现代粉末冶金技术雾化制粉
2024年粉末冶金工艺的基本工序(2篇)

2024年粉末冶金工艺的基本工序1、原料粉末的制备。
现有的制粉方法大体可分为两类:机械法和物理化学法。
而机械法可分为:机械粉碎及雾化法;物理化学法又分为:电化腐蚀法、还原法、化合法、还原-化合法、气相沉积法、液相沉积法以及电解法。
其中应用最为广泛的是还原法、雾化法和电解法。
2、粉末成型为所需形状的坯块。
成型的目的是制得一定形状和尺寸的压坯,并使其具有一定的密度和强度。
成型的方法基本上分为加压成型和无压成型。
加压成型中应用最多的是模压成型。
3、坯块的烧结。
烧结是粉末冶金工艺中的关键性工序。
成型后的压坯通过烧结使其得到所要求的最终物理机械性能。
烧结又分为单元系烧结和多元系烧结。
对于单元系和多元系的固相烧结,烧结温度比所用的金属及合金的熔点低;对于多元系的液相烧结,烧结温度一般比其中难熔成分的熔点低,而高于易熔成分的熔点。
除普通烧结外,还有松装烧结、熔浸法、热压法等特殊的烧结工艺。
4、产品的后序处理。
烧结后的处理,可以根据产品要求的不同,采取多种方式。
如精整、浸油、机加工、热处理及电镀。
此外,近年来一些新工艺如轧制、锻造也应用于粉末冶金材料烧结后的加工,取得较理想的效果。
2024年粉末冶金工艺的基本工序(2)2024年的粉末冶金工艺基本工序包括精细化粉末的制备、粉末成型、烧结和后处理等四个环节。
下面将详细介绍这些工序的主要内容。
一、精细化粉末的制备精细化粉末的制备是粉末冶金工艺的第一步,关乎着制备出高质量的粉末。
2024年,精细化粉末的制备将会注重以下几个方面的发展:1.1 原料的选择与准备:2024年,随着科学技术的进步,矿石和废料等资源的利用效率将取得显著提高。
在制备粉末时,将更加注重对原料的选择与准备,使得原料的化学成分更加纯净,杂质含量更低。
1.2 粉末的粒度控制:粉末的粒度对材料的性能影响巨大。
粒度过大会影响材料的强度和塑性,而粒度过小则会降低流动性。
因此,粉末的粒度控制将成为2024年粉末冶金工艺中的重要研究方向。
粉末冶金原理 雾化法

8 C7 或6 O5 , %4
3
2
1
O2
C
0
1
2
3
4
5
6
空气压力X10,MPa
整理课件
(2)金属液流
• 1)表面张力和粘度 • 液体表面张力大难破碎,易成球; • 受化学成分、温度、添加剂影响; • 粘度大难破碎、难成球, • 受化学成分、温度影响; • 2)过热温度 • 过热温度高易粉碎、冷凝时间长、易成球 • 3)液流直径 影响生产率、粒度、漏嘴堵塞、
-100- +145目
24.1
-145- +200目
23.8
粒度组成,%
-200- +250目
15.4
-250- +325目
17.9
-325目 18.2
22.3
22.1
15.7
19.1
20.8
18.6
19.3
15.9
19.5
26.8
整理课件
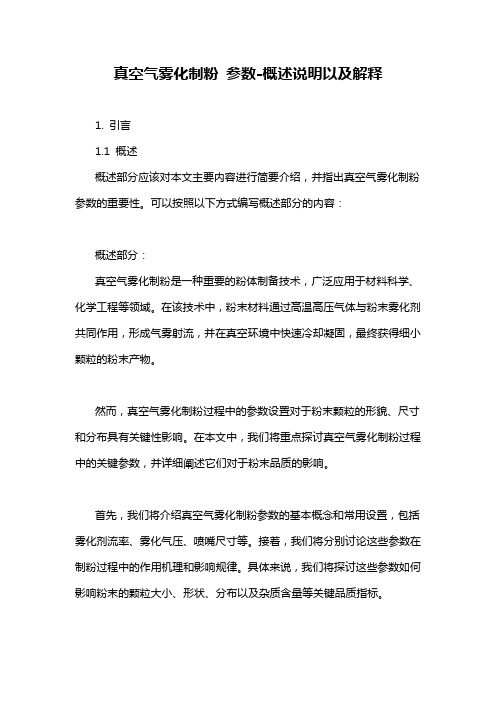
空气雾化高碳生铁对铁粉碳和氧含量的影响
• 铁中碳氧含量与空气压力的关系
整理课件
5000
2000
1000 粒 500 度
Al Zn
μ
200
Cu-15P
100
Cu-38Zn-2Pb
50
20
10 0.5 1 2 5 10 20 50 100 200
雾化压力,102kPa
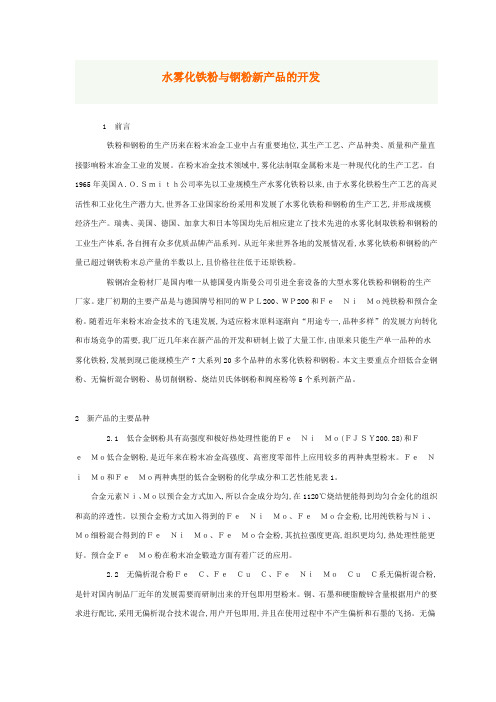
粉末粒度与压力的关系
整理课件
(3)其他工艺参数
• 喷射参数 射顶角;
• 聚粉装置 却介质,
金属液流长度,喷射长度,喷 液滴飞行路程,冷却方式,冷
• ρ-气体密度,gs2/cm4 • ν-气流对液滴的相对速度,m
真空感应熔炼气雾化制粉工艺步骤

真空感应熔炼气雾化制粉工艺步骤下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!一、引言气雾化制粉工艺已成为现代金属粉末制备领域的主流技术之一,其优点包括制粉粒度均匀、化学成分纯净等。
真空气雾化制粉 参数-概述说明以及解释
真空气雾化制粉参数-概述说明以及解释1. 引言1.1 概述概述部分应该对本文主要内容进行简要介绍,并指出真空气雾化制粉参数的重要性。
可以按照以下方式编写概述部分的内容:概述部分:真空气雾化制粉是一种重要的粉体制备技术,广泛应用于材料科学、化学工程等领域。
在该技术中,粉末材料通过高温高压气体与粉末雾化剂共同作用,形成气雾射流,并在真空环境中快速冷却凝固,最终获得细小颗粒的粉末产物。
然而,真空气雾化制粉过程中的参数设置对于粉末颗粒的形貌、尺寸和分布具有关键性影响。
在本文中,我们将重点探讨真空气雾化制粉过程中的关键参数,并详细阐述它们对于粉末品质的影响。
首先,我们将介绍真空气雾化制粉参数的基本概念和常用设置,包括雾化剂流率、雾化气压、喷嘴尺寸等。
接着,我们将分别讨论这些参数在制粉过程中的作用机理和影响规律。
具体来说,我们将探讨这些参数如何影响粉末的颗粒大小、形状、分布以及杂质含量等关键品质指标。
值得注意的是,不同材料和不同制粉要求可能需要设置不同的真空气雾化制粉参数。
在本文中,我们将结合实验数据和理论模型,探讨不同参数设置下的粉末品质差异,为制粉工艺的优化提供有益的参考。
最后,我们将总结真空气雾化制粉参数的重要性,并对未来研究方向进行展望。
深入理解和掌握真空气雾化制粉参数的影响规律,将有助于优化制粉工艺,提高粉末品质,推动粉体材料领域的发展。
通过对真空气雾化制粉参数的研究和探讨,我们将为粉体制备领域的研究者和工程师们提供有益的参考和指导,推动粉末制备技术的进一步发展和应用。
文章结构部分内容如下:1.2 文章结构本文分为三部分,即引言、正文和结论。
引言部分包括概述、文章结构和目的。
首先,我们将概述真空气雾化制粉的背景和重要性。
接着,介绍文章的结构,即引言、正文和结论的部分划分。
最后,说明本文的目的,即探讨真空气雾化制粉的参数要点。
正文部分包含三个要点,分别是真空气雾化制粉参数要点1、要点2和要点3。
在这部分,我们将详细讨论每个要点,并分析其在真空气雾化制粉中的作用和影响。
粉末冶金制粉技术 全

粉末冶金制粉技术(一)粉末冶金新技术、新工艺的应用,不但使传统的粉末冶金材料性能得到根本的改善,而且使得一批高性能和具有特殊性能的新一代材料相继产生。
例如:高性能摩擦材料、固体自润滑材料、粉末高温合金、高性能粉末冶金铁基复合和组合零件、粉末高速钢、快速冷凝铝合金、氧化物弥散强化合金、颗粒增强复合材料,高性能难熔金属及合金、超细晶粒及涂层硬质合金、新型金属陶瓷、特种陶瓷、超硬材料、高性能永磁材料、电池材料、复合核燃料、中子可燃毒物、粉末微晶材料和纳米材料、快速冷凝非晶和准晶材料、隐身材料等。
这些新材料都需要以粉末冶金作为其主要的或惟一的制造手段。
本章将简要介绍粉末冶金的基本工艺原理和方法,重点介绍近年米粉末冶金新技术和新工艺的发展和应用状况。
1.雾化制粉技术粉末冶金材料和制品不断增多,其质量不断提高,要求提供的粉末的种类也愈来愈多。
例如,从材质范围来看,不仅使用金属粉末,也要使用合金粉末、金属化合物粉末等;从粉末形貌来看,要求使用各种形状的粉末,如生产过滤器时,就要求球形粉末;从粉末粒度来看,从粒度为500~1000m的粗粉末到粒度小于0.1m的超细粉末。
近几十年来,粉末制造技术得到了很大发展。
作为粉末制备新技术,第一个引人注目的就是快速凝固雾化制粉技术。
快速凝固雾化制粉技术是直接击碎液体金属或合金并快速冷凝而制得粉末的片法。
快速凝固雾化制粉技术最大的优点是可以有效地减少合金成分的偏析,获得成分均匀的合金粉末。
此外,通过控制冷凝速率可以获得具有非晶、准晶、微晶或过饱和固溶体等非平衡组织的粉末。
它的出现无论对粉末合金成分的设计还是对粉末合金的微观结构以及宏观特性都产生了深刻影响,它给高性能粉末冶金材料制备开辟了一条崭新道路,有力地推动了粉末冶金的发展。
雾化法最初生产的是像锡、铅、锌、铝等低熔点金属粉末,进一步发展能生产熔点在1600~1700℃以下的铁粉及其他粉末,如纯铜、黄铜、青铜、合金钢、不锈钢等金属和合金粉末。
水雾化铁粉与钢粉新产品的开发
水雾化铁粉与钢粉新产品的开发1 前言铁粉和钢粉的生产历来在粉末冶金工业中占有重要地位,其生产工艺、产品种类、质量和产量直接影响粉末冶金工业的发展。
在粉末冶金技术领域中,雾化法制取金属粉末是一种现代化的生产工艺。
自1965年美国A.O.Smith公司率先以工业规模生产水雾化铁粉以来,由于水雾化铁粉生产工艺的高灵活性和工业化生产潜力大,世界各工业国家纷纷采用和发展了水雾化铁粉和钢粉的生产工艺,并形成规模经济生产。
瑞典、美国、德国、加拿大和日本等国均先后相应建立了技术先进的水雾化制取铁粉和钢粉的工业生产体系,各自拥有众多优质品牌产品系列。
从近年来世界各地的发展情况看,水雾化铁粉和钢粉的产量已超过钢铁粉末总产量的半数以上,且价格往往低于还原铁粉。
鞍钢冶金粉材厂是国内唯一从德国曼内斯曼公司引进全套设备的大型水雾化铁粉和钢粉的生产厂家。
建厂初期的主要产品是与德国牌号相同的WPL200、WP200和FeNiMo纯铁粉和预合金粉。
随着近年来粉末冶金技术的飞速发展,为适应粉末原料逐渐向“用途专一,品种多样”的发展方向转化和市场竞争的需要,我厂近几年来在新产品的开发和研制上做了大量工作,由原来只能生产单一品种的水雾化铁粉,发展到现已能规模生产7大系列20多个品种的水雾化铁粉和钢粉。
本文主要重点介绍低合金钢粉、无偏析混合钢粉、易切削钢粉、烧结贝氏体钢粉和阀座粉等5个系列新产品。
2 新产品的主要品种2.1 低合金钢粉具有高强度和极好热处理性能的FeNiMo(FJSY200.28)和FeMo低合金钢粉,是近年来在粉末冶金高强度、高密度零部件上应用较多的两种典型粉末。
FeNiMo和FeMo两种典型的低合金钢粉的化学成分和工艺性能见表1。
合金元素Ni、Mo以预合金方式加入,所以合金成分均匀,在1120℃烧结便能得到均匀合金化的组织和高的淬透性。
以预合金粉方式加入得到的FeNiMo、FeMo合金粉,比用纯铁粉与Ni、Mo细粉混合得到的FeNiMo、FeMo合金粉,其抗拉强度更高,组织更均匀,热处理性能更好。
现代粉末冶金技术雾化制粉

引入先进的自动化控制系统和数据分析技术,实现雾化过程的精 确控制和优化。
强化设备维护与管理
定期对生产设备进行维护和保养,确保设备处于良好状态,提高 生产稳定性和产品质量。
05
产品性能评价与应
用领域拓展
粉末性能评价指标及方法介绍
粉末粒度分布
通过粒度分析仪等设备测量粉末的粒度分布,以评估粉末的均匀性 和细度。
表面涂层领域
要求粉末具有优异的耐磨、耐腐蚀等性能,以提 高涂层的质量和寿命。
拓展新型应用领域探索
1 2
生物医疗领域
探索利用粉末冶金技术制备生物相容性良好的金 属粉末,用于生物医疗领域如骨科植入物等。
新能源领域
研究粉末冶金技术在新能源领域的应用,如制备 高性能电池材料、燃料电池催化剂等。
3
航空航天领域
粒度在线监测
通过激光粒度分析仪等实时监测 设备,对粉末粒度进行在线监测,
及时调整工艺参数。
温度与湿度监测
实时监测雾化过程中的温度和湿 度变化,确保粉末质量和生产效
率。
气体成分分析
对雾化环境中的气体成分进行实 时监测,以确保生产安全和产品
质量。
提高雾化效率和产品质量方法
优化工艺流程
通过改进生产工艺流程,减少生产环节和能源消耗,提高生产效 率。
优势
粉末冶金制品具有高精度、高性能、高附加值等特点,广泛 应用于汽车、航空航天、电子、能源等领域。与传统的铸造 、锻造等加工方法相比,粉末冶金技术具有材料利用率高、 生产周期短、成本低等优点。
雾化制粉在粉末冶金中地位
雾化制粉定义
雾化制粉是一种将液态金属或合金通过喷嘴喷入高速气流中,使其迅速冷却凝固成粉末 的制粉方法。
粉末冶金工艺
粉末冶金工艺过程粉末冶金材料是指不经熔炼和铸造,直接用几种金属粉末或金属粉末与非金属粉末,通过配制、压制成型,烧结和后处理等制成的材料。
粉末冶金是金属冶金工艺与陶瓷烧结工艺的结合,它通常要经过以下几个工艺过程:一、粉料制备与压制成型常用机械粉碎、雾化、物理化学法制取粉末。
制取的粉末经过筛分与混合,混料均匀并加入适当的增塑剂,再进行压制成型,粉粒间的原子通过固相扩散和机械咬合作用,使制件结合为具有一定强度的整体。
压力越大则制件密度越大,强度相应增加。
有时为减小压力合增加制件密度,也可采用热等静压成型的方法。
二、烧结将压制成型的制件放置在采用还原性气氛的闭式炉中进行烧结,烧结温度约为基体金属熔点的2/3~3/4倍。
由于高温下不同种类原子的扩散,粉末表面氧化物的被还原以及变形粉末的再结晶,使粉末颗粒相互结合,提高了粉末冶金制品的强度,并获得与一般合金相似的组织。
经烧结后的制件中,仍然存在一些微小的孔隙,属于多孔性材料。
三、后处理一般情况下,烧结好的制件能够达到所需性能,可直接使用。
但有时还需进行必要的后处理。
如精压处理,可提高制件的密度和尺寸形状精度;对铁基粉末冶金制件进行淬火、表面淬火等处理可改善其机械性能;为达到润滑或耐蚀目的而进行浸油或浸渍其它液态润滑剂;将低熔点金属渗入制件孔隙中去的熔渗处理,可提高制件的强度、硬度、可塑性或冲击韧性等。
粉末冶金工艺的优点1、绝大多数难熔金属及其化合物、假合金、多孔材料只能用粉末冶金方法来制造。
2、由于粉末冶金方法能压制成最终尺寸的压坯,而不需要或很少需要随后的机械加工,故能大大节约金属,降低产品成本。
用粉末冶金方法制造产品时,金属的损耗只有1-5%,而用一般熔铸方法生产时,金属的损耗可能会达到80%。
3、由于粉末冶金工艺在材料生产过程中并不熔化材料,也就不怕混入由坩埚和脱氧剂等带来的杂质,而烧结一般在真空和还原气氛中进行,不怕氧化,也不会给材料任何污染,故有可能制取高纯度的材料。
01 第一章 粉末的制取雾化法

通过改变圆盘的转数(1500—3500 转/分)、叶片的形状和数目,可 以调节粉末的粒度。
还可以借助氦气浪冲击已生成的粉 末颗粒来强化凝固,使凝固速度达 到104-106℃/s.
B. 金属液过热温度的影响
在雾化压力和喷嘴相同时,金属液过热温度愈高, 细粉末多,愈容易得球形粉末。
温度高的液滴冷凝过程长,表面张力收缩液 滴表面的作用时间长,容易得到球形粉末。 特别是水雾化时,增加过热温度,总是增加 球状粉末。
生产上按金属与合金的熔点选择过热温度 低熔点金属(锡、铅、锌等)为50一100℃,铜合金为100 一150℃,铁及合金钢为150—250℃。
2.旋转坩埚雾化
▪ 有一根固定电极和一个旋转水冷坩埚,电极和坩 埚内的金属之间产生电弧是金属熔化。坩埚旋转 速度为3000-4000r/min。在离心力作用下,熔 融金属在坩埚出口处被粉碎成粉末而被排出。
▪ 适于制取铝合金、钛合金和镍合金粉末。
3. 旋转电极雾化
雾化的金属和合金作为旋转自耗电极, 通过固定的钨电极发生电弧使金属和 合金熔化。 当自耗电极快速旋转时,离心力使熔 化了的金属或合金碎成细滴状飞出。 旋转电极转速每分钟10000—25000 转,电流强度为400—800A。一般 生产的粉末介于30—500微米之间. 旋转电极雾化不受熔化坩埚及其他的 污染,生产的粉末很纯,粉末形状一 般为球形。 用于雾化无氧金属、难熔金属、铝合 金、钛合金、不锈钢以及超合金等。
(3)气雾化
(3)气雾化
(4)水雾化
水雾化和气雾化的比较
(5)影响二流雾化性能的因素
金属雾化制粉技术现状_于朝清

9电工材料2010No.2金属雾化制粉技术现状于朝清1,徐永红1,章应2,田茂江2,向云贵2,陈前兵1(1.重庆川仪一厂,重庆400702; 2.重庆绿色电接触材料工程实验室,重庆400702)摘要:先进的金属粉末制造技术是现代粉末冶金学和产品产业化的基础,高性能低成本的金属粉末制造技术的应用推动了粉末冶金产业的发展。
本文简单阐述了雾化制粉的原理,详细介绍了各种雾化制粉技术的特点。
关键词:粉末冶金;雾化;金属粉末中图分类号:T M 205.1文献标志码:A文章编号:1671-8887(2010)02-0009-05Status of the Atomization Technolo gy for Metal PowderY U Chao_q in g 1,X U Y on g _hon g 1,Z H AN G Yi n g 2,TIA N M ao_j ian g 2,X IA NG Y un_g ui 2,CH EN Q ian_bi n g1(1.Chon gQ in g Chuan y i No :1Fact or y ,Chon gq in g 400702,China ;2.The Labora tor y at G reen El ect rical Contact M at erial o f Chon gq in g ,Chon gq in g 400702,China )Abstract :A dvanced manuf actur in g t echnolo gy f o r met al p ow der i s base of mo dern p o wder met al lur gy and indust rializ at ion.L ow cost manuf act uri n g t echno lo g ies f or hi g h p er f ormace met al p ow der w ill g ive an im p etus t o im p r ove of p ow der m etallur gy indust r y .I n t his p a -p er,t he p rinci p le o f p ow der p re p ared b y atom izat io n w as int roduced and the at omiz at ion t echno lo gy f or met al p owder was described in det ail.Ke y words :p owder met allur gy ;at om izat ion;met al p o wder作者简介:于朝清(1941-),男,教授级高级工程师,副总工,享受国家级政府津贴专家,从事贵/兼金属复合材料的研究及生产。
现代粉末冶金技术雾化制粉

熔体过热度
影响金属熔体粘度和表面张力:
–Zn: 过热度从100增至300°C, dm 从150降 至100um; –Co基合金:过热度增加150 °C, dm 减少 13.5%; –提高过热度可防止喷嘴处堵嘴(Freezeup).
现代粉末冶金技术雾化制粉
喷嘴形状
喷射角越大,dm越小
k2max
2.95ห้องสมุดไป่ตู้
d
L
gU
2 s
现代粉末冶金技术雾化制粉
离心雾化
液滴直接形成 机制
液带破碎机制
现代粉末冶金技术雾化制粉
随着电极末端液滴量的增加,雾化机制 从液滴直接形成 向液带破碎和液膜破碎 机制转化。
Q 0 .60 D 0 .68
X
0 .88 0 .17 0 .71
LL
Q:液滴供给量,m3/s :电极角速度,r/s D:电极直径,m :表面张力,N/m L:液流动力学粘度,Pa.s L:液流密度,kg/m3
•氧化膜的形成
–抵消表面张力,高熔点氧化膜的 形成(Cr、Al、Ti、Mg)易得到 不规则形状颗粒。
•金属、合金熔点
–高熔点金属液滴凝固时间长,易 得到球形粉。
现代粉末冶金技术雾化制粉
粉末颗粒表面形貌和内部结构
现代粉末冶金技术雾化制粉
粉末纯度和杂质含量
粉末氧含量与金属活性及氧化膜 性质相关; 与雾化条件相关:采用去离子水、 添加酒精和表面活性剂等; Fe: 1000~4000ppm; Ag-28Cu: 285ppm; Au-Ni: 57ppm; 304L: 2000ppm.
油雾化
• 1980’s Sumitomo Metals 发明,主 要用来制备低氧含量粉末。
粉末冶金,气雾化制粉
雾化制粉雾化法属于机械制粉发,是直接击碎液体金属或合金而制得粉末的方法,应用较为广泛。
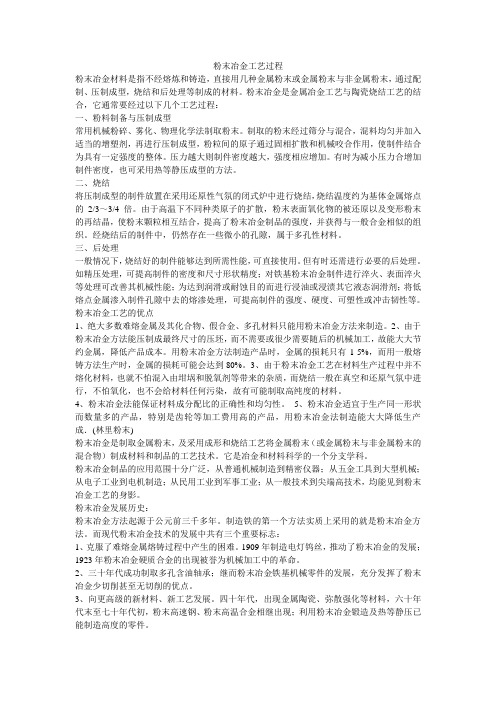
对于气雾化制粉工艺,传给金属流的能量越大,制备的粉末越细小,气雾化制粉的过程实际上是小液滴形状渐变的过程,小液滴的形状顺序依与喷嘴的距离不同而不同,依次为圆柱形-圆锥形-薄片形-系带形-球形。
控制过热量和其他工艺参数可以是颗粒形成以上的任何形状。
工艺参数的影响由能量传递理论可以得到很好的解释。
气体喷出时与金属流的距离越短,能量传递效果越好,越容易形成细小的粉末。
气体喷出速度和熔体的过热度对最终形成的颗粒尺寸起主导作用。
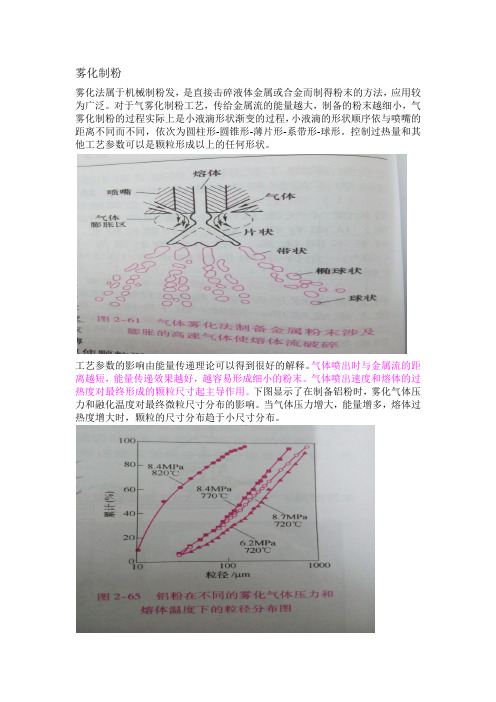
下图显示了在制备铝粉时,雾化气体压力和融化温度对最终微粒尺寸分布的影响。
当气体压力增大,能量增多,熔体过热度增大时,颗粒的尺寸分布趋于小尺寸分布。
粉末冶金材料性能及制备工艺与粉末的结构和性能有着密切的关系。
粉末密度主要有松装密度和振实密度,由于3D 打印机铺粉时是自然铺粉属于松装密度。
松装密度是粉末自然堆积的密度,它取决于颗粒间的粘附力、相对滑动的阻力以及粉末体空隙被小颗粒填充的程度。
粉末体中空隙所占的体积称为孔隙体积。
孔隙体积与粉末体的表观体积之比称为孔隙度θ,粉末体的孔隙度包括颗粒之间的空隙的体积和颗粒内更小颗粒的体积之和。
由大小相同的规则球形颗粒组成的粉末的孔隙度,可用几何学方法计算:最松散的堆积,476.0=θ,最紧密的堆积,259.0=θ。
这可以延伸到金属密堆积里。
细粉末易“搭桥”和相互粘附,妨碍颗粒的相互移动,松装密度减小,若是考虑理想情况下,可不考虑这些因素的影响。
粒度组成的影响是:粒度范围窄的粗细粉末,松装密度都较低,当粗细粉末按一定比例混合均匀后,可获得最大的松装密度,如下表所示,此时粗颗粒间的大孔隙可被一部分细颗粒所填充。
粉末的粒度组成是指不同粒径的颗粒在粉末总量中所占的百分数,可以用某种统计分布曲线或统计分布函数描述。
粒度的统计分布我们选择个数基准分布,又称的百分数表示。
频度分布,以每一粒径间隔内的颗粒份数占全部颗粒总数n如果用各粒级的间隔μ∆除以该粒级的频度()%i f ,则得到相对频度μ∆i f 单位是m μ%。
粉末冶金技术

银与还原剂发生反应,生成极小的银颗粒。通过
改变激光强度、搅拌器转速与反应成分,可控制
银粉粒度,在一定程度上也可控制颗粒形状。
8
一、制粉新技术 4.机械化学法生产廉价的纳米粉末 澳大利亚开发出一种机械化学法,可廉价生产 纳米金属粉与陶瓷粉。它采用球磨机来激活化学 反应,使形成极细的纳米金属或化合物晶粒,再分 离与提取微细晶粒。例如机械研磨FeCl3,由钠、 钙或铝将其还原为铁与氯化物的混合物。用适当 洗涤法去除氯化物后,便可得到纳米铁颗粒。
13
二、粉末冶金成型新技术 原理:将粉末装于一个导电 的容器(护套)内,置于高强 磁场线圈的中心腔中。电容 器放电在数微秒内对线圈通 入高脉冲电流,线圈腔中形 成磁场,护套内产生感应电 流。感应电流与施加磁场相 互作用,产生由外向内压缩 护套的磁力,因而粉末得到 二维压制。整个压制过程不 足1ms。 14
15
二、粉末冶金成型新技术 许多合金钢粉用动磁压制做过实验,粉末中不 添加任何润滑剂,生坯密度均在95%以上。动磁压 制件可以在常规烧结条件下进行烧结,其力学性能
高于传统压制件。动磁压制适用于制造柱形对称
的近终形件、薄壁管、纵横比高的零件和内部形
状复杂的零件。
16
二、粉末冶金成型新技术
动磁压制有可能使电机设计与制造方法产生革
热源、施加外力等作用在较短的时间里
使粉体致密化的过程,主要有微波烧结 技术和电火花烧结技术等。
28
三、烧结新技术 1.微波烧结技术 微波烧结是通过被烧结粉体吸收微波,将电磁 波能量直接转化成物质中粒子的能量,使其内部产 生热而烧结的方法。它热效率高,可急速升温缩短
烧结时间,加上微波与粒子间的交互作用,降低了
粉末冶金新技术新工艺-20120516

应用识雾Aba pres tech Key 0前)作为艺技形、所示问题各行摘要:本用情况、目雾化制粉技关键词:R astract: Th sent situati hnology,in o ywords: Po 前言粉末冶金为原料,经技术[1]。
粉末烧结以及示。
粉末冶金题的钥匙,在行各业中得1云2昆本文综述了粉前发展现状技术。
粉末冶金、Research his paper su ion and d order to let m owder Metal 金是制取金属经过成形和烧末冶金工艺及烧结后处理金的工艺发在新材料的得到广泛的应雾化制云南瑞升烟草昆明理工大学粉末制备的状及趋势,雾化制粉Advances ummarys th developmen more people llurgy,Atom 属粉末或用烧结,制造艺的第一步是理制得成品发展已远远超的发展中起着应用。
制粉技术研李军1,2草技术(集学材料工程的快速凝固雾旨在抛砖引粉技术、进展s of Atom he principle nt trend o e know mor mization Tec 用金属粉末(造金属材料是制取原料品。
典型的粉超过此范畴着举足轻重研究进展集团)有限公程与科学学雾化制粉技引玉,让相关展研究mization T e 、characte of Rapid re atomizati chnology,Re 或金属粉末、复合材料料粉末,第二粉末冶金产畴而日趋多样重的作用。
如公司院技术技术原理关从业人员Technolog eristics 、Ap solidificatio ion technolo esearch Adv 末与非金属料以及各种类二步是将原产品生产工艺样化,已成如今粉末冶理、技术特员更多了解gypplication 、on atomiza ogy.vances粉末的混合类型制品的原料粉末通过艺路线如图成为解决新材冶金技术已经特点、、认The ation 合物的工过成图1材料经在图1 典型的粉末冶金产品生产工艺路线在古代,粉末冶金技术主要用来生产武器、生活用具以及艺术建筑等。
现代粉末冶金技术雾化制粉共53页文档

1、合法而稳定的权力在使用得当时很 少遇到 抵抗。 ——塞 ·约翰 逊 2、权力会使人渐渐失去温厚善良的美 德。— —伯克
3、最大限度地行使权力总是令人反感 ;权力 不易确 定之处 始终存 在着危 险。— —塞·约翰逊 4、权力会奴化一切。——塔西佗
5、虽然权力是一头固执的熊,可是金 子可以 拉着它 的鼻子 走。—ห้องสมุดไป่ตู้—莎士 比
Thank you
6、最大的骄傲于最大的自卑都表示心灵的最软弱无力。——斯宾诺莎 7、自知之明是最难得的知识。——西班牙 8、勇气通往天堂,怯懦通往地狱。——塞内加 9、有时候读书是一种巧妙地避开思考的方法。——赫尔普斯 10、阅读一切好书如同和过去最杰出的人谈话。——笛卡儿
粉末冶金中粉末制备方法
粉末冶金中粉末制备方法一、粉末冶金中粉末制备方法之机械法1. 研磨法嘿呀,这研磨法可有意思啦。
就是把原料放在研磨设备里,像小珠子一样的研磨介质就会不停地撞击原料。
想象一下,那些原料就像在小珠子的“攻击”下慢慢变小变碎呢。
这个过程中,原料的颗粒大小会越来越符合我们的要求。
不过呢,这种方法也有点小麻烦,就是可能会让粉末里面混入一些研磨介质的碎屑,就像不小心混进了小杂质一样,所以后面还得想办法把这些杂质去掉。
2. 雾化法雾化法就像是一场金属的小雨哦。
把液态的金属通过一个特殊的装置,像喷枪一样,然后高速的气流或者水流就会把液态金属吹散或者冲散,就变成了好多小液滴。
这些小液滴在空中或者水里快速冷却,就变成了固态的粉末啦。
这个方法能得到比较球形的粉末,形状可规则啦,就像一个个小珠子一样。
但是呢,设备要求比较高,成本也就跟着上去了一点。
二、粉末冶金中粉末制备方法之物理化学法1. 还原法还原法感觉就像是把金属从“束缚”中解救出来。
比如说用氢气或者一氧化碳这些还原剂,去和金属氧化物反应。
就像氢气这个小勇士,跑到金属氧化物面前说“嘿,我要把你还原成金属啦”,然后反应之后就得到了金属粉末。
这种方法得到的粉末纯度还挺高的呢,不过反应的条件得控制好,要是温度、压力这些没弄对,可能反应就不完全,就像做饭没煮熟一样。
2. 沉淀法沉淀法就像是在溶液里变魔术。
先把金属盐溶解在溶液里,然后加入一些沉淀剂。
这沉淀剂一进去,就像魔法棒一样,让金属离子变成沉淀。
然后再经过一些处理,比如加热或者过滤,就可以得到金属粉末啦。
这个方法能很好地控制粉末的颗粒大小,但是呢,沉淀物的过滤和洗涤有点麻烦,就像洗一件特别难洗干净的衣服一样。
三、粉末冶金中粉末制备方法之电解法1. 水溶液电解法水溶液电解法就是让电流在溶液里当搬运工。
把金属盐的水溶液作为电解液,然后在电极上通电。
金属离子就会在电极上得到电子,然后就变成金属粉末啦。
这就像是金属离子排着队在电极那里等着变身一样。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高熔点金属液滴凝固时间长,易 得到球形粉。
精选课件
33
粉末颗粒表面形貌和内部结构
精选课件
34
粉末纯度和杂质含量
粉末氧含量与金属活性及氧化膜 性质相关;
与雾化条件相关:采用去离子水、 添加酒精和表面活性剂等;
Fe: 1000~4000ppm; Ag-28Cu: 285ppm; Au-Ni: 57ppm; 304L: 2000ppm.
影响金属熔体粘度和表面张力:
Zn: 过热度从100增至300°C, dm 从150降 至100um; Co基合金:过热度增加150 °C, dm 减少 13.5%; 提高过热度可防止喷嘴处堵嘴(Freeze-up).
精选课件
29
喷嘴形状
喷射角越大,dm越小
精选课件
30
水喷射速度
dm = (5500/Vm)
料等用途。
精选课件
18
高压水雾化
• 水压:100~150MPa;粉末粒度:15um
dm=114P-0.58 (conical)
dm=68精P选-课0.件56 (V-shaped)
19
高压气雾化
• 层流雾化:
=0;利用气体的纯剪切 作用破碎金属熔体;粉末 粒度可达10um以下
• 紧耦合式雾化喷嘴:
精选课件
35
气雾化粉末特性
•粉末粒度与粒度分布
影响因素与水雾化类似; 气体比耗(specific gas consumption): 气体与金属液流的质量比, F,m3/kg;
dm = KF-1/2
• 含过饱和溶度气体的金属熔体在气压作用下喷 入真空腔体中。
• H2
2H(dissolved in M)
• H含量0.0001~0.001w/o; 气体压力:1~3MPa;
• 粉末粒度:40~70um(1~500um);
• 冷却速度:~102C/s
精选课件
14
精选课件
15
旋转电极雾化
• 1963年Nuclear Metals Inc.发明; • 主要用来生产球形、高活性、无污染粉
• 分类:
– 按破碎方:双流雾化(气、水、 油);真空雾化;旋转电极雾化、机 械力雾化(旋转盘、轧辊(roller)、 旋转杯(spinning cup))
精选课件
3
商业化粉末雾化技术
双流雾化: • 水雾化:
– 起源:1872年Marriott(英国)发明蒸汽 熔化金属并雾化;1950’s英国PM Ltd.发 明雾化喷嘴,制备有色金属;1954英国 B.S.A.Co Ltd 和瑞典Hoganas生产水雾化 铁粉
24
精选课件
25
水雾化粉末颗粒特性
A. 粉末粒度与粒度分布
影响因素:水速、金属液流量、水 压、熔体过热度、喷嘴形状等
精选课件
26
水、金属液流量
dm = f(Vm/VL) Vm: 金属液流量; VL : 水流量;
精选课件
27
水压
dm = ln(P/A)n; dm = KP-n;
精选课件
28
熔体过热度
精选课件
4
自由落体式( Free-fall mode)水雾化
精选课件
5
雾化喷嘴
分离式喷嘴(discrete multiple
nozzles)
环缝式喷嘴
(annular ring nozzle)
精选课件
6
水雾化影响参数
精选课件
7
工艺特性:
• 水雾化工艺条件
工艺参数
熔体流量/kg/min 水流量/kg/min
水速/m/s 水压/ MPa
过热度
通常范围 4.5~90 110~380 70~230 5.5~21
75~150C
316L 22 200 110 9 80
粒度分布:10~300um;冷却速度:103~105 C
精选课件
8
油雾化
• 1980’s Sumitomo Metals 发明,主 要用来制备低氧含量粉末。
– 充分利用气体能量; – 气体压力:10~20MPa; 粉
末粒度:10~20um;
精选课件
20
精选课件
21
喷嘴口压力vs 气体压力
喷嘴口压力越 小,粉末越细
精选课件
22
雾化粉末特性
精选课件
23
粉末颗粒特性的表征
•颗粒形状 •粉末粒度 •粉末粒度分布、中位径dm •粉末颗粒表面粗糙度
精选课件
现代粉末冶金技术
第二章 粉末雾化技术
精选课件
1
粉末雾化技术
• 概况 • 商业化的粉末雾化技术 • 雾化粉末特性 • 粉末雾化模型及机制
精选课件
2
• 概况
• 粉末雾化概念
– The dispersion of a molten metal into particles by a rapidly moving gas or liquid stream or by mechanical means
10
精选课件
11
精选课件
12
气雾化制粉的基本工艺条件
工艺参数
气体流量/m3/s 熔体流量 kg/min
气体压力/Mpa 气体流速/m/s
过热度/C
通常条件 0.02~0.24
1~70
0.5~9 20~超音速
75~150
粉末粒度:50~300um
Ni 基合金
20 2 100 150
精选课件
13
真空雾化
末,如Ti合金粉; • 粉末粒度:200um (50~400um); • 冷却速度:< 102 C/s; • 转速:1570~2100rps • 局限:过热度小,不宜生产熔点范围宽
的合金。
精选课件
16
精选课件
17
细粉末雾化制备技术:
• 细粉末定义:<20um;
• 细粉末的意义:
• 快速凝固粉末的研究与商业化需要; • 粉末注射成形需要(5~15um); • 细粉末改善烧结性能; • 热喷涂用; • 复合材料、电磁、催化剂、医药、导电塑
• 优点:杂质含量低:O (<0.01%) • 缺点:C含量不易控制;
多生产高碳钢粉末 粉末粒度:~70um
精选课件
9
气雾化
• 1920’s 发明空气雾化,二战期间德国 开始采用双流空气雾化生产钢粉
• 工艺装置可利用水雾化的自由落体式, 但多采用限制式,能量利用率高;喷嘴 可采用环缝式和分离式。
精选课件
精选课件
31
•粉末颗粒形状
粉末颗粒形状主要决定于:
金属液滴在表面张力作用下球化的 时间:0.1~10us for 100um
金属液滴凝固的时间: 100~1000us
实际影响因素很多:如颗粒球化 前须经过液滴形成、加速、穿过
紊流区等,约20精选0课u件 s时间
32
•氧化膜的形成
抵消表面张力,高熔点氧化膜的 形成(Cr、Al、Ti、Mg)易得到 不规则形状颗粒。