PXH行车式刮泥机
《污水处理用沉沙池行车式刮泥机》(2016征求意见稿)
ICS13.060.30P41CJ 中华人民共和国城镇建设行业标准CJ/T 3044—XXXX代替 CJ/T 3044-1995污水处理用沉砂池行车式吸砂机Traveling-bridge suction degritter for grit chamber in sewage treatmentplant(征求意见稿)XXXX-XX-XX发布XXXX-XX-XX实施中华人民共和国住房和城乡建设部发布目次前言 (III)1 范围 (1)2 规范性引用文件 (1)3 术语和定义 (1)4 型式、型号和基本参数 (2)4.1 型式 (2)4.2 型号 (4)4.3 基本参数 (4)5 要求 (5)5.1 一般要求 (5)5.2 行车 (5)5.3 驱动装置 (5)5.4 吸砂装置 (6)5.5 刮渣装置 (6)5.6 集电装置 (6)5.7 轨道 (6)5.8 安全 (6)5.9 涂装 (6)5.10 整机性能 (7)6 试验方法 (7)6.1 行车 (7)6.2 驱动装置 (7)6.3 吸砂装置 (7)6.4 刮渣装置 (7)6.5 集电装置 (7)6.6 轨道 (7)6.7 安全 (8)6.8 涂装 (8)6.9 整机性能 (8)7 检验规则 (8)7.1 检验分类 (8)7.2 出厂检验 (8)7.3 型式检验 (9)8 标志、包装、运输和贮存 (9)8.1 标志 (9)8.2 包装 (9)8.3 运输和贮存 (10)前言本标准按照GB/T 1.1-2009给出的规则起草。
本标准是对CJ/T 3044-1995《污水处理用沉砂池行车式刮砂机》的修订,与CJ/T 3044-1995相比,主要技术变化如下:——修改和增加了规范性引用文件(见第2章);——增加了术语和定义(见第3章);——增加了沉砂池行车式吸砂机的型式及附图(见4.1);——增加了沉砂池行车式吸砂机的基本参数(见4.3表1);——修改了要求中的内容(见第5章);——增加了吸砂装置的要求(见5.4);——增加了刮渣装置的要求(见5.5);——增加了电控装置的要求(见5.6);——增加了对噪声的要求(见5.8);——修改了试验方法和检验规则(见第6章,第7章)。
行车式虹吸泥机相关技术参数
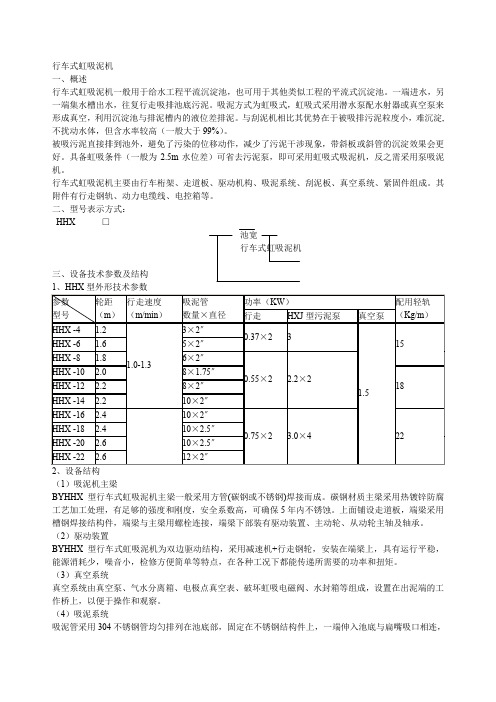
行车式虹吸泥机一、概述行车式虹吸泥机一般用于给水工程平流沉淀池,也可用于其他类似工程的平流式沉淀池。
一端进水,另一端集水槽出水,往复行走吸排池底污泥。
吸泥方式为虹吸式,虹吸式采用潜水泵配水射器或真空泵来形成真空,利用沉淀池与排泥槽内的液位差排泥。
与刮泥机相比其优势在于被吸排污泥粒度小,难沉淀,不扰动水体,但含水率较高(一般大于99%)。
被吸污泥直接排到池外,避免了污染的位移动作,减少了污泥干涉现象,带斜板或斜管的沉淀效果会更好。
具备虹吸条件(一般为2.5m水位差)可省去污泥泵,即可采用虹吸式吸泥机,反之需采用泵吸泥机。
行车式虹吸泥机主要由行车桁架、走道板、驱动机构、吸泥系统、刮泥板、真空系统、紧固件组成。
其附件有行走钢轨、动力电缆线、电控箱等。
二、型号表示方式:HHX □池宽行车式虹吸泥机三、设备技术参数及结构2、设备结构(1)吸泥机主梁BYHHX型行车式虹吸泥机主梁一般采用方管(碳钢或不锈钢)焊接而成。
碳钢材质主梁采用热镀锌防腐工艺加工处理,有足够的强度和刚度,安全系数高,可确保5年内不锈蚀。
上面铺设走道板,端梁采用槽钢焊接结构件,端梁与主梁用螺栓连接,端梁下部装有驱动装置、主动轮、从动轮主轴及轴承。
(2)驱动装置BYHHX型行车式虹吸泥机为双边驱动结构,采用减速机+行走钢轮,安装在端梁上,具有运行平稳,能源消耗少,噪音小,检修方便简单等特点,在各种工况下都能传递所需要的功率和扭矩。
(3)真空系统真空系统由真空泵、气水分离箱、电极点真空表、破坏虹吸电磁阀、水封箱等组成,设置在出泥端的工作桥上,以便于操作和观察。
(4)吸泥系统吸泥管采用304不锈钢管均匀排列在池底部,固定在不锈钢结构件上,一端伸入池底与扁嘴吸口相连,并设有不锈钢支撑,另一端与排泥总管相连,排泥总管伸向桥一端的排泥槽内的水封箱中,桥端排泥管上部有支管与虹吸系统相连。
(5)刮泥板:刮泥板采用304不锈钢菱形刮板,与吸泥管轴线成45°,行车式虹吸泥机运行时将吸口与吸口之间的污泥推向吸口,使排泥彻底均匀。
上浮液、渣排除设备 行车式撇渣机(水处理设备课件)

该机由驱动装置、行车桁架、卷扬机构、刮渣机构、刮板 升降机构、程序控制等组成。传动部件在水面以上,检修方便, 回程收刮板,不扰动沉淀。
行车式刮泥、撇渣机(同向流)
3、工作原理:
设备运转时,刮泥耙板落下,此时刮渣耙板抬起,整 机带动耙板以一定的速度将池底的沉淀污泥刮集到集泥槽 中;回程时刮泥耙板抬起,同时刮渣耙板落下,以一定速 度将池体表层的浮渣刮集到集渣槽内,刮泥耙板在回程过 程中对池中的污泥不扰动,有利于污泥的沉淀。当回到刮 泥的起始位置时,刮泥耙板自动落下,刮渣耙板自动抬起, 并进行下一个循环。
行车式刮泥、撇渣机(同向流)
行车式刮泥、撇渣机(同向流)结构示意图
行车式刮泥、撇渣机(同向流)
行车式刮泥、撇渣机(同向流)土建条件图
行车式刮泥、撇渣机(逆向流)
1、适用范围:
该机适用于适用于逆向流平流式沉淀池及沉砂池中污泥、 砂及浮渣的机械排除,多用于初沉沉淀池,逆向流刮泥顺流排 渣。刮泥机构在不刮泥回程时刮泥耙全部抬出。当回到刮泥的 起始位置时,刮泥耙落下。 2、组成:
该机由驱动装置、行车桁架、撇渣机构、刮板升降机构、 程序控制及限位装置等组成。传动部件在水面以上,检修方便, 回程收刮板,不扰动沉淀。
行车式刮泥、撇渣机(逆向流)结构示意图
行车式刮泥、撇渣机(逆向流)
行车式刮泥、撇渣机(逆向流)
行车式刮泥、撇渣机(逆向流)土建条件图
行车式刮泥、撇渣机
行车式刮泥、撇渣机
行车式撇渣机
教学内容
本子任务主要介绍行车式撇渣机的组成、工作原理、特点和 适用范围。
教学目标
技能目 知识目标 态度素质目标
HJG15[1].6刮泥机说明书
![HJG15[1].6刮泥机说明书](https://img.taocdn.com/s3/m/8ed34e0276c66137ee061928.png)
HJG15.3桁架式刮泥机技术说明书韶关市雅鲁环保实业有限公司二零一四年二月一、主要技术参数·池宽:B=15300mm·轨距:b=15600mm·池深:H= 3500mm·行距:L=20m·行车速度:1m/min·行车功率:2-0.75kw·提升功率:1.5kw·防护等级:IP54·防护等级:F级·轻轨:22kg/m·工作制:24小时/天连续运行或间歇运行二、主要结构与工作原理桁车式刮泥机由工作桥、传动装置、刮泥(渣)装置、行程控制机构等部件组成。
1、主要结构(1) 工作桥由型钢焊成整体结构,工作桥宽度:1000mm;材质:碳钢Q235;主梁为20#工字钢,中间设有方形钢管加固,走道面板为A3花纹钢板3mm厚;栏杆直径50*3mm钢管(满足图集及安全规范)。
有足够的强度和刚度。
主梁的拼装均在专用平台上进行,焊接标准按照JB/ZQ4000.3-86,并对各关键部位的焊缝进行无损检测(厂内有射线探伤室),确保焊接质量,工作桥挠度不大于L/800。
走道宽度为1m,走道板铺设在走道桥上,本工作桥结构合理、牢固、外形美观。
防腐方式为环氧防锈漆两道、绿色装饰面漆一道。
(2) 刮泥装置:由钢板、支架组装成整体,支架中间设有吊点与卷扬机构钢丝绳联接。
刮板上装有丁睛橡胶刮板,厚度为12mm,刮板总高度为400mm,并用橡胶轮作支承,可保证刮板与池面的一定高度。
(3) 刮板提升装置采用电机减速机传动钢索卷扬机构进行提升,该装置提升速度平稳,动作可靠,触点准确。
钢丝绳直径12mm。
(4) 驱动装置:驱动装置两端分别驱动,轨道滚轮行车驱动方式,主要由驱动电机,变速器,传动机构以及滚轮等组成。
走车采用A3碳钢板焊接加工制成,驱动轮为实心浇钢加工,轮距1.5米。
电机采用0.75KW/4,两台,变速器采用摆线针轮减速机与电机直联。
沉淀池刮泥机选型一览表
用于辐流式污泥浓缩池中,排除沉降在池底的污泥,并可根据需要撇除池面的浮渣。
二.主要特点
采用耐磨工程塑料滚轮支撑刮板沿池底行走,运行安全,越野性能好;
工作桥采用桁架结构,桥上踏面为花纹钢板,强度高,重量轻,能耗省;
优化设计的吸泥管间距、吸泥管断面尺寸和泥槽与虹吸管结构型式尺寸能保证吸泥系统均匀彻底地吸去分布在沉淀池底的污泥;
上圆下扁的吸嘴结构能有效提高吸泥浓度;
优化设计的吸泥管冲洗系统能方便地解决因停电等造成的吸泥管堵塞问题;
结构简单,维护方便;
工作桥采用桁架结构,强度高、重量轻、能耗省;
四.型号说明
PHG-□×□
池深(m)
刮泥机轮距(m)
产品代号(平流池行车式提板刮泥机)。
HJG5.0桁架式刮泥机技术说明
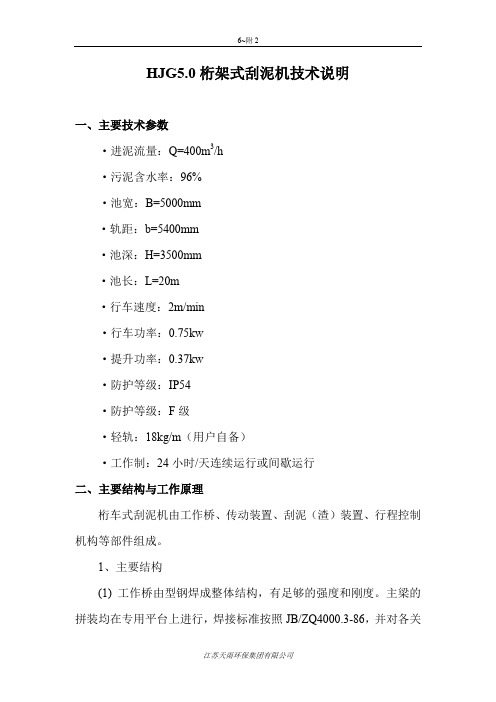
HJG5.0桁架式刮泥机技术说明一、主要技术参数·进泥流量:Q=400m3/h·污泥含水率:96%·池宽:B=5000mm·轨距:b=5400mm·池深:H=3500mm·池长:L=20m·行车速度:2m/min·行车功率:0.75kw·提升功率:0.37kw·防护等级:IP54·防护等级:F级·轻轨:18kg/m(用户自备)·工作制:24小时/天连续运行或间歇运行二、主要结构与工作原理桁车式刮泥机由工作桥、传动装置、刮泥(渣)装置、行程控制机构等部件组成。
1、主要结构(1) 工作桥由型钢焊成整体结构,有足够的强度和刚度。
主梁的拼装均在专用平台上进行,焊接标准按照JB/ZQ4000.3-86,并对各关键部位的焊缝进行无损检测(厂内有射线探伤室),确保焊接质量,工作桥挠度不大于L/800。
走道宽度为1m,走道板铺设在走道桥上,本工作桥结构合理、牢固、外形美观。
(2) 刮泥装置:由钢板、支架组装成整体,支架中间设有吊点与卷扬机构钢丝绳联接。
刮板上装有丁睛橡胶刮板,厚度为15mm,刮板总高度为500mm,并用橡胶轮作支承,可保证刮板与池面的一定高度。
(3) 刮板提升装置采用电机减速机传动钢索卷扬机构进行提升,该装置提升速度平稳,动作可靠,触点准确。
(4) 控制机构由多个行程开关多点控制,动作灵敏,安装位置准确,并设有防雨、防潮措施。
2、工作原理桁架式刮泥机一般停驻在进水端,首先启动驱动行走减速机,刮泥机开始向进水端运行刮泥。
当运行至进水端时,桁车触碰行程开关后,停止减速机运行。
卷扬机构开始将刮板提升至液位100mm时,行走减速机又开始反向运行撇渣,运行至终点后,停止减速机运行,卷扬机构将刮板降至池底(此为一个工作循环),刮泥机等待下一道设定程序的命令,重复上述工作,从而往返循环将池底污泥及水面浮渣刮完。
曝气沉砂池行车式吸砂机参数
曝气沉砂池行车式吸砂机参数1. 曝气沉砂池的魅力1.1 啥是曝气沉砂池?嘿,大家好,今天我们来聊聊曝气沉砂池。
这玩意儿,其实就是污水处理过程中不可或缺的一个环节。
想想吧,污水就像是厨余一样,处理一下才能变得干净,可以排出去。
这池子里可是有个神奇的东西——行车式吸砂机!它的工作,就跟我老家打扫卫生一样,不,别想太简单哦。
1.2 行车式吸砂机的工作原理说到行车式吸砂机,它的工作原理就像是在水中跳舞的精灵。
它通过吸力,把沉底的砂子、泥巴一网打尽,然后呢,再卷走。
这就好比你在家里发现地上有一堆小灰尘,掏出吸尘器,咻咻咻,没了,干净利落。
2. 吸砂机的参数2.1 尺寸体积接下来说说这个吸砂机的参数,真是个庞然大物啊!一般来说,它的尺寸和你家的洗衣机差不多,但却重得多,想想就觉得汗颜。
不过,它可是大有用处,容积足足能搞定一米多深的污水,简直是家里的“超人”!。
2.2 吸力和功率再说说它的吸力和功率,这可要打个高分。
其吸力足以把那些沉淀物统统吸入就像铁锅炒菜,把食材都炒得漂漂亮亮!这吸砂机的功率大概在几十千瓦左右,听着就让人心里叹服,真是牛得没话说。
3. 吸砂机的应用3.1 广泛应用的场合那么,这神奇的吸砂机到底在哪儿用呢?嘿,跟我来看看!第一,它在污水处理厂可谓是大显身手,无论城市还是乡村,这地方没它都不行。
第二,它也可以用在河道治理上,清理水底的淤泥,恢复水域的风采,就像给河流做一次“美容”一样,大家都喜欢这种变漂亮的感觉嘛!3.2 日常注意事项不过啊,大家可不能只顾着它的优点,使用过程中的注意事项也要记得。
首先,定期检查机器的运转情况,毕竟“缩头乌龟”可不太好。
其次,确保吸砂机的滤网干净,别让它堵了,那可就麻烦了。
再说了,越干净越有魅力嘛,谁会喜欢黏糊糊的东西?4. 小结今天我们聊了聊曝气沉砂池行车式吸砂机的参数,虽然说这玩意儿听上去好像有点高大上的样子,但实际上呢,也只是我们日常生活中的“小帮手”。
它的工作,就像一场不知疲倦的马拉松,源源不断地净化水源,让我们的生活越来越美好。
行车式提耙刮泥机技术说明

行车式提耙刮泥机技术说明1、技术参数数量1套池子外形尺寸LxBxH=22x4.05x3.5m行走速度~1m/min总功率 1.11Kw电源380V/50Hz防护等级IP55/F安装位置室外2、性能及结构刮泥机主要由工作桥、驱动装置、刮泥板及提升机构、轨道、输配电装置、就地控制箱等主要部件组成。
行车提耙式刮泥机由设置在工作桥二侧端梁的驱动装置同步带动,沿敷设在池顶的钢轨往复行走,集泥刮板将沉积于池底的污泥收集至集泥槽,通过固定排泥管排出池外。
行车提耙式刮泥机的行驶速度为1m/min。
1)工作桥工作桥采用方管制作形成桁架梁结构。
该形式美观大方,运行风阻小,刚度好,强度高,稳定性好;走道采用采用专业化制作的镀锌钢格栅板,美观大方,结构牢固。
现场安装采用螺栓连接,安装方便。
工作桥制作充分考虑刮泥机整体自重的同时,还考虑刮泥对其产生的弯矩以及其他侧向力、人载等,使工作桥在工作时整体挠度不大于1/800,承载大于150kg/m。
桥的整体直线度不大于1/1000。
工作桥端侧均设有钢制踏步,方便维护人员从池边走到工作桥上。
2)驱动装置驱动装置是带动工作桥运转的部件,采用二边分别同步驱动。
减速机采用轴装式减速箱减速,直接驱动行走轮,从而带动整机运转。
设计中充分考虑与工作桥的配合,确保行走轮的装配精度,从而保证整机行走的稳定性。
特制的夹轨防跑偏装置,可完全避免啃轨现象发生驱动端梁框架由型钢构成,行走轮轮毂为铸铁钢,行走轮两端轴承为调心带座轴承,便于安装和调整。
3)刮泥板及提升机构提升提耙机构采用钢丝卷筒式。
卷筒上的钢丝绳与刮臂上的吊点相连接,刮臂通过钢丝绳的卷扬来完成提升和下降的动作。
刮臂采用铰支结构,由型钢支架悬吊在工作桥下,通过提升动机构将刮泥板提升或放下。
为了避免刮泥板在刮泥时,刮板与池底直接摩擦,刮泥板安有水下行走轮作为支撑。
5)轨道及安装附件轨道采用15kg/m轻轨,附件应包括鱼尾板、压板、钢轨垫及所有连接紧固件。
行车式提耙刮泥机技术说明
行车式提耙刮泥机技术说明1、技术参数数量1套池子外形尺寸LxBxH=22x4.05x3.5m行走速度~1m/min总功率 1.11Kw电源380V/50Hz防护等级IP55/F安装位置室外2、性能及结构刮泥机主要由工作桥、驱动装置、刮泥板及提升机构、轨道、输配电装置、就地控制箱等主要部件组成。
行车提耙式刮泥机由设置在工作桥二侧端梁的驱动装置同步带动,沿敷设在池顶的钢轨往复行走,集泥刮板将沉积于池底的污泥收集至集泥槽,通过固定排泥管排出池外。
行车提耙式刮泥机的行驶速度为1m/min。
1)工作桥工作桥采用方管制作形成桁架梁结构。
该形式美观大方,运行风阻小,刚度好,强度高,稳定性好;走道采用采用专业化制作的镀锌钢格栅板,美观大方,结构牢固。
现场安装采用螺栓连接,安装方便。
工作桥制作充分考虑刮泥机整体自重的同时,还考虑刮泥对其产生的弯矩以及其他侧向力、人载等,使工作桥在工作时整体挠度不大于1/800,承载大于150kg/m。
桥的整体直线度不大于1/1000。
工作桥端侧均设有钢制踏步,方便维护人员从池边走到工作桥上。
2)驱动装置驱动装置是带动工作桥运转的部件,采用二边分别同步驱动。
减速机采用轴装式减速箱减速,直接驱动行走轮,从而带动整机运转。
设计中充分考虑与工作桥的配合,确保行走轮的装配精度,从而保证整机行走的稳定性。
特制的夹轨防跑偏装置,可完全避免啃轨现象发生驱动端梁框架由型钢构成,行走轮轮毂为铸铁钢,行走轮两端轴承为调心带座轴承,便于安装和调整。
3)刮泥板及提升机构提升提耙机构采用钢丝卷筒式。
卷筒上的钢丝绳与刮臂上的吊点相连接,刮臂通过钢丝绳的卷扬来完成提升和下降的动作。
刮臂采用铰支结构,由型钢支架悬吊在工作桥下,通过提升动机构将刮泥板提升或放下。
为了避免刮泥板在刮泥时,刮板与池底直接摩擦,刮泥板安有水下行走轮作为支撑。
5)轨道及安装附件轨道采用15kg/m轻轨,附件应包括鱼尾板、压板、钢轨垫及所有连接紧固件。
行车式吸泥机技术说明

行车式吸泥机技术说明一、形式形式:桁架式;二、范围1.刮泥机组件及工作范围含刮泥机构、轨道及固定装置、驱动装置、保护装置、、驱动装置保护罩、附属设备及设备二次设计、制造、组装、测试、检验、运送、安装和调试运行。
2.基本参数:三、要求1、基本要求1)刮泥机应符合本标准的规定,并按经规定程序批准的图样和技术文件制造。
2)刮泥机选用的材料、零部件、外购件等应有供应厂的合格证明,无合格证明时,制造厂必须经检验合格方可使用。
3)水下紧固件应使用SUS304不锈钢材料。
1、整机性能要求1)吸泥机外形尺寸应符合沉淀池主要尺寸的要求。
2)吸泥机刮板速度应满足工艺要求。
3)吸泥机安装后应与池底坡度相吻合,橡胶刮板与池底的距离不应大于10mm。
4)吸泥机运转应灵活,无卡阻和松动现象,电控设备动作应准确、可靠。
5)吸泥机各转动部位密封处不应渗油。
6)方形池吸泥机扫角刮板运行应动作灵活、可靠,符合池形要求。
7)吸泥机平均无故障工作时间不应少于8000h,使用寿命不应少于15年。
2、驱动装置1)应转动灵活,无卡滞和松动现象。
2)传动应符合GB/T 1243 的规定,传动应平稳。
3)主轴对机座底面的垂直度允许偏差为0.5mm/m,总偏差不大于2mm。
4)传动系统应设置可靠的过载保护装置。
3、主梁、桁架等钢结构焊接件1)主梁及桁架等采用SUS304不锈钢材料,钢结构焊接件的设计应符合GB 50017 的要求,主梁要求的最大挠度不应大于跨度的1/700。
2)钢结构焊接件的制造、拼装、焊接、安装、验收,均应符合GB 50205 的规定,主梁的制造偏差应符合GB 50205 中的相关规定。
3)焊接件的焊缝应平整、光滑,不应有任何裂缝和较严重的气孔、夹渣、未焊透、未熔合等缺陷,其质量应符合GB 50205 中的三级标准;主梁的对接焊缝焊接质量应符合GB50205 中的二级标准。
4、安全防护要求1)吸泥机安全设计应符合GB 5083 的有关规定。
行车式刮吸泥机说明说

行车式刮吸泥机说明说一、简介行车式刮吸泥机,用于污水处理厂、污水处理站的平流式沉淀池将沉降在池底的污泥、泥沙、絮凝物等刮到泵吸泥口,通过泵吸或虹吸等方式,行走边吸泥,然后将污泥排出池外,可以解除清理池底污泥之苦。
二、结构原理行车式吸泥机由1 工作桥、2 驱动行走装置、3 吸泥系统、4 撇渣装置(选择件)、5 电控柜、6 虹吸发生器(虹吸方式)、7 吊架、8 刮泥板、9 电气控制箱、10 排泥系统等组成。
在斜管沉淀池中使用时,还需安装池底吸泥架和吸泥吊架。
1、工作桥:采用100*100镀锌方管焊接制成。
结构强度高,稳定性好,承重量大,为行车的稳定运行提供有力保证。
本设备由四点支撑行走大梁横跨在平流式沉淀池上,双边驱动,池两边均铺设钢轨,从池的一端运行到池子的另一端,边行走边吸泥,撞到行程控制,折返行走,回程吸泥,完成一个工作周期。
2、驱动行走装置:采用轴装式减速机作为驱动动力,装在行车两端梁上,为双驱动,结构紧凑,维修方便,其上设有过载保护装置,当设备驱动过载时,断电保护电机(调节压紧弹簧调节预压力)。
行走轮采用铸铁材质,使用使命长,稳定性高,不会发生行走轮偏磨、脱轨等现象。
3、吸泥系统:吸泥系统可分为泵吸式和虹吸式两种。
泵吸式根据行车长度可采用两台、四台、五台、六台等(自由定制)潜污泵作为吸泥动力,装在行车平台上,与排泥管路相连。
虹吸式采用一台真空泵对虹吸管进行抽真空,从而达到虹吸排泥的目的。
行车沿池长方向运行时,吸泥系统将池底沉淀污泥吸至管道中,经排泥管路排出到泥槽内。
4、撇渣装置:刮吸泥机上装有撇渣刮板将池体内漂浮的浮渣刮集到池体的两端,再由池体两端的排渣装置排出。
5、排泥管路:泵吸式采用与潜污泵相连的排泥管路,用来排除排污泵吸至管路中的污泥;虹吸式采用排泥槽将虹吸管抽上的污泥排至池外。
6、吊架:与行车平台相连,用来支承悬挂吸泥管路及刮泥板等。
7、刮泥板:用来刮集沉淀于池底的污泥,其结构呈菱形,更有效的实现刮集污泥的作用,刮泥板底端距池底有一定的距离,目的为减小设备在运行中的阻力,且使污泥有更好的流动性,便于潜污泵或虹吸管吸排。
行车式刮泥机的运行要求
行车式刮泥机的运行要求引言行车式刮泥机是一种旨在规范道路清洁工作的机器,它可以高效地清理出路面上的灰尘,垃圾和泥土。
这种机器广泛应用于高速道路和城市街道的保洁中。
要想保障其正常运行,需要对其操作和维护有确定的要求。
本文讨论的是行车式刮泥机的实在运行要求。
运行环境行车式刮泥机在运行中需要充分考虑环境因素。
首先,它需要在道路交通情况比较少的时间段内进行工作,以确保安全。
其次,行车式刮泥机需要在比较干燥,没有雨水和积水的路面上进行工作,以确保机器的清洁效果。
此外,也需要考虑机器在运行中的周边环境,如避开靠近较高的道路障碍物等。
操作步骤行车式刮泥机在进行操作前,需要认真阅读机器说明书,加深对机器工作原理的理解,并明确其操作步骤。
一般而言,操作步骤如下:步骤一:机器准备行车式刮泥机运作前,需要先做好机器准备。
包括检查机器全部零部件是否完好无损、清洁机器各部位,充填润滑油等。
步骤二:机器启动启动机器时,需要确保机器处于平稳的地面上。
在启动时,操作者必需站在正确的位置,并通过掌控台或遥控器对机器进行启动。
步骤三:机器运行及操作运行前,需要选择合适的工作速度,确保机器的充分工作。
在运行中,需要遵奉并服从操作手册的要求,充分把握操作方向。
机器在运行时,需要保证其在道路上的轨迹正常运行,以确保无意外撞击和误伤其他车辆和行人。
步骤四:机器停止机器停止时,需要缓慢降低其速度。
机器完全停止后,需要关闭引擎,将机器停放在安全牢靠的位置,以等待下一次操作。
维护和保养行车式刮泥机的维护和保养是确保其正常运行的紧要因素。
在运行前和运行中,需要进行以下步骤的维护:步骤一:清理机器在机器完成工作后,需要清洁其各部位,并清除其中淤积的灰尘和泥土,并将过滤器换掉。
步骤二:加油和润滑机器在运行过程中,需要加油和润滑,保持机器的正常工作。
步骤三:检查机器零部件在机器运行过程中,需要定期检查机器的各个部件是否存在磨损、腐蚀或其他损坏现象,并适时进行更换或修理。
行车式刮泥机工作原理

行车式刮泥机工作原理English:The working principle of a traveling type mud scraper mainly involves the use of a traveling bridge equipped with scrapers to continuously remove sludge from the bottom of the tank. The traveling bridge moves back and forth on the tank's surface, pulling sludge towards the center where it can be collected and removed through a sludge removal system. The scrapers are designed to scrape the bottom of the tank without causing damage, and the movement of the traveling bridge ensures that all areas of the tank are thoroughly cleaned. The sludge removal system then transports the collected sludge to a designated sludge handling area for further processing or disposal.中文翻译:行车式刮泥机的工作原理主要涉及使用装有刮泥板的行车桥,持续地从罐底移除污泥。
行车桥在罐表面来回移动,将污泥拉向中心,然后通过污泥清除系统收集并清除。
刮泥板设计用于在不造成损坏的情况下刮除罐底,而行车桥的移动确保了罐的所有区域都得到了彻底清洁。
行车式刮泥机设备常见故障解决方式

行车式刮泥机设备常见故障解决方式行车式刮泥机设备是一种紧要用于路面冰雪或泥浆清理的工作设备。
它具有高效、快速的清除作用,可以使道路保持干净和安全。
但是,它也会碰到一些常见的故障问题。
以下是一些常见故障及其解决方法的介绍。
故障一:刮泥板归零不精准问题描述刮泥板归零不精准的表现为:行车式刮泥机工作时,刮泥板无法恢复到原始位置,或者反复开始归零而不停止。
原因分析刮泥板归零不精准的原因可能是以下几种:1.机械部件损坏或松动。
2.电器掌控错误。
解决方法对于刮泥板归零不精准的问题,需要依据原因进行相应的修理和调整:1.检查机械部件:检查刮泥板的机械部件,如滑轨、销钉、弹簧和气缸。
假如损坏或松动,需要适时更换或调整。
2.检查电器掌控:检查刮泥机的电气系统和掌控器是否正确。
假如电器掌控显现错误,需要修正或更换故障部件。
故障二:刮泥板不上下动作问题描述刮泥板不上下动作的表现为:刮泥板不上下移动,在工作时无法达到要求的位置。
原因分析刮泥板不上下动作的原因可能是以下几种:1.液压油不足或泄漏。
2.液压泵损坏。
3.液压缸损坏。
解决方法对于刮泥板不上下动作的问题,需要依据原因进行相应的修理和调整:1.检查液压油:检查液压油的量和质量。
假如油量不足或质量不良,需要更换或补充。
2.检查液压泵:假如液压泵损坏,需要更换故障部件,并检查相关的管道和连接件,确定没有其他故障问题。
3.检查液压缸:假如液压缸损坏,需要更换故障部件,并检查相关的管道和连接件,确定没有其他故障问题。
故障三:刮泥板振动或冲击问题描述刮泥板振动或冲击的表现为:刮泥板在工作时产生不正常的振动或冲击。
原因分析刮泥板振动或冲击的原因可能是以下几种:1.刮泥板与路面之间的间隙过小。
2.刮泥板或其它机械部件损坏或不平衡。
解决方法对于刮泥板振动或冲击问题,需要依据原因进行相应的修理和调整:1.调整间隙:调整刮泥板与路面之间的间隙,使其保持在合适的范围内。
2.检查机械部件:检查刮泥板和其它机械部件是否损坏或不平衡。
PXH行车式刮泥机
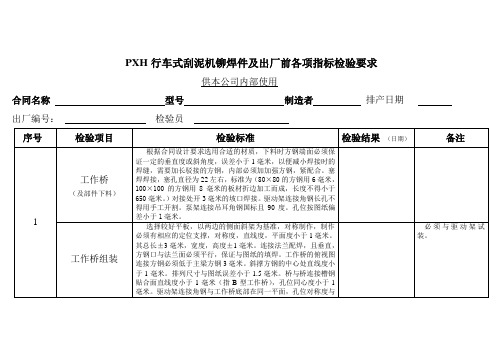
PXH行车式刮泥机铆焊件及出厂前各项指标检验要求供本公司内部使用合同名称型号制造者排产日期出厂编号:检验员序号检验项目检验标准检验结果(日期)备注1工作桥(及部件下料)根据合同设计要求选用合适的材质,下料时方钢端面必须保证一定的垂直度或斜角度,误差小于1毫米,以便减小焊接时的焊缝,需要加长驳接的方钢,内部必须加加强方钢,紧配合。
塞焊焊接,塞孔直径为22左右,标准为(80×80的方钢用6毫米,100×100的方钢用8毫米的板材折边加工而成,长度不得小于650毫米。
)对接处开3毫米的坡口焊接。
驱动架连接角钢长孔不得用手工开割。
泵架连接吊耳角钢国标且90度。
孔位按图纸偏差小于1毫米。
工作桥组装选择较好平板,以两边的侧面斜架为基准,对称制作,制作必须有相应的定位支撑,对称度,直线度,平面度小于1毫米。
其总长±3毫米,宽度,高度±1毫米。
连接法兰配焊,且垂直,方钢口与法兰面必须平行,保证与图纸的填焊。
工作桥的俯视图连接方钢必须低于主梁方钢3毫米。
斜撑方钢的中心处直线度小于1毫米。
排列尺寸与图纸误差小于1.5毫米。
桥与桥连接槽钢贴合面直线度小于1毫米(指B型工作桥),孔位同心度小于1毫米。
驱动架连接角钢与工作桥底部在同一平面,孔位对称度与必须与驱动架试装。
驱动架上孔位吻合,误差≤1毫米。
40×40线槽方钢开口平滑,对接处接口在一条直线上,活动网络筛窗口按图纸尺寸两边各放大1.5毫米,三角板以方钢面下35毫米组焊,4块三角板在同一平面。
泵架连接耳与工作桥组焊,按图纸尺寸误差小于1毫米,垂直于底部方钢,对称度不得大于1毫米,多个泵连接耳在同一直线。
2 驱动架1机架,按图纸要求选用国标槽钢,板材用剪板机开料。
泵泥连接板割料保证周边光滑,槽钢下料端面平整,刮板连接板按图纸要求开缺口(打磨光滑后组装),保证204,110毫米孔距,组装时与槽钢端面平行,与工作桥连接板保证1300,203毫米,对称度小于1毫米,轴承座安装板必须在同一平面,误差小于1毫米。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PXH行车式刮泥机铆焊件及出厂前各项指标检验要求供本公司内部使用合同名称型号制造者排产日期出厂编号:检验员序号检验项目检验标准检验结果(日期)备注1工作桥(及部件下料)根据合同设计要求选用合适的材质,下料时方钢端面必须保证一定的垂直度或斜角度,误差小于1毫米,以便减小焊接时的焊缝,需要加长驳接的方钢,内部必须加加强方钢,紧配合。
塞焊焊接,塞孔直径为22左右,标准为(80×80的方钢用6毫米,100×100的方钢用8毫米的板材折边加工而成,长度不得小于650毫米。
)对接处开3毫米的坡口焊接。
驱动架连接角钢长孔不得用手工开割。
泵架连接吊耳角钢国标且90度。
孔位按图纸偏差小于1毫米。
工作桥组装选择较好平板,以两边的侧面斜架为基准,对称制作,制作必须有相应的定位支撑,对称度,直线度,平面度小于1毫米。
其总长±3毫米,宽度,高度±1毫米。
连接法兰配焊,且垂直,方钢口与法兰面必须平行,保证与图纸的填焊。
工作桥的俯视图连接方钢必须低于主梁方钢3毫米。
斜撑方钢的中心处直线度小于1毫米。
排列尺寸与图纸误差小于1.5毫米。
桥与桥连接槽钢贴合面直线度小于1毫米(指B型工作桥),孔位同心度小于1毫米。
驱动架连接角钢与工作桥底部在同一平面,孔位对称度与必须与驱动架试装。
驱动架上孔位吻合,误差≤1毫米。
40×40线槽方钢开口平滑,对接处接口在一条直线上,活动网络筛窗口按图纸尺寸两边各放大1.5毫米,三角板以方钢面下35毫米组焊,4块三角板在同一平面。
泵架连接耳与工作桥组焊,按图纸尺寸误差小于1毫米,垂直于底部方钢,对称度不得大于1毫米,多个泵连接耳在同一直线。
2 驱动架1机架,按图纸要求选用国标槽钢,板材用剪板机开料。
泵泥连接板割料保证周边光滑,槽钢下料端面平整,刮板连接板按图纸要求开缺口(打磨光滑后组装),保证204,110毫米孔距,组装时与槽钢端面平行,与工作桥连接板保证1300,203毫米,对称度小于1毫米,轴承座安装板必须在同一平面,误差小于1毫米。
其余尺學均在图纸尺寸范围。
检騌合格后加支撑转焊接。
2刮板组合件,按图纸褁求分4乶对称制作,对称2件开缺口。
缺口平整光滑,保证4孔与机架孔位吻合,误嗮小于1毫米,其余尺寸符合图纸要求,3刮板组合件$机架,焊后校平,去刺倒角,镀锌后重新洗孔去掉孔内的锌层和其他锌瘤。
4驱动架装配,轴承ᅈ加润滑油脂,以轴承外圈见油脂为宜,从动与主动轮按装配图纸顺序组装。
保证主动与从动轮在同一盰线上,误差䰏于0.5毫米,减速机朝行程开偳那边,主从动链轮在各一平面,误差小于0.5毫米,保证俩套驱动装置的链轮张力一致,松紧度左右搆动2公分为宜,行程开关按实际尺寸工厂装配︌2条电缆增加防护胶管,长度每条不吏于4米。
减耟机,行程开关增加防雨罩。
无检验字样的机加工件禁止装配。
无检验字样的机加工件禁止装配。
由器部分由电工落实。
3 泵架按图选用不锈钢管件,管件开割时按放样纸板线下斑。
注意减去封板的厚度,配合缝隙小于1毫米。
对称2件刴作,组装时按定位尺寸检验,高度,长度︌宽度寸称度与图纸误差在±1毫孔)2件导杆垂直度小于1揫米。
连接座与工作桥配焊组装。
连接座选用国标角钢,开料时保证垂直度,孔位按图误差小于1毫米。
去刺倒角后与工作桥配装。
4 镀锌后的工作桥镀锌后的工作桥,先补孔打磨后可用火功校直,(多条工作桥整体连接校直)直线度在2毫米以内,连接法兰方管内无锌瘤和飞溅。
校直合格后组装花纹板和挡脚板,挡脚板边与方钢配合缝隙小于1毫米,组焊是不得焊穿挡脚板。
有特殊要求的不能用火攻校直。
5 工作桥与泵架组装将连接座紧固与工作桥上的连接角钢上,并在同一条线上,工作桥垫水平(水平测量仪检验),分清泵架的排列方向,泵架管中心对齐连接座加强筋中心,保证每个泵架的垂直度±1毫米,泵架与泵架的底部距离偏差小于2毫米。
(相反方向的上部)验员必须做好配装记号。
6 泵泥管组按图纸要求选用标准标准壁厚管件,下料管件切口端面平整,去除管内毛刺后按地样组装,90度弯管样板角尺检验,弯管样板度数尺检验,长度与角度偏差小于1.5毫米。
管件接口加支撑。
法兰点焊并垂直于管件,7 泵泥管组焊组焊前将污泥泵底座装配于泵架上,法兰处加密封圈,管件按图纸分布位置排列,法兰螺栓连接,装好支撑管件,校平管件的平行于垂直度误差小于1.5毫米,校平法兰后加焊,与潜污泵连接法兰在泵座上连续焊接。
要求工作桥水平,检验员必须做好配装的管件记号。
8 卡套压弯圆弧一致,保证图纸孔距,成型后去刺倒角。
用直径70圆管检验,以2件叠合缝隙10毫米为准。
9 吸泥管组吸泥管,吸嘴按展开图下料折边,成型后保证与图纸误差小于1.5毫米,上部可以按天方地圆下料,整体高度保证与图纸括号内尺寸,误差小于1.5毫米,保证连接板孔距,并倒角圆滑,垂直度小于1毫米,弧形板点焊紧固,(对称点焊8个焊点)10 泵接管圆管108×3可以用不锈钢(因为有不锈钢余料)309焊条焊接,法兰与管件垂直度小于0.5毫米,止水胶圈2件与管件配合密封,卡箍下料按图尺寸缩小2毫米,(不按图纸倾斜角度)保证胶圈端面平行。
装配时卡箍安装于胶圈中间,突出108管件1公分为宜,紧配合密封。
11 拉杆系回形板圆弧机加工,孔位中心度小于1毫米,收口圆滑,螺杆在同一中心线上,轴线度小于1毫米,接口焊高不得小于4毫米,组焊时包好罗牙,总长与图纸误差小于2毫米。
12 连接杆连接杆按现场总装焊接图检验,长度,倾斜度,平行度,卡套按吸泥管垂直度吻合,配合缝隙不得大于2毫米。
13 导轨导轨1,按图要求做出方管架,(方管架放地样组装)长度,高度,平面度在1毫米以内。
角钢组装与图纸误差在1毫米以内,4件角钢在同一平面,并保证孔距(中心度小于1毫米),挡块按图纸高度保证90度,夹套折边圆角小于母材,与40方管配合间隙小于1毫米,孔距与夹板孔距保证一致。
导轨2,连接板与加强筋板不得用手工开料,组装缝隙小于1毫米,连接板保证对称度,孔距中心度偏差在1毫米内,采用对称制作,高度与垂直度保证1毫米内,加支撑后焊接,14 端头立柱选用国标槽钢和,(注意总装图是否要对称制作)垂直度,宽度高度误差小于1毫米。
焊接成型后钻孔(安装行程开关角钢)角钢线钻孔,按地样组装上部分。
15 撇渣装置钢刮板,采用光面板材加工,根据长度可以驳接,卡箍组焊前检验是否与传动轴配合,整个部件要求氩弧焊组装和焊接,直线度小于1毫米,刮渣橡胶板按图纸预长2公分,剪板机下料,长孔开口平滑一致。
传动轴,端轴先加工成型,管件先镀锌,镀锌后校直管件,组焊端轴,端轴与管组焊时管件增加4点塞焊,中心度,直线度,长度与图纸误差小于1毫米。
如果管件驳接须加链接件。
行走轮系,喷油漆后装配好尼龙行走轮,垫圈,止退垫和圆螺母。
吊杆,按图纸要求下毛料机加工,中间割孔按图要求留加工余量,并画出加工线,2块点焊叠合加工,组装时保证直线度,高度小于1毫米。
必须对称制作。
连杆,管端面平滑无毛刺,连接板与管件垂直度小于0.5毫米,16 ※酸洗先清除毛刺和飞溅后再进入酸洗,见酸洗工艺根据酸洗的时间清洗好焊道。
17 名牌按合同要求的型号,总功率,出厂编号日期等,用大号字钢印,字迹清晰整洁,安装于工作桥行走进道方向(右边)上斜撑中心线,铆钉紧固。
(铆钉不得少于6颗)18 试机出厂前必须对减速机转速进行测试。
减速机的型号,温度,电流,润滑油脂材质,螺丝松紧度检验进行记录。
驱动架两条链轮张紧程度一致。
由检验员负责19 ※油漆喷漆前对重新焊接的焊缝做好清洗,刷红丹防腐,对镀锌部件去除氧化层(抛光,水洗),对有缺陷处须劈原子灰,镀锌件表面先喷一层环氧漆后再喷面漆。
面漆表面翠纹一致,(无漏喷和无翠纹)喷漆时禁止抽烟,5米内禁止有火源,油漆总厚度在120μm以上,仪器检测。
20 检验检验员在设备出厂前48小时内与该班组委派人员对产品外观,紧固件,润滑油脂,名牌,标准件,配合间隙等重新集中清点复检,对发现的问题要在出厂前12小时前解决,对减速机,材质与合同参照做详细记录。
贴出该合同用户字样及零部件标签。
检验员详细落实。
21 设备出厂设备出厂前制作者必须按检验员要求对所须要包装的部件进行包装,制造班组排人装车发货。
客户是企业的上帝,质量是企业的生命,承包制造者对所承包的产品必须有深刻的认识,对所做出的产品质量担负全部责任。
本表随排产表一同发给制造者,并由主承包制造者亲笔签名同意,他人不得代签。