产品首件确认表
首件确认记录表
检验
员: 组长审
核: 品质部主管:
更换材料首件新产品首件品质状况
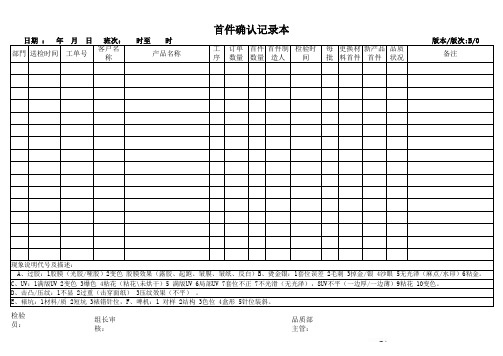
备注E、裱坑:1材料/质 2短坑 3裱错针位,F、啤机:1 对样 2结构 3色位 4盒形 5针位装斜。
部門送检时间工单号客户名称产品名称工序订单数量首件确认记录本
日期 : 年 月 日 班次: 时至 时 版本/版次:B/0
现象说明代号及描述:
A、过胶:1胶膜(光胶/哑胶)2变色 胶膜效果(露胶、起跑、皱膜、皱纸、反白)
B、烫金银:1套位误差 2毛刺 3掉金/银 4沙眼 5无光泽(麻点/水印)6粘金。
C、UV:1满版UV 2变色 3爆色 4粘花(粘花\未烘干)5 满版UV 6局部UV 7套位不正 7不光滑(无光泽),8UV不平(一边厚/一边薄)9粘花 10变色。
D、击凸/压纹:1不显 2过重(击穿面纸) 3压纹效果(不平) 。
首件数量首件制造人检验时间每批
深圳市敏俊捷印刷有限公司。
首件确认检查表

□ 已执行ROHS规版 本类别序号1□ OK □ NG □ OK □ NG 2□ OK □ NG □ OK □ NG 3□ OK □ NG □ OK □ NG 4□ OK □ NG □ OK □ NG 5□ OK □ NG □ OK □ NG 6□ OK □ NG□ OK □ NG 7□ OK □ NG□ OK □ NG 8□ OK □ NG □ OK □ NG 9□ OK □ NG □ OK □ NG 10□ OK □ NG □ OK □ NG 11□ OK □ NG □ OK □ NG 12□ OK □ NG □ OK □ NG 13□ OK □ NG □ OK □ NG 14□ OK □ NG □ OK □ NG 15□ OK □ NG □ OK □ NG 16□ OK □ NG□ OK □ NG17□ OK □ NG □ OK □ NG 18□ OK □ NG □ OK □ NG 19□ OK □ NG □ OK □ NG 20□ OK □ NG □ OK □ NG 21□ OK □ NG □ OK □ NG 22□ OK □ NG □ OK □ NG 23□ OK □ NG □ OK □ NG 24□ OK □ NG□ OK □ NG 25□ OK □ NG□ OK □ NG 26□ OK □ NG□ OK □ NG生产自检IPQC确认结果IPQC检查详细记录检查内容作业员&作业指导书生产设备、工治具(含在线测试/老化设备)物料(含辅料)制造方法包装纸箱确认,纸箱规格以及外箱字唛物料不可掉落地板上(掉落的物料经IQC确认合格后可用)生产工序排布是否符合《生产工艺流程图》和《质量控制计划》顺序?在线检查岗位检查方法是否正确?物料/半成品摆放或搬运方法是否符合要求?有无导致损坏的隐患?(例如:不允许堆叠,必要的防护等)查看ECN,检查是否按照ECN规定有效执行(如有需注明ECN编号)各工位使用的物料须有IQC检验合格标识物料必须在有效期内:化学胶剂/油剂,看容器的制造日期标签其他物料,以IQC检验日期算有效存储期限(具体以“物料仓储有效期限规定”)特采、挑选物料是否按评审结果执行?并且在物料外箱明确标识?ECN变更的前3~5批次物料,是否在物料包装标明“变更后”字样?物料装配是否符合SOP和样机的要求,不得少件、错件、零件外观/性能完好产品标签内容确认:内部标签与机壳标签、外箱标签同类内容的一致性保证调出测试程序查看测试项目,对照成品质量标准核对不得遗漏,标准值设定须一致检查生产设备和测试设备的参数设置,查看是否符合作业指导书和规范的要求电批/扭力批设置的扭力是否正确(根据SOP规定,参考螺丝规格及装配工件材质),须附上扭矩测试记录工作台与电烙铁是否正确接地?电烙铁温度是否符合SOP 要求(实测值)核对BOM,检查实际用料与BOM规定的一致(包括物料规格、数量、位置号、品牌、丝印(参见物料承认书))装配到整机的物料必须完好并符合SOP要求(物料本体不得破损、紧固程度、机壳内不得有金属异物等等)作业员是否熟悉SOP内容,是否按照SOP操作?机器设备、工治具状态能否正常运作(查看加工动作)?机器设备、工治具是否在开线生产前点检和保养?烧录程序版本是否符合BOM规定?烧录成功是否有状态标识?生产在线测试设备是否定期点检校准?测试程序版本符合SOP和工单要求(出货地/客户特殊要求)环保状态BOM编号检查项目工序现场有与产品装配相匹配的作业指导书?作业文件有经过审核和受控作业员是否有接受对应的装配技能培训,是否持有其工作岗位的上岗证?作业员是否有效佩戴静电手环?着装符合ESD防护要求□ 已执行ROHS规版 本类别序号生产自检IPQC确认结果IPQC检查详细记录检查内容环保状态BOM编号检查项目线缆插接与接线图是否一致?是否导通、极性接反、连接□ 已执行ROHS规版 本类别序号生产自检IPQC确认结果IPQC检查详细记录检查内容环保状态BOM编号检查项目。
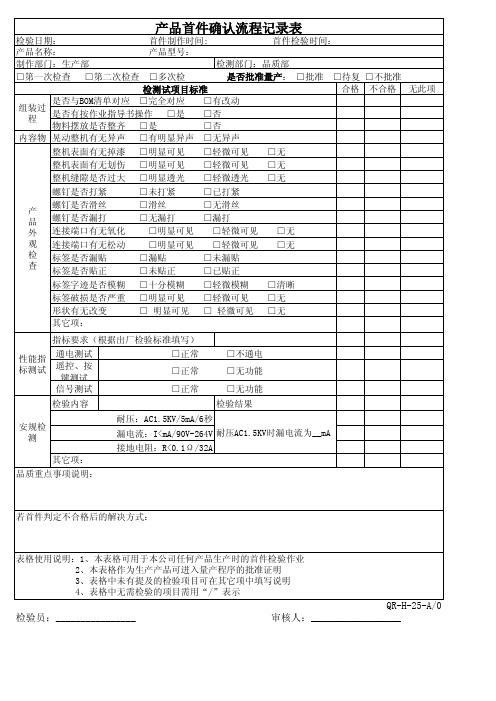
产品首件确认流程记录表
□是
□有改动 □否 □否
内容物 晃动整机有无异声 □有明显异声 □无异声
整机表面有无掉漆 □明显可见 □轻微可见 □无
整机表面有无划伤 □明显可见 □轻微可见 □无
整机缝隙是否过大 □明显透光 □轻微透光 □无
螺钉是否打紧
□未打紧
□已打紧
产 螺钉是否滑丝
□滑丝
□无滑丝
品 螺钉是否漏打
□无漏打
□漏打
外 连接端口有无氧化
产品首件确认流程记录表
检验日期: 产品名称:
首件制作时间: 产品型号:
首件检验时间:
制作部门:生产部
检测部门:品质部
□第一次检查 □第二次检查 □多次检
是否批准量产: □批准 □待复 □不批准
检测试项目标准
合格 不合格 无此项
是否与BOM清单对应 □完全对应
组装过 程
是否有按作业指导书操作 物料摆放是否整齐 □是
表格使用说明:1、本表格可用于本公司任何产品生产时的首件检验作业 2、本表格作为生产产品可进入量产程序的批准证明 3、表格中未有提及的检验项目可在其它项中填写说明 4、表格中无需检验的项目需用“/”表示
检验员:________________
QR-H-25-A/0 审核人:__________________
性能指 标测试
通电测试
遥控、按 键测试
信号测试
□正常 □正常 □正常
□不通电 □无功能 □无功能
检验内容
检验结果
安规检 测
其它项: 品质重点事项说明:
耐压:AC1.5KV/5mA/6秒 漏电流:I<mA/90V-264V 耐压AC1.5KV时漏电流为__mA 接地电阻:R<0.1Ω/32A
首件确认记录表

镜头端面与增距
镜底面的距离
30
30
30
30
(mm)
Pin调用
调入设定
OK时中心亮度
IPQC确定并签名
备注:1、每款产品开始批量作业前,作业员需先做首件交IPQC确认。
2、IPQC确认后发现问题,应立即通知作业员进行处理,处理后再进行首件确认。
3、IPQC确认后,确认人要填写确认结果,“OK”或“NG”并签名。
2、IPQC确认后发现问题,应立即通知作业员进行处理,处理后再进行首件确认。
3、IPQC确认后,确认人要填写确认结果,“OK”或“NG”并签名。
表格编号: TJ-PC-09807
首件 员:
工序:
产品型号
确认项目
设定 实际 设定 实际 设定 实际 设定 实际
CHART距离(mm)
表格编号: TJ-PC-09807 REV:A0
首件确认记录表
测试设备编号: 日期(年.月.日)
作业 员:
工序:
产品型号
确认项目
设定 实际 设定 实际 设定 实际 设定 实际
CHART距离(mm)
镜头端面与增距
镜底面的距离
30
30
30
30
(mm)
Pin调用
调入设定
OK时中心亮度
IPQC确定并签名
备注:1、每款产品开始批量作业前,作业员需先做首件交IPQC确认。
防护服服装厂首件确认表
防护服服装厂首件确认表
摘要:
1.防护服的概念和作用
2.防护服服装厂简介
3.首件确认表的定义和用途
4.首件确认表的具体内容和要求
5.首件确认表在防护服生产过程中的重要性
6.总结
正文:
防护服是一种保护人们免受危险物质、生物危害和环境危害的服装。
在医疗、工业、军事等领域中,防护服被广泛应用,以保护工作人员的生命安全和身体健康。
防护服服装厂是一个专门生产防护服的企业,致力于为各种行业提供高品质的防护装备。
首件确认表是防护服服装厂在生产过程中一个重要的质量控制文件。
首件确认,顾名思义,就是对生产出的第一件产品进行检验,以确保其质量符合要求。
首件确认表记录了这一过程的具体信息,包括产品名称、型号、生产批次、生产日期、检验员等。
通过首件确认,可以及时发现生产过程中的问题,采取相应的措施进行改进,从而保证产品的质量。
首件确认表的内容和要求主要包括以下几个方面:
(1)产品信息:包括产品名称、型号、生产批次等;
(2)检验员信息:包括检验员姓名、工号、检验日期等;
(3)检验结果:包括检验项目、检验标准、检验结果等;
(4)备注:如有需要记录的其他信息,如生产过程中的异常情况等。
首件确认表在防护服生产过程中的重要性不言而喻。
首先,首件确认可以确保产品符合设计要求和标准,避免不合格产品流入市场;其次,首件确认可以及时发现生产过程中的问题,为生产部门提供改进的依据,提高生产效率;最后,首件确认有助于建立质量管理体系,提高企业的整体竞争力。
总之,防护服服装厂首件确认表是生产过程中一个重要的质量控制文件,对于确保产品质量具有重要意义。
首件确认表

检验员:
审核:
保存期限:1年
备注
首件确认,并填写此表。 及时向上级反馈。
保存期限:1年
生产日
期: 产品编
号:
首件确认表
生产机
送检时
台: 产色:
检
检验项目
检验结果描述
外观
颜色
结构
材质
实配
尺寸
叛定结果 □合格 □不合格
注意事项
备注: ①.新开机、换模、换色时由注塑部提供首件样品确认,交接班时由QC取样重新做首件确认,并填写此表。 ②.注塑部对模具进行维修后或进行调大参数调整时需重新送样至QC确认。 ③.QC收到领班送检的首件时必须在30分钟内完成确认工作,不能确认的部题需及时向上级反馈。
PQC_PCBA首件确认记录表

□ 未执行ROHS规定 详细记录 无 无 确认结果 □ OK □ NG □ OK □ NG
PCB版本:______________ □ OK □ NG 无 无 无 规格:_________________ □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG 有要求□ 无要求□ □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG
零件
5)PCBA零件插装规格是否对应BOM要求 6)PCBA零件插装方向是否按作业指导书要求作业
焊料
7)生产用锡线是符合客户要求
焊接工艺 8)焊点是否符合《焊接工艺规程》要求 9)零件是否存在用错,少件。 10)是否按客户要求进行3防作业 印字 11)加盖印章文字是否与BOM相符 12)抽查印字质量是否清晰可辨
巡查员
生产确认
审
核
批 准
18)客户有特殊工艺要求时(包括辅料要求),是否有按要求执行 文件名:_______________
负责人:_____________ 产生原因分析及纠正措施: 负责人:_____________ 对类似事件的预防措施: 负责人:_____________ 效果确认: 负责人:_____________
IPQC— PCBA首件确认记录表
工单编号 焊接技术 产品状态 检查项目 加工 成形 PCB □ 有铅 □ 无铅 产品型号 BOM 编号 检查时间 生产线别 / □ A线 / : . □ B线
□ 已执行ROHS规定 确认内容 1)零件加工、成形工艺,是否符合作业指导书要求 2)加工、成形过程,零件是否有损坏现象 3)PCB版本是否对应BOM要求 4)各插件工位料盒中的物料规格,是否对应作业指导书要求
首件确认报表

备注
贴纸位置确认:
判定结果 (1)合格,可以生产 1、 注意事项 2、 3、 生产主管: 会签 厂长意见:
物料确认:
其它确认:
□
(2)条件允许可以生产
□
(3)不合格,不能生产 □ 针对不良品进行原因分析:
品质主管:PE工程师: Nhomakorabea编号:FM-ZPZ-0010 版本:A/0
深圳粤宇科技有限公司
首件确认报表
客户名称 主板供应商 LCD供应商 检查内容 功能检测、外观检查、包装检查、贴纸检查 检查项目 1)壳体装配缝隙及台阶: 外 2)壳体/塞子/触摸笔外观: 观 3)Label印刷质量: 4)USB、耳机插座外观及手感: 检 5)LENS丝印及外观 查 6)按键字体及外观:□简体□繁体□外文 及 7)按键缝隙及手感: 包 8)T-Flash/SIM卡座外观及手感: 装 9)电池盖缝隙及手感: 10)金属件外观: 检 11)翻/旋/滑手感: 查 12)电池触角外观: 13)PE袋方向及外观: 14)LCD显示/触摸功能检视: 15)振动检视: 16)拍照,摄像功能检视: 17)菜单检查: 18)按键背光灯颜色: 19)开关机检测《10次》: 20)信号强度检测: 21)短信功能检测: 22)按键功能检测: 23)充电功能检测: 性 24)耳机功能检测: 能 25)MP3功能检测: 26)MP4功能检测: 检 27)REC检测: 查 28)SPK检测: 29)MIC检测: 30)T-FLash(SD/MSD)功能检测: 31)通话检测(插入SIM卡): 32)蓝牙功能检测: 33电视/收音机功能检测: 34)移动QQ检测: 35)超长待机检测: 36)静音功能检测: 37)快捷功能检测: 38)开机画面: 39)待机画面: 性 40)字体及语言:□简体□繁体□外文 能 41)开/关机/盖铃声: 默 42)铃声音量级: 认 43)通话音量级: 检 44)时间显示格式: 45)游戏数量及种类: 查 46)MP3/MP4播放 : □T卡 □手机 线别 主板型号 软件版本 机型 批量 送检人 检验结果 颜色 送检时间 完成时间 IPQC 不良原因
成品组装首件确认表

成品组装首件确认表
日期: 年 月 日
客户名
订单号
订单数量
投产型号
投产线体
投产数量
首件数量
检验人
时间
区分
检查项目
摇晃机身不可出现异响现象;
适配器、连接线与摄像头接口装配无偏位;
产品脚垫贴合无偏位;
产品机身螺丝不可出现漏打现象;
产品接口部件是否配装到位;
外壳孔位不可出现堵孔现象;
机身部件(防拆贴.脚垫.保护膜等)不可漏贴;
外观确认 保护膜粘贴美观,不可出现偏移,脏污等不良现象;
产品组合间隙不可超过规格; 产品断差不可超规格;
产品刮伤不可超品质标准;
产品杂点不可超品质标准
产品毛边不超品质标准
产品色差(是否掉漆等)不可超品质标准
产品机身不可有脏污;
电源插头检查:用标配适配器通正常启动产品,且晃动产品无掉电现象;
红外灯测试:盖住光敏,红外灯5秒内能点亮;视频转换正常(无颜色发红出现)
备注
生产确认:
审核:
功能确认
镜头清晰度检查:机器镜头对准CHART拍照,确认清晰度不可超标
SIP
□OK;□NG
SIP
□OK;□NG
声音测试:APP软件对讲,未出现没有声音或音量过小、杂音不良;播放视频,MIC 需正常拾音
SIP
□OK;□NG
SN检查:扫码确认机身/彩盒流水号一致. 关机检查:长接3秒电源键,能正常弹出关机画面
WIFI检查:能正常搜索连接WIFI(声波绑定及二维码是否正常连接,无重启掉线异 常)
SIP
□OK;□NG
转动测试(摇头机):球头与机身上下左右是否正常转动,有无卡顿不良
硅胶油压IPQC首件确认表

生产部 品质部
送检人 检验人
确认人 确认人
品质最终判定 □量产 □拒产
生产部
品质部
□PASS □ □PASS □
□PANSGS □ □PANSGS □
NG
NG
机
料
法 环 样
3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
机器设备、治工具状态是否正常? 机器设备、治工具有无定期的点检和保养? 油压机参数是否在管控范围内? 模具设置温度与实际温度是否相符? 材料是否与BOM/生产通知单相符合? 材料是否经品质检验及盖PASS章,是否在有效期内? 特采、挑选材料是否有按判定结果执行? ECN变更是否有在外箱贴层别票? 生产现场是否悬挂有SOP? 是否有ECN变更,并有效执行?(如有请备注) 操作方法是否依SOP内容要求操作? 生产排程单内容确认 生产现场温湿度/洁净度(如有要求)是否符合要求 首件外观是否符合标准要求? 与配套机壳实配。缝隙,段差是否符合SIP要求。(内衬件除外)
□PANSGS □ □PANSGS □
□PANSGS □ □PANSGS □
□PANSGS □ □PANSGS □
□PANSGS □ □PANSGS □
□PANSGS □ □PANSGS □
□PANSGS □ □PANSGS □
NG
NG
品 18
确 19 认
20
备注/异常处理
21
备注:1、硅胶油压产品首件抽样数为一整模(通常包含十几个产品,当产品数量少5PCS加抽几模使抽样数达到5PCS的数量 要求)。
首件确认记录表
日
期
客
户Hale Waihona Puke 年 月 日 属 项目名称表单编号: FCKM282-5-1E-9
首件确认表

佛山市天第包装材料有限公司质量管理体系文件文件编号: 新进品管岗前培训制度版本版次: 页 次:1/1 生效日期:
结果描述
材 质 尺 寸 形 状 外 观 实 配 功 能 级 别 综合判定: 备注:
核准:
品管:
制表: 唐猛
佛山市天第包装材料有限公司质量管理体系文件文件编号: 新进品管岗前培训制度版本版次: 页 次:1/1 生效日期:
编号:
佛山市天第包装材料有限公司质量管理体系文件文件编号: 新进品管岗前培训制度版本版次: 页 次:1/1 生效日期:
佛山市天第包装材料有限公司质量管理体系文件文件编号: 新进品管岗前培训制度版本版次: 页 次:1/1 生效日期:
鑫鹏佳工贸有限责确认表
单位主管 产品名称 □每批首件 □客户确认首样 判定 备注 生产日期
生产单 位 客户 类 项
作业员
别 □试产首件 目
SMT首件确认记录表

述
及
项 物料规格型号是否符合BOM要求
解
决
目 物料贴片位置是否与丝印位号一致
措
检查物料贴装方向、极性是否正确
施
IC类物料上的丝印标识是否清晰明确
贴装元件个数确认
个
变更注意事项 BOM单备注 工艺重点注意事项
确认结果 □OK 备注
□NG
班组长 签名
QC 签名
1、首件确认记录表要求班组长每天生产每种产品的第一块板要严格按照工艺文件、料单、进行确认 。首件OK后方能批量生产;确认合格的首件单独放置由QC于每天的上午:8:30-12:00 下午: 13:00-17:00进行抽查(监督首件确认记录的完整性、并按照车间提供的工艺文件、对料单进行确 认)。如有异常及时向生产主管及质量主管反映。 2、首检项目合格打√,不合格打╳ ;确认结果合格选择OK 不合格时选择NG 将异常描述填写完整, 整改后继续确认。
新天科技股份有限公司
SMT首件确认记录表
编号:
.
基 日期/时间:
线别:
No:
本 信
产品名称ERP代码
PCB型号
BOM版本
工艺编号
息 首件类型 □每班首件 □转线 □重大工艺更改 □新产品首次生产 □其它
.
PCB型号、钢网型号确认
锡膏使用时间检查
锡膏印刷效果检查
异
首 贴片机程序名称
.常描Fra bibliotek检 贴片机上料站位物料核对
五金,喷涂,印刷,PVD,装配,注塑IPQC首件确认表

机
料8Βιβλιοθήκη 910 生产现场是否悬挂有SOP? 法 环 11 产品样板是否齐全,是否为最新受控样? 12 是否有ECN变更,并有效执行?(如有请备注) 13 生产现场温湿度/洁净度(如有要求)是否符合要求 14 首件外观是否符合“检验规范”要求? 15 可靠性测试 (1)涂膜厚度:底漆( )um;中漆( )um;面漆/UV( )um。 (2)附着力测试:用百格刀交叉划100格<1.0mm >( )胶纸密 封成( )度角方向瞬间剥离( )次。 (3)耐淳测试:用( )布蘸满浓度( )癿无水酒精,包在( 样 )砝码上,来回擦拭( )循环。 品 确 (4)硬度测试:用( )牌( )H铅笔,荷重( )克砝码成 讣 45度角划( )条线。 (5)RCA耐磨测试:用荷重( )克砝码( )圈。 (6)颜色(与标准样本进行比对) (7)水煮测试:温度80±2℃,时间30分钟。 (8)折弯测试:折弯120度,折3次。无脆裂。(仅限机壳类产品) 试产数量 不良数 不良率
2
工具 膜厚仪 百格刀 胶纸 耐磨测试仪 铅笔硬度计 RCA
标准
测试结果
判定
□PASS □NG
≥4B 无明显退色 或露底材 无划伤,弹性 漆无卷起 不露底材/色
□PASS □NG
□PASS □NG
□PASS □NG □PASS □NG □PASS □NG □PASS □NG □PASS □NG
目视/色板 无色差 水煮测试仪 参照SIP 手感+目视 无脆裂
西可通信技术设备(河源)有限公司
首件确讣记录表
表 单 编 号 : FCKM282-5-1E-1 日 客 颜 制 期 户 色 年 月 日 属 项 目 名 称 工 单 编 号 性 □HSF品料 □普通品料 送 检 数 量 生产线别 工单数量 料 生产部 号 品质部 备注/异常处理 送 检 时 间 确 讣 时 间 班 别 □白 □晚
首件产品确认记录表
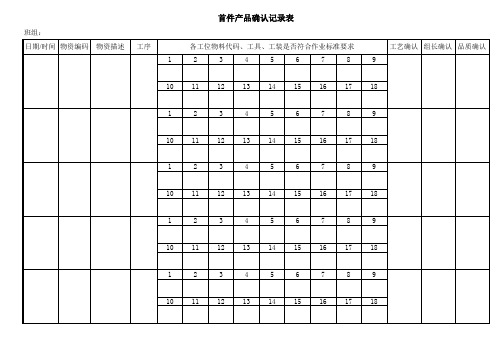
首件产品确认记录表班组:
1、
2、
3、
4、
5、
6、
7、
8、
班组:填写所在班组名称组长确认:生产组长对生产过程进行确认,无问题签字确认。
《首件产品确认记录表》使用说明
一、 适用范围:产品首件确认。
日期/时间:某种产品生产过程开始时间品质确认:品质部员工对首件进行检验,确认产品合格后签字。
二、填写要求:
三、 原件存档部门及保存期规定:生产部;保存期限:一年 。
四、 归口管理部门:生产部。
五、 发放范围:生产部。
六、 生效日期:物资编码: 产品ERP编码物资描述:产品名称“各工位物料代码、工具、工装是否符合作业标准要求”由各工位员工进行确认,没有问题签名工艺确认:工艺人员对现场作业进行确认,无问题签字确认。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
料体
批号
颜色
产品检査項目
缺 点
检验结果
致
A
B
刮伤
B
盖 脏污
B
异物附着
致
刮伤
B
脏污
B
瓶
/ 袋 子
印刷伤痕 异物(树脂/纤
维异物)(五金/虫
B A
子)
致
破裂
致
编码置错误
致
喷码歪斜
致
拉 手
破使裂用规格是否正
垫
确
A 致
/ 脏污/异物附着
B
内 喷头内容物
塞 喷出8次之内
封口/封尾泄露 B
判定 备注
B
合計
致
A
B
质检
审核
综
合
判
定
检查结果
检查结果
检查结果
气味
是否有合格标识
盒 明 彩 脏污
B
/ 书盒 外 / / 限用期限
致
箱 中 说 产品名称核对
致
模糊不清
致
三证/QS标/
成份/产地
QS标颜色不正 A
异物(树脂/纤 异物(维五)金/虫
子)
A 致
内容物
净含量标准
A
(
g)
检验结果
致
A
B
封口/封尾歪斜 B 封口/封尾
产品首件确认表
品名
数 量
批号
生产年月
线别
渠道
产品首件确认条件说明:
1.每日开线生产时。 2.更换另一款产品生产时。 3.操作者有更换时。 4.生产工艺有改变时。 5.生产设备调整、修理后等。
首件确认时间点
生产线清线情况确认 (有无与生产无关物品)
机器、设备、操作人员卫生 、着装等是否符合公司相关
规定