Numerical control technology数字控制技术--aps审核
数控加工技术精品课程可编辑全文

5
6
BACK
SPACE
TAB ? 1
2
3 INS CTR
L
电源
步进 点动
单段
手摇
30 40 50 20 10
10
关
开 自动
回零 0
160
1
驱动器
160 XY Z A
电源
报警
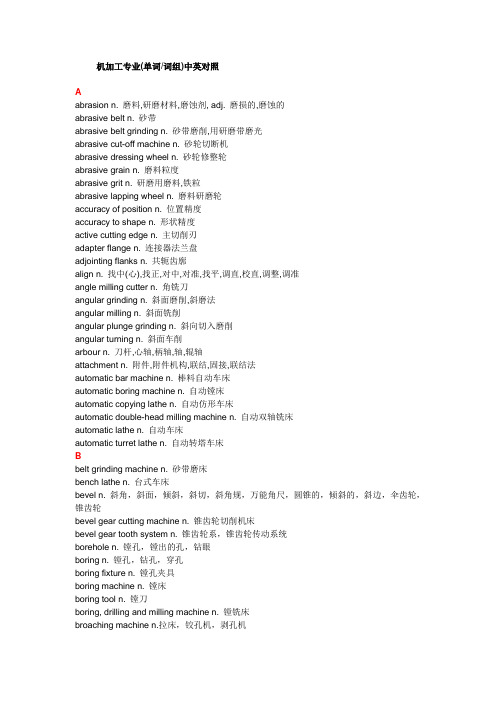
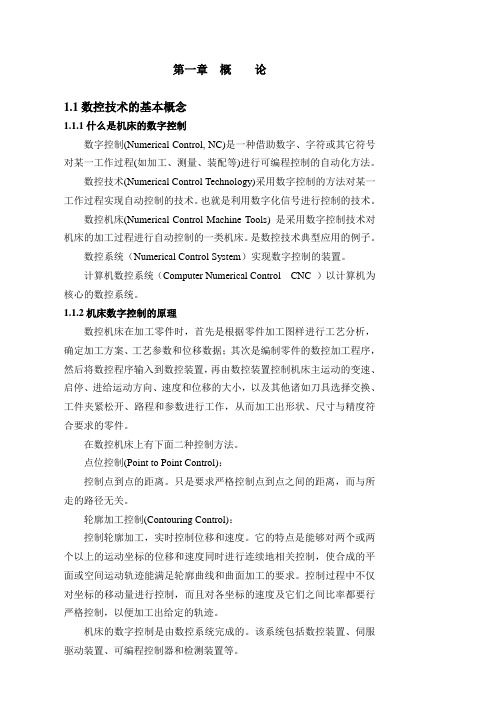
方式选择进给修调源自主轴修调机床 NC 超程 主轴
超程解除
Y
10 100
循环驱动 进给保持 冷却液开关 刀松/刀紧 X
Z1
1000
急停
解决高产优质的问题,也可采用专用机床、
组合机床、专用自动化机床以及专用自动生 产线和自动化车间进行生产。但是应用这些 专用生产设备,生产周期长,产品改型不易, 因而使新产品的开发周期增长,生产设备使 用的柔性很差。
精密复杂,加工批量小,改型频繁,
显然不能在专用机床或组合机床上加工。 而借助靠模和仿形机床,或者借助划线和 样板用手工操作的方法来加工,加工精度 和生产效率受到很大的限制。特别对空间 的复杂曲线曲面,在普通机床上根本无法 实现。
FMC构成分两大类:
1、加工中心配上自动托盘系统(APC);
2、数控机床配机器人。
FMC既是柔性制造系统FMS (Flexible Manufacturing System) 的基础,又可以作为独立的自动化加工 设备使用,因此其发展速度较快。
柔性制造系统FMS(Flexible Manufacturing System)。
(2)半闭环控制数控机床
第一章 数控加工技术基础
(3)闭环控制数控机床
此外,按所用数控系统的档次通常把数控机床分为低档、 中档、高档三类数控机床。中档、高档数控机床一般称为全 功能数控或标准型数控。
机加工专业单词中英对照
机加工专业(单词/词组)中英对照Aabrasion n. 磨料,研磨材料,磨蚀剂, adj. 磨损的,磨蚀的abrasive belt n. 砂带abrasive belt grinding n. 砂带磨削,用研磨带磨光abrasive cut-off machine n. 砂轮切断机abrasive dressing wheel n. 砂轮修整轮abrasive grain n. 磨料粒度abrasive grit n. 研磨用磨料,铁粒abrasive lapping wheel n. 磨料研磨轮accuracy of position n. 位置精度accuracy to shape n. 形状精度active cutting edge n. 主切削刃adapter flange n. 连接器法兰盘adjointing flanks n. 共轭齿廓align n. 找中(心),找正,对中,对准,找平,调直,校直,调整,调准angle milling cutter n. 角铣刀angular grinding n. 斜面磨削,斜磨法angular milling n. 斜面铣削angular plunge grinding n. 斜向切入磨削angular turning n. 斜面车削arbour n. 刀杆,心轴,柄轴,轴,辊轴attachment n. 附件,附件机构,联结,固接,联结法automatic bar machine n. 棒料自动车床automatic boring machine n. 自动镗床automatic copying lathe n. 自动仿形车床automatic double-head milling machine n. 自动双轴铣床automatic lathe n. 自动车床automatic turret lathe n. 自动转塔车床Bbelt grinding machine n. 砂带磨床bench lathe n. 台式车床bevel n. 斜角,斜面,倾斜,斜切,斜角规,万能角尺,圆锥的,倾斜的,斜边,伞齿轮,锥齿轮bevel gear cutting machine n. 锥齿轮切削机床bevel gear tooth system n. 锥齿轮系,锥齿轮传动系统borehole n. 镗孔,镗出的孔,钻眼boring n. 镗孔,钻孔,穿孔boring fixture n. 镗孔夹具boring machine n. 镗床boring tool n. 镗刀boring, drilling and milling machine n. 镗铣床broaching machine n.拉床,铰孔机,剥孔机broaching tool n. 拉刀broad finishing tool n. 宽刃精切刀,宽刃精车刀,宽刃光切刀CCalibrate vt. 校准〔正〕,刻度,分度,检查〔验〕,定标,标定,使标准化,使符合标准cam contour grinder n. 凸轮仿形磨床carbide tip n. 硬质合金刀片carbide turning tool n. 硬质合金车刀carbide-tipped tool n. 硬质合金刀具cast iron machining n. 铸铁加工,铸铁切削加工centerless cylindrical grinder n. 无心外圆磨床ceramic cutting tool n. 金属陶瓷刀具chamfer n.;vt. 倒角,倒棱chamfered cutting edge n. 倒角刀刃champ v. 焦急champing fixture n. 快换夹具champing jaw n. 快换卡爪chaser n. 螺纹梳刀,梳刀盘,板牙chatter vi.;n. 振动,振荡,震颤,刀振cherry n.;a. 樱桃,鲜红的,樱桃木制的chip n. 切屑,铁屑,刀片,刀头,片,薄片,芯片,基片chip breaker groove radius n. 断屑槽底半径,卷屑槽底半径chip clearance n. 切屑间隙chip cross-sectional area n. 切屑横截面面积chip curl n. 螺旋形切屑chip flow n. 切屑流chip formation n. 切屑形成chip removing process n. 去毛刺加工chip variable n. 切屑变量chuck n. 卡盘,夹盘,卡头,〔电磁〕吸盘,vt. 固定,装卡,夹紧,卡住chucker n. 卡盘车床,卡角车床circular drilling machine n. 圆工作台钻床circular path n. 环路,圆轨迹circular pitch measurement n. 周节测量circumference n. 圆周,周线,周界,周围,四周,范围close-grained a. 细颗粒的coffecient of tool thrust n. 刀具推力系数coil chip n. 卷状切屑cold circular saw n. 冷圆锯cold saw n. 冷锯column drilling machine n. 圆〔方〕柱立式钻床combined drill and milling cutter n. 复合钻铣床complete traverse grinding n. 横进给磨削,切入磨削computer-controlled machine n. 计算机控制机床,数控机床contact pattern n. 靠模continuous chip n. 连续切屑continuous spiral chip n. 连续螺旋切屑contour n. 轮廓,外形,外貌,轮廓线,回路,网路,电路,等高线,等值线,轮廓等高距a. 仿形的,靠模的contour grinding n. 仿形磨削,成形磨削contour milling n. 成形铣削,外形铣削,等高走刀曲面仿形法convex milling attachment n. 凸面铣削附件convex turning attachment n. 中凸车削附件,凸面车削附件coolant lubricant n. 冷却润滑剂coolant lubricant emulsion n. 冷却润滑乳液〔剂〕copy n. 样板,仿形,靠模工作法,拷贝复制品,v. 复制,模仿,抄录copy grinding n. 仿形磨床copy-mill n. 仿形铣copying turret lathe n. 仿形转塔车床corner n. 角,弯〔管〕头,弯管counterbore n. 埋头孔,沉孔,锥口孔,平底扩孔钻,平底锪钻, n.;vt. 扩孔,锪孔,镗孔,镗阶梯孔crankshaft grinding machine n. 曲轴磨床crankshaft turning lathe n. 曲轴车床creep feed grinding n. 缓进给磨削cross milling n. 横向铣削curly chip n. 卷状切屑,螺旋形切屑,切屑螺旋cut v.;n. 切削〔割〕,口,片,断,断开,削减,减少,断面,剖面,相交,凹槽cut off n. 切断〔开,去〕,关闭,停车,停止,断开装置,断流器,挡板,截止,截流cut teeth n. 铣齿cut-off grinding n. 砂轮截断,砂轮切割cutter n. 刀具,切削工具,截断器,切断器,切断机cutting n. 切削,切片,切割,切屑,金属屑,截槽cutting edge profile n. 切削刃轮廓〔外形,断面〕,切削刃角度cutting force n. 切削力cutting lip n. 切削刃,刀刃,钻唇,钻刃cutting operation n. 切削加工,切削操作,切削作业cutting rate n. 切削效率,切削速率cutting tool n. 刀具,切削工具,刃具cycle n. 周期,周,循环,一个操作过程,轮转,自行车cylindrical grinder n. 外圆磨床Ddamage n.;vt. 损坏〔害,伤,耗,失〕,破坏,事故,故障,伤害,危害deep-hole drilling n.深孔钻削deep-hole milling n. 深孔铣削design n. 设计,计算,计划,方案,设计书,图纸die-sinking n. 凹模dimension n. 尺寸,尺度,维度,量纲,因次direction of the feed motion n. 进给方向,进刀方向discontinuous chip n. 间断切屑distance n. 距离,间隔〔隙〕,长度,vt. 隔开double-column planer-miller n. 双柱龙门铣床dress v. 修饰,修整,平整,整理,清理,装饰,调制,准备,打磨,磨光,压平,轿直,清洗,清理,分级drilling n. 钻头,钻床,穿孔器,凿岩机,v. 钻孔,打孔,钻井,钻探drilling machine n. 钻床,钻机,钻孔机,打眼机drilling tool n. 钻孔〔削,井,眼〕工具Eedge point n. 刀口,刀刃efficiency n. 效率,效能,性能,功率,产量,实力,经济性,有〔功,实〕效end mill n. 立铣刀external grinding n. 外圆磨削Fface n. 表面,外观,工作面,表盘,屏,幕v. 面向,朝向,表面加工,把表面弄平face grinding machine n. 平面磨床face milling machine n. 端面磨床feed force n. 进给力feed motion n. 进给运动fine adjustment n. 精调,细调,微调fine boring n. 精密镗孔finish v.;n. 精加工,抛光,修整,表面粗糙度,完工,最后加工,最后阶段,涂层,涂料finish-cutting n. 精加工,最终切削fixture n. 夹具,夹紧装置,配件,零件,定位器,支架form n. 型式,类型,摸板,模型,形成,产生,成形,表格v. 形〔组,构〕成,产生,作出,成形,造型form-turn n. 成形车削free-cutting n. 自由切削,无支承切削,高速切削Ggap n. 间隔,间隙,距离,范围,区间,缺口,开口火花隙,vt. 使产生裂缝vi. 豁开gear cutting machine n. 齿轮加工机床,切齿机gear generating grinder n. 磨齿机gear hob n. 齿轮滚刀grinding cutter n. 磨具grinding force n. 磨削力grinding machine n. 磨床grinding wheel diameter n. 砂轮直径grinding wheel width n. 砂轮宽度groove n. 槽,切口,排屑槽,空心槽,坡口,vt. 切〔开,铣〕槽groove milling n.铣槽Hheadstock spindle n. 床头箱主轴,主轴箱主轴,头架轴helical tooth system n. 螺旋齿轮传动装置high precision lathe n. 高精度车床high-speed n. 高速high-speed machining n. 高速加工hob n. 齿轮滚刀,滚刀,螺旋铣刀,v. 滚铣,滚齿,滚削horsepower n. 马力hobbing machine n. 滚齿机,螺旋铣床,挤压制模压力机,反应阴模机hole n. 孔,洞,坑,槽,空穴,孔道,管道,v. 钻〔穿,冲,开〕孔,打洞hone n. vt. 磨石,油石,珩磨头,磨孔器,珩磨,honing machine n. 珩磨机,珩床,搪磨床,磨孔机,磨气缸机Iinclination n. 倾斜,斜度,倾角,斜角〔坡〕,弯曲,偏〔差,角〕转increment n. 增量,增加,增〔大〕长indexing table automatic n. 自动分度工作台infeed grinding n. 切入式磨削installation n. 装置,设备,台,站,安装,设置internal grinding n. 内圆磨削involute hob n. 渐开线滚刀Jjig boring machine n. 坐标镗床Kkeyway cutting n. 键槽切削加工knurling tool n. 滚花刀具,压花刀具,滚花刀Llaedscrew machine n. 丝杠加工机床lap grinding n. 研磨lapping n. 研磨,抛光,精研,搭接,擦准lathe n. 车床lathe dog n. 车床轧头,卡箍,鸡心夹头,离心夹头,制动爪,车床挡块lathe tool n. 车刀level n. 水平,水准,水平线,水平仪,水准仪,电平,能级,程度,强度,a. 水平的,相等的,均匀的,平稳的loading time n. 装载料时间,荷重时间,充填时间,充气时间lock n. 锁,栓,闸,闭锁装置,锁型,同步,牵引,v. 闭锁,关闭,卡住,固定,定位,制动刹住longitudinal grinding n. 纵磨low capacity machine n. 小功率机床〔机器〕Mmachine axis n. 机床中心线machine table n. 机床工作台machine tool n. 机床,工作母机machining n. 机械加工,切削加工machining (or cutting) variable n. 加工(或切削)变量machining allowance n. 机械加工余量machining cycle n. 加工循环machining of metals n. 金属切削加工,金属加工magazine automatic n. 自动化仓库,自动化料斗,自动存贮送料装置manufacture n. 制造者,生产者,厂商,产品,制造material removing rate n. 材料去除率metal cutting n. 金属切削metal-cutting technology n. 金属切削工艺学,金属切削工艺〔技术〕metal-cutting tool n. 金属切削刀具,金属切削工具micrometer adjustment n. 微调milling n. 铣削,磨碎,磨整,选矿milling feed n. 铣削进给,铣削走刀量,铣削走刀机构milling machine n. 铣床milling spindle n. 铣床主轴milling tool n. 铣削刀具,铣削工具mount v. 固定,安装,装配,装置,架设,n. 固定件,支架,座,装置,机构mounting n. 安装,装配,固定,机架,框架,装置mounting fixture n. 安装夹具,固定夹具NNose n. 鼻子,端,前端,凸头,刀尖,机头,突出部分,伸出部分number of revolutions n. 转数numerical control n. 数字控制numerically controlled lathe n. 数控车床Ooblique grinding n. 斜切式磨床operate v. 操纵,控制,运行,工作,动作,运算operating cycle n. 工作循环operation n. 运转,操作,控制,工作,作业,运算,计算operational instruction n. 操作说明书,操作说明operational safety n. 操作安全性,使用可靠性oscillating type abrasive cutting machine n. 摆动式砂轮切割机oscillation n. 振动,振荡,摆动,颤振,振幅out-cut milling n. 切口铣削oxide ceramics n. 氧化物陶瓷oxide-ceramic cutting tool n. 陶瓷刀具Pperformance n. 实行,执行,完成,特性,性能,成品,制作品,行为,动作,生产率,效率peripheral grinding n. 圆周磨削peripheral speed n. 圆周速度,周速,边缘速度perpendicular a. 垂直的,正交的,成直角的n. 垂直,正交,竖直,垂线,垂直面physical entity n. 实体,实物pitch n. 齿距,节距,铆间距,螺距,极距,辊距,坡度,高跨比,俯仰角pitch circle n. 节圆plain (or cylindrical) milling machine n. 普通(或圆柱形)铣床plain grinding n. 平面磨削plain turning n. 平面车床plane n. 平面,面,投影,刨,水平,程度,阶段,飞机a.平的v. 弄平,整平,刨,飞行plane milling n. 平面铣削plane-mill n. 平面铣刀,平面铣床plunge mill n. 模向进给滚轧机plunge-cut n. 切入式磨削,横向进给磨削,全面进刀法,全面进给法plunge-cut thread grinder n. 切入式螺纹磨床plunge-grinding n. 切入式磨削point n. 点,尖端,刀尖,针尖,指针,交点,要点,论点,特点v. 指,面向,瞄准,对准,表明,弄尖,强调power n. 功率,效率,能〔容,力〕量,动力,电源,能源v. 驱〔拖,带,发〕动,给...以动力power hacksaw n. 机动弓锯〔钢锯〕precision boring n. 精镗precision boring machine n. 精密镗床precision machining n. 精密机械加工pressure angle n. 压力角primary cutting edge n. 主切削刃principal feed motion n. 主进给运动,主进刀运动production method s n. 生产方法[式]profile n. 轮廓,形面,剖面,侧面图,分布图。
数控机床的编程及操作

网络资源共享; 数控机床的远程(网络)控制; 数控机床故障的远程(网络)诊断; 数控机床的远程(网络)培训与教学(网络数控)。
湖北江山重工有限责任公司
12
数控机床的编程及操作
三、数控机床的结构和工作原理 数控机床主要由控制介质、数控装置、 伺服驱动装置、机床本体和其它装置组成。 1. 控制介质 它是用于记录各种加工指令信息(加工程序),以控制机床的运动,以实现 零件的加工。常用的控制介质有标准的穿孔纸带、磁带、磁盘等,随着微机技术 的不断发展,新的控制介质不断的出现,如CF存储卡等,为了满足大容量的加工 程序,控制介质的存储容量也越来越大,甚至可以外接硬盘 。 控制介质上的加工信息要经过输入装置传送到数控装置。常用的输入装置有 光电纸带输入机、磁带录音机、磁盘驱动器等。现今数控机床大多属于微机控制 的,随着微机技术的不断发展,新的输入装置不断的出现,更方便了加工信息的 输入。另外加工程序也可以通过操作面板或外接键盘直接输入,由于是人工进行 加工信息的输入,因此只能对简单的加工程序进行输入。对于大容量的加工程 序,必须通过磁盘或外部电脑进行输入。当数控装置的存储容量太小时,也可通 过DNC连线方式进行在线加工。
湖北江山重工有限责任公司
9
数控机床的编程及操作
�
控制智能化:随着人工智能技术的不断发展,并为满足制造业生产柔性化、
制造自动化发展需求,数控技术智能化程度不断提高,具体体现在以下几个方面:
�加工过程自适应控制技术:通过监测加工过程中的切削力、主轴和进给电机
的功率、电流、电压等信息,利用传统的或现代的算法进行识别,以辩识出 刀具的受力、磨损以及破损状态,机床加工的稳定性状态;并根据这些状态 实时修调加工参数(主轴转速,进给速度)和加工指令,使设备处于最佳运 行状态,以提高加工精度、降低工件表面粗糙度以及设备运行的安全性。
机械类英语词汇中英文对照

actuation活动,激励,动作
L
additive附加的,加成的,添加的,添加剂
lag缓缓而行,滞后,落后于,押往监狱,加上外套
adequately充分地
lagos拉各斯,尼日利亚首都
affordable提供得起的
lathe车床
aggregate合计的,集合的
layer层,层次
assembly组合,装配,部件,汇编
atmospheric大气的,空气的
machinability切削加工型,机械加工性能
augment增加,扩大
machineframe机座,机架
austenite奥氏体
machinery机器,机械
austenitize奥氏体化,使成奥氏体
machining机械加工
above all尤其是,最重要的是,首先是
J
abrasion磨损
jacket水套
abut邻接,依靠
jerky急拉的,急动的
accessory附件
journal bearing滑动轴承
accommodate使适应
K
acetylene乙炔,电石气
kerosene煤油
activity connection活动连接
predominant卓越的,支配的,主要的,突出的,有影响的
coolant冷却剂,冷冻机
preference优先选择
coolant冷却液
prehistoric史前的,很久以前的
cooperation合作,协作
preliminary预备的,初步的
coordinate坐标
pressurize增压,给……加压
cut edge剪切刃
数控加工技术概述
刀架); ➢铣镗钻磨复合—复合加工中心(ATC,动力磨头); ➢可更换主轴箱的数控机床—组合加工中心;
1.2 数控机床的产生与发展
۞控制智能化
随着人工智能技术的不断发展,并为满足制 造业生产柔性化、制造自动化发展需求,数控 技术智能化程度不断提高,具体体现在以下几 个方面:
3. 数控加工编程基础
3.1 机 床 坐 标 系
3.1.1 机床坐标系和主运动方向 1.标准坐标系的规定
对数控机床中的坐标系和运动方向的命名,ISO标准和我 国JB3052—82部颁标准都统一规定采用标准的右手笛卡儿直 角坐标系,一个直线进给运动或一个圆周进给运动定义一个 坐标轴。
(3)由于机床自动化程度大大提高,减轻了工人劳动强度, 改善了劳动条件
(4)加工能力提高,应用数控机床可以很准确的加工出曲线、 曲面、圆弧等形状非常复杂的零件,因此,可以通过编写 复杂的程序来实现加工常规方法难以加工的零件
1.5 数控系统的组成
现 代 数 控 机 床 一 般 由 数 控 装 置 (NC unit) 、 伺 服 系 统 (servo system) 、 位 置 测 量 与 反 馈 系 统 (feedback system)、辅助控制单元(accessory control unit)和机 床主机(main engine)组成,下图是各组成部分的逻辑结 构简图:
2.6 数控加工原理(续)
•当 F>0 时 , NC 发 出 移 动 微 指 令 , 使 控 如 如制何图轴确所向定示控,+制刀X轴具方X由、向OZ至移的A走,动向直一呢线?个OA是步其长理论;轨迹。 •当用F逐<点0比时较,法:N每C走发一出步与移理动论轨微迹指比较令一,下,使 控从制而轴确向定下+一Z步方的向走移向。动一个步长; •当起 于F点是=坐直0标线时(OA,0的,方可0程)以,为规终:点 X定/Z坐=NX标eC/(Z使eXe;,控Ze)制轴向 + X即或:+ZXeZ-方XZe向=0;移动一个步长 这 ① ②样可若 若点点以((不XX,,ZZ断))在在地直 直趋线 线向上 下方 方终, ,点则 则: :,ZZ图XXee--中XXZZee,><00;;带 箭 于头是的:折取F线=ZX轨e-X迹Ze是, 机床实际运动的插 补 在 由轨N插迹C判补,断运F算直的过符线程号O中。,A控是制理轴论每移轨动迹一,步之由前于,插先 补运算所取的步长很小,所以可以近 似地认为插补轨迹就是直线OA的理论
数控加工技术(第4版)第一章

1. 1 数控加工的基本概念
• 1949 年, 帕森斯公司在麻省理工学院 ( MIT) 伺服机构试验室的协助 下开始从事数控机床的研制工作, 经过三年时间的研究, 于 1952 年试 制成功世界第一台数控机床试验性样机。 这是一台采用脉冲乘法器 原理的直线插补三坐标连续控制铣床, 即数控机床的第一代。 1955 年, 美在美国进入迅速发展阶段, 市场上出现了商品化数控机床。 1958 年, 美国克耐·杜列克公司 ( Keaney Trecker) 在世界上首先研 制成功带自动换刀装置的数控机床, 称为 “ 加工中心” ( Machining Center, MC)。
• 数控技术 ( Numerical Control Technology) 是指采用数字控制的方 法对某一个工作过程实现自动控制的技术。 在机械加工过程中使用 数控机床时, 可将其运行过程数字化, 这些数字信息包含了机床刀具的 运动轨迹、 运行速度及其他工艺参数等, 而这些数据可以根据要求很 方便地实现编辑修改, 满足了柔性化的要求。 它所控制的通常是位移、 角度、 速度等机械量或与机械能量流向有关的开关量。 数控的产生 依赖于数据载体及二进制形式数据运算的出现, 数控技术的发展与计 算机技术的发展是紧密相连的。
• 数控系统 ( Numerical Control System) 是实现数控技术相关功能 的软、 硬件模块的有机集成系统。 相对于模拟控制而言, 数字控制 系统中的控制信息是数字量, 模拟控制系统中的控制信息是模拟量, 数 字控制系统是数控技术的载体。
上一页 下一页 返回
1. 1 数控加工的基本概念
• 数控技术的发展过程见表 1 - 1。
上一页 下一页 返回
1. 1 数控加工的基本概念
部分造纸英文缩写及中文对照
部分造纸英文缩写AAA = atomic absorption原子吸收ABS = acrylonitrile-buladrene styrene丙烯腈—丁;烯—苯乙烯ACAR = angular correlation of annihilation radiation消除辐射的角相关性AM = acrylamide丙烯酰胺AOX = adsorbable organic halides可吸附的有机卤化物AP = plkali pulp碱法纸浆APAM = anionic polyacrylamide阴离子型聚丙烯酰胺ASB = aerotion stabilization basin稳定曝气池AST = activated sludge treatment活性污泥处理BBCT = best convential pollutant cotrol technology最常用污染物控制技术BDMT = bone dry metric tons绝干公吨BME = bipolar membrane electro dialysis两极膜电透析BMP = best management practices最优管理实践BOD = biochemical oxygen demand生化耗氧量BP = boiling point沸点BPK = bleached papergrade kraft and soda(生产)白纸用硫酸盐和荷性纳法浆BPT = best practicable control technology最佳实用控制技术BTU = british thermal unit英热单位BW = basis weight定量CCAD = computer aided design计算机辅助设计CBLI = chemistry-based leak indicator化学(法)示漏器CC = consistency controller浓度调节器CFD = computational fluid dynamics计算流体动力学CI = colour index比色指数= cofidence interval置信区间CL = colored ledger彩色底板CLSM = confocal laser scanning microscopy共焦激光扫描显微镜CMC = carboxy methylated cellulose羧甲基纤维素COMS = compliance optimization modeling system寻优模型系统CP = chemical pulp化学浆= chemical pure化学纯CPPC = coordinated phosphate/pH chemistry controller配位磷酸盐/pH调节器CR = consistency regulator浓度调节器CRP = chloride removal process氯化物排出法CSD = condensate steam distillation column冷凝汽馏塔CTMP = chemical treatment in terms of sulphonation硫化期间的化学处理= chemithermomechanical pulp化学热磨机械浆CTU = centigrade thermal unit公制热量单位CV = coefficient variation偏离系数= crystal violet结晶紫DD = dioxide二氧化物DAF = dissolved air floatation(溶)气浮DCS = dissolved and colloidal substances溶解与胶态物 = distributed control system集散控制系统DELS = Doppler electrophoretic light scattering多普勒电泳光扫描DIP = deinked pulp脱墨纸浆DKP = deinked kraft pulp脱墨牛皮纸浆DLK = double-line clippings双线限位DMS = dynamic mechanical spectroscopy动力谱学DMSO = dimethyl sulfoxide二甲亚砜DMT = dimethyl terephthalate对邻苯二甲酸二甲酯DO = dissolved oxygen溶解氧DP = degree of polymerization聚合度DSC = differential scanning calorimetry微分扫描量热法DVC = digital valve controller数字伐控制器EEC = embedded costs插入成本ECF = elemental chlorine free无元素氯(漂白)EDTA = ethylene eiamine tetraacetic acid乙二胺四乙酸EPC = experimental prismatic calcite实验棱镜方解石ERV = estimated replacement value预计取代值ESP = electrostatic precipitator静电滤尘器= emergency shutdown procedure事故停机程序EV A = ethylene vinyl acetate乙烯乙酸乙烯酯ESPRA = empire state paper research associates国立造纸研究会EVOH = ethylene-vinyl alcohol乙烯-乙烯醇FFAS = formamidine sulfinic acid甲脒亚磺酸FBB = folding box board折叠箱纸板FBK = fully bleached kraft全漂牛皮纸FC = flow controller流量控制器FID = free induction decays自由感应衰减FP = freezing point冰点;凝固点GGDP = gross domestic product本国生产总值GEMS = general energy and materials balance system通用能量和物料平衡系统GLC = gas-liquid chromatography气液色谱GPC = gel permeation chromatographic analysis凝胶渗透色谱分析GPM = gallons per minute加仑/分钟HHC = high consistency高浓HCR = high consistency refiner高浓磨浆机HD = high density高密度HPR = high production rate高生产率HPSEC = high-performance size-exclusion chromatography高性能粒度筛析色谱法HRT = hydraulic retention time水力停留时间HTH = high test hypochlorite高级漂粉HV = high voltage高压HW = hardwood硬木IIMPM = interactive multiplanar model相互作用的多面模型IPST = institute of paper science and technology造纸科技研究院IWC = international water consultants国际水质顾问团JJIT = just-in-time正好;准时KKP = kraft pulp牛皮浆;硫酸盐浆LLC = level controller液面控制器LCC = lignin-carbohydrate complexes木素-碳水化合物复合体LCL = lower control limits控制下限LCR = level cotroller and recorder液面控制记录仪LDPE = low density poly ethylene低密度聚乙烯LDV = laser Doppler velocimetry激光多普勒测速法LIVG = low inlet velocity gasification process低入口速度气化工艺LPR = low production rate低生产率LRD = long rang dependence广范围相关LVDT = linear position transducer线性位移变送器LWC = lightweight coated低定量涂布的MMACT = maximum achievable control technology最大可达控制技术MAP = modified atmosphere packaging改良常压包装法MC = marginal cost边际成本= medium consistency中浓(度)MDI = methylendiphenyl diisocyanate亚甲苯二苯二异氰酸酯MeB = methylene blue亚甲基兰,四甲基兰MEK = methyl ethyl ketone甲(基)乙(基)酮MF = machine finished机械整饰的MG = machine glazed机械上光的= malachte green孔雀绿MISS = mixed liquor suspended solids (有机物与活性污泥)混合液中悬浮固体MOW = mixed office waste混合办公废纸MRP = matal removal process金属(离子)脱除过程MSW = municipal solid waste城市固体废物MVP = moisture vapor permeability水蒸汽渗透性MWL = milled wood lignin磨木木素NNC = nitrocellulose 硝化纤维素NF = nanofiltration超滤(毫微过滤)NMR = nuclear magnetic resonance核磁共振NSPS = new source performance standards新的资源性能标准NSSC = neutral sulfite semi-chemical pulp中性亚硫酸半化学浆OOCC = old corrugated container旧瓦楞纸箱OD = over dry绝干;烘干OEE = overall equipment efficiency总设备效率OIT = oxidative induction temperature氧化起始温度O&M = operating and maintenance 使用与维护ONP = old newspaper旧新闻纸OPP = oriented polypropylene取向聚丙烯OPR = oil penetration rates渗油率OWL = oxidized white liquor氧化白液PPAL = positron annihilation life time正电子湮没寿命PC = pressure controller压力调节器PCA = principal components analysis主成分分析PCC = precipitated calcium carbonate沉淀碳酸钙PCR = pressure controller and recorder压力调节记录仪PDSC = pressure differential scanning colorimetry压差扫描量热术PEMS = predictive emissions modeling system预测排放模型系统PEO = poly ethylene oxide聚氧化乙烯PGS = papergrade sulfite造纸用硫磺PGW = pressurized groundwood压力磨木浆PM = paper machine 造纸机;抄纸机PM/ECCM = preventive maintenance and essential care and condition monitoring预防维修/基本维修及状态监测PP = polypropylene聚丙烯PSES = pretreatment standards for existing sources现存资源预测标准PSM = process safety management(生产)过程安全管理PTFE = polytetrafluoroethylene聚四氟乙烯PTR = photothermal radiometry光热辐射分析法PVC = polyvinylchloride聚氯乙烯PVDC = polyvinyl dichloride聚二氯乙烯PVSK = polyvinylsulfate聚乙烯硫酸酯RRDH = rapid displacement heating快速置换加热法RH = relative humidity相对湿度RMP = refiner mechanical pulp木片磨木浆;盘磨机械浆RN = regular number纸板标准号RT = radiographic testing射线照相试验,X射线检验SSBK = solid bleached kraft(同质)漂白牛皮纸SBR = sequencing batch reactors程序化间歇反应器SC = super calendered超级压光的SDI = silt density index淤泥浓度指数SE = supplemental energy补充能量;辅助能SEC = size exclusion chromatographic粒度筛析色谱法SEM = scanning electron microscope扫描电子显微镜SEM-EDS = scanning electron microscope-energy dispersive spectrometry扫描电子显微镜—能量分散能谱测定法SGW = stone ground wood磨石磨木浆SIF = stress intensity factor应力强度系数;应力强化因子SOPs = standard operating procedures标准作业程序SP = sulphite pulp亚硫酸盐纸浆SPC = satislical process control过程控制SRT = solids retention time粒子留着时间SUB = solid unbleached board(同质)本色浆纸板SW = softwood软木;针叶树SWL = sulphite waste liguor亚硫酸盐废液TTAC = totally applied chlorine总用氯量TC = temperature controller温度调节器TCDF = tetrachlorodibenzofuran四氯二苯并呋喃TCF = totally chlorine-free全无氯(漂白)TCR = temperature controller and recorder温度调节记录仪TGA = thermal gravimetric analysis热重分析TLA = thin layer activation薄层活性化TMP = thermo mechanical pulp热磨机械浆TP = thermo-plastic热塑性的TQ = threshold quantity临界量(值)TRS = total reduced sulfur总还原硫TS = tensile strength抗张强度TSS = total suspended solids总悬浮固体量UUBB = unbeached board本色(浆)纸板UBK = unbeached kraft本色牛皮纸UCL = upper control limits控制上限UT = ultrasonic testing超声试验UV = ultraviolet紫外光VVOC = volatile organic compound挥发性有机化合物WW AS = waste-activated sludge废活性污泥WFMT = wet fluorescent magnetic particle test湿荧光磁粉试验WL = white ledger白色帐簿纸WLC = white-lined chipboard白浆衬里的粗纸板WP = wood pulp木浆WVTR = water vapor transmission rate水蒸汽传递速度YYI = yellow index返黄值;返黄指数YP = yield point屈服(软化)点。
科技英语翻译专题 知识点汇总

计算机冀导那一部分词汇pig 金属锭块dog挡块,止动爪cat吊锚,履带拖拉机cock旋塞,吊车horse支架,铁杆fish 接合板,夹板monkey 打桩锤;煤矿通风巷道fox绳索belly 炉腰mild steel structure 低碳钢结构Bendable switches consist of a continuous 无缝的steel beam.?可弯曲的开关由连续钢条组成。
曲性道岔由无缝钢条组成。
Bricks are also produced in many different colors and with various finishes, particularly those used for decorative purpose.砖也可以烧制成许多不同的颜色,具有不同的光洁度,尤其是那些用于装饰的砖。
catalyst 催化剂Resolving power 分辨率Combining power 化合价Base 碱Base metals 非贵金属Brass 黄铜Difficult labor 难产Foreign Material 杂质Cast iron 铸铁In general, the design procedure is not straightforward and will require trial and error.一般说来,设计过程不是一帆风顺的,而需要反复试验。
(简单的)Furnace 炉子(1)Rubber is not hard, it gives way to pressure.橡胶性软,受压变形。
(2)Porcelain is commonly used to resist electric current.陶瓷常用来隔绝电流。
(3)When we speak, sound waves begin to travel and go in all directions.我们说话时,声波就开始向四面八方传播。
数控技术PPT课件
1-1 数控技术的基本概念与特点
二 数控技术的特点
提高加工精度 提高生产效率 改善工作条件 有利于生产管理 便于实现自动化 便于实现网络化 便于实现智能化
1-2 数控技术的产生与发展
一、 数控技术的产生
1948年: 麻省理工学院&帕森斯公司研制 1952年:世界第一台三坐标数控铣床诞生 1955年:投入实用阶段
数字控制(Numerical Control NC)是一种借助数 字、字符或其它符号对某一工作过程(如加工、测量、 装配等)进行可编程控制的自动化方法。
数控技术(Numerical Control Technology)采用 数字控制的方法对某一工作过程实现自动控制的技术。 数控技术就是利用数字化信号进行控制的技术
表1 控制介质和输入输出设备表
控制介质
输入设备
输入设备
穿孔纸带
纸带阅读机
纸带穿孔机
磁盘
磁盘驱动器
光盘
光盘驱动器
1-3 数控机床的工作原理与数控系统的分类
通讯 现代的数控系统除采用输入输出设备进行信 息交换外,一般都具有用通讯方式进行信息交换的 能力。它们是实现CAD/CAM的集成、FMS和CIMS 的基本技术。采用的方式有:
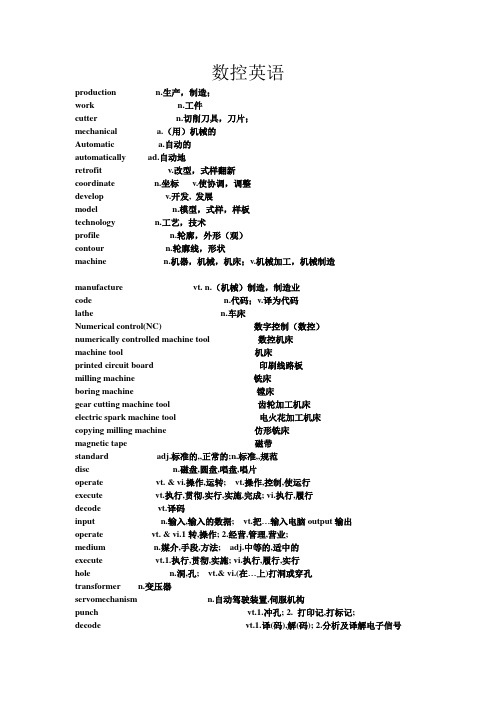
机床 NC 超程 主轴
超程解除
Y
10
100
循环驱动 进给保持 冷却液开关 刀松/刀紧 X
Z1
1000
急停
空运行 机床锁定 Z 轴锁定 MST 锁定
坐标轴选择
任选程序段 +JOG 快进 -JOG 主轴正转 主轴停 主轴反转
增量倍率 10
0
90
20
手摇脉冲发生器
传统加工 数控加工
图2 传统加工与数控加工的比较图
数控技术的基本概念
第一章概论1.1数控技术的基本概念1.1.1什么是机床的数字控制数字控制(Numerical Control, NC)是一种借助数字、字符或其它符号对某一工作过程(如加工、测量、装配等)进行可编程控制的自动化方法。
数控技术(Numerical Control Technology)采用数字控制的方法对某一工作过程实现自动控制的技术。
也就是利用数字化信号进行控制的技术。
数控机床(Numerical Control Machine Tools) 是采用数字控制技术对机床的加工过程进行自动控制的一类机床。
是数控技术典型应用的例子。
数控系统(Numerical Control System)实现数字控制的装置。
计算机数控系统(Computer Numerical Control CNC )以计算机为核心的数控系统。
1.1.2机床数字控制的原理数控机床在加工零件时,首先是根据零件加工图样进行工艺分析,确定加工方案、工艺参数和位移数据;其次是编制零件的数控加工程序,然后将数控程序输入到数控装置,再由数控装置控制机床主运动的变速、启停、进给运动方向、速度和位移的大小,以及其他诸如刀具选择交换、工件夹紧松开、路程和参数进行工作,从而加工出形状、尺寸与精度符合要求的零件。
在数控机床上有下面二种控制方法。
点位控制(Point to Point Control):控制点到点的距离。
只是要求严格控制点到点之间的距离,而与所走的路径无关。
轮廓加工控制(Contouring Control):控制轮廓加工,实时控制位移和速度。
它的特点是能够对两个或两个以上的运动坐标的位移和速度同时进行连续地相关控制,使合成的平面或空间运动轨迹能满足轮廓曲线和曲面加工的要求。
控制过程中不仅对坐标的移动量进行控制,而且对各坐标的速度及它们之间比率都要行严格控制,以便加工出给定的轨迹。
机床的数字控制是由数控系统完成的。
该系统包括数控装置、伺服驱动装置、可编程控制器和检测装置等。
科技英语翻译

3. n1驱动n2 核心词可以是限定词操作的对象,限定词是操作核心词的主语, 是核心词的动力的来源,即驱动核心词。限定词一般是物质名词,核 心名词一般是机器、设备、含有“工具”功能的可数名词。例如: air drill 风钻 battery car 电池汽车 oil control 油压控制器 spring governor 弹簧调速器 4. n1含n2 限定词可以表示整体,核心词是限定词表示的整体的一部分。两 个合成成分的关系是整体与局部的关系,即限定词包含核心词。例 如: bed post 床架 motor drive 电机驱动装臵 oscillator plate 振荡片 table leg 桌子脚
⒀ 希腊字母英文音名+名词 如:gamma decay,gamma unit
此外,还有许多语法合成词,如:double-curved arc bridge, circular one-shaft vibrator
第二章 科技术语翻译的总原则
科技术语具有八种特征: 1. 确切性(accuracy):科技术语要确切地反映概念的本质 特征。 2. 单义性(monosemy):一词一义。 3. 系统性(systematization):在一个特定领域的各个科技 术语,必须处于一个明确的层次结构中,共同构成一个系统。 4. 语言的正确性(linguistically correct):科技术语的结构 要符合该语种的构词规则和词组构成规则。 5. 简明性(consciences):科技术语要简明扼要,易懂易 记。 6. 理据性(motivation):尽量做到“顾名思义”。 7. 稳定性(stability):科技术语一经定名,一般不轻易改 动。 8. 能产性(productivity):科技术语确定后,还可以以旧 科技术语为基础,通过构词法或词组构成的方法,派生出新的科 技术语。
数控系统功能名词说明及解释

一、数字控制与数控技术数字控制(Numerical Control NC)是一种借助数字、字符或其它符号对某一工作过程(如加工、测量、装配等)进行可编程控制的自动化方法。
数控技术(Numerical Control Technology)采用数字控制的方法对某一工作过程实现自动控制的技术。
数控机床(Numerical Control Machine Tools)是采用数字控制技术对机床的加工过程进行自动控制的一类机床。
数控系统(Numerical Control System)实现数字控制的装置。
计算机数控系统(Computer Numerical Control CNC )以计算机为核心的数控系统。
二、什么是数控系统数控系统是数字控制系统简称,英文名称为Numerical Control System,早期是由硬件电路构成的称为硬件数控(Hard NC),1970年代以后,硬件电路元件逐步由专用的计算机代替称为计算机数控系统。
计算机数控(Computerized numerical control,简称CNC)系统是用计算机控制加工功能,实现数值控制的系统。
CNC系统根据计算机存储器中存储的控制程序,执行部分或全部数值控制功能,并配有接口电路和伺服驱动装置的专用计算机系统。
CNC系统由数控程序、输入装置、输出装置、计算机数控装置(CNC装置)、可编程逻辑控制器(PLC)、主轴驱动装置和进给(伺服)驱动装置(包括检测装置)等组成,如图2-1所示。
MDI图CNC系统的组成图CNC系统的核心是CNC装置。
由于使用了计算机,系统具有了软件功能,又用PLC 代替了传统的机床电器逻辑控制装置,使系统更小巧,其灵活性、通用性、可靠性更好,易于实现复杂的数控功能,使用、维护也方便,并具有与上位机连接及进行远程通信的功能。
三、数控系统的组成计算机数控系统由程序、输入/输出设备、计算机数字控制装置、可编程控制器(PLC)、主轴驱动装置和进给驱动装置等组成。
数控技术与装备 第三版 韩建梅主编 第一章课后习题
数控技术与装备课后习题第三版韩建梅主编第一章数控技术概述1.什么是数字控制技术?什么叫数控机床?简述数控机床产生的背景。
数字控制:(Numerical Control)是一种借助数字、字符或其它符号对某一工作过程(如加工、测量、装配等)进行编程控制的自动化方法。
数字控制技术:(Numerical Control technology)是指用数字量及字符付出指令并实现自动控制的技术,是制造业实现自动化、柔性化和集成化生产的基础技术。
数控机床:(Numerical Control Machine Tools)是采用数字控制技术对机床的加工过程进行自动控制的一类机床。
通过数字(代码)指令来自动完成机床各个部件运动。
背景:20世纪40年代航空技术的不断发展对各种飞行器的制造提出了越来越高的要求,1952年美国空军委托帕森斯公司与麻省理工学院,成功研制世界第一台三坐标立式数控铣床,标志着机械制造数字控制时代的开始。
2.数控机床的加工特点有哪些?试述数控机床的使用范围。
特点:加工精度高质量稳定、生产效率高、适应性强、良好的经济效益、自动化程度高劳动强度小、有利于实行现代化生产管理。
使用范围:多品种,中小批量生产零件、形状结构比较复杂的零件、需要频繁改型的零件、需要最短生产周期的零件。
3.数控机床由哪几部分组成?各部分基本功能是什么?组成:一般由数控系统、伺服系统、主传动系统、强电控制装置、辅助装置和机床本体组成。
功能:数控系统:机床实现自动加工的和弦,主要由操作系统、主控制系统、可编程控制器、各类I/O接口等组成。
主要功能有:多坐标控制和多种函数的插补功能、多程序输入功能,以及编辑和修改功能、信息转换功能、补偿功能、多种加工方法选择功能、显示功能、自诊断功能,通信和联网功能。
伺服系统:是数控系统的执行部分,有伺服电动机、驱动装置及位置检测反馈装置组成,并与机床上执行部分和机械传动部分组成数控机床的进给系统。
信息化与工业化融合发展水平评估

信息化与工业化融合发展水平评估调查问卷问卷编号:审核:复核:填写说明:1、本调查问卷是信息化与工业化发展水平评估工作的重要组成部分。
为能真实反映行业“两化融合”水平,请企业如实填报,调查问卷中涉及到填报数据仅作为评估行业“两化融合”发展水平之用,不用于其它用途,不对外泄漏。
2、本调查问卷应由企业专人负责统筹管理内容的填报,填报人应认真理解评估指标的含义,读懂调研问卷说明,确保填报数据正确、合理。
部分需要计算的指标按“解释”中给定的公式统计计算。
1、基础建设水平与能力评估指标1.1资金投入:1). 自动化生产设备资产占企业生产设备总资产的比例自动化生产设备资产占企业生产设备总资产的比例%。
说明:当年:是指本年1月1日-本年12月31日。
自动化生产设备资产占企业生产设备总资产的比例=当年自动化生产设备资产净值(万元)/当年企业生产设备资产净值(万元)。
1.2组织和规划1).信息系统运维投入占信息化总投入的比例①近五年信息化建设投入万元。
②近五年信息系统运维投入万元。
2).信息化部门设置情况。
○A.企业设有信息化部门或相关外包服务部门。
○B.信息化部门下属于其他业务部门。
○C.信息化部门是专职的一级部门建制。
○D.集自动化、信息化、流程与创新管理等职能于一体的专职一级部门建制。
3).信息化主管领导的层级。
○A.无信息化专职主管领导○B.中层管理者○C.高层管理者4).信息化规划制订和执行情况。
○A.无规划○B.分散在业务规划中○C.有企业级专项规划○D.有企业级专项规划且年度信息化计划的执行情况作为业务部门的考核指标1.3 设备设施1).百人计算机拥有量台;说明:百人计算机拥有量=(企业计算机总数/企业员工总数)*100%2).企业主干网覆盖情况。
○A.尚未建有企业主干网○B.建有企业主干网○C.企业主干网覆盖50%以上办公和生产区域○D.企业主干网覆盖80%以上办公和生产区域3).生产设备数字化率数字化生产设备数量占生产设备总数量的比例 %。
数控英语
数控英语production n.生产,制造;work n.工件cutter n.切削刀具,刀片;mechanical a.(用)机械的Automatic a.自动的automatically ad.自动地retrofit v.改型,式样翻新coordinate n.坐标v.使协调,调整develop v.开发, 发展model n.模型,式样,样板technology n.工艺,技术profile n.轮廓,外形(观)contour n.轮廓线,形状machine n.机器,机械,机床;v.机械加工,机械制造manufacture vt. n.(机械)制造,制造业code n.代码;v.译为代码lathe n.车床Numerical control(NC) 数字控制(数控)numerically controlled machine tool 数控机床machine tool 机床printed circuit board 印刷线路板milling machine 铣床boring machine 镗床gear cutting machine tool 齿轮加工机床electric spark machine tool 电火花加工机床copying milling machine 仿形铣床magnetic tape 磁带standard adj.标准的,,正常的;n.标准,,规范disc n.磁盘,圆盘,唱盘,唱片operate vt. & vi.操作,运转; vt.操作,控制,使运行execute vt.执行,贯彻,实行,实施,完成; vi.执行,履行decode vt.译码input n.输入,输入的数据; vt.把…输入电脑output输出operate vt. & vi.1转,操作; 2.经营,管理,营业;medium n.媒介,手段,方法; adj.中等的,适中的execute vt.1.执行,贯彻,实施; vi.执行,履行,实行hole n.洞,孔; vt.& vi.(在…上)打洞或穿孔transformer n.变压器servomechanism n.自动驾驶装置,伺服机构punch vt.1.冲孔; 2. 打印记,打标记;decode vt.1.译(码),解(码); 2.分析及译解电子信号photoelectric adj.光电的information n.1.消息,资料,情报; 2.通知,告知;auxiliary adj.1.(工人)辅助的; 2.(设备)备用的;n.1.助动词; 2. 辅助工,辅助人feed vt.1.喂养,为…提供食物; 2.进给;feedback n.1.反馈,反馈信息;差); 2.回复,反应,反作用circuit n..电路,线路;amplifier n.扩音器,放大器,扬声器;convert vt.& vi. (使)转变,(使)转化; vi.可转变为,可变换成; vt.改变table n.桌子,台子,工作台;bed n.床,床位; vt.把…固定在column n.1.圆柱,立柱; 2.栏,专栏(文章)headstock n.主轴箱automatic tool changer 自动换刀机构measuring feedback device 测量反馈装置tool post 刀架host machine 机床主机chip removal device 排屑装置rotary working-table 回转工作台punched card 穿孔卡punched tape 穿孔带binary-code decimal 二-十进制代码Electronic Industries Association(EIA) 美国电子工业协会Standard Information Code (ISO) 标准信息代码give play to 发挥,表现出内在的能力NC dividing head 数控分度头machine control unit (MCU) 机床控制单元changeable adj.很可能变化的;常变化的;易变的;可变的complex adj. 由许多部分组成的,复合的; 2.复杂的,难懂的;intelligent adj.1.聪明的,理解力强的; 2.智能的incomparable adj.1.无双的; 2.无敌的,无比的program n.1.程序; 2.编码指令,程式; vt.为(计算机)编制程序precision n.精确度,准确(性); adj.精确的,准确的,细致的signal n.1.信号,暗号; 2.标志,预示,信号scribe v. 抄写,划线dimension n.1.尺寸,度量; 2.(长、宽、高的)量度,面积edit vt. & vi.编辑; vt.剪辑;store n.1.贮存,贮备; 2.大量,丰富; vt. & vi.储藏,存放pulse n.脉搏; vt.使跳动,使产生脉动,使摆动intermediate adj.1.中间的,中级的; 2.中等的,适合中等程度者的;load n.1.负荷,负担; 2.装载,装载量; vt. & vi.1.把…装上车[船transmission n.1.传送,传播传达;2.播送; 3.传动装置,变速器;sequence n..先后次序,顺序,连续;path n.路线,途径,路径,轨迹;setup n. (机械等操作前的)装配,调试,(材料等的)准备maintain vt.1维持,持续; 2.保养,维修,维护integrate vt.1.使结合成为整体2.使整合;综合;同化compensate vt. & 不及物动词vi.补偿,弥补competitive adj.竞争的,比赛的increasingly adv. 日益,越来越多地,不断增加地general-purpose machine tool 普通机床machining process 加工过程computer data processing 计算机数据处理computer aided design(CAD) 计算机辅助设计computer aided manufacturing(CAM) 计算机辅助制造material n.1.材料,原料;2.素材,资料;originate vi.起源于,来自,产生;vt.创造, 创始, 开创; 发明specification n.1.规格,说明书,详细的计划书productive adj.1.富有成效的,有益的; 2.生产性的;parallel adj.平行的; n.平行线; vt.与…平行,与…相当; perpendicular adj. 1.垂直的,成直角的; 2.直立的;3.垂直式的appearance n.1.出现,显露; 2.外观,外貌,外表;carriage n..刀架indexing n.标定指数aerospace n..航空航天工业; adj.宇宙空间的,宇宙航行的apindle n.主轴apron n.溜板contouring n.轮廓, 造型automobile n.〈美〉汽车die n.1.(用于金属等材料加工的)模具;2.(集成电路的)芯片块模具reaming n.铰turning n.车削;旋转milling 铣削drilling n.钻孔boring n.镗削tapping n.攻丝pallet n.托盘,垫盘,托板utilize vt.利用,使用discharge vt. & vi.放出,流出electrode n.电极turning machine 车床vertical milling machine 立式铣床horizontal milling machine 卧式铣床machining center 加工中心electrical discharge forming machine 电火花成形机床grinding machine 磨床surface grinder 平面磨床internal grinder 内圆磨床profile grinder 轮廓磨床tool magazine 刀库wire-cut machine tool 线切割机床capital equipment 主要设备cross motion 横向运动gear cutting 齿轮加工curved surface 曲面bowl n.1.碗;2.物体的碗状部份;align vt.1.使成一线,校准,与……对中chisel n.1.凿子,錾子chuck n.1.(车床等的)卡盘,卡头,卡具; vt.(用卡盘)加紧axis n.1.轴;2.轴线, 中心线clamp vt. & vi.(用夹具)夹紧,夹住,固定; n.夹具,夹子,夹钳revolve vt. & vi.(使)旋转,环绕,转动mount vt.安装tray n.托架,盘speed n.速度,速率,转速tail-stock 尾架,尾座thread n. 螺纹; vt.车螺纹,上螺母diameter n.直径fasten vt.紧固,夹紧jaw n.爪,夹爪Micrometer n.测微计,千分尺cylindrical adj.圆柱形的,圆筒状的screw n.1.螺丝钉,螺杆,螺旋; vt.用螺丝拧紧wobbling n.摆动,行程不匀lubricate vt.加油润滑,润滑at an angle 成角度,呈一定角度lathe center 车床中心,车床主轴顶尖,车床主轴中心four-jaw independent chuck 四爪独立卡盘three-jaw universal chuck 三爪万能卡盘gear box 齿轮箱,减速箱,减速齿轮capability n.能力cell n.加工单元saddle n.床鞍harden vt. & vi. (使)变硬,(使)坚固,(使)硬化,硬化,淬火strength n.力;强度distortion n.扭曲,变形,失真deflection n.偏斜,偏转,偏差increment n.增长,增量,增加diagnostic adj.诊断的,判断的n.诊断monitor n.监听器,检测器; vt.1.监听,监视;compatibility n.适合,一致,互换性,通用性,兼容性bedway 1.滑板;2.床身导轨innovation n.1.改革革新,创新; 2.新观念,新发明multifunction n.多功能rigidity n.坚硬,严格,刚性tool-storage 刀具存储backup tool 备用刀具ball screw 滚珠丝杠cast iron 铸铁tool changer 换刀机构torsion strength 扭转强度separate vt. & vi.1.分开, 隔离; adj. 单独的, 各自的conventional adj, 常规的, 依照传统的,hydraulic adj.1.液力的,液压的,水力学的2.液压的,水力的facilitate vt.使便利, 减轻…的困难principle n.原则, 原理, 法则interchangeability n.可交换[交替]性, 互换性component n.部件,元件positive adj. 正的, 阳性的machine tool slide 机床拖板conventional machine 普通机床press machine 冲压机床shearing machine 剪床be perpendicular to 与……垂直的right-handed screw rule 右手螺旋法则Cartesian coordinate system 笛卡尔坐标系notch n. V型痕迹,刻痕;adj.有凹口的displace vt. 替换,取代,替代,置换displacement n.取代,替代,位移momentary adj.短暂的,瞬间的cancellation n.取消,撤销tap n.丝锥threading cycle 车缧纹,攻[套]丝(扣),扣纹sequence number 序号table feed 工作台进给[进刀]core n.核心diagnose vt.诊断,判断interpolation n.1.窜改;2.添写,插补radius n.半径geometrical adj.1.几何(学)的, 2.几何图案的length n. 长, 长度real-time adj.(计算机)即时处理的,实时的elastic adj.有弹力的,有弹性的;n松紧带, 橡皮圈error n.1.错误; 2.过失, 失误circumferential adj.1.圆周的miscellaneous adj. 各种的多方面的,性质混杂的parameter n. 参量,参数interface n.1. 接合点; 2.界面,分界面; vt.接合,连接artificial adj.1.人造的,人工的2.虚假的,不真挚的exchange n. 1.交换,互换,交流,掉换; vt.1.交换,互换,换掉,更换telecommunication n.电信,远程通信status n.状态,地位prediction n.预言,预言的事物,预测programmable logic controller 可编程控制器feeding drive unit 进给驱动装置spindle driving unit 主轴驱动装置feed rate 进给速度tools compensation 刀具补偿static elastic deformation 静态弹性变形tool life 刀具寿命electrical adj.电的,用电的pneumatic adj.风力的,气压的tachogenerator n.测速发电机, 转速表传感器research n.研究,探讨; vi.做研究,探究,研究,探讨organ n. 机构theoretical adj.理论上的angle n.角,角度; vt.把…放置成一角度deviation n.背离,偏离,违背execute vi.执行,履行,实行,实施,完成discrepance n. 不同,偏差,不一致mechanism n.机械装置debug vt.排错,排除故障,调试electronic circuit 电路mechanical energy 机械能controlled object 被控对象Servo motor 伺服电动机transmission organ 传动机构executive organ 执行机构output quantity 输出量open-loop system 开环系统closed loop system 闭环系统half-closed loop system 半闭环系统stepper motor 步进电机angle displacement 角位移photoelectric encoder 光电译码器to a large degree. 很大程度上format n.设计,安排analyze vt. 分析,分解,解释technical adj. 1.技术的; 应用科学的2.艺术的,工艺的Mathematical adj. 1.数学的, 数学上的2.精确的reverse vt. & vi. (使)反转; (使)颠倒; (使)翻转shape n.外形,形状,样子,性质,特点switch n. 1.开关2.改变,转变3.(电路的)闸,转换器coolant n.冷冻剂,冷却液,散热剂programmer n.(计算机的)程序员postprocess n.后置处理,输出route n. 1.路, 路途, 路线, 路程investment n. 投资,投入moderate adj. 中等的,适度的,reliability n. 可靠,可信赖complexity n. 复杂性offset n.抵消,补偿,偏移rough adj. 粗糙的,不平的arc n.弧, 弧线,弧形check vt. & vi. 检查,核对circular adj. 圆形的,环形的fixture n.夹具calculate vt. & vi. 计算,估计,核算list n.一览表,目录,名单,清单keyboard n.键盘modify vt. & vi.修改,更改qualified adj.有资格的,适合的,胜任的processing route 加工路线technical requirements 技术要求manufacturing industry 制造业starting point 起点end point 终点reprogrammable adj.可重复编程的manipulator n,操纵器机械手organic adj. 器官的,器质性的,有机(体)的,有机物的approximate adj.近似的,大约的vt.近似计算;convey vt.运输,运送,输送incorporate vt. 包含,加上,吸收,合并dredge vt.挖掘jam n.拥挤,堵塞vt. 堵塞,塞入raw stock 毛坯step control 分级控制material handling system 物料输送系统assembly line 装配线mass production 大量生产material transfer device 物料传送装置automatic transport device 自动运送装置production line 生产线strain capacity 应变能力refine vt.精炼,精制zoom vi.缩放plotter n.绘图仪scanner n.扫描仪printer n.打印机interactive adj. 交互式的, 人机对话的sketch n.草图, 大意cursor n.光标modeling n.建模,造型orientation n.方向, 目标,定位,定向void n.空间adj. 空的, 空虚的database n.资料库;数据库irregularly. adv.不规则地digitizer n.数字化仪prototype n.原型, 雏形, 蓝本match vt.与…….匹配surfaced adj.刨光的,刨平的,成平面的full-scale 与原物大小一样的,全面的,未经删减的sophisticated 高度发展的,精密复杂的,富有经验的surfaced model 表面模型wire frame model 线框模型solid model 实体模型bill of materials 材料明细表sponsor vt. 赞助,发起,主办n. 赞助者,赞助商pack n. 包裹; 背包vi.包装,捆扎schedule vt.排定,安排n.时间表,日程安排表minicomputer n.小型计算机inventory n.存货,库存soldering n. 软焊,锡焊,低温焊接,热焊接,软钎焊casting n. 铸造(物)welding n. 焊接法,定位焊接vt.焊接,熔接,锻接versatility n. 多用途,多功能numerical value 数值physical distribution 物流automatic machine tool 自动化机床material handling equipment 物料处理设备mechanical and electrical products 机电产品resource requirements planning 资源需求规划man-hour quota 工时定额udget n. 预算overemphasize v.过分强调,夸大pursuit n.追求boptimization n.最佳化,最优化,优化conveyor n.运送者,传送者,传播者,传达者individual adj. 个别的,单独的,个人的accommodate vt. 容纳,调节,适应retrieval n. 数据检索bug n.缺陷Computer Integrated manufacturing System(CIMS)计算机集成制造系统islands of automation 自动化孤岛flow control 流程控制factory automation 工厂自动化computer software 计算机软件carrier pallet 运输托盘group technology 成组技术material requirements planning (MRP) 材料需求规划manufacturing resource planning (MRP) 制造资源规划approach n. 方法,手段coin v.创造,杜撰(新字)exhibit v.展示(出),展现(出)response n.响应robustness n. 健壮性scope n. 范围shopfloor n.车间mechatronics n.机电一体化mechatronic adj.机电一体化的multidisciplinary adj.多学科的overlap n. 重叠的部分,重叠量; vt. & vi. 部分重叠fax n. 传真gauge n. 测量仪器microprocessor n. 微处理器consumer electronics 家用电器semiconductor fabrication equipment 半导体生产设备computer peripheral 计算机外部设备robots n. 机器人end-effector 末端执行装置humanitarian n. 人道主义discipline vt. 训练,训导n. 纪律repetitive adj. 重复的,啰嗦的,反复的rescue n.营救,救援wrist n.腕articulate vt. & vi.连接gripper n.钳子,夹子spherical adj. 球形的,球面的,球状的prismatic adj. 棱镜的,柱状的mainframe n.主框架monotonous adj.单调乏味的,单一的collective adj.集体的,集合的algorithm n.算法joint n. 关节welding head 焊头space exploration 太空探险spray gun 喷枪。
数控

第一章绪论1.数字控制(Numerical Control NC)是一种借助数字、字符或其它符号对某一工作过程(如加工、测量、装配等)进行可编程控制的自动化方法。
2.数控技术(Numerical Control Technology)采用数字控制的方法对某一工作过程实现自动控制的技术。
3.软件控制或计算机控制(Computer Numerical Control CNC)4.数控机床的组成:输入/输出设备;数控装置;主轴和进给轴伺服单位;位置检测装置;可编程控制器及其接口电路;机床本体。
5. ⑴伺服系统:包括主轴和进给轴伺服单位,伺服系统由伺服放大器和伺服电动机组成。
⑵三种反馈系统:?⑶常用驱动原件:步进电动机;直流伺服电动机;交流伺服电动机。
6.数控机床的加工特点:(1)柔性好(2)零件加工精度高,加工质量稳定(3)可加工复杂形状的零件(4)生产效率高(5)易于建立计算机通讯网络7.数控机床的主要性能指标:(1)精度指标(2)可控轴数(3)运动性能指标8.按机床控制的运动轨迹分类:(1点位控制数控机床(2)直线控制数控机床(3)轮廓控制数控机床9.按伺服系统地控制方式分类:(1)开环控制数控机床:特点:①没有位置检测反馈和校正控制装置②数控装置发出信号的流程是单向的③速度和加工精度低,其精度取决于伺服系统的性能优点:成本低,适用于中、小型数控机床(2)闭环控制数控机床:特点:①e=0,工作台停止②检测工作台直线位移(检测元件:感应同步器、光栅)③驱动元件:宽调速直流或交流伺服电机缺点:加工精度高,但结构复杂,造价高,调试维修困难。
适用于精度要求高的大型和精密机床第二章数控加工工艺基础1.数控车床的类型:(1)按主轴的配置形式分类:①立式数控车床②卧式数控车床(2)按数控系统功能分类:①经济型数控车床②普通数控车床③车削加工中心(3)按刀架数量:①单刀架数控车床②双刀架数控车床2.数控机床的加工对象(1)加工精度要求高的零件(2)表面粗糙度值要求小的零件(3)轮廓形状复杂的零件(4)带一些特殊类型螺纹的零件第三章数控加工程序编制1.数控编程:就是把零件的加工工艺路线、工艺参数、刀具的运动轨迹、位移量、切削参数(主轴转速、进给量、背吃刀量等)以及辅助功能,按照数控系统规定的指令代码及程序格式编写成加工程序,再把这一程序中的内容输入到数控机床的数控系统中,从而指挥机床加工零件。