φ3.5X13江重参数(配辊压机)
对辊机参数
对辊机参数辊筒机是一种用于运输、输送或推动物体的设备,广泛应用于物流、制造业和采矿等领域。
辊筒机的参数包括以下几个方面:1.辊筒直径:辊筒直径是辊筒机的一个重要参数,直径越大,承载能力越高。
常见的辊筒直径有50mm、60mm、76mm等多种尺寸可选。
2.辊筒长度:辊筒长度通常根据输送物体的尺寸和个数来确定,也可以根据客户的特殊要求进行定制。
常见的辊筒长度有300mm、500mm、1000mm等。
3.带宽:带宽是指辊筒机传送带的宽度,也称为输送带宽度。
带宽决定了辊筒机能够输送的物体的大小和数量。
常见的带宽有300mm、500mm、1000mm等。
4.输送速度:输送速度是辊筒机传送带上物体的运行速度,一般以米/分钟为单位。
根据实际需要,输送速度可以调整,通常在0.1m/min到2m/min之间。
5.输送能力:输送能力是指辊筒机在单位时间内能够输送的物体重量或数量。
根据辊筒直径、输送速度和带宽等参数,可以计算出辊筒机的输送能力。
6.功率:辊筒机的功率通常以千瓦为单位,是指驱动辊筒机运行所需的能量。
功率大小与辊筒机的尺寸、负载和输送速度等有关。
7.工作温度:工作温度是指辊筒机在正常运行时所能承受的温度范围。
根据不同的工作环境和物体特性,辊筒机可以选择防火、防尘、耐高温等特殊要求。
8.输送物体类型:辊筒机可以根据输送物体的形状、尺寸和重量等特性,来选择合适的辊筒直径、长度、带宽和输送速度等参数。
常见的输送物体类型有箱子、袋子、板材、颗粒等。
综上所述,辊筒机的参数包括辊筒直径、辊筒长度、带宽、输送速度、输送能力、功率、工作温度和输送物体类型等。
根据实际需要和物体特性,可以选择合适的参数来满足不同的物流、生产和采矿需求。
辊筒机的参数由制造商提供,客户可以根据自己的需求和情况来选择合适的设备。
辊压机技术参数

XYG120-45型辊压机技术参数一、技术参数1、设备名称 XYG120-45型辊压机2、用途用于粉碎水泥熟料3、数量 1台4、物料名称水泥熟料等5、综合水份≤1-1.5%6、入料粒度 D max≤60mm7、平均入料粒度 D平均≤25mm8、出料粒度 0.08mm占25%以上9、处理能力 100-140t/h10、工作制度连续11、供电方式电压~380V电机型号Y355L-812、布置方式室内电机功率2×220KW13、辊子直径 1200mm14、辊子宽度 450mm15、线速度 1.47m/s16、最大单位辊宽破碎力70KN/cm217、重量:65.0t(不含打散机重量)二、供货范围及主要零部件规格供货范围:1、主机:包括主机架轴系、进料装置、扭矩支撑、液压系统、润滑系统;2、主传动部分:包括电动机、减速机、联轴节、底座;3、其它:包括电机、辊压机控制柜、地脚螺栓、冷却装置、液压储能器充气工具一套、耐磨补焊焊条10Kg、随机专用工具等。
详细供货范围以总图为准。
每台主要包括:(1)主机架材质:Q235焊接件数量:1套(2)主轴-主轴轴体材质:42CrMo数量:2根、表面:耐磨材料堆焊HRC≥55(3)轴承座材质:ZG230-450数量:4件带水冷槽(4)主轴承型号:3153296K数量:4套生产厂家:瓦房店轴承厂(5)减速机型号:XGL38-31.5数量:2套配稀油站壹套生产厂家:湖北荆州减速机厂(6)主电机型号:Y355L-8(西门子合资)数量:2台(7)万向节传动轴数量:2套(8)电机底座数量:2件(9)液压系统型号:液压站16MPa,流量:20L/min数量:1套电动机:Y132S-4-5.5KW 1台(10)地脚螺栓数量:1套(11)测温元件型号:pt-100数量:轴承部位4件,减速机部位2件(12)自动干油润滑系统数量:1套电动机:YS7714-J 370W 1台(13)辊隙检测—感应式传感器型号:HKB-80,行程:80mm,输出4~20mA 精度:0.1%(14)液压系统工作压力检测—压力传感器(15)减速机润滑系统数量:1套电动机:Y80L-4-0.75KW 1台三、制造标准及技术要求1、辊子主体为42CrMo锻打件,加工正火热处理,硬度达HB220~260,主轴表面堆焊有耐磨材料,主轴采用中空冷却水冷却。
Φ3.8m×13m水泥磨加辊压机的技术改造

设备参数
O 球磨机 规格 : 3 8m×1 生产能力 :5— 2th 功 l . 3m; 6 7 ; /
0 O— E A 型号 : 2 0 ; 泥产 量 :O~10 th 功率 : 2 SP N一 5 0 水 9 5 / ;
选 粉 机 10 k 1 W。
脉 冲袋 型号 :P 2×8 23 处 理风量:6 0 h LM D一 90; 1510m / ; 3 0 收 尘 器 过 滤 风 速 : . 4 ~ 1 0 m mi; 滤 面 积 : 3 09 .1 / n 过 290m2 设备阻力 : 0 a 3 ; <20 0P 。
压机技术 改造 的效果 。
000 ) 360
关键词 : 水泥粉磨 ; 联合粉磨 ; 辊压机
中 图分 类 号 : U 12 6 T 7 . 文 献标 识码 : B
引 言
我公 司 2× 0 d生产线配 套 3台 38I 2 0t 5 / . n×
1 l 路水 泥粉磨 系统 , 20 3n闭 至 09年 3月 , 水泥 磨 台
2 1 改 造方 案 .
3 改造后主要设 备参数及工艺 流程
3 1 改造后 的主 要设备 参数 . 粉 磨 系统 改 造后 的主要 设备 及参 数见 表 3 。
Re e r h & Ap ia i n o l n a e il sac plc to fBui di g M t r as
编号 设备名称
率 0 W。 25 0k
级 方案 , 以便 于分 级 , 可 保 证 运行 稳 定 , 既 又能 提 高 选 粉效 率 。选 出的成 品直接 入成 品库 , 减少 回粉 量 。 () 4 加大 配料 秤能力 , 由皮带秤 改 为板链 秤 。
辊压机主要参数确定

辊压机主要参数确定第三节辊压机主要参数确定一、辊径D和辊宽B及最小辊隙S min的确定目前,在设计和使用上辊径有两种方案:一为大辊径;另一为小辊径。
辊径 D 有如下简化计算式D=Kd max(9-1)式中K ———系数,由统计数据而得,K=10-24 ;d max———喂料最大粒度,mm。
采用大辊径有如下优点:(1)大块物料容易咬入,向上反弹情况少。
(2)由点载荷、线载荷、径向挤压三者所组成的压力区高度较大,物料受压过程较长。
(3)辊子直径大,惯性大,运转平稳。
(4)辊径大,则轴承大,轴承及机架受力情况较好,且有足够空间便于轴承的安装与维修。
(5)辊面寿命相对延长。
但辊径大,则重量和体积较大,整机重量比小辊径方案重15%左右。
辊宽 B 的设计也有两种方案:一为宽辊;另一为窄辊。
辊宽B可用下式计算B=K B D (9-2)式中K B———辊宽系数,K B0.2-1.2;D ———辊径,mm 。
宽辊相应的辊径要小,窄辊相应的辊径要大。
宽辊具有边缘效应小、重量轻、体积小等优点。
但对喂料程度的反应较敏感,出料粒度组成及运转平稳性略差。
辊压机两辊之间的间隙称为辊隙,在两辊中心连线上的辊隙,称为最小辊隙,用S min表示。
根据辊压机的具体工作情况和物料性质的不同,在生产调试时,调整到比较合适的尺寸。
在喂料情况变化时,更应及时调整。
在设计时,最小辊隙S min可按下式确定S min=K s D(9-3)式中K s———最小辊隙系数,因物料不同而异,水泥熟料取K s=0.016-0.024,水泥原料取K s=0.020-0.030;D ———挤压辊外直径,mm。
二、工作压力水泥工业用辊压机,对于石灰石和水泥熟料,平均单位压力控制在140-180MPa 之间比较经济,设计最大工作压力宜取200MPa 。
这个压力值又直接控制着辊子的工作间隙和物料受压过程的压实度。
为了更精确地表示辊压机的压力,用辊子的单位长度粉磨力(即线压力)F m(kN/cm)来表示,一般为80-100kN/cm。
辊压机安装施工方案

2#生产线第四标段辊压机施工方案编制:审核:批准:承德博冠实业集团有限公司目录一、工程概况二、编制依据三、安装前准备工作四、安装的工艺和方法五、试车六、质量保证措施七、安全要求八、施工机具及人员组织计划九、安全组织结构形式一、工程概况首钢京唐钢铁联合有限责任公司二期球团工程2#线原料准备系统辊压室辊压机安装(型号为POL YCOM4-17/12M一台)。
二、编制依据2.1《辊压机安装图》2.2《机械设备安装施工规范》2.3《重型设备吊装手册》第2版2.54 国家及上级现行有关规范、标准2.5建设单位有关制度、规定三、安装前准备工作3.1 组织有关的技术人员熟悉工程图纸,并结合施工图和现场实际情况,编制合理的施工方案。
3.2 熟悉规范和工艺标准,并做好详尽的技术交底工作。
3.3 准备施工用的专用输电线路,并采取有效的措施以保证其畅通、充足、可靠。
3.4 准备设备进场的卸车场地,要保证场地的平整和坚实。
3.5 设备进场的道路要平整、坚实,有足够的宽度和转弯半径。
3.6 配置本工程所需的测量仪器、专用工具和吊装机具等。
3.7 组织施工人员进行相应的技术、质量和安全教育。
四、安装的工艺和方法4.1设备安装的工艺流程4.2.1设备基础的检查和验收设备安装前,要根据土建单位移交的资料,对安装设备的基础进行严格的复测、检查验收。
包括基础混凝土的强度要求、基础的外形尺寸、基础面的水平度以及中心线、标高、地脚螺栓孔洞的间距、混凝土内的埋设件等是否符合设计图样和安装施工图及施工验收技术规范的要求,并按下列标准进行检查验收:(1)基础各部尺寸要符合设计图样要求,其偏差要达到相应的规范要求;(2)根据设计图样检查所有预埋件、包括预埋地脚螺栓等的数量和位置的准确性;(3)基础表面及地脚螺栓孔应清理干净;且无有油污,各预埋件需露出部分必须露出基础面。
预埋地脚螺栓的螺纹和螺母应防护好;(4)基础过高时用扁铲铲平,过低时可将原表面铲平后,研磨再垫以平垫铁;基础中心偏差过大时,可适当改变地脚螺栓的位置;(5)基础不得有裂纹、蜂窝、空洞、露筋等缺陷;根据已复查合格后的基准线和基准点在各设备基础上标出其纵横向中心线及便于测量的标高等标记。
辊压机技术参数
XYG120-45型辊压机技术参数一、技术参数1、设备名称 XYG120-45型辊压机2、用途用于粉碎水泥熟料3、数量 1台4、物料名称水泥熟料等5、综合水份≤1-1.5%6、入料粒度 D max≤60mm7、平均入料粒度 D平均≤25mm8、出料粒度 0.08mm占25%以上9、处理能力 100-140t/h10、工作制度连续11、供电方式电压~380V电机型号Y355L-812、布置方式室内电机功率2×220KW13、辊子直径 1200mm14、辊子宽度 450mm15、线速度 1.47m/s16、最大单位辊宽破碎力70KN/cm217、重量:65.0t(不含打散机重量)二、供货范围及主要零部件规格供货范围:1、主机:包括主机架轴系、进料装置、扭矩支撑、液压系统、润滑系统;2、主传动部分:包括电动机、减速机、联轴节、底座;3、其它:包括电机、辊压机控制柜、地脚螺栓、冷却装置、液压储能器充气工具一套、耐磨补焊焊条10Kg、随机专用工具等。
详细供货范围以总图为准。
每台主要包括:(1)主机架材质:Q235焊接件数量:1套(2)主轴-主轴轴体材质:42CrMo数量:2根、表面:耐磨材料堆焊HRC≥55(3)轴承座材质:ZG230-450数量:4件带水冷槽(4)主轴承型号:3153296K数量:4套生产厂家:瓦房店轴承厂(5)减速机型号:XGL38-31.5数量:2套配稀油站壹套生产厂家:湖北荆州减速机厂(6)主电机型号:Y355L-8(西门子合资)数量:2台(7)万向节传动轴数量:2套(8)电机底座数量:2件(9)液压系统型号:液压站16MPa,流量:20L/min数量:1套电动机:Y132S-4-5.5KW 1台(10)地脚螺栓数量:1套(11)测温元件型号:pt-100数量:轴承部位4件,减速机部位2件(12)自动干油润滑系统数量:1套电动机:YS7714-J 370W 1台(13)辊隙检测—感应式传感器型号:HKB-80,行程:80mm,输出4~20mA 精度:0.1%(14)液压系统工作压力检测—压力传感器(15)减速机润滑系统数量:1套电动机:Y80L-4-0.75KW 1台三、制造标准及技术要求1、辊子主体为42CrMo锻打件,加工正火热处理,硬度达HB220~260,主轴表面堆焊有耐磨材料,主轴采用中空冷却水冷却。
4.2X13水泥磨
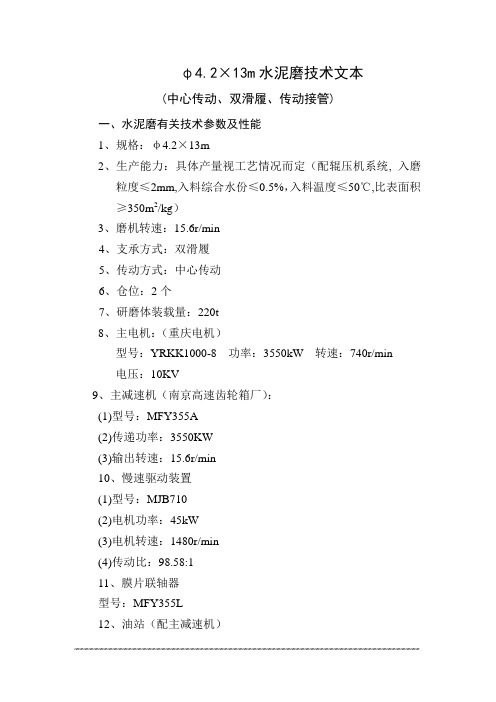
φ4.2×13m水泥磨技术文本(中心传动、双滑履、传动接管)一、水泥磨有关技术参数及性能1、规格:φ4.2×13m2、生产能力:具体产量视工艺情况而定(配辊压机系统, 入磨粒度≤2mm,入料综合水份≤0.5%,入料温度≤50℃,比表面积≥350m2/kg)3、磨机转速:15.6r/min4、支承方式:双滑履5、传动方式:中心传动6、仓位:2个7、研磨体装载量:220t8、主电机:(重庆电机)型号:YRKK1000-8 功率:3550kW 转速:740r/min电压:10KV9、主减速机(南京高速齿轮箱厂):(1)型号:MFY355A(2)传递功率:3550KW(3)输出转速:15.6r/min10、慢速驱动装置(1)型号:MJB710(2)电机功率:45kW(3)电机转速:1480r/min(4)传动比:98.58:111、膜片联轴器型号:MFY355L12、油站(配主减速机)(1)公称流量:400L/min(2)油泵型号:XYZ400GZ(3)电机功率:15KWX2(4)电机转速:1440r/min(5)冷却面积:35m2(6)冷却水量:35t/h(7)加热器功率:6×6=36KW13、冷却方式:水冷14、润滑方式稀油站XGD-2.5X2/100(1)低压系统流量:100L/min 供油压力:0.4MPa供油温度:40±3℃电机功率4kW(2)高压系统流量:2.5L/min供油压力:31.5MPa电机功率 2.2kW(3)其它性能冷却水耗量:9m3/h进水温度:<28℃加热器功率:4KW×3工作介质:N33-N32015、设备重量:260t(不含传动装置及研磨体)。
海螺设计院

1、磨机型号及数量:φ3.8×13m共4台;主电机2500KW,电压等级为6000V。
2、选粉机:1-3#磨配置为2500m3/min,4#磨机配置为2000 m3/min。
3、主排风机功率:1-3#磨机配置为500KW,转速1480 r/min,4#磨机配置400KW,转速1480r/min,电压等级均为6000V。
3、φ4.2×14.5m
随着集团的进一步发展、公司产能的进一步扩大,水泥粉磨系统的单线产能也在进一步的提高。2004年,从白马新线、海门、江门等企业开始建设φ4.2×14.5m水泥粉磨系统,目前投入运行的已达65套,是集团水泥粉磨系统中最多的。
这套系统从流程上看,与前期φ3×9m和φ3.8×13m系统一样均属于单闭路循环粉磨。随着磨机规格的加大,为了更好地发挥系统产能和提高操控性,采用单独的磨内通风收尘系统,与选粉收尘分开,选粉机也提高至O-SeapN3000,同时在磨尾增设粗粉分离器。
φ4.2×14.5m系统主机配置
编号
设备名称
规格、型号、工艺参数
1
磨 机
规格:Φ4.2×14.5m; 研磨体装载量:250t;
生产能力:>110t/h P.O42.5
额定功率:4000 kW
2
O-SeapN3000
选粉机
生产能力:135-190t/h
选粉空气量: 180000 m3/h
熟料新型干法水泥生产线可行性研究报告(节能专篇)
日产2000t/d熟料新型干法水泥生产线可行性研究报告(节能专篇)1 项目概况1.1 项目名称项目名称:水泥有限公司2000t/d熟料新型干法水泥生产线项目主建单位:建筑工程有限公司企业性质:有限责任公司法人:1.2 建设地点水泥有限公司拟建项目位于某县白水镇沙锅冲,建设一条2000t/d熟料新型干法水泥生产线。
拟建生产线位于地势相对较高的坡地,厂内地质情况良好,排水条件好,无滑坡、泥石流等不良地质现象,适宜于生产线的布置和建设。
1.3 建设规模、范围、产品方案1、建设规模、范围根据水泥有限公司的原料矿山资源、建设场地、供配电、给排水的条件,再结合考虑到市场和企业资金情况,拟建规模及产品方案确定为:拟建规模:熟料2000 t/d 62万t/a水泥81.3万t/a在上述拟建规模基础上,选择国内先进成熟可靠的五级预热器分解窑新型干法水泥生产工艺线,以确保产量和产品质量。
2、产品方案综合考虑当地水泥市场的需求,产品方案拟定为:PO42.5普通硅酸盐水泥及PC32.5粉煤灰硅酸盐水泥、PC42.5粉煤灰硅酸盐水泥,具体见表1-1表1-1 产品方案注:以上产品检验采用ISO水泥新标准。
3、建设范围拟建工程为某某水泥有限公司2000t/d熟料新型干法水泥生产线,主要内容包括:原料制备系统:包括从原料破碎、原料储存及配料,原料粉磨及均化等全部生产厂房、工艺及环保、计量设备。
熟料烧成及储存系统: 包括从生料喂入窑系统, 煤粉制备系统, 熟料储存系统等全部生产厂房、工艺及环保、计量设备。
水泥制备系统:包括从配料、水泥粉磨及储存等全部生产厂房、工艺及环保、计量设备。
水泥包装系统:包括从包装及储存等全部生产厂房、工艺及环保、计量设备。
相应的辅助生产设施:供电、供水、机电仪修等。
生产管理和生活福利设施。
石灰石矿山及辅助原料矿山采取外包开采,不列入此次项目的研究范围。
1.4 建设单位及概况建设单位:云南红林盛亚建筑工程有限公司云南红林盛亚建筑工程有限公司,始建于1981年,目前总资产9124.4万元,年产值达7000万元,主营业务为建筑施工。
辊压机主要技术性能及参数(精)

辊压机主要技术性能及参数一. 辊压机型号及主要参数1. 辊压机型号:HFCG140-652. 辊径:1400mm3. 辊宽:650mm4. 辊压线速度:1.48m/s5. 最大单位辊宽粉碎力:70KN/CM6. 正常工作辊隙:25— 40mm7. 最大喂料粒径:80mm8. 最大喂料温度:150℃9. 处理量:240-330t/h10. 处理后的物料中细粉含量<80μm 22-30%二. 主电机参数1. 型号:YR500-82. 功率:2×500KW3. 转速:750rpm4. 工作电压:6KV三. 传动系统参数1. 型号:NGWXG48公称传动化:36.5安装形式:悬挂式额定功率:500KW2. 万向节传动轴型号:5— 2B额定扭矩:35KN.M最大倾角:12°四. 液压系统参数1. 主液压缸油缸内径:Φ400mm油缸行程:90mm2. 系统压力:工作压力:7.0— 9.0Mpa 系统最大工作压力:10.0Mpa 3. 泵站油泵型号:CBW-F3-20流量:20ml/r额定压力:14.0Mpa最大压力:17.5Mpa4. 油泵电机:型号:Y132M — 4功率:7.5kw转速:1400r/min五. 润滑系统参数1. 15ZB — M 多点润滑泵型号:ZB2— 16压力:35Mpa储油筒容积:30L环境温度:-20---80℃电机功:0.25KW2. VEK 递进式分配器六. 检测系统1. 辊隙检测 ---感应式位移传感器型号:BS — 0ZB 行程:60mm灵敏度:3v/vm精度:0.1%2. 主轴承温度—端面铂电阻型号:WZPM — 201, Pt100测量范围:0— 100℃3. 液压系统工作压力检测—压力传感器型号:YSY —Ⅲ测量单位:0— 25mpa精度:1.5级4. 润滑系统正常工作检测—接近开关5. 液压泵站滤油机压差检测—压差发讯装置(滤右器配外形尺寸:长×宽×高 =8205×5545×2610mm重量1. 主机:108t2. 磨辊轴系:52194kg3. 主机架:26070kg4. 减速机:5000×2kg5. 电机:4240×2kg。
水泥磨提产改造方案
极低,有效地延长了其使用寿命。
⑹ 主轴下轴承密封采用新的设计方案,采用了干油站强制润滑轴承, 有效地解决了轴承进灰和漏油两项重大难题,切实有效地延长了轴承使用 寿命。 ⑺ 高效率的集尘系统可将30μm以下颗粒及时并大量地收集进入成品
,有效地提高了产品的比表面积。
四、高效涡流选粉机性能参数:
4.3 Sepax高效涡流选粉机特点
四、高效涡流选粉机性能参数:
85%以上,但其系统装机容量却要降低30%,且可在正压下工作,细粉 收集仅采用高效旋风筒即可,无需再配置庞大的气箱脉冲袋式除尘器, 这样不但降低了粉磨电耗,而且也降低了投资费用(省去了气箱脉冲袋 式除尘器)和维护保养费用。与转子式选粉机相比其分级效率高出15% ,而装机容量却差不多,因而产量要高出20~30%。
1.3.2产、质量指标
时间
辊压机 辊压机 出磨提 入磨提 80um 比 表 项目名 选粉机 磨机电 筛 余 m2/kg 台时t/h 动辊电 定辊电 升机电 升机电 称 电流 流 ≦1.2% >370 流 流 流 流
345 125 35 32 99 130 180 160
14:00 PO42.5 0.4
3 、布袋收尘器JMPL128-2X8D,处理风量150000m3/h,过滤风 速1.07m/min,系统阻力≦1500Pa,风机GY75T-VN021F,风 量180000m3/h,压力7500Pa,电机YJTGKK5003-6/560kw 4、球磨机Ǿ3.8X13m,二仓,其中一仓长2.75m,二仓9.75m。电
⑶ 与O-Sepa涡流选粉机相比, Sepax涡流选粉机增加了分散、预分
级装置。采用航空空气动力学分析方法对整个流场进行了优化设计;采用 悬浮分散技术使物料充分分散;采用预分级技术,有效地减小了大小颗粒 间的干扰,为精确分级创造了条件。 ⑷ Sepax涡流选粉机与尺寸相近的离心式、旋风式、单(双)转子
辊压机说明书

CLF140-65辊压机安装、使用、维护说明书版本号:E编写人:尹红、陈雷、刘忠安审核人:徐智平中国成都市利君实业有限责任公司目录1.前言该说明书将使用户熟悉辊压机及其辅助设备的安装、操作和维护。
在安装或操作辊压机前请仔细通篇阅读该说明书。
辊压机采用优质材料及高质量的制造技术使该机操作简便、结构合理、利于保养和检测。
如有任何问题,请拨电话、来传真或直接给本公司来函。
联系方式:地址:中华人民共和国四川省成都市武科东二路5号邮政编码:610045国际工程部:(国外用户联系)电话(传真):电子邮箱:技术服务部:(国内用户联系)电子邮箱:1.1主要用途CLF系列辊压机是在二十世纪末研制、开发的最新一代水泥工业专用粉磨设备,它能在极低能源消耗和运行成本下,实现水泥生料和水泥成品产量的大幅度提高。
在传统水泥生产过程中,粉磨电耗占总电耗的60-70%,粉磨高能耗是水泥工业的老大难问题,严重阻碍着水泥企业经济效益的提升和水泥生产规模的大型化。
在粉磨系统中采用基于料层粉磨技术的辊压机及配套的集打散、分级、烘干于一体的VXS或VXR选粉机,可与球磨机配合或自成系统组成各种各样的工艺流程,如预粉磨、混合粉磨、半终粉磨及终粉磨等系统。
由于粉磨机理的改变,辊压机及其系统工艺技术可使粉磨系统电耗降低20-100%,产量提高25-200%;适用于新建厂或老厂改造中的水泥生料或熟料的粉磨系统。
以辊压机为代表的料层粉磨技术和配套工艺必将成为新世纪水泥干法生产技术发展的新亮点和新热点。
1.2工作原理CLF系列辊压机主要由电动机、行星减速器、辊系、机架、扭矩支承、液压加压装置、润滑装置、喂料装置、辊罩、控制系统等组成,辊压机的两个辊轴分别由电动机经万向联轴器、行星减速机带动。
行星减速机安装在扭矩支承上,与辊子间用缩紧盘联接。
辊系分为活动辊系和固定辊系,两个辊系都安装在机架上,活动辊系可在机架导轨上作水平运动,活动辊系两端共有两个(或四个)平行油缸对辊系的轴承座施加压力,该压力通过辊系作用在通过两辊轴间的物料上,使物料被破碎、粉磨,并最终被压成料饼。
水泥磨操作工艺介绍

物料和出磨气体的温度都上升;产品筛余物中有薄片状物
料。这种薄片是在吸附作用下形成的,用手指轻压即成细
粉。
“包球”发生后,磨内温度很高,衬板可能翘起,又由于
B
磨内料量很少,钢球对衬板的冲击力增强,一仓衬板螺栓
可能断脱;由于磨内温度很高,磨出的水泥“发黏”,输
送设备容易堵塞,且磨机出口大,瓦温度很高(有的达
生产工艺流程图
第二部分:操作中常见的问题及解决办法
常见的问题及解决办法
1.成品大袋收尘器脉冲、提升阀存在故障或下料翻板下料堵、空气压力低于5.5Pa,造成 袋收尘器下料不稳,导致入库提升机电流不稳,出磨提升机电流波动大,原因是袋收尘工作不 正常导致;
2.稳定操作,操作上尽可能均衡喂料,而不应该大起大落,从而造成系统不稳定,失去平 衡状态,成品收尘风机风门开度应保证在100%,保证合适的料气比,提高选粉效率,在保证磨 内通风的前提下,稳定各风机风门,尽可能只通过调选粉机转数来控制比表面积;
第五部分:选粉机、辊压机工作原理
O-Sepa高效选粉机的工作原理
粉磨后的待选物料由上部两侧的两个喂料管喂入O-Sepa选粉机 内,通过转子撒料盘、缓冲板的充分分散落入选粉区,形成垂 直的料幕,被水平进入的二次风强烈冲散并被切向进入的一次 风带入回旋气流,在笼式转子回转时形成的内外压差的作用下, 较高固气比的物料得到充分的分散和多次的分选,分离的粗粉 在导向叶片涡旋向下运动时,又受到来自下部三次风的再次分 选后由底部卸出,合格的细粉随气流排出并被收集,产品细度 可以通过调节气流的回转转子速度和调节叶片的大小进行调节。
1.开机操作顺序
水泥库顶收尘→入库斜槽→水泥入库提升机→成品斜槽→细粉斜 槽→排风机→袋收尘→循环风机→粗粉斜槽→选粉机→入选粉机 斜槽→出磨提升机→磨主电机→入磨提升机→水泥喂料机组
辊压机的工作参数(精)
辊压机的主要参数辊子的直径和宽辊子直径计算公式:max d D K d =式中 D —辊子的直径 ,m md max --- 喂料最大粒度,mm ; K d ——系数,由统计所得,K d =10~24辊压机的辊子直径和长度之比D/L=1~2.5,D/L 大时,容易咬住大块物料,向上弹的可能性不大,压力区高度大,物料受压过程较长,运转平稳。
不过运转时会出现边缘效应。
但D/L 小时,情况与上述相反。
压力压力是决定辊压效果的最基本参数。
前面已说过粉碎后细粉比例和平均辊压的关系,平均辊压超过150MPa 细粉不再增加,在80~120MPa 之问增速最快。
辊压增加单位能力的电耗也增加,而且辊面磨损也加重。
为此辊压机设计时要寻找一个适宜的辊压值,当然该值与粉磨系统有关,亦即与出辊压机的成品质量有关。
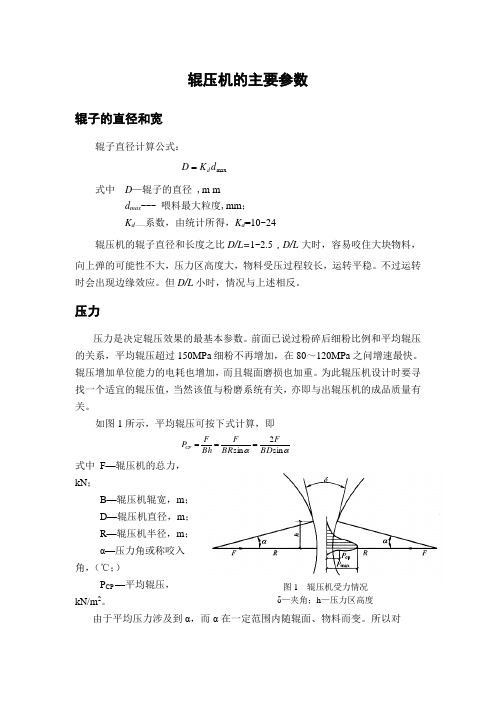
如图1所示,平均辊压可按下式计算,即ααsin 2sin BD F BR F Bh F P CP ===式中 F —辊压机的总力,kN ;B —辊压机辊宽,m ; D —辊压机直径,m ; R —辊压机半径,m ; α—压力角或称咬入角,(℃;)P CP —平均辊压,kN/m 2。
由于平均压力涉及到α,而α在一定范围内随辊面、物料而变。
所以对图1 辊压机受力情况δ—夹角;h —压力区高度于设计参数亦可应用辊子投影压力P r 来计算。
BDFP r =式中P r ——投影压力,kN/m 2。
如α为8°,则P CP 等于14.4P r 。
早期用于预粉磨的辊压机辊子的投影压力波动于8500~10000kN /㎡,相当于平均压力为120~150MPa 。
当前联合粉磨的辊压机投影压力已降至5000~6000kN /㎡,相当于平均压力为70~85MPa 。
实际上真正对辊压效果起作用的是最大压力。
转速辊压机加压时间对料饼质量无关,故转速对质量段有影响,转速只与辊压机的能力有关。
转速快、能力大,但超过一定速度,能力不再增加。
辊压机的工作原理及特点
辊压机的工作原理及特点一、辊压机辊压机可用于细碎水泥生料、熟料、高炉炉渣、石灰石、煤和其他脆性材料。
此外,在化肥、选矿等工业领域进行细碎作业,国内、外均有成功的例子。
二、辊压机的工作原理及特点1. 辊压机的工作原理辊压机由两个相向同步转动的挤压辊组成,一个为固定辊,一个为活动辊。
辊压机的工作原理物料从两辊上方给入,被挤压辊连续带入辊间,受到 50 - 100 MPa 的高压作用后,变成密实的料饼从机下排出。
排出的料饼,除含有一定比例的细粒成品外,在非成品颗粒的内部,产生大量裂纹,在进一步粉碎过程中,可较大地降低粉磨能耗。
2. 辊压机的主要特点(1)在粉磨系统中装备辊压机,可使粉磨设备的生产能力得以充分发挥,一般可提高产量 30% -40% ,总能耗可降低 20% - 30% 。
(3)结构紧凑、重量轻、体积小,对于相同生产能力要求的粉磨系统,装备辊压机可显著节省投资。
(3)结构简单、占用空间小,操作维修较方便。
(4)辊压机与其他粉磨设备相比,粉尘少,噪声低,工作环境有较大的改善。
图 3-1 粉磨辊压机工作原理图三、辊压机的技术性能表 3-1 辊压机技术性能型号规格φ800×150 φ1000×260 RPV100-40 RPV100-63 RPV115-100 挤压辊直径/mm 800 1000 1000 1000 1150挤压辊宽度/mm 150 160 400 630 1000主电动机机功率/kW 2×55 2×115 2×200 2×315 2×500入料粒度/mm ?50 ?60 ?60 ?60 ?60入料温度/0C ?150型号规格φ800×150 φ1000×260 RPV100-40 RPV100-63 RPV115-100 入料水分 / % ?15生产能力 /t h-1 30 50 90 150 240<0.09 25%产品粒度/mm<2.0 65%-80%设备质量/t 16 30 28 45 82 注:1. 生产能力、产品粒度等参数,与物料特性有关,需对物料样品试验后才能确定其准确数值。
TRP辊压机介绍

天津水泥工业设计研究院
100-60液压系统参数
油径直径Φ 360
• 辊压力 kN/m² 单缸推力kN 油缸工作压力MPa
• • • •
8000 7000 6000 5000
1260 1102 945 787
12.4 10.8 9.28 7.74
天津水泥工业设计研究院
液压系统
天津水泥工业设计研究院
天津水泥工业设计研究院
天津水泥工业设计研究院
• 第一部分 • 仕名公司各种规格辊压机及技术参数
天津水泥工业设计研究院 TRP100-60辊压机的性能
用 途: 粉碎水泥熟料、硬质物料 型 号:TRP100x60 压辊直径: 100 mm 压辊宽度: 63 mm 通过量 : 140~160 t/h 辊 速 : 1.47 m/s 喂料粒度: ≤50 mm占90% 产品粒度:(2mm )60% 装机功率: 2X315kW 有效功率:473~536 kW 喂料温度:≤150℃
天津水泥工业设计研究院
Welcome to TCDRI
天津水泥工业设计研究院
天津水泥工业设计研究院
原理
•
辊压机的工作原理:两个相向转动的压辊,在液压油缸的压力F 作用下,将通过其间的物料挤压成较密的扁平状料片。通过两 辊间的物料受到最大约100~150MPa的辊压力,使得粒状物料被 粉碎并产生了大量裂纹,从而改善了物料的易磨性。
装在轴承座内的新轴承
天津水泥工业设计研究院
天津水泥工业设计研究院
天津水泥工业设计研究院
• 5.先进的智能润滑系统
天津水泥工业设计研究院
天津水泥工业设计研究院
天津水泥工业设计研究院
天津水泥工业设计研究院
弗兰德减速机
辊压机技术协议

辊压机技术协议甲方:重庆市南桐特种水泥有限责任公司(买方)乙方:成都市利君实业(集团)有限责任公司(卖方)甲、乙双方就重庆市南桐特种水泥有限责任公司5000t/d熟料水泥生产线辊压机设备进行技术洽谈和磋商,达成如下协议:一、技术性能参数:1、设备名称:辊压机2、规格:CLF170-803、数量:2台套4、设备用途:用于挤压水泥熟料、石膏(或脱硫石膏)、石灰石、锅炉炉渣(或矿渣)、粉煤灰等混合物料,与水泥磨形成联合挤压圈流水泥粉磨系统。
5、辊压物料名称:熟料、石膏(或脱硫石膏)、石灰石、锅炉炉渣(或矿渣)、粉煤灰等。
6、喂料粒度:≤45mm(95%), max75mm (<15% )7、物料温度:最大100℃8、物料综合水分:<1.5%10、配套水泥磨:与Φ4.2x13m水泥磨配套11、水泥粉磨工艺:联合挤压圈流系统12、系统产量:≥165t/h(比表面积3400cm2/g,P.O42.5)。
13、设备总重量:239t(不含传动装置)14、制造日期:合同生效开始排产。
15、设备标书编号:CQNT-005。
二、供货范围:乙方提供全套辊压机机主机和附属设备,包括辊压机本体、主减速机、主电机、稀油站、辅助传动、地脚螺栓、电控设备(除主电机电控设备以外的其他所有电控设备)等以及保证该设备能够长期、安全、正常运转,并达到所要求的技术参数所必须的设备、随机附件、随机专用工具、随机备件等。
五、电气控制要求1、控制系统组成整个控制系统采用放置在主控制柜中的PLC系统控制,由现场控制箱和主控制柜两部分组成,PLC系统配置基于西门子公司生产的S7-300可编程控制器。
2、控制范围1)活动辊和固定辊减速机油站控制和信号检测;2)液压油站和液压系统检测和控制;3)干油站控制及干油分配阀信号检测;4)固定辊和活动辊轴承测温;5)减速机高速轴轴承测温;6)辊间隙测量和控制;7)活动辊极限位置测量及保护;8)给料气动闸阀控制(仅提供控制信号,电磁阀和位置开关由用户提供);9)主电机高压柜驱动信号和电流检测(电流变送器用户提供);10)主电机轴承、绕组温度检测;3、辊压机电气控制系统供货范围11)辊压机现场控制箱和主控制柜各1个;12)控制范围内的测温元件,压力和间隙变送器;13)液压油站、轴承油站、减速机油站、干油站检测元件及油站用接线盒和按纽盒;说明:a)两个电气柜(箱)以外的电缆和其它安装附件由用户提供;b)主电机开关柜和水电阻启动柜由用户提供。
辊压机及粉磨系统计算

S─产品比表面积,cm2/g;
磨机单位功耗W0值表4
S/cm2/g
3000
3100
3200
3300
3400
3500
3600
3700
3800
3900
4000
W0/kw×h/t
30.7
32.0
33.6
34.7
36.1
37.5
38.8
40.3
41.70
43.2
44.6
根据单位功耗及磨机需要功率,就可以算出磨机的生产能力。
F80/μm
25000
1000
200
C1~C6为各种修正系数表3
状况
磨内径
干法圈流
工艺流程
微粉碎
粉碎比
喂料过大
修正系数
0.915
1.30
开流1.2
圈流1.0
1.0
1.0
F80<F0时1.0
为计算方便C1~C6乘积,未加辊压机取“1.4”,增加辊压机取“1.33”。
3.
WG=W0×y1×y2-----------------------------------------------------(3)
P0─磨机理论功率,kw;
q0─磨机单位功产,t/kwh;
q0与水泥标号、比表面积、系统流程有关,其值见表5、6
生料磨单位理论功产q0kg/kwh 表5
生料细度+80μm
系统流程
统计值
确定值
备注
干法管磨
开流
53.9
50~60
矿渣配料〈70%
圈流
91.2
75~89
钢管公司焊管机组轧辊参数

HG50机组轧辊参数(北站)机组排列:一平450—二平225—立225—三平225—立160—立225—四平225—立225—五平225—立225—六平460立—接缝—挤压—磨光(平)--立225—平225—立225—平225—立225—平225—立225—平225—立225—平225—立225—平上1上2一、平辊机架:(共十二架)速比: 1.333; 1.333; 1.333; 1.333; 其余1起始底径:φ147.6mm;递增0.6mm底线高度:235下辊距底面160,牌坊架宽度220轴径:φ55;键:12;上下辊间距:110—220mm。
轴承:53509,32210 档距:前两架220mm,其余180mm;二、立辊机架:(共九架)轴径:φ35,轴承60307轴高:有效高度100mm,中心距180—270mm,轧辊下沿15mm;三、接缝导向:中心距140—150mm辊宽;B=86(φ48—φ60);B=74(≤φ48),轴径φ40;轴承7508四、挤压辊架:中心距80--240mm,轴径φ45,轴承80209,7209;轴有效高度60—100,轧辊下沿15mm五、土耳其头:轴径φ45,轴承60209,中心距170—250mm,辊宽MAX70,外径φ160mm主电机:Z4-225-31 132kw 1500/2400r/ min 减速器:ZQ75-10-V I=10高频:200 kw GP200-0.4-Hφ32/50机组轧辊参数(北站)机组排列:一平380—二平190—立190—三平190—立190—四平190—立150—立150—立190--五平190—立190—六平190—立190—七平—立—接缝—挤压—磨光—(立)190—平190—立190—平190—立190—平190—立190—平190—立190—平190—立190—平上1上2一、平辊机架:(共十三架)速比: 1.3225; 1.3225; 1.3225; 1.3225; 其余1起始底径:φ137.6mm;递增0.6mm轴径:φ45;键:14;上下辊间距:110—220mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
φ3.5×13m高细磨
(边缘传动)
一、水泥磨有关技术参数及性能
1、规格:φ3.5×13m(配辊压机)
2、仓数:3
3、入磨粒度≤2mm
4、出磨成品细度,比表面积340-360m2/kg
5、生产能力:100-110t/h
6、磨机转速:17.5r/min
7、主电机
型号:YR2000-8/1730(江西东元电机)
功率:2000kW
转速:740r/min
电压:6000V
8、减速机:JDX100
传递功率:2000kW
输入转速:740r/min
速比:I=6.3
9、辅助电机
型号:YEJ225M-6
电机功率30kW
电机转速:970r/min
10、辅助减速机:
型号:ZSY315-Ⅰ/Ⅱ
输入转速:970r/min
速比:I=100
11、油站(减速机厂配套)
12、润滑方式:稀油站(GYXZ-63A)配主轴承
(1)低压系统
流量:63L/min 供油压力:0.4MPa
供油温度:40±3℃
电机:Y112M-4 4.0kW
(2)高压系统
泵型号:2.5MCY14-1B
流量:2.5L/min
供油压力:32MPa
电机:Y112M-6 2.2kW
(3)冷却水耗量:3-6m3/h
加热器功率:3kW×3
工作介质:N220-N320
12、磨机总重:265t(不含研磨体)
二、主要零部件、材质
1、筒体 Q235-B δ=40mm 端板Q235-B δ=140mm,焊后整体退火。
2、中空轴材质ZG230-450,轴Φ1400X720,内径Φ1133,法兰Φ2400,
法兰厚度140。
3、主轴瓦:Φ1400X720
瓦体材质:HT250
瓦衬材质:巴氏合金 ZchSnSb11-6
轴承下座材质: HT250
4、大齿轮:斜齿ZG310-570 正火处理,模数30,齿数200,齿宽685
5、小齿轮:斜齿40Cr调质处理,模数30,齿数200,齿宽690
6、衬板:中铬合金(包用一年半以上)
7、稀油站:GYXZ-63A
8、隔仓装置:组合筛分隔仓装置
篦板篦缝6±1,内圈盲板开篦缝,一二仓之间筛板筛孔3.15,一
二仓之间筛板筛孔2.5,篦板与筛板之间带有排渣管,能及时将粗
颗粒返回头仓。
9、传动系统:
小齿轮与主减速机采用1330膜片联轴器。
10、控制柜及起动柜
三、供货范围
1、回转部分(含大齿轮、中空轴)1套
2、进料装置1套
3、主轴承装置(含轴瓦)2套
4、出料装置1套
5、衬板及隔仓板(包用一年半以上)1套
6、主电机1台
7、主减速机1台
8、辅助电机1套
9、辅助减速机1套
10、稀油站 GYXZ-63A 2只
11、控制柜(含高压控制、低压起动、稀油站控制)1台
12、联轴器1台套
13、地脚螺栓1套
φ3.5×13m滑履高细磨
(边缘传动)
一、水泥磨有关技术参数及性能
1、规格:φ3.5×13m(配辊压机)
2、仓数:3
3、入磨粒度≤2mm,水分≤0.5%
4、出磨成品细度,比表面积340-360m2/kg
5、生产能力:100-120t/h
6、磨机转速:17.5r/min
7、主电机
型号:YR2000-8(江西东元电机)
功率:2000kW
转速:740r/min
电压:6000V
8、减速机:JDX100
传递功率:2000kW
输入转速:740r/min
速比:I=6.3
9、辅助电机
型号:YEJ250M-6
电机功率37kW
电机转速:970r/min
10、辅助减速机:
型号:ZSY315
输入转速:970r/min
速比:I=100
11、油站(减速机厂配套)
12、润滑方式:稀油站(XGD-A2.5X2/63)配滑履轴承
(1)低压系统
流量:63L/min 供油压力:0.4MPa
供油温度:40±3℃
电机:Y100L-4 3.0kW
(2)高压系统
泵型号:2.5MCY14-1B
流量:2.5L/min
供油压力:32MPa
电机:Y112M-6 2.2kW
(3)冷却水耗量:5m3/h
加热器功率:3kW×4
工作介质:N220-N320
12、磨机总重:255t(不含研磨体)
二、主要零部件、材质
1、筒体 Q235-B δ=40mm,滑环20g-z25 δ=90mm , 腹板20g δ
=75mm
2、隔仓、出料支架:Q235-A
3、托瓦:瓦体ZG270-500
瓦衬(巴氏合金ZchSnSb11-6)
4、大齿轮:斜齿ZG310-570 正火处理,模数30,齿数200,齿宽685
5、小齿轮:斜齿40Cr调质处理,模数30,齿数200,齿宽690
6、衬板:中铬合金(包用一年半以上)
7、稀油站:XGD-A2.5X2/63
8、隔仓装置:组合筛分隔仓装置
篦板篦缝6±1,内圈盲板开篦缝,一二仓之间筛板筛孔3.15,一二
仓之间筛板筛孔2.5,篦板与筛板之间带有排渣管,能及时将粗颗
粒返回头仓。
9、传动系统:
小齿轮与主减速机采用1330膜片联轴器。
10、控制柜及起动柜
三、供货范围。