药用丁基胶塞穿刺落屑情况调查分析
注射剂用胶塞、垫片穿刺落屑测定法

附件:注射剂用胶塞、垫片穿刺落屑测定法穿刺落屑是指在穿刺试验中,穿刺器刺透胶塞或垫片所产生的,在没有放大工具帮助下观察到的可见落屑数,以落屑数量计。
本法适用于注射剂用胶塞、垫片穿刺落屑的测定。
第一法适用范围:用于注射剂用适合规格的胶塞。
本法目的是测定不同注射液用胶塞或冻干胶塞穿刺落屑的相对趋势关系,其结果受多种因素的影响,如胶塞优化过程,封盖装置类型,密封阻力,穿刺器大小,其锋利程度,穿刺器上润滑剂的数量和操作者视力好坏等。
基于上述原因,为了得到可比较的结果,有必要控制以上影响结果的因素,为此被测胶塞必须和已知穿刺落屑数的胶塞做同步比较试验。
如果已知穿刺落屑数胶塞的结果与先前已知的结果具有一致性(即测试结果与已知落屑数相同或相差一粒),则应判被测胶塞测得的结果有效。
仪器装置注射剂瓶:与被测胶塞配套,装量50ml以上(含50ml),20个(包括对照试验)。
铝盖或铝塑组合盖:与被测胶塞配套,20个。
封盖机:与被测胶塞配套。
抽滤装置。
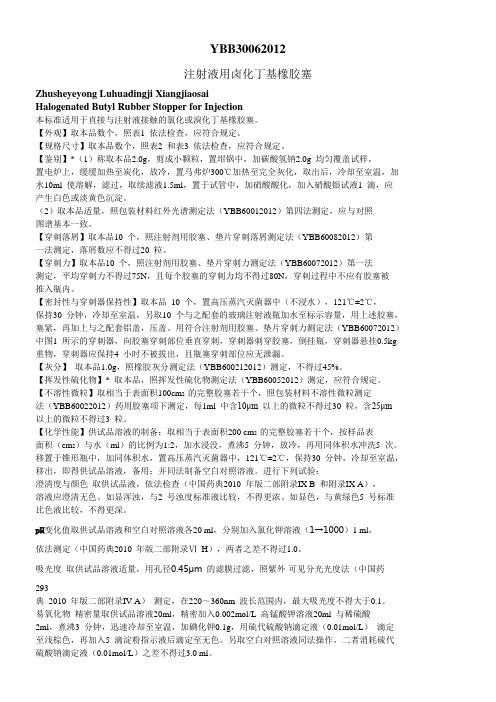
金属穿刺器:不锈钢(如1Cr18Ni9Ti)长针,规格尺寸见图1,1个。
图1金属穿刺器测定法选择20个注射剂瓶,每个瓶内加1/2公称容量的水。
取10个被测胶塞和10个已知穿刺落屑的胶塞分别装在注射剂瓶上,盖上铝盖或铝塑组合盖,用封盖机封口,放入高压蒸汽灭菌器中,在121℃±2℃下保持30分钟,取出,冷却至室温,分两排放置,第一排为被测胶塞,第二排为已知胶塞。
用丙酮或其它适当的有机溶剂擦拭金属穿刺器,然后将其浸在水中,使用前,检查穿刺器的锋利度,穿刺器应保持其原始锋利度未遭破坏。
手持穿刺器,垂直穿刺第一排第一个被测胶塞上的标记部位,刺入后,晃动注射剂瓶数秒后拨出穿刺器。
接着按上述步骤穿刺第二排第一个已知穿刺落屑数胶塞。
以此类推,按先被测胶塞再已知穿刺落屑数胶塞的顺序,交替垂直穿刺胶塞上的标记部位,直至所有胶塞被穿刺一次。
将第一排注射剂瓶中水全部通过一张滤纸过滤,确保瓶中不残留落屑。
@丁基胶塞在粉针剂使用中的问题及解决方法 (1)
使用处理。
110号文要求每批头孢类注射剂出厂前依照相容性加
(2)设备运行状态:应将设备调试至最佳运行状态, 速实验方法进行检验,合格后出厂。为控制源头,排除
提高胶塞上机成功率。此点涉及面较广,对分装机压塞 影响原料本身质量的因素,保证产品的质量稳定,我们
部分而言,主要有落塞定位对中心性,压塞位等调试等。 对头孢类原料也按照胶塞相容性方案进行实验,合格
化残余单体。(3)选择合适的覆膜胶塞。但覆膜胶塞所 用覆膜材不同、制造工艺各异,国家也没有统一的包材 标准,目前胶塞企业根据自定标准加以控制,但在使用 中发现有脱膜的现象,质量标准有待进一步完善。
[参考文献] [1] 赵霞,胡昌勤,金少鸿.药用丁基胶塞中易挥发
性成分的成分分析.药物分析杂志[J],2006,26 (3):315
[参考文献]
水泵类的电机控制系统都配装了变频启动系统,这项 [1] 彭鸿才.电机原理及拖动.北京:机械工业出版社,
节能技术越来越被人们所认识。 从设计使用上看,节能改造设计水平参差不齐,用
电设备能否节电,不能一概而论,不是所有用电设备都
1996 [2] 李练兵,岳大为,申莉莉.变频器应用实践.北京:化
染药物,胶塞与药物的相容性很大程度上取决于这些
在粉针剂生产的自动分装加塞过程中,常会发生 迁移物或抽提物。
跳塞、加塞不到位等现象,其会影响药品的生产效率,
对于注射用头孢曲松钠的澄清度超标问题,业界
现对造成上述现象的原因做一些分析:
认为是因为胶塞与药物之间的相容性存在一定问题。
(1)胶塞和瓶子尺寸配合问题:瓶子为B型瓶,胶 为此国家食品药品监督管理局委托中检所制定了注射
Yaobaocai yu Zhuangbei◆药包材与装备
药用胶塞穿刺落屑的原因探讨

2020年4月第7期综合医学论坛药用胶塞穿刺落屑的原因探讨潘璐璐江苏省中医院,江苏 南京 210029【摘要】目的:通过对比试验探讨影响药用胶塞穿刺落屑的原因,以提示胶塞选择和临床操作的注意事项,降低落屑的风险。
方法:选择不同的穿刺角度、不同孔径的注射针、斜口针和侧孔针、不同厂家的胶塞,依据YBB00332004-2015《注射剂用胶塞、垫片穿刺落屑测定法》第二法直接法进行试验,比较胶塞的落屑情况。
结果:不同的穿刺手法、不同厂家的胶塞和注射针的孔径对胶塞的落屑有显著的影响,垂直穿刺、采用B厂家生产的胶塞、采用孔径小的胶塞,落屑情况会明显减少;侧孔注射针穿刺落屑比斜口注射针少。
结论:在药品研发阶段应通过对比试验选择合适厂家的胶塞,在临床使用过程中应使用合适孔径的侧孔针头垂直穿刺,从而尽可能的减少胶塞的落屑。
【关键词】药用胶塞;落屑;穿刺[中图分类号]R95 [文献标识码]A [文章编号]2096-5249(2020)07-0202-02在临床上药用胶塞穿刺落屑问题是药厂、医院及患者普遍关心的问题,虽然静滴时输液器有药液过滤器,可防止异物进入人体,但落屑仍会引起患者的心理不适,也会让医护人员对安全性产生担忧。
落屑问题与胶塞的硬度、穿刺的部位、穿刺角度,穿刺针等因素相关。
[1-3]本文采用不同的穿刺角度、不同孔径的注射针、斜口针和侧孔针、不同厂家的胶塞,依据YBB00332004-2015《注射剂用胶塞、垫片穿刺落屑测定法》第二法直接法[4]进行试验,比较胶塞的落屑情况,探讨药用胶塞穿刺落屑的原因,提示研发和临床使用过程中的注意事项。
1 材料与方法1.1材料 中硼硅玻璃管制瓶:10mL透明无色,肖特新康药品包装有限公司;抗生素瓶用铝塑组合盖:河北金环包装有限公司;注射用冷冻干燥用溴化丁基胶塞:分别为A厂家和B厂家生产;手动轧盖机:ZW-4006,扬州科达冷暖设备有限公司;循环水式多用真空泵:SHB-Ⅲ,郑州长城科工贸有限公司;电热鼓风干燥箱HG101-1A,南京恒裕仪器设备制造有限公司;高压蒸汽灭菌器:L-421,日本松下。
注射液用卤化丁基橡胶塞
YBB30062012注射液用卤化丁基橡胶塞Zhusheyeyong Luhuadingji XiangjiaosaiHalogenated Butyl Rubber Stopper for Injection本标准适用于直接与注射液接触的氯化或溴化丁基橡胶塞。
【外观】取本品数个,照表1 依法检查,应符合规定。
【规格尺寸】取本品数个,照表2 和表3 依法检查,应符合规定。
【鉴别】*(1)称取本品2.0g,剪成小颗粒,置坩锅中,加碳酸氢钠2.0g 均匀覆盖试样,置电炉上,缓缓加热至炭化,放冷,置马弗炉300℃加热至完全灰化,取出后,冷却至室温,加水10ml 使溶解,滤过,取续滤液1.5ml,置于试管中,加硝酸酸化,加入硝酸银试液1 滴,应产生白色或淡黄色沉淀。
(2)取本品适量,照包装材料红外光谱测定法(YBB60012012)第四法测定,应与对照图谱基本一致。
【穿刺落屑】取本品10 个,照注射剂用胶塞、垫片穿刺落屑测定法(YBB60082012)第一法测定,落屑数应不得过20 粒。
【穿刺力】取本品10 个,照注射剂用胶塞、垫片穿刺力测定法(YBB60072012)第一法测定,平均穿刺力不得过75N,且每个胶塞的穿刺力均不得过80N,穿刺过程中不应有胶塞被推入瓶内。
【密封性与穿刺器保持性】取本品10 个,置高压蒸汽灭菌器中(不浸水),121℃±2℃,保持30 分钟,冷却至室温,另取10 个与之配套的玻璃注射液瓶加水至标示容量,用上述胶塞,塞紧,再加上与之配套铝盖,压盖。
用符合注射剂用胶塞、垫片穿刺力测定法(YBB60072012)中图1 所示的穿刺器,向胶塞穿刺部位垂直穿刺,穿刺器刺穿胶塞,倒挂瓶,穿刺器悬挂0.5kg 重物,穿刺器应保持4 小时不被拔出,且瓶塞穿刺部位应无泄漏。
【灰分】取本品1.0g,照橡胶灰分测定法(YBB600212012)测定,不得过45%。
【挥发性硫化物】* 取本品,照挥发性硫化物测定法(YBB60052012)测定,应符合规定。
药用丁基胶塞
药用丁基胶塞的使用安全性药用丁基胶塞的生产背景丁基橡胶瓶塞的内在洁净度、化学稳定性、气密性、生物性能都很好,但是因配方复杂及所加原材料浓度梯度的关系,与一些分子活性比较强的药物封装后,被药物吸收、吸附、浸出、渗透,产生了胶塞与药物的相容性问题,比较突出的是部分头孢菌素类、部分大输液类、以及较多中药注射液制剂等。
所以通过选用一种惰性柔软涂层,覆盖在胶塞表面,隔离药品与橡胶瓶塞的直接接触,这样可以明显改善与药物的相容性。
国家至2004年底前所有药用胶塞(包括输液、口服液等各剂型用胶塞)一律停止使用普通天然胶塞;所有药厂的药品橡胶塞都要使用丁基胶塞。
药品是一种特殊的商品, 其药效与质量直接关系到人身健康和安全, 药品包装的材料与结构形式, 尤其是直接接触药品的包装材料, 对保证药品稳定性起决定性作用。
不适宜的包装材料可引起活性药物成分的渗出、吸附, 甚至发生化学反应, 导致药品失效, 有时还会产生严重的毒副作用。
因此, 药包材的选择是否合适, 是评价药品质量的一项重要指标,丁基胶塞具有吸湿率低, 化学性好, 气密性好, 无生理毒副作用等显著特点, 特别适宜于用作药品密封。
因此天然胶塞已列入被淘汰之列, 而用丁基胶塞取代。
丁基橡胶是由异丁烯和少量异戊二烯(≤3 %)在超低温(- 95 ℃) 条件下聚合而成的共聚物[ 3] ,为白色或暗灰色透明性弹体,其结构式可用下列通式表示:丁基橡胶是气密性最好的橡胶, 其气体透过率约为天然橡胶的1 /20 , 丁基橡胶的耐热性、耐候性和耐臭氧氧化性都很突出。
最高使用温度可达200 ℃, 能长时间暴露于阳光和空气中而不易损坏。
丁基橡胶耐化学腐蚀性好, 耐酸、碱和极性溶剂。
此外, 丁基橡胶的电绝缘性和耐电晕性能比一般合成橡胶好。
耐水性能优异, 水渗透率极低。
减震性能好, 在- 30 ~50 ℃具有良好的减震性能。
在玻璃化温度(- 37 ℃) 时仍具有屈挠性。
丁基橡胶的缺点是硫化速度很慢, 需要高温或长时间硫化, 自黏性和互黏性差, 与其它橡胶的相容性差, 难以并用[ 4] 。
影响丁基胶塞穿刺落屑的因素分析

[8]陆小惠.12号针头穿刺胶塞配药无胶粒污染的研究 口].数理医药学杂志,2003,16(1):33. [9]乙苏北,王岩.葛军,等.影响输液瓶胶塞脱落的因素 分析[J].军事医学科学院院刊,2002,26(3):238. [i03曹韫华.针头插入密封瓶内的角度对液体中的杂质及 胶塞量的效果评价[J].实用护理杂志,1997,13(9):
参考文献:
欧洲药典的标准为:12只胶塞、48次穿刺落屑总数不应 超过5个.
3引起胶塞落屑的原因
3.1胶塞的自身因素
胶塞的配方;胶塞针刺圈部位的厚
度;胶塞的干燥处理时间;清洗次数;清洗剧烈程度。 3.2穿刺针头的因素规格(7号、8号或12号等);形状(普
通斜面切面钢针、锥形针头);结构,包括针头的外形切削面、
3.6 000
Fs]林燕,赵永辉.正确认识丁基橡胶塞在大输液中的应 用CJ].农垦医学,2006,28(1):31. [63郑文静,崔秀梅,欧梅娇,等.两种加药进针方法对胶塞 碎屑形成的影响[J].基础护理研究,2005,20(13):6. [73李紊珍,谈燕飞,梁月妹,等.针尖斜面不同朝向穿刺 影响胶塞碎屑形成的实验观察口].现代护理,2004,10
对丁基胶塞的性质、下将发生分子降解、解 聚.交联、环化或异构化,使得不饱和度发生变化,改变原有的物 理性能。因此,在生产工艺过程中要防止高温干燥时间过长。
4.2
制,以减少穿刺落屑。方法
落屑的影响因素、减轻穿刺落屑的措施、胶塞落屑的投拆处理 等内容进行分析。结果胶塞穿刺落屑与胶客的自身、穿刺 针头和操作手法有关。结论胶塞的生产厂家、制药企业、医 疗单位应加强管理,针对影响胶塞落屑的因素进行控制,可减 少临床用药胶客穿刺落屑的产生。
丁基橡胶塞耐蒸汽灭菌性分析

丁基橡胶塞耐蒸汽灭菌性分析一、胶塞选择20-D2b成品胶塞,配方D010-2,批号:1506201。
二、试验方法取20-D2b胶塞适量,置高压灭菌器内,分别于121℃X30min处理1-6次,取出,冷却至室温,按国标YBB00052005方法对上述已灭菌处理的胶塞进行理化性能检测(不做灰分),其中穿刺落屑用8#针头和16#针头各做一组,自密封性用8#针头和16#针头,分别抽真空度至25Kp和75Kp各做一组。
三、数据汇总本数据为计算后的数据,原始数据见另外的资料。
四、对以上数据进行绘图,并简单分析。
1、穿刺力浅析:胶塞经第3次灭菌后,穿刺力逐渐增大。
2、穿刺落屑2.1 8#针头浅析: 胶塞经第3次灭菌后,穿刺落屑逐渐增多,且增加差值在逐渐拉大。
2.2 16#针头浅析: 胶塞经6次灭菌后,穿刺落屑无明显变化。
3、自密封性抽真空度至25Kp,用8#针头穿刺,灭菌1-3次无数据,灭菌4-6次,均无渗漏;用16#针头穿刺,灭菌1-6次,均无渗漏;抽真空度至75Kp,用8#针头灭菌1-6,结果仅第5次灭菌后有1只渗漏,其余灭菌次数试验结果均无渗漏;用16#针头灭菌1-6次,试验结果均无渗漏;4、密合性浅析:经6次灭菌后,自密封性均合格。
5、电导率浅析:胶塞经第4次灭菌后,电导率开始减少,如果考虑试验用水的差异,可以认为经6次灭菌后,胶塞的电导率基本稳定。
6、PH变化值浅析:前3次灭菌,PH变化值逐渐增大,到第4次灭菌后,PH变化值开始变小,后趋于稳定。
7、浊度分析:胶塞经6次灭菌后,浊度均<0.5级,说明灭菌次数对浊度基本无影响。
8、锌离子、铵离子浅析:胶塞经6次灭菌后,锌离子和铵离子均合格,说明灭菌次数对锌离子和铵离子无明显影响。
9、紫外吸收度浅析:胶塞经6次灭菌后,紫外吸收度无明显的规律可循,如果考虑试验误差,可认为紫外吸收度随灭菌次数而增加。
10、易氧化物浅析:胶塞经前1-4次灭菌后,易氧化物逐渐减少,第4次达到最小值,但经过第5次灭菌后,易氧化物又有增大的趋势;考虑到实验误差,易氧化物随灭菌次数增加而逐渐减小。
浅谈影响丁基胶瓶塞针刺落屑率的几个因素_李晓

a中 1、 2、 3、 4为 4个切削点 ; b中: A— — 针尖长度 ;
B0— — 主斜面长度 ; B1— — 右主斜面长度 ; B2— — 左主斜面
长度 ; C0— — 次斜面长度 ; C1— — 右次斜面长度 ; C2— — 左次斜面长度 ; α— — 主斜面角 ; β— — 尖部角度 ; d0— — 针 管外径 ; d1— — 针管内径 ; φ— — 次斜面角 ; β 1— — 右次斜 面旋转角 ; β2— — 左次斜面旋转角 ; γ— — 次斜面结合角。
胶。 高速耐磨橡塑摩擦片通过技术鉴定
据 《化工新型材料》 , 1996, ( 10): 42报道 , 由 苏州嘉美克聚氨酯制品厂与浙江大学 应用化学研究 所合作研制成功的高速耐磨橡塑 摩擦片 , 最近在苏 州通过了江苏省轻工业厅组织的技术鉴 定。
该 高速 耐磨 橡塑 摩擦 片为 新 型聚 氨酯 弹 性体 ( P U R) , 具有高硬度、 高强度、 优良的耐磨性和耐油 性 , 属国内首创之新 材料 , 已达到世界先进水平。采 用该新型 PU R, 经独特技术和成型加工工艺生产高 速耐磨橡塑摩擦片 , 其技术性能已达 到台湾日豪公 司等同类产品水平 , 邵氏 A硬度≥ 90, 阿克隆摩耗 ≤ 24mg。 这种 PU R摩擦片是高速牵伸 段捻机加捻 涤纶低弹丝的主要零件 , 可提高涤纶 丝的纺丝质量 和染色均匀性 ( M 率 ) , 效果与进口的完全一致。经 上 海石 化公 司涤 纶厂 等十 几家 用户 两年 来生 产使
影响丁基胶塞上机率的各种因素
影响丁基胶塞上机率的各种因素随着现代化制药装备的广泛使用,制药所用物料的规范化程度对生产效率和生产成本的影响越来越重要。
本文就影响丁基胶塞在自动化制剂分装线上机率的各种因素进行分析探讨。
在针剂自动化分装加塞(或压盖)过程中,经常会出现跳塞、半加塞和未装上瓶塞现象,自动化分装机的装瓶速度与跳塞、半加盖和未装上瓶塞数量的比率,就是本文所提的胶塞上机率。
上机率越高,生产效率也随之提高。
从丁基胶塞的设计、制作而言,对胶塞上机率会产生直接影响的因素主要有以下诸方面:(1)瓶塞尺寸瓶塞的尺寸应与瓶子的尺寸相配合。
目前制药企业使用的瓶子一般分为A型和B型两种,与之相匹配的胶塞也分为A型和B型。
A型瓶塞等同采用国际标准,B型瓶塞采用企业国家标准,尽量靠近国际标准。
瓶塞尺寸影响上机率主要包括塞颈直径、冠部厚度和总高度。
塞颈直径瓶塞的塞颈直径取决于瓶口内径,并需过盈配合。
过盈量的理想值取决于瓶塞的型号和药物剂型类别,A型输液瓶塞为1.1毫米,B型输液瓶塞不得超过1.1毫米,注射瓶塞为0.8毫米。
胶塞生产企业应根据制药企业的不同需要,严格控制过盈量。
瓶塞冠部厚度瓶塞的冠部厚度是影响装塞的重要因素。
自动化分装线的瓶塞轨道嵌槽要求瓶塞冠部厚度均匀一致,个体偏差不能太大,否则会引起瓶塞传输轨道堵塞。
建议厚度偏差值控制为±0.1、±0.2、±0.3。
总高度冻干剂在分装半加塞时,深度以1毫米~4毫米为宜,要求瓶塞的总高度与之相对应。
(2)硅化程度胶塞硅化主要是为了药物分装的需要,胶塞硅化与不硅化,其与分装机轨道的摩擦阻力相差50~100倍。
不硅化压胶塞困难,走机不顺畅;硅化过大,压盖反弹、跳塞、走机落塞。
制药企业对胶塞清洗、灭菌工艺及设备存在个体差异,对硅化程度有不同要求,需要制药企业与胶塞生产企业协商确定硅化量。
目前,胶塞生产企业按每平方厘米表面积甲基硅油含量毫克数,将硅化等级分为A、B、C三个等级,其硅化等级指标分别为A级0.01~0.03毫克/平方厘米、B级0.03~0.06毫克/平方厘米、C级0.07~0.12毫克/平方厘米。
@影响丁基胶塞穿刺落屑的因素分析

[27] Xi L,Qian ZY,Shen XC,et,al.Crocetin preventsdexamethasone2induced insulin resistance in rats[J].Planta Med,2005,71(10):9172922.(收稿日期:2008207215)影响丁基胶塞穿刺落屑的因素分析周 全,庄 翌,杨军娣,张玉春(南京康海药业有限公司,江苏南京210061)摘要:目的 对丁基胶塞穿刺落屑的因素进行分析并加以控制,以减少穿刺落屑。
方法 对丁基胶塞的性质、标准、穿刺落屑的影响因素、减轻穿刺落屑的措施、胶塞落屑的投拆处理等内容进行分析。
结果 胶塞穿刺落屑与胶塞的自身、穿刺针头和操作手法有关。
结论 胶塞的生产厂家、制药企业、医疗单位应加强管理,针对影响胶塞落屑的因素进行控制,可减少临床用药胶塞穿刺落屑的产生。
关键词:丁基胶塞;穿刺落屑;影响因素中图分类号:R94 文献标识码:A 文章编号:100422407(2008)06204142021 丁基胶塞的性质与优点丁基胶塞是药品包装中瓶装密封材料的重要组成部分,它是由异丁烯和少量的异戊二烯(≤3%)在超低温(-95℃)条件下聚合而成,是目前透气性最低的一种烃类高分子材料[1,2]。
其配方由2个部分组成:一是主要聚合物成分(丁基橡胶或卤化丁基橡胶);二是配方体系,包括硫化剂、填充剂、促进剂、活化剂、增塑剂/润滑剂等。
在丁基胶塞分子结构中引入活泼的卤素(氯、溴)原子,形成了卤化丁基胶塞。
它是丁基胶塞的改良品种,不仅具备了丁基胶塞的优良性能,还减少了抗氧化剂的污染。
它以多元胺为硫化剂,加快了硫化速度,实现了无硫硫化、无锌硫化,具有良好的生物安全性;消除了普通天然橡胶塞因采用硫磺、噻唑类促进剂等加大了生物反应和血液凝固性的蔽病[3]。
2 丁基胶塞穿刺落屑的标准中国国家行业标准、欧州药典、日本药典、FDA以及ISO8871等众多相关标准都对穿刺落屑作了规定,允许少量落屑存在。
丁基橡胶塞包装药品的临床使用情况调查分析_曾永兰

药事组织
!""# 年第 $% 卷第 $& 期
丁基橡胶塞包装药品的临床使用情况调查江市第二人民医院,
红 ", 周国民 %
$!%###)
四川 内江 $!%##’; "7 四川省内江市食品药品检验所,
摘要: 目的 提高和细化卤化丁基橡胶塞质量标准以减少穿刺落屑。 方法 对目前卤化丁基橡胶塞包装大输液的使用情况进行调查及现场 考察。 结果与结论 丁基胶塞临床穿刺使用时普遍存在脱屑现象, 应提高和细化相关质量标准。 关键词: 药用丁基橡胶塞; 穿刺落屑; 调查分析 中图分类号: %&$’() ’ * + 文献标识码: , 文章编号: !((’ - $+#! . "((’ / !$ - (($" - (" 过滤器滤除率应不少于 -#( , 且是直 !" $ 输液时有药液过滤器, 2" 6 ) 的胶乳粒子悬浮液 , 肉眼见到的胶屑是直径在 径( "# 8 % !) ,# !) 以上的异物, 所以患者不必担心卤化丁基橡胶屑会进入静脉。 当用 注射针穿刺注射剂瓶上的胶塞时, 可能会使胶塞产生落屑( ! ,# !) 以上微粒, 肉眼可见 ) , 其数量和大小可能影响瓶内药物质量或对 药物造成污染, 故仍需严格控制。 !" ! 丁基橡胶塞穿刺落屑受多种因素的影响, 如胶塞优化过程、 封盖装置类型、 密封阻力、 注射针大小及锋利度和操作者视力好坏 等。 各科护士为了避免卤化丁基橡胶脱屑, 采取了很多措施: 采用 斜进针 2 针头斜角 ( 度 6 穿刺丁基胶塞; 当发现输液中有丁基 %" 8 " ) 橡胶屑时, 就保留少许液体不输完, 使胶屑漂浮在输液瓶内, 让患 者放心; 尽量采用小针头 ( 穿刺胶塞配液, 做到 % 人 % 针 % 管, . 号) 医生应尽量选用大规 保持针头的锋利。 为避免 % 人 % 针反复穿刺, 格的药品, 从而减少穿刺次数和污染, 减少丁基橡胶塞的脱屑。 各 临床科室应对卤化丁基橡胶屑高度重视, 首先检查输液瓶内是否 有异物, 若是药液配后发现有丁基橡胶屑, 应给患者及家属耐心解 释, 避免纠纷。 瓶塞需多次穿刺, 故应提高橡胶塞 !" % 有些药品在临床使用时, 和容器密合性与自密封性指标。 如果胶塞的自密封性能欠佳, 环境 中的氧和水分子会很容易随空气经针穿刺后留下的孔道进入瓶 内, 并且也会有被微生物污染的潜在风险。 胶塞和容器密合性与自 密封性作为胶塞的物理性能指标, 与其配方中的成分密切相关, 若 无机填料含量过高, 则会使胶塞的自密封性能下降。 输液产品在临 床使用时需倒置, 胶塞穿刺部位应无药液泄漏。 故试行标准中设有 “ ” 胶塞的密封性与穿刺器保持性 质量指标, 要求在 ! 9 内的输液过 程中, 胶塞穿刺部位无药液泄漏, 同时要求穿刺器在 #7 , :5 负荷下 不会从胶塞上脱落 2 ’ 6 。 制药企业, 产 !" & 针刺脱屑问题一直困扰着丁基胶塞生产企业、 品标准中也有穿刺脱屑项目控制, 而且我国的指标严于欧洲药典, 那为何该类产品在使用时脱屑现象仍很严重, 主要原因可能是: 标 准的检验操作方法及使用穿刺器具与临床不一致, 标准设定的检 ; %# 次 ) 验方法脱离了临床实际; 护士使用的穿刺针常多次使用 ( , 其锋利度欠佳, 穿刺针过大 ( , 穿刺部位重复, 穿刺针刺 %" 号针头 ) 到塞颈部位; 国产部分穿刺针不符合有关标准。 因此, 加强穿刺针 使用培训和提高穿刺针质量是解决该问题的有效途径之一。 $ 建议 制订合理的控制 %" # 健全卤化丁基橡胶塞材料的质量控制项目, 指标已成为淘汰天然胶塞后的当务之急。 各生产厂家应提高注射 用卤化丁基橡胶塞质量标准。 国家食品药品监督管理局应提高和 尽量细化注射用卤化丁基橡胶塞穿刺落屑实验的标准。 如每个注 射用卤化丁基橡胶塞每次穿刺时落屑数不应超过多少粒; 注射剂 用胶塞、 垫片穿刺落屑测定法中金属穿刺器用的是不锈钢长针 2 ! 6 , 应细化注射用针的型号 ( ; 在实际操作中不可能 . 号、 - 号、 %" 号等 ) 为进一步了解丁基橡胶塞经临床穿刺后脱屑的普遍性及严重 程度, 避免医疗纠纷, 笔者就此进行了调查分析, 报道如下。 ! 资料与方法 "##$ 年 % 月 %& 日至 % 月 "’ 日内江市第二人民医院 "" 个临 床 科室 正 在 使 用 的 瓶 装 液 体 : 丁 基 橡 胶 塞 瓶 装 %#( 葡 萄 糖 注 射 液( 四川美达康佳乐药业有限公司, 批 号 为 #,#-’% , %## )* + 瓶 , ; 丁基橡胶塞瓶装 %#( 葡萄糖注射液( #,#.’%) ,## )* + 瓶, ",# )* + 瓶, ; 天 四川科伦药业股份有限公司, 批号分别为 /#,%%#% , 0#,%##% ) 然橡胶塞瓶装 %#( 葡萄糖注射液 ( 四川科伦药业有限 ,## )* + 瓶, 公司, 批号为 1#,#$%-/) 。 对全院使用过丁基橡胶塞包装药品的科 室逐一走访, 进行全面的调查询问及现场实地考察。 " 结果 发现输液瓶 "##$ 年 % 月 %& 日上午内科一患者在输液过程中, 中 2 %#( 葡萄糖注射液 %## )*( 四川美大康家乐药业有限公司, 批 号为 #,#.’% 3 ’" ) 安徽威尔曼制药有限公司, 批号 4 治菌必妥 ! 5( 6 有灰色异物 " 粒, 为 #,%"," ) 输液管中有灰色异物 % 粒, 患者及家 属认为是药品质量问题, 投诉到医院办公室。 经分析确认是卤化丁 基橡胶 ( 即丁基橡胶 ) 屑。 各临床科室反映每天都有类似情况, 另外还反映灰色的丁基橡 胶塞质量不好, 可塑性差, 易脱胶屑, 在更换输液瓶时会泄漏输液; 采 用丁基橡胶塞包装的大输液、 抗菌药物及其他注射用瓶装药物, 在穿 刺溶解药物后均可发现灰色的丁基橡胶屑, 如治菌必妥 ( 瓶 、 福 "5+ ) 、 谷胱甘肽 ( 、 苯唑西林钠 ( 等一 德( #7 & 5 + 瓶 ) #7 $ 5 + 瓶 ) #7 , 5 + 瓶 ) 次性穿刺后都有灰色胶屑脱落; 在配制输液时, 护士发现灰色胶屑 后不敢给患者输注而浪费药品, 也给医院带来了经济损失; 患者发 现灰色丁基橡胶屑, 极易引起误解和争吵。 # 分析 存在引起注射剂热原、 澄明度和不溶性 !" # 天然橡胶成分复杂, 微粒等检查不合格的异性蛋白等杂质, 硫化胶的透气性及耐化学 性能也无法满足现代医药工业的要求。 丁基橡胶塞是异丁烯和少 量异戊二烯的共聚物, 具有更大的生物安全性、 更高的化学稳定性 和良好的化学惰性 ( 不与药物或其他化学试剂发生任何反应 ) 等优 点。 国家食品药品监督管理局 《 注射液用卤化丁基橡胶塞 》 及《 注射 用无菌粉末用卤化丁基橡胶塞 》 试行标准已于 "##, 年 ! 月 %, 日 颁布实施, 且规定 "##, 年 . 月 % 日淘汰以前所用的白色天然橡胶 塞, 这项举措无疑对提高我国输液制剂自动化生产水平和产品质 量起积极作用。 卤化丁基橡胶塞在提升注射剂包装质量、 确保药品 安全方面发挥了一定作用, 但仍然存在缺陷, 如临床穿刺使用时有 《 脱屑现象。 国家药品包装容器 ( 材料 ) 标准 》 穿刺落屑试验规定: 取 注射用卤化丁基橡胶塞 %# 个, 照注射用胶塞、 垫片穿刺落屑测定 法, 落屑数应不得超过 "# 粒 2 % 6 。 这样的标准不能满足患者要求, 有 待提高。 期望药品监督管理部门与药品生产企业共同努力, 从临床 工作实际出发, 提高丁基橡胶塞质量标准, 满足临床应用。
药用丁基胶塞穿刺落屑情况调查分析
作者简介:许亚.本科.主管药师.E—Imd:磁y.9面针60—80‘穿刺:A4组有五 瓶各出现1粒落屑.B4组有1瓶出现1粒落屑,可见安徽环
万方数据
Strait Pharmaceutical Journal Vol 2 1 No.1 1 2009
参考文献 (13赵霞.胡昌勤。金少鸿.药用胶塞及其应用现状{J3.中国药事. 2006。20(7):433.
A5和B5是模拟lI缶床添加青霉素并用输液器穿刺后的
落屑情况的结果(AS组有8瓶出现落屑。落屑数为10粒。B5 组有两瓶出现落屑,数目为2粒),可见整个配置过程完成后 落屑数量增加。 3讨论 3.1以上A1.4和B1.4结果显示不同厂家的丁基胶塞不论 以何种方式进行穿刺.在落屑方面他们都有明显的差异。影响 输液瓶胶塞脱落的因素较多【4_5】,主要有以下几个方面。① 配方的合理性:在生产工艺过程中,减少填料的用量。提高含 胶率,提高硫化胶的胶联密度及其网状结构的牢固,降低硫化 胶的耐磨耗性。改善针刺落屑性能;加入增塑剂,降低橡胶分 子链间的作用力.使粉末状配合剂与生胶很好的浸润,从而改 善混炼工艺,增加胶料的可塑性、流动性和弹性,还可降低硫 化胶的硬度和定伸应力。②炼胶、硫化后处理工艺合理性:严 格生产过程的质量控制。③加工温度的控制:橡胶在高温或 热氧作用下将发生分子降解、解聚、交联、环化或异构化。使得 不饱和度发生变化。改变原有的物理性能。因此,在生产工艺 过程中要防止高温干燥时间过长。 3.2对A1和A2两组进行t检验.A1、A2两组有统计学差 异。说明穿刺的方式也是影响落屑的因素之一。垂直穿刺要比 60’一80’的落屑情况少,所以护士在穿刺时应尽量保持垂直进 针【6】。对A3和A4两组进行t检验,A3.A4两组有统计学差 异.说明①穿刺针头因素也是影响落屑的因素。所以在穿刺 过程中应选用型号小的注射针头.最好不要用16号或更大型 号的针头来配药。选用的注射针头的外形切削面要圆滑。坡 度要平缓、针头的光洁度要好、不要有微小的毛刺。注射针尖 锋利可减少落屑。②使用锥形侧孔针:侧孔针头为锥形的。穿 刺靠针头的锥形挤压胶塞形成孔径。产生落屑的可能性非常 小,加药时应尽量使用锥形侧孔针。A5和B5组的落屑情况 比较严重,主要是因为这组实验是按照l|缶床配液的流程来操 作的,每个瓶塞都是经过多次穿刺.并可能汇集了青霉索胶塞 的落屑使得落屑数得以叠加从而使得落屑数偏多。然而由于 两组青霉素是同一厂家的,在同一水平上我们排除青霉素胶 塞穿刺落屑的影响.A5的落屑数明显高于B5组,说明安徽环 球胶塞的质量明显不如山东长富结晶的胶塞质量。 4建议 4.1选择合适的注射针头 目前,医院大都采用斜面切面钢
提高丁基橡胶药用瓶塞的抗针刺落屑性能
*
结 论
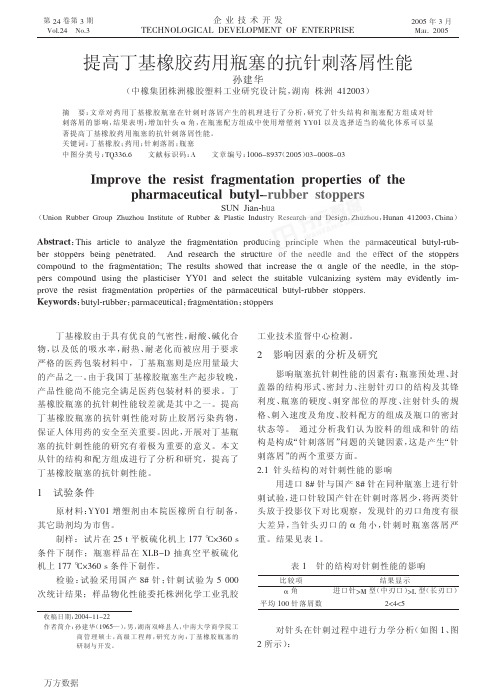
针的结构和胶料配方组成是影响> &::7= ?.@7;7A8B=C;B<= <D ;E7 8<BF;GA7 H<=;7=; <D IA<8<IG;DG: AGII7A F;<997AF CF C DG=H;B<= <D 9A<H7FF6 B89:BHC;B<=F D<A ;E7 F;CIB:B;K <D :K<9EB:BBJ7L 9A<LGH;F B=J: ,1-. MHB7=H7 C=L #7HE=<:<JK, 0$$* , !4N0O+4!654.
图$
针头侧面图
图%
受力分析图
$" %" 7" 0"
’ 6.8 $.6 $.8
8.$ 8.0 ?.% @.$
A66 6.0? !66 6.?@ @86 6.A$ @$6 $.0
86 8% 80 8!
7! 0.$8 78 0.@! 7% 8.0? %? ?.@
% 0 ! $7
当选定瓶塞进行针刺试验时,用实心 !" 进行 针刺试验, 瓶塞不产生落屑, 说明针尖对落屑不起 决定作用, 假定胶料对切割针刃面向上的切割阻力 为 #$, 胶 料 对 切 割 针 刃 面 的 横 向 有 效 弹 性 应 力 为 那么切割应力可由下公式表示: #%, (! ’ % ) #&#% ’ ()* (! ’ % ) #&#$ ’ +,( 在理想状态下, 胶料选定时可以认为 #% 为一定 切割应力 # 则变大, 那么针刺时落 值, 当 ! 角越小, 屑越严重。 以上分析我们还可以看出, 切割阻力 #$ 与针表 面状况和胶料物理机械性能有关, 横向应力 #% 与胶 料的定伸有关。因此当针选定时, 降低胶料的定伸 强度、 减小胶料与针的摩擦都有利于提高胶料的抗 针刺落屑性能。 针对上述情况, 我们有意选择对落屑影响大的
对丁基胶塞灰分_针刺落屑及不溶性微粒的探讨

116 医药世界2006年第04期响。
药品产生于生产车间,其高低主要由药品车间成本决定。
1.药品车间成本的组成药品的车间成本包括以下方面:原材料成本、动力成本、人工成本、设备折旧成本、其他制造成本。
(1)原材料成本原材料成本是生产单位药品所消耗的原料、辅料、包装材料的价值。
原材料成本主要由技术水平和原材料单价决定,技术水平的控制指标是公司技术处下达的收率和单耗。
原材料成本是以原材料领有量、期末盘存量、在产品结存量(正在生产中的物料数量)和成品的交库量为依据来计算的。
(2)动力成本动力成本是指生产单位药品所消耗的水、电、汽、冷(冷盐水)等动力的价值。
它是以水、电、汽、冷消耗量和成品交库量,做为计算动力成本的依据。
(3)人工成本人工成本是指单位药品所消耗的人员工资的价值。
它是由全车间员工当月的工资总额除以当月的交库量。
(4)厂房设备折旧在新建车间时,厂房、设备等固定资产一次性投资往往很大,在车间投入运行后,厂房设备逐渐磨损,直至报废。
因此固定资产折旧也应计入成本。
厂房设备的折旧金额一般由企业根据车间的具体情况,计算出一个定额,车间依据这一数值计算当月的厂房设备折旧成本。
(5)其他成本对于生产车间,除以上四项固定的成本组成外,还有一些因素影响成本。
如设备检修费用、劳保费用、化验费用、零购费用、实验费用、办公费用等,这些因素都是生产药品时所产生的支出,所以都应计入成本。
企业根据车间的规模,每月下拨一定的车间经费,以经费本的形式管理,用于以上诸多因素的支出,同时便于公司的费用控制。
2.成本分析成本依其是否随产量而变动,又可分为以下三种:(1)变动成本变动成本是指成本的高低随产量的变动而发生正比例的变化,例如原材料成本、动力成本、随产量的增加而增加。
(2)固定成本固定成本是指在短期某一生产能力下,成本高低不受生产量的多少所影响者,例如厂房设备折旧。
(3)半变动成本半变动成本是指随生产量的变动而增减,但其增加不呈现正比例关系者。
丁基胶塞使用过程中的临床问题

收稿日期:2008O 11O 28作者简介:柳丰萍(1971-),女,江西省萍乡人,硕士,盐城卫生职业技术学院主管护师,主要研究方向为护理教育。
丁基胶塞使用过程中的临床问题柳丰萍,邹叶青,夏立平(江苏省盐城卫生职业技术学院,盐城224005)摘要:探讨丁基胶塞自使用以来出现的一系列临床现象:胶塞因硬度过低增加了翻塞难度;盖塞后因瓶壁和胶塞的密合性差增加了药液的外漏和污染的可能性;瓶塞长度不规范易引起跳塞现象的发生;开瓶时启盖器与瓶口的直接接触使瓶口破损导致玻璃碎屑的产生;胶塞强度过低使穿刺所致微粒增多;胶塞弹性过低引起换针时药液外流;挂壁现象的产生使患者和家属怀疑药物的质量;胶塞与瓶口不匹配引起胶塞松动和药液侧漏等。
,期望生产厂家能从人民生命安全的角度出发,逐渐完善生产工艺、优化橡胶的配方。
关键词:丁基胶塞;使用;临床问题中图分类号:T B484.9 文献标识码:A 文章编号:1001-3563(2009)03-0177-02Clinical Pro ble ms Cause d by Butyl Sto ppe rL I U F eng-p ing ,ZOU Ye -qing ,X I A L i -p ing(Yancheng H ealt h V ocational Colleg e,Y ancheng 224005,China)A bstract:Clinical pr oblems caused by applicatio n o f butyl sto pper w ere discussed,w hich included dif -ficulty in tur n ov er caused by too hig h r ig idity,leaking po llut ion possibility caused by poo r sealing perfo rm -ance,bouncing phenomena caused by non -standar d length,g ener ation of g lass chipping caused by opener directly co nt act w ith bo ttle mouth,too much particles generat ion caused by to o low st reng th,leaking of so -lut ion caused by too lo w elasticity,and lo osing and leaking caused by no n -matching.It w as sug gested to improv e pr oduction pr ocess and formula of buty l sto pper.Key words:but yl sto pper;applicatio n;clinical pr oblem输液是指由静脉滴注输入体内的大剂量注射液,是临床常用5大类制剂之一[1],输液外包装的改进关系到人民的生命安全。
使用丁基胶塞的体会

【关键词】丁基胶塞;使用;质量;体会[摘要]目的探讨丁基胶塞使用中存在的问题及解决办法。
方法对三年来我院制剂室丁基胶塞的使用情况进行总结。
结果解决了国产输液用丁基胶塞在使用过程中遇到的常见问题。
结论通过技术处理,国产输液用丁基胶塞基本上能满足生产要求。
[关键词]丁基胶塞;使用;质量;体会 Experiences in butyl rubbers application [Abstract] Objective To study the problems and treatments in butyl rubbers application. Methods To summarize the application of butyl rubber in our preparation department in the last three years.Results Solved the problems during the application of homemade butyl rubbers for infusion container.Conclusion With some scientific treatments,homemade butyl rubbers for infusion container satisfied all requirements of production ultimately. [Key words]butyl rubber;application;quality;experience 传统的输液用橡胶瓶塞为天然橡胶塞。
天然橡胶塞是从天然橡胶中提取出来的,由于含有对人体有害的异性蛋白等成分,密封性能也不好,因此会影响药品的疗效,从2005年起,药用丁基橡胶瓶塞作为Ⅰ类药用包材开始有计划强制性地取代天然橡胶瓶塞[1~4]。
这一转变给大容量注射剂生产企业带来了一定的挑战,在产品质量控制方面出现了新的不可控因素。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作者简介:许亚.本科.主管药师.E—Imd:磁y.9@sma.锄
・26・
出现1粒落屑。B3组无;12号斜面针60—80‘穿刺:A4组有五 瓶各出现1粒落屑.B4组有1瓶出现1粒落屑,可见安徽环
万方数据
Strait Pharmaceutical Journal Vol 2 1 No.1 1 2009
衰1各组穿刺落屑记录
然而。自丁基胶瓶塞开始批量生产以来,药厂、检验部门 特别是医疗机构反映胶塞穿刺落屑率严重超标。在医院各临 床科室反映每天都有丁基胶塞落屑情况发生,其中不仅有抗 生素瓶的胶塞落屑而且有输液瓶塞瓶落屑。采用丁基胶塞包 装的大输液、抗菌药物及其他注射用瓶装药物,在溶解后脱落 的胶屑集中在输液瓶中。护士发现灰色胶屑后不敢给患者输 注而浪费药品,给医院带来了经济损失;患者发现灰色丁基橡 胶屑,极易引起纠纷【2】。为进一步了解丁基胶塞经临床穿刺 后脱屑情况。为临床选用药品提供理论依据。现根据临床反映 情况.对两个厂家的输液瓶塞进行穿刺落屑实验。 1材料与方法
丁基橡胶是由异丁烯和少量异戊二烯(<3%)在超低温 (一95℃)条件下聚合而成的合成橡胶,其特有的化学稳定性、 优良的密封性保证了药品质量【¨。提高了用药安全性,还减少 了天然胶塞生产所需的烫蜡工序、垫加绦纶膜工序。丁基胶 塞在产品标准、生产水平、使用性能、产品质量等方面大大优 于天然胶塞。丁基橡胶由于还具有耐酸、碱。以及低的吸水 率,耐热、耐老化、生物安全性好、洁净度高且抽提性低而被应 用于要求严格的医药包装材料中。已经成为天然胶塞的替代
参考文献 (13赵霞.胡昌勤。金少鸿.药用胶塞及其应用现状{J3.中国药事. 2006。20(7):433.
A5和B5是模拟lI缶床添加青霉素并用输液器穿刺后的
落屑情况的结果(AS组有8瓶出现落屑。落屑数为10粒。B5 组有两瓶出现落屑,数目为2粒),可见整个配置过程完成后 落屑数量增加。 3讨论 3.1以上A1.4和B1.4结果显示不同厂家的丁基胶塞不论 以何种方式进行穿刺.在落屑方面他们都有明显的差异。影响 输液瓶胶塞脱落的因素较多【4_5】,主要有以下几个方面。① 配方的合理性:在生产工艺过程中,减少填料的用量。提高含 胶率,提高硫化胶的胶联密度及其网状结构的牢固,降低硫化 胶的耐磨耗性。改善针刺落屑性能;加入增塑剂,降低橡胶分 子链间的作用力.使粉末状配合剂与生胶很好的浸润,从而改 善混炼工艺,增加胶料的可塑性、流动性和弹性,还可降低硫 化胶的硬度和定伸应力。②炼胶、硫化后处理工艺合理性:严 格生产过程的质量控制。③加工温度的控制:橡胶在高温或 热氧作用下将发生分子降解、解聚、交联、环化或异构化。使得 不饱和度发生变化。改变原有的物理性能。因此,在生产工艺 过程中要防止高温干燥时间过长。 3.2对A1和A2两组进行t检验.A1、A2两组有统计学差 异。说明穿刺的方式也是影响落屑的因素之一。垂直穿刺要比 60’一80’的落屑情况少,所以护士在穿刺时应尽量保持垂直进 针【6】。对A3和A4两组进行t检验,A3.A4两组有统计学差 异.说明①穿刺针头因素也是影响落屑的因素。所以在穿刺 过程中应选用型号小的注射针头.最好不要用16号或更大型 号的针头来配药。选用的注射针头的外形切削面要圆滑。坡 度要平缓、针头的光洁度要好、不要有微小的毛刺。注射针尖 锋利可减少落屑。②使用锥形侧孔针:侧孔针头为锥形的。穿 刺靠针头的锥形挤压胶塞形成孔径。产生落屑的可能性非常 小,加药时应尽量使用锥形侧孔针。A5和B5组的落屑情况 比较严重,主要是因为这组实验是按照l|缶床配液的流程来操 作的,每个瓶塞都是经过多次穿刺.并可能汇集了青霉索胶塞 的落屑使得落屑数得以叠加从而使得落屑数偏多。然而由于 两组青霉素是同一厂家的,在同一水平上我们排除青霉素胶 塞穿刺落屑的影响.A5的落屑数明显高于B5组,说明安徽环 球胶塞的质量明显不如山东长富结晶的胶塞质量。 4建议 4.1选择合适的注射针头 目前,医院大都采用斜面切面钢
1.1
0.9%氯化钠注射液250mL,安徽环球药业有限公司
(后面简称安徽环球),批号为1309021413;0.9%氯化钠注射 液250mL。山东长富洁晶药业股份有限公司(后面简称山东 长富)。批号为09011889;青霉素,160万U/支,华北制药业 股份有限公司,批号为F0808205;一次性使用无菌注射器(配 针:锥形针).山东威高集团股份有限公司。批号20090311;一 次性使用无菌注射斜面针.扬州长城医疗器械厂.批号 090110;滤纸,上海仪器制造厂,批号:010211;显微镜。上海光 学仪器厂。 1.2丁基胶塞穿刺落屑的标准国家食品药品监督管理局 <国家药品包装容器(材料)标准>【3】中对注射用卤化丁基橡胶 塞穿刺落屑的规定为:“取本品10个,照注射剂用胶塞、垫片 穿刺力测定法(YBB00332004)第一法测定。落屑数应不得过 2结果 2.1上表A1.4和B1—4是安徽环球和山东长富的胶塞以不 同方式的穿刺结果:12号锥形针垂直穿刺:A1组有1瓶出现 1粒落屑,B1组无;12号锥形针60—80。穿刺:A2组有3瓶各出 现1粒落屑,B2组无;12号斜面针垂直穿刺:A3组有两瓶各
穿刺的
位置应是胶塞的穿刺口,不得重复穿刺同一部位;减少瓶塞的
(2】黄薇,薛原.不进入人体就不用担心丁基胶塞落屑难坏各方【N】.
健康报,2006,03(3).
(33国家食品药品监管局国家药品包装容器(材料)标准试行
(YBB00332004) (4)乙苏北,王岩,葛军,等.影响输液瓶胶塞脱落的因素分析(j】.军 事医学科学院院刊,2002。26(3):238. 【5】李晓.张淑彦.白拥军.浅谈影响丁基胶瓶塞针刺落屑率的几个因 素(J】.特种橡胶制品.1997.18(2):50. (6】李家珍.谈燕飞,粱月妹,等.针尖斜面不同朝向穿刺影响胶塞碎 屑形成的实验观察[J】.现代护理.2004.10(10):886.887. 【7】谢婉花.莫瑰婷.张小明.12号侧孑L针头与斜面针头配药对胶塞碎 屑形成的影响研究[J】.现代临床护理.2006。5(6):53.54. 【8】郑文静,崔秀梅.欧梅娇.等.两种加药进针方法对胶塞碎屑形成 的影响【J】.护理学杂志,2005。20(13):6. 【9]曹韫华.针头插入密封瓶内的角度对液体中的杂质及胶塞量的效 果评价【J】.实用护理杂志.1997,13(9):479.
海峡药学2009年第21卷第11期
药用丁基胶塞穿刺落屑情况调查分析
许亚,杨
摘要:目的
Байду номын сангаас
青(江苏徐州市中,厶医院徐州221009)
了解丁鲞胶塞穿刺脱屑的情况,进一步对丁基胶塞穿刺落屑的因素进行分析并加以控卅.以减少穿刺落屑,避免医疗纠纷。方法
对临床反映丁基胶塞落屑情况进行调查.选择落屑较多的厂家的产品(实验组)与落屑发生较少的厂家的产品(对照组)进行舛照实验。结果
实验组落屑情况明显大干对照组(P>O.05),且实验组与时照组丁基胶塞穿刺落屑数虽然均在规定限度范围内,但实验组落屑情况较多与临
床反映相符。结论
建议医院采购药品时选择质量好的厂家进货。以确保临床用药安全.减少纠纷。
关键词:药用丁基胶塞;调查分析;穿刺落屑;影响因素
中囝分类号:R95文献标识码:B文章编号:1006.376512009).011-0026.02
球(A5)的落屑数明显多于山东长富(B5)的落屑数。 2.2由表A1和A2对比可见A1组有1瓶出现1粒落屑,A2 组有3瓶各出现1粒落屑。说明垂直穿刺对落屑影响小。 2.3由表A3和A4对比可见A3组有3瓶各出现1粒落屑. A4组有5瓶各出现1粒落屑说明斜面针穿刺相对更易产生 落屑。
2.4
针。边缘锋利很容易把胶塞切下来。形成碎屑。针头尖端不平 滑.有微小的毛刺,也可能引起落屑。因此。在选择注射针头 时。应选择质量好的产品,以减少穿刺落屑。 4.2选择型号小的注射针头 目前配药大多采用9号、12号
・27・
万方数据
针头,9号针头针孔小,可以截留大的落屑,但加药速度太慢。 用的较多的时12号针头,加药速度比较快。但对落屑的截留 能力不如9号针头【'】。 4.3使用侧孔针头侧孔针头未端为锥形。穿刺靠针头的锥 形挤压胶塞形成孔径,产生落屑的可能性非常小,但侧孔针头 由于空开在侧面.吸取药液时。不易将安瓿中的吸净.而加药 时易在底部残留少许药液。 4.4注意穿刺力度不能太大,不能超过lOmol・Lo 穿刺次数;避免反复使用加药注射器针头。 4.5选择药物。尤其是抗生索时.应选择大规格的品种,如头 孢呋辛,若选择O.59的,用39的剂量需穿刺6次,若选若选 择19的。需穿刺3次,若选择39的.只需穿刺1次。 4.6采用垂直穿刺法垂直穿刺要比针尖与瓶塞保持60~ 80‘角穿刺而产生的落屑数少,护士应尽量保持垂直穿刺Ca-9)。 4.7一旦出现穿刺落屑,应耐心细致地向患者做好解释工作 首先,丁基胶塞穿刺落屑在一定范围内是允许的。其次,丁 基胶塞是直接与药品接触的.安全性较好,在生产过程巾经过 一系列的清洗、消毒.与内装的药品一样无菌、无热原。再者, 我们的输液器均配有终端过滤器,可以将10~15pm以上的 异物过滤。而现在高效过滤输液器可将5/_tm以上的异物过 滤掉.输液更加安全可靠。
品(1J。
20粒”。也就是说,10个输液瓶塞。分别被穿刺一次后,总的 肉眼可见的落屑数(大于500m)不超过20粒均被视为合格。 1.3实验分组A1组:安徽环球,12号锥形针垂直穿刺。B1 组:山东长富,12号锥形针垂直穿刺,A2组:安徽环球。12号 锥形针60.80‘穿刺。B2组:山东长富,12号锥形针60—80‘穿 刺.A3组:安徽环球,12号斜面针垂直穿刺.B3组:山东长富. 12号斜面针垂直穿刺。A4组:安徽环球,12号斜面针60.80‘ 穿刺。134组:山东长富。12号斜面针60—80。穿刺,A5组:安徽 环球,模拟临床添加青霉素并用输液器穿刺后的落屑情况。 A5组:山东长富,模拟临床添加青霉素并用输液器穿刺后的 落屑情况。 分别取对应针头对上面10组药品进行穿刺。每组10瓶. 记录各瓶的落屑数,将每组各10瓶水全部通过一张滤纸过 滤.确保瓶中不残留落屑。在人眼距离滤纸25cm的位置。用 肉眼观察滤纸上的落屑数(相当于50lIm以上的微粒),记录 总落屑数。用10倍显微镜观察落屑。记录数量及微粒类型。 结果(见表1)。