生长,必须同时具备致瘿蚜虫、夏寄主树和冬寄主苔藓3个条件。
五倍子人工培育实用技术

第一章五倍子及其经济生态价值第一节五倍子的概述及其种类五倍子是倍蚜虫的干母世代在盐肤木类树木的复叶上寄生并繁殖所形成的虫瘿的总称。
它是由倍蚜虫取食它们的夏寄主倍树复叶的叶汁而逐渐形成。
所谓人工培育五倍子,是通过人为的栽培、繁育管理活动而获得的五倍子。
它可以利用合适的环境,由人工完成繁殖栽培,也可以在野生倍林的基础上进行人工改造利用。
人工培育五倍子,小面积试验亩产可以达到100公斤以上。
因此,五倍子人工培育增产潜力巨大。
五倍子的形态多种多样,根据倍蚜种类、夏寄主植物和倍子形态的不同,可分三大类十四种:角倍类:角倍、园角培、倍蛋、倍花、红倍花(夏寄主为盐肤木);铁倍类:枣铁倍、蛋铁倍、红小铁枣、黄毛小铁枣、铁倍花(夏寄主为红麸杨);肚倍类:肚倍、蛋肚倍、米倍、周氏倍花(夏寄主为青麸杨)。
肚倍类主产于陕西、湖北等地。
湖南只有角倍类和铁倍类。
而在角倍类中,角倍的产量占90%以上,而铁倍类中产量占75%以上的是枣铁倍。
正确识别不同的倍子,在五倍子的培育、采收、摊晒、分装、交售、加工上均十分重要。
第二节五倍子的用途五倍子是我国重要的天然林特产品,具有多种药理作用和工业用途。
它除用于传统的中医中药外,还可用以生产上百种延伸产品,已广泛用于医药、食品、化工、电子、军工、航天、冶炼、酿造、染料等行业,其中许多产品已成为我国高新技术产业的重要出口产品。
五倍子及其提取物单宁酸、没食子酸、双没食子酸、叶绿素、树胶、纤维素、木质素和蛋白质等成分。
被广泛应用于医药上,有抗菌、止痢、治疗胃及消化道出血、保护创面、止血、治疗烧伤和烫伤等功能。
可用作某些生物碱和重金属中毒时的解毒剂,还可用来治疗顽癣。
在印染工业上,五倍子的提取物单宁酸可在石油钻探时用作泥浆分散剂,使泥浆不致胶凝沉淀;在钻深井时,用作水泥缓凝剂,防止浇注的灰沙过早凝结;在炼油时用作还原剂,脱去汽油中的硫醇。
在矿冶工业上,单宁酸是氟的浮选剂,又是提炼锗、铀和钍等多种稀有金属的沉淀剂和分析剂。
五倍子的采收与加工

五倍子的采收与加工五倍子,又名文蛤、百虫仓、木附子。
为倍蚜科昆虫角倍蚜或倍蛋蚜寄生在盐肤木。
青麸杨、红麸杨等树上形成的虫瘿。
它是一种常用的中药材,具有涩汤止泻、敛肺降火、涩精缩尿、敛汗止血之功,常用于大肠不固所致的久泻久痢、滑泻不禁、脱肛及久咳不止等症。
对自汗盗汗、遗精遗尿以及吐血、衄血、便血等诸出血证亦有良效。
采集五倍子,首先需辨别其所寄生植物的形态特征:①盐肤木。
为落叶灌木或小乔木,小枝、叶柄及花序都密生褐色柔毛。
奇数羽状复叶,叶轴及叶柄常有翅,小叶7~13枚,卵状椭圆形或长卵形,边缘具圆粗锯齿。
上面疏生短柔毛或仅脉上被毛,下面被灰褐色柔毛,无柄。
圆锥花序顶生;花小,杂性同株,黄白色,萼片与花瓣均5~9枚。
果序直立,核果扁圆形,橙红色。
②青麸杨。
与盐肤木主要区别是:小枝平滑或微有柔毛;叶轴无翅,或仅在上部有狭翅,小叶5~9枚,具极短而明显的柄,背面脉上被短柔毛或几乎无毛,果序直立。
③红麸杨。
与青麸杨近似,但小枝有短柔毛,小叶7~13枚,近无柄,背面脉上有短柔毛。
盐肤木、青、红麸杨一般都野生于山坡、山谷灌木丛中,或生于林缘,以四川、贵州产量最大。
此外,广东、广西、云南、湖南、河南、山西、陕西、甘肃、安徽、浙江、江西、福建也有产。
五倍子的性状鉴别:五倍子按其形状分为角倍和肚倍。
通常寄生于盐肤木的蚜虫形成角倍,寄生于青、红麸杨叶上的倍蛋蚜一般形成肚倍。
角倍:是不规则囊状,有若干个瘤状突起和角状分枝。
表面黄棕色至灰棕色,有白色软滑的绒毛,破碎后,则见中心空洞,有黑色五倍子蚜虫尸体及白色的外皮以及粉状排泄物等。
壁厚2~3毫米,内壁浅棕色,平滑。
破折面角质样,质坚脆。
气特异,味极涩而有收敛性。
肚倍:呈纺锤形,无突起或分枝。
外面茸毛较少,壁厚2~3毫米,折断面角质样,较角倍光亮。
采收加工:角倍在9~10月间采摘,肚倍在6月采摘。
如过了时间则虫瘿开裂。
当五倍子由青转为黄褐色时即摘下。
摘下的五倍子,放入沸水中煮或放入蒸笼中蒸至表面变为灰色,以杀死内部蚜虫为度,取出摊在太阳下晒至全干,装入纸箱或木箱内,防止压碎,臵干燥处保存。
[响应,优化,五倍子,其他论文文档]响应面法优化五倍子单宁酸的超声波提取工艺
![[响应,优化,五倍子,其他论文文档]响应面法优化五倍子单宁酸的超声波提取工艺](https://img.taocdn.com/s3/m/73f8060e5022aaea988f0f1f.png)
响应面法优化五倍子单宁酸的超声波提取工艺响应面法优化五倍子单宁酸的超声波提取工艺摘要:采用超声波法提取五倍子单宁酸,根据中心组合(Box-Behnken)试验设计原理,以响应面分析法优化提取工艺条件。
结果表明,五倍子单宁酸的最佳提取工艺条件为乙醇体积分数48%、料液比1∶23(m/V,g/mL)、提取温度59 ℃和提取时间29min,在此条件下单宁酸提取率达7.32%。
关键词:五倍子;单宁酸;超声波提取;响应面分析单宁酸又称鞣酸,是一种水溶性多酚化合物,具有抗氧化、抗菌、抗病毒、抗肿瘤等活性[1,2],被广泛用于医药、食品、日用化工等行业[3]。
中国五倍子(Chinesegallnut)资源丰富,是常用的中药材,具有敛肺、涩肠、止血、解毒之功效[4],含有丰富的单宁酸,其质量和产量均比较高,是我国生产单宁酸的主要原料之一。
本研究采用超声波提取五倍子单宁酸,采用响应面分析法优化提取工艺,为五倍子单宁酸的进一步开发利用提供参考。
1材料与方法1.1材料与仪器五倍子(市售);单宁酸标准品(购自国药集团化学试剂有限公司);无水乙醇、钨酸钠、磷钼酸、碳酸钠、磷酸等均为分析纯。
KQ5200DB型数控超声波清洗机(昆山市超声仪器有限公司);Cary50紫外-可见分光光度计(美国瓦里安公司);TDL-5台式离心机(上海安亭科学仪器厂)等。
1.2试验方法1.2.1五倍子单宁酸的提取五倍子经干燥至恒重,去虫尸、粉碎后过60目筛。
准确称取5.0000g五倍子干粉末于锥形瓶中,按各种设定条件(乙醇体积分数、料液比、提取温度和时间)进行超声提取,待超声波清洗机停止后,取出锥形瓶将提取液移入离心管,3000r/min离心30min,真空抽滤,收集滤液定容至100mL即为待测样品溶液。
1.2.2单宁酸含量的测定采用Folin-Denis法测定单宁酸含量[5],以单宁酸为标准品,得到吸光度(A)与单宁酸质量浓度(C)的回归方程:A=0.141C+0.095,R2=0.9993。
五倍子采收与加工
五倍子采收与加工五倍子是一种野生资源,它是蚜虫科棉蚜亚科的特殊种属的蚜虫刺伤寄生树盐肤木的叶子,叶组织细胞分泌出乳汁,蚜虫依赖这种营养生长、繁殖、膨大成疣状虫瘿,成熟后就成为五倍子,以五倍子为原料生产的单宁酸、没食子酸、焦性没食子酸和医药用的鞣酸等,均是我国石油、冶金、军工、医药、轻工等工业生产的重要原料和化学试剂。
一、种类:由于五倍子蚜虫种类、寄生树种和寄生部位不同,所产五倍子的形状也各不相同。
我国五倍子主要分两类,一类是寄生在盐肤木上的五倍子,以外形来分,有角倍、蛋倍、圆角倍、倍花和红倍花五种,统称角倍;另一类是寄生在红麸杨上的五倍子,以外形来分,有蛋铁倍、枣铁倍、红小铁枣、黄毛小铁枣和铁倍花五种,统称肚倍。
①角倍:此种倍子均具有若干尖角突起,质量较肚倍稍差,大约在白露后霜降前成熟。
角倍的分布地区是所有倍子中最广泛的,主要分布在四川、贵州、云南、湖北、湖南、陕西和河南等省。
②肚倍:以枣铁倍和蛋铁倍为主,长圆形、肉厚、鞣质丰富,大约在夏至到立秋之间成熟。
二、采收:五倍子的增长是逐渐的,而且在破裂前还在继续生长,因此,五倍子采收过早,虫瘿繁殖不够,五倍子内的鞣酸含量较少,会大大影响五倍子的质量和产量。
五倍子采收过晚,易破裂,使五倍子蚜虫飞走,鞣质含量减少;采收过晚,五倍子还会落地受潮,因鞣酸易溶于水,造成鞣酸流失,使五倍子质量、产量降低,所以,适时采收五倍子非常重要。
一般在秋季迁移蚜羽化飞出前,五倍子内鞣酸含量最高,掌握在五倍子成熟破裂前1─2周间采收最好。
五倍子破裂时间,又因各地区气候不同而异,对于角倍,可从9月末10月初起检查倍子内蚜虫,如已现翅蚜,腹部已变淡墨绿色时,则在5天左右即会羽化,应抓紧采收。
五倍子采收时,在树上应适当保留一些个体较大的五倍子作为种倍,任其将来自然成熟破裂,使秋季迁移蚜能飞到冬寄主提灯藓上繁殖后代,这样就增加了五倍子越冬幼蚜在提灯藓上过冬的虫口数,便可达到第2年五倍子的增长。
五倍子质量标准及检验操作规程

XXXXXXXX有限公司成品质量标准及检验操作规程1 品名:1.1 中文名:五倍子1.2 汉语拼音:Wubeizi2 代码:3 取样文件编号:4 检验方法文件编号:5 依据:《中国药典》(2015年版一部)。
6 质量标准:7 检验操作规程:7.1 试药与试剂:甲醇、五倍子对照药材、没食子酸对照品、三氯甲垸、甲酸乙酯、甲酸、磷酸、甲基红乙醇指示液、氢氧化钠滴定液。
7.2 仪器与用具:电子天平、烘箱、水浴锅、三用紫外分析仪、马弗炉、硅胶GF 254薄层板、超声波清洗器、高效液相色谱仪、中药二氧化硫测定仪。
7.3 性状:取本品适量,自然光下目测色泽,嗅闻气味。
7.4 鉴别:取本品粉末0.5g,加甲醇5ml,超声处理15分钟,滤过,滤液作为供试品溶液。
另取五倍子对照药材0.5g,同法制成对照药材溶液。
再取没食子酸对照品,加甲醇制成每1ml含1mg的溶液,作为对照品溶液。
照薄层色谱法(附录7)试验,吸取上述三种溶液各2µl,分别点于同一硅胶GF254薄层板上,以三氯甲烷-甲酸乙酯-甲酸(5 :5 :1)为展开剂,展开,取出,晾干,置紫外光灯(254nm)下检视。
供试品色谱中,在与对照药材色谱和对照品色谱相应的位置上,显相同颜色的斑点。
7.5 检查:7.5.1水分:不得过12.0%(附录15 第二法)。
7.5.2总灰分:不得过3.5%(附录17)。
7.5.3二氧化硫残留量:照二氧化硫残留量测定法(附录58)测定,不得过150mg/kg。
7.6 含量测定:7.6.1鞣质取本品粉末(过四号筛)约0.2g,精密称定,照鞣质含量测定法(附录37)测定,即得。
本品按干燥品计算,含鞣质不得少于50.0%。
7.6.2没食子酸照高效液相色谱法(附录8)测定。
色谱条件与系统适用性试验以十八烷基硅烷键合硅胶为填充剂;以甲醇-0. 1%磷酸溶液(15 :85)为流动相;检测波长为273nm。
理论板数按没食子酸峰计算应不低于3000。
五倍子中单宁酸提取工艺研究
五倍子中单宁酸提取工艺的研究单宁酸(Tannic acid)又称鞣酸,分子式C76 H 52O46。
常温下为淡黄色至浅棕色粉末,有特殊气味,味极涩。
单宁酸具有丰富的自然资源,主要富含于中国五倍子、土耳其槽子、塔拉果荚、石榴、漆树叶、黄栌、金缕梅树等植物中,其提取主要来自于天然植物或植物虫瘿五倍子中。
其中,五倍子是一种林副产品,又名文蛤,是倍蚜虫在漆树科植物盐肤木、青麸杨或红麸杨叶子上寄生所形成的早瘿。
五倍子适宜生长在温暖湿润的山区和丘陵,我国大部分地区均有分布,主产区集中在湖北、湖南、贵州、四川、陕西、云南等六省,这些省的五倍子产量约占全国的90%以上[1] 。
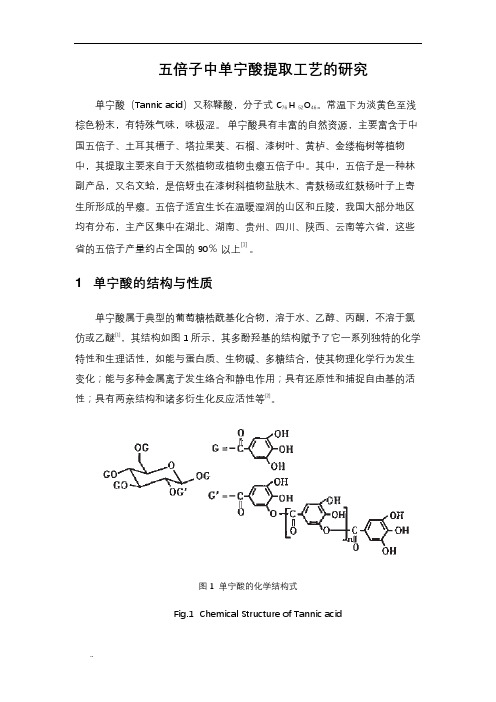
1 单宁酸的结构与性质单宁酸属于典型的葡萄糖梏酰基化合物,溶于水、乙醇、丙酮,不溶于氯仿或乙醚[1],其结构如图1所示,其多酚羟基的结构赋予了它一系列独特的化学特性和生理话性,如能与蛋白质、生物碱、多糖结合,使其物理化学行为发生变化;能与多种金属离子发生络合和静电作用;具有还原性和捕捉自由基的活性;具有两亲结构和诸多衍生化反应活性等[2]。
图1 单宁酸的化学结构式Fig.1 Chemical Structure of Tannic acid2 单宁酸的药用价值及其他应用[2]单宁酸具有独特的化学特性及特殊的生理和药理功能,因此在日用化学工业、医药工业、食品工业、皮革行业及其他方面获得了极为广泛的应用。
2.1 药用价值单宁酸的药理活性是其与生物体的蛋白质、酶、多糖、核酸等相互作用以及单宁酸的抗氧化和与金属离子络和等性质的综合体现。
1)传统药方中,含单宁酸为主的五掊子、儿茶鞣质为主的儿茶膏常因其收敛性作创伤、烧伤表面的止血剂,同时由于它们有一定的抑菌效果,可以保护伤部,防止伤口感染发炎等。
2)单宁酸还可用作生物碱和一些重金属离子中毒时的解毒剂,因为它可与之螯合成沉淀,减少机体的吸收,而单宁酸与细胞外或组织外的钙离子的络合。
可抵抗平滑肌钙诱导的收缩,降低血压。
五倍子的加工方法与技巧

五倍子的加工方法与技巧
采取的新鲜五倍子必需及时加工处理,防止霉烂变质或虫蛀而降低质量。
加工前,将采摘的鲜五倍子清洗干净,直接放到干净凉席上暴晒3-5天,直到晒干或放置30-35℃的烘箱中干燥。
外形凹瘪,色泽青绿为止。
也可将鲜五倍子放到沸水中烫,并用小棒不断搅拌3-4分钟,待虫瘿表面颜色由红变棕黄色至灰色时,捞出在晒席卜晒3-5天,晒干为止。
也有将采收的鲜五倍子置瓶内的水中蒸5-10分钟后取出晒干。
加工方法是采用直接晒干、烤干的五倍子。
所含单宁成分高,质量好,加工方法简单,易碎,外形规格较差,经沸水烫或蒸的五倍子虽然完整饱满,色泽透明,外观好看,但所含有效成分减少。
鉴别五倍子质量一般以身干无霉变、无虫蛀、无泥沙完整或破碎少,一般不超过10%者为佳品。
五倍子生产技术

五倍子生产技术
方良兴
【期刊名称】《经济林研究》
【年(卷),期】1989(007)001
【摘要】五倍子是我国主产特有商品,又是传统出口商品。
我国五倍子产量占世界80%,质量单宁含量平均值65—72%,在国际上享有“中国五倍子单宁酸”盛誉。
五倍子是生产单宁酸的主要原料,被广泛用于轻工、化工、食品、医药、治金、石油、航空等领域。
目前,单宁酸国内最少年需用量130万kg,实际产量只有66万kg。
随着出口任务的增加,价格也大幅度提高,五倍子收购价由1973年的0.6元/kg提高到1986年的3.6/kg,议购价达到5.4元/kg,出口价达3美元/kg。
五倍子生产经济效益日益显著。
【总页数】2页(P105-106)
【作者】方良兴
【作者单位】无
【正文语种】中文
【中图分类】S759.73
【相关文献】
1.五倍子生产技术 [J], 文道军
2.五倍子的人工生产技术 [J], 黄平
3.五倍子及五倍子倍花中油脂的提取工艺研究 [J], 龚力民;张楚晗;汪兰;卓海燕;王
文茂;汤先赤;汤赫;李顺祥
4.人工繁殖五倍子生产技术研究获得成功 [J], 李才华
5.五倍子(角倍)配套生产技术(措施)规程初探 [J], 杨树槐
因版权原因,仅展示原文概要,查看原文内容请购买。
湖南地方标准

湖南省地方标准《五倍子种植技术规程》编制说明编制单位:湖南新汇制药股份有限公司2021年3月16日编制说明1 工作简况说明1.1任务来源本项目来源于为获得湖南省地方标准制修订项目,2019年度第一批地方标准制修订计划项目。
本项目由湖南新汇制药股份有限公司承担,于2019年3月立项。
1.2背景和意义1.2.1标准制定的必要性和意义为了规范五倍子的栽培生产,促进五倍子栽培规范化,特编制湖南省地方标准《五倍子种植技术规程》。
本栽培技术标准操作规程(SOP)适用于五倍子规范种植全过程。
根据此生产技术标准操作规程可保证湖南地区五倍子商品化生产的规范化,对促进我省五倍子产业的可持续发展具有十分重要的现实意义。
五倍子为漆树科植物盐肤木Rhus chinense Mill.、青麸杨Rhus potaninii Maxim.或红麸杨Rhus punjabensis Stew.var.sinica(DieLs) Rshd.et Wils叶上的虫瘿,主要由五倍子蚜Melaphis chinensis (Bell) 寄生形成,味酸、涩、性寒,归肺、大肠、肾经。
有敛肺降火、涩肠止泻、敛汗、止血、收湿敛疮之功,临床用治肺虚久咳、肺热痰嗽、久泻久痢、自汗盗汗、消渴、便血痔血、外伤出血、痈肿疮毒、皮肤湿烂。
1.2.2 历史沿革1.2.2.1 研究现状《开宝本草》首次提出五倍子“一名文蛤”,“内多虫“,一名“百虫仓”。
之后的本草著作多次转载这两个别名,直到《本草纲目》解释:“其形似海中文蛤,故亦同名。
百虫仓,会意也。
百药煎,隐名也”。
《本草原始》解释其名为:“因商贩得此五倍之利,故名五倍子”。
《本草汇言》解释其名为:“此药结球叶底,小则如黍、如粟,大则如菱如栗,故名五倍子也。
”谓五倍子大则如菱角、栗子,小则如米粒,大者数倍于小者,“五”为概数故五倍子以此为名。
诸本草资料对五倍子的描述以酸味为主,兼有苦味或咸味,直到《得配本草》描述其性寒,此前均记载为性平;明末的《本草汇言》出现了五倍子的归经,为手太阴经,足阳明经,《本草新编》认为其入肾经,《得配本草》为大肠经,而最近的《本草便读》与现行《中国药典》所述性味归经基本一致。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XXXXXXXXX有限公司生产工艺规程
1目的:建立五倍子生产工艺规程,用于指导现场生产。
2 范围:五倍子生产过程。
3 职责:生产部、生产车间、质保部。
4 制定依据:《药品生产质量管理规范》(2010修订版)
《中国药典》2020年版。
5 产品概述
5.1 产品基本信息
5.1.1产品名称:五倍子
5.1.2规格:统
5.1.3性状:
肚倍呈长圆形或纺锤形囊状,长2.5~9cm,直径1.5~4cm。
表面灰褐色或灰棕色,微有柔毛。
质硬而脆,易破碎,断面角质样,有光泽,壁厚0.2~0.3cm,内壁平滑,有黑褐色死蚜虫及灰色粉状排泄物。
气特异,味涩。
角倍呈菱形,具不规则的钝角状分枝,柔毛较明显,壁较薄。
5.1.4企业内部代码:
5.1.5性味与归经:酸、涩,寒。
归肺、大肠、肾经。
5.1.6功能与主治:敛肺降火,涩肠止泻,敛汗,止血,收湿敛疮。
用于肺虚久咳,肺热痰嗽,久泻久痢,自汗盗汗,消渴,便血痔血,外伤出血,痈肿疮毒,皮肤湿烂。
5.1.8贮藏:置通风干燥处,防压。
5.1.9包装规格:3g/袋;5g/袋;10g/袋;60g/罐;80g/罐;100g/罐;0.5kg/袋;1kg/袋;10kg/袋;15kg/袋;18kg/袋;20kg/袋;25kg/袋;30kg/袋;50kg/袋。
5.1.10贮存期限:36个月
5.2 生产批量:5~10000kg
5.3 辅料:无
5.4 生产环境:一般生产区
6 工艺流程图:
6.1 五倍子生产工艺流程图:
6.2 生产操作过程与工艺条件:
6.2.1领料
6.2.1.1饮片车间根据批准的批生产指令,按照“生产过程物料管理程序”,凭填写品名、编码、领料量、数量的指令单到原料库领取五倍子原料。
6.2.1.2领料过程中必须核对原料品名、编码、件数、数量、合格标志等内容。
6.2.2净制:
6.2.2.1取原料,置于不锈钢挑选台上,按照《净制岗位标准操作规程》手工挑选,除去杂质。
将净五倍子置净料袋或周转箱。
6.2.2.2净制结束后,称量,标明品名、批号、总件数、总数量。
将净制后的五倍子运至车间中转间,及时清场并填写生产记录。
6.2.2.3填写请验单,通知质量检验人员取样检验,检验合格后方可流入下道工序。
6.2.2.4质量要求
6.2.2.4.1生产操作过程中,药材不得直接接触地面。
6.2.2.4.2生产操作过程中,物料必须每件有正确的标识,设备必须有运行标志。
6.2.2.4.3净制标准
(1)取样方法:随机取样3次,每次500g ,检查杂质数量。
(2)合格标准:照《杂质检查法》(检验操作规程附录12)测定,杂质不得过3%。
6.2.2.5净药材物料平衡限度 (1)指标:95-100%。
(2)计算公式如下:
++=
100%
净药材量杂物量取样量
净制物料平衡指标(%)投料量
6.2.2.6偏差处理:投料量按领料数量计算。
如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。
如有质量风险,按质量事故处理则进行纠正和预防。
6.2.3包装
6.2.3.1内包装
6.2.3.1.1包装工序按照《饮片包装岗位标准操作规程》根据批包装指令,填写领料单,填写品名、批号、领料量,注意核对合格标志。
6.2.3.1.2根据指令要求的规格,产量,计算所需包材的数量,标签的量,凭批包装指令单领取包材及标签。
6.2.3.1.3标签(合格证)领取:持《批包装指令》、《物料状态卡》向车间QA申请标签(合格证),并进行复核,无误的签字领用。
6.2.3.1.4分装过程中,要求称量准确,封口严密,标签注明品名、批号、产地、规格、生产日期、生产厂家、执行标准、及合格标志。
6.2.3.1.5各种包装内包重量偏差应符合下表规定:
内包装装量偏差允许值表
6.2.3.1.6装量误差:应符合下表规定。
内包装装量偏差允许值表
6.2.3.1.7填写请验单,通知质量部取样,待检验合格后换绿色标识。
6.2.3.2内包装标准:
(1)抽样方法:随机取样5袋。
复核重量、检查标签和封口质量。
(2)合格标准:标签位置端正一致,内容准确;装量误差符合要求,封口
严密。
6.2.3.3物料平衡限度: 6.2.3.3.1内包装物料平衡 (1)标准:98-100% (2)计算公式如下:
++%=
100%
⨯合格品数量废弃物量取样量
内包装工序物料平衡()投料量(半成品)
6.2.3.3.2合格证和包装袋物料平衡 (1)标准:100% (2)计算公式如下:
++%=
100%
⨯使用量损坏量剩余量
包装(标签、包装材料)物料平衡()领用量
6.2.3.4偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。
如有质量风险,则进行纠正和预防,按质量事故处理。
6.2.4外包装:
6.2.4.1按《批包装指令》单中规定的包装规格,领取外包材;
6.2.4.2检查核对:对指定批号的五倍子饮片,逐件核对《物料状态卡》和数量应正确一致。
6.2.4.3标签(合格证)领取:持《批包装指令》、《物料状态卡》向车间QA 申请标签(合格证),并进行复核,无误的签字领用。
6.2.4.4装箱或装袋:按指定数量,整齐码放在纸箱或编织袋内,保证内包装袋(PE 罐)之间松紧适宜。
6.2.4.5封口:纸箱:胶带在纸箱开口处粘贴,要求平整牢固;编织袋用手提高速缝包机封口。
6.2.4.6挂签:在编织袋的右上角位置缝上或在纸箱的右上角空白位置贴上标签。
6.2.4.7交料:经QA 检查合格,将外包合格的饮片交仓库待验。
6.2.4.8清场:包装结束,及时清场并填写批生产记录。
6.2.5包装完毕,及时填写饮片包装生产记录, 入成品库待验,贴黄色 待验标识。
6.2.6外包装标准:
(1)抽样方法:随机取样3件。
复核数量、检查标签和封口质量。
(2)合格标准:标签位置端正一致,内容准确;装量误差符合要求,封口严密。
6.2.6.1合格证和包装袋物料平衡 (1)标准:100% (2)计算公式:
%
100⨯++=
领用量剩余量
损耗量使用量包装材料物料平衡限度
6.2.7总收率
(1)控制标准: ≥80% (2)计算公式如下:
%100%⨯=
投料数量
成品量
)收率(
6.2.8工艺环境卫生要求:
6.2.8.1设备、容器、器具,生产场所,进入生产区的人员、物料必须按程序净化。
(详见第11条工艺操作过程中支持文件)
6.2.8.2产品生产结束后按各岗位清场SOP 要求,严格清洁、清场,并由QA 监督检查合格后颁发清场合格证。
6.2.8.3生产全过程,由QA 质量管理员监督。
7 原料、中间体、成品、包装材料的质量标准详见第11条工艺操作过程中支持文件。
8 物料平衡:各工序的物料平衡标准值一年修订一次,修订依据为该岗位
上一年生产物料平衡的平均值为下一年的标准值,除包装工序外。